
Abstract
The bleaching of textile fibers with peracetic acid (PAA) results in adequate whiteness at low temperature and neutral pH media. PAA can be added to the bleaching bath in the form of a commercial solution or can be produced in situ in the presence of hydrogen peroxide (H2O2) with the addition of a bleach activator, tetraacetylethylenediamine (TAED), or arylesterase enzymes. In the present study, a knit fabric from regenerated bamboo fibers was bleached with four different PAA bleaching processes: with only PAA, with PAA or H2O2 in combination with TAED, and with H2O2 in combination with arylesterase enzymes. The knit fabric was also bleached conventionally with H2O2 for comparison purposes. Whereas the conventional H2O2 process was carried out at 90℃ and in highly alkaline pH media, the bleaching processes with PAA were carried out at 65℃ and in neutral to slightly alkaline pH media. The bleaching processes with PAA have a strong whitening ability that is comparable to that of the conventional bleaching process with H2O2. The highest whiteness index of the bamboo knit fabrics bleached by different processes was measured after the bleaching process with PAA in combination with TAED (WI 71.2). Overall, with PAA bleaching processes, bamboo knit fabrics with a high degree of whiteness, high water absorbency, and high tenacity can be obtained with low water and energy consumption.
Keywords
Growing consumer demand for products that can be described as environmentally friendly has led to considerable research and development in the textile industry. Regenerated bamboo fibers are a potential source of renewable fibers for a wide variety of applications.1–5 They are produced in a wet-spun process in which natural cellulose, originating from mechanically crushed bamboo leaves and stems, is used as the raw material in a hydrolysis–alkalization process. Raw bamboo is easy to obtain and the cost is relatively low, since it is an abundant and fast-growing plant. Regenerated bamboo fibers are marketed as having exceptional properties, such as superior comfort and hand, as well as antimicrobial properties. Standard viscose fibers are wet-spun from wood pulp in the viscose process, which is very similar to the process now used to produce regenerated bamboo fibers. Authors have reported that the morphological structure and properties of regenerated bamboo fibers are comparable to that of standard viscose fibers. 2 Others reported it exhibiting different crystallinity and orientation. 3
All natural and regenerated cellulose fibers contain undesirable yellow impurities. Therefore, bleaching is commonly required for the preparation of fibers to remove the colored impurities prior to dyeing and finishing. Hydrogen peroxide (H2O2) is widely used to bleach the natural and regenerated cellulose fibers and their blends with other synthetic fibers. Bleaching with H2O2 is conducted in an alkaline bath at pH 10–12 and at temperatures up to 120℃. As reported from the industry, problems occur in wet processing of regenerated cellulose fibers and their blends when bleached for full whites. Namely, regenerated cellulose fibers suffer from the disadvantage of lower breaking strength, particularly in the wet state. Careful control of alkalinity at high temperatures is essential to minimize fiber degradation during the H2O2 bleaching process. 6
Peracetic acid (PAA) is a well-known alternative to H2O2 as a bleaching agent. PAA is a powerful oxidant with excellent bactericidal, anti-microbial, fungicidal, anti-viral, and bleaching properties even at low concentrations. PAA is commonly used in disinfection, effluent color/odor removal, pulp bleaching, and chemical synthesis. Nevertheless, use of PAA has risks associated with its preparation, storage, and transport. 7
Efficient bleaching with PAA is highly pH dependent. In a previous research at pH values in the pKa region of PAA and above a considerable degree of fiber damage was observed. 8 Others also reported that at these pH conditions decomposition of PAA occurs. 9 However, when bleaching with PAA is conducted at neutral pH a satisfactory degree of whiteness can be obtained at 60–70℃ without the addition of auxiliary agents, resulting in lower energy and water consumption both during bleaching and rinsing of the fabric. Neutralization of the fibers after bleaching is not required, unlike bleaching with H2O2, in which large amounts of alkali must be removed before dyeing. Furthermore, there is less damage to the fibers when PAA is used.10–12
PAA is produced industrially by mixing acetic acid and H2O2 in the presence of an acid catalyst. Because the reaction is at equilibrium, commercial products contain a certain amount of acetic acid and H2O2. 12 Equilibrium mixtures of PAA are sold in the form of a 5%, 15%, or 40% solution. In the field of textile pre-treatment, more diluted PAA solutions are most appropriate. Commercial products are stabilized with a minimal amount of stabilizers. Current PAA solution products available on the market are safe, simple to use, and cost effective. 10 Since the pH of diluted commercial solution of PAA is around 3, at which PAA is stable, alkali must be added to activate it. In a previous research the effect of different alkalis on the bleaching with PAA solution was investigated. It was found that sodium carbonate had a strong buffering effect, which resulted in the highest level of whiteness. 12
A different approach to the bleaching of textile fibers is incorporating bleach activators, which are peracid precursors that form peracids in situ by reacting with H2O2 in an aqueous solution. The generated peracids are more powerful bleaching species than H2O2, which allow bleaching to be conducted under more benign conditions, such as under reduced temperatures. Bleach activators were originally developed for incorporation into domestic and industrial laundry detergents.
13
Tetraacetylethylenediamine (TAED) is a peroxide activator that is widely used in the detergent industry.
