
Abstract
Since very little research has been published on the wet-spinning process, this article is a contribution to understanding the coagulation phenomenon. In this work, the effects of spinning parameters on the evolution of the void fraction of coarse polyamide-imide monofilaments were investigated. First of all, an experimental wet-spinning device was designed in our laboratory. Robust and reliable, this prototyping tool allows a fully automated production, ensuring the reproducibility of the different spinning tests. A four-factor Design of Experiments was built to analyze the effects and combinations between the following parameters: extrusion diameter, concentration of the coagulation bath and drawing rates applied in the coagulation bath and in the air. The results derived from a statistical analysis coupled to a scanning electron microscope study showed a highly significant influence of the concentration of solvent in the coagulation bath, concerning the evolution of the void fraction of the obtained monofilaments.
This research aims to improve the performance and the comfort requirements of textile protective clothing against heat and flame. Indeed, today personal protective equipment consist of three different layers: an outer layer against heat and flame, a moisture barrier and an inner layer coupled to a thermal barrier. The main purpose is to reduce the weight of such clothing by replacing their current structure with a complex woven Spacer Fabric, composed of an assembly of only two textile layers, having different properties, and linked by a binder yarn.
This work particularly focuses on the development of this binder yarn and consists of a feasibility study to demonstrate the possibility to spin coarse monofilaments (diameter above 200–300 µm) from a polyamide-imide solution. It is important to specify that only multifilaments composed of elementary strands about 10–15 µm are currently produced. Hence, there is currently no scientific publication dealing with this topic. A dedicated experimental wet-spinning device has been designed to carry out this project. Such a fully automated machine enables one to conduct detailed studies concerning the influence of multiple spinning parameters on the physical properties of the manufactured monofilaments, therefore providing a simulation of an industrial production of such fibers. Hence, this prototyping tool has been used to develop monofilaments addressing the initially stated issue.
Previous studies1–3 were conducted to describe the diffusion process involved in coagulation and to develop mathematical models for the wet-spinning of fibers from polymer solutions. However, due to the complexity of this issue, simplifying assumptions had to be postulated, leading to simplified models.
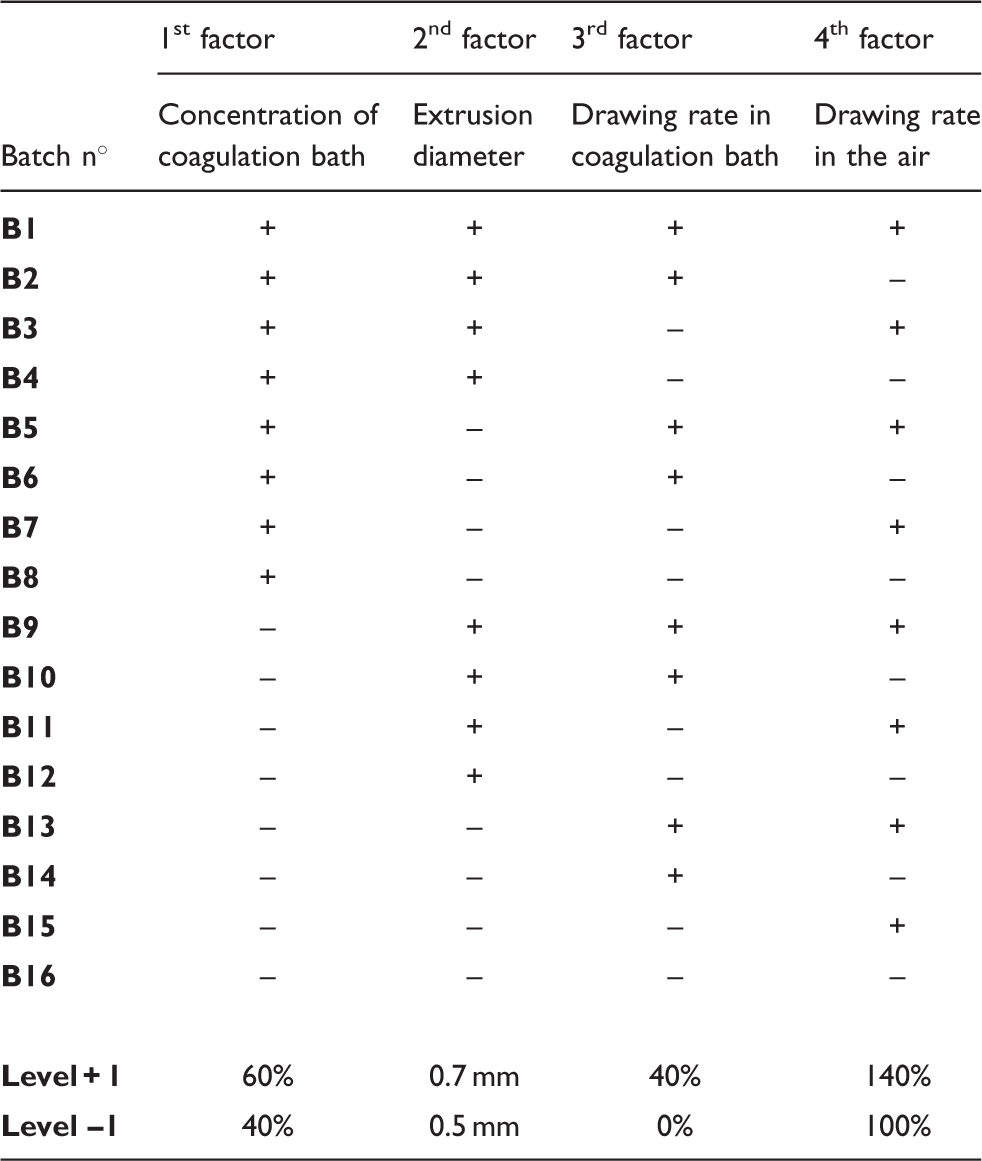
Based on these results, a four-factor Design of Experiments has been built to investigate the effects and combinations between the following parameters: extrusion diameter, concentration of the coagulation bath and drawing rates applied in the coagulation bath and in the air. 4
This article particularly attempts to describe the importance of controlling the coagulation degree by highlighting significant influences of factors, especially concerning the evolution of the void fraction (VF) of the monofilaments.
The importance of this experimental work is underlined by the small number of studies published in this field.
Materials and methods
Material
Polyamide-imide is obtained from a polycondensation reaction between a diisocyanate and an acid anhydride
5
in a 1.3-dimethyl-2-imidazolidinone (DMI) medium.
6
It is characterized by the succession of aromatic rings that are alternately connected to amide and imide functions, as illustrated in Figure 1.
General formula for polyamide-imide.
As an aromatic compound, it displays high thermal and mechanical properties, justifying its use in protective clothing manufacturing. 7 Moreover, the amide functions enable the solubilization of the polymer and thus improve its processing.
Characterization of the rheological properties of the polymer solution used was performed using a shear rheometer (AR 2000, TA Instruments) associated to a cone/plate measuring system (R = 40 mm and α = 2°) and equipped with a Peltier effect temperature control.
