
Abstract
A three-step plasma treatment, including surface activation with argon, surface functionalization with oxygen and then thin film deposition using a pulsed plasma polymerization of hexamethyldisiloxane (HMDSO), was used in low-pressure plasma to improve the pilling resistance of knitted wool fabric. The pilling propensity of the treated samples was investigated and compared with the pilling propensity of untreated, argon activated and oxygen functionized samples and argon and oxygen plasma-treated samples that were afterwards subject to continuous wave plasma polymerization of HMDSO. With the three-step treatment, a pilling grade of four was achieved for the treated wool fabric, while that of untreated and other plasma-treated was two and three, respectively. For the three-step plasma-treated sample, a uniform HMDSO polymer coating of 300 nm thickness was obtained; X-ray photoelectron spectroscopy (XPS) showed the presence of the silicone element, and Fourier transform infrared (FTIR) spectroscopy confirmed the chemical structure of the coating. No apparent differences were found in the whiteness index between the treated and untreated wool knits, but there was deterioration in the bursting strength and handle of the plasma-treated wool samples.
Pilling of wool knitwear during wearing and laundering has been a serious problem for both industry and consumers. Pill growth on a fabric surface is related to fuzz formation, which is affected by the fabric structure and the properties of the constituent fibers and yarns. Pill formation involves progressive migration of protruding fibers and fiber loops on the fabric surface, and the entanglement of these free fiber ends and fiber loops with pill anchoring fibers. 1 Previous efforts to reduce fabric pilling include: (1) chemical coating with a resin; 2 (2) physical treatment with ultraviolet (UV) radiation;3–5 (3) ozone/oxygen treatment; 6 and (4) low temperature plasma (LTP) treatment, with continuous wave (CW) plasma gas or polymerization.7,8 However, considerable challenge still remains to eliminate the pilling problem without adversely affecting other fabric properties, such as appearance and handle.
The LTP technique is widely used for modifying textile products, and it is regarded as an environmentally friendly process in the textile industry.9,10 Plasma gas11–13 or polymerization treatment with CW discharge 8 provides an alternative to chemical processes or other physical processes in wool fabric surface treatment. Plasma polymerization is an effective way to deposit an ultra-thin film on different substrates. The application of plasma treatments on fibers or fabrics is designed to modify the surface 5 properties of fibers or fabrics and thus the inter-fiber friction, which is of critical importance in pilling. 6 An issue with existing plasma polymerization treatment is that the binding strength is often poor for the surface coating after washing. 8 In addition, the deposition and properties of the surface film have been difficult to control in a CW plasma 14 due to the diversity of functional groups produced by the multitude of possible chemical reactions. Pulse plasma (PP) polymerization has received more and more attention in recent years, because it has the advantage of retaining the monomer structure. 14 Several studies have reported the success of pulse discharge in controlling the surface structure, moisture vapor transmission and mechanical strength of different substrates.14–16 However, little work has been published on using pulse plasma polymerization to reduce the pilling propensity of knitted wool fabrics.
To tackle the challenge, we developed a novel three-step plasma treatment, so that a layer of PP polymerized thin film can be uniformly and strongly bound onto the knitted wool fabric surface. Organosilicons provide a large variety of possible reactants for plasma polymerization processes because these compounds are sufficiently volatile near room temperature, relatively non-toxic, non-flammable and available at a low cost from commercial sources. 17 Hexamethyldisiloxane (HMDSO) is often preferred for plasma polymerization because of its highly organic character as well as its high vapor pressure. 17 It is also an easy and safe monomer to handle. Plasma treatments have been executed to understand the mechanism involved in argon plasma activation, pulsed oxygen plasma functionalization and pulsed plasma polymerization of HMDSO (PP HMDSO). This work also compared the effects of pulse mode and continuous wave plasma polymerization of HMDSO (CW HMDSO) on wool knits. The pilling performance of both treated and untreated wool fabrics was evaluated with an ICI pilling box. X-ray photoelectron spectroscopy (XPS) and scanning electron microscopy (SEM) were used to detect any changes in chemical structures, physical morphology and the coating thickness of the samples, respectively. Fabric mechanical properties and relative whiteness were also assessed. As argon plasma was used for activation, we focused on detection of Ar plasma followed by O2 plasma (Ar-O2 plasma), PP HMDSO and CW HMDSO.
Experiment
Materials
The substrate for plasma polymerization membrane was a lightweight knitted wool fabric made from 21.5 µm Australian merino wool. The wool knit specifications are as follows: 48/1 Nm and 459 T/m ring yarn, and not dyed plain single jersey, 150 g/m2 specific weight, 1.6 mm thickness, knitted with a needle gauge of 16 and a stich length of 5.8 mm. The dimensions of the samples were 30 cm × 30 cm. All the samples were cleaned by Soxhlet extraction with acetone and ethanol (AR grade) for four hours, air-dried and then rinsed thoroughly in distilled water to remove fatty matter and surface-active agents. Then the fabrics were dried in the fume hood to prevent water sorption by the walls of the plasma chamber. Before and after the treatment, they were transported in a Ziplock bag to minimize humidity. Polyethylene (PE) was used as a reference substrate due to its similarity to the hydrophobic lipid layer of the wool fiber surface. 18 PE film of the order of 500 µm thick was cleaned by ultrasonication for 10 min in a solution of acetone and then ethanol, followed by rinsing with deionized water and dried in air. The surface cleanliness was confirmed by XPS measurements. Carbon (100%) was the only element recorded on the cleaned PE surface. HMDSO (99.5% purity, Sigma Aldrich) was used as the feed monomer.
Plasma treatment
The novel three-step plasma treatment included (1) argon plasma for activating and further cleaning fiber surface as the first step; (2) then oxygen plasma for introducing O-functional groups onto the fiber surface; (3) finally followed by PP HMDSO (Ar-O2-PP HMDSO). It was performed in a cylindrical glass reactor (30 cm long, 15 cm in diameter) with an external specially designed antenna around the inlet side of the chamber and at the standard excitation frequency of 13.56 MHz, as described in our previous work. 19 This special antenna with an auto radio frequency (RF) matching network could transfer 100% of the input RF power into the plasma. The power could be supplied in a CW mode and in a pulsed mode. A fresh batch of the monomer liquid was placed in a round bottom flask and connected to the reactor chamber by a stainless steel line and a manual flow control valve. Volatile impurities were removed by pumping off the liquid for a few minutes prior to the ignition of the plasma. Samples were placed in the plasma source area.
