
Abstract
In the melt-spinning process, evenness of melt-spun yarns will affect the appearance, hairiness, strength, and the production of yarns. Great variations in yarns may cause defects. Yarns with small variation can have a more stable quality. In this study, we applied the fuzzy neural network (FNN) control theory to the melt-spinning machine. By adjusting the speed of the take-up rollers, the average yarn diameter reached the target value, allowing a reduction in variations. Diameter error and diameter error variation were also used as input, and the increments in take-up roller speed were used as output. The FNN was used to adjust the mean and standard deviation of the membership function in the second layer and the connection weighted value of the third and fourth layers in order to achieve convergence and the learning effect. The experimental results showed that the FNN controller maintained the average diameter of yarns and reduced the variation of the yarn diameter. Therefore, the proposed method could be successfully applied to on-line control of yarn evenness.
In the production of melt-spun synthetic fibers,1–5 evenness of the melt-spun yarns may affect the appearance, hairiness, strength, and productivity of yarns, as well as profits, causing rejections due to nonconformity. Large variation in yarns may cause defects such as slub yarns, crackers, long slubs, and long-thin slubs. Evenly made yarns often have smaller variations, leading to better strength and appearance. Variations in the diameter of yarns may be increased due to changes in operating conditions, machine vibration, friction, and instability of cooling air speed. As a result, the primary fiber quality was not stable. The existing equipment and techniques often use an off-line quality control method to measure the evenness of yarns and to monitor and control the quality of primary yarns. This method is time consuming and cannot meet modern production needs. In addition, improper quality control may cause defective yarns, which also lead to a loss in profits. From the perspective of product specification, variations in evenness of yarns can be determined by measuring the unit length or the diameter of the yarn. Next, the desired diameter of yarns can be achieved through experimental correction. In this study, a double-axis ray sensor was used to measure the diameter of yarns. The diameter of yarns can be adjusted using on-line correction to change the take-up roller speed. This would allow the average diameter of yarns to reach the target value, minimizing uneven primary fibers, and achieving on-line quality control.
Many process parameters of melt-spun yarns were the factors affecting the final quality of the primary fibers. Jinan et al. 6 evaluated parameters such as changed roller speed, controllable cooling rate, crystalline rate, and crystallization, as well as adjusting the rolling speed, spinning nozzle temperature, and polypropylene (PP) of different molecular mass, which would all affect the quality. The results demonstrated the impact on the crystalline rate. Dutta and Nadkarni 7 suggested the impact of parameters such as extrusion temperature, melt viscosity, feeding speed, and rolling speed on the final quality of primary fibers. Chen et al. 8 measured the diameter, temperature, double refraction, and pull-out force of yarns to evaluate the formation of fiber structure. Zieminski and Spruiell 9 used computation simulation and conducted the experiment to demonstrate relationship between flow variation and fiber structure. The model proposed by Bhuvanesh and Gupta 10 simulated the impact of processing parameters of melt-spun yarns on physical performance, temperature, and stress.
Other studies also reported the evenness measures of melt-spun yarns on the machines. Davis et al. 11 suggested 1 m for the melt-spun yarn machine to measure the change of yarn quality. It can continuously measure the evenness of the yarns during spinning, and also the changes of yarn quality in the melt spinning.
The evenness and variation controls were also discussed in some literature. Cai et al. 12 suggested the weighted adaptive generalized predictive control method to control silver, and also to reduce the standard deviation and the resistance disturbance. Miura et al. 13 used the polymerization process in polyvinyl chloride (PVC) reaction tanks and an adaptive proportional-integral-differential controller to minimize temperature variation. Senjyu et al. 14 introduced the generalized predictive method with output power fluctuations of wind farms in order to reduce average output and the standard deviation of wind farms.
According to the roller speed and yarn diameter measured from the melt-spinning machine, the system is a nonlinear system model. 15 Thus, the controller is designed based on the model, and the fuzzy neural network (FNN) can be used to solve this problem, in order to achieve output tracking and minimum output variation. In the literature regarding FNN control, Li and Xi 16 proposed an adaptive dynamic control scheme based on a FNN. This scheme used a feed-forward controller and feedback controller. The former includes neural network identification and control, and the latter is a FNN algorithm. Wai 17 proposed a hybrid fuzzy neural network control (HFNNC) system to control a nonlinear mechanism system, and incorporated the Lyapunov stability theory and gradient theory for inference. He suggested the FNN had high learning ability. Lin et al. 18 suggested one design solution for a FNN control system with a monitoring function, which used the tracking period as reference input. Simulation and experimental results showed that the proposed control system was robust with regard to plant parameter variations and external load disturbance. Wai and Chang 19 applied a robust FNN control system to control a dual-axis inverted-pendulum mechanism that was driven by permanent magnet (PM) synchronous motors. From the experimental results, the effectiveness of the proposed control strategy was verified by numerical simulation. Lin et al. 20 used a FNN position controller to control the ultrasound servo motor driver, and reduced the parameter uncertainty and external disturbance. Chen and Teng 21 presented a design method for a model reference control structure using a FNN. The on-line control ability, robustness learning ability, and interpolation ability of the proposed model reference control structure were confirmed by simulation results. Lin et al. 22 proposed an adaptive fuzzy neural network controller (AFNNC) to control a rotary traveling wave-type ultrasonic motor (USM) drive system. The effectiveness of the adaptive FNN controlled USM drive system was demonstrated by experimental results. Lin et al. 23 introduced a PM synchronous servo motor drive with an integral-proportional (IP) position controller and a proposed on-line trained FNN controller. The resulting closed-loop tracking transfer function was used as the reference model. An adaptive signal generated from the proposed FNN controller, whose membership functions and connective weights were trained on-line according to the model-following error of the states, was added to the control system to preserve favorable model-following characteristics under various operating conditions.
