
Abstract
The research focused on the structural, sorption and dyeing properties of enzymatically treated viscose fibers and chitosan/cellulose fibers compared to the untreated fibers. First, both fibers were treated with cellulase enzymes for 30 minutes and 90 minutes and afterwards were dyed with the commercial sample of CI Reactive Red 238 at three different dye concentrations. Comparison of the structural and sorption properties of untreated and enzymatically treated fibers showed that the enzymatic treatment lowered the degree of polymerization, as well as crystallinity degree and influenced the surface structure of fibers, resulting in enhanced sorption properties and dyeability of enzymatically treated fibers. Although the values of exhaustion and fixation were higher for chitosan/cellulose fibers because of their initial less-ordered crystalline structure, the 90 minutes of enzymatic treatment has increased the moisture content and water retention capability more for the viscose fibers and hence their dyeability compared to chitosan/cellulose fibers. The 90-minute enzymatically pretreated viscose fibers reached the same exhaustion and fixation values at lower dye concentrations as chitosan/cellulose fibers.
Keywords
The major features of regenerated cellulose fibers include variable morphology and physical properties, softness, good processing characteristics, adequate liquid transport properties and good mechanical properties.1–3 In recent decades, many applications of regenerated cellulose fibers have been developed, not only as clothing but also as medical and sanitary products for which a high uptake of aqueous fluids is a component of the essential performance requirements.4–7
Some wet textile pretreatment and finishing processes such as enzymatic treatments are also widely used to improve the softness and physical properties of textiles and fibers. Studies concerning fiber enzymatic treatments have focused on the improvement of regenerated cellulose fiber characteristics with cellulase treatment. Joradanov and Mangovska 8 studied the optimal enzymatic procedure conditions leading to the improvement of the physical and mechanical properties of flax, cotton and viscose fibers. Cavaco-Paulo and Gübitz 4 and Pedersen et al. 6 studied the morphological and tensile properties of enzymatically treated regenerated cellulose fibers, and changes in structural properties were determined by Duran and Duran, 9 Cao and Tan, 10 Lee et al. 11 and Suñol et al. 12 . It was found that cellulase treatment lowers the crystallinity, degree of polymerization and temperature of degradation.
Czilik et al. analyzed the effect of predyeing cotton fabric with reactive dyes, which were further treated with enzymes. The research was focused on determining the influence of covalently fixed dye on the rate of enzymatic hydrolysis, the type of interactions that occur during dyeing and how dyeing properties correlate with the amount of solid residues after enzymatic treatment. 13 Mori et al. also analyzed cotton fibers that were first dyed with reactive dyes and then treated with enzymes. They also analyzed polynosic and cupra fibers that were first enzymatically treated and then dyed. Their research was focused on comparing the dyeability of polynosic, cupra and cotton fibers that were dyed with four different reactive dyes and with one direct dye. It was found that reactive dyes with higher substantivity retard the hydrolysis of dyed cotton fibers. Dyeing of the polynosic fibers showed that the saturation of dye uptake reached a maximum when using a higher substantive dye, whereas cupra fibers exhibited a similar saturation dye uptake dependence on weight loss and dye substantivity. 14
In recent years, many studies have dealt with the functionalization of cellulose fibers by chitosan. Chitosan treatments offer many advantages for regenerated cellulose fibers, such as biodegradability, antimicrobial properties and improved absorption ability. In Japan, the most common commercial fibers derived from chitosan are named Crabyon® (Omikenshi Co., Japan). 15 Crabyon® is a fiber composed of chitosan, N,O-carboxymethylated chitosan and viscose and is prepared by wet spinning from a mixed solution of chitin viscose and cellulose viscose. The technology of preparation of Crabyon® fibers is described and protected by patent in Japan and USA under the title “Process for producing articles of regenerated Chitin/Chitosan containing material and the resulting articles”. The same patent is pending in UK, Germany, France, Italy, and Austria. 16 In addition to improved antimicrobial activity, Crabyon® fiber shows a higher absorption ability and good dyeability compared to chitosan-treated regenerated cellulose fibers. 17
Since the 1980s, there has been a revival of interest in increasing the dyeability of cellulose with reactive or direct dyes. Koh et al. compared the dyeability of viscose fibers with regenerated cellulose fibers prepared from cellulose acetate, named enVix® cellulose fibers. 18 The dyeing of N-modified viscose fibers with acid and metal-complex dyes was studied by Bairagi et al. 19 It was shown that dye exhaustion was linearly proportional to the nitrogen content of the fiber. In an another study, modified viscose fibers produced by incorporating polyamine/epichlorohydrin condensate into the fiber showed excellent dyeability with reactive, acid and metal-complex dyes. 20 The dyeing properties of chitin/cellulose fibers compared with viscose fibers were investigated by Shimizu et al., 21 who found that chitin/cellulose fibers had better dyeability than viscose fibers, regardless of the pH applied. They also studied the dyeability of silk, wool, viscose and chitin/cellulose fibers with acid dyes and determined the best dyeability at low pH for chitin/cellulose. 22
In this work, our objective was to determine the influence of enzymatic pretreatment of viscose and Crabyon® fibers on structural properties, sorption properties and dyeability with a reactive dye. One of the goals of the research was to determine whether the prolonged time of enzymatic treatment (90 minutes) causes more damages to the fibers and if the absorption properties are significantly improved compared to the fibers pretreated only for 30 minutes. The enzymatically treated viscose and chitosan/cellulose fibers can be used for cosmetic products (such as cosmetic pads, swabs) and the dyed one for clothing, as well. The chitosan/cellulose fibers distinguish antibacterial properties and because of that, they can be especially applied for sport’s clothes, bedding, underwear and baby clothes.
Experimental
Materials
Regular viscose fibers (Lenzing Viscose® from Lenzing® AG, Austria) were used throughout this work. The declared value of the linear density was 3.0 dtex, and the length of the fibers was 29 mm. Craboyn® fibers (Chitosan/cellulose fibers) were obtained from Omikenshi Co. Ltd Japan. The declared value of the linear density was 2.80 dtex, and the length of the fibers was 28 mm.
Enzyme cellulases, Primasoft®100, were purchased from Genencore International®, The Netherlands.
A commercial sample of Cibacron® Red FN-R reactive dye (C.I. Reactive Red 238) from Ciba Specialty Chemicals (Switzerland) was used for dyeing. It was used without further purification and it had approximately 80% purity. The general structure of the bifunctional Cibacron FN reactive dye containing monofluro-s-triazine and vinylsulfone reactive groups is presented in Figure 1. The group D in the general structure of the dye incorporates a monoazo-based chromogen, and the group R is an aliphatic group.