The base pressure below 1 × 10−3 mbar was achieved with a rotary pump when the wool knits, wool fibers and PE film were treated. In order to remove contamination from previous experiments, the reactor was cleaned using a CW argon plasma discharge (150 W, 5 × 10−2 mbar) for 10 min. At the first step continuous wave argon plasma was used for the pretreatment of the samples (80 W, 5.2 × 10−2 mbar) for 30 s before oxygen plasma and PP HMDSO or CW HMDSO. Secondly, the oxygen plasma was carried out at a pulsed plasma mode, a 20% duty cycle, an applied power of 100 W, for 1 min and at a pressure of 3 × 10−2 mbar. Finally, the PP HMDSO thin films were prepared at a 5% duty cycle, an applied power of 100 W, a monomer pressure in the reactor at 1.2 × 10−1mbar and a deposition time of 30 min. The duty cycle (D) is defined as ton / (ton + toff) × 100%, where ton and toff are the time that the plasma is ‘on' and ‘off', respectively. The average power is Pav = Ppeak × D, where Ppeak is the power applied during the ‘on' phase. The CW HMDSO was performed at a pressure of 1.2 × 10−1 mbar, an applied power of 50 W, for 3 min, to keep the same total energy input (150 W·min) as the pulsed treatment.
Pilling test
The determination of knitted fabric propensity to surface fuzzing and to pilling was assessed according to ISO 12945-1 Textiles — Determination of fabric propensity to surface fuzzing and to pilling — Part 1: Pilling box method. The four mounted specimens from the sample were placed in the same pill testing box. When the lid was closed and firmly secured, the tubes with the fabric specimens were tumbled in the box for 7200 revolutions. Fuzzing and pilling were assessed according to British Standard 5811:1986, in accordance with a grading range from five (no visual change) to one (dense fuzzing and/or pilling which cover the specimen). The test apparatus was a ICI pilling box from James H Heal and Co Ltd. The pill density was quantified by the average number of pills/4 cm2, and four repetitions were completed for each specimen.
SEM
Morphological studies of untreated, plasma-treated wool fibers and knits and their respective samples after pilling test were carried out with a scanning electron microscope (LEO SEM S440, Germany). Small parts of samples were arranged in aluminum stubs and covered with gold using the Emitech SC 7260 sputter coater (current 10 mA, time 360 s). The operating voltage of the scanning electron microscope was controlled at 10 kV.
XPS
XPS was used to investigate the chemical composition of the polyethylene (PE) films before and after the plasma treatments. The XPS spectra were obtained using a K-Alpha x-ray photoelectron spectrometer from Thermo Fischer Scientific using monochromatic X-rays focused on a 400 µm size spot. Excessive charging of the samples was minimized using a flood gun; nevertheless, the C1s binding energies of the PE films were accurately established by charge shift correcting the lowest binding energy peak of the C1s to 284.6 eV. Survey spectra were obtained at a pass energy of 100 eV while high resolution peak scans were performed at a 20 eV pass energy. The peak scans were employed to obtain the composition in terms of elemental C, O, N and Si.
Fabric bursting resistance
The bursting resistance of the fabric samples was investigated according to the Australian Garmentmark Specification SAA MP63-1992. The test method was AS2001.2.19: 1988 Methods of test for textiles – Physical tests – Determination of bursting force of textile fabrics – Ball burst method, using the ball burst apparatus manufactured by the Deakin engineering workshop in accordance with AS 2001.2.19 and the tensile testing machine Lloyd LF Plus 1 kN manufactured by Lloyd Instruments. The load was 80 N/min; the bursting pressure was 330 kPa/min. Three tests, for every sample, were carried out and the result was the mean value of these three tests. The samples were placed under standard laboratory conditions (65 ± 2% relative humidity and 20 ± 2℃) for four hours before testing.
Relative whiteness
The relative whiteness of samples was determined (Datacolour SF600 Plus-CT Spectraflash® spectrophotometer). The amount of light, reflected from the surface of the specimens, was measured by a Datacolour International spectrophotometer (CIE illuminant D65 and 1964 10° observer). The difference between untreated and treated samples was calculated as the mean value of six tests.
Attenuated total reflectance–Fourier transform infrared analysis
Fourier transform infrared (FTIR) spectra were recorded on a Bruker VERTEX 70 instrument using an attenuated total reflectance (ATR) mode with a resolution of 4 cm−1 accumulating 32 scans.
Film thickness
The PE film was embedded in Spurr resin. The embedded specimens used for imaging were prepared by sectioning using a UC6 ultra-microtome (Leica). The blocks were first trimmed down manually to a trapezoidal block face after which a number of thin sections (approximately 100–200 nm in thickness) were removed from the block face using diamond knives until it was smooth. All en-block samples were carbon coated before SEM analysis. The cross-sectional surface of the sample was examined using a Zeiss Supra 55VP SEM operated at an acceleration voltage of 5.0 kV.
Results and discussion
Pilling performance
Figure 1 shows photos of untreated (control, Figure 1 (a)) and treated knitted wool fabrics (Figure 1(b–d)) after pilling. Figure 1 (b) shows Ar-O2 plasma, while Figure 1(c) and Figure 1(d) present Ar-O2-PP HMDSO and Ar-O2-CW HMDSO treatment, respectively.