The rheological study in steady state (Figure 2) of the spinning dope used for this work was conducted for a shear rate between 0.05 and 300 s–1, at 20℃, and reflects a non-Newtonian shear-thinning behavior. Indeed, a constant viscosity is firstly noted, which will decrease with increasing the shear rate.
Flow curve of the spinning dope.
On the other hand, a dynamic-state study was conducted. The sample was subjected to a 10 Pa sinusoidal stress amplitude, for an angular frequency between 6 and 60 rad.s–1. The obtained results underline the importance of the viscous behavior compared to the elastic one (Figure 3) and confirm the viscoelasticity of the polymer solution. Indeed, regardless of the value of the angular frequency applied, the shear storage modulus (G’) is higher than the shear loss modulus (G’’). Moreover, this behavior is confirmed by the value of the phase lag (δ), which is higher than 45°.
Viscoelastic parameters of the spinning dope.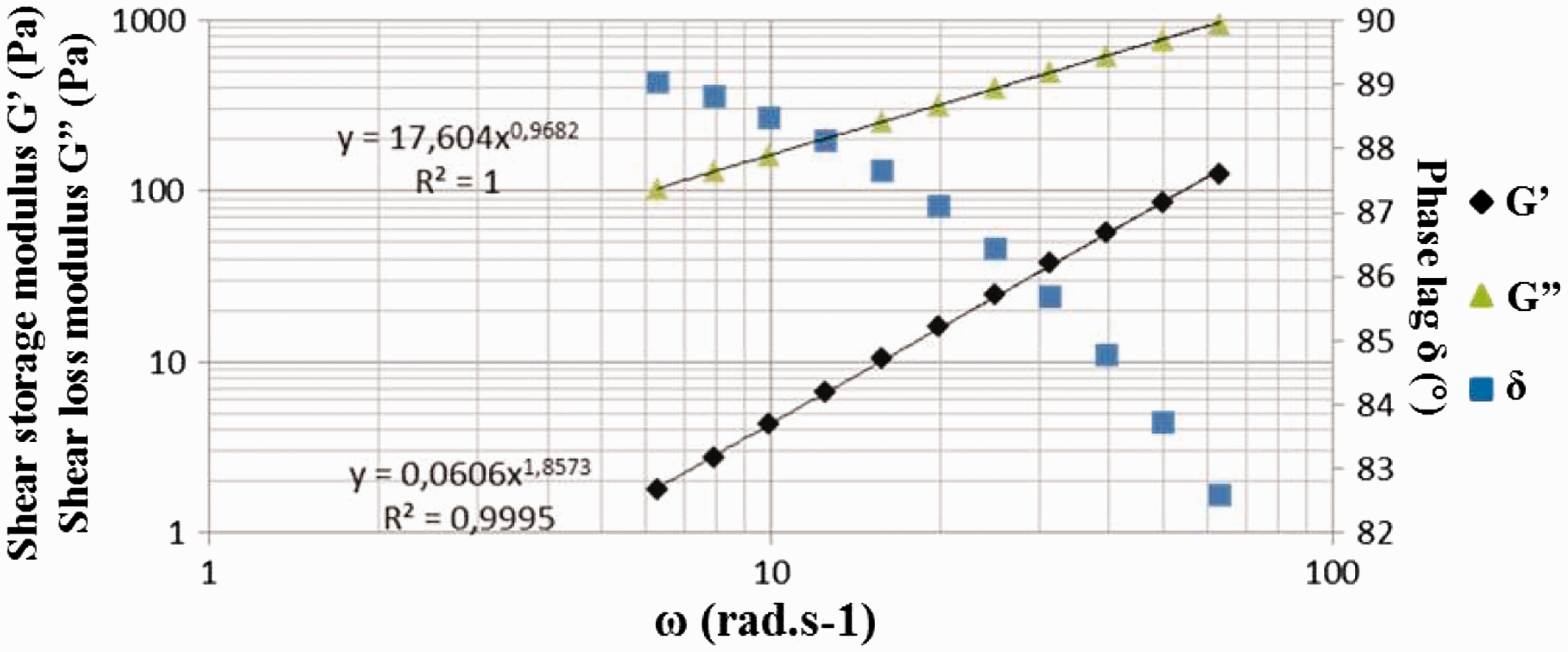
These observations will enable us to develop a better understanding of the phenomenon involved in the wet-spinning process, especially during the extrusion step. 8
Wet-spinning process
Depending on the type of the raw material, there are three main types of production processes to form synthetic fibers:
9
‐the melt-spinning process, where phase transformation is due to the solidification from a molten mass; ‐the dry-spinning process, where the evaporation of the solvent contained in the spinning dope leads to solidification; ‐the wet-spinning process, where solidification occurs after a countercurrent diffusion between the spinning dope and the coagulation bath.
Due to its non-flammable nature, polyamide-imide does not prevent a melt from being spun. Hence, and to stick to the current production process, monofilaments will be wet-spun (Figure 4).
Wet-spinning process.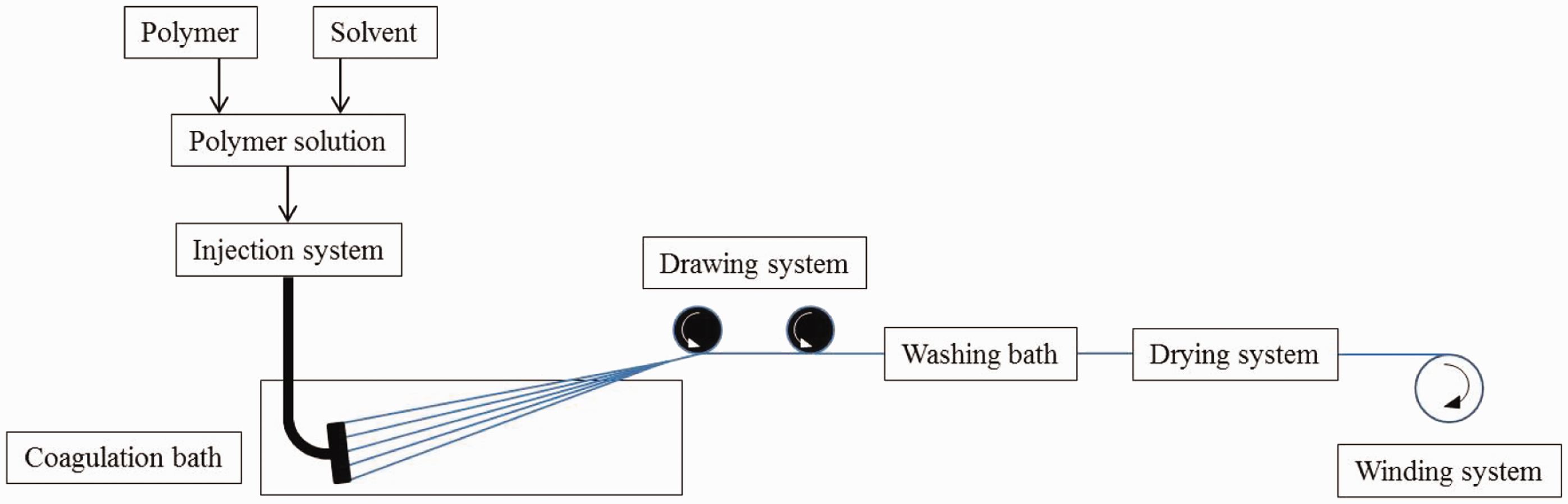
The wet-spinning process is rather complex to analyze in that it involves a ternary system with possible coupling effects.1,10 Coagulation is mainly brought about by transfers of mass and momentum. Contrary to the melt- or dry-spinning processes, temperature effects and heat transfer only play a secondary role.