In previous literature, the effects on the quality characteristic of melt-spun yarns from process parameters were discussed; in addition, the quality monitor of melt-spun yarns mainly used the generalized predictive control to design the controller. However, the generalized predictive control has drawbacks: (1) the prediction accuracy is not high; (2) feedback correction is monotonous; (3) steady-state optimization is weak; (4) stability and robustness are difficult to be obtained for any general system. Because the melt-spinning process is a nonlinear system, it is very difficult to design the controller by using traditional proportional-integral-derivative control. Fuzzy theory is reasoning in describing the practical problems and allowing inaccuracy and uncertainty of data sets. Moreover, the neural network has learning and generalizing ability. The fuzzy theory combined with the neural network was applied to design the controller in this study; therefore, the controller has the ability to process uncertain and imprecise data and adjust the model parameters.
Experimental details
This study used a melt-spinning setup (Shinko Machinery Co., Osaka, Japan) to manufacture the as-spun PP yarn. PP material with a melt flow index of 25 g/10 min, a density of 0.9 g/cm3, and an average molecular weight of 228,000 g/mol was used for the experiments. The outflow rate of the metering pump was 0.6 mL/rev. The spinneret was a metal plate containing 20 holes, each with a capillary diameter of 0.5 mm and an aspect ratio of 4. The experimental flowchart is shown in Figure 1.
Melt-spun yarn making process.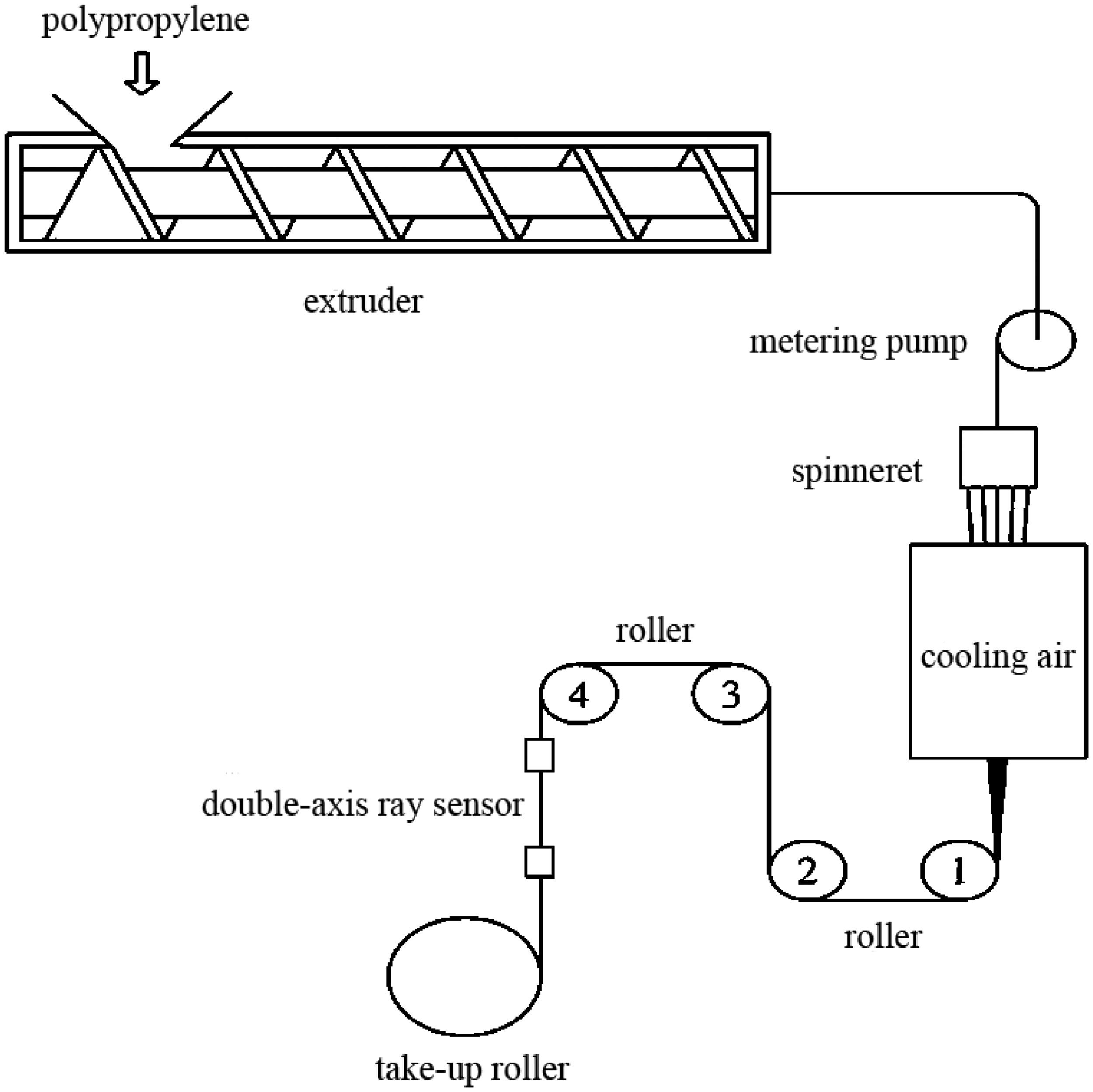
The process parameters were the external barrel temperatures (195℃, 215℃, and 230℃), the metering pump temperature (230℃), the die temperature (230℃), the spinning temperature (210℃), the single-screw speed (15 rpm), the metering pump speed (40 rpm), and the take-up velocity (1500 rpm). A double-axis ray sensor is installed between the fourth roller and the take-up roller to control take-up roller speed and adjust the diameter of yarns.