14
Figure 1 shows the reaction of TAED with H2O2. Both TAED and the reaction product, DAED (diacetylethylenediamine), are non-toxic and non-sensitizing and biodegrade to yield carbon dioxide, water, nitrate, and ammonia as end products.
6
The performance of a bleach activator-activated system strongly depends on bleaching parameters, such as concentration of the bleach activator, concentration of H2O2, pH, temperature, and treatment period. To date, development of different bleach activators was presented. Most of the research on bleaching with different bleach activators was carried out on cotton fibers and the bleaching was performed in highly alkaline pH media.14–21 In a research where bleaching with TAED was performed on blends from standard viscose fibers, the alkaline pH of the bleaching bath decreased rapidly and the alkalinity was adjusted during the bleaching process.
6
To date, a research on bleaching of regenerated bamboo fibers has been made only with a novel cationic bleach activator, N-[4-(triethylammoniomethyl)benzoyl]butyrolactam chloride (TBBC). The authors reported that at pH 7 and 50℃, bleaching with H2O2 and TBBC produced whiteness levels comparable to those obtained with traditional H2O2 bleaching but with substantially less fiber damage.22,23
In situ production of peracetic acid (PAA). TAED: tetraacetylethylenediamine; H2O2: hydrogen peroxide; DAED: diacetylethylenediamine.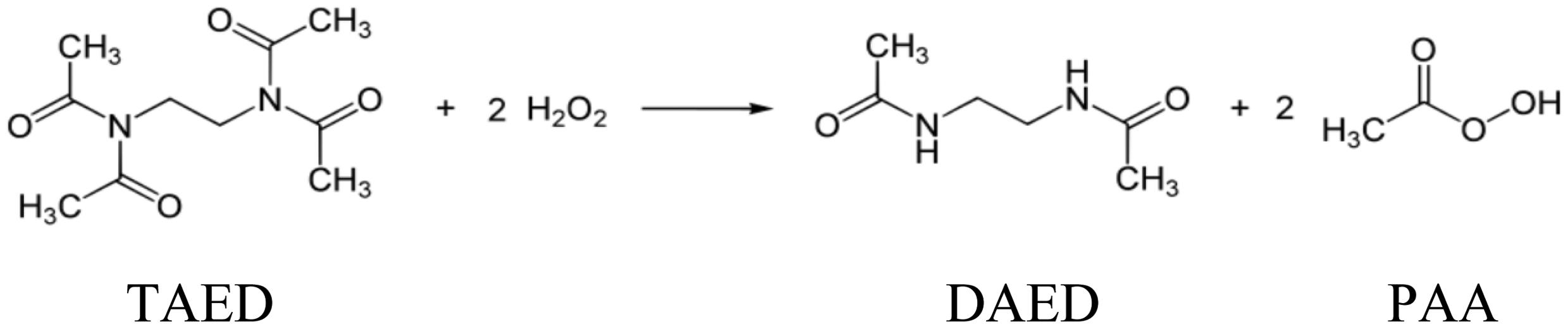
Today enzymes are largely used in pre-treatment processes of textile materials. In the past various enzymatically induced textile bleaching processes with glucose oxidases, peroxidases, laccases, or cellobiose dehydrogenases have been intensively explored.24–29 A new commercial bio-bleaching product, Gentle Power Bleach™ (Huntsman, Basel, Switzerland), functions enzymatically with arylesterase enzymes (EC 3.1.1.2). The enzyme system catalyzes the perhydrolysis of propylene glycol diacetate, which reacts with H2O2. Propylene glycol and PAA as the bleaching agent are formed during the reaction. 30 This bio-bleaching process can be efficiently combined with bio-scouring with pectinase enzymes in a one-bath process. 31
Due to the lack of research on bleaching of regenerated bamboo fibers, the present study was focused on bleaching performance of different PAA bleaching processes, which were compared to each other and to the conventional H2O2 process. The bleaching with PAA was chosen in order to minimize fiber damage and to perform the bleaching in more benign conditions. The bamboo knit fabric was bleached by the following four PAA bleaching processes: with only PAA, with PAA or H2O2 in combination with TAED, and with H2O2 in combination with arylesterase enzymes (Gentle Power Bleach™). Whereas the conventional bleaching process with H2O2 is carried out at 90℃ and in highly alkaline pH media, the bleaching processes with PAA were carried out at 65℃ and in neutral to slightly alkaline pH media. The concentration of oxidants and pH of the bleaching baths were measured during the bleaching processes. Measurements of whiteness, sorption properties, tenacity, and elongation at maximum load and dyeability were evaluated for bamboo knit fabric bleached by the various processes.
Experimental details
Materials
A weft-knitted fabric (composition: 90% bamboo viscose and 10% elastane, weight: 284.12 g/m2, wale density: 18.9 cm–1, row density: 32.2 cm–1, thickness: 0.75 mm) was kindly supplied by Inplet pletiva d.o.o., Slovenia. Persan® S15 (a stabilized aqueous solution with approximately 15% PAA and 20–25% H2O2) and Belox® 35 (a stabilized aqueous solution with approximately 35% H2O2) were kindly supplied by Belinka, Slovenia; Clarite® LTC (a combination product with wetting, detergent, and dispersing properties), Invatex® LTA (an agent to assist and boost the peroxide reaction), Invazyme® LTE (an arylesterase to catalyze peroxide bleach in combination with Invatex® LTA), AVITERA™ SE reactive dye, and ERIOPON®LT (clearing additive) by Huntsman, Switzerland; and Stabilizer SIFA by Clariant. The bleach activator TAED and used alkalis were purchased from Sigma-Aldrich.