The wet-spinning process is classified in the solution spinning category. Spinning polymer is firstly dissolved in the appropriate solvent and then wet-spun fibers are formed by the extrusion of the obtained solution, through the spinneret, in the adequate coagulation bath. The spinneret can be directly immersed (immersed method) or there may be a small gap between the spinneret and the surface of the coagulation bath (air-gap method). Three methods of solidification can be distinguished, which are named the liquid-crystalline, gel formation and phase separation methods. For the wet-spinning of polyamide-imide monofilaments, solidification is brought about by a diffusional interchange between the extruded polymer solution and the coagulation bath. In other words, coagulant from the coagulation bath diffuses into the nascent monofilament while solvent leaves.
The coagulation firstly occurs on the surface of the filament, creating a skin/core structure that will slow down the diffusion process as described by Fick’s second law,
11
which involves a notion of proportionality between the variation of concentration as a function of time and the second derivative of concentration relative to distance, as described in Equation (1):
2
Hence, controlling the coagulation degree is a key factor for ensuring a homogeneous final product with a low VF and optimal properties.
Wet-spinning machine
Polyamide-imide monofilaments were wet-spun on an experimental automatic wet-spinning device developed in our Laboratory. Like every automated system, it consists of two basic parts: an operative part, which enables the different steps needed for the transformation of the raw material into monofilaments, and a controlling part, which ensures the coordination of those steps. To fulfill the requirements imposed by the wet-spinning process and ensure the quality of the monofilaments, the production process is controlled with a Programmable Logic Controller (PLC).The choice of equipment has been made taking into account not only the characteristics of the polymer solution, coagulation and the washing baths, but also the expected properties of the final product (Figure 5).
Control structure of the wet-spinning machine developed.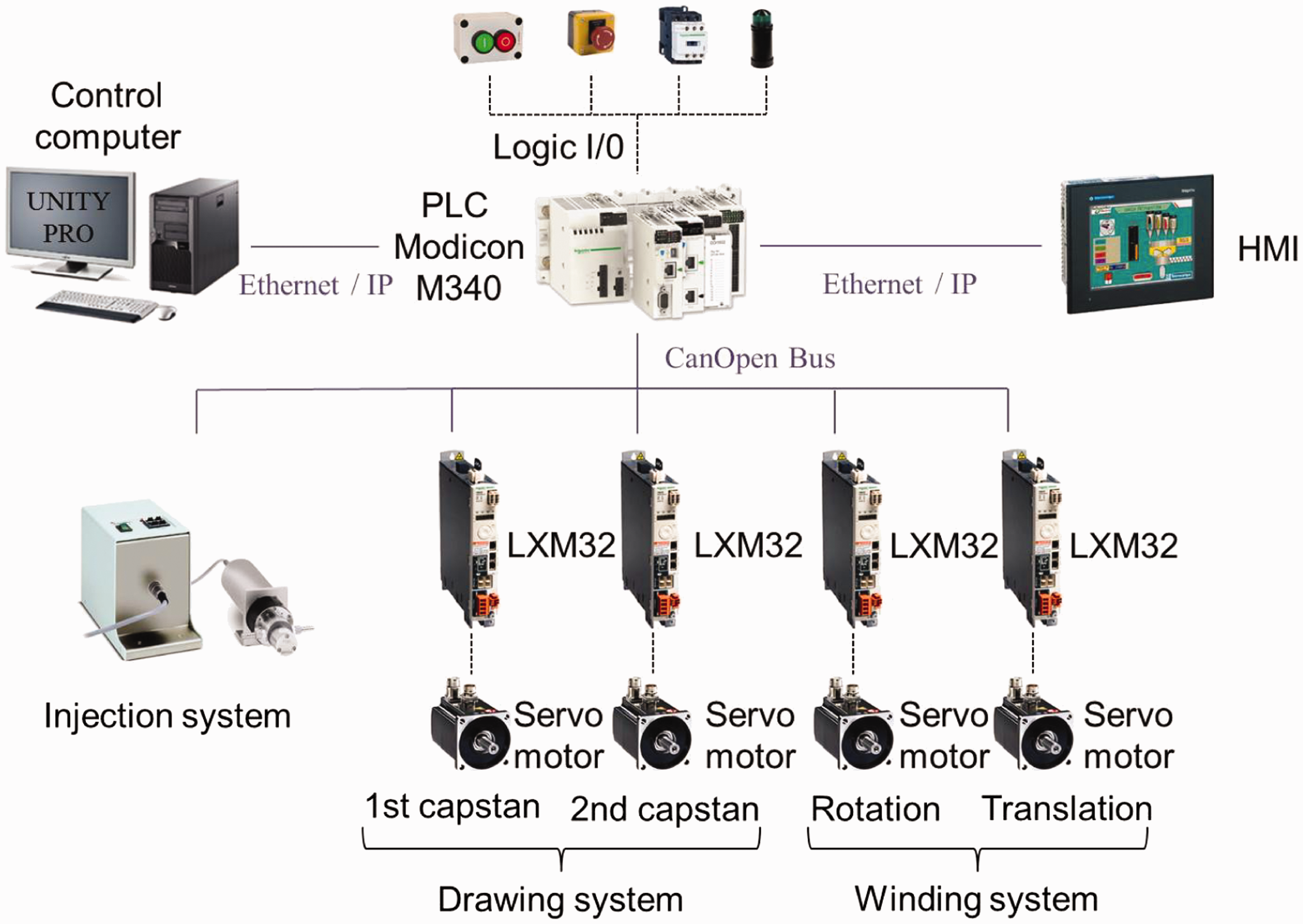
Firstly, the injection system has been selected according to the high viscosity of polymer solution experienced. Hence, to optimize the adaptability of the experimental device, a gear pump with magnetic drive is used. To ensure a high degree of chemical resistance, the coagulation bath is designed in polypropylene and built with a triangular shape to reduce the volume of solvent needed. The third step refers to the drawing system, which consists of two drafting rolls. Each axis is moved by a brushless servo motor through a planetary speed reducer, controlled with the PLC. Hence, the kinetic of coagulation can be controlled by adapting the injection flow and the drawing ratio applied in the coagulation bath, defined with regard to the rotational speed of the first cylinder of the drawing system.