Research methods
Although there were many advantages of the fuzzy system, the correctness of the fuzzy set and its membership function needed to be built. The better combination may be found while performing the system even if the fuzzy set and the membership function were initially set by experts. While the system could be self-learning, the optimal solution may be found and the initial fuzzy system may be improved. The current concepts of the neural network were combined, and the FNN system was developed.
The FNN24,25 uses the back-propagation principle to form parameter learning. The expected identification and control performance was achieved by adjusting the membership function and weighted value. The main purpose was to finish signal transmission through the fuzzy mechanism, allowing the control rule to be easily controlled. The FNN combines the processing ability of uncertain information with the on-line real-time trained neural network, and thus had a better effect on solving nonlinearity and uncertainty. The obvious function of combining the fuzzy theory with the neural network was to learn the membership functions within the fuzzy set.
Different fuzzy rules adopted by the consequent part may vary. Therefore, the conclusions were obtained from the fuzzy inference; Mamdani fuzzy rules were represented by fuzzy sets; Sugeno fuzzy rules were represented by a clear value.
Advantages of the Sugeno fuzzy rules indicated that the parameters can be readily identified from the numerical data. The disadvantage of Sugeno fuzzy rules was compared to that of semantic fuzzy rules; therefore, Sugeno fuzzy rules do not have the meaning of fuzzy logic. So, it was more difficult to (1) provide semantic information by human experts and (2) obtain numerical data from the experiment and establish linear fuzzy rules. Therefore, Mamdani fuzzy rules have been adopted in this study.
Thus, this study applied FNN control theory to the melt-spinning machine. The yarn diameter was adjusted by changing the take-up roller speed to allow the average yarn diameter to reach the target value and reduce variation in yarn diameter.
FNN architecture
The general FNN
26
is shown in Figure 2. The FNN consists of the input layer, membership function layer, rule layer, and output layer.
Fuzzy neural network architecture.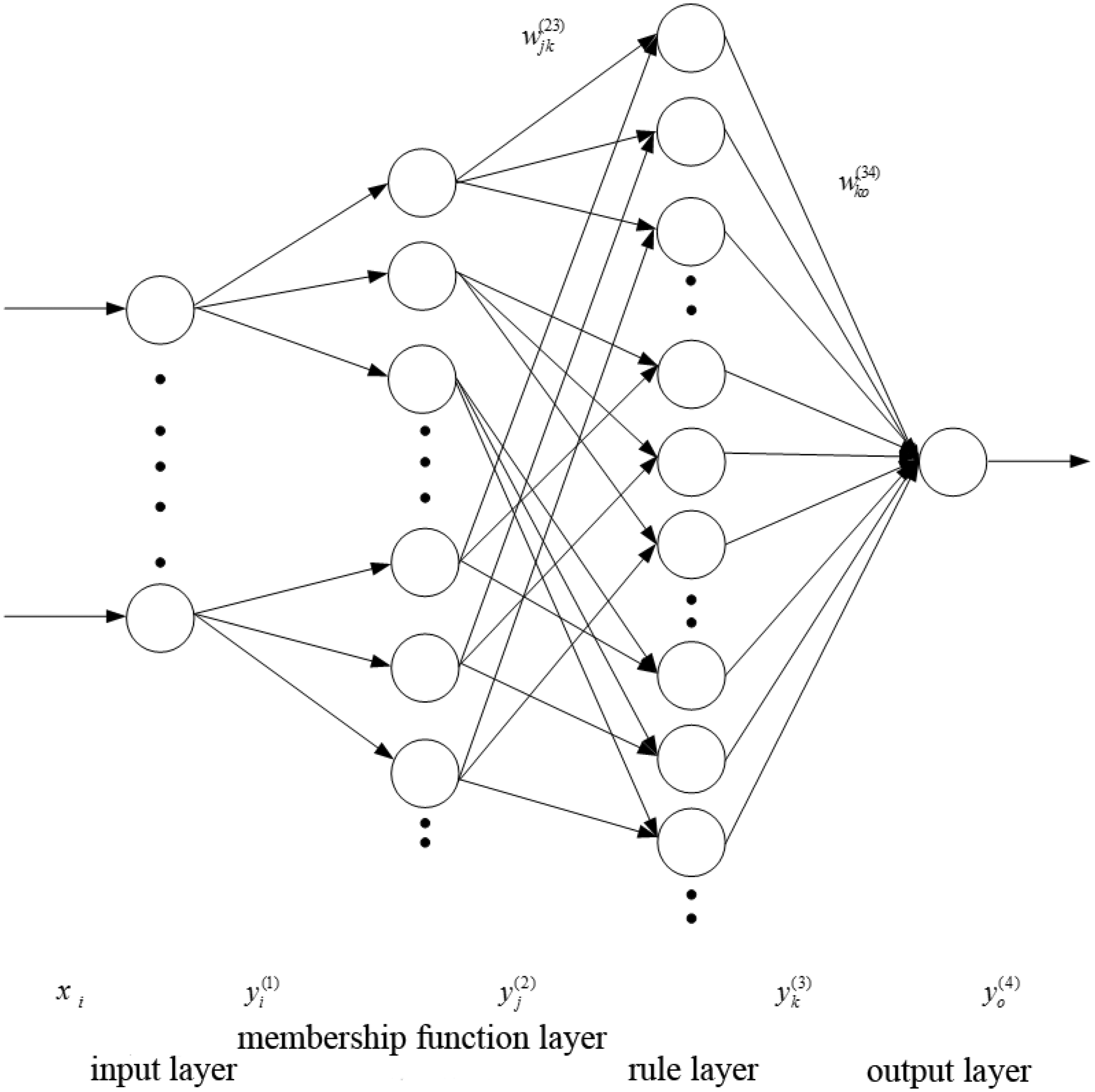
Calculation of neurons in each layer
First layer Second layer Third layer Fourth layer
Input layer: the ith input and output in this layer were expressed as follows:
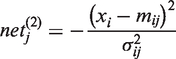
Membership function layer: in this layer, the first neuron represents a characteristic of a membership function. The type of membership function is Gauss function. Input and output of the jth neuron were expressed as follows:
