
Abstract
Current customized fenestrated devices require a fabrication delay of 4–6 weeks and therefore cannot be considered for the treatment of emergent or urgent aortic pathology. A flared textile cuff capable of better sealing the connection between a stent-graft fenestration and a branching stent-graft could bring more flexibility in treating patients with peri- and juxta-renal abdominal aortic aneurysms. Four different flared textile cuff prototypes were fabricated by compression molding of woven fabrics having structure similar to those of commercially available devices. Each cuff comprised a flat collar as a base, an arc as a curved section, and a top as a regular fabric tube. The fabric count, density, and thickness decreased from the first to the third sections and the results differed according to the structure. The physical and mechanical properties of these flared fabric cuffs were similar to those found in commercially available stent-grafts. The flared textile cuffs showed a scope of properties adapted for easier delivery and are acceptable to various sizes and shapes of fenestration. The development of flared textile cuffs represents a considerable advancement in endovascular therapy: (1) allowing a fenestrated solution to be readily available off-the-shelf; (2) providing an adequate seal of the ancillary stent-graft to the main body of the stent-graft.
With recent advances in technology, endovascular aneurysm repair (EVAR) is indisputably acknowledged as a competitive alternative to open surgery with short hospital stays, reduced 30-day mortality, and comparable long-term outcomes.1,2 More than half of aneurysm patients can be treated with recent generation devices and this percentage continues to increase with newer iterations.
3
However, in case of juxta-renal and peri-renal aneurysms, the endovascular approach becomes considerably more complex. Fenestrations offer potential solutions to aneurysms of complex anatomy. Unfortunately, they require sophisticated planning and the construction of customized stent-grafts that can take 6–8 weeks.4–7 However, in high-risk patients the delay in customization, production, sterilization, and transportation cannot be afforded (Figure 1).
Schematic illustration of blood flow recanalization through an extensive abdominal aortic aneurysm and iliac aneurysms. The stent-graft is branched to both renal arteries in the absence of a sufficient infra renal docking zone. The ancillary stent-graft branchings to the renal arteries are deployed through customized fenestration and extend in one third of the lumen. No suture holds the ancillary devices, so the stability might be disputable (Courtesy of Vascutek, a Terumo Company).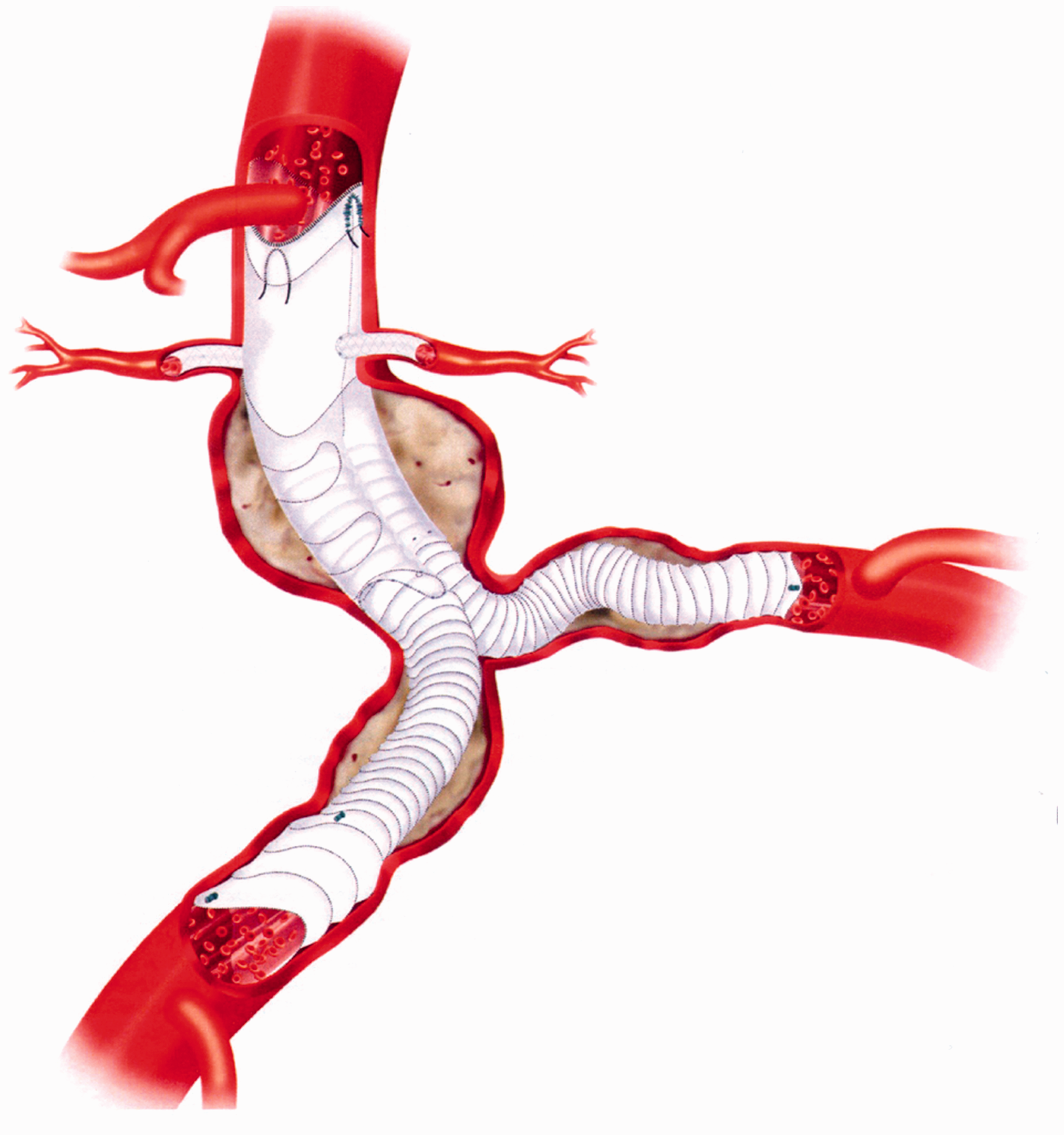
Fenestration in the operating room before deployment holds some interest, but the sequence of unloading, fenestration, and reloading the stent-graft currently lacks reliability and quality control.8,9 This fenestration technique raises numerous questions, most significant of which is the potential for damages to the hooks and fabric fraying, leading to loss of seal and creation of a type III endoleak.
10
In situ fenestration was shown to be feasible both experimentally11,12 and clinically,
13
but the risk of poorly sealed fabric remains an Achilles’ heel
14
(Figure 2).
