
Abstract
Polylactide fibers (PLA), false-twist textured at different temperatures (135, 150 and 165℃) and draw ratios (1.30, 1.35 and 1.40) were stabilized by a continuous setting treatment at 50 m/min and 100℃ using a specially designed chamber. The crystallinity and the orientation of the original textured filaments and those of the stabilized ones were measured. The effect of post setting on the dimensional stability, mechanical properties and thermomechanical behavior in accordance with the texturing conditions was studied. The relationships between crystallinity and the dimensional stability and between the orientation and both the relaxation shrinkage and the endset temperature of shrinkage were considered.
Keywords
Polylactide (PLA) is a biodegradable and compostable polymer obtained from annually renewable resources. 1 Its physical properties and structure have been the subject of a number of studies, demonstrating that this polymer has significant commercial potential as a textile fiber. 2 Given that the polylactide fibers are thermoplastic, their microstructures vary when subjected to different manufacturing processes.
PLA fibers are normally produced by melt extrusion. The effects of draw ratio and draw roll temperature on the orientation, crystallinity and mechanical properties of spun filaments have been studied. 3
When filaments are spun at 2500–3000 m/min, a multifilament partially oriented yarn (POY) is obtained. POYs are usually textured to convert flat filament yarn into crimped fibers to simulate the properties of natural staple fiber yarns. Different temperature, draw ratio, friction and yarn speed will result in yarns with different bulkiness, elasticity and brightness. As regards false-twist texturing, the two main variables that could influence the shrinkage force of the filaments are pre-texturing draw ratio and temperature. The influence of these variables on the microstructure of the textured filaments has been studied in an earlier paper. 4 As PLA textured yarns show a high tendency to shrink, they require a second setting or stabilization (post setting) treatment to reduce shrinkage in subsequent processing. When dyeing is carried out in fabric form, heat setting is performed at 120–125℃ for 30–45 seconds. 5 If dyeing must be carried out as in package dyeing, stabilization should be undertaken to confer satisfactory textile properties to the substrate. To this end, textured yarns were subjected to a continuous thermal treatment. The influence of this process on the microstructure (crystallinity, orientation), dimensional stability, mechanical properties and thermomechanical transitions and the possible relationships between microstructure, dimensional stability and relaxation shrinkage are addressed in this paper.
Experimental part
Materials
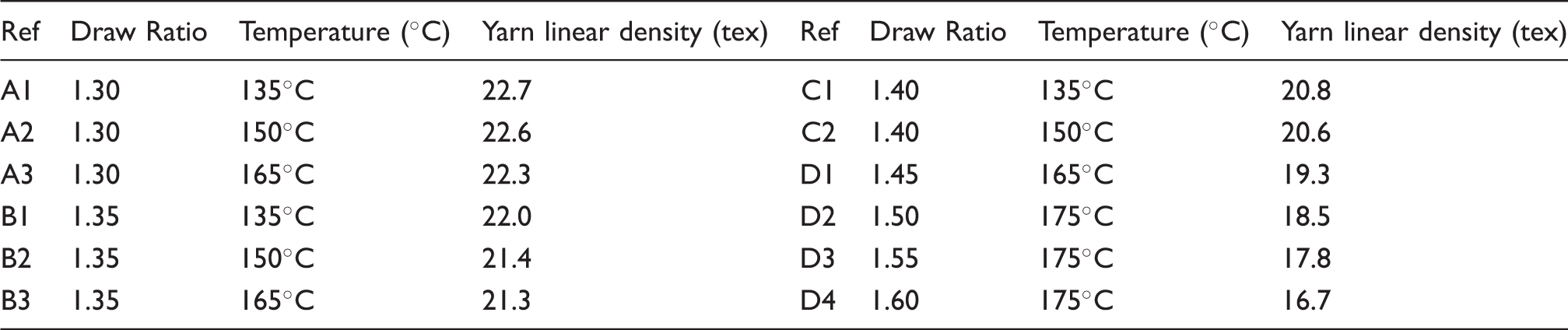
Reference and texturing conditions (draw ratio, temperature) of the 167 dtex/68 polylactide multifilament false-twist textured and yarn linear density
Stabilization treatment
Stabilization conditions were optimized (see Section 3.2) by considering the evolution of crystallinity and the orientation of B1 filament set, with draw ratio 1.07 at temperatures between 80 to 140℃ and rates of 20 and 50 m/min. The optimal conditions of stabilization using the prototype shown in Figure 1 are as follows: temperature = 100℃, speed = 50 m/min, draw ratio = 1.07.
Prototype for continuous stabilization treatment of PLA.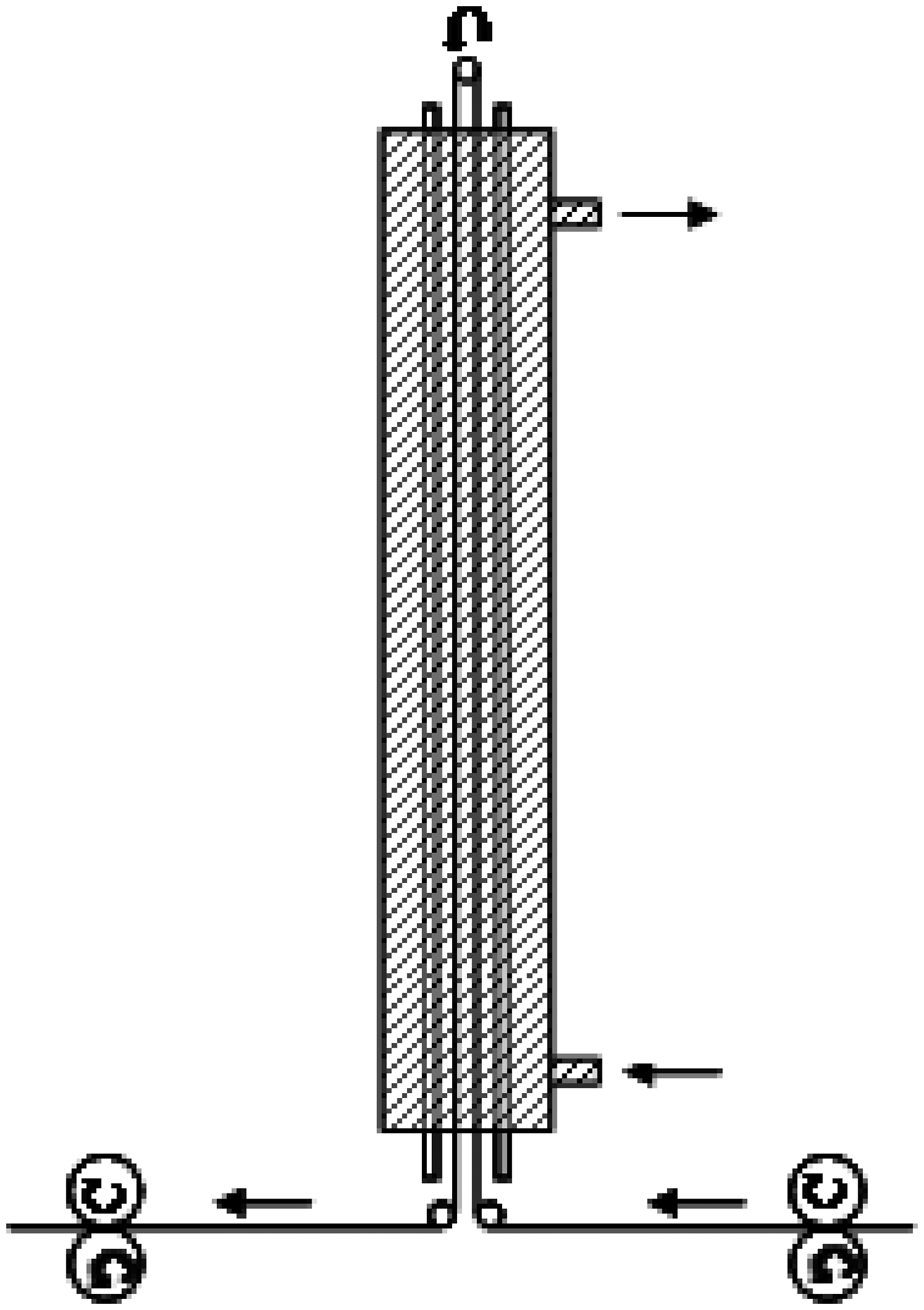
Methods
Dimensional stability
The tendency of the textured filaments to shrink when dry and wet heated was measured according to the EN 13844:2002 standard.