Rule layer: each neuron in this layer was represented by ∏, which means the product of the neurons of output signals of the membership function layer in each group, as shown in Figure 2. The input and output of the kth neuron were expressed as follows:





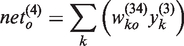
Output layer: input and output of the oth neuron in this layer are expressed as follows:

Learning and calculation method of the fuzzy membership function
The fuzzy membership function network27,28 used the back-propagation algorithm, which was the same as that of the neural network. The learning process is to adjust the mean and standard deviation of the membership function of the input and output variables, and used energy function as the basis to judge network error. The parameters of the network can be corrected through the steepest descend method to adjust the weighted value of the network connection. To describe the on-line learning method of the FNN, the energy function E must be defined, as shown in Equation (9):
The learning method based on the back-propagation algorithm was described as follows.
Output layer: the error from the back propagation was

The iterated value in each update of the weighted value was

Thus, the weighted value in the output layer was adjusted according to the following equation:

Rule layer: the error from the back propagation was

Membership function layer: the error from the back propagation was
The iterative method for

The iterative method for

The mean and width of the membership function layer are expressed according to the following equation:


Results and discussion
This study was intended to control yarn evenness, the quality of primary fiber, and to reduce variation. Although there are many advantages of the fuzzy system, the correctness of the fuzzy set and its membership function needed to be built. The better combination was found during system performance, even when the fuzzy set and its membership function are initially set by experts. The optimal solutions were found and the fuzzy system was improved when the system could be self-learning. Therefore, the current concept of the neural network could be joined together, and then the fuzzy neural system was developed.
The melt-spinning system had nonlinearity. FNN control was used in the design according to the nonlinear mode. Learning and correction of controller parameters were made to solve problems of the nonlinear mode. This minimized the variation of the nonlinear melt-spinning system and improved the quality stability of melt-spun yarns. This study used the FNN controller to adjust the speed of the take-up roller of the servo motor, and corrected the average diameter of the yarns to the reference target value.