Customized fenestration versus laser and ballooning fenestration. (a) Example of customized fenestration made by a commercial manufacturer according to appropriate computerized tomography scans. Such fenestrations show regular edges that can be secured with sutures and have a radiographic marker to be observed in angiography. The manufacture of such a device requires about six weeks and it is therefore not available for emergency cases. (b) Fenestration that can be done during the operation. The polyester fabric is punctured by a laser and the fenestrations are completed by inflating a balloon inside the puncture.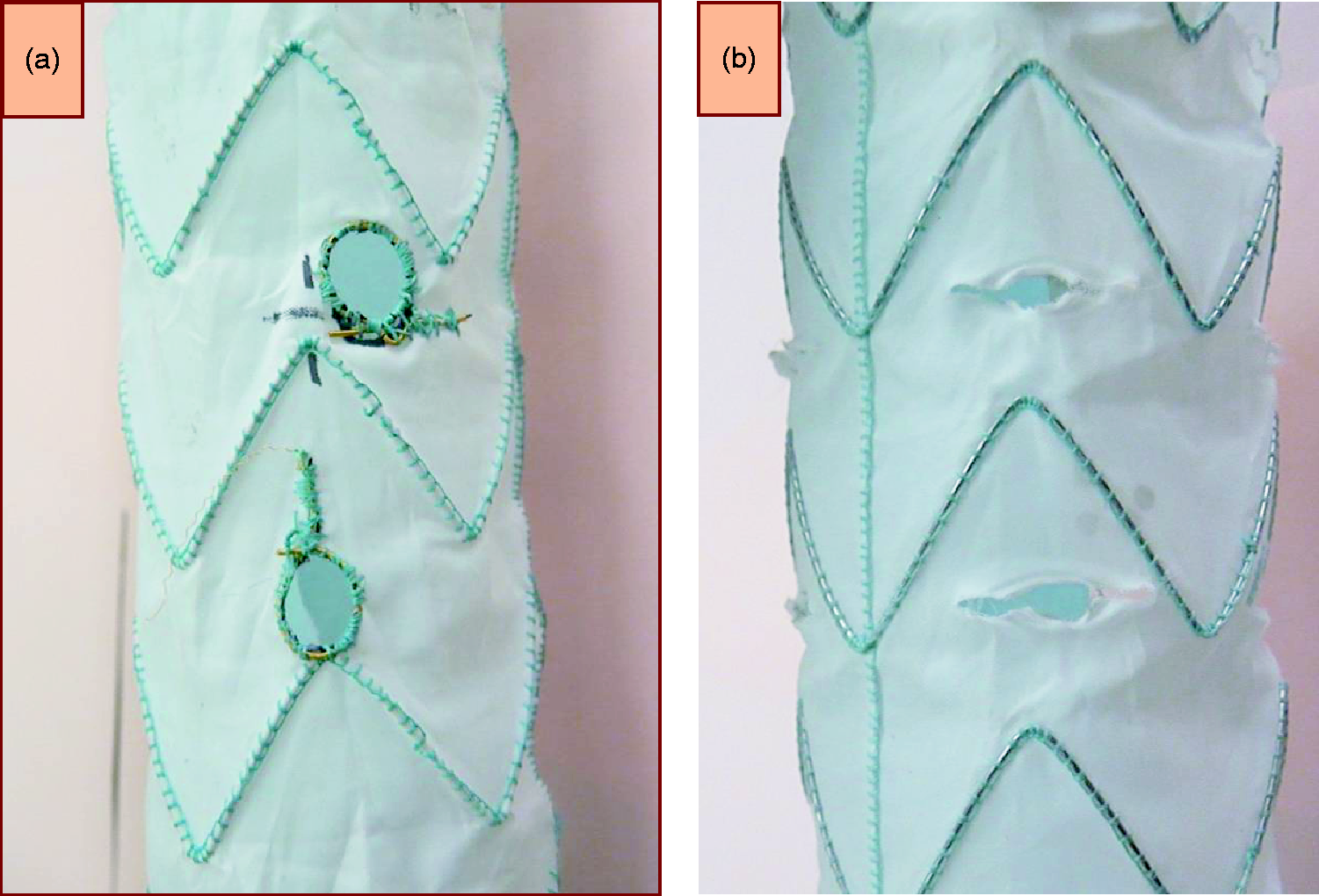
Despite interesting initiatives, anchoring an ancillary stent-graft through a fenestration requires a more robust method of forming a seal with the fabric than previous solutions.15,16 Any mismatch of diameter or damage as a result of progressive stretching or tearing of the fabric weave in this dynamic, pulsatile environment can lead to endoleaks. Alternatively, branched devices require higher profile delivery catheters and the branches are more likely to kink. Furthermore, utilization of branch grafts for juxta-renal abdominal aortic aneurysms (AAAs) are limited by the anatomic necessity of maintaining flow to visceral branches. Flared textile cuffs supported by a balloon-expandable stent can adequately seal the fenestration to the branching stent-graft (Figure 3). The anticipated benefits for surgeons and patients are considerable: (1) the apposition of the cuff to the inside wall of the body of the stent-graft thus preventing endoleak; and (2) the potential to also treat urgent or emergent patients due to the off-the-shelf design (Figure 4).