6
The change in the loop length of the yarn skeins was calculated under constant tension before and after the treatment under the following conditions:
- Wet shrinkage: 95℃, 15 min; and - Dry shrinkage: 120℃, 10 min.
X-Ray diffraction
Wide angle x-ray scattering experiments (WAXS) were performed using x-ray synchrotron radiation at the BM16-PX CRG beam line at the European Synchrotron Radiation Facility (ESRF) in Grenoble (France). The experimental setup included a WAXS measurements detector mounted on a 2Theta circle at 300 mm distance. CuKα radiation with a wavelength of λ = 0.154 nm was employed. Nominal Energy was 12.6 keV.
Differential scanning calorimetry (DSC)
The DSC analysis was obtained under the following conditions: initial temperature = 50℃, final temperature = 250℃, heating rate = 20℃/min and nitrogen purging gas = 35 mL/min. By comparing the melting enthalpy of the studied substrate (ΔHm) and that of a 100% crystalline polylactide (93.6 J/g), the percentage of crystallinity (XDSC) was calculated through the following relationship

In an earlier work, it was demonstrated that if the appropriate methodology is used, both measurements of crystallinity XXRD and XDSC yielded by x-ray diffraction (XRD) and DSC, respectively, can have a very significant linear correlation. 4
Orientation
When macromolecular chains in a high polymer sample (fiber or film strip) are oriented by stretching, the sound velocity along the direction of stretch increases progressively with orientation.8,9 Sonic velocity (SV) was determined by using the Dynamic Tester PPM-SR (H. M. Morgan Co, Inc.), to measure the time elapsed from the application of a sonic pulse to its reception at a given distance through a continuous filament.
The SV is related to the macromolecular orientation along the fiber axis: when the SV is higher, the orientation is larger.
Mechanical parameters
All yarns were conditioned at standard atmosphere (temperature = 20 ± 1℃ and relative humidity = 65 ± 5%) for a minimum of 24 hours before testing. A Statimat M Textechno automatic tensile tester was used to obtain the different yarn characteristics. Tests were carried out according to the ISO 2062:2009 standard. 10
Thermomechanical analysis
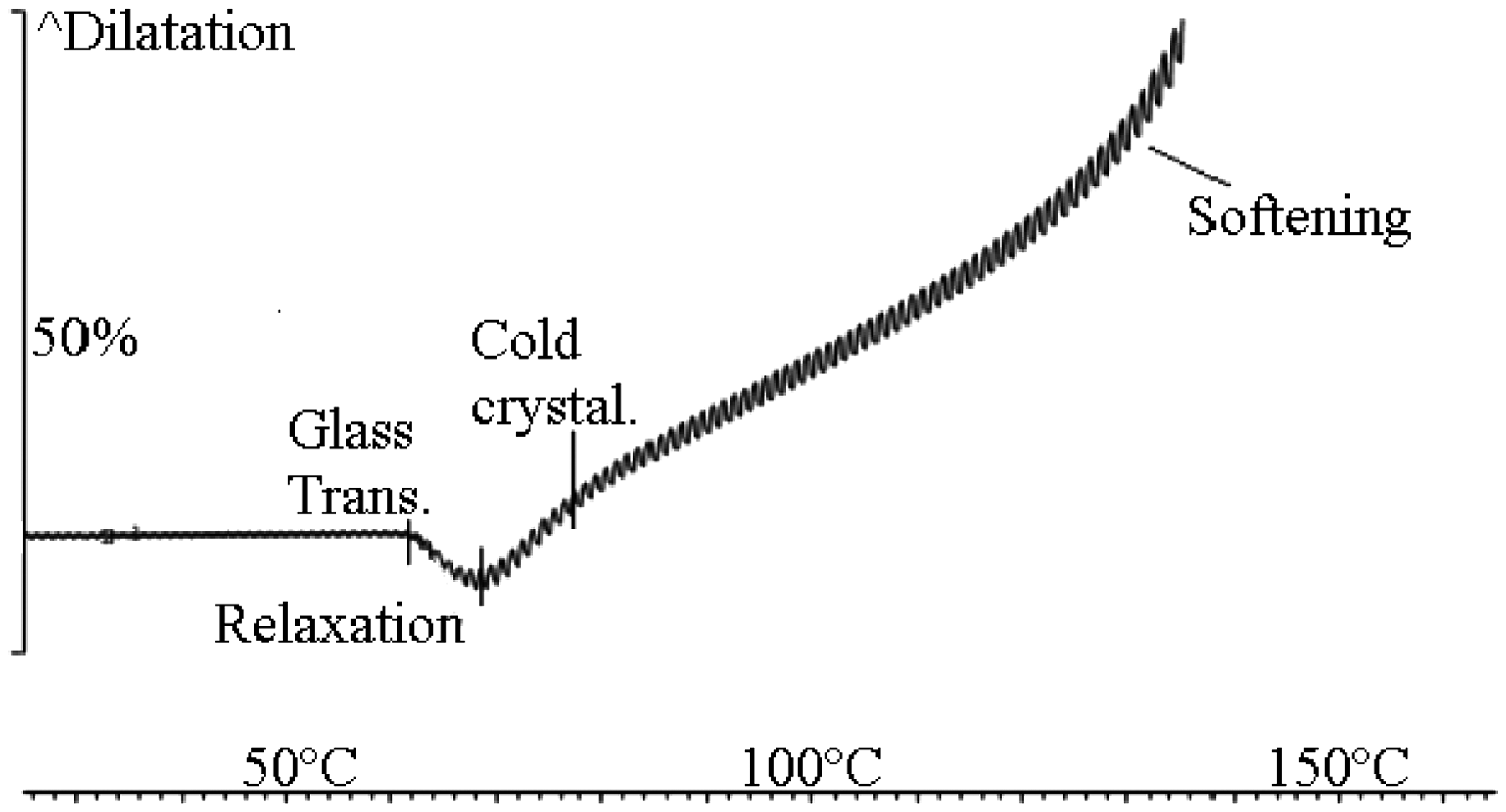
Two samples of each reference A, B and C (See Table 1), 12.8 mm in length, were tested in a TMA/SDTA 840 Mettler Toledo under the following conditions: initial temperature = 25℃, final temperature = 165℃, heating rate = 5℃/min, nitrogen purging gas = 35 mL/min under a periodic load between 0.025 and 0.05 N at 1/12 Hz. The variation in length given by TMA resembled that in Figure 2. The following parameters were determined
11
by analyzing the mean curve of the variation in length with temperature:
- Tso/℃: onset temperature of shrinkage; - Tsp/℃: peak temperature of shrinkage; - Sr/%: relaxation shrinkage at Tsp; - Tse/℃: endset temperature of shrinkage; and - αL/nm m−1 K−1: linear expansion coefficient between 50 and 150℃. TMA plot of a polylactide multifilament from 25 to 165℃ at 5℃/min under periodic load between 0.025 to 0.05 N at 1/12 Hz.