After the washing step, a drying system is available to increase homogeneity and properties of the obtained filaments. It consists of two infrared lamps, allowing a heating power of 600 or 1200 W. Temperature and residence time in the drying chamber are adjustable parameters.
Finally, a winding system allows a regular distribution of the filament around the spool by a combination of rotary and linear motions. Like the drawing system, it consists of two brushless direct current (DC) electric motors completed by two planetary speed reducers. Figure 6 is a general panoramic view of the experimental device developed.
Panoramic picture of the wet-spinning machine developed.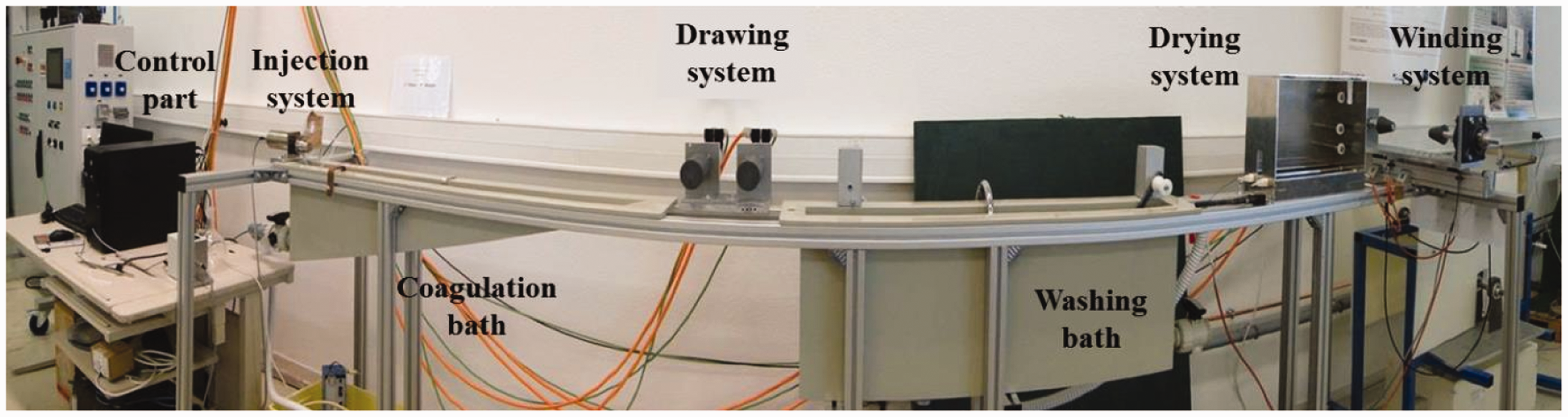
Scanning electron microscopy
In addition to studying their morphological characteristics, wet-spun monofilaments were also analyzed by a scanning electron microscope (SEM; Hitachi S-2360 N) to define their radius (
Experimental details
Design of Experiments
Recall that this research aims at determining the rate of coagulation of wet-spun monofilaments under different spinning parameters
12
by evaluating their VF. A four-factor Design of Experiments has been built to complete this task and investigate the effects of the following parameters: concentration of the coagulation bath, extrusion diameter and drawing rates applied in the bath and in the air, according to Fick’s second law of diffusion and the drawn Ishikawa diagram (Figure 7).
13
Ishikawa diagram of the spinning parameters.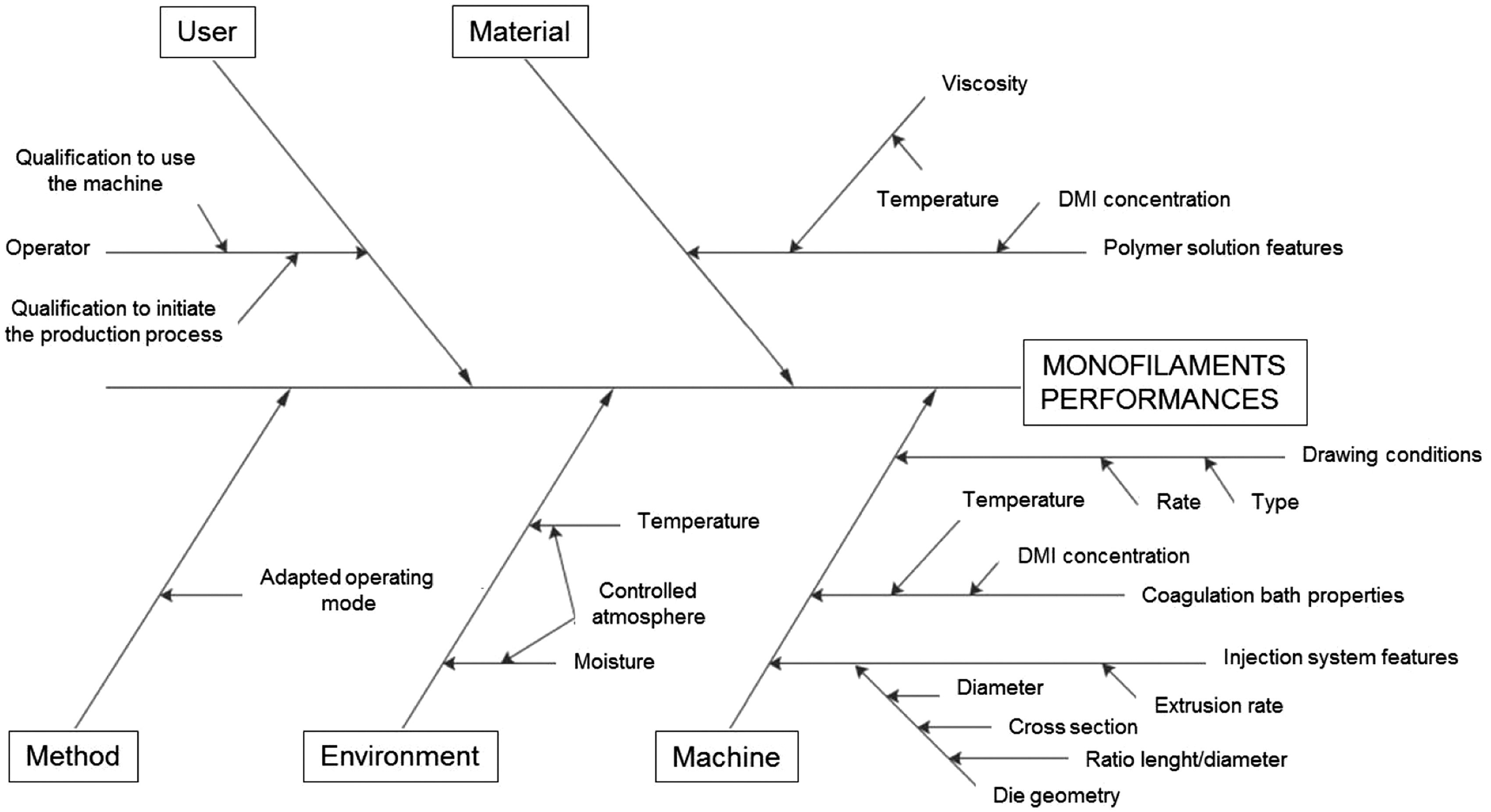
Since very little research has focused on the wet-spinning process and the control of the coagulation degree, especially in the case of coarse monofilaments, a full-factorial Design of Experiments with two levels has been selected so as not to leave out any potential interaction between the different factors. The aim is to identify an initial trend for prioritizing the influence of the selected parameters on the structure of the obtained monofilaments.