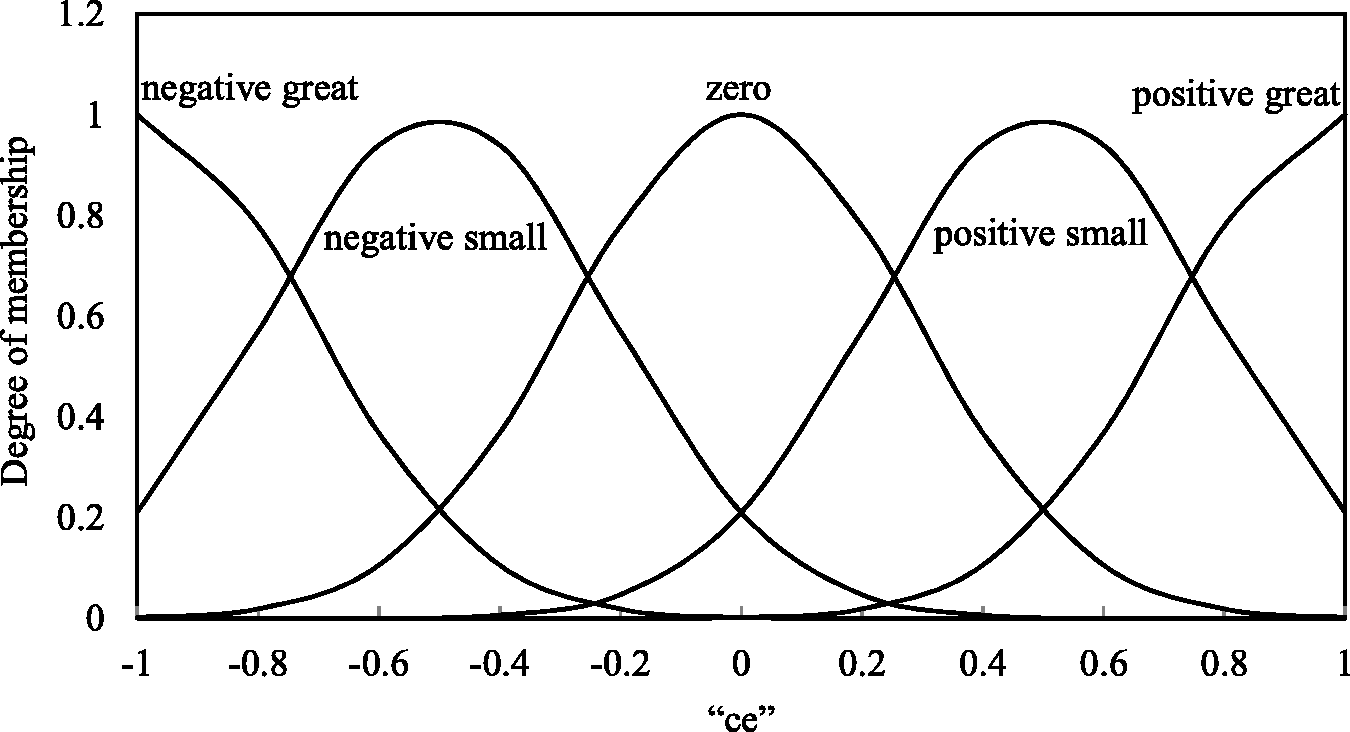
Firstly, the FNN controller was designed. The FNN was divided into four layers. The input variables were diameter error ‘e’ and diameter error variation ‘ce’. Thus, the first layer of this model had two neurons. Each input variable had five linguistic variables with different degrees. The variables were negative-great, negative-small, zero, positive-small, and positive-great. Thus, the second layer has 10 neurons. The third layer was the rule layer, and had 25 (5 × 5) neurons. The fourth layer was the output layer, and had one neuron. FNN learning was aimed to adjust the mean and standard deviation of the membership function in the second layer, and also the weighted value of connection between the third and fourth layers.
In this study, the controller design procedure was as follows.
Data collection
In this study, FNN diameter error ‘e’ and diameter error variation ‘ce’ were used as input variables. The voltage increment was used as output data; diameter error ‘e’ and diameter error variation ‘ce’ are presented in Equations (19) and (20):


Based on the correlation between the diameter and the voltage, the input and output data are shown in Figure 3. In terms of the curve, the voltage needed to be adjusted for different diameters in different intervals. Thus, ‘e’ and ‘ce’ were selected to determine the adjustment value and speed of the voltage. Hence, the interval that the data fell in was determined according to the relation of the combination of ‘e’ and ‘ce’. For example, when the diameters were 0.7 to 0.65, the voltage ranges from 0.4 to 0.55, and the change in voltage was 0.15. When the diameters were 0.56 to 0.51, the voltage ranges from 0.72 to 0.98, and the change in voltage was 0.26. The selected data ‘e’ and ‘ce’ needed training.
Relation between diameter and voltage.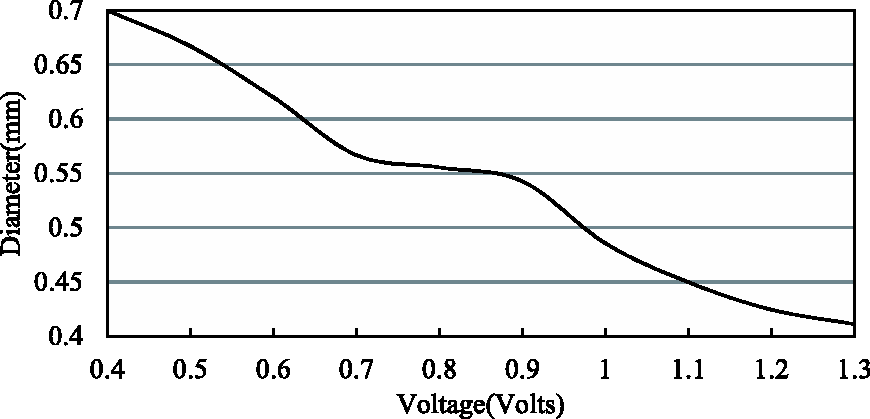
Setting of voltage change sampling interval

The 45 data were sampled twice, and thus there were 90 data. Next, the negative increment of the 90 data and another 90 data for reduction of voltage of the motor rotating speed were sampled. There were 180 data in total, which were used as training data. As shown in Figure 4, the relation between voltage and rotating speed was known, and the rotating speed was determined.