Results and discussion
The influence of the texturing variables on each response y was analyzed using regression analysis by fitting the empirical model y = b0 + Σibi xi + Σijbij xi xj (i, j = 1 to 2, i ≥ j), with x1 being the texturing temperature and x2 being the draw ratio. The application of the analysis of variance 12 enabled us to remove the non-significant variables from the model to obtain the ‘best’ regression equation. 13 The influence of the stabilization and texturing variables on the dimensional stability, microstructure, mechanical properties and thermomechanical behavior was be based on the surface responses given by the empirical models. The models included significant effects that were significant at 0.1%. Although the regression equations are not included in this discussion, the determination coefficients attained by the surface responses are included in the figure captions. Calculations and surface responses were made using Statgraphics software. 15
Dimensional stability
Wet and dry shrinkage of the textured substrates (A, B and C) is included in Table 2. The effect of texturing variables on wet and dry shrinkage is shown in Figure 3.
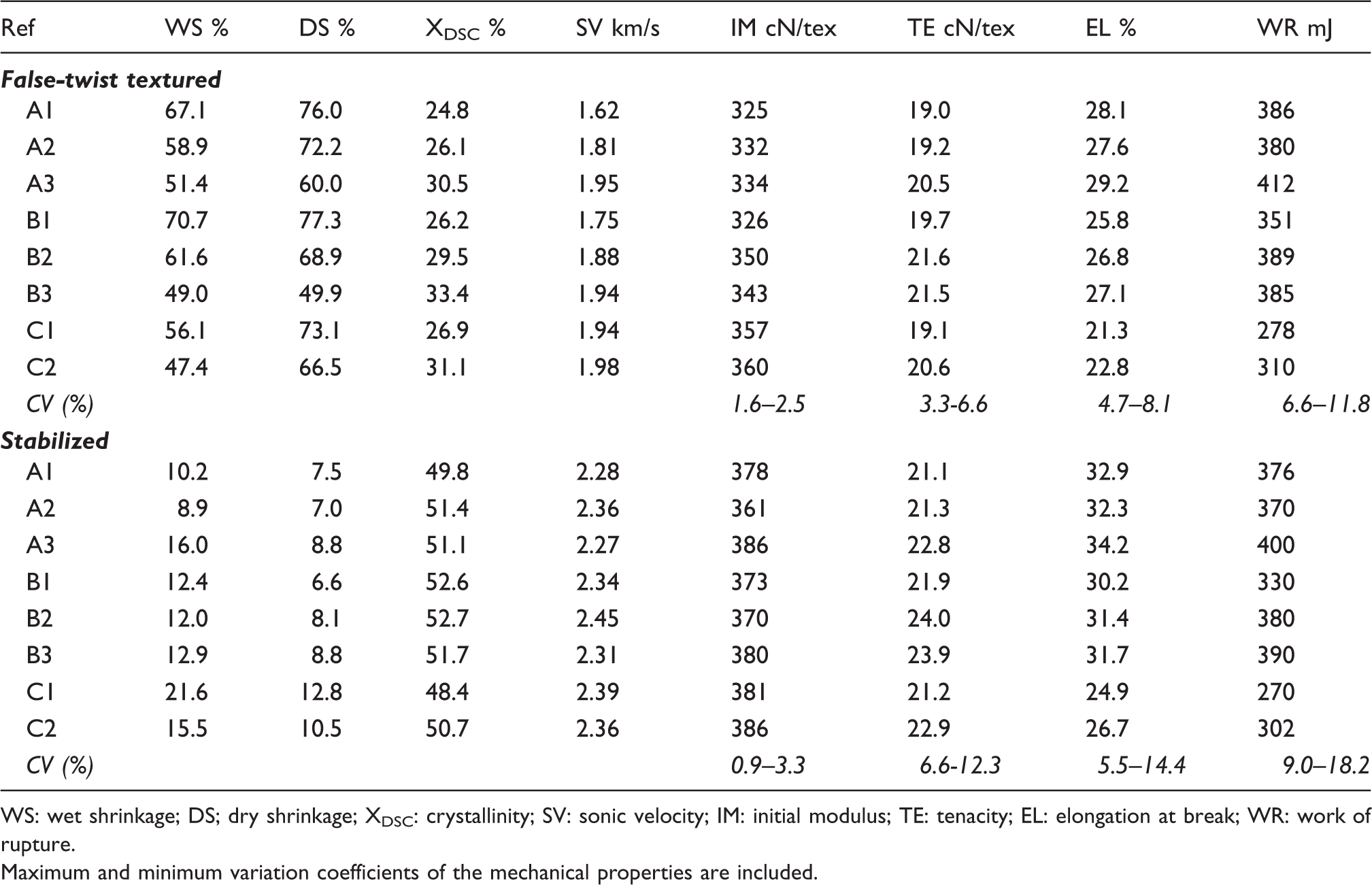
Wet (R2 = 98.9%) and dry (R2 = 97.8%) shrinkage of A, B and C textured PLA filaments. Wet and dry shrinkage, crystallinity, sonic velocity, initial modulus, tenacity, elongation at break and work of rupture of the false-twist textured and stabilized polylactide multifilaments according to the references in Table 1 WS: wet shrinkage; DS; dry shrinkage; XDSC: crystallinity; SV: sonic velocity; IM: initial modulus; TE: tenacity; EL: elongation at break; WR: work of rupture. Maximum and minimum variation coefficients of the mechanical properties are included.
Under both wet and dry conditions, shrinkage values were higher than 40%. The excessive shrinkage of the filaments does not allow their textile processing. It was observed that when the texturing temperature was higher, the wet and dry shrinkage was lower. No clear influence of draw ratio on shrinkage was observed. Consequently, filaments D1 to D4 were textured with higher draw ratio and temperatures. Wet and dry shrinkage of the filament textured under the highest draw ratio and temperature, despite an improvement, remained higher than 18%. Therefore, to reduce the thermoplasticity to a level that enables textile processing, it was decided to subject the textured filaments to setting or stabilization.