Cibacron® FN reactive dye.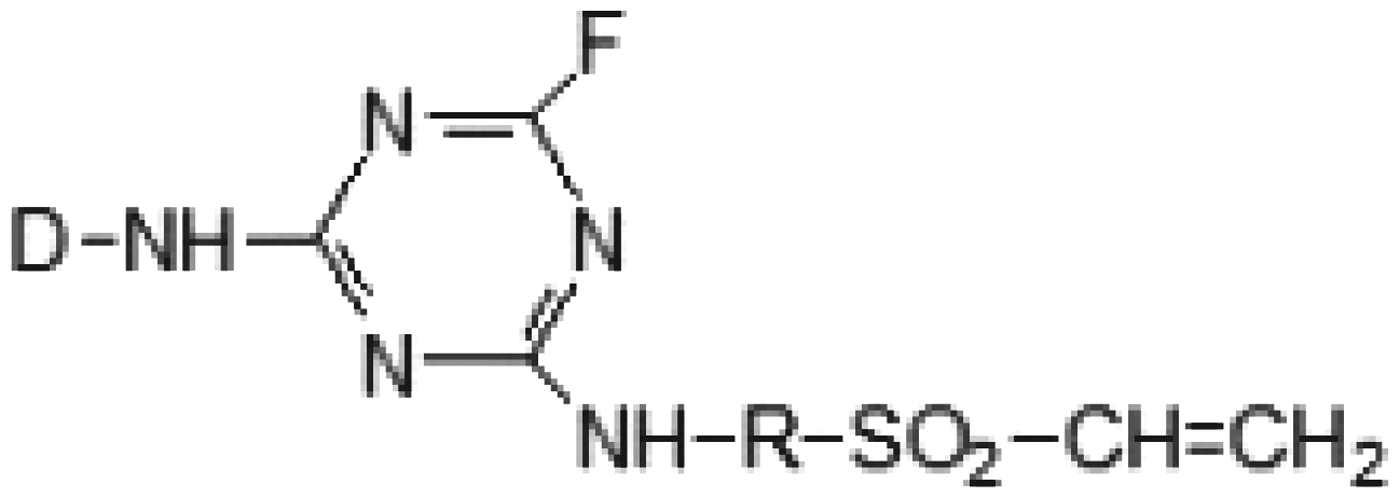
Enzymatic treatment
Before enzymatic treatment, the viscose fibers and chitosan/cellulose fibers were washed in a bath containing 1 g/L of non-ionic surfactant with a liquor ratio of 20:1 for 60 minutes.
Enzymatic treatment was performed in the presence of the commercial cellulase in a Lauder-o-meter laboratory unit. The treatment of 2.5 g of fiber was carried out at 55℃ in an acetic acid buffer at pH 4.8 at a liquor ratio of 20:1. Two different reaction times, 30 and 90 minutes, were used. The enzymes were deactivated by increasing the temperature to 75℃ for 15 minutes and adding 1 gram per liter of sodium carbonate. Figure 2 shows this enzymatic treatment procedure. Fiber samples were washed in deionized water to achieve neutral pH and dried in the laboratory oven for 4 hours at 105℃.
Enzymatic treatment.
Dyeing procedure
Dyeing with rinsing, neutralization and soaping was carried out in a Mathis Labomat beaker dyer (type BFA) using 4 g of fibers and liquor to fiber ratio of 20:1. The dyebath, prepared with deionized water, contained 0.5%, 1% and 2% (owf) dye, respectively; according to the dye concentration, salt and alkali were added in the form of 40, 50 and 60 g/L NaCl and 10, 12 and 14 g/L Na2CO3. With higher concentration of dye, the higher concentrations of salt and alkali were used. The addition of sodium carbonate, 10 g/L, 12 g/L, 14 g/L, gave in the presence of viscose fibers the pH values of 11.00, 11.06, 11.11, respectively and in the presence of chitosan/cellulose fibers the pH values of 10.95, 10.97, 11.02, respectively, measured at 22℃. For each dye concentration four parallel dyeings were done.
The outline for the dyeing procedure of fibers is shown in Figure 3. The dyebath was heated from ambient temperature to 60℃ in 12 minutes. After 10 minutes, the salt solution was added; after 30 minutes, the alkali solution was added. Dyeing then continued for another 30 minutes. After dyeing, the bath was cooled down. The fibers were rinsed three times in warm deionized water at 50℃ for 10 minutes and then neutralized with a solution of acetic acid at 50℃ for 10 minutes. The fibers were soaped with 2 g/L Cibapon R (Ciba) for 15 minutes at 90℃ and rinsed six times with deionized water. The fibers were first dried at ambient temperature; because of further analyses, they were also dried for 4 hours at 105℃.
Dyeing procedure.
Evaluation of dyeability
The percentage of dye exhaustion (E) achieved for each dyeing was determined spectrophotometrically using a Cary 1 E UV-VIS (Varian) transmittance spectrophotometer according to equation (1):

The absorbance of the initial dyebath and of the dyebath after dyeing were measured at the wavelength of maximum absorption (λmax = 524 nm), and the corresponding dye concentrations were determined according to Beer’s law and a calibration plot.
Dye fixation was determined by measuring the absorbance of rinsed and neutralized waters after dyeing at 530 nm and of soaped water at 520 nm. The concentration of unfixed removed dye in each wastewater was determined by appropriate spectrophotometric calibration graphs, and the percentage of fixation (F%) according to the initial dye concentration was calculated.
The total percentage fixation efficiency (T) was calculated using equation (2):

The color of the dyed fibers was evaluated by K/S value according to the Kubelka-Munk equation at the wavelength of maximum absorption (550 nm) using a Spectraflash SF 600® PLUS-CT instrument and Datacolor International software based on D65 illuminant and a 10° observer.
Determination of degree of polymerization (DP)
The degree of polymerization of fibers was determined using a viscosimetric method. The specific viscosity (ηsp) of the samples dissolved in cuoxam was determined using an Oswald shear dilution viscosimeter. The intrinsic viscosity (η) was calculated according to the Schulz-Blaschke equation as seen in equation (3):
The degree of polymerization (DP) was calculated according to equation (4):
The procedure was divided into the following stages: washing the fibers in a bath containing 1 g/L of non-ionic surfactant with a liquor ratio of 20:1 for 60 minutes, drying for 4 hours at 105℃, preparation of the cuoxam solvent, air conditioning of the fibers, determination of the percentage of moisture in the fibers, dissolution of the fibers in cuoxam for 4 hours, measurements of viscosity.
From the degree of polymerization of fibers before (DP1) and after (DP2) treatment, the damage factor (S) was calculated according to equation (5):

Determination of weight loss, molecular orientation and tensile strength
Weight loss was determined before and after enzymatic treatment, the same as molecular orientation and tensile strength properties.
The percentage of the weight loss was determined using ratio between the mass of enzymatically treated fibers and untreated fibers. Before the determination, both fibers were dried at 105℃ for 4 hours.
Molecular orientation of the fibers was determined from the birefringence measurement. The birefringence of the fibers was determined using a Meopta polarizing light microscope and an Eringhaus compensator. In the research 50 measurements were done for untreated and enzymatically treated fibers.
Tensile strength was determined on Instron 6022 tensile testing machine, where samples were analyzed in standard atmosphere: 20℃ and 65% humidity. The cross-head speed was 0.15 mm/s, pre-loading 0.5 cN/dtex and the gauge length 2.5 mm, respectively. During the sample stretching several load and elongation data per second were recorded until break of the sample occurred. The tensile data presented in this article are the average of 50 fibers.
Scanning electron microscope (SEM)
SEM micrographs of the fiber surface of untreated and enzymatically treated samples were taken by the scanning electron microscope (JSM-6060LV). The instrument was operated between 10 and 30 kV, at magnifications 4000–6000.