Representation of the Design of Experiments
Experimental protocol
The spinning dope used for this study is prepared from 21% dry matter dissolved in DMI and has an apparent viscosity of 16.5 Pa. The coagulation bath consists of solvent (DMI) and non-solvent (water), for which quantities are defined in Table 1, while the washing phase only uses water.
The polymer solution is injected through a spinneret directly immersed in the coagulation bath by means of a gear pump with an extrusion rate of 0.3 mL/min. When solidified, the monofilament is drawn and, before being wound, it is washed to remove the remaining solvent. It is important to specify that spinning tests were carried out by drying the obtained monofilaments at room temperature.
Results and discussion
Results
The results described in this section give information regarding the evolution of VF of the obtained monofilaments according to the selected spinning parameters.
Average values of calculated void fraction
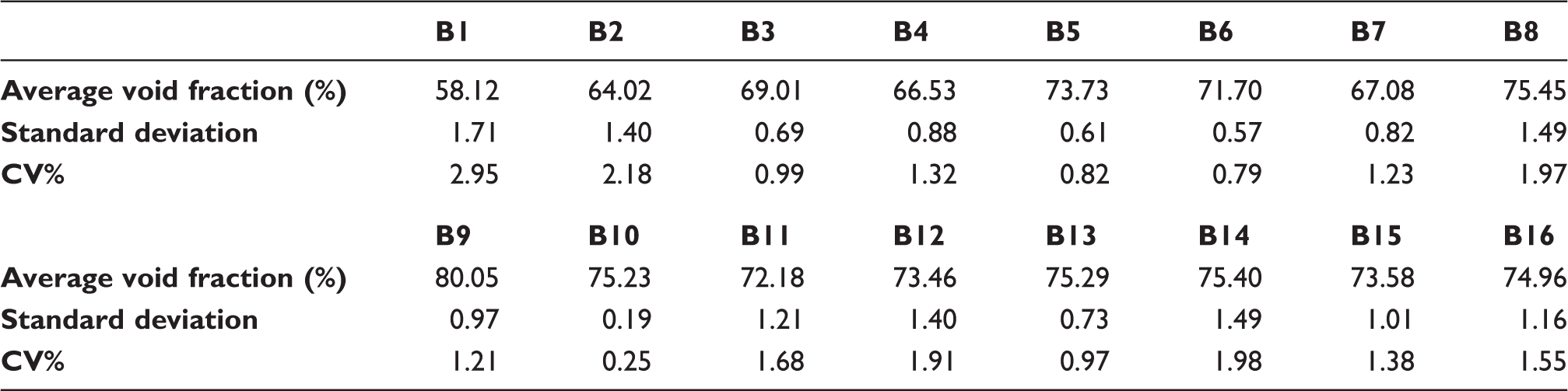
All other things equal, increasing the solvent concentration in the coagulation bath from 40% up to 60% seems to allow the decrease of the VF, except for batches 8 and 16. As a first assumption, this addition of DMI appears to favor a better penetration of the non-solvent into the monofilament. To validate this observation, the morphological properties of wet-spun monofilaments have been investigated by scanning electron microscopy. Figure 8 shows the scanning electron micrographs of the different batches for a 0.7-mm extrusion diameter.
Scanning electron micrographs of the obtained monofilaments for a 0.7-mm extrusion diameter. VF: void fraction.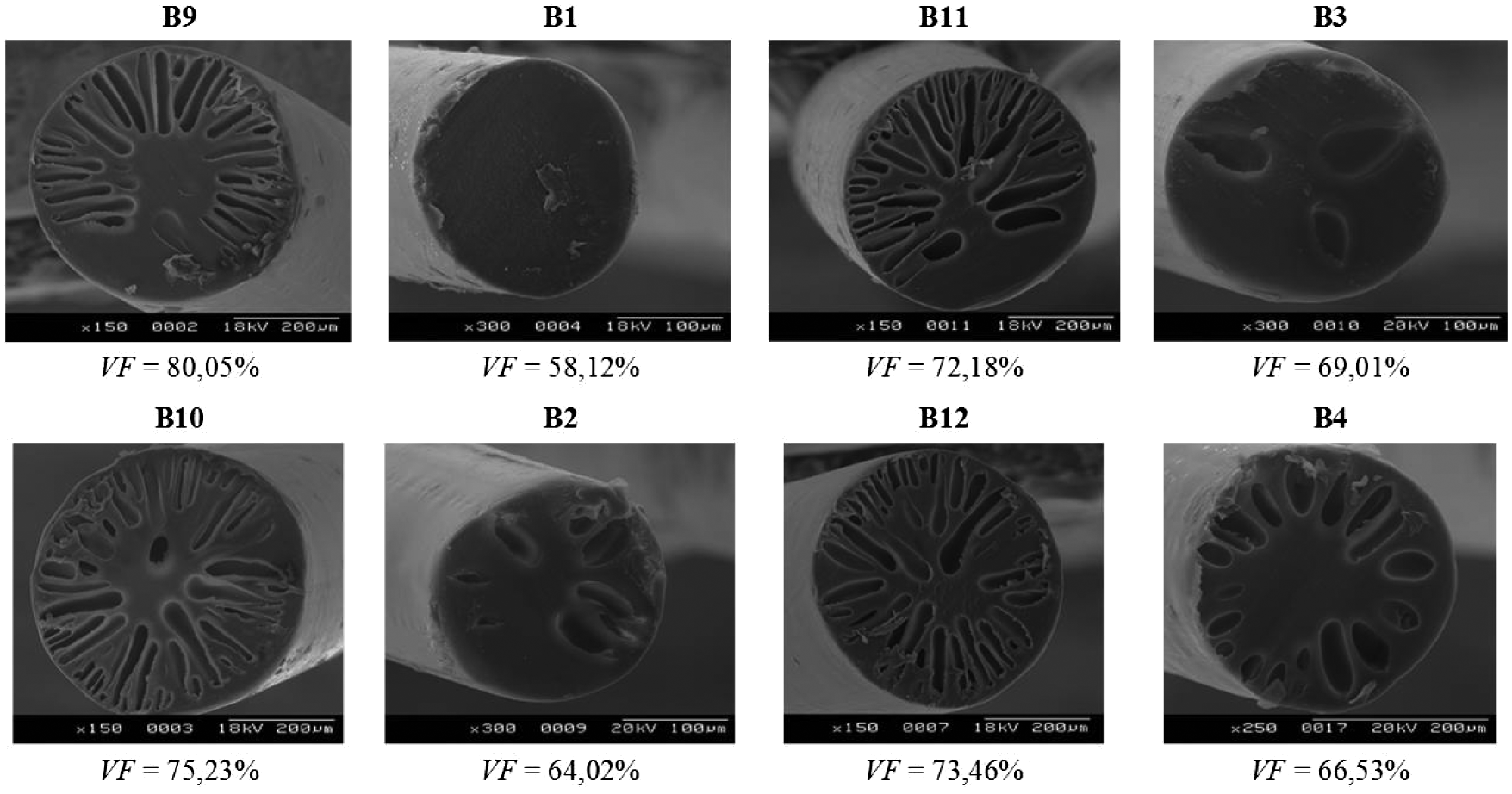
Method of analysis
Statistical analysis of results was conducted with the assistance of the software program Nemrodw (LPRAI Society) to prioritize the influence of the selected factors on the evolution of the VF of the obtained monofilaments. It is divided into three different parts:
a mathematical analysis, which uses the least squares method to estimate the different coefficients and residues of the postulated model; a statistical analysis, to judge the degree of influence of each factor on the evolution of the VF, by using measures of variances; a graphic analysis, developed according to the Lenth method,
14
which simultaneously shows size and significance of the different factors and their combinations.