Setting treatment
Wet and dry shrinkage of filament B2 continuously set at different temperatures and velocities was measured. The results are shown in Figure 4. Temperature and time (velocity) affect shrinkage, which sharply decreases from roughly 80% to about 10% within a very narrow range of temperatures.
Influence of post setting rate and temperature on the wet and dry shrinkage of B1 textured filament.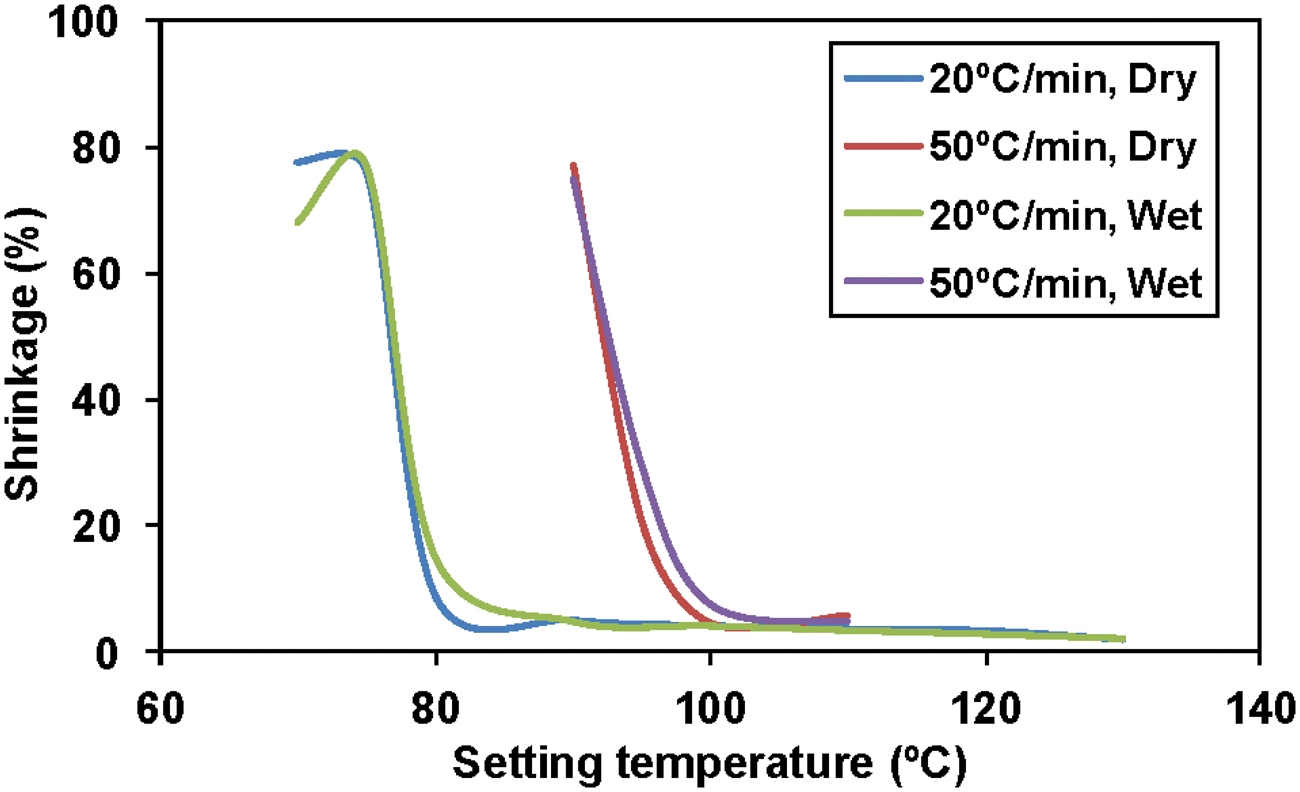
Variations in shrinkage can be explained by the structural alterations induced by stabilization. Figure 5 shows the evolution of crystallinity measured by XRD and the SV (orientation) of the filament B2 continuously post set at different temperatures. It was observed that when the post setting temperature was higher, both the orientation and the crystallinity was larger, resulting in a less thermoplastic structure and a more thermally stable structure.
Evolution of the XR Diffraction patterns, sonic velocity (SV) and crystallinity (XDSC) of filament B1 stabilized at different temperatures at a rate of 20 m/min.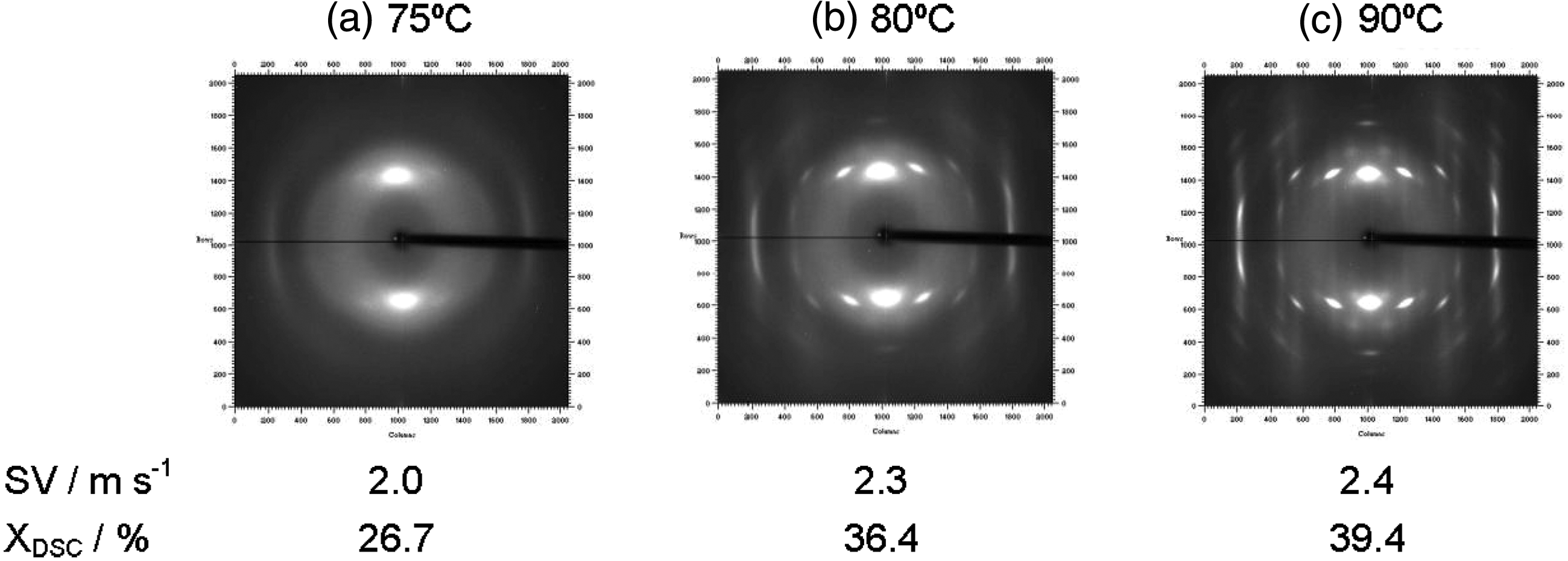
The textured A, B and C filaments were set at 100℃ and 50 m/min. The results of wet and dry shrinkage before and after stabilization are shown in Table 2. Figure 6 shows the influence of texturing variables and stabilization on these parameters.