Bleaching
Abbreviations and detailed descriptions of the treatments

PAA: peracetic acid; TAED: tetraacetylethylenediamine.
Ingredients and conditions of the bleaching processes
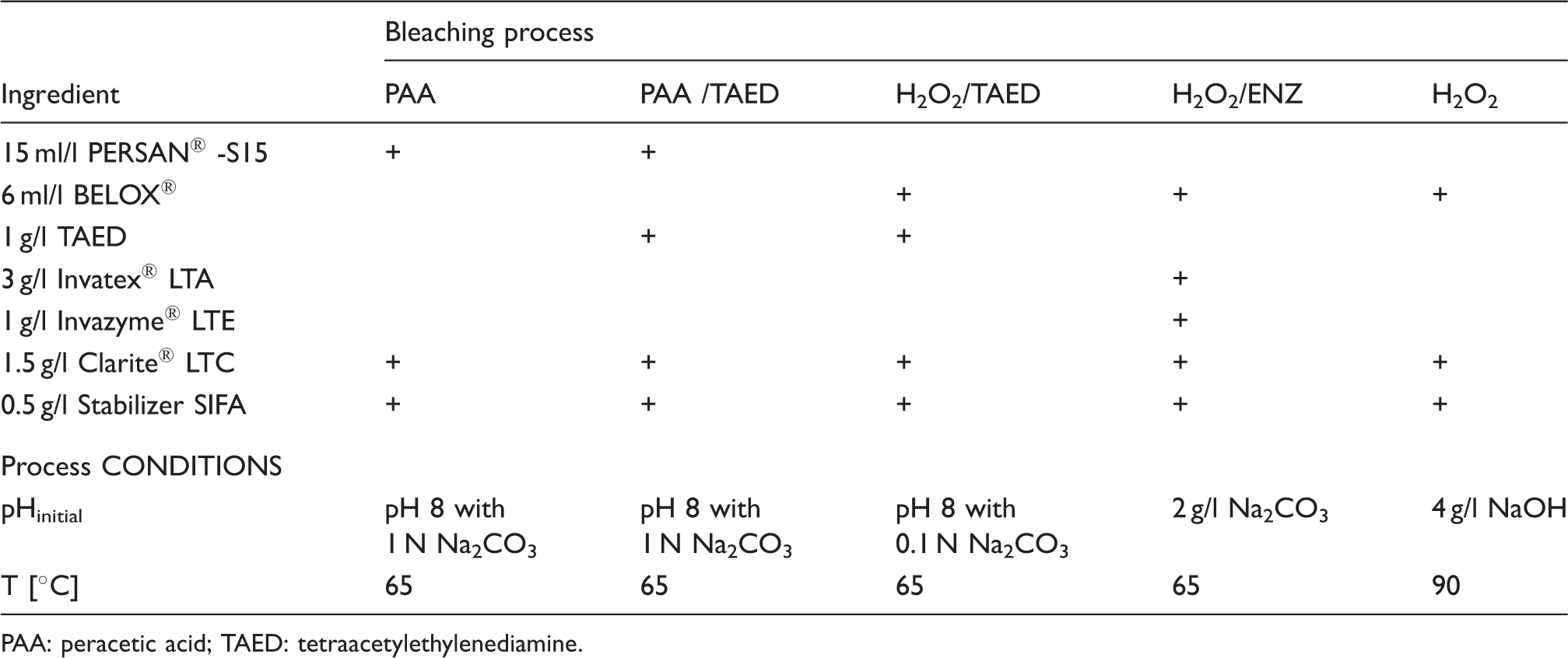
PAA: peracetic acid; TAED: tetraacetylethylenediamine.
Dyeing procedure
The dyeing of bleached samples was performed through the instructions of the dye manufacturer. The samples were dyed in a pale color shade at 60℃ for 90 min with 0.5% AVITERA™ SE dye, 40 g/l NaCl, and 10 g/l Na2CO3. After dyeing, the samples were washed three times. In addition, dyed samples were treated at 60℃ for 20 min in a bath containing 2 g/l ERIOPON™ LT. Finally, the samples were washed again three times and air dried. Dyeing was performed in closed beakers at a 1:20 liquor ratio in a laboratory dyeing machine (DL-600 Plus from Starlet).
Analytical methods
Prior to measurements, the raw and differently bleached knit fabric samples were conditioned for 24 h at 20℃ and 65% relative humidity. The density, weight, and thickness of knit fabric were measured according to SIST EN 1049-2, SIST EN 12127, and SIST EN ISO 5084.
pH
The pH measurements were performed using a pH meter (MA5740; Iskra, Slovenia), which was calibrated at two points.
Iodometric titrations
Titrations were performed in order to measure the concentrations of PAA and H2O2 in the bleaching bath. PAA and H2O2 react with potassium iodide, as indicated in Equations (1) and (2), respectively. The iodine released then reacts with sodium thiosulphate, as in Equation (3).



