
Abstract
The range of water content in US cottons equilibrated to moisture equilibrium at standard textile testing conditions and analyzed by standard Karl Fischer Titration is small, <0.8%. This presents a challenge in obtaining accurate test data to calibrate fast sensors. A dozen raw cottons, nine American and three international, were analyzed for water by standard Karl Fischer Titration. The number of replicates analyzed, blending, and two conditioning systems – either standard room or closed chamber in the standard room with salt solution to control humidity – were examined. Split-replicates correlation within samples, by splitting out either half the available number or three replicates at a time, was used as the measure of correlation. The split-correlation results depended on the number of replicates, mixing of the laboratory sample, and method of conditioning. These results suggest that good correlations are possible when mean water content is the dependent variable in regressions with fast sensor data. This improved understanding of the correlation behavior, which is important for optimal application of methods to measure water in samples equilibrated to moisture equilibrium.
Since cotton is hygroscopic, it is able to absorb water vapor from a moist atmosphere and to give up water to a dry atmosphere. The amount of water in cotton critically influences its properties (dimensional, mechanical, and electrical). 1 Since the cotton fiber structure is long and narrow, most of the intermolecular spaces are along the length of the molecules rather than at the ends, so that the swelling due to absorption of water takes place mainly in the fiber width.
When cotton absorbs water vapor, it increases in tensile strength. On the other hand, there is a higher propensity to break of fibers with low moisture; furthermore, broken fibers modify fiber length distribution. Thus, stress–strain curves for cotton fiber are very dependent on relative humidity. 1 In regards to electrical properties, increasing moisture content means that static electrical charges are more easily dissipated when the atmospheric relative humidity is high.
Water content measurements of raw cottons conditioned to moisture equilibrium (21℃ and 65% relative humidity) should not be confused with that of a sensor to measure seed cotton or bale moisture. As cotton flows through the gin, an incoming moisture sensor indicates the need to dry the seed cotton; the after-drying sensor is needed to prevent over-drying. Moisture restoration in the gin may also occur. The goal of the bale moisture sensor is to insure that the mean moisture content in the bale does not exceed a prescribed value.
To help the industry understand the mass and range of the actual amount of the chemical – water – in cotton conditioned to moisture equilibrium, an industry-supported investigation led to the development of an American Society for Testing and Materials (ASTM) standard test method to measure the total amount of water in ginned lint.2,3 The method is based on Karl Fischer Titration (KFT) and can be applied to raw and processed lint cotton. The system heats the cotton sample in a sealed container and transfers the released water vapor into a titration cell where it chemically reacts with a measured quantity of Karl Fischer reagent to indicate the water content in the sample. Overall, the mean water content of samples equilibrated at standard conditions in a recent study was about 7.8%. 4
Water levels in the various components of raw cotton (botanical trash, the other non-cellulosics, and purified fiber) conditioned to moisture equilibrium is being determined by standard KFT. Results indicated an unexpectedly high water concentration in the trash (about 15%), twice that in mechanically cleaned cotton. 5 In another study, the standard KFT method was applied to detect the influence of cultivar, defoliation time, and gin-drying temperature on water content of lint cottons. 4 Five Mississippi cultivars were investigated, all grown in the same crop year. Across all cultivars, defoliation period, degree of gin-drying, and within a specific laboratory sample treatment (raw – no treatment, mechanically cleaned, and scoured and bleached), within the range of values there remained only 0.3% water.
In six studies with raw US cottons analyzed by standard KFT, the range of water content (%) has remained persistently small (<0.8%, data presented in chronological order): 0.29, 6 0.73, 7 0.46, 8 0.30, 4 0.71, 9 and 0.45–0.74 (includes three international cottons; this study). As noted in the “Rationale for Water Determination” section of the ASTM KFT method, 2 the standard oven drying procedure for moisture content 10 is biased and the bias phenomena has been studied in depth. Consequently, the range of moisture content may be significantly different from that of water content.
Meaningful correlations between the fiber properties and water content in the major components of raw cotton will require sound data to overcome the limitations of a small range of water values. To help decide if the correlations are going to be good, split-sample technology was utilized. A review of the literature related specifically to the use of split-sample methodology for estimating an upper bound for the R2 between lab and error-free sensor data (e.g., maturity values and near infrared (NIR) spectra) is limited to the work of Watkins et al. 11 That work was also supported by the cotton industry and the goal was to develop easy to use, mathematically sound diagnostic tools that give clear insight into data quality when multiple measurements are made on the same set of samples.
Glossary

The objective of this research is to focus on the Watkins approach to split-sample methodology and determine if it is possible to produce high MSPLIT results from split-replicates data of the water content in raw cottons by KFT, given the small range of water content. The influence of the number of sample replicates analyzed, blending and method of conditioning on MSPLIT are investigated.
Fundamentals
ASTM D7785 (KFT)
The standard test method for water in cotton, ASTM D7785, 2 calls for the following: blend the laboratory sample, take three 0.1-g specimens at random, analyze the three replicates from the same cotton in sequence, and calculate the mean value. The benefits of this standard for water in lint cotton are high selectivity for water, good precision and small sample size. Selectivity for water 3 is computed from the volumes of Karl Fischer reagent consumed in: (a) the fibers after pre-drying in a laboratory oven at 50℃ overnight while purging with nitrogen; and (b) the fibers before drying by ASTM D7785. The repeatability standard deviation of D7785 is <0.11% water. A higher standard deviation is a diagnostic indicator of component(s) of sample heterogeneity as, for example, a high and variable trash content.
In conformity with the specific procedure in the ASTM standard, the number of allowed replicates in multiple (n) sets of three replicates will vary as follows for n values from 1 to 5: 1 × 3 = 3, 2 × 3 = 6, … , and 5 × 3 = 15. Thus, it is possible to achieve superior standard deviations (<0.05% water) while consuming no more than 1.5 g of sample. The high selectivity and precise measurements make the KFT method ideal to calibrate water sensors for faster analysis.
Sample conditioning
ASTM D177612 in conditioning samples for the standard KFT method calls for the standard textile testing conditions: 21 ± 1℃ and 65 ± 2% relative humidity. However, as stated in the introduction of this paper, ongoing research has indicated a water content range in US cottons that is persistently small (<0.8%). In addition, the accuracy of the KFT method is reduced by the allowed variance in the standard room conditioning. For example, we found by gravimetric analysis of control samples placed in wire cylinders and exposed to the ambient air in the conditioning room a variance in mass change (water content) of about 0.3%.
A cost effective solution to this problem was to place an environmental chamber (glove box) inside the conditioning room. Heat transfer through the chamber walls provided for temperature control. An aqueous salt solution maintained a constant relative humidity in the chamber.