Influence of stabilization on the (a) wet (R2 = 98.0%) and (b) dry (R2 = 99.4%) shrinkage of the textured PLA filaments in accordance with the texturing conditions.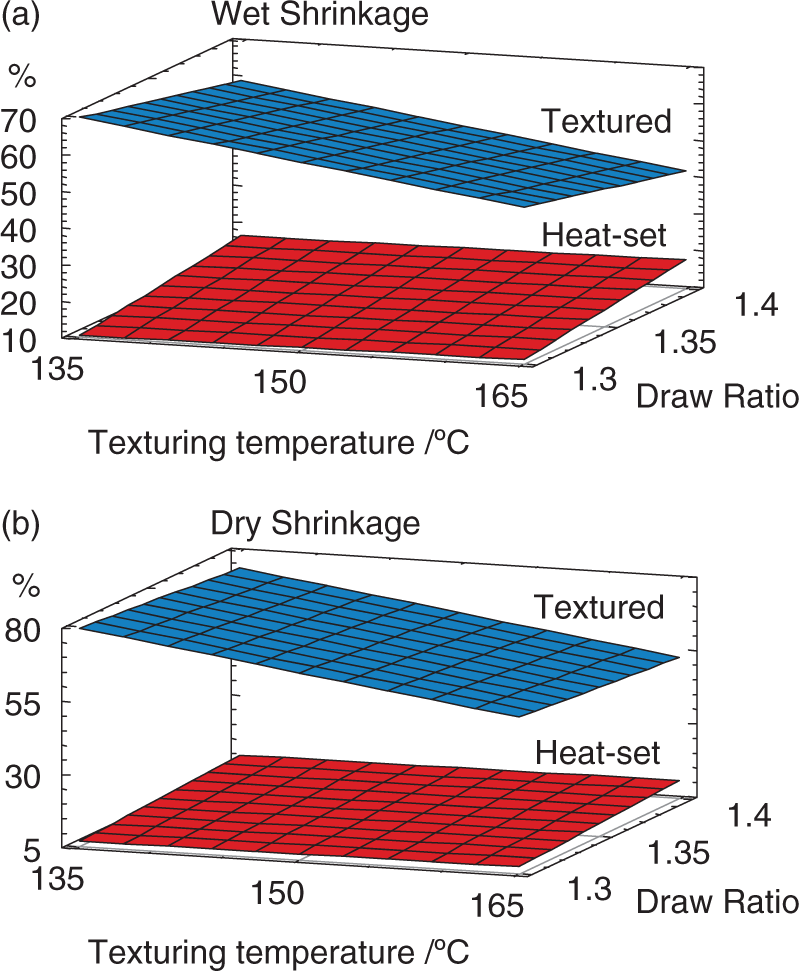
Setting strongly reduces both wet and dry shrinkage to a minimum, yielding filaments that can be easily manipulated during the usual textile process where dry thermal (heat setting) and/or wet thermal (dyeing) treatments are performed. After stabilization, the influence of texturing temperature on shrinkage is masked despite the existence of a small positive influence of pre-texturing draw ratio.
Effect of stabilization on crystallinity and orientation
The results of crystallinity measured by DSC and orientation expressed as SV are shown in Table 2. The influence of continuous stabilization and the texturing variables on crystallinity and orientation is shown in Figure 7.
Influence of stabilization on (a) crystallinity (R2 = 99.6%) and (b) sonic velocity (R2 = 98.6%) of the PLA filaments in accordance with texturing conditions.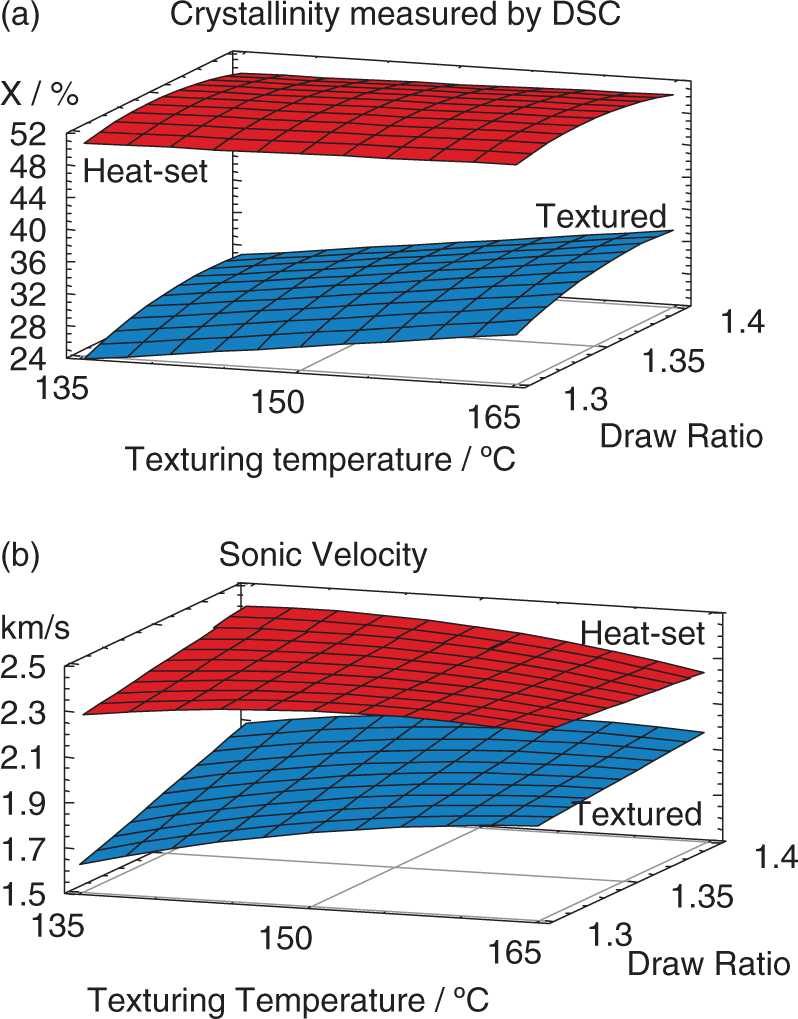
Stabilization enhances crystallinity, especially that of the slightly textured filaments, regardless of the initial crystallinity of the textured filaments, which increases with texturing intensity. After post setting, all filaments reached crystallinities of about 50%. Stabilization reduced the large differences on textured substrates.
With regards to orientation, stabilization increases the orientation of the textured filaments especially that of the low textured ones. The positive effect of draw ratio, albeit reduced, remains after post setting on filaments textured at the lowest temperature (135℃). When the texturing temperature is higher, the effect of stabilization on the orientation of the filaments is lower, albeit positive.
Mechanical properties
The results of the initial modulus, tenacity and elongation at the break and work of rupture are shown in Table 2. Figure 8 shows the effect of stabilization and the texturing variables on the initial modulus of the filaments.