To determine the concentration of PAA (CPAA), titration with sodium thiosulphate was performed in ice at 0℃ since H2O2, which is also present in the bath, reacts only very slowly with potassium iodide at this temperature. To determine the concentration of H2O2 (CH2O2), a second titration with sodium thiosulphate was carried out at room temperature. Since both PAA and H2O2 react with potassium iodide at room temperature, this titration provided the total concentration of the two oxidants (COX). The concentrations of PAA and total oxidant were calculated using Equation (4). The difference between the total oxidant and the PAA concentration gave the concentration of H2O2 (Equation (5)):


Whiteness and color values
The values for whiteness index (WI), yellowness index (YI), tint values (TVs), and color values were measured on a remission spectrophotometer (Spectraflash SF600 Plus; Datacolor, Switzerland) using the CIE method according to EN ISO 105-J02:1997 (E) and EN ISO 105-J01:1997 (E) standards.
Sorption properties
Moisture absorption value (MAV) measurements were performed according to SIST ISO 6741-1:1996, and water absorbency was measured according to AATCC Test Method 39-1980.
Damage to substrate
Damage to knit fabric was determined by measuring tenacity and elongation at the maximum load on a Tensile Tester Model 5567 (Instron, Great Britain) according to standard SIST EN ISO 13934-1.
Results and discussion
Concentration of oxidants, change in pH, and whiteness
To study the effect of different bleaching processes, the concentration of PAA and H2O2 and change in pH were monitored during the various processes in the presence of knit fabric from regenerated bamboo fibers (Figures 2–4). Table 3 presents the WIs, YIs and TVs of the raw and differently bleached samples. The WI of the raw sample is approximately 43.
Change in the peracetic acid (PAA) concentration of the bleaching baths over time. Change in the pH of the bleaching baths over time. Change in the hydrogen peroxide (H2O2) concentration of the bleaching baths over time. Whiteness indices (WIs), yellowness indices (YIs), and tint values (TVs) of the bleached samples, with the standard deviations in brackets PAA: peracetic acid; TAED: tetraacetylethylenediamine.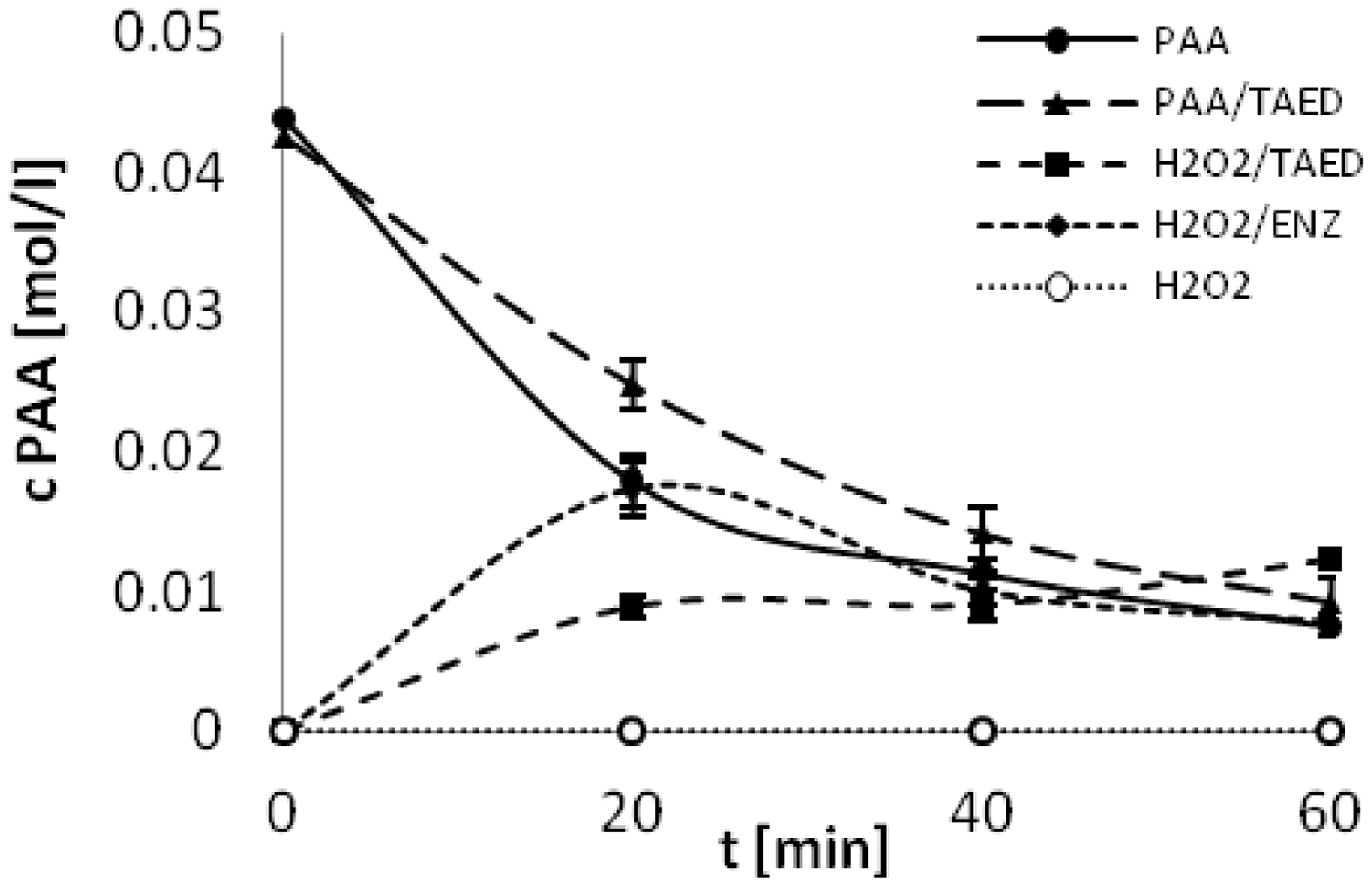
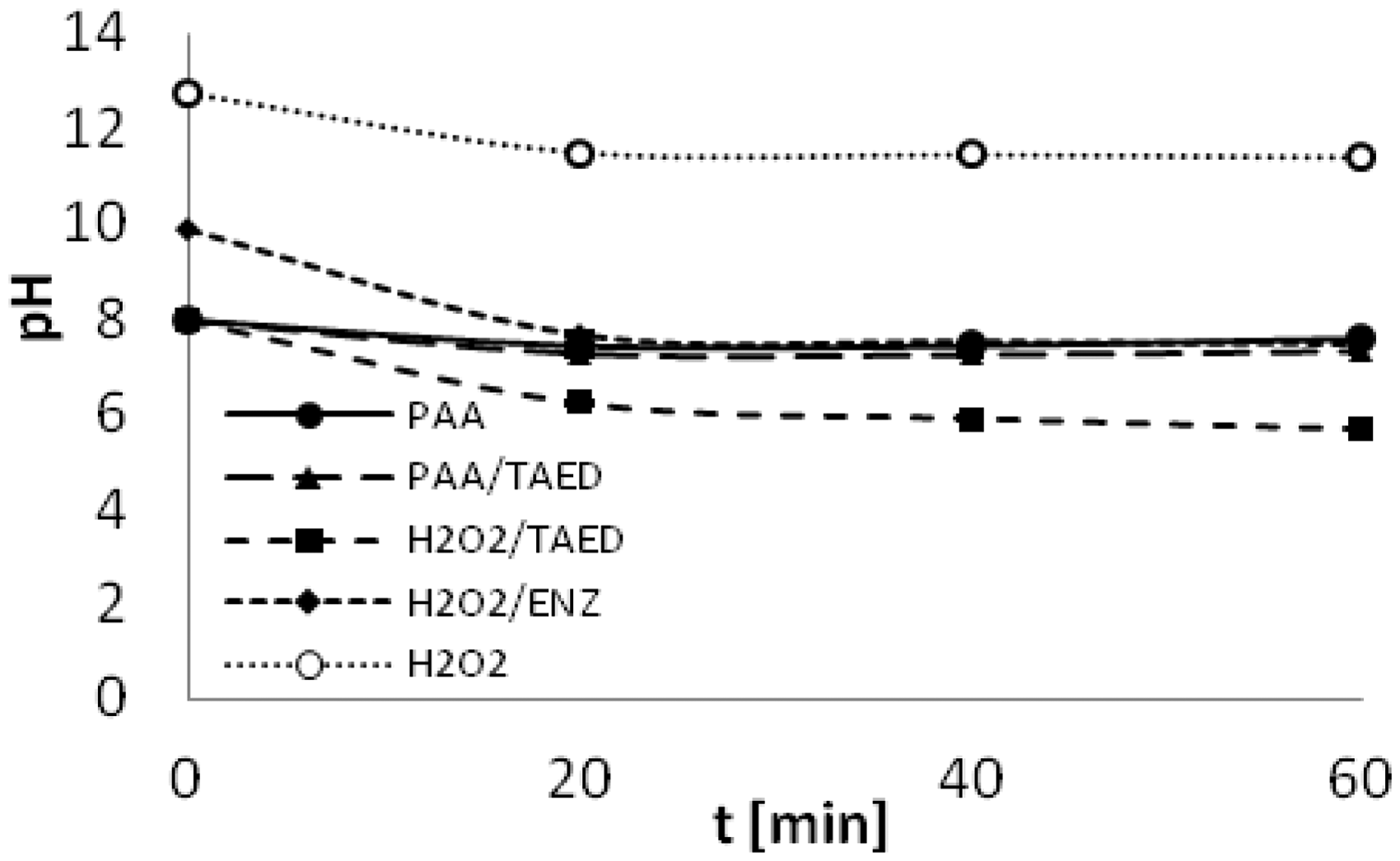
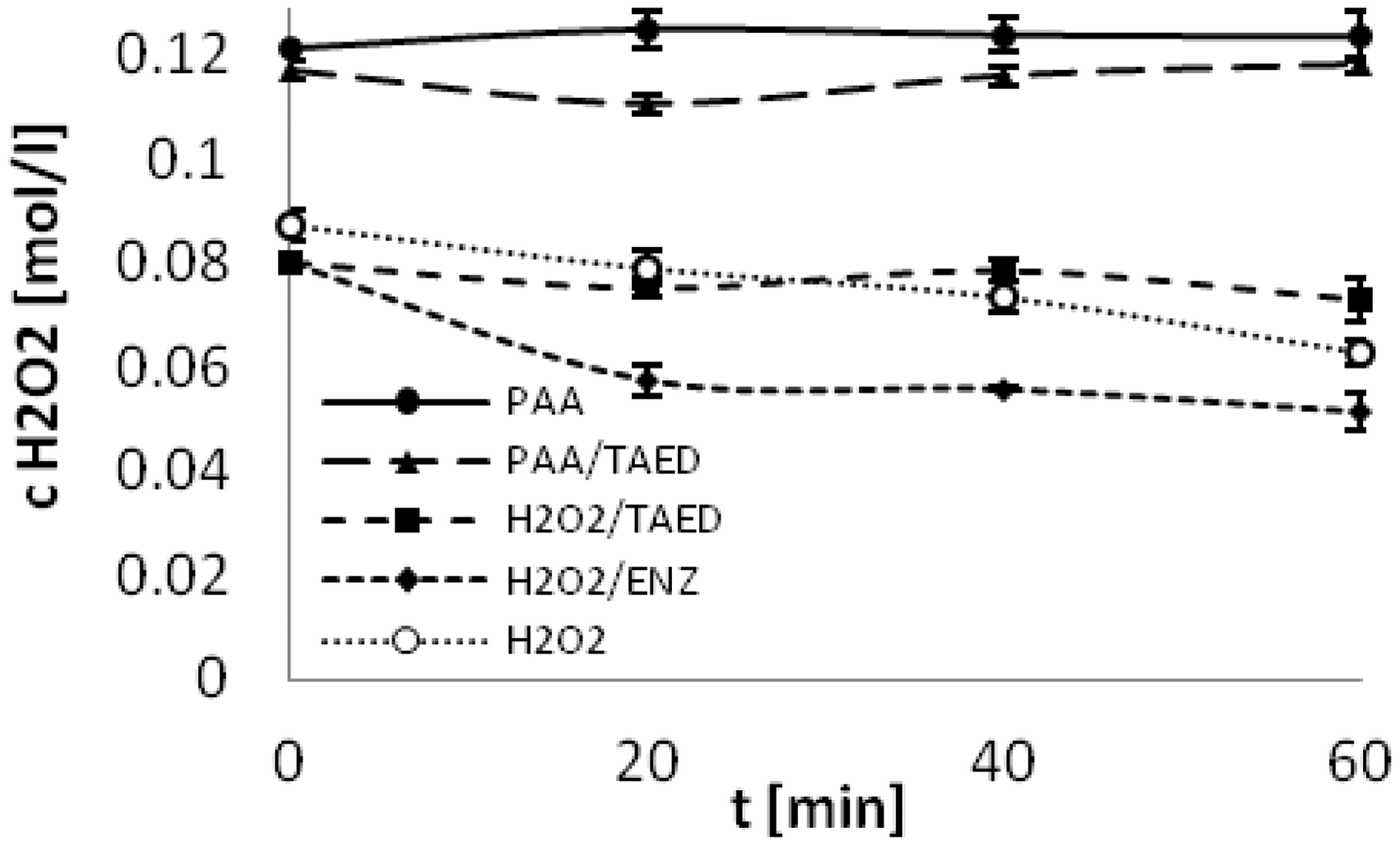
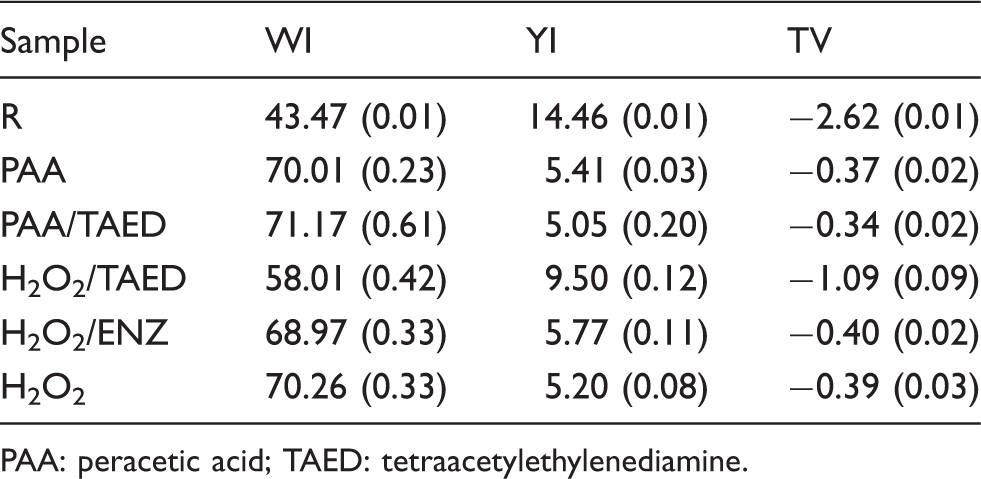
Figure 2 presents changes in the PAA concentration of various bleaching baths over time. To the PAA and PAA/TAED bleaching baths, 15 ml/l Persan® S15, which is approximately 0.045 mol/l PAA, was added. In the PAA process, the concentration of PAA decreases rapidly in the first 20 min and then slowly decreases until the end of the bleaching process, where it reaches approximately 0.01 mol/l. In the PAA/TAED process, the decrease in the PAA concentration is slower and more constant because PAA is also formed during bleaching through the reaction of TAED with the H2O2 contained in Persan® S15. As shown in Figure 3, in the PAA and PAA/TAED bleaching baths, the pH 8 is highly stable during both bleaching processes and enables a constant consumption of PAA. The chosen alkali (Na2CO3) efficiently maintains the initially adjusted pH of the bleaching bath with commercially prepared PAA solution, which is in agreement with previous research. 12 The WI of the bleached sample, 70, is obtained after the PAA process. Compared to the PAA bleaching process, the additionally formed PAA with TAED in the PAA/TAED bleaching bath contributes to the slightly higher whiteness of the bleached sample (WI 71.2).