Camera photos after pilling of wool knits: (a) control, (b) Ar-O2 plasma, (c) Ar-O2-PP HMDSO, (d) Ar-O2-CW HMDSO.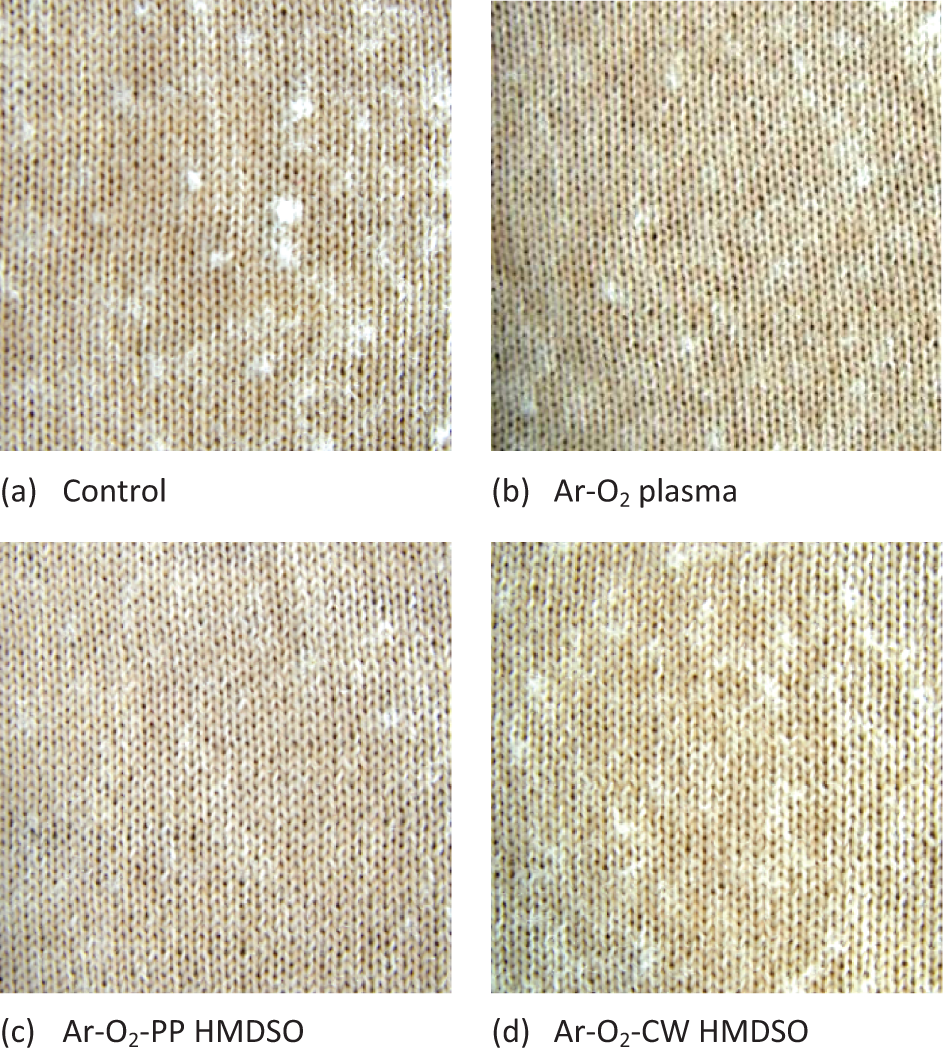
Pill grade and count assigned to untreated and treated samples

Table 1 shows the pilling grades assigned to untreated, Ar-O2-treated, Ar-O2-PP HMDSO-treated and Ar-O2-CW HMDSO-treated knitted wool samples. The pilling grade was the mean value obtained from four assessments carried out on four fabric specimens. While all the plasma-treated samples showed an improvement of one or two grades compared with untreated samples, Ar-O2-PP HMDSO-treated sample exhibited the best pilling resistance, with only slight fuzzing on the fabric surface. There is also good correlation between pilling grade and pill count. The pulsed polymerization proved to be more efficient in reducing the fabric pilling propensity compared with continuous polymerization treatment.
To understand why the novel three-step plasma treatment produced the best anti-pilling performance, SEM was used to detect surface changes of single fibers as well as wool knits, and to measure the thickness of the surface coating. XPS and FTIR were used to detect changes in the surface chemical structure of untreated (control), Ar-O2 plasma, Ar-O2-PP HMDSO and Ar-O2-CW HMDSO-treated PE films.
Surface analysis
Single wool fiber
The SEM images shown in Figure 2 show the surface structure of the untreated and plasma-treated wool fibers under different plasma modes. Five fibers were taken from each knitted sample for SEM observation. Figure 2(a) shows the SEM image of the untreated wool fiber with prominent and well-defined escarpments, and also the scales on the surface were clear and intact. As shown in Figure 2(b), after the two-step treatment with argon and oxygen plasma, there were some partially damaged scales (arrow A) along the edge of the scale in the surface of the fiber, which would increase the roughness of wool fibers. It is also possible that the scale damage is a result of the mechanical processing prior to the fabric’s manufacture. Figure 2(c) illustrated that the pulsed plasma polymerized thin film covered the fiber surface uniformly (arrow B), which smoothened the partially damaged fibers on the surface of the fabric caused by the gases plasma treatments. On the contrary, the CW plasma polymerized thin films were deposited mainly at the scale edge, as shown in Figure 2(d) (arrow C).
SEM images for untreated and treated single wool fibers: (a) control, (b) Ar-O2 plasma, (c) Ar-O2-PP HMDSO, (d) Ar-O2-CW HMDSO.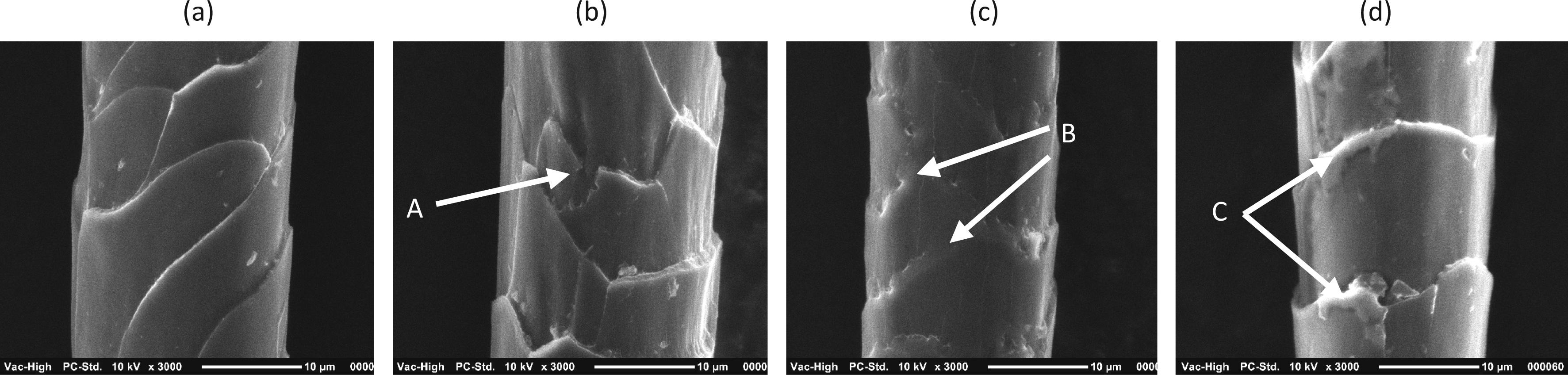
Wool knits after pilling
To further characterize the changes in surface morphology and polymerized coating binding strength as a result of the pilling test, SEM was used to image the wool knits before and after the pilling tests. Figure 3 shows the fuzzing and pilling appearance of wool knits at 50 magnification (Figure 3(a)–(d)) and the fibers in those areas at 3000 magnification (Figure 3(e)–(h)).