Split-replicates correlation
Split-half correlation
Four possible errors may impact water content results by the standard KFT method. These are: (a) random measurement error of the method; (b) systematic measurement error of the method (e.g., leak in the water vapor transfer line between the heated sample and titration cell); (c) inherent heterogeneity of raw cotton; and (d) variability in room conditioning.
Consider the linear regression of the dependent variable Y (water content data) on one independent sensor variable X (e.g., reflectance spectra) or, more likely, a group of independent sensor variables (X1, X2, X3, … , Xm) such as reflectance spectra, standard oven drying, resistance measurements, etc. The errors in Y are especially important in regression on individual X variables if the same Y data is used to calibrate the collection of sensors. This is because the common error in regression of Y on X may suppress or confound R2 in regression analysis of all individual sensors (Xm) in the set.
The available values of water content data for use in linear regression will be the 3n replicates determined by standard KFT. (The published repeatability standard deviation of the ASTM method 2 is based on three replicates from the same cotton run in sequence. If, for example, 4n replicates are arbitrarily run, that repeatability standard deviation does not apply.) Test statistics have been developed to probe the error in the mean Y values a priori of the linear regression of Y on X, assuming no error in X and a linear regression model. This allows the researcher to monitor data quality while research is in progress and, perhaps, to take corrective measures to improve data quality.
These statistics are then used to estimate
In brief, the replicate Y values on each sample are split into halves, the means computed on each half, and the paired means correlated to give two measures of split-replicates correlation, RSPLIT and MSPLIT (Table 1). Note that RSPLIT is the Pearson correlation coefficient. In contrast, MSPLIT is a measure of the fit of the paired means to the line Y = X after correction for any observed systematic drift:
11

The test statistic 
Split-three correlation
Consider from a different perspective the linear regression of the dependent variable Y (water content data) on one independent sensor variable X (e.g., reflectance spectra). Since the minimum number of allowed replicates by standard KFT is a set of three 2 and the maximum permissible number in several (n) sets is 3n, split-three correlation can provide useful information.
In brief, the means are computed for each set of three replicates, the grand means computed from the 3n replicates, and the paired means correlated for each n value: n = 1, mean first set of 3 and 3n replicates; n = 2, mean of second set of 3 and 3n replicates; n = n – 1, mean of (n – 1) set of 3 and 3n replicates; and n = n, mean of the nth set of 3 and 3n replicates. Thus, an R2 value and equation of best fit, specifically, the slope, is computed from the means for each set of three replicates correlated with the grand mean computed from all available replicates.
Material and methods
Lint cottons and blending
Twelve raw cottons were selected for this study: nine US and three international. The American cottons represented a wide range of genetic diversity, growing regions, and crop year; the remaining three were grown in Australia, Pakistan, and Zimbabwe and were included in this study at the request of the industry. These cottons are being used in ongoing studies to compare moisture measuring instruments calibrated for moisture content by standard oven drying 10 and water content by standard KFT. 2
Study design – blending, conditioning, and replicates by standard Karl Fischer Titration
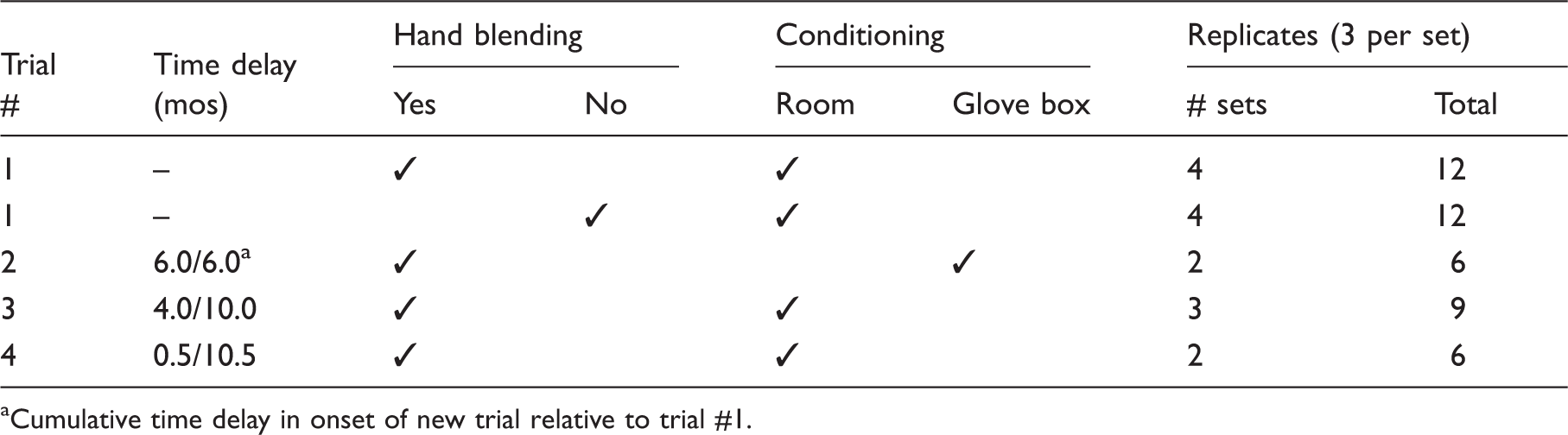
Cumulative time delay in onset of new trial relative to trial #1.
Conditioning
The raw cottons were conditioned to moisture equilibrium for at least 24 h before measuring water content. Two conditioning systems were used: (a) standard textile testing conditioning in a room set to 21 ± 1℃ and 65% ± 2% relative humidity; and (b) a glove box placed in the conditioning room.
To control humidity to a greater degree, a salt solution was used in the glove box within the conditioned lab to acclimatize samples to moisture equilibrium prior to measuring water content. The glove box (Coy Laboratory Products, Grass Lake, MI) had a volume of 370.4 L. Three crystallizing dishes (14.5-cm diameter) were filled with a salt solution and distributed in the box. Each dish contained a saturated solution of sodium nitrite prepared by mixing 250-mL deionized water and 250-g A.C.S. reagent grade sodium nitrite to produce 65% relative humidity at 21 degrees C. 13 The glove box also contained a small portable fan and a balance. Note that with the glove box conditioning, the Karl Fischer specimens (see below) were conditioned, weighed, and placed in vials that were capped while in the glove box.
Water content by standard Karl Fischer Titration
Following the standard conditioning period, water content was determined by KFT, a procedure highly selective for water in cotton.2,3,14 The apparatus (Metrohm USA, Tampa, FL) consists of a fully automated Metrohm 774 oven sample processor held at 150℃, a carousel for 35 glass vials, 800 Dosino with electronic burette, 801 stirrer, 803 Ti stand for the titration cell with platinum electrode, and the Tiamo 1.2 titration software.