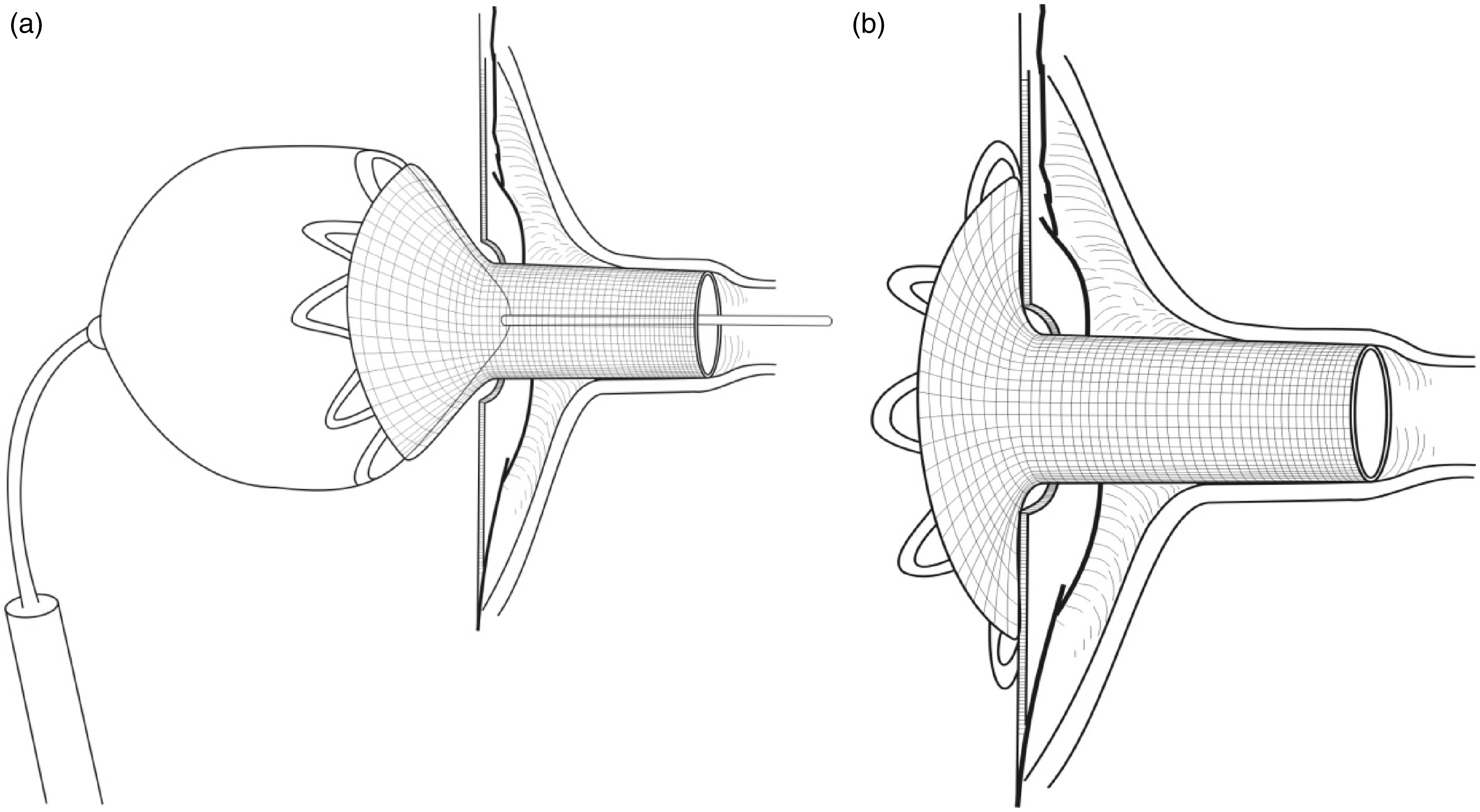
Deployment of an ancillary stent-graft through fenestrations. (a) In the customized fenestration, the contact between both devices is adequate. Regretfully, in the case of displacement of the ancillary stent-graft, endoleaks are likely to occur. (b) The ancillary stent-graft deployed in the fenestration leaves some void spaces together with fraying of the fibers (arrows) that will probably be followed by endoleaks. (c) The addition of a flared cuff occludes the void spaces between the main stent-graft and the ancillary stent-graft. It guarantees the long-term seal of the branch. Anticipated development of a flared textile cuff supported with an internal balloon-deployable bare stent during deployment (a) and after deployment (b): the internal stent will guarantee the contact of the flared area of the cuff to the wall of the stent-graft.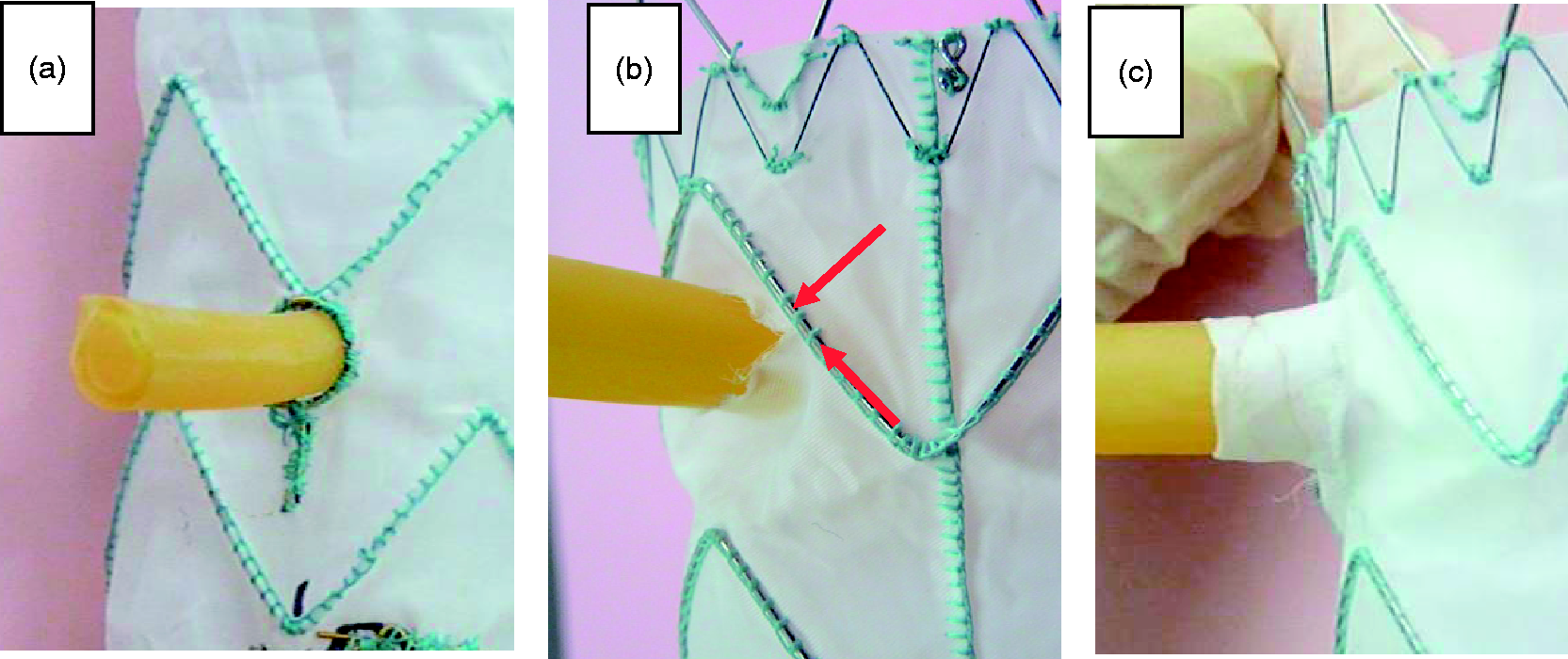
We hereby present the concept and initial testing of flared textile cuffs that can be immediately available off-the-shelf in case of emergency. Four different prototypes of woven fabric tubes have been produced by compression molding and were analyzed for their textile constructions, properties, and mechanical characteristics.
Materials and methods
Fabrication of flared textile cuffs
Fabrication of the woven fabric
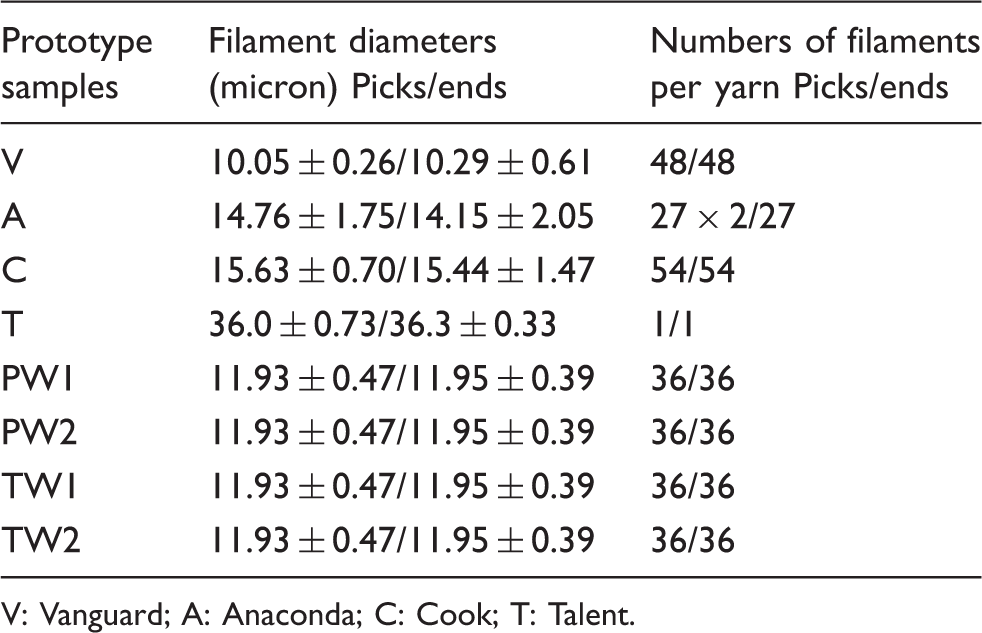
Characteristics of the fabrics immediately after weaving compared to fabrics of commercially available stent-grafts
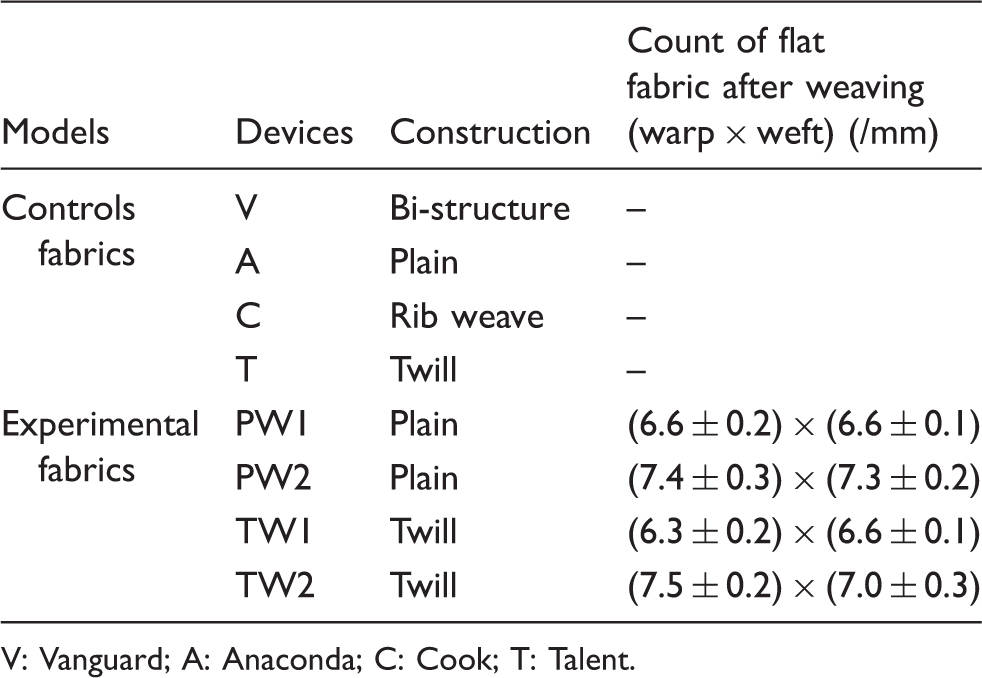
V: Vanguard; A: Anaconda; C: Cook; T: Talent.