Fourier transform infrared spectroscopy
The Fourier transform infrared spectroscopy (FTIR) spectra of studied sample fibers were obtained on a Perkin Elmer spectrophotometer, equipped with an attenuated total reflection (ATR) cell. The spectra were recorded over the range of 4000–800 cm−1, with resolution of 4 cm−1. Characteristic peaks for cellulose and chitosan were determined, based on the researches by Chung et al., 25 Garside and Wyeth, 26 Nelson and O’Connor, 27 O’Connor et al. 28 and Hulleman et al. 29
Crystallinity indexes were calculated by the proportion of the intensity of the absorption peaks at 1429 cm−1 (CH2 bending) and 893 cm−1 (C-O stretching) proposed by Nelson and O’Connor 27 and O’Connor 28 from the ratio of the absorption peaks at 1280 cm−1 (CH bending) and 1200 cm−1 (-OH bending) proposed by Hulleman et al. 29 and from the absorption peaks at 1278 cm−1 (CH2 bending) and 1263 cm−1 (-OH bending) proposed by Colom and Carrillo. 30
Determination of sorption properties
The sorption properties of the fibers were determined using standard methods for determination of moisture content (SIST EN 20139) and capability of water retention (ASTM D 2402-90). The capability of water retention was determined using the ratio between the mass of water retained in the fibers after soaking for 2 hours and centrifuging for 20 minutes and the mass of fibers dried at 105℃ for 4 hours.
Results and discussion
Evaluation of dyeability
In the dyebath, the hydrolysis reaction of reactive dye always occurs and competes with the chemical reaction of the reactive dye with fibers. The hydrolyzed dye can be exhausted on the fibers, but the bifunctional reactive dye cannot be fixed with the fiber if both reactive systems are hydrolyzed. The exhaustion values in dependence of the dye concentration, the type of fibers and the pretreatment of fibers are shown in Figure 4; the percentage of the dye which was not exhausted on the fibers is the hydrolyzed one in the dyebath. The fixation values of the dyed fibers are shown in Figure 5 in dependence of the dye concentration, type of fibers and the pretreatment; the difference between the exhaustion and fixation values is the unfixed hydrolysed dye which was washed away from the fibers. The deviation of parallel measurements of dye exhaustion was on average only 0.5% and the deviation of fixation values were on average 1.3%. As shown in Figures 4 and 5, untreated chitosan/cellulose fibers had, on average, 4.5% higher values of exhaustion and 29.5% higher fixation values on average than untreated viscose fibers. The 30 minutes of enzymatic pretreatment did not have any significant effect on the dyeability of both fibers. With increasing dye concentration, the degree of exhaustion and especially the degree of fixation rose, particularly on the untreated and the 30-minute enzymatically treated fibers. After 90 minutes of enzymatic pretreatment, the exhaustion and fixation of lower dye concentrations (i.e., 0.5% or 1%) on viscose fibers increased by 12.4% and 49.3%, respectively, and on chitosan/cellulose fibers by only 6.8% and 7%, respectively, compared to the untreated fibers. Thus, the exhaustion and fixation values at lower dye concentrations of 90-minute enzymatically pretreated viscose fibers were the same as the values for chitosan/cellulose fibers. After 90 minutes of enzymatic treatment and dyeing with 2% dye, the chitosan/cellulose fibers again achieved a 10.2% higher fixation value than viscose fibers.
Dye exhaustion of untreated and treated viscose and chitosan/cellulose fibers dyed with 0.5%, 1%, 2% dye and dispersion values for each sample. Dye fixation of untreated and treated viscose and chitosan/cellulose fibers dyed with 0.5%, 1%, 2% dye and dispersion values for each sample.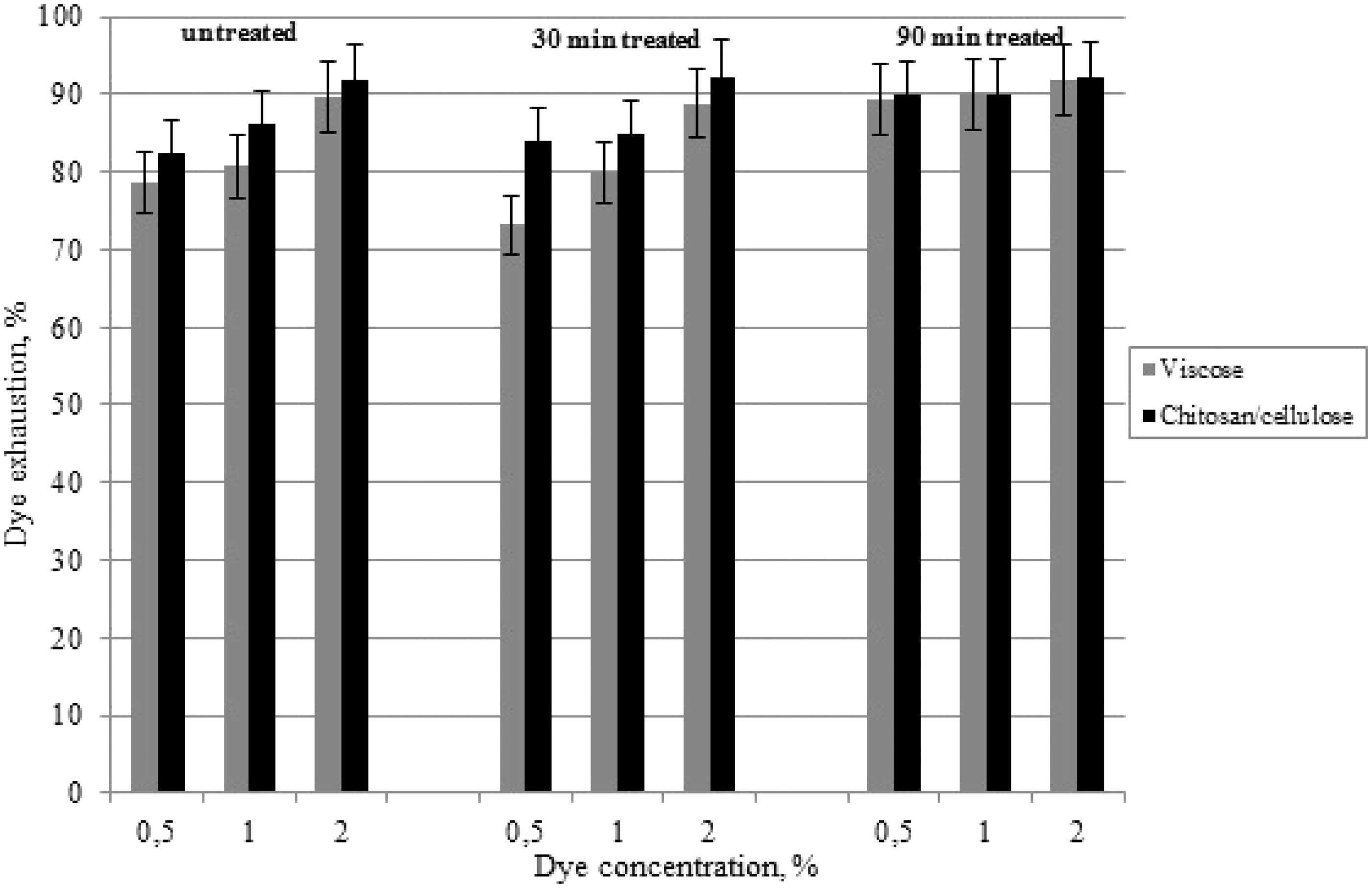

As observed in Figure 6, the total fixation efficiency values for untreated and 30-minute enzymatically treated chitosan/cellulose fibers were much higher than for viscose fibers. After 90 minutes of enzymatic treatment, both fibers showed almost the same total dye fixation after dyeing with 0.5% and 1% dye.