Mathematical analysis
Values and significance of the different coefficients.
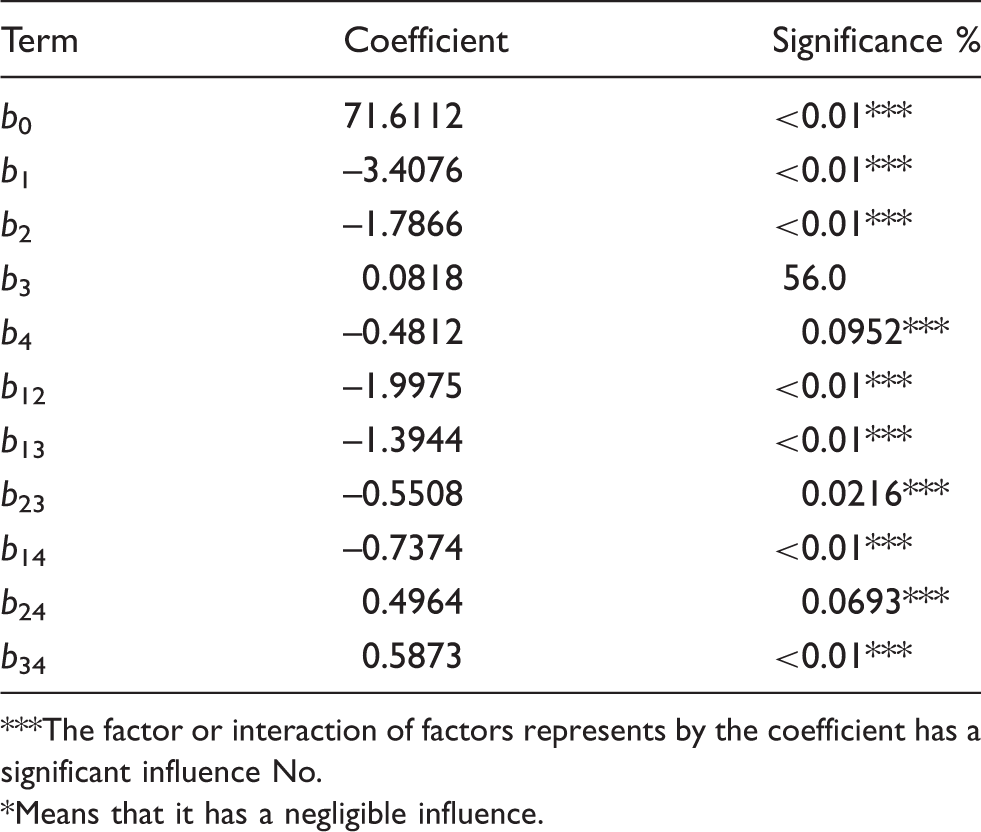
***The factor or interaction of factors represents by the coefficient has a significant influence No. *Means that it has a negligible influence.
The constant b0 refers to the average value of the different measured results. The preponderance of coefficients b1 and b12, which equate, respectively, to the concentration of the coagulation bath and its interaction with the extrusion diameter, is immediately noted. This observation supports the assumption made above. The following statistical analysis will help us to estimate the significance of the different terms.
Statistical analysis
With a coefficient of determination standing at 94.9%, the mathematical model used is deemed to be satisfactory to describe the influence of the different factors and their interactions on the evolution of the VF. Such a value validates our assumption to limit the study up to the second-order interactions.
Compared to the DMI concentration and the extrusion diameter, drawing rates applied in the coagulation bath and in the air only have a small influence on the evolution of the VF, estimated to be non-significant. Theoretically, it would have been assumed that drawing the forming monofilaments provides a higher exchange surface and then a better penetration of the non-solvent. However, their contributions have been estimated respectively above 0.02% and 0.84% against 41.92% for the DMI concentration.
Graphic analysis
To analyze size and significance of each factor and interaction, the graphic analysis has been developed according to the Lenth method.
12
Hence, a margin of error (ME) may be superimposed on the graphical representation of effects, calculated from the following steps:
‐the absolute values of the different coefficients (bi) are sorted in ascending order; ‐the variable s0 is obtained from the following equation:
the coefficients having a value higher than a Pseudo Standard Error (PSE) is defined from the following equation:
a two-sided 95% confidence interval is constructed using
Finally, each factor or interaction having a value higher than Graphical representation of effects.