Compression molding
The flared cuff grafts were obtained by compression molding
15
in a custom compression machine developed and manufactured at the College of Textiles, Donghua University, Shanghai, China (Figure 5). The grafts were compressed into cuff shape by a mold after 10 min preheating at 160℃ in a hot air oven. They were then heat set in a hot air oven at 160℃ for 30 min. The prototypes were completed by cutting the top of the cuff-flare to form a tube.
Sketch of the flared cuff manufactured by compression molding (a) in a machine fitted with a clamping device (b).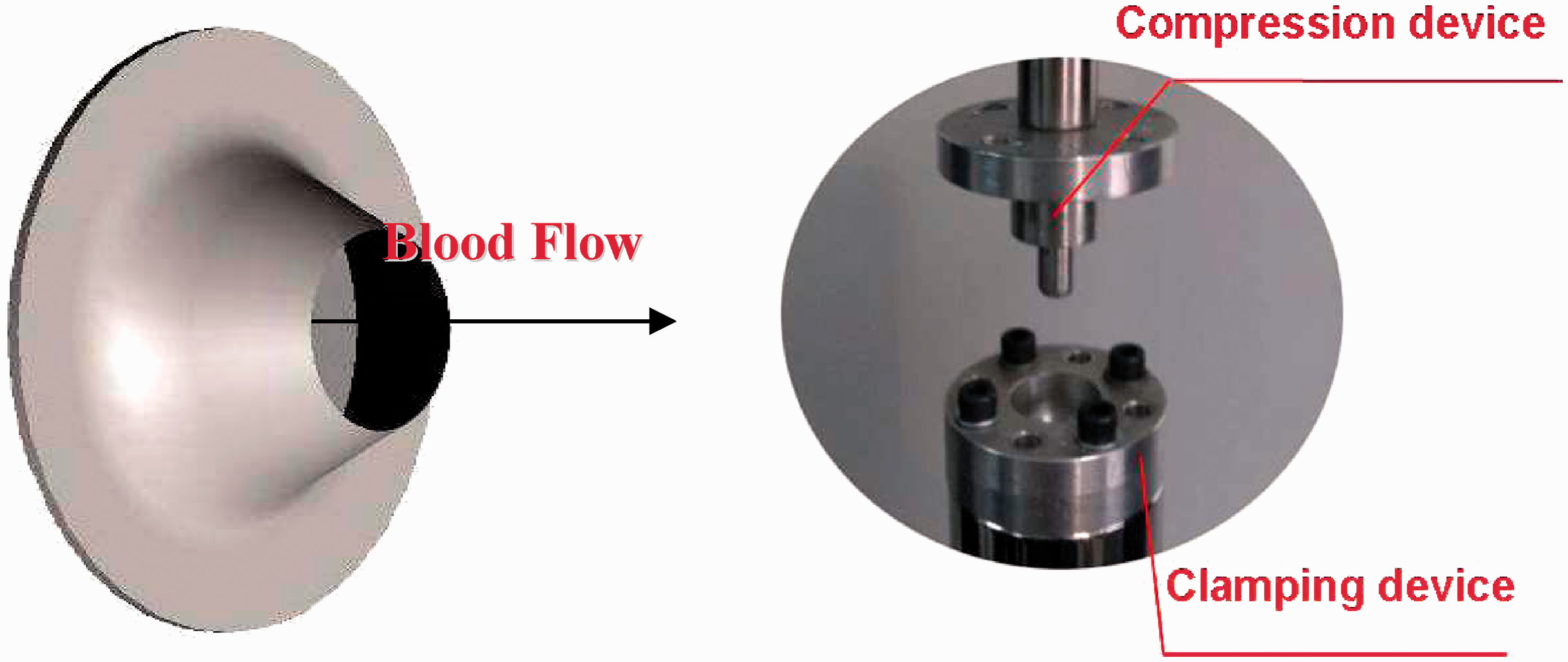
Textile characterization of the devices
Gross observations and light microscopy
The gross observations were conducted with a digital camera, a Nikon D80 (Nikon Imaging (China) Sales Co. Ltd Shanghai, China), and the fabric structure was characterized by optical compound microscope (PXS8-T, Shanghai Cewei Photoelectric Technology Co. Ltd, Shanghai, PR China) fitted with a charge-coupled device (CCD) camera (Digital Sight DS-Fi1).
Fabric count
The density of the sample prototypes and fabric counts of each section were measured according to the ISO 25539 standard. 17 The woven fabric count was observed under the optical compound microscope (40×) to quantify the number of ends and picks. The fabric weight per square meter (g/m2) was calculated by the weight and area of the specimens. 18
Thickness
The graft thickness was measured using CH-10-A/AT thickness tester (Cany Precision Instruments Co., Ltd, Shanghai, China). 19 The diameter of the press foot is 6 mm and the pressure was up to 22 kPa.
Porosity
Porosity was calculated according to ISO 7198
1
9
for tubular vascular prosthesis (Equation (1)):

Mechanical properties
Burst strength
Burst strength was measured according to ISO 7198 for every section of the prototype samples. A YG (B)026H textile multi strength tester (Wenzhou Darong Machine Co. Ltd, Wenzhou, Zhejiang Province, China) was utilized. The probe diameter was 10 mm and the burst speed was 50 mm/min. All of the results represent an average value of five tests.
Radial strength
The radial tensile strength of the prototype samples was also tested using a YG(B)026H textile multi strength tester based on ISO 7198. The height of the samples was 11 mm and the speed was 50 mm/min. 20 All of the results represent an average value of five tests.
Elasticity
This elasticity test evaluates the capacity of textile cuffs to recover after deployment, similar to crush resistance test referred in ISO 25539. A YG061 compression tester (Laizhou Electron Instrument Co., Ltd, Shangdong, China) was utilized. 21
The flared textile cuff was placed between the sample fixtures and compressed at a continuous rate of compression (10 mm/min) to 80% of the sample height. The crush resistance force was recorded while the pressure was maintained for 20–120 s (compressing retention time), and removed at a uniform rate (10 mm/min). The elastic recovery was measured immediately and after 10 s. All of the results represent an average value of five tests.