Total dye fixation of untreated and treated viscose and chitosan/cellulose fibers dyed with 0.5%, 1%, 2% dye and dispersion values for each sample.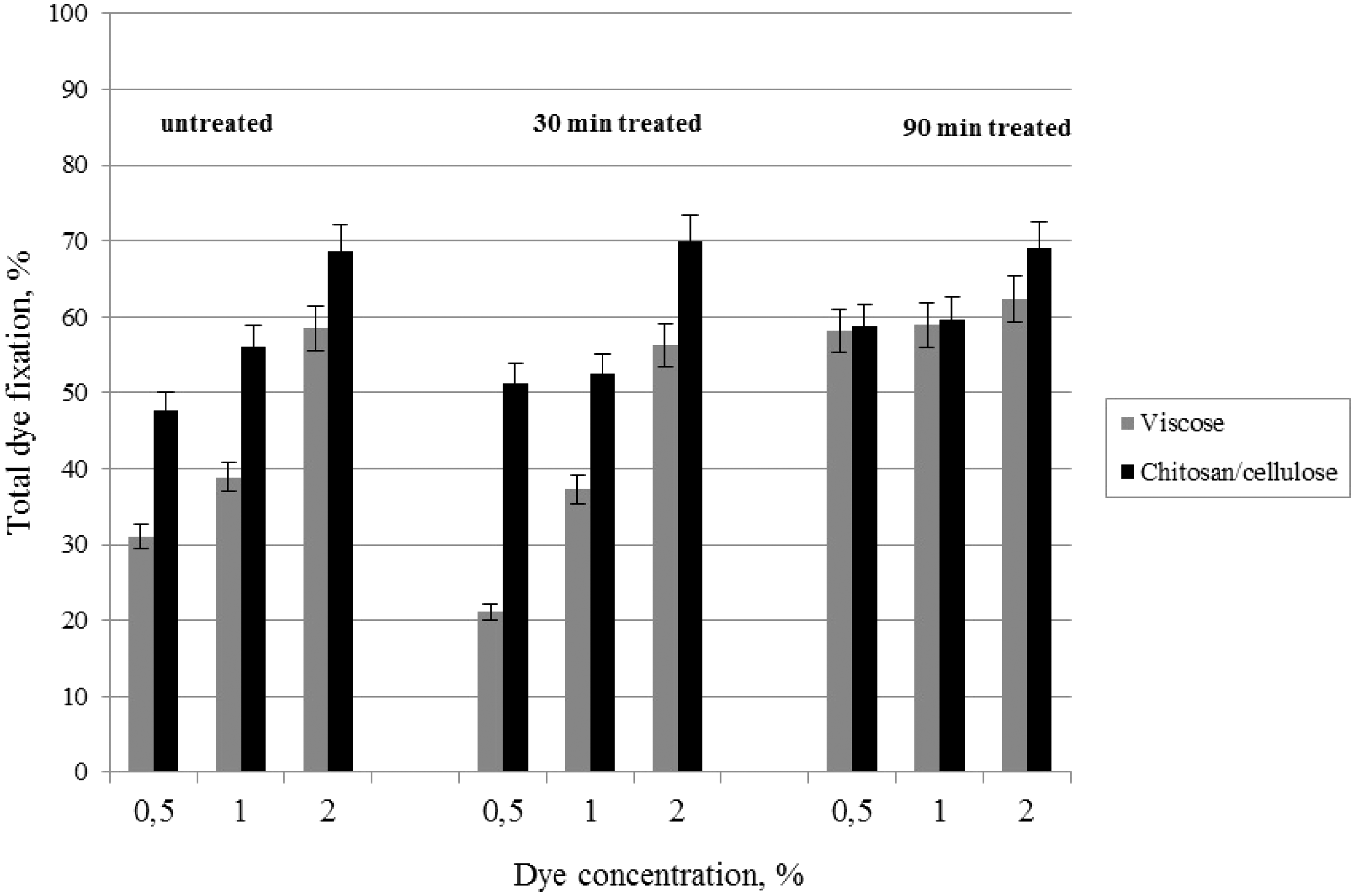
A curve of all dyeing results of treated and untreated viscose and chitosan/cellulose fibers was constructed. Fibers exhibited a polynomial relationship between the exhaustion and the total dye fixation with good correlation (R2 = 0.96), as observed in Figure 7.
Correlation between exhaustion and total dye fixation for untreated and treated viscose and chitosan/cellulose fibers.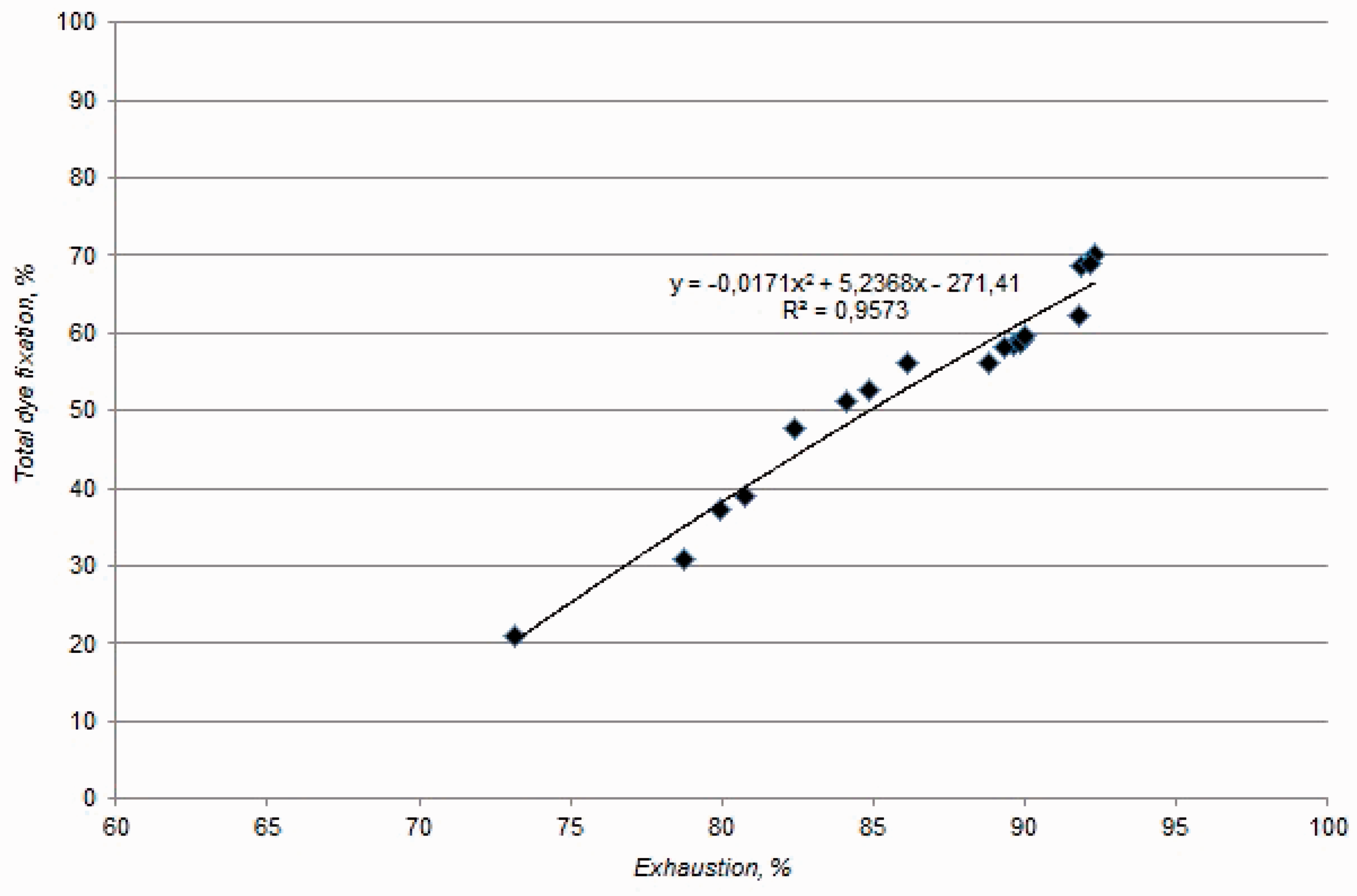
The color strength (i.e., K/S value) of dyed chitosan/cellulose fibers, presented in Figure 8, was only a little higher than on viscose fibers. Enzymatic treatment had no influence on the color yield of viscose fibers, whereas chitosan/cellulose fibers showed only a small increase (for 5.4%) in K/S value at 2% dyeing.