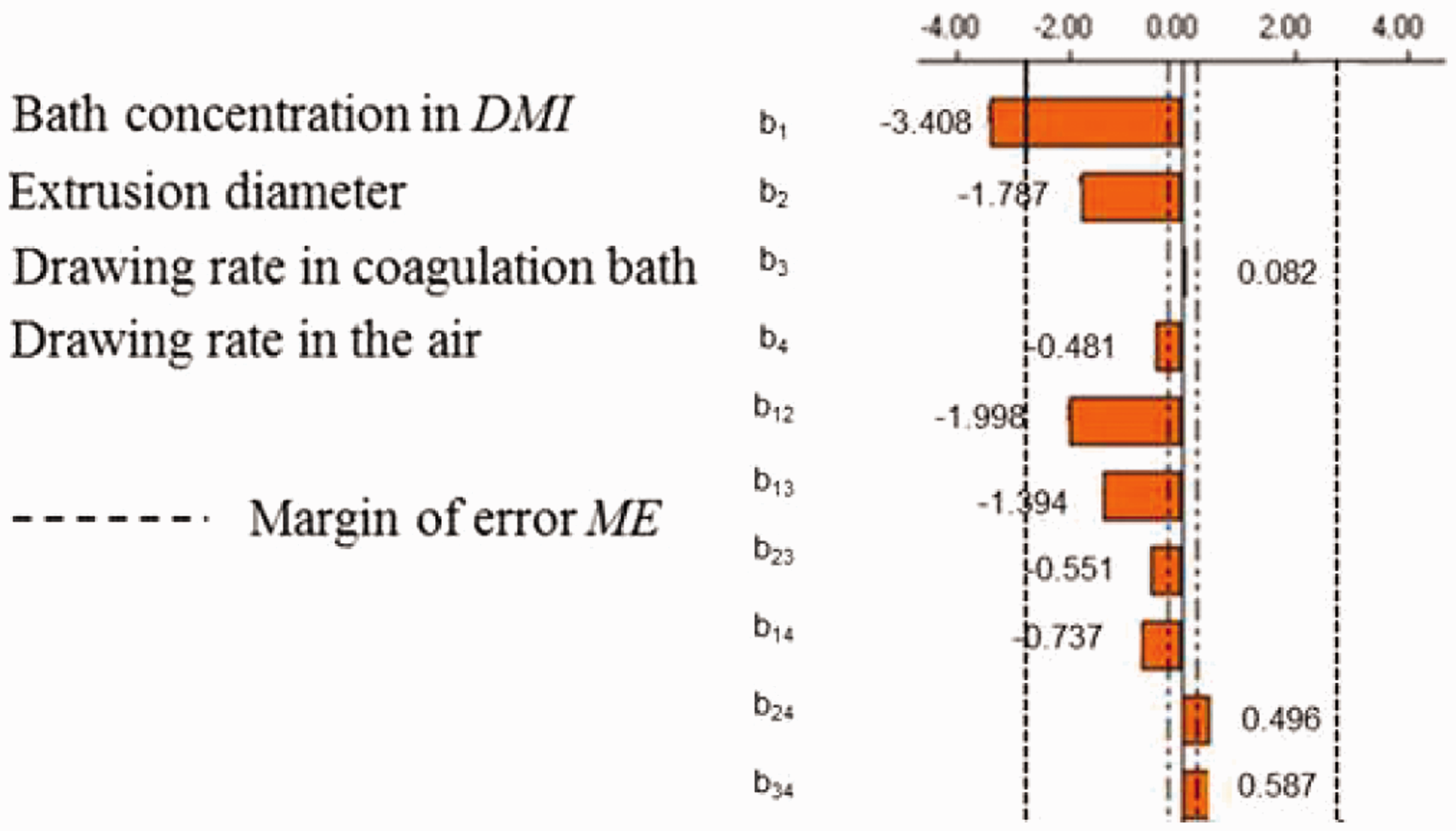
The ME allows only the factor associated to the coefficient b1 to appear as significant.
Discussion
The reliability of the study carried out is shown on the normal plots diagram of residues (Figure 10). Indeed, with a coefficient of determination standing at about 95%, the mathematical model used is a good approximation to estimate the evolution of the VF for the obtained monofilaments, depending on the wet-spinning parameters.
Normal plots diagram of residues.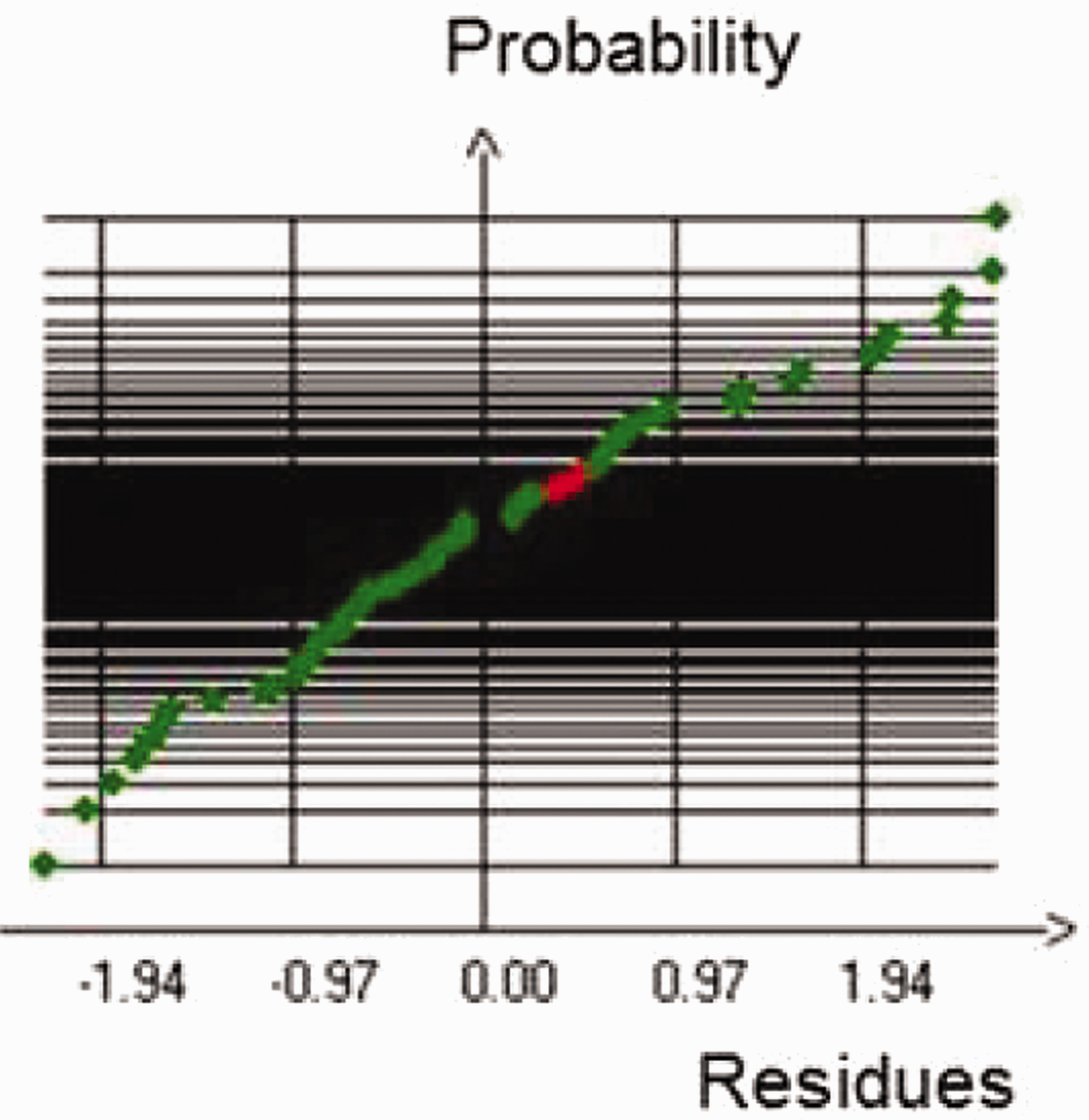
According to the results that were reached in each analysis, solvent concentration seems to play a key role (above 42%) in the wet-spinning process of polyamide-imide solution. This parameter has an important influence on the morphological properties of the obtained monofilaments and, hence, on their physical properties. Moreover, its interaction with the extrusion diameter also affects the homogeneity of the final material, with an influence of about 14% (Figure 11).