After conditioning for 24 h, using gloved hands, 0.1000 ± 0.0003-g specimens (3n replicates/cotton, see Table 2) were taken from each laboratory sample and weighed to four decimal places, placed in KFT glass vials and immediately crimped with septum caps. To maintain the conditioned environment, the sealed vials were placed in acclimated Mason jars where they remained until just prior to being placed on the KFT carousel. Hydranal® composite 5K was used as the titration reagent and Hydranal® medium K was the solvent in the titration cell. Mean water content (%) and standard deviation were calculated on a wet basis from the amount of reagent consumed after correction for the blank.
Results and discussion
Study design
Table 2 and the flow chart in Figure 1 detail the design of the split-correlation study. The interpretation and usefulness of the estimates of split correlation will depend on the study plan since the cotton samples have similar water levels (a small range). Considerable scatter in the data and little apparent correlation may result from an inappropriate plan. Thus, study design is of fundamental importance.
Flow chart of split-correlation study design of water content measurement by standard Karl Fischer Titration.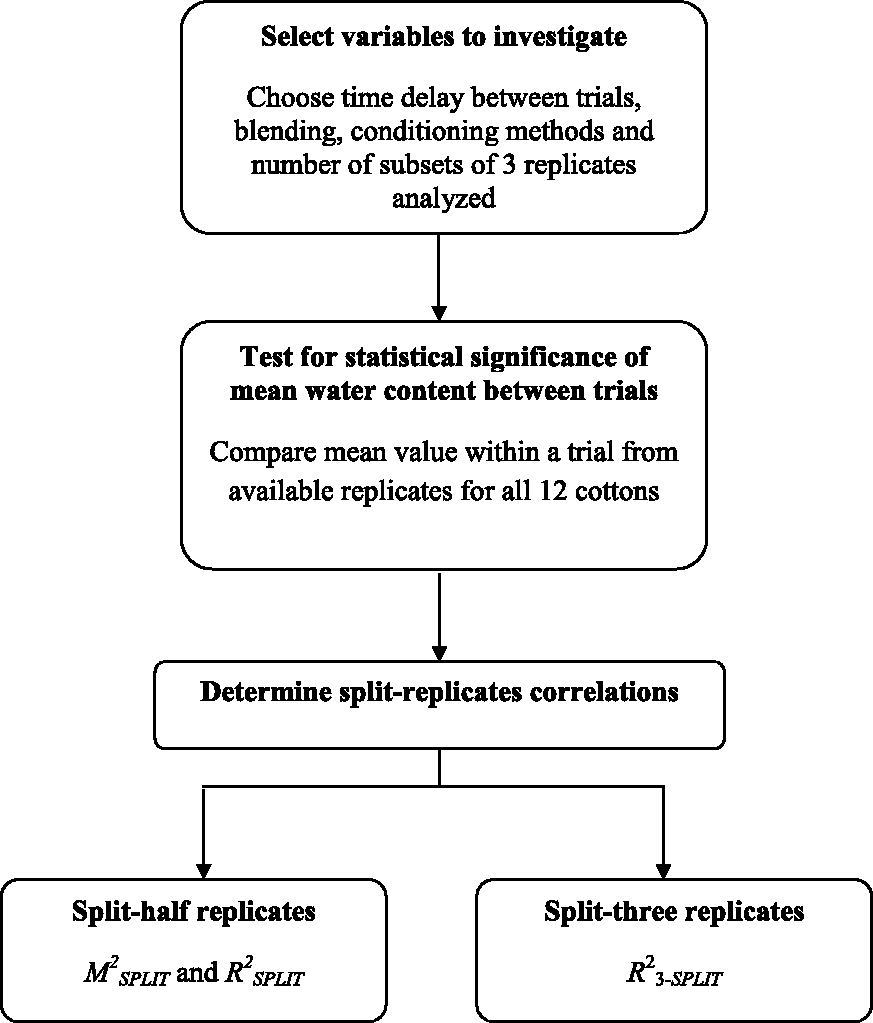
In trial #1 the effect of blending the laboratory sample prior to random selection of specimens for testing by standard KFT was investigated. Note that the method of conditioning and number of replicates analyzed were held constant while blending was either performed or omitted in this trial. The non-blended specimens were analyzed after completion of the blended sample runs.
In trial #2, a glove box or closed humidity chamber in the conditioning room provided the opportunity to collect data to compare split-correlation results from two different conditioning procedures. This trial was conducted 6 months after the first trial and the number of replicates analyzed was reduced by half. The time delay in trials #2–#4 simulated long-term analysis by standard KFT while varying important method parameters (blending and the number of replicates analyzed). Emphasis in trial #4 was to gather data at standard textile testing conditions after a short delay, only 2 weeks, relative to trial #3, while the number of replicates analyzed was reduced by one-third.
Descriptive statistics
Water content descriptive statistics – 12 cottons analyzed in four trials

Mean computed from the means of all sets of three replicates for all 12 cottons.
Pooled standard deviation (PSD). Standard deviation within cottons was computed from the means of the sets of 3 replicates. Then the standard deviation values were pooled between the 12 cottons to give the pooled standard deviation.
Blended.
Non-blended.
Nonetheless, the long-term effects of standard conditioning on water content in the cotton samples suggest a drift or instability in conditioning or potential cotton heterogeneity. The mean for trial #3 of 7.95% water compared to that for trial #1 of 7.49% is greater by 0.46%; the pooled standard deviation for #3 was 0.161% water. In contrast, the difference in the means between trials #4 and #3 with only a 2-week delay between testing is 0.14%, but the range increased from 0.55% to 0.74% water.
Table 3 also details the p values used to test for statistical significance between the means of all 10 combinations of two trials. Firstly, the means between trial #1 blended and non-blended were not significantly different (p = 0.886); non-blended samples were analyzed immediately after the blended material. Secondly, the following three combinations of paired means were not significantly different at p = 0.05: #1 blended and #2, p = 0.0547; #1 non-blended and #2, p = 0.0532; and #3 and #4, p = 0.0507. Note the time delay between each combination of paired means from successive trials. Finally, all other combinations (six remaining) of two mean values were significantly different (p < 0.0001); the time delay between trials extended from beginning to end trials. Thus, the degree of statistical significance between trial means varied with the time delay between testing.
Split-half correlation
This split-replicates correlation approach leads to a measure of the relationship to the line Y = X.