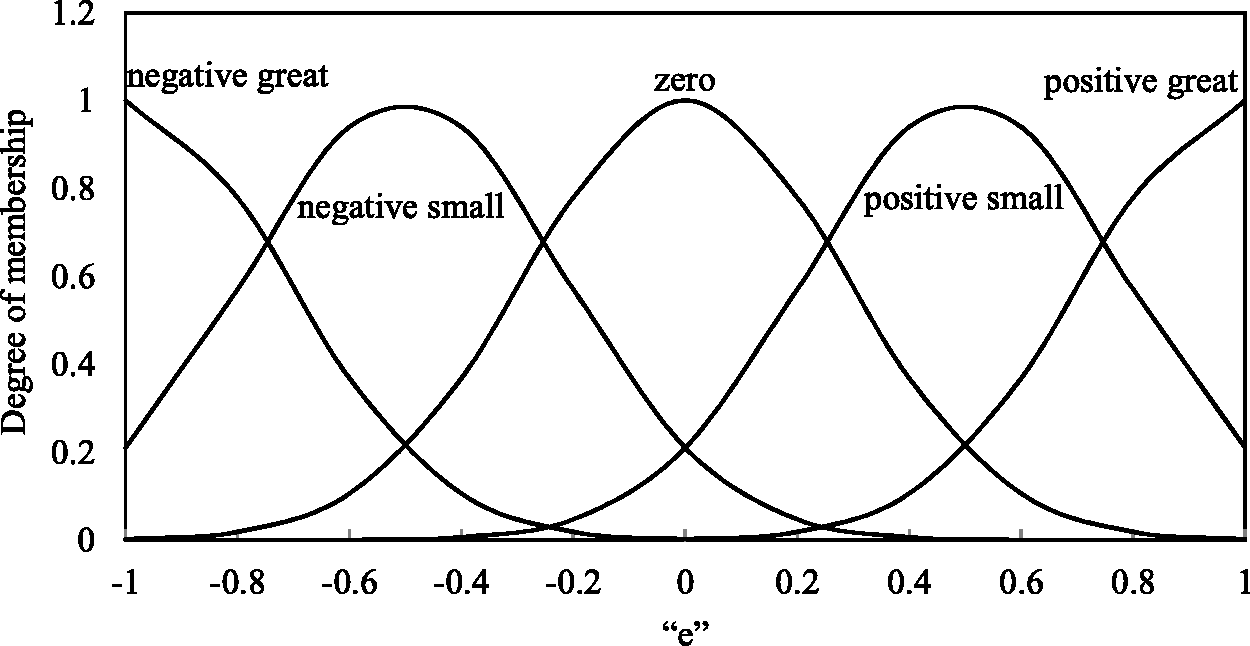
Normalization of input and output variables Relation between voltage and rotating speed. Establishment of membership function Setting of learning rate and learning frequency Correction of membership functions Membership function of ‘e’. Membership function of ‘ce’. After training, membership function of ‘e’. After training, membership function of ‘ce’.


In order to give the model learning correction ability, the membership function has a differential characteristic. In this study, the Gaussian membership function was used to classify ‘e’ and ‘ce’ into five types. Gaussian membership functions had a relatively smooth surface, and better nonlinear characteristics. Thus, there were five fuzzy sets after fuzzy separation. The mean m was −1, −0.5, 0, 0.5, 1 and the standard deviation σ was 0.4, 0.4, 0.4, 0.4, 0.4, as shown in Figures 5 and 6. The connection weighted value ‘w’ of the second layer to the third layer and the third layer to fourth layer was set to 1.
The learning rate η was 0.1, and the learning frequency was 1000 times.
In terms of the above input variables and setting parameters, the FNN was used for calculation and learning to adjust the mean and standard deviation of the membership function in the second layer and also to adjust the connection weighted value in the third to fourth layer to achieve convergence. The correction process is shown in Equations (10)–(18). The trained membership functions are shown in Figures 7 and 8.