The production of PAA is the initial step in both the H2O2/TAED and H2O2/ENZ processes. In the H2O2/ENZ process, the PAA concentration increases at a constant rate during the first 20 min up to 0.02 mol/l, and the concentration decreases to 0.01 mol/l by the end of the bleaching process (Figure 2). In the H2O2/ENZ process, the bleaching starts at pH 10; the pH decreases during the bleaching process to pH 8, which is also an appropriate pH for efficient PAA bleaching (Figure 3). The WI of the bleached sample, 69, is obtained after the H2O2/ENZ process.
In the H2O2/TAED process, only 0.01 mol/l of PAA is formed during the first 20 min. The PAA concentration does not decrease afterward but increases slowly after 40 min (Figure 2). The increase in the PAA concentration during bleaching is attributed to the decreased pH during the H2O2/TAED bleaching process (Figure 3). Namely, at pH 6, PAA is highly stable and is not consumed for bleaching. The optimum pH for PAA bleaching is between 7 and 8.10–12 Changes in the pH and less efficient production of PAA with TAED compared to arylesterases results in lower WI, namely 58, in the sample bleached with the H2O2/TAED process. Compared to the PAA and PAA/TAED processes the used alkali does not efficiently maintain the initial pH 8 in the H2O2/TAED process. However, the pH could be maintained at a constant level by adding alkali at intervals, but this is not always practicable. Use of other alkalis should be taken into consideration.
Finally, Figure 4 presents the change in the H2O2 concentration. The decrease in the H2O2 concentration during the bleaching process in the PAA/TAED, H2O2/TAED, and H2O2/ENZ bleaching baths is attributed to PAA formation. At the end of all the bleaching processes, high quantities of unused H2O2 were left in the bleaching baths. The highest H2O2 concentrations remained in the PAA and PAA/TAED bleaching baths; Persan® S15 contains approximately 20–25% H2O2, which is only active in highly alkaline pH media and temperatures above 90℃. At lower pH and temperatures, H2O2 remains in the bleaching bath and is not consumed for bleaching.
Overall, all bleaching processes, with the exception of the H2O2/TAED process, yield similar whiteness, yellowness, and tint levels (Table 3). During the H2O2/TAED bleaching process, the starting pH excessively decreases and results in lower bleaching ability.
Sorption properties
Moisture absorption values (MAVs) of the bleached samples, with the standard deviations in brackets
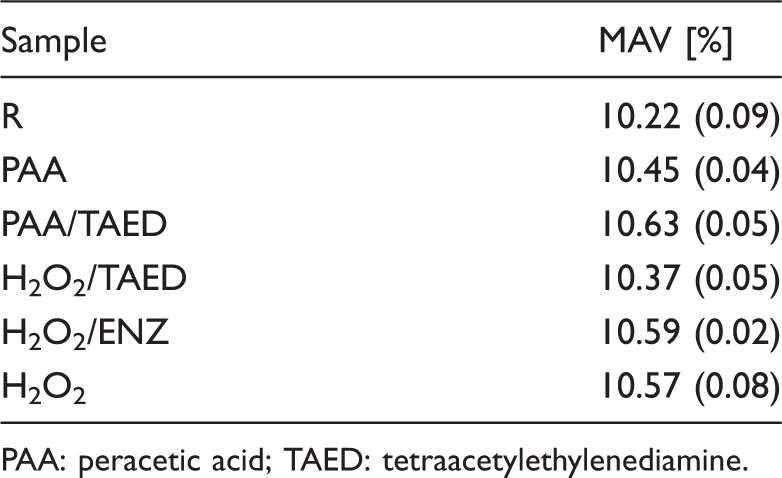
PAA: peracetic acid; TAED: tetraacetylethylenediamine.