Influence of stabilization on the initial modulus (R2 = 90.7%) of the textured PLA filaments in accordance with the texturing conditions.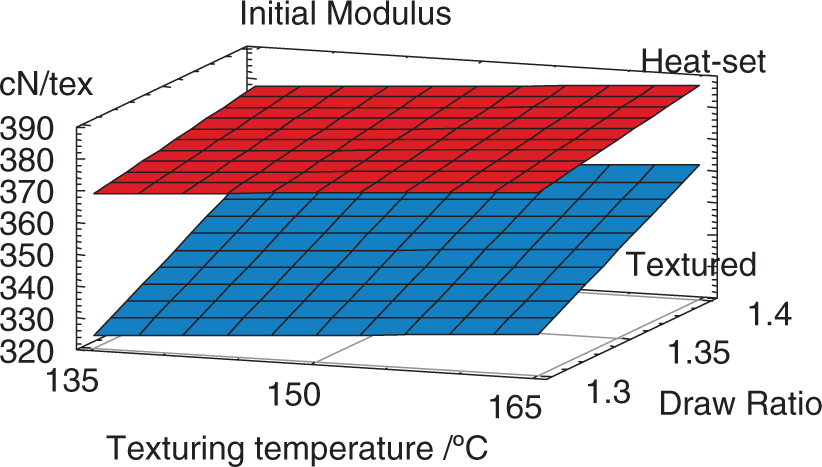
The increase in the initial modulus is especially important for the low oriented filaments. Stabilization influences tenacity, elongation and work of rupture regardless of the texturing conditions as can be observed in Figure 9 where the stress–strain curve of filament B2 is plotted.
Stress strain behaviour of textured and fixed B2 substrate.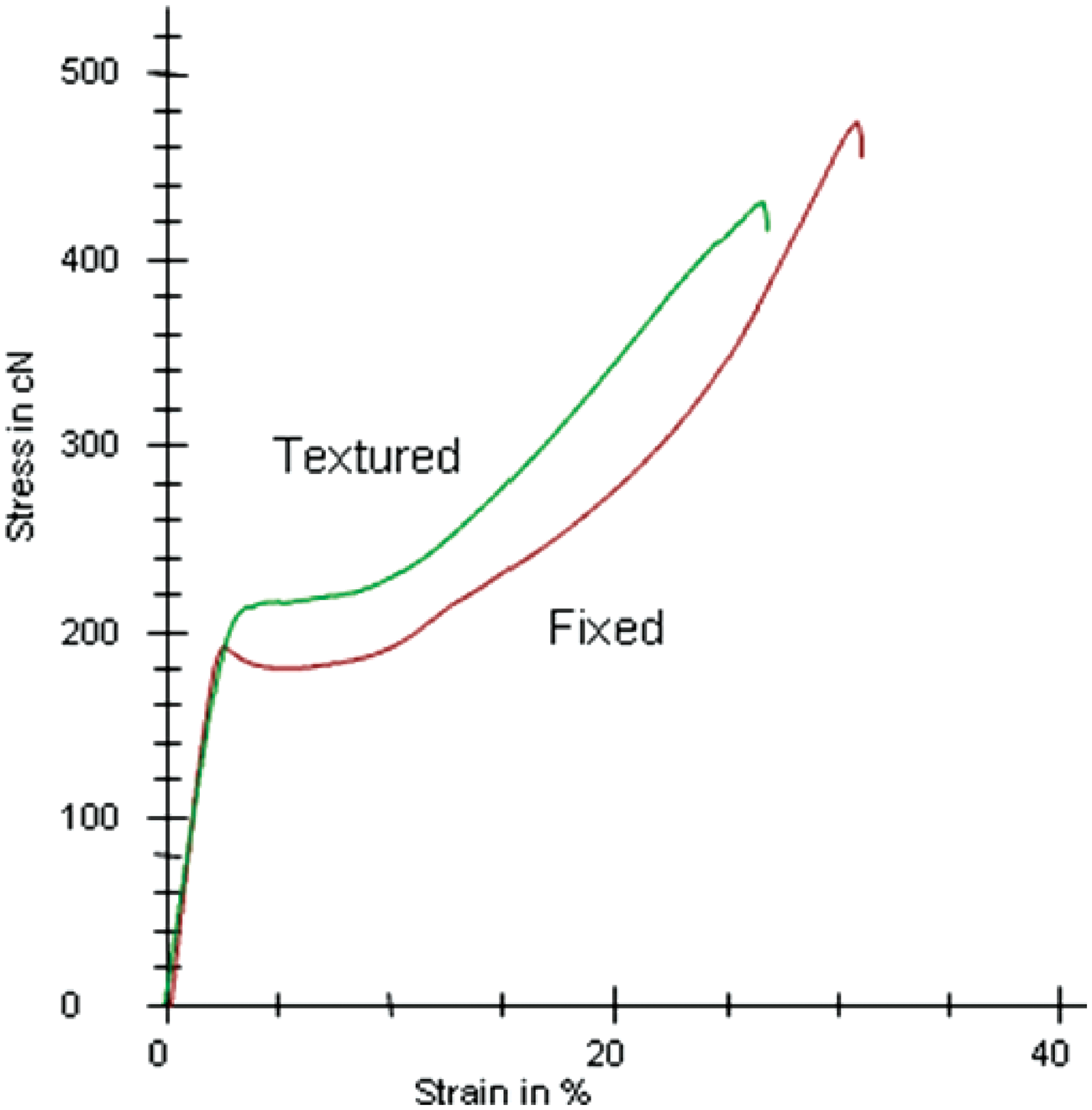
The positive effect of the texturing temperature remains after stabilization; the optimal values of tenacity are those shown by the filaments with the mean values of draw ratio. Elongation is dependent on the texturing draw ratio: when the orientation is higher, the elongation at the break is lower. Work of rupture maintains the positive effect of the texturing temperature and the negative effect of the draw ratio.
Thermomechanical behavior
Table 3 shows the onset temperature of shrinkage Tso, the peak Tsp and the endset Tse temperatures of shrinkage, the relaxation shrinkage Sr and the linear expansion coefficient αL between 50 and 150℃. The onset temperature of shrinkage is associated with the glass transition temperature.
11
Although the texturing variables exert no influence on the onset temperature of shrinkage, stabilization increases Tso from 64.8 ± 0.1℃ to 65.3 ± 0.2℃. The relaxation shrinkage Sr measures the maximum retraction attained by the filament as a result of the increase in temperature. This increase causes the ordered, extended conformation of the amorphous domains to be transformed into a more random coil configuration. When the temperature approaches the peak temperature of shrinkage, every non-crystalline chain segment relaxes from a lower to a higher entropic state, leading to shrinkage.
16
The influence of stabilization and texturing variables on the peak temperature of shrinkage and on the relaxation shrinkage are shown in Figure 10.