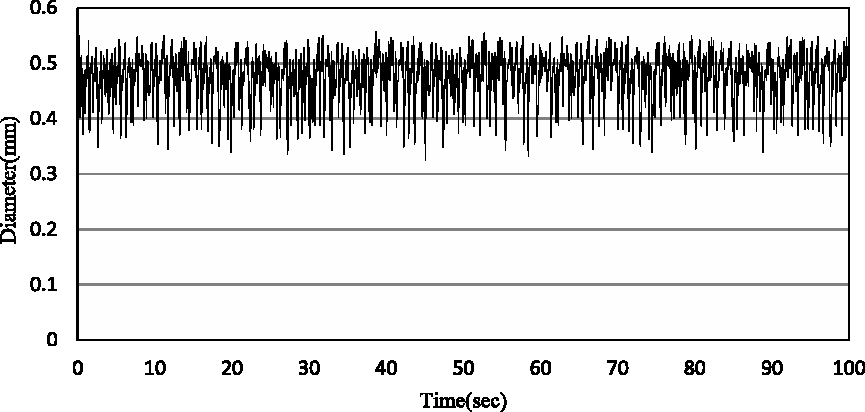
In the test of yarn diameter, the target value of the yarn diameter was set to 0.55 and 0.45 mm. The diameter response had disturbance, and the average diameter of yarns and CV were used to evaluate the yarns and the evenness. Operators corrected the diameter to the target value by setting the take-up roller speed. Normally, the trial-and-error method is used to adjust the roller speed and to make the yarn diameter approach 0.55 and 0.45 mm. The recording time was 100 s and 2000 experimental data were collected when the take-up roller was set to 600 and 900 rpm without the controller, as shown in Figures 9 and 10. The average diameter of yarns was 0.5236 and 0.4724 mm, and CV% were 11.512 and 9.33. Table 2 shows the collated data, and the deviation in diameter variation that cannot be accepted for process quality control. In order to improve variation of the yarn diameter, the melt-spinning system introduced the FNN controller to reduce response variation.
Uncontrolled diameter response (0.55 mm). Uncontrolled diameter response (0.45 mm). Uncontrolled and controlled experimental data (diameter, mm)
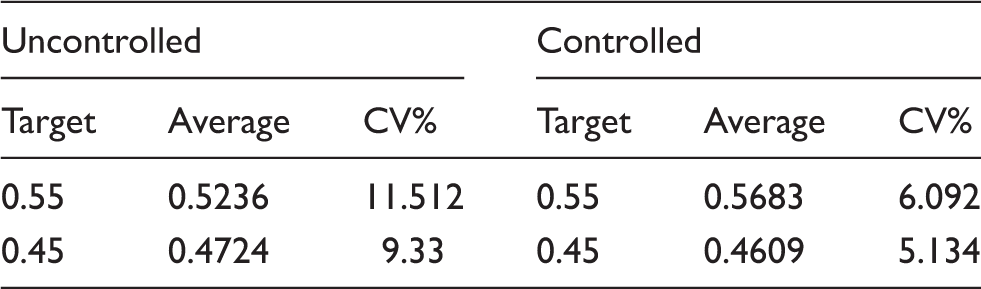
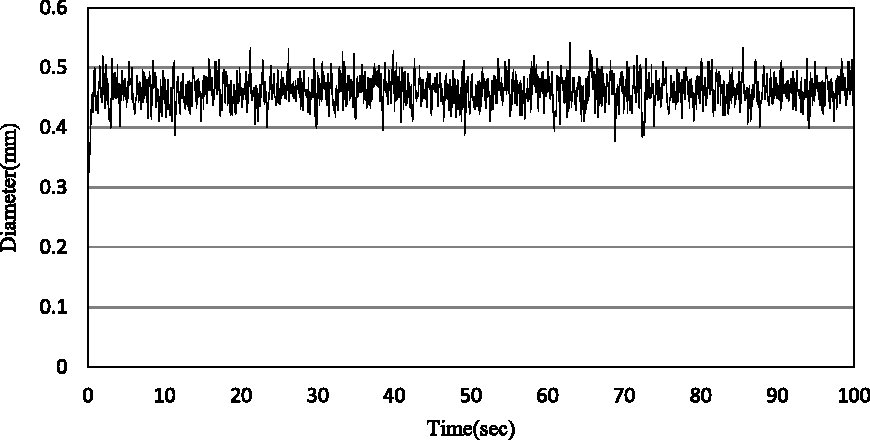
Due to disturbance of the external factors, the melt-spinning machine may cause variation in yarn diameter. This study used the FNN controller to improve the variation. With the controller, the output response of the yarn diameter was as shown in Figures 11 and 12. The average diameters of the yarns were 0.5683 and 0.4609 mm, and CV% were 6.092 and 5.134. The collated data are shown in Table 2. From Figures 11 and 12, it can be clearly observed that there was consistency in variation of diameter. In Table 2, the 600 and 900 rpm of CV% show considerable improvements of 47.08% and 44.97%, respectively. The external interference, motor vibration of the take-up roller, will affect the CV% values of the yarn samples obtained from the double-axis ray sensor because the take-up roller and double-axis ray sensor are set in the same equipment.