11
The even number of water content replicates from each cotton sample are split into two groups of equal size, the mean of each group computed for each sample, and the split-half correlation coefficients, MSPLIT and RSPLIT, computed. One should note that the range of MSPLIT is −1 ≤ MSPLIT ≤ 1, and thus, is similar in that regard to the Pearson correlation coefficient R, referred to here as RSPLIT. The difference, however, between MSPLIT and RSPLIT is that large systematic errors may actually increase RSPLIT while causing the points to fall further from the line Y = X and, therefore, decrease MSPLIT.
11
An important application of correlation to the line Y = X is the estimation of
Given a scatter plot, the correlation coefficient RSPLIT allows the individual points to leverage the slope and intercept to produce the line that best fits the data. In contrast, the correlation coefficient MSPLIT forces a fit to a slope of one and intercept of zero (Y = X, 45° angle line). A unique characteristic of the line Y = X is that reflection in the line can be seen, for example, in which point (A,B) is reflected to its image (B,A).
Overview of the trials
Does the line Y = X produce meaningful MSPLIT values given the small range of water in the cottons? This question is answered by examining the factors that may influence MSPLIT. Table 4 details the split-half replicates correlation results; Figure 2 summarizes the key outcomes of the experiments. The reader may easily compute preliminary Key outcomes of split-correlation experiments. Split-half replicates correlation results Blended. Non-blended.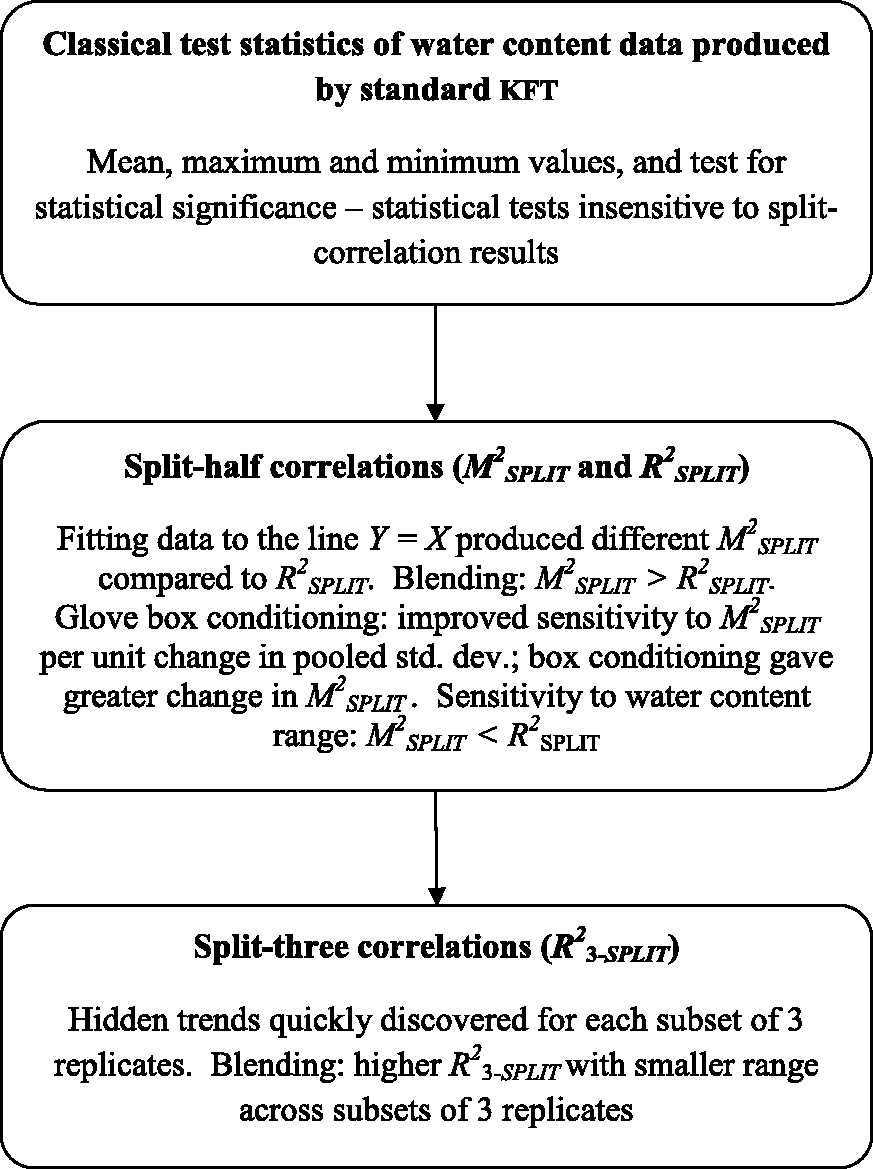
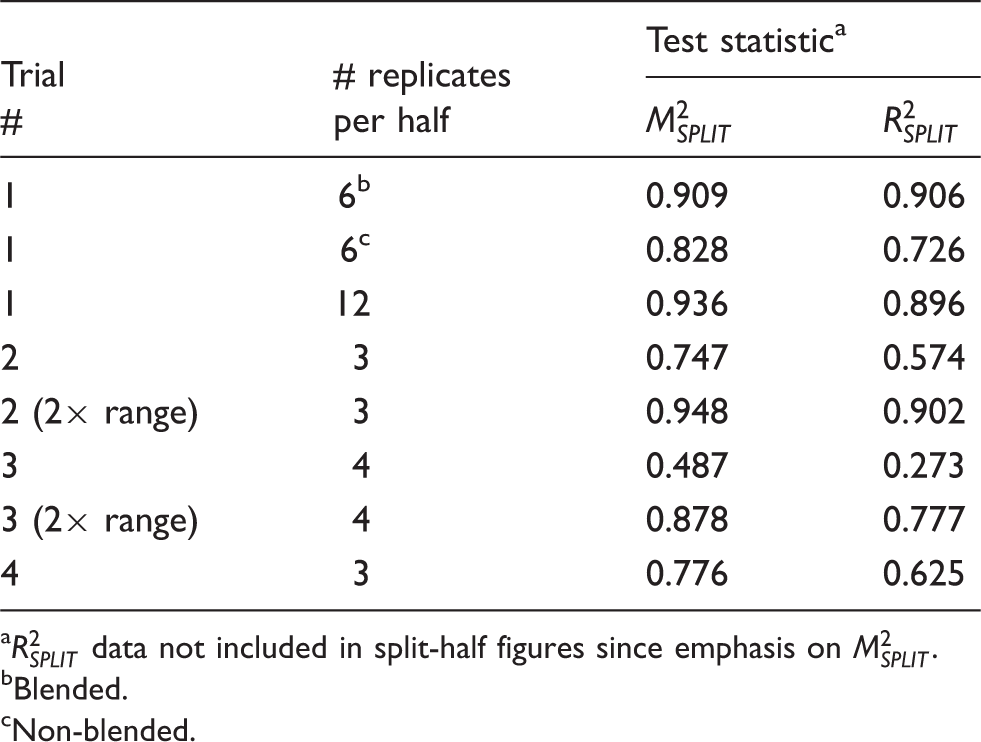
Trial #1
Indeed, blending produced a higher Split-half correlation (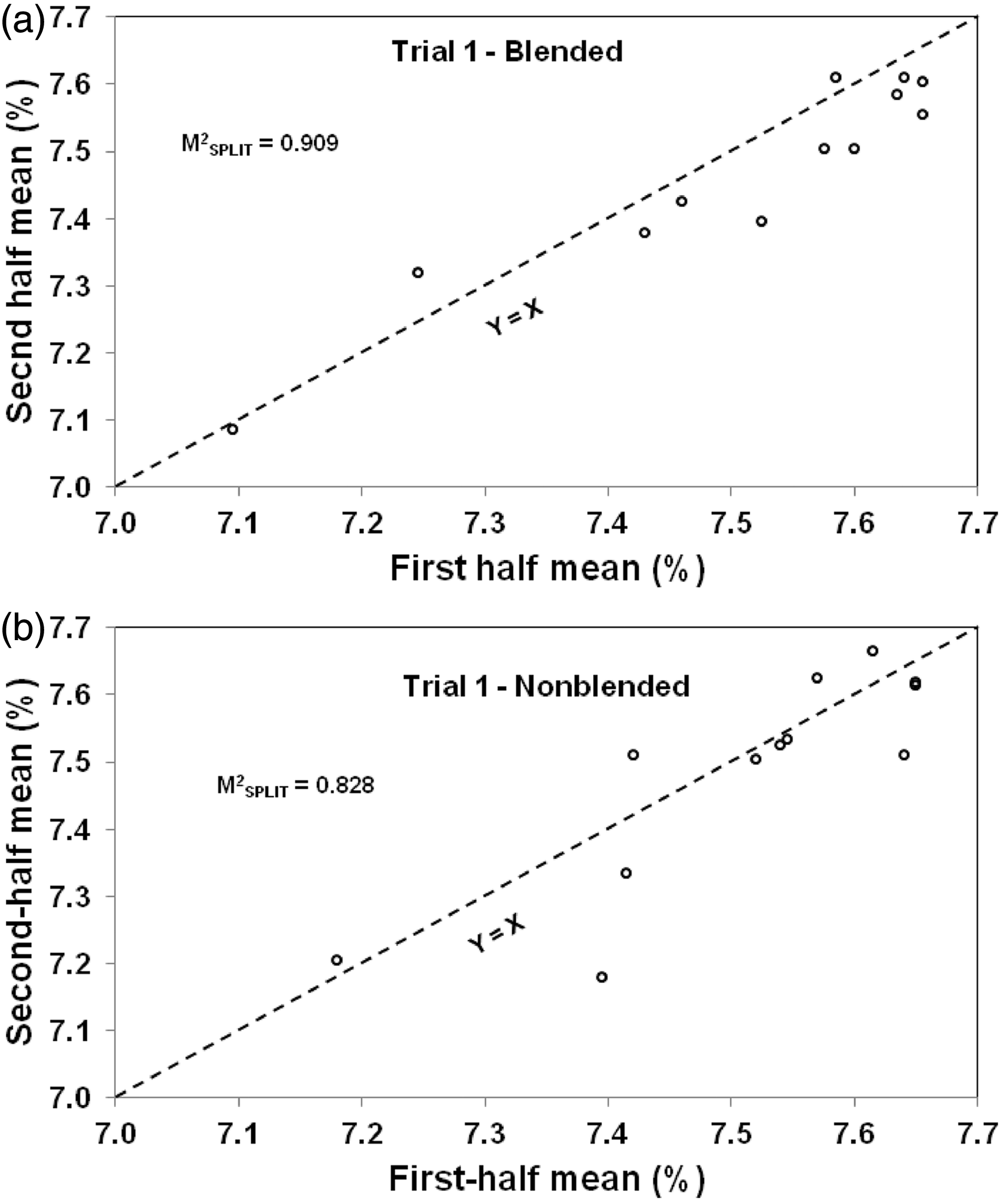
Trial #2 compared with trials #1, #3, and #4
In the glove box conditioning (trial #2), the number of replicates per split half was 3 (Figure 4) compared to room conditioning (trials #1, #3, and #4) with halves of 6 (Figure 3), 4 (Figure 5(a)), and 3 (Figure 5(b)) (Table 4). To establish if the glove box method to control humidity during conditioning resulted in improved sensitivity to Split-half correlation ( Split-half correlation ( Dependence of split-half correlation test statistics on the pooled standard deviation of the water content in the various trials: (a) 
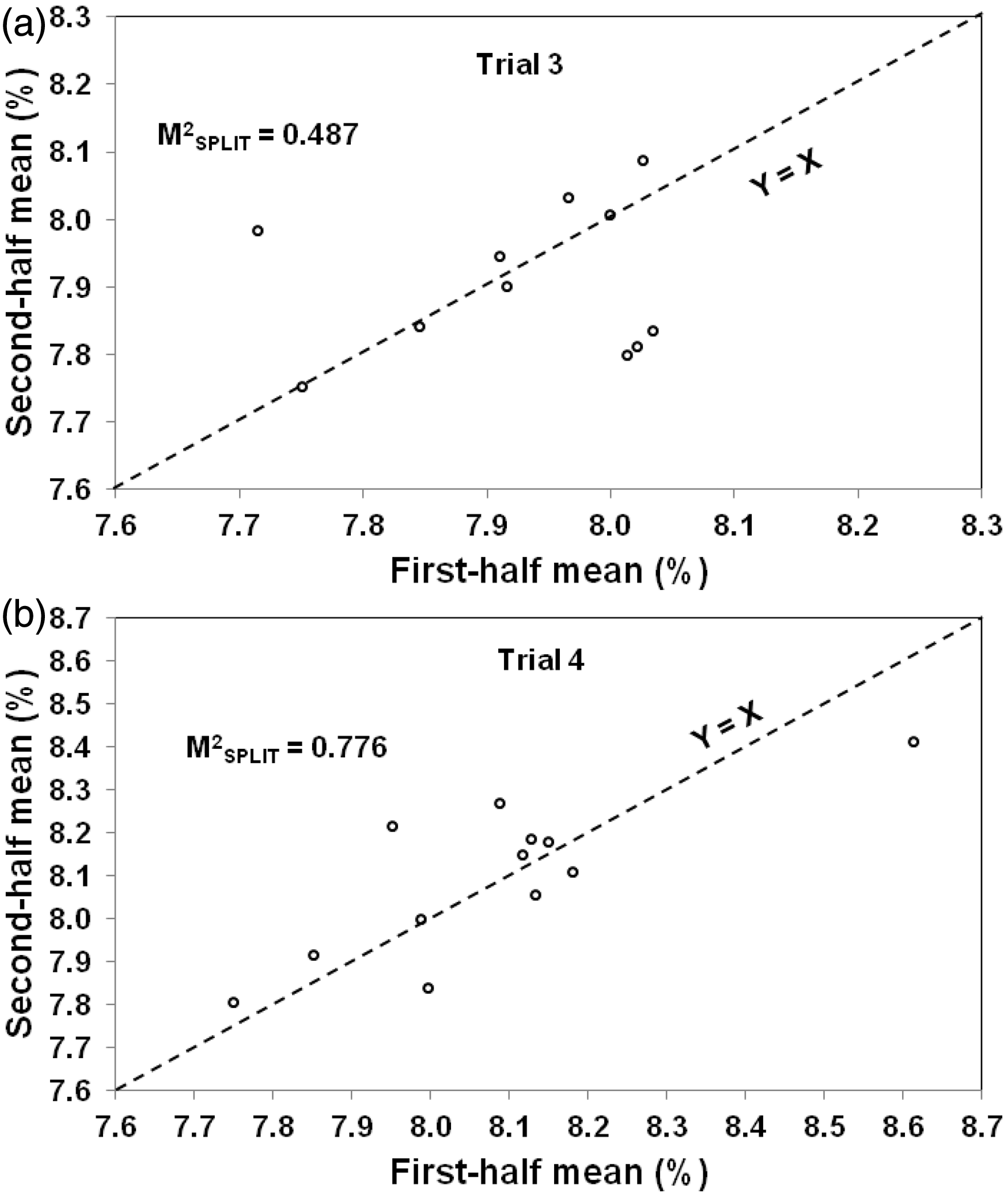
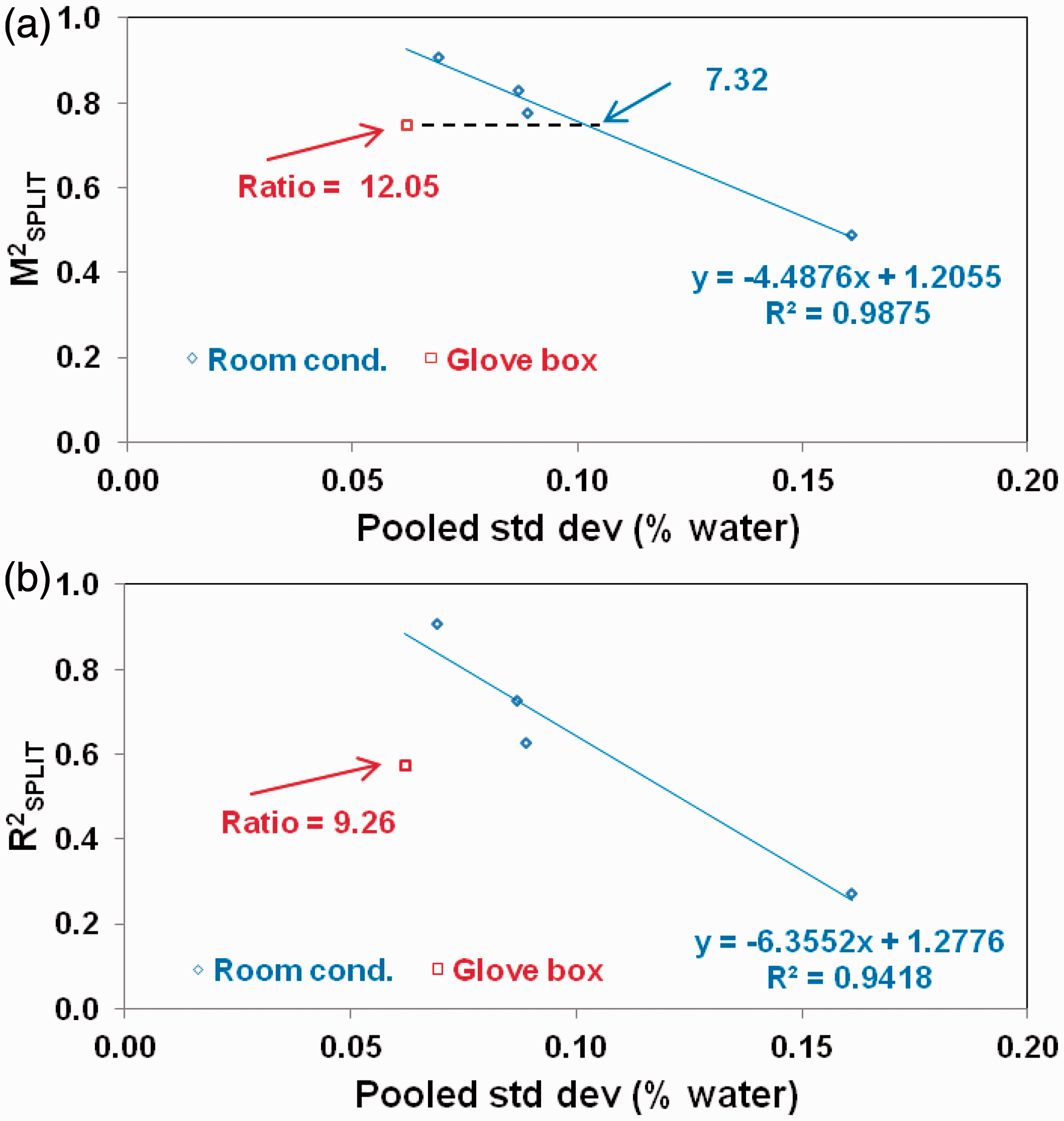
The ideal function seems to be the pooled standard deviation. This function clearly discriminates between box and room conditioning; the regression model explained 98.75% of the variability between
Does box or room conditioning give the greater change in
For the glove box conditioning point in the plot area (Figure 6(a)), the ratio of
With room conditioning, the pooled standard deviation of the water content data is due, in part, to drift in the ambient relative humidity during conditioning. This finding is supported by experiments in 2008 6 and other studies wherein a quality control cotton exposed to room conditioning showed significant changes in sample weight, and consequently, measured water content.
Trials #2 and #3
The sensitivity of the split-half test statistics to doubling the range of water content in the 12 cottons was estimated using the water content data for trials #2 and #3. To double the range, the range of the mean water content in the 12 cottons was added to the water content of each sample in the set. Thus, for trials #2 and #3, sets of 24 samples were generated. (For example, consider trial #2. The range in the observed mean water content is 0.49% water (Table 3).) That amount was added to the mean water content of each sample so that two values were produced per cotton: original and original plus 0.49% water. The range of water content in the 24 samples was 0.49% × 2 = 0.98%.