Results
Morphology of the flared textile cuffs
The flared textile cuffs, as shown in Figure 6, are divided into three sections: base ①, arc ②, and top ③. Its base is the fringe area of the cuff graft, used for apposition to the luminal surface of the aortic stent-graft, while its top is the extension to be deployed into the branching artery to maintain the blood flow. The arc is a transition area that permits its use for connecting fenestrations to various vessel diameters.
Illustration of the flared cuffs, made with a plain weave fabric (left) and a twill weave fabric (right). In gross observation, the three areas of each device are well differentiated: (1) the base, to be in apposed on the wall of the stent-graft; (2) the arc, to close any void between the ancillary stent-graft and the fenestration and compensate for irregularities in the balloon fenestration and/or fraying of the yarns; and (3) the top, to provide a section of the ancillary device facilitating connection to the branching vessel. The requirement of inserting the ancillary stent-graft to less than one third of the lumen of the main stent-graft is thus eliminated.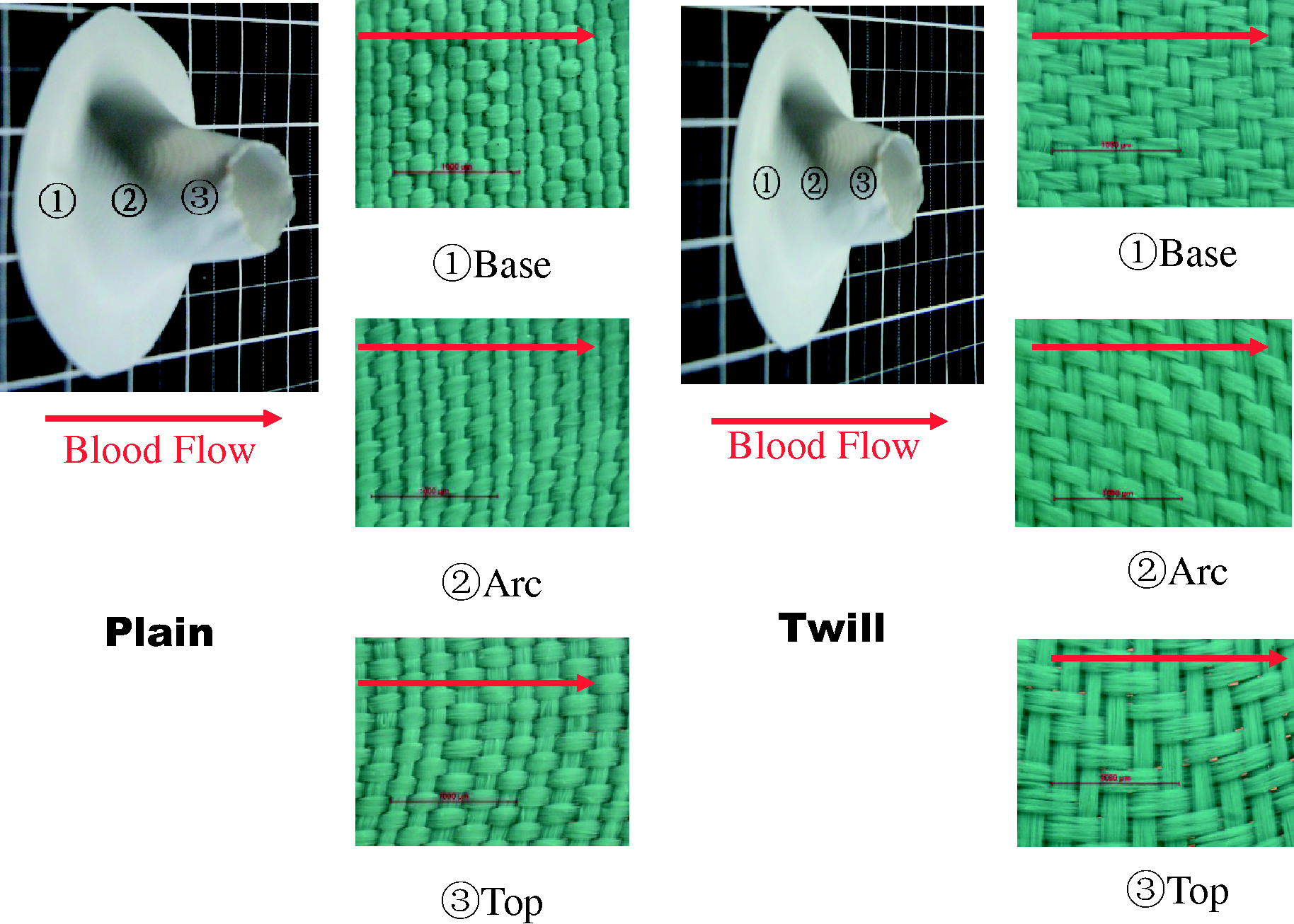
Structure characteristics of flared textile cuffs
The structural characteristics, including fabric count, fabric weight per square meter, thickness, and porosity of each part (base ①, arc ②, and top ③), are provided in Tables 2 and 3 and Figures 7 and 8.