Color strength (K/S) of untreated and enzymatically treated viscose and chitosan/cellulose fibers dyed with 0.5%, 1%, 2% dye and dispersion values for each sample.
For the comparison research of dyeing characteristics of the viscose and the chitosan/cellulose fibers before and after enzymatic treatment only one reactive dye, commercial one, with azo chromogen and with monofluorotriazine and vinylsulfone reactive groups was used. However, any other reactive dye of different chemical structure from the research one would give different exhaustion, fixation and color strength values on the specific fibers, although the higher dyeability of chitosan/cellulose fibers and the similar effect of enzymatic pretreatment on dyeability will be always expected.
Structural characteristics analyzed by the degree of polymerization (DP), weight loss, molecular orientation, tensile strength, Fourier transform infrared spectroscopy (FTIR) and scanning electron microscopy (SEM)
Degree of polymerization (DP) and damage factor (S) of untreated, undyed and enzymatically treated viscose and chitosan/cellulose fibers dyed with 0.5%, 1% and 2% reactive dye
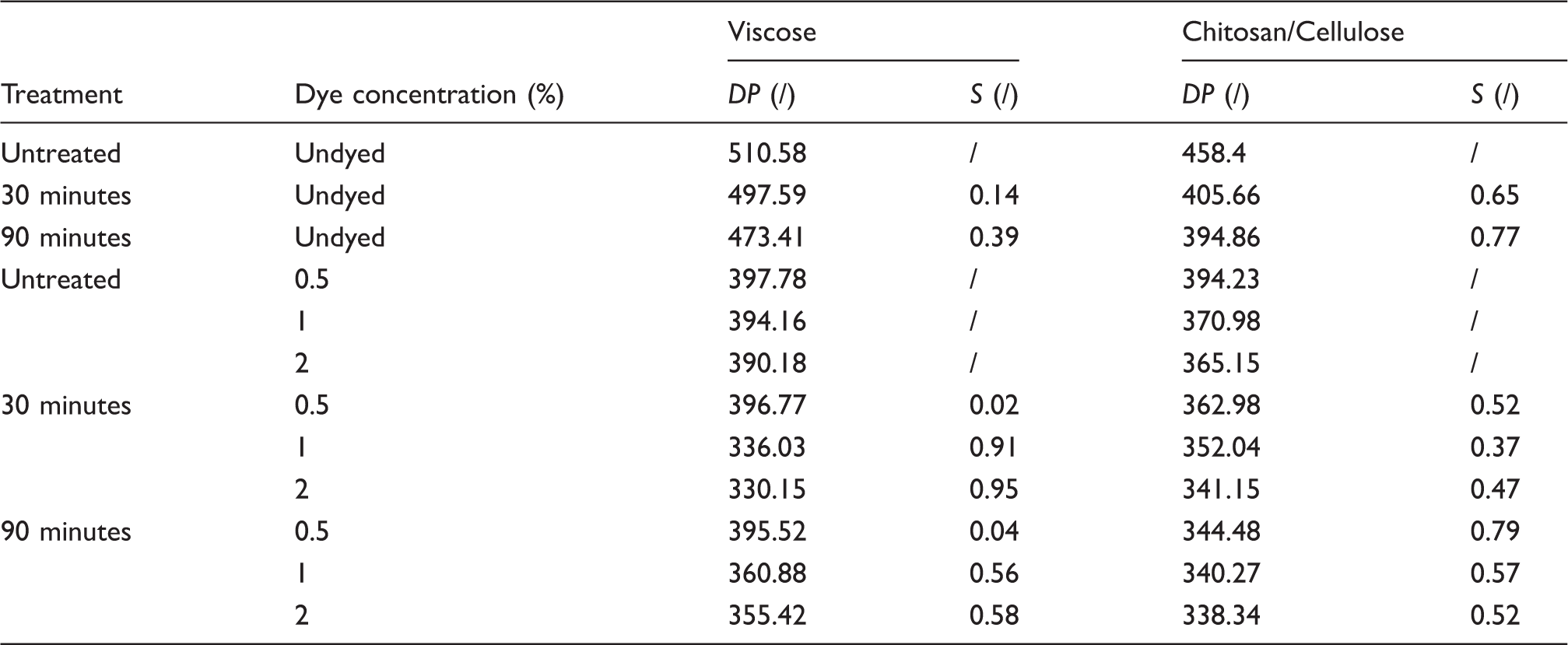
With the increasing of the dye concentration (from 0.5%, 1% to 2%) together with the increasing of the alkaline concentration (from 10 g/L, 12 g/L to 14 g/L sodium carbonate), the degree of polymerization of the dyed fibers decreases; for untreated viscose only for 1.0%, and for 90 minutes enzymatically pretreated viscose fibers for 5.1%, for untreated chitosan/cellulose for 3.7% and for 90 minutes enzymatically pretreated chitosan/cellulose fibers for 0.9%. The values of the damage factor (S) of the dyed fibers even at higher concentrations of alkali used for dyeing and even after alkaline enzymatic pretreatment were very small, as seen in Table 1, for viscose in average 0.75 and for chitosan/cellulose 0.49, although the use of any other reactive dye could cause different damage of the fibers during dyeing.