The resulting split-half correlation test statistics are shown in Table 4. Note that
Split-three correlation
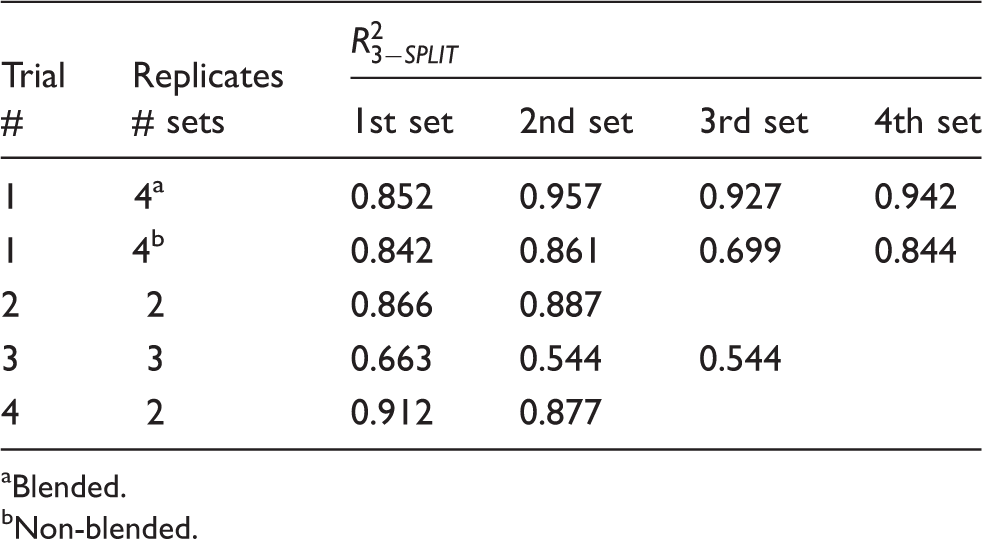
This split-replicates correlation technique allows one to probe relationships between the water content means computed for each subset of three replicates generated by the standard KFT and the grand means from the available 3n replicates. From a different viewpoint, there are n subset data means collected on each sample. Each is correlated, in turn, with the mean of all the data. This will generate n split-three correlation results (
Table 5 lists the Split-three correlation ( Split-three correlation ( Split-three correlation ( Split-three replicates correlation results Blended. Non-blended.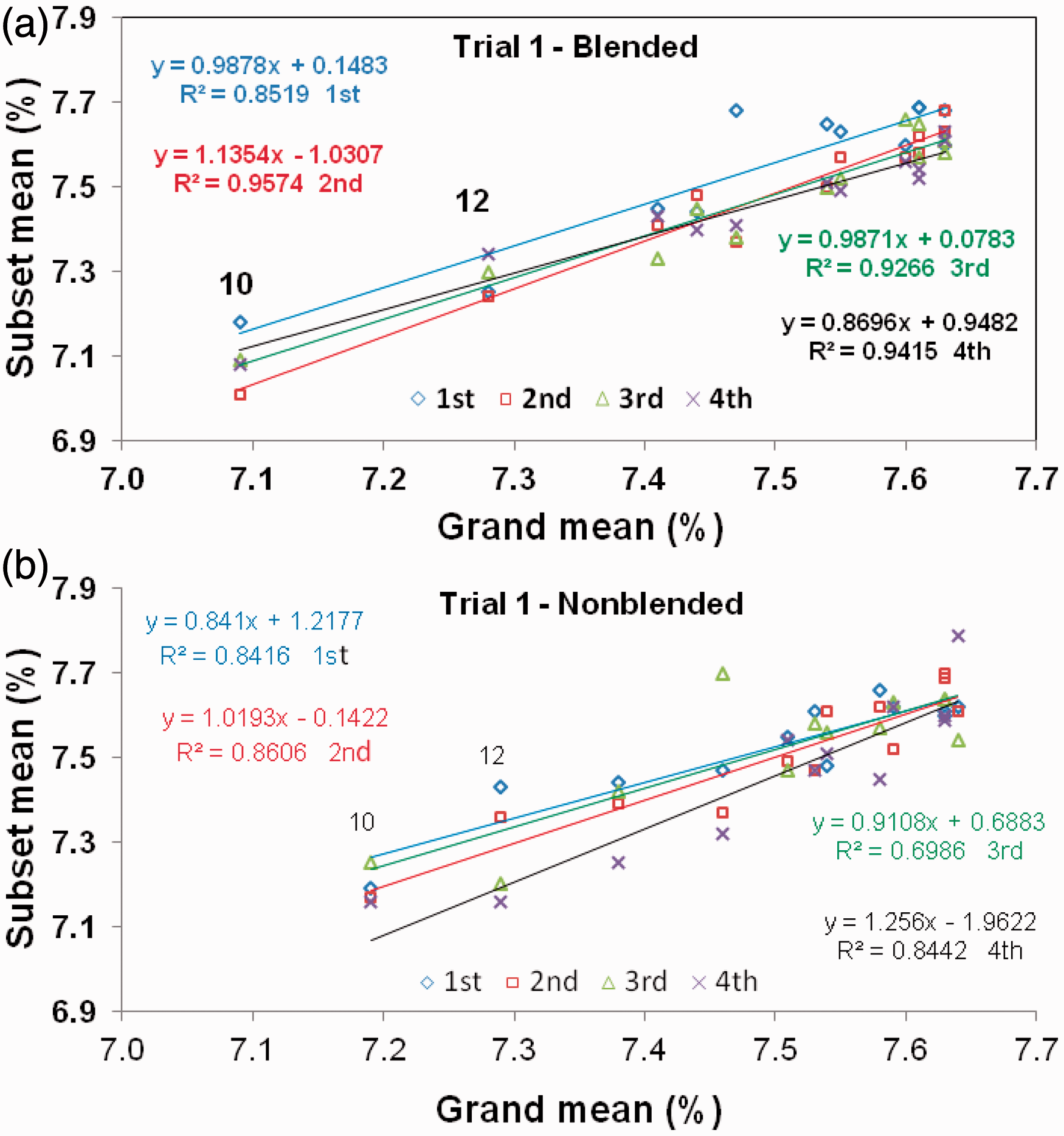

Trial #1
Comparing the effect of blending and non-blending on subset mean water concentrations (Figure 7 and Table 5), blending resulted in more precise results (pooled standard deviation of 0.069% versus 0.087% water). The range in
Another easily discernible trend in Figure 7 is a wider range of grand mean values associated with the blending results. This is especially noticeable because the range of values is small. Clearly,
Trial #2
Conditioning in the glove box resulted in the most precise data in all four trials (Table 3, pooled standard deviation of 0.062% water). Also, a different distribution of grand mean values was produced (Figure 8) compared to room conditioning (Figure 7). The range in
Trials #3 and #4
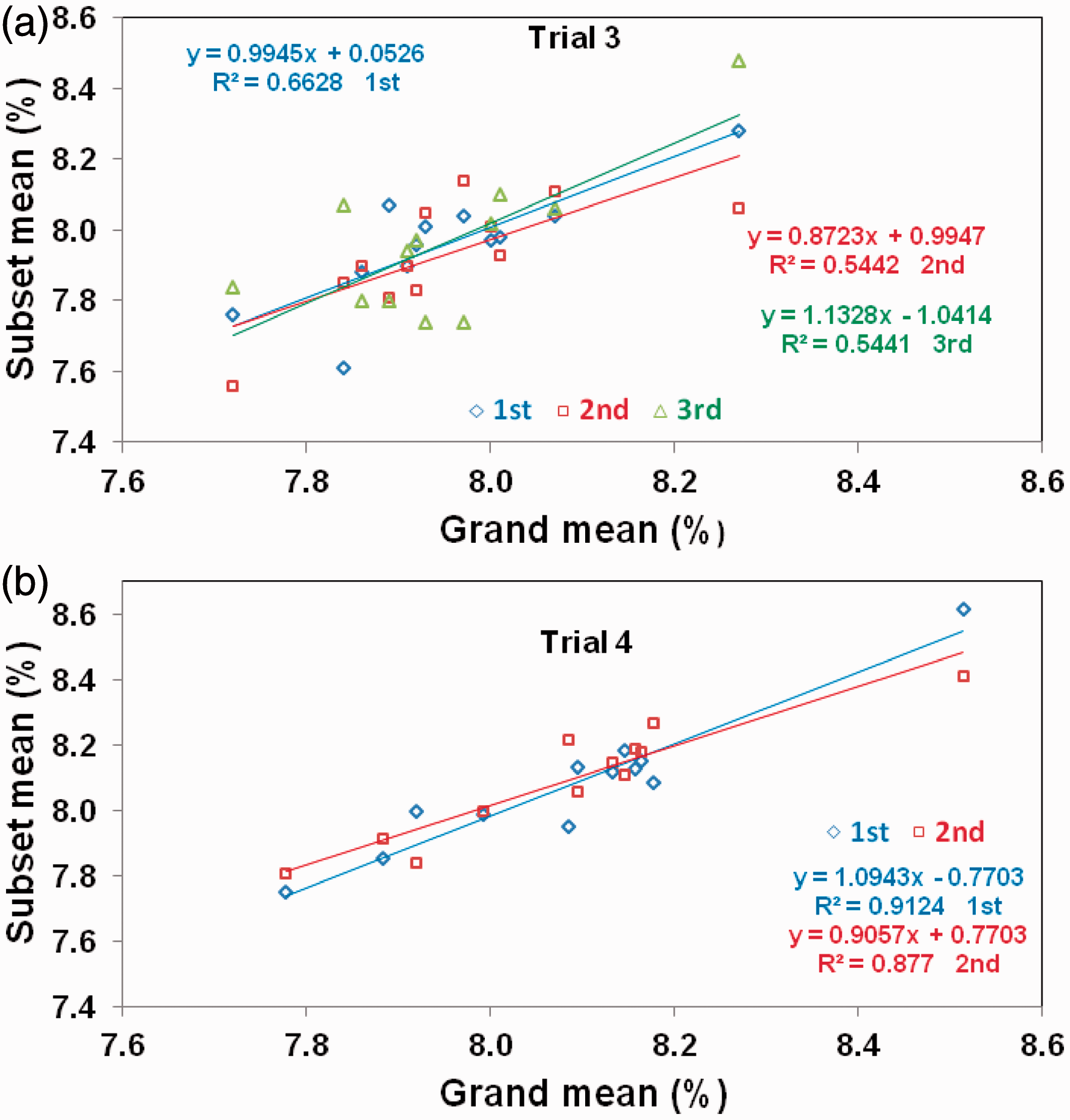
The room conditioning experiments with blended samples were repeated in trials #3 and #4 after a long delay period. In fact, trial #3 was run 10 months after the first trial and 4 months later than the second trial. The distribution of grand mean points along the x-axis (Figure 9) is different from the previous trials and the mean of all replicates for all 12 cottons is much higher (Table 3). The least precise data in all trials was produced in this trial (pooled standard deviation of 0.161% water). The range in
The last trial was run only two weeks after trial #3. Note that the distribution of grand mean values differed in these two trials yet the higher mean results (Table 3) found in trial #3 were again evident in trial #4. Of particular interest is that the distribution of grand mean values in trial #4 resembles that in glove box conditioning, trial #2. The pooled standard deviation was 0.089% water and the range in