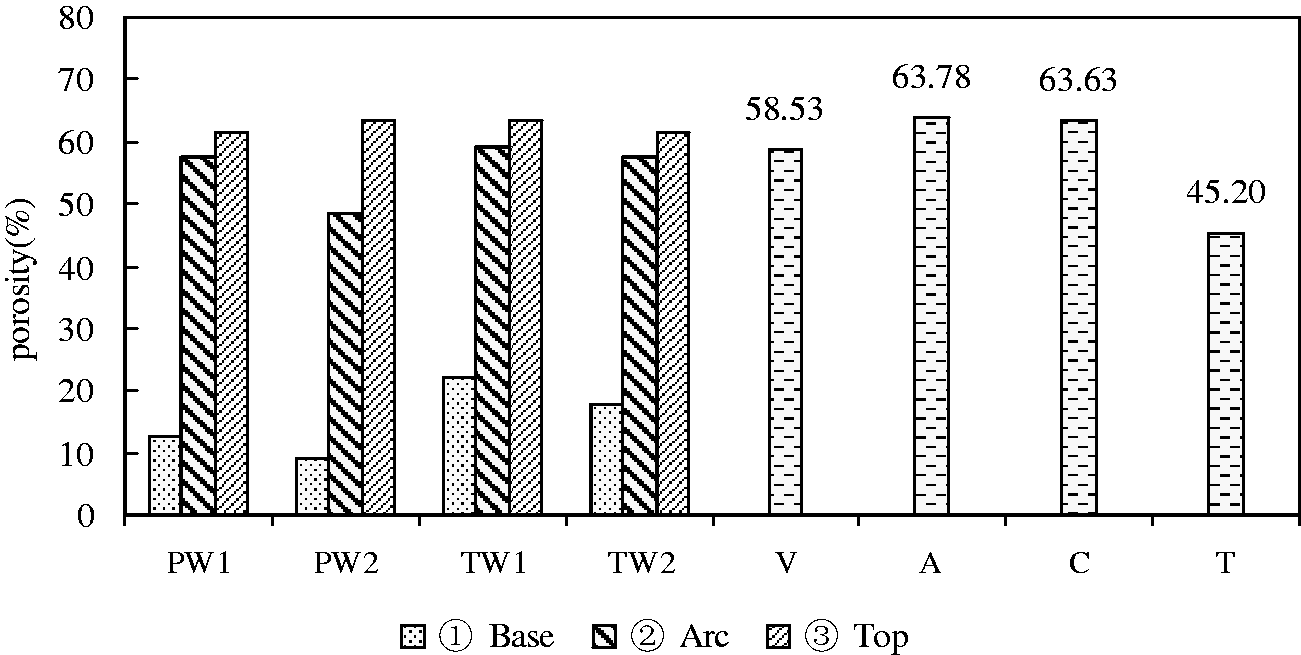
Thickness of the different sections of the flared textile cuff (base ①, arc ②, and top ③) of the different prototypes compared to the thickness of the fabrics employed to manufacture commercially available devices (V: Vanguard, Boston Scientific; A: Anaconda, Vascutek; C: Cook, Cook Medical and T: Talent, Medtronic). The different sections of the flared cuffs have thicknesses in the same range as the references, that is, comprised between 0.086 mm (Talent fabric) and 0.234 mm (Cook fabric). Porosity of the different sections of the flared textile cuff (base ①, arc ②, and top ③) of the different prototypes compared to the porosity of the fabric in the same commercially available devices. The bases of the flared cuffs are considerably less porous than the other sections. The arc and the top show porosities similar to commercial fabrics. Structure characteristics of the flared cuff prototypes compared to fabrics of commercially available devices V: Vanguard; A: Anaconda; C: Cook; T: Talent. Yarn characteristics of the flared cuff prototypes compared to fabrics of commercially available devices V: Vanguard; A: Anaconda; C: Cook; T: Talent.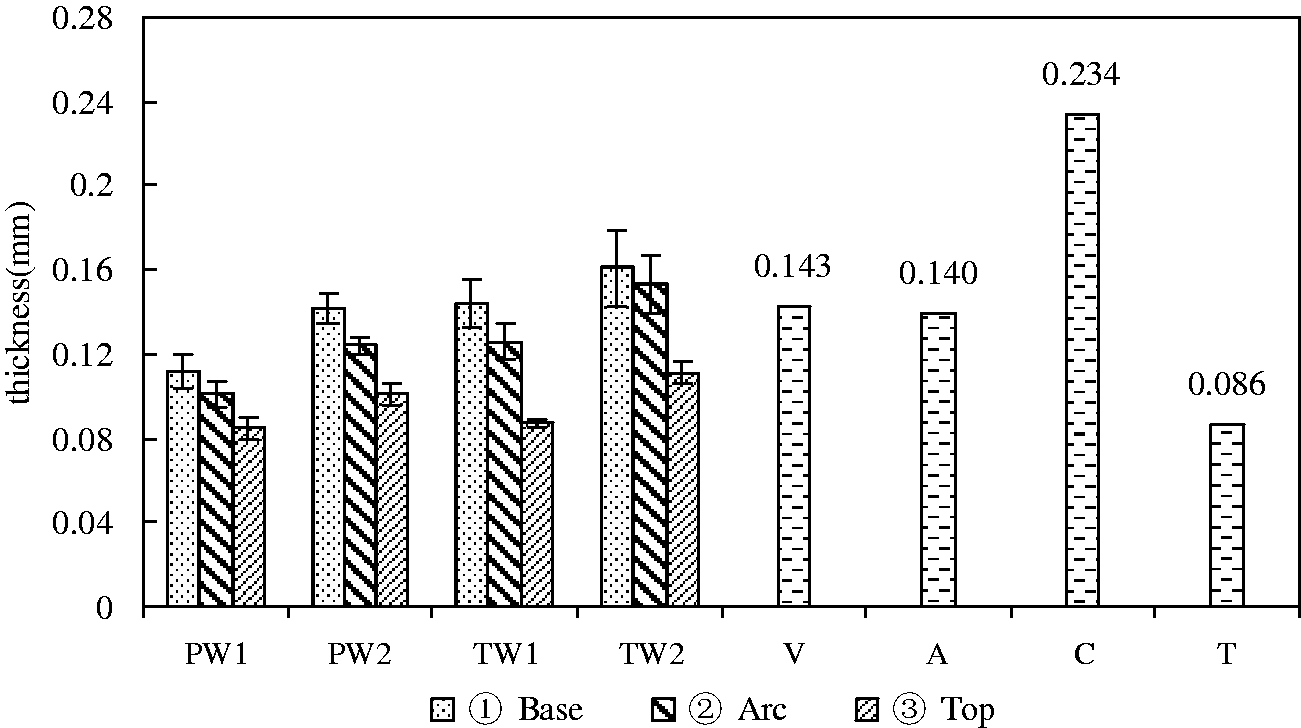
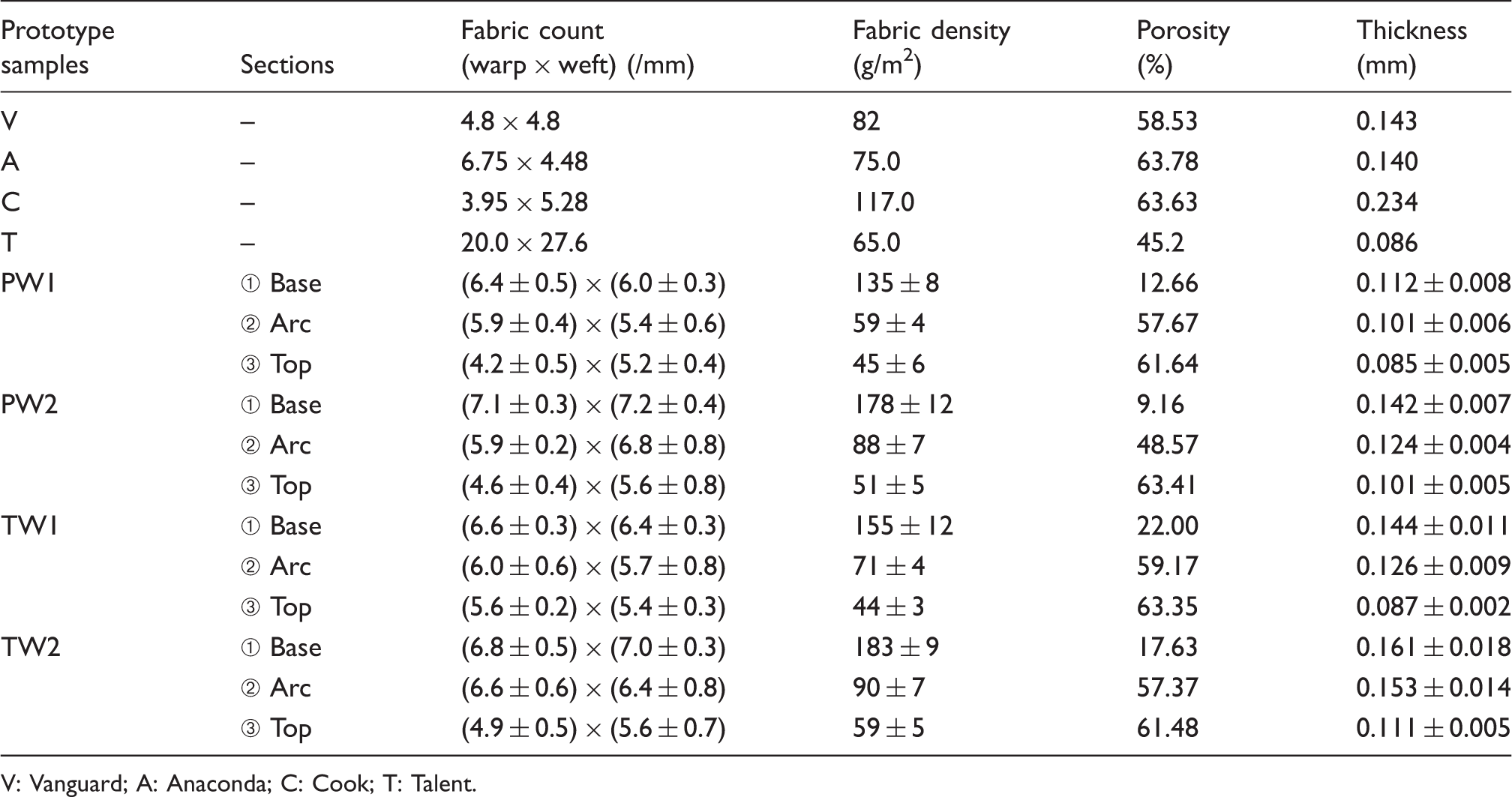
The fabric count, area density, and thickness of prototypes formed by compression molding decrease progressively from the base ① to top ③, while the porosity increases gradually.