SEM images after pilling for wool knits at different magnification: (a) control (×50), (b) Ar-O2 plasma (×50), (c) Ar-O2-PP HMDSO (×50), (d) Ar-O2-CW HMDSO (×50), (e)–(h) the detailed images (×3000) of each area, respectively.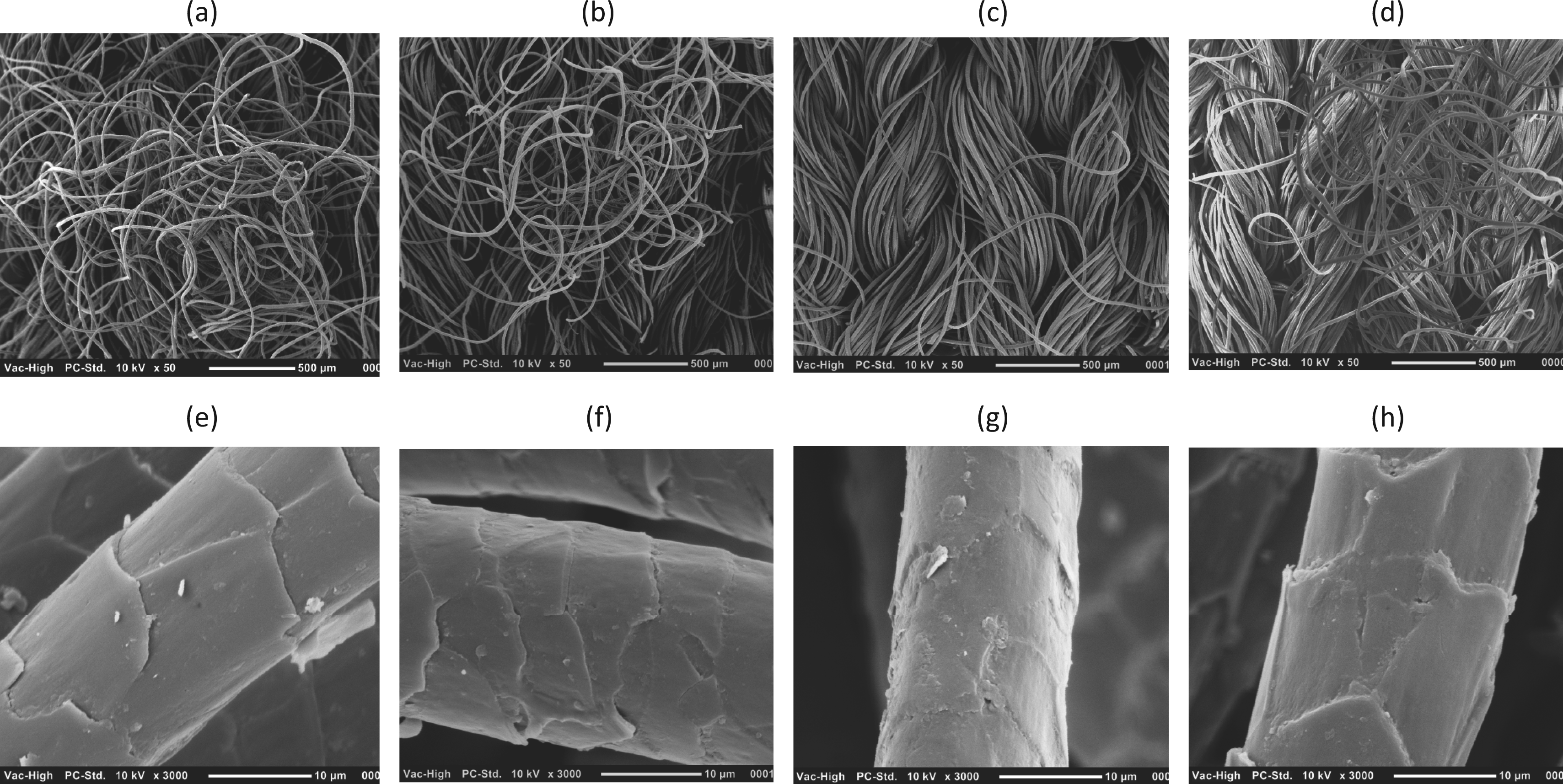
SEM images (Figure 3) further confirmed that the HMDSO polymer layer had not been removed after the pilling test. Compared with the control sample (Figure 3(a)), there were apparent differences in surface fuzzing and pilling for the plasma-treated wool knits as shown in Figure 3(b)–(d). The surface texture of single jersey for Ar-O2-PP HMDSO-treated wool knit was clear and without any fuzzing (Figure 3(c)), which correlates well with Figure 1(c). This was probably due to the fact that the novel three-step plasma process increased the surface roughness and friction prior to the monomer polymerization of HMDSO, which consequently restricted the fiber movements, 20 thus reducing the pilling tendency. On the other hand, the HMDSO polymer bound with O-functional groups on the surface of Ar-O2- PP HMDSO-treated wool knits would have restricted the inner fibers from migrating to the surface of fabrics.