Conclusions
Twelve cottons were equilibrated to moisture equilibrium at standard textile testing conditions and analyzed for water content by standard KFT (ASTM D7785). In this method, water in cotton is released by heating in a sealed vial and the vapor transported by dry nitrogen carrier gas into a titration cell. The mean water content in the sample set was about 7.5% and the range of values 0.5%. Sound calibration cotton data will be needed to provide for accurate online methods to detect the small variability in this essential property of cotton.
Split-replicates data from within samples were used to predict two measures of split-sample correlation: split-half and split-three. High split-sample correlation is a prerequisite to good correlations when the mean water content of each sample is used as the dependent variable in calibrating fast sensors.
The influence of the number of sample replicates analyzed, blending, and method of conditioning – standard textile and glove box in the conditioning room with aqueous salt solution to control relative humidity – were investigated. Blending prior to analysis and increasing the number of sample replicates resulted in higher split-sample correlations. Conditioning in the glove box resulted in the most precise water data, and a greater change in the split-sample correlation per unit change in the water pooled standard deviation.
High split-sample correlations were found when all factors that influence the results were considered. This study provides valuable insight into the principles of measuring water in cotton when the range of expected values is small. Due to the small range of moisture contents in US cottons, prediction models in the past have, for example, increased the range of values by changing humidity/temperature. An alternative approach is to use box conditioning rather than room conditioning alone and increase the number of replicates.
Footnotes
Disclaimer
Mention of a trade name, proprietary product, or specific equipment does not constitute a guarantee or warranty by the USDA and does not imply approval of a product to the exclusion of others that may be suitable.
Funding
This work was supported by Cotton Incorporated Cooperative Agreement number 11-871.
Acknowledgment
Laboratory assistance by Thomas North is greatly appreciated.