Influence of stabilization on the (a) peak temperature of shrinkage (R2 = 93.2%) and (b) relaxation shrinkage (R2 = 100%) of the textured PLA filaments in accordance with the texturing conditions. Onset temperature of shrinkage, peak temperature of shrinkage, relaxation, shrinkage, endset temperature of shrinkage and mean linear expansion coefficient from 50 to 150℃ of the false-twist textured and stabilized polylactide multifilaments according to the references in Table 1 Tso: onset temperature of shrinkage; Tsp: peak temperature of shrinkage; Sr: relaxation Shrinkage; Tse: endset temperature of shrinkage; αL: mean linear expansion coefficient.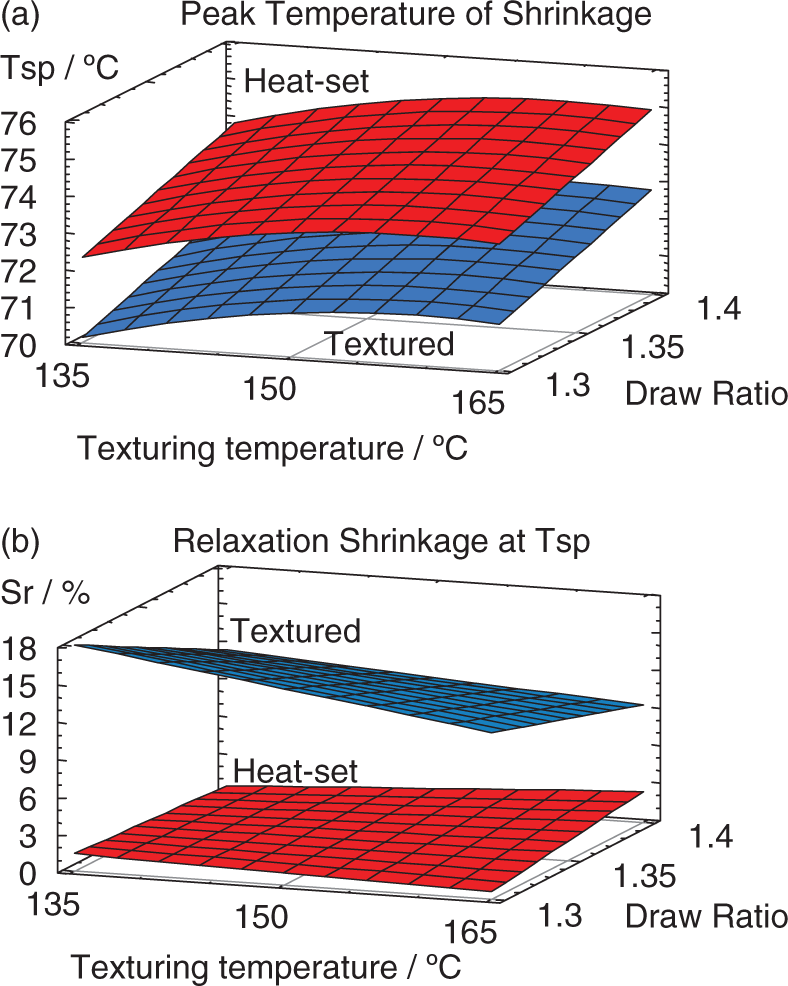

The peak temperature of shrinkage at which the maximum mobility of the amorphous domains are attained enhances stabilization despite the influence of texturing variables. It increases with the texturing temperature and the pre-texturing draw ratio. With regards to the relaxation shrinkage, the effect of stabilization is enhanced as the texturing intensity decreases. Stabilization compensates for the effect of texturing on the relaxation shrinkage. Stabilization of the more slightly textured filaments causes them to have lower relaxation shrinkage whereas the more strongly textured ones (higher temperature and draw ratio) show higher relaxation.
Figure 11 shows the influence of stabilization on the endset temperature of shrinkage and on the linear expansion coefficient from 50 to 150℃ in accordance with the texturing variables. As observed in an earlier paper,
11
cold crystallization on PLA mainly occurs between the peak temperature of shrinkage and the endset temperature of shrinkage. Stabilization increases the peak temperature of shrinkage by about 2.5℃ and the endset temperature of shrinkage by about 6℃ despite the influence of texturing conditions.
Influence of stabilization on the (a) endset temperature of shrinkage (R2 = 95.0%) and (b) linear expansion coefficient (R2 = 91.3%) of the textured PLA filaments in accordance with the texturing conditions.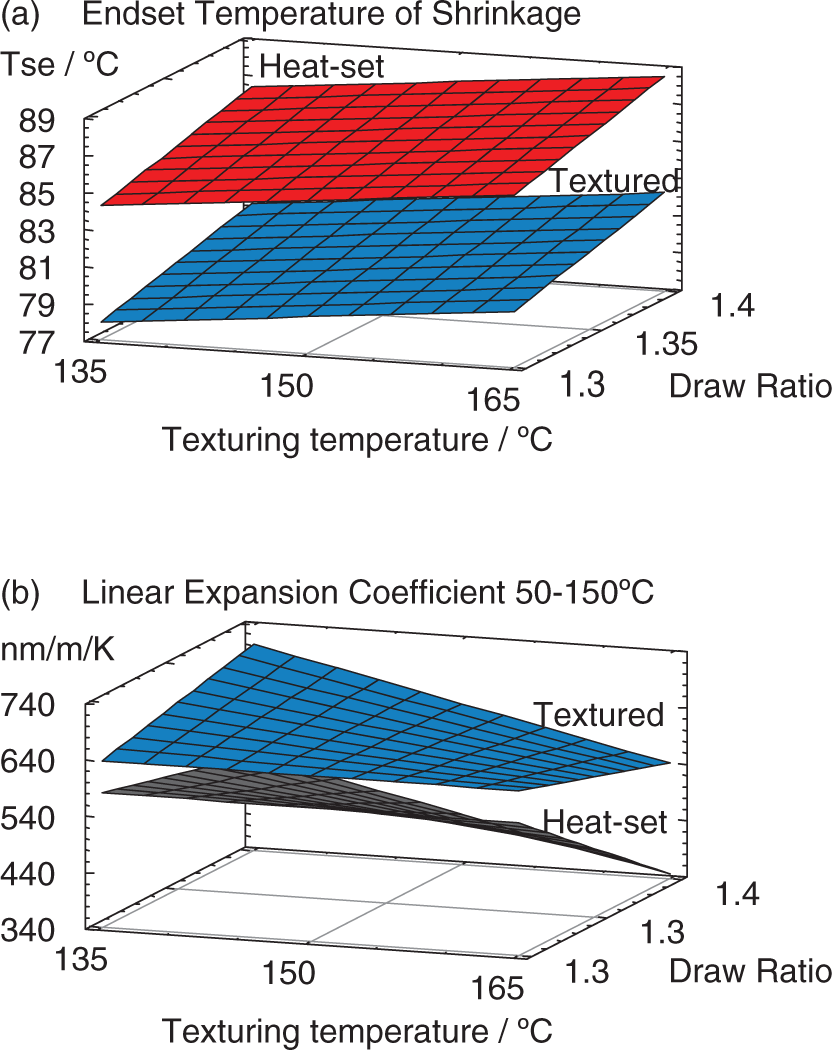
With regards to dimensional stability, the effectiveness of stabilization is considerably favored by the intensity of texturing. The filaments textured at the highest temperature and draw ratio demonstrated the highest decrease in the linear expansion coefficient.