Controlled diameter response (0.55 mm). Controlled diameter response (0.45 mm).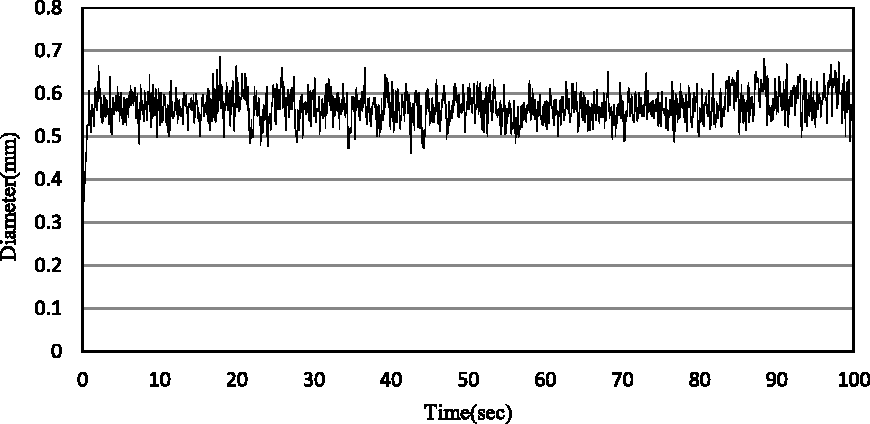
The take-up roller speed was between 600 and 900 rpm, as shown in Figures 13 and 14. Table 2 shows the comparison results with and without the FNN controller.
Take-up roller speed (when the diameter is 0.55 mm). Take-up roller speed (when the diameter is 0.45 mm).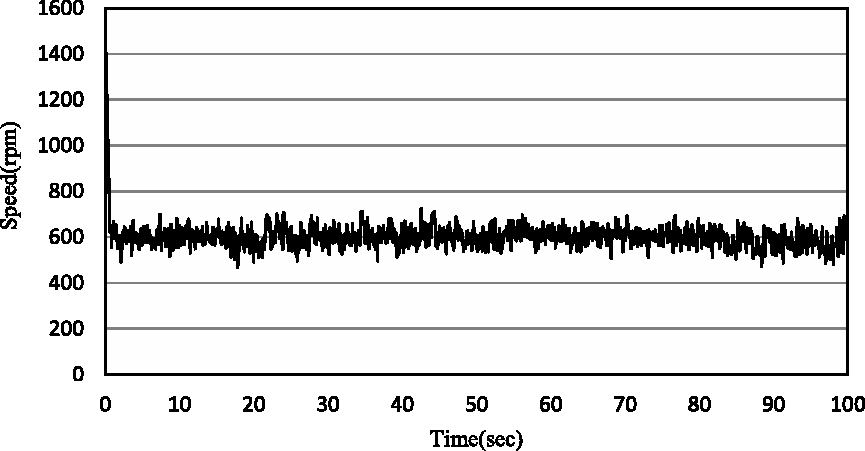
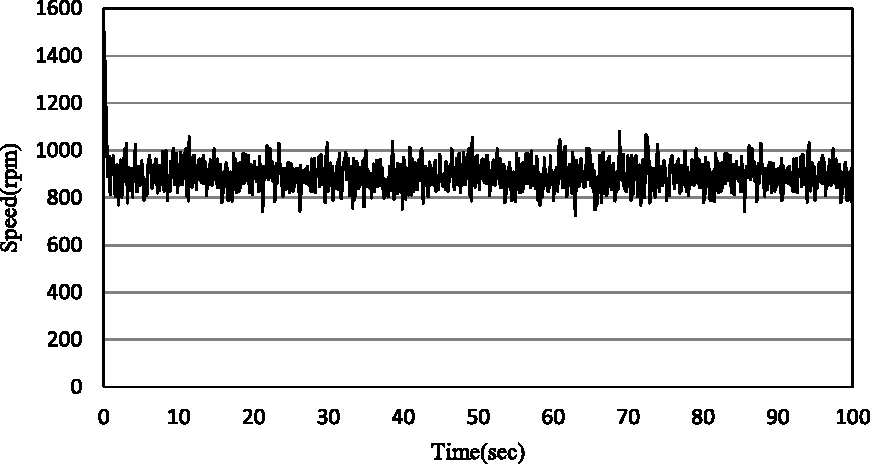
From Figures 13 and 14, it is indicated that the take-up roller speed was very stable at 600 and 900 rpm for controlling the evenness of yarns. The controller can effectively reduce variation of yarn diameter and increase evenness of yarns even if there was external interference. The proposed FNN controller was successfully applied to the evenness control system of melt-spun yarns.
Conclusions
This study discussed the quality monitoring system of melt-spun yarns. In production of primary fibers, due to variation in the machine processing parameters and output instability of the cooling device and machine vibration, the yarn flow may be affected by external disturbance resulting in unevenness of final yarns. From this, the unevenness of yarns was corrected by changing the take-up roller speed. This involved minimum variation control. This study used the control theory to minimize variation and ensured that the primary yarns had better quality and evenness. In terms of the relation between input and output of the spinning system, the system was nonlinear. Thus, this study applied FNN control theory. The parameters of the controller model were trained based on the error between the actual output and the target output, and the take-up roller speed was adjusted through the controller. The experimental results showed that the FNN controller effectively reduced variation in yarn diameter, and allowed the yarn diameter to reach a target value.
Footnotes
Funding
This work was supported by the National Science Council of the Republic of China (grant no. 100-2221-E-011-046-MY3).