In addition, due to the abrasion effect, there were evident morphological changes to the surface or cuticle edge of the fibers of the untreated and Ar-O2 plasma-treated wool knits (Figure 3(e) and (f)). On the other hand, consistent with the images of single wool fibers (Figure 2(c) and (d)), the polymerized coating still stayed on the surface of fibers (Figure 3(g) and (h)), which implied that the oxygen functional groups produced by pulsed oxygen plasma provided strong binding for the HMDSO polymer coating.
XPS and FTIR analysis
The surface chemical composition of the substitution PE films was analyzed using XPS and FTIR after (1) the intermediate O2 plasma treatment and (2) the final continuous or pulsed polymerization.
O2 treatment: the untreated PE film exhibited a dominant C1s photoelectron peak at the binding energy, 284.6 eV as shown in Figure 4(a). The symmetric peak showed no sign of oxygen bonds as only a small trace (0.5 at%) of oxygen was detected on the surface. After Ar activation and O2 plasma treatment (Figure 4(b)), the atomic concentration of oxygen increased to 10%, which indicated that some O-functional groups were introduced to the surface. The peak fit of the carbon 1 s envelope revealed the presence of two additional peaks due to oxygen. The C1s was resolved into three components: C-H or C-C (Eb = 284.6 eV), C-O (Eb = 286.6 eV) and O-C=O (Eb = 288.8 eV).21,22 Pulsed or continuous plasma polymerization: the pulsed plasma polymerized surface of the PE samples showed a further increase in both oxygen and silicon surface concentrations – Figure 4(c). The silicon 2p peak, centered at 103.7 eV, is consistent with a silicon (di)oxide, either showing that the Si-O part of the monomer structure of HMDSO (CH3)3 Si-O-Si (CH3)3 was retained on the surface or that silicon and oxygen combined at the surface to form a silicon oxide. In Figure 5 which shows the FTIR spectra, 1460 cm−1 is the bending of CH2 in PE, 1370 cm−1 is the bending of CH3 and finally 725 cm−1 is the rocking mode of CH2.
23
Figure 5 shows that the surface of the PP HMDSO polymer contained a Si(―CH3―)3(―O―) or Si(―CH2―)3(―O―) group around 1050–1100 cm−1 and 1259 cm−1 that are similar to the monomer.24,25 After the surface modification with Ar-O2-PP HMDSO of the polymerized layer (Figure 4(c)), the atomic concentrations were O – 42%, Si – 18% and C – 40%. C1s photoelectron peak for (a) control and (b) Ar-O2 plasma-treated PE film; survey +C1s photoelectron peak for (c) Ar-O2-PP HMDSO and (d) Ar-O2-CW HMDSO. FTIR spectra of untreated and treated PE films at different condition.
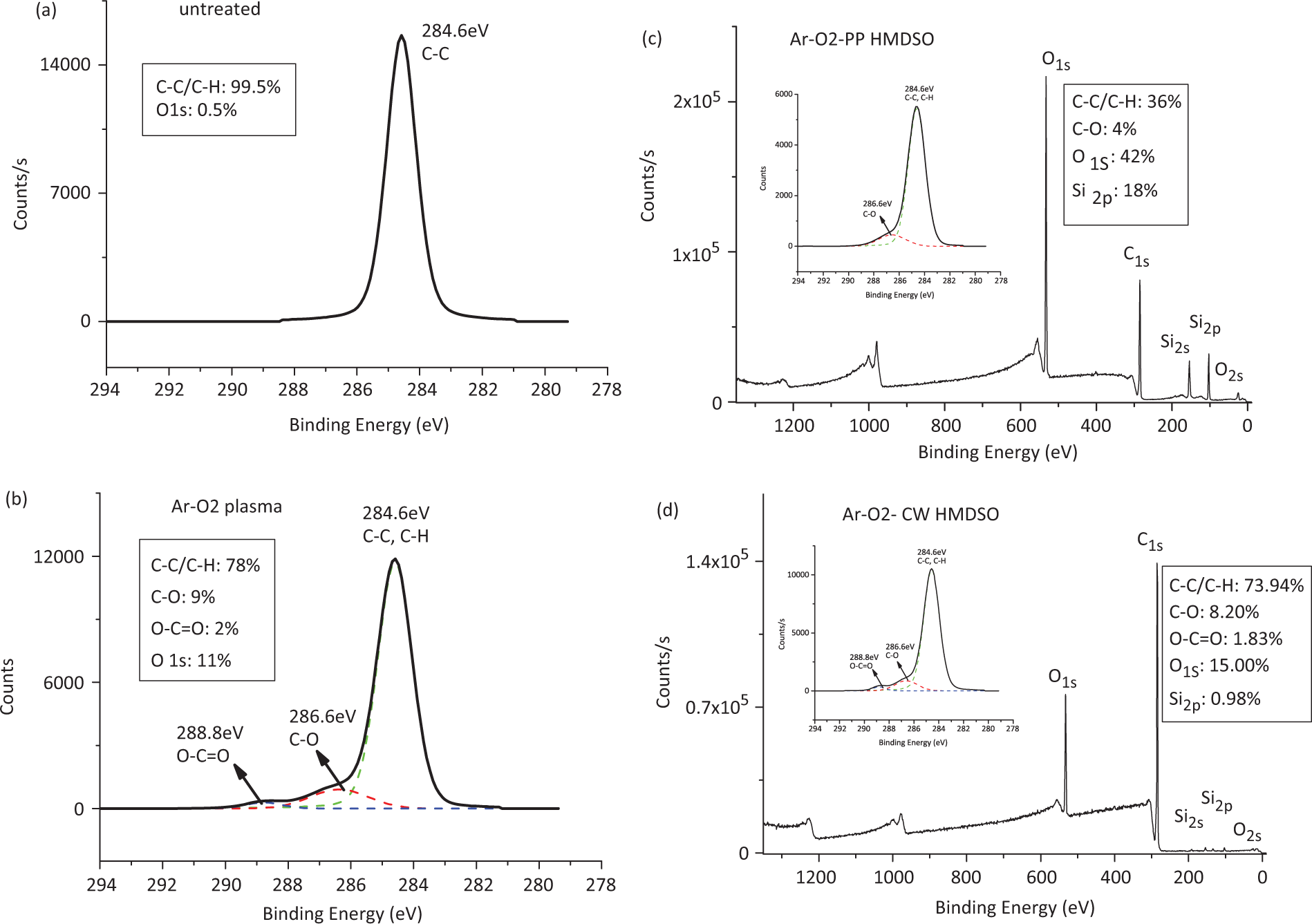

In contrast, the continuous wave treatment Ar-O2-CW HMDSO (Figure 4(d)), resulted in a slight increase 10–15% in oxygen compared to the activated surface with a barely detectable silicon concentration. FTIR results also confirm the absence of any Si-O bonds.