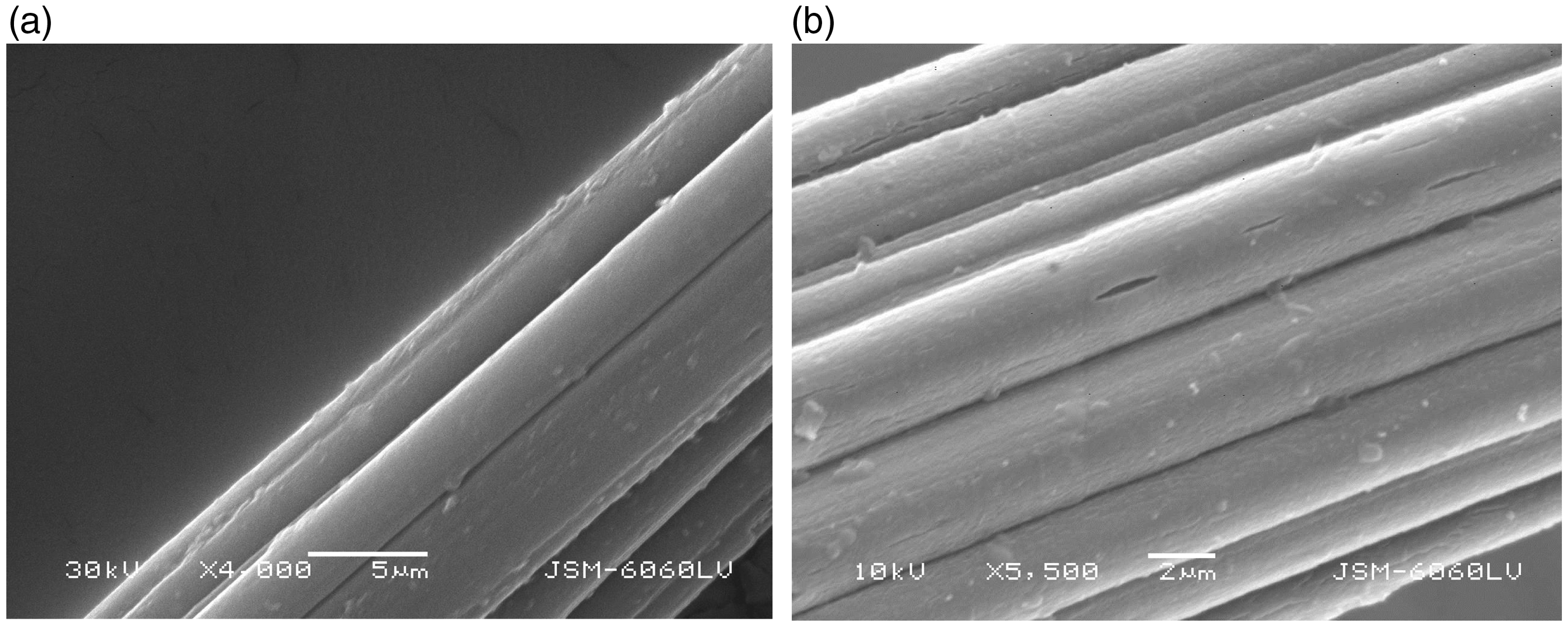
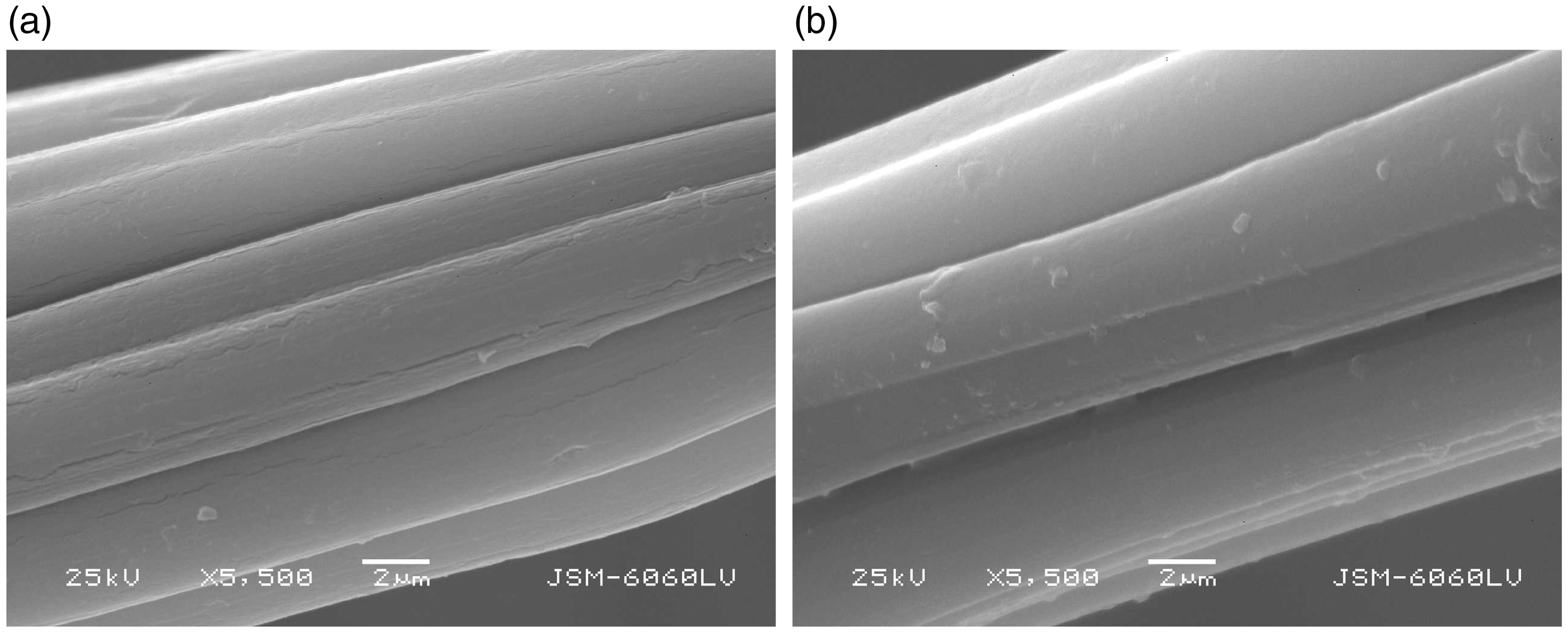
The effect of enzymatic treatment on the surface of the fibers was determined using SEM. As seen from SEM micrographs shown in Figures 10 and 11, the surface of 30 and 90-minute enzymatically treated fibers was less even than that of untreated fibers. There were also seen some surface damages, such as small holes and grooves along the fibers. At the enzymatically treated cellulose/chitosan fibers (Figures 10(b) and 11(b)) holes were longer and the damage of the surface was little more pronounced than at viscose fibers (Figures 10(a) and 11(a)). No significant surface changes between the 30 and 90-minute of enzymatically treated fibers were noticed. The enzymatic treatment caused uneven fiber surface leading to greater specific surface of the fibers. Although the enzymatic treatment caused some surface damages on the fibers, there was no noticeable change in handle of the fibers. The SEM micrographs of the fibers after dyeing (Figures 12 and 13) did not show any additional surface damages.
Scanning electron microscope (SEM) micrographs of untreated and undyed fibers (a) viscose and (b) chitosan/cellulose. Scanning electron microscope (SEM) micrographs of 30-minute enzymatically treated, undyed fibers (a) viscose and (b) chitosan/cellulose. Scanning electron microscope (SEM) micrographs of 90-minute enzymatically treated, undyed fibers: (a) viscose and (b) chitosan/cellulose. Scanning electron microscope (SEM) micrographs of untreated and 2% dyed fibers (a) viscose and (b) chitosan/cellulose. Scanning electron microscope (SEM) micrographs of 90-minute enzymatically pretreated and 2% dyed fibers (a) viscose and (b) chitosan/cellulose.


The influence of enzymatic treatment on the structure of the fibers was also monitored with molecular orientation, weight loss, tensile strength and FTIR analysis.