Damage to the knit fabric
Tenacity at the maximum load (Fmax), elongation (ɛ), wale density, and knitted fabric thickness of the bleached samples, with the standard deviations in brackets
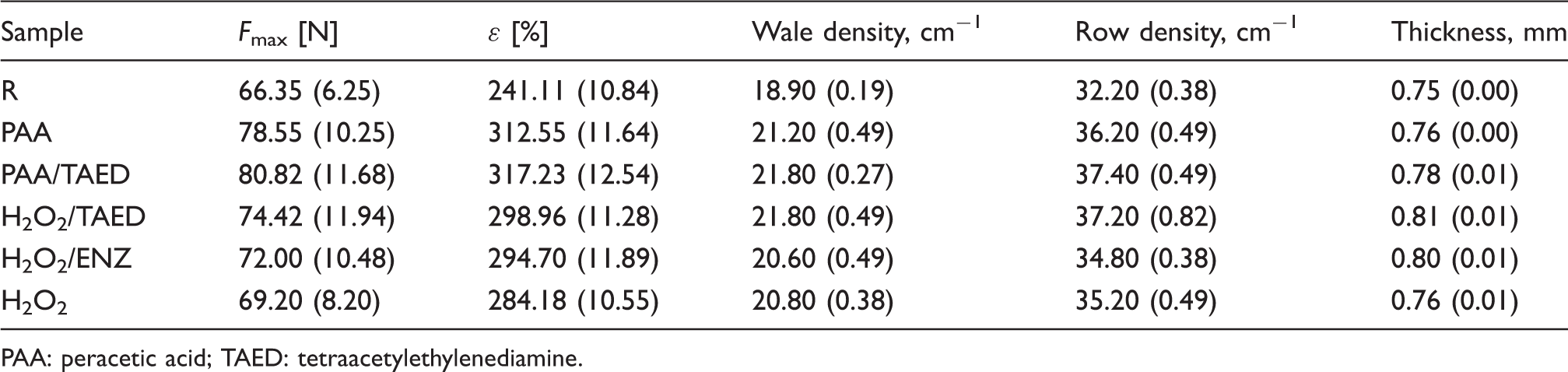
PAA: peracetic acid; TAED: tetraacetylethylenediamine.
All bleached samples have higher tenacity and elongation at the maximum load than the raw sample; this result can be attributed to fabric contraction during the bleaching processes, because all bleached samples reveal higher wale and row density and thickness values than the raw sample (Table 5). Thus, the fabric is stronger and more compact. When comparing the tenacity and elongation of differently bleached samples at the maximum load, it is difficult to predict possible damage caused by bleaching. However, it should be emphasized that the lowest values were measured for samples bleached conventionally with H2O2 and higher values were measured for all differently PAA-bleached samples. The tenacity and elongation measurement results confirm that after the low-temperature PAA bleaching processes, stronger knit fabrics are obtained in comparison to the conventional H2O2 bleaching process.
Dyeing
Values of color strength (K/S), lightness (L*), chroma (Cab*), hue (hab), and color differences (ΔE*) of the bleached samples dyed with 0.5% AVITERA® SE, with the standard deviations in brackets

PAA: peracetic acid; TAED: tetraacetylethylenediamine; s: standard.
Conclusions
In this study, a knit fabric from regenerated bamboo fibers was bleached with four different bleaching processes using peracetic acid (PAA, PAA/TAED, H2O2/TAED, and H2O2/ENZ) that were carried out at low temperatures and compared to each other and to the conventional high-temperature and highly alkaline H2O2 bleaching process.
The results reveal that the applied bleaching processes with PAA have strong whitening ability. The highest WI of the bleached samples was obtained after the PAA/TAED bleaching process, namely 71, followed by the conventional H2O2 (WI 70.3), PAA (WI 70), H2O2/ENZ (WI 69), and H2O2/TAED bleaching processes (WI 58). The WIs of all bleached samples with PAA, with the exception of the H2O2/TAED bleached sample, are highly similar, indicating that all of these processes can be used in an efficient bleaching process instead of the conventional H2O2 process. The optimum pH for bleaching with PAA is between 7 and 8. The starting pH 8, adjusted with sodium carbonate in the PAA and PAA/TAED processes, is stable during the whole bleaching process. However, during the H2O2/TAED bleaching process, the starting pH 8 excessively decreases and results in lower bleaching ability. An improvement of the H2O2/TAED process might be possible with the use of other alkalis and with the incorporation of more efficient bleach activators.
The sorption properties of differently PAA-bleached bamboo knit fabrics are comparable to the sorption properties of conventionally H2O2-bleached knit fabric. It is important to point out that all differently PAA-bleached knit fabrics had higher tenacity compared to the conventionally H2O2-bleached knit fabric. Further, after dyeing slight color differences were observed between H2O2/ENZ, H2O2/TAED, and H2O2 pre-bleached knit fabrics. On the contrary, no significant color differences were observed between PAA, PAA/TAED, and H2O2 pre-bleached knit fabrics.
Among the low-temperature processes with PAA, the PAA/TAED process is the most efficient. After this process knit fabrics from regenerated bamboo fibers with the highest WI and tenacity and elongation values at maximum load are gained.
The bleaching processes with PAA are conducted at low temperatures and result in final bleaching baths with a near-neutral pH. These processes do not require an additional neutralization step prior to drainage into the sewage system. In contrast, the final pH of a conventional H2O2 bleaching bath is highly alkaline and should be neutralized prior to drainage into the sewage system. At neutralization, salts that further load wastewater are produced. In this aspect, the bleaching processes with PAA are shorter, consume less energy and water and are therefore environmentally friendlier than the conventional high-temperature and highly alkaline bleaching processes with H2O2.
Footnotes
Funding
This work was supported by the Slovenian Research Agency (P2-0213). We are grateful to the Ministry of Higher Education, Science and Technology for a PhD grant (1000-10-310153).