Bursting strength
The bursting strength test was carried out to evaluate the influence of the different plasma processes on the mechanical characteristics of the knitted wool fabrics. Of the three different plasma treated wool fabrics, the Ar-O2-PP HMDSO treatment resulted in the least reduction in fabric bursting strength (Figure 6), followed by the Ar-O2-CW HMDSO treatment and the Ar-O2 plasma. This was probably because the uniform ultra-thin layer of Ar-O2-PP HMDSO polymer can partially compensate for the damage to the fibers. There was no statistically significant difference in the mean bursting strength of wool knits treated with Ar-O2-PP HMDSO and Ar-O2-CW HMDSO. But, a statistically significant difference exists between the bursting strength mean values of the untreated and the Ar-O2-treated fabrics. This result demonstrated that the gas plasma treatment decreased the bursting strength of the knitted fabrics.
Bursting strength mean values for untreated and treated wool knits at different conditions.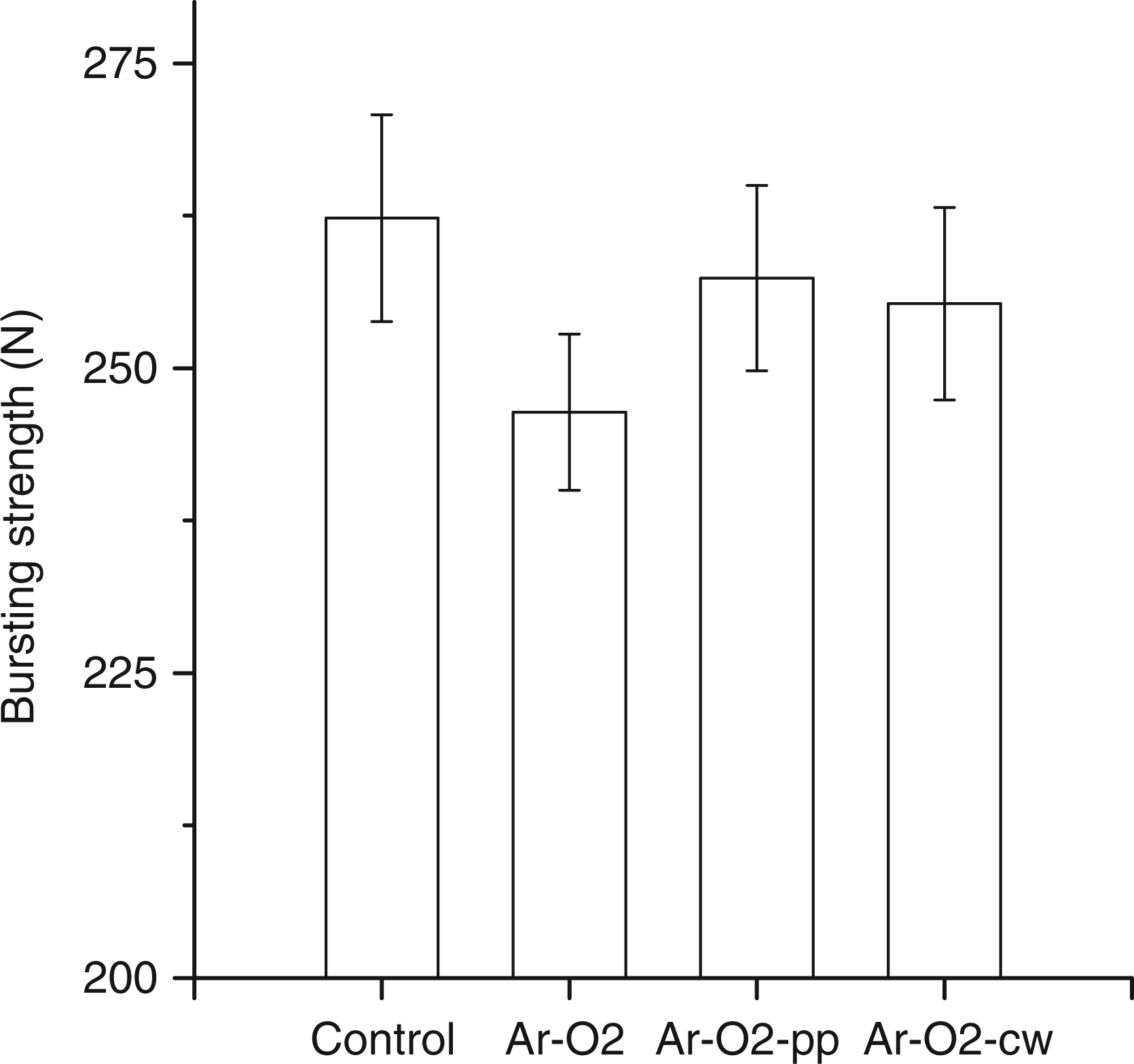
SEM of damaged fiber from wool knits after pilling
The comparison of the untreated and plasma treated wool surfaces after pilling with SEM revealed evident difference between the surface morphologies. In the area of observation as shown in Figure 3(a)–(d), more than 10 damaged fibers appeared in the control wool knits (Figure 7(a)), which were subjected to bending and twisting. Approximately five broken fibers occurred in the Ar-O2 plasma-treated wool knits after pilling as shown in Figure 7(b). This result implied that the strength and elasticity of flexure of the fibers from the Ar-O2 plasma-treated wool knit decreased to some extent due to damage to the fiber surface by the plasma gases, which agrees with the bursting strength test results. Only one crack of one wool fiber from the Ar-O2-PP HMDSO-treated wool knit was detected after pilling (Figure 7(c)). About three damaged fibers were observed from the Ar-O2-CW HMDSO-treated wool knit as shown in Figure 7(d). These observations reveal that the surface morphology of a fiber greatly affects its physico-chemical properties, consistent with our previous work.
