
Abstract
In the production of body armor panels, multilayer aramid fabrics are normally used. A main problem of these panels is the high weight and consequential lower comfort for the wearer. In a recent survey it was shown that most officers in the United States would prefer an improved comfort and also reduced weight in their ballistic vests. To reduce layers with a concomitance of the same safety standards, the panel has to be improved. One solution is to reduce the slippage of the yarns during the penetration of the knife and with this to increase the absorbed impact energy. The tests showed that the placement of a layer of wool fabric on the top of the aramid panel changes the penetration behavior. The main goal of this work is the investigation of the influence of the