Molecular orientation (fo), weight loss (ml), tensile strength (σ) of untreated, undyed and enzymatically treated viscose and chitosan/cellulose fibers


The decrease in tensile strength of untreated and 90-minute enzymatically pretreated viscose and chitosan/cellulose fibers after dyeing with 0.5%, 1% and 2% dye.
The dyeing procedure influenced more on the loss of tensile strength of the fibers than enzymatic treatment. With higher concentration of the dye and according to that also alkali concentration, the decrease in tensile strength of the fibers was higher, which is seen in Figure 14. After dyeing, the tensile strength of untreated viscose fibers decreased for about 14.7% and of untreated chitosan/cellulose fibers for about 11.5%. The enzymatically pretreated fibers showed higher loss of tensile strength after dyeing than the untreated fibers. The tensile strength of the dyed and 90-minute enzymatically pretreated viscose fibers decreased for about 17.2% and the dyed and 90-minute enzymatically pretreated chitosan/cellulose fibers for about 12.8%.
According to the spectra in Figures 15 and 16, absorption peaks were observed at 3319–3289 cm−1 owing to O-H vibrations of water and at 2891 cm−1 owing to C-H stretching.
28
Figure 16 shows shifted peaks at all 90-minute enzymatically treated and dyed fibers compared to untreated fibers, especially at 3290–3192 cm−1 and at 1638–1622 cm−1, which can be explained by the decreased crystallinity of these fibers.
Fourier transform infrared spectroscopy (FTIR) spectra of untreated and dyed fibers: (a) viscose with 0.5% dye, (b) viscose with 2% dye, (c) chitosan/cellulose with 0.5% dye and (d) chitosan/cellulose with 2% dye. Fourier transform infrared spectroscopy (FTIR) spectra of 90-minute enzymatically treated and dyed fibers: (a) viscose with 0.5% dye, (b) viscose with 2% dye, (c) chitosan/cellulose with 0.5% dye and (d) chitosan/cellulose with 2% dye.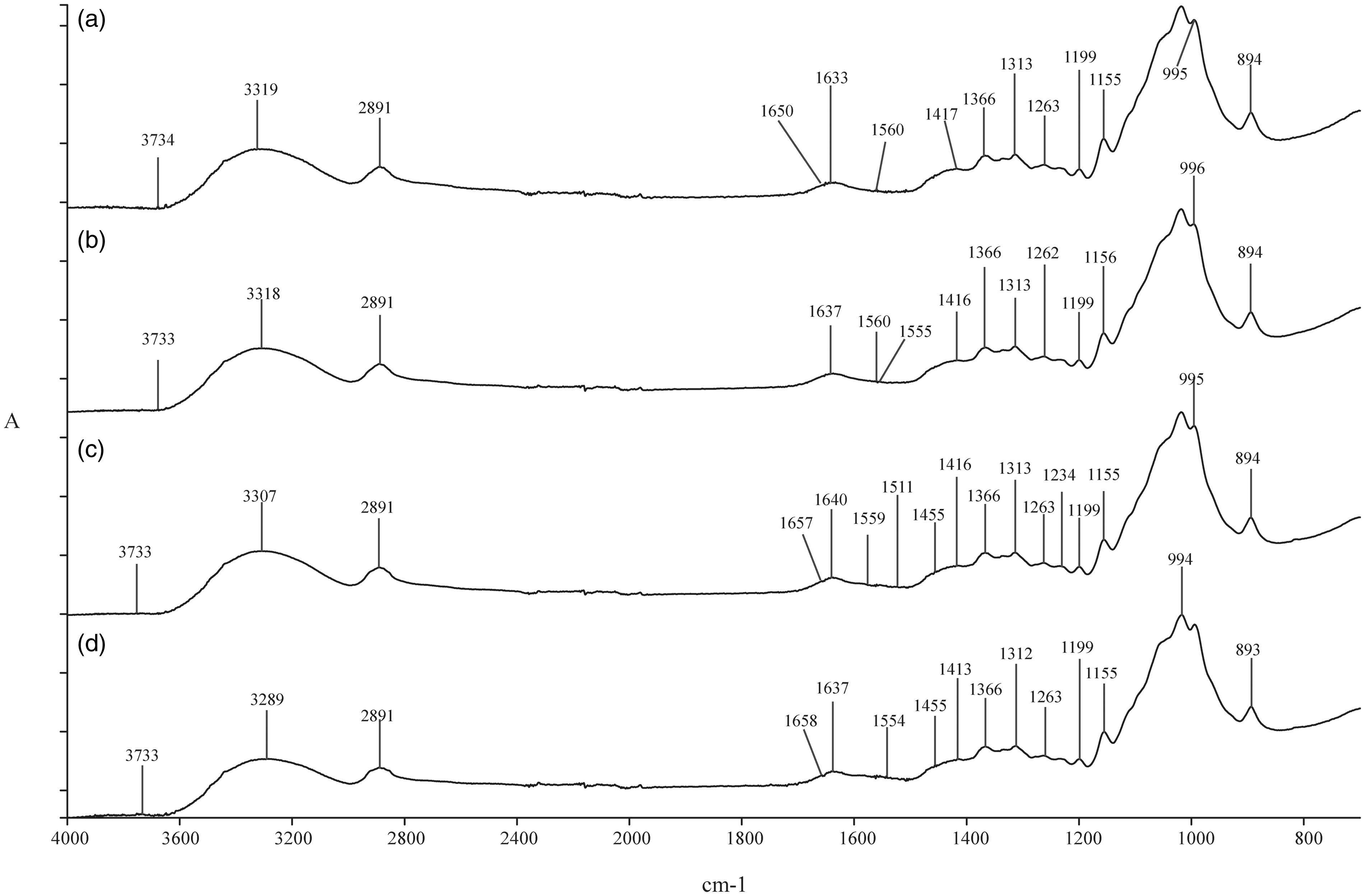

The region between 1660 cm−1 and 870 cm−1 contained a number of spectral differences, which allowed the identification of the structural changes in cellulosic fibers. An absorption peak was detected at 1416 cm−1, which is characteristic for cellulose II and amorphous cellulose. Characteristic peaks for cellulose II were also present. The absorption peaks at 1366 cm−1, 1313 cm−1 and 1263 cm−1 were well defined with high intensity, which confirmed the presence of crystalline cellulose II. The absorption peak in chitosan/cellulose fibers at 1657 cm−1 was assigned to C-O-C stretching of the secondary amide of chitosan, and the absorption peak at 1559 cm−1 was assigned to N-H bending in the primary amine.
As shown in Figure 17, in all enzymatically treated samples, changes were observed at 1800–800 cm−1, and there was no significant change at 3500–3200 cm−1. For fibers treated with enzymes for 30 and 90 minutes, a shift at the wavenumbers of 1366 cm−1 and 1640 cm−1 occurred. The peak shifting is a result of changes in the crystalline lattice of cellulose or rotations of -OH groups by the action of cellulase enzymes. There were also peaks that indicated changes between the crystalline and amorphous parts, such as those at 1313 cm−1 and 1260 cm−1.28–31
Fourier transform infrared spectroscopy (FTIR) spectra of: (a) untreated viscose fibers, (b) 30-minute enzymatically treated viscose fibers, (c) 90-minute enzymatically treated viscose fibers, (d) untreated chitosan/cellulose fibers, (e) 30-minute enzymatically treated chitosan/cellulose fibers and (f) 90-minute enzymatically treated chitosan/cellulose fibers.