6
The wool fibers with damaged surface scales were more inclined to fibrillate due to the external friction effect.
SEM images for untreated and treated damaged wool fibers from fabrics after pilling: (a) control, (b) Ar-O2 plasma, (c) Ar-O2-PP HMDSO, (d) Ar-O2-CW HMDSO.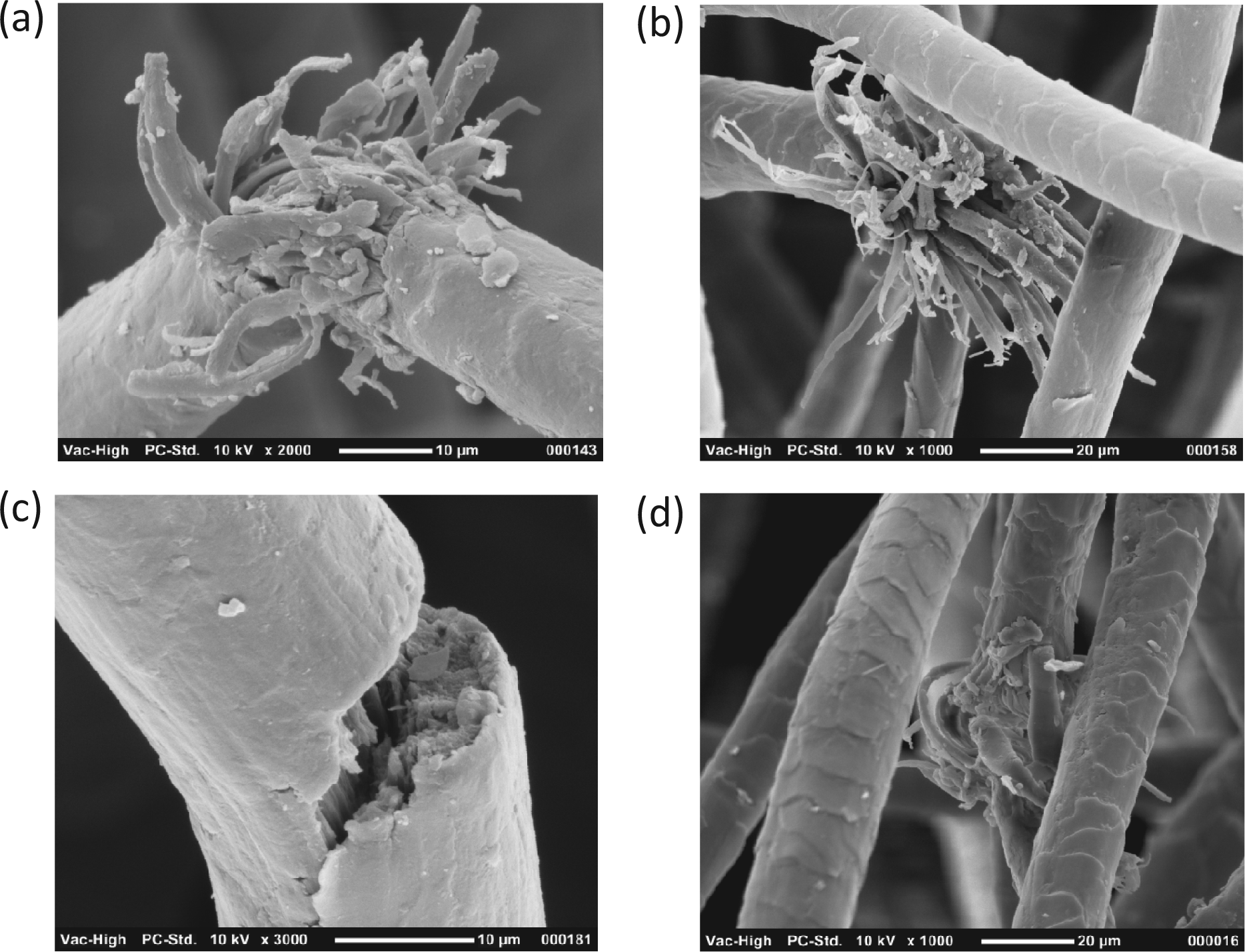
Whiteness and handle
Lightness (L), yellowness (Y) and whiteness index (WI) observed for untreated and treated wool knits under different conditions
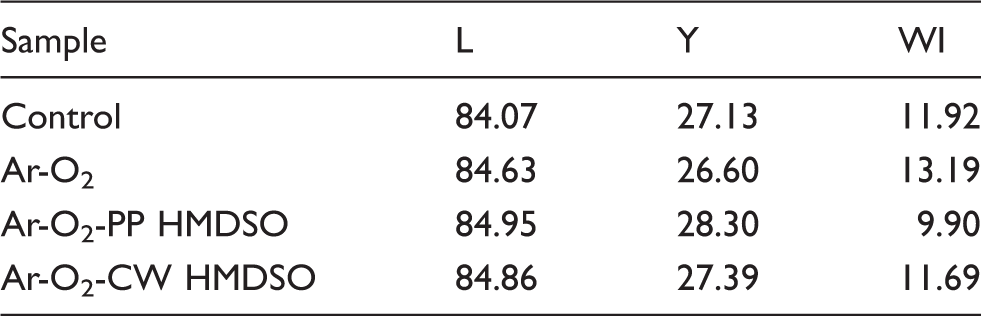
Table 2 shows that all plasma treated samples had similar L values. For the Y and WI parameters, some small differences were noted for the Ar-O2-PP HMDSO-treated sample while the other samples were similar. The Ar-O2-PP HMDSO-treated sample showed higher I and lower WI than the others, which was probably because the color of the polymers for the plasma polymerization of HMDSO was yellow. The plasma action itself should have very little effect on the color. 8
Subjective handle evaluation of the four samples was carried out by five experts, by simply grabbing and feeling the fabric samples. The fabric handle deteriorated after the plasma treatment. This is consistent with the increase in inter-fiber bonding as a result of the plasma treatment.