The thickness of every section, especially the arc and top, on the flared cuff grafts is lower than or similar to the commercial references Vanguard, Cook, Anaconda, and Talent. Lower float length and more interlacing points make the thickness of the plain weave fabric slightly lower than the twill weave with a similar fabric count.
As seen in Figure 8, the porosity of the bases of the prototype samples, used for sealing to the trunk graft, is much lower than the commercial reference; however, the porosity on the arcs and tops are almost the same as for commercial devices.
Mechanical characteristics of the flared cuff graft
Burst strength
As seen from Figure 9, the burst strength of prototype samples decreased gradually from the base to the top because of the density gradient discussed previously. In addition, textile grafts with higher fabric count have larger burst strength than the grafts of the same weaving structure. The burst strength of twill grafts is higher than that of plain grafts at a similar fabric count. For fabrics with a low fabric count, plain textiles (top of PW1 and TW1) have higher burst strength than that of twill textile due to a more stable construction (Table 2). However, when the fabric count increases to a certain magnitude, plain or twill fabrics will both have stable constructions. So twill, due to its greater thickness, has higher burst strength than plain grafts of a similar count.
Burst strength of the different sections of the flared textile cuff (base ①, arc ②, and top ③) of the different prototypes. The compression molding results in a progressive decrease of the busting strength in the arc and the top related to a decrease in density, as anticipated by the increase in porosity.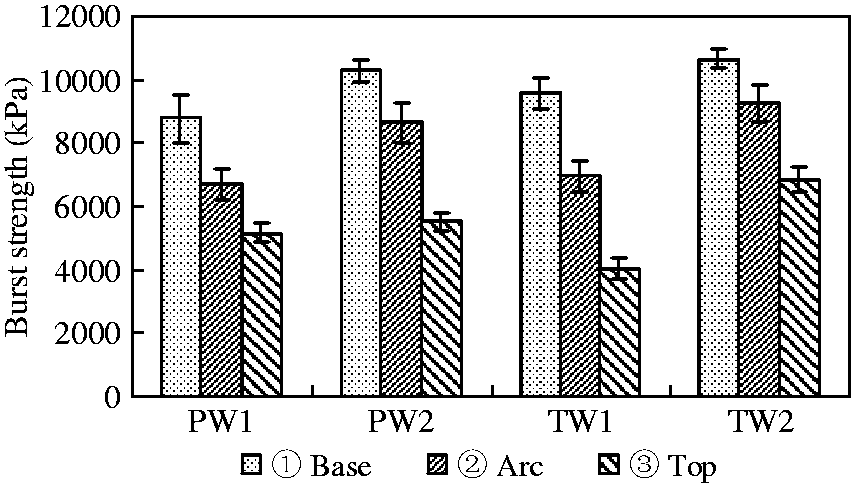
Radial strength
As shown in Figure 10, the results of the radial tensile force test for the prototype grafts is TW2 > PW2 > TW1 > PW1, similar to the results of the burst strength test. Grafts with higher fabric count have higher radial tensile strength than those of grafts with the same weaving structure. The radial tensile strength of twill grafts is higher than that of plain grafts with a similar fabric count.
Radial tensile strength of flared cuff prototypes. For graft sections with the same weaving structure, sections of the flared cuffs with higher fabric counts had higher radial tensile strength than sections with a lower fabric count. Radial tensile strengths of twill woven grafts were higher than their counterparts of plain graft with a similar fabric count.
Elasticity
The compression recovery values for the four prototypes are all more than 85% (Figure 11). For compression retention times from 20 to 120 s, the prototype TW2 displays the highest elastic recovery, with recovery of greater than 95% of the original diameter. The elastic recovery for the other three prototypes gave slightly lower results, but maintaining more than 85% recovery.
Elastic recovery of the flared cuff prototypes when subjected to radial compression with various compressive retention times. The TW2 (twill woven, high fabric count) displays the higher recovering at 95%, whereas all the other samples recovered to above 85%.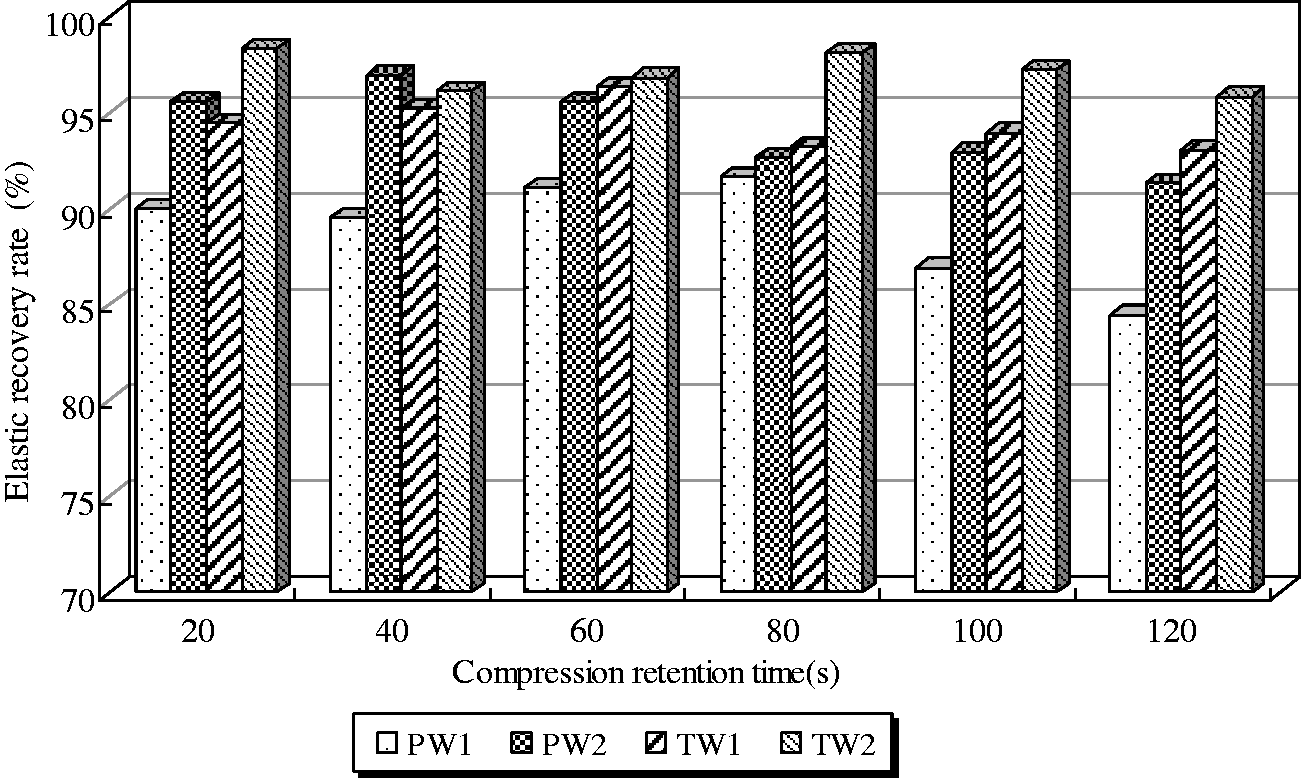
However, with the increase of compression retention time, the immediate elastic recovery for the four prototypes demonstrates measurable differences (Figure 12). For compression, retention time is increased from 20 to 120 s and the immediate elastic recovery goes down from 92.1% and 92.2% to 85.9% and 87.1% for PW1 and PW2, respectively. Similarly, the immediate elastic recovery of PW2 and TW2 is maintained at 90.7% and 95.3%, respectively. Grafts with higher fabric count had larger elasticity than the grafts of the same weaving structure. The elasticity of twill grafts was higher than that of plain grafts with similar fabric counts, with the order of PW1 < TW1 < PW2 < TW2. Consequently, TW2 would be easier to deploy during surgery.