Crystallinity index of untreated and treated viscose and chitosan/cellulose fibers dyed with 0.5%, 1% and 2% dye at different absorption peaks

After all enzymatic treatments of the fibers, the intensity of these absorption peaks decreased compared to untreated fibers. This was also an indicator of changes between the crystalline and amorphous part of cellulose. The decrease of absorption peaks intensities was more obvious in viscose fibers, confirming the greater decrease in crystallinity of these fibers after enzymatic treatment, which is in accordance with higher loss in tensile strength of the viscose fibers.
Sorption properties
The sorption of water into cellulose is caused by hydrogen bonding of water molecules to the accessible hydroxyl groups, which are present in amorphous regions or on the surface of crystalline regions; in chitosan, the water can also be bonded to amino groups. The chitosan/cellulose fibers originally had a slightly higher water retention and moisture content, which can be explained by their lower degree of polymerization, lower-structure ordering (crystallinity) and shorter and more accessible macromolecules.
Water retention (Wt) and moisture content (M) of untreated and treated viscose and chitosan/cellulose fibers with 0.5%, 1% and 2% dye
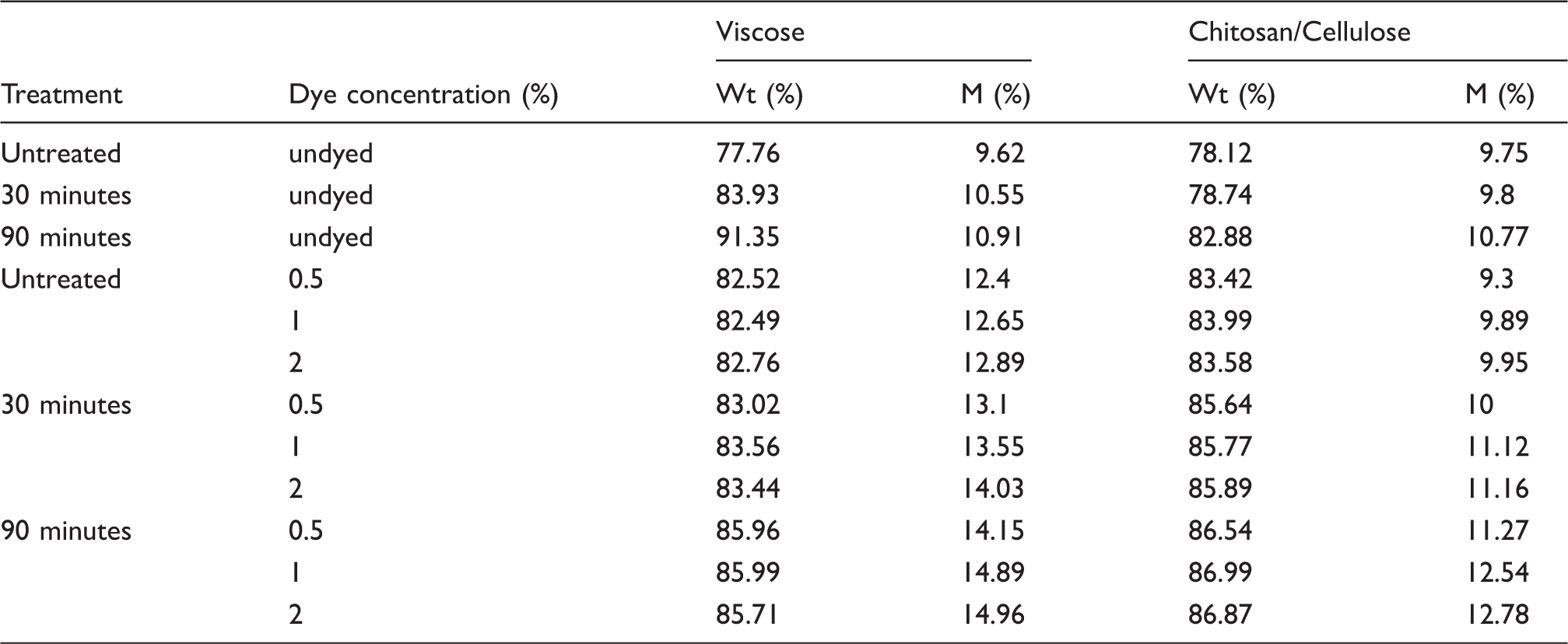
The enzymatic treatment caused most changes on the surface of crystallites and in amorphous regions; the average length of macromolecules has been reduced, which led to the cleavage of macromolecules. In amorphous region remained several shorter accessible parts of the molecules, which could bind moisture or dye. According to the level of the change (degree of polymerization, orientation, crystallinity) after enzymatic treatment the water retention and moisture content of fibers changed. Higher moisture content and water retention capability could also be connected with higher specific surface for enzymatically treated viscose fibers.
After dyeing, the sorption capabilities of the fibers were additionally increased (Table 4). For dyed viscose, the water retention rose by an average of 6.2% and moisture content rose by 31.5% on average. For dyed chitosan/cellulose fibers, the water retention increased by 7.1% and there was no significant rise in moisture content. The concentration of dye did not influence the sorption characteristics of the dyed fibers.
The adsorption of the dye to the surface of the fibers expired very quickly, while the diffusion into the fibers was slower. There was quicker bonding and diffusion into the fibers at enzymatic treated fibers, owing to changes in the fiber structure.
Conclusions
The treatment of viscose and composite chitosan/cellulose fibers with cellulase enzymes caused a decreased degree of polymerization of both fibers, which was confirmed by a viscosimetric method and by FTIR spectroscopy with the intensities of absorption peaks decreasing after enzymatic treatment. The macromolecules became on average shorter and the structure of the fibers less ordered; because of that, more functional groups were available to bind with the water or dye molecules. Accordingly, the water retention capability and moisture content were higher for the enzymatically treated fibers and increased with increasing time of enzymatic treatment. The influence of enzymatic treatment on moisture content and dyeability was higher for the viscose fibers, which were initially more ordered than the chitosan/cellulose fibers. After 90 minutes of enzymatic treatment of the fibers, a lower concentration (0.5%) of the reactive dye could be used to obtain the same fixation value on the viscose fibers as 2% of the reactive dye on the untreated viscose fibers. Chitosan/cellulose fibers showed a less crystalline structure than viscose; therefore, the exhaustion and fixation of the reactive dye on chitosan/cellulose fibers were higher. However, after 90 minutes of enzymatic treatment, viscose fibers gained a higher moisture content and water retention capability compared to chitosan/cellulose fibers; therefore, they reached the same exhaustion and fixation values at lower dye concentrations as chitosan/cellulose fibers. The 90-minute enzymatic pretreatment before dyeing process is time consuming and probably both procedures are too long for industry protocol (the total time is 198 minutes); however, results showed improved sorption properties and dyeability, especially of viscose, where pretreatment can be justified. Although in both processes high concentration of alkali was used, the damage factors after dyeing even for the enzymatic pretreated fibers were very small, there was no additional surface damage after dyeing, only more pronounced decrease in tensile strength of the dyed fibers. However, these fibers are mainly used for hygiene products such as cosmetic pads where improved sorption is the most important property.
Footnotes
Acknowledgements
This work was supported by the Slovenian Research Agency and the Ministry of Higher Education, Science and Technology in Slovenia.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by Slovenian Research Agency, Programme P2-0213.