Interaction diagrams between concentration of coagulation bath and extrusion diameter factors.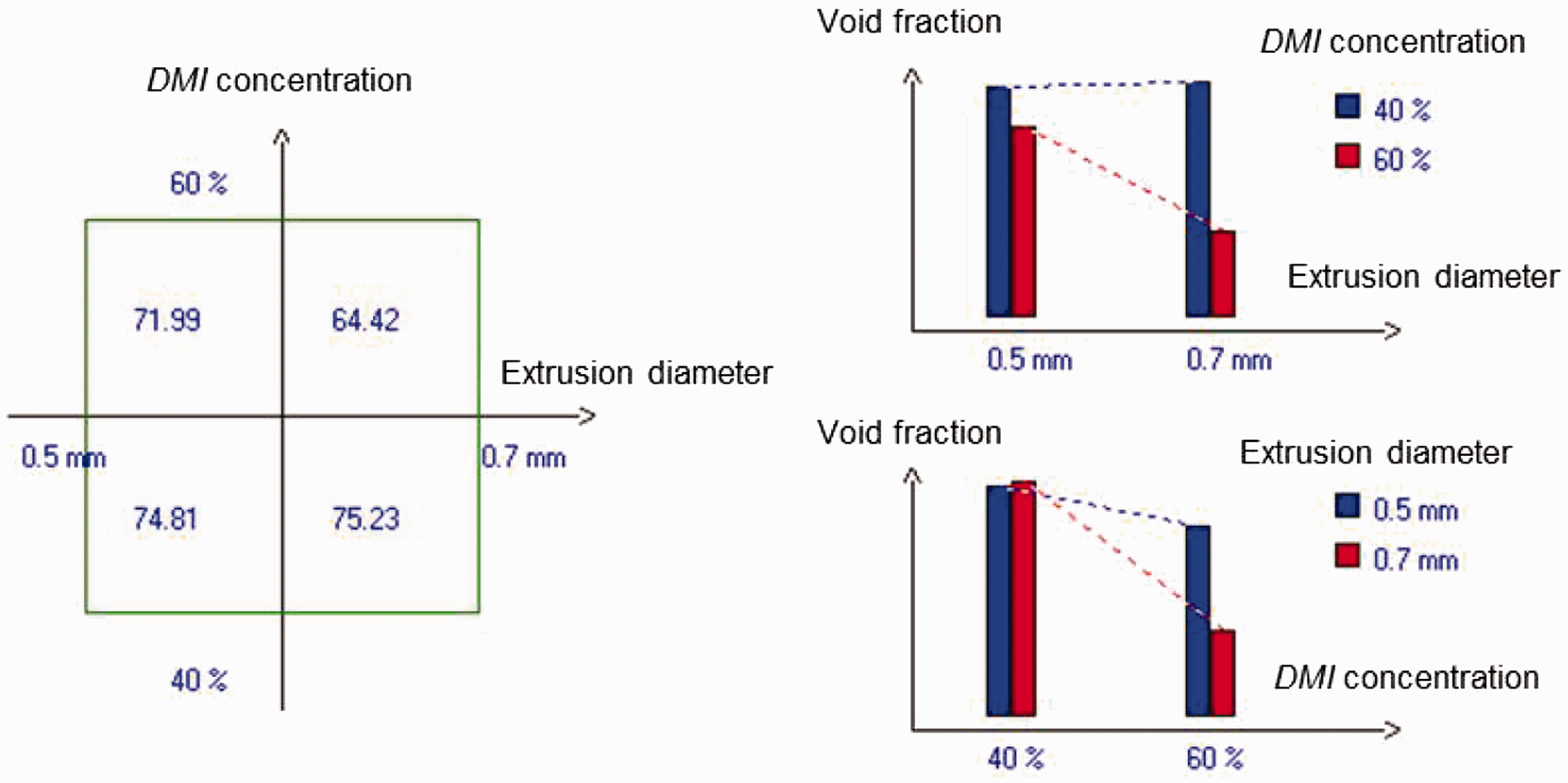
At a low coagulation bath concentration (40%), the obtained monofilaments have a skin-core structure with high VF, B9–B12 (Figure 8). Indeed, as the spinning dope is extruded through the spinneret immersed in the coagulation bath, the counter-diffusion of solvent and non-solvent takes place and a layer of skin is firstly formed around the nascent monofilament. Compact and dense, it slows the diffusion of non-solvent and leads to a core region-like gel, with voids. By increasing the concentration up to 60% of DMI, the coagulation process is softened, ensuring a higher homogeneity of the final material, B1–B4 (Figure 8), even if after a certain length of time there is no more exchange.
Interaction between concentration of the coagulation bath and extrusion diameter is the second factor having a positive influence on the evolution of the VF. It is easy to understand that the lower the extrusion diameter, the lower the distance from the surface to the center of the monofilament, thus facilitating the diffusional exchange.
Conclusions
The Ishikawa diagram, illustrated in Figure 7, highlights a significant number of factors, controlled and controllable, having an influence on the wet-spinning process and hence on the final properties of the obtained monofilaments.
The study of the production process and the understanding of the coagulation degree require a robust and reliable experimental device. The wet-spinning machine developed in our laboratory meets these requirements by offering a fully automated operating mode due to a programmable processing technology, the PLC.
These works particularly focused on the evolution of the VF of coarse monofilaments manufactured from this prototyping tool, depending on four factors: the extrusion diameter, the concentration of the coagulation bath and the drawing rates applied in the coagulation bath and in the air. The results derived from the Design of Experiments mainly showed highly significant influences of both concentration of the coagulation bath and extrusion diameter factors. Indeed, increasing the solvent concentration in the coagulation bath allows a softer coagulation phenomenon by which VF decreases. Moreover, it seems to be consistent that the lower the extrusion diameter, that is, the lower the distance from the periphery to the core of the monofilament, the lower the VF.
We now have an overview of the influence of the different selected parameters as well as a first mathematical model to describe the evolution of the VF for the wet-spinning of polyamide-imide monofilaments. Thereafter, this model will have to be validated with randomized experiments and adjusted if necessary.
Thanks to this experimental device, it will be possible to test additional parameters from the Ishikawa diagram (Figure 7), such as the die geometry 10 or the processing temperature, and improve our understanding of the wet-spinning process. Such knowledge can be useful both for describing the mechanism of the different processes occurring during the formation of wet-spun coarse monofilaments and for improving industrial applications.
Footnotes
Acknowledgments
We would like to thank the Kermel Society for providing the spinning dope for the experimental trials and allowing the realization of the rheological study. We are also grateful for the assistance provided to us by the Research and Development Laboratory.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Région Alsace.