Percentage of elastic recovery after compression retention (20–120 s) in the four flared cuff prototypes. The immediate elastic recovery of the flared cuff prototypes decrease below 90%. The elasticity of twill grafts was higher than that of plain grafts with similar fabric counts.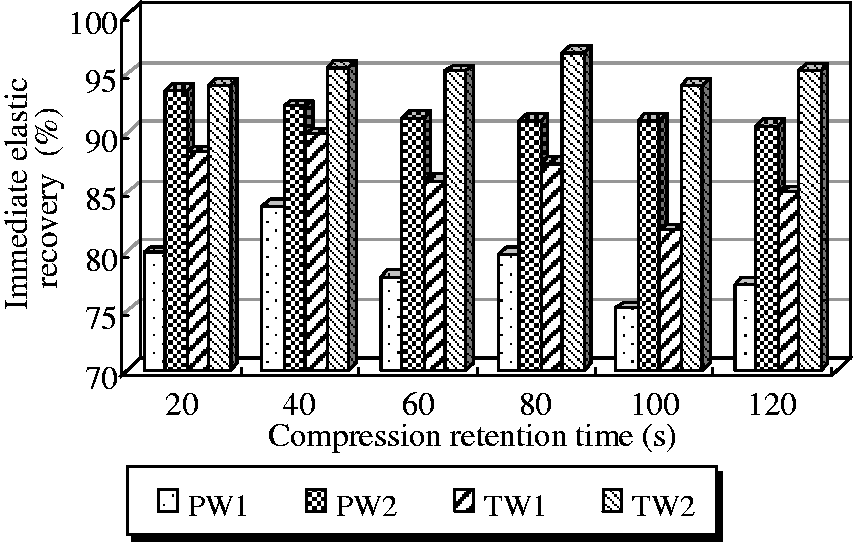
In summary, the TW2 prototype graft (with higher fabric count and twill weave) demonstrates the most optimal mechanical properties, including burst strength, radial tensile strength, and elasticity. In addition, it also proves to present good structural characteristics that compare favorably with commercial references. Therefore, it best demonstrates potential for application in fenestrated grafts.
Discussion
As pointed out by Farber and Oderich, 15 advances in the design of devices for EVAR are bringing off-the-shelf options for patients with complex anatomy in urgent or emergent conditions. As the availability of these types of devices increases, a wider range of patients will be able to be offered endovascular repair.22–24 The speed and the level of quality that will be attained will depend not only on aggressively pursuing new ideas, but also on co-operation and support from industry.25,26
The goal of such research efforts is ultimately to extend treatment options that can be offered to patients having complex aneurysms and requiring immediate treatment. These flared cuffs were specifically designed to be deployed through the fenestration of a stent-graft and to be supported by a balloon-deployable stent proximally flared upon delivery. The arc of this flared textile cuff can match a range of different diameters of proximal sealing zone in the fenestrated stent-graft, which allows for convenient, modular customization to match anatomy. The fenestration can be of different diameters, but the flared structure will seal to the main stent-graft to guarantee a continuous conduit without endoleak.
The concept of a flared cuff can be considered as a new step in exploring the accessibility of fenestration grafts to frail patients with complicated arterial anatomy. Polymerizing shape memory polymers on the polyester fibers shows great potential because of their capacity for actuation. 27 In addition, the possibility for reorientating branches without kinking could better serve the treatment of renal and other arteries. It will certainly add new devices in the highly diversified armamentarium offered to surgeons.28–30
The flared polyester cuffs must be proven safe and compare favorably in efficiency and durability with existing fabrics used in endovascular prostheses. The most evident characteristic is the thickness of the polyester fabric: it must have a low profile to be easily inserted in a delivery catheter.
The porosity of the fabric must be low to prevent blood permeation through the stent-graft. However, greater porosity facilitates tissue ingrowth and the transportation of nutritive substances and metabolites to cells outside the stent-graft, especially endothelial cells.
The flared cuff must have great stability. The compression molding process causes some deformation in the structure. Tensile and shearing forces, arising from compression molding, act on fabrics to form the arc and the top. The elongation and slippage rate of the yarns in the top were larger than in the arc, while the base fabric maintained its structure as before compression molding. Consequently, a gradient change of structure characteristics was formed. This can, in fact, result in an advantage. The decreasing density on the flared cuff graft can make it easier to deform and deploy during surgery, and the central area (the top) with lower density will adhere to the wall of the branch vessel to maintain blood flow.
The burst strength of the prototype samples decreases gradually from the base to the top. In addition, textile grafts with a higher fabric count have higher burst strength than grafts of the same weaving structure. Furthermore, the burst strength of twill grafts is higher than that of plain grafts of a similar fabric count. For fabrics that have a low count (top of PW1 and TW1), plain textiles may have higher burst strength than twill textiles due to a more stable construction. However, when the fabric count increases to a certain degree, either plain or twill fabrics all have stable construction, so twill will have higher burst strength than that of the plain grafts due to having a larger thickness.
Conclusions
Flared textile cuff prototype grafts with different weaving constructions and fabric counts were successfully manufactured using the compression molding process in this study. The flared cuff has gradient changes on the structure: its fabric count, weight per square meter, and thickness decrease progressively from the base ① to top ③, while the porosity increases gradually. The decreasing density on the flared cuff will help it to adhere to the wall of a branch vessel in its application. All the parts made in the study, especially the arcs and the tops of the samples, have similar thickness and porosity characteristics compared with reference commercial fabrics. The burst strength of the prototype samples decreases gradually from the base to the top due to the density gradient of the fabric. In addition, the prototype graft with twill weave and higher fabric count (TW2) has the best mechanical properties, including burst strength, radial tensile strength, and elasticity. Therefore, it has the most promise for application with branching endovascular grafts.
Footnotes
Acknowledgment
The authors extend their appreciation to Mr Li Hanzhong and Hua Wanming for their help with experiments.
Funding
This work was supported by the Fundamental Research Funds for the Central Universities (Donghua University NS2013), National Nature Science Foundation (31100682 and 30972942), 111 Project “Biomedical Textile Materials Science and Technology” (B07024), and the Engineering Research Center of Technical Textiles Ministry of Education.