Relationships between microstructure, dimensional stability and relaxation shrinkage
The microstructure of synthetic fibers can be defined by their crystallinity and orientation. These two parameters could vary independently with the result that it would be possible to study the influence of crystallinity or that of orientation on the different properties of the filaments. In our case, crystallinity (measured by DSC) and orientation (measured by the SV) are not independent; they are strongly correlated (r = 0.971). Therefore, when the crystallinity is higher, the number of cross-links between macromolecules is increased, improving the alignment of the macromolecules (orientation) after drafting. Conversely, the higher the orientation, the easier it is for the thermal treatments to increase the size and to enhance the perfection of crystals. Crystallinity has been related to dimensional stability, and orientation has been related to the relaxation shrinkage and to the end temperature of shrinkage.
Dimensional stability
The linear regressions between crystallinity and wet and dry shrinkage are as follows
Relationship between crystallinity measured by DSC and the wet and dry shrinkage of the PLA textured and stabilized PLA filaments.

Thermomechanical parameters
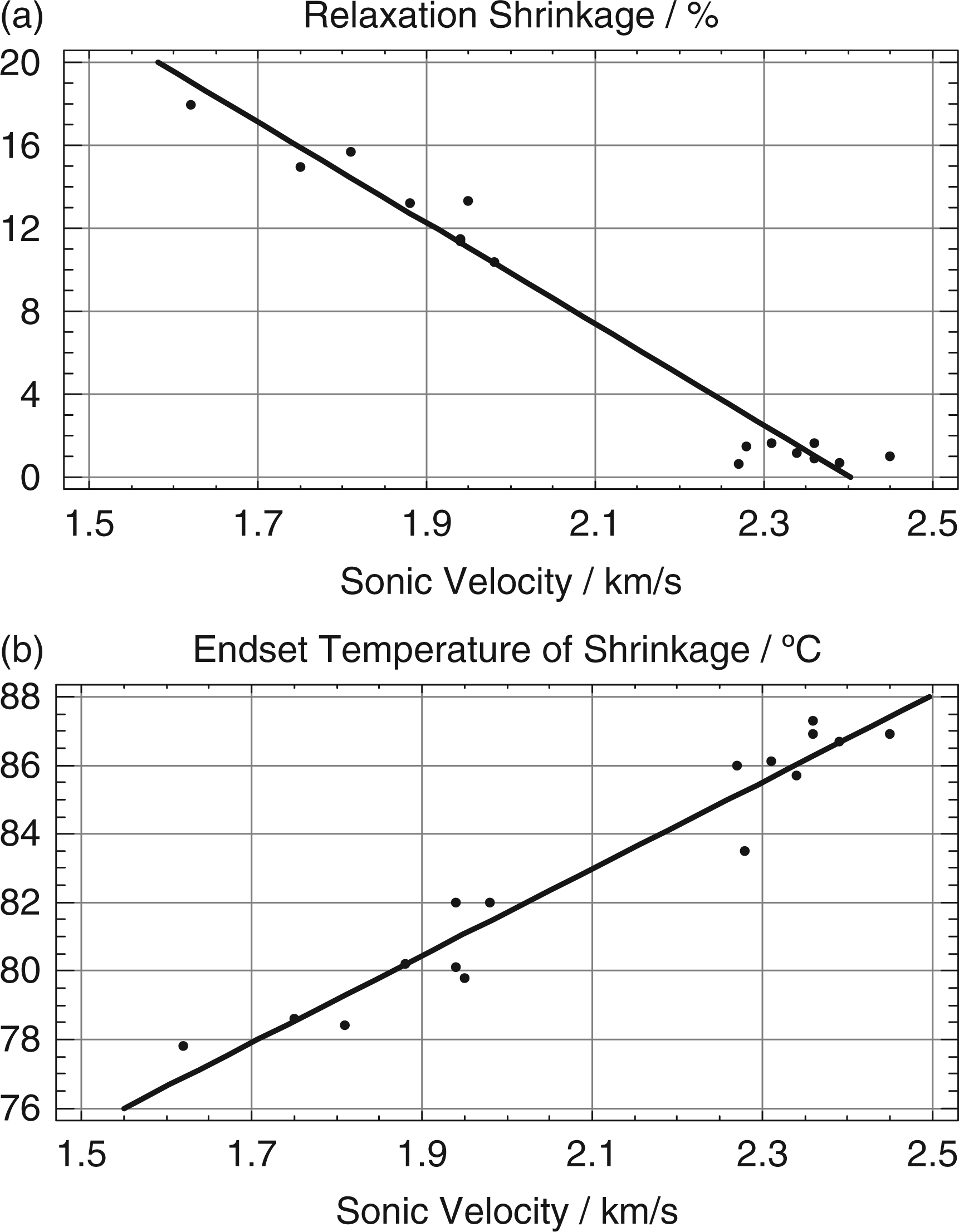
The best correlation with the relaxation shrinkage Sr and the endset temperature of shrinkage Tes were those yielded by the SV. Figure 13 shows the relationships between these thermomechanical parameters and SV, which are explained by the following equations
Relationship between sonic velocity (orientation) relaxation shrinkage and endset temperature of shrinkage measured by TMA of the PLA textured and stabilized PLA filaments.
Conclusions
In the light of the above findings, conclusions may be drawn as follows:
Insufficient thermal stability induced by texturing on PLA multifilaments leads to wet and dry shrinkage exceeding 40%, making the textile processing difficult. A continuous stabilization process was devised using a specially designed chamber. The optimal stabilization conditions were as follows: temperature = 100℃, speed = 50 m/min, draw ratio = 1.07. After stabilization, it was possible to attain wet and dry shrinkage around 10%. Stabilization significantly increases the crystallinity and the orientation of the textured filaments, especially those of the less textured filaments. As for the tensile properties, stabilization increases the initial modulus of the filaments, and low differences in tenacity, elongation and work of rupture were observed. The thermomechanical behavior of the stabilized filaments with respect to the textured ones was considerably altered:
- the onset temperature of shrinkage (glass transition) was slightly increased; - the peak temperature of shrinkage was increased; - the relaxation shrinkage was diminished especially for the slightly textured filaments; - the endset temperature of shrinkage was increased; and - the linear expansion coefficient between 50 and 150℃ was considerably reduced especially for the highly textured filaments. With regards to the relationships between the microstructure and the properties, observations should be noted as follows:
- The wet and dry shrinkage of the filaments decrease with crystallinity, the wet shrinkage being higher than the dry shrinkage for low crystalline filaments. When crystallinity reaches 44% (measured by DSC) wet and dry shrinkage are similar. - Relaxation shrinkage decreases with orientation and when SV exceeds 2.2 km/s, relaxation shrinkage stabilizes around 2%. The endset temperature of shrinkage related to the range of cold crystallization increases with orientation.
Footnotes
Acknowledgments
The authors also thank Mrs Carmen Escamilla and Mrs Lolita Filgueira for their help in the experimental part the study. Anglés Textil, S.A (ANTEX) is gratefully acknowledged for its generous help in providing and preparing the textured samples. The authors are also indebted to Mr G von Knorring for his technical support.
Funding
The authors are indebted to the Spanish project MAT2007-66569-C02 for financing the experimental work and the Spanish project MAT2010-20324-C02-02 for funding the treatment of the results and the publication costs.
Also the authors are indebted to the BM16-CRG/Consorci Laboratori Llum Sincrotro (