Thickness of polymerized layer
A sample SEM image of a HMDSO pulsed plasma polymer coating on PE film is shown in Figure 8. The sharp boundary between the epoxy, the plasma polymer and the PE film on the surface was apparent from the section analysis, and demonstrated that the thickness of polymerized layer was about 300 nm.
Determination of Ar-O2-PP HMDSO film thickness by SEM.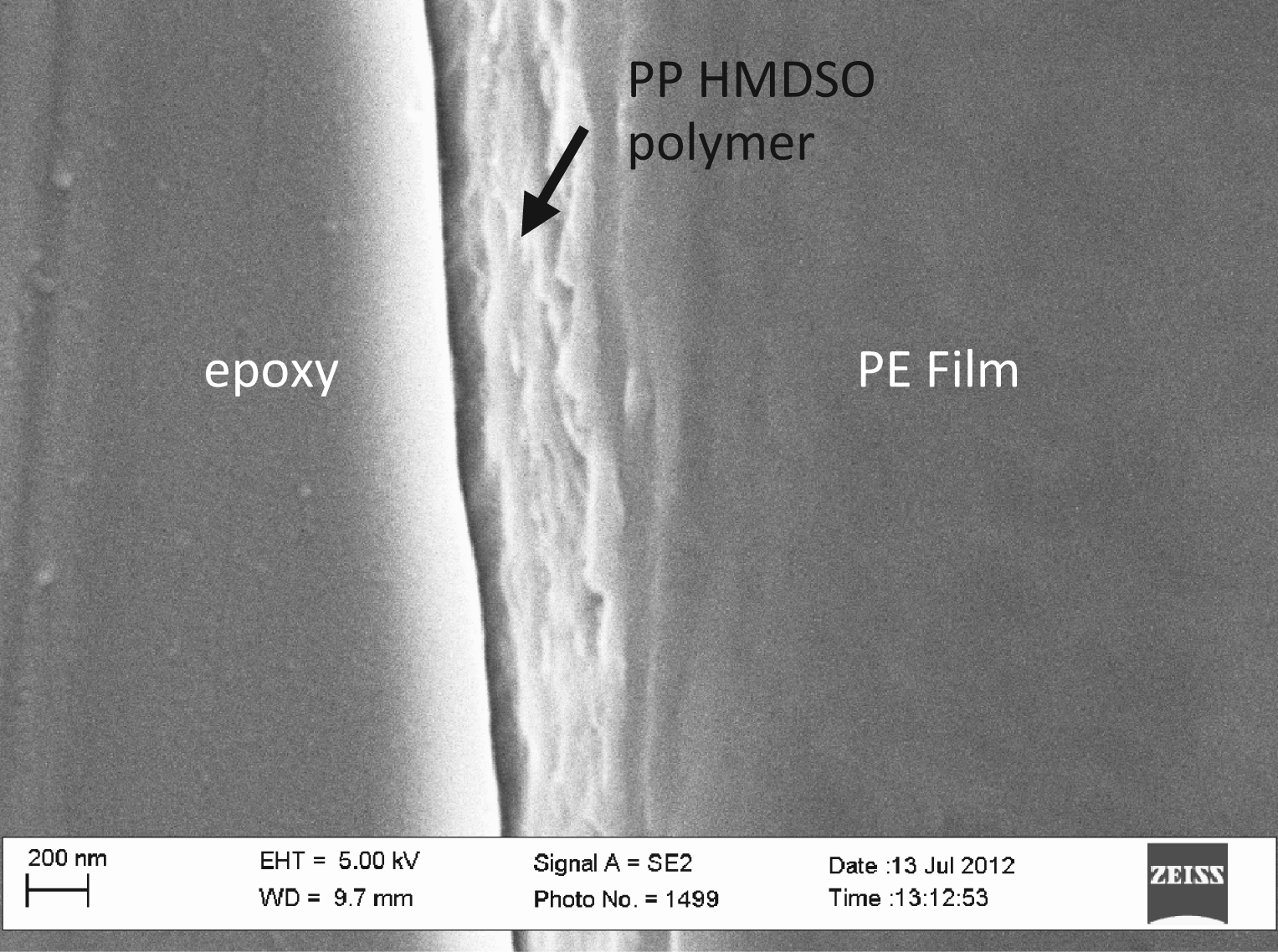
Conclusion
A three-step low-pressure plasma treatment significantly reduced the pilling propensity of knitted wool fabrics. The treatment included surface activation with argon, surface functionalization with oxygen and then thin film deposition using a pulsed plasma polymerization of HMDSO. The Ar-O2-PP HMDSO treatment provided uniform coating on the wool fibers, which restricted the entanglement of the fiber ends on the surface of fabric, thus reducing the fabric pilling propensity. The uniform coating obtained by this three-step treatment was due to the well activated surface by the argon plasma, the uniform functionization by pulsed oxygen plasma and the pulsed plasma polymerization of HMDSO. The changes in the surface morphologies of the wool fibers and the knitted fabrics were caused by the plasma gases etching (if the gas was used) and the HMDSO coating (if the monomer was used). The pulsed plasma polymerization retained the monomer structure while CW plasma caused the fragmentation of the monomer. The change in bursting strength of the Ar-O2-PP HMDSO-treated fabric was in good agreement with changes in the fiber and the fabric surface morphology. The Ar-O2-PP HMDSO plasma treatment did not affect the WI of the fabric, but fabric handle deteriorated after the plasma treatment.
Footnotes
Acknowledgement
All experimental work for this publication was performed at Deakin University. The bursting strength was conducted at Graham Walters and Associates P/L and XPS measurement at RMIT. China Scholarship Council [grant number: 2011663046] is acknowledged for support of A. Wan. We thank Z. Chen, X. Liu, R. Lovett, M. Wright, M. Jones, G. Keating of Deakin University and G. Walters of Graham Walters and Associates P/L for technical assistance, and P. R. Lamb and C. Hurren of Deakin University for their valuable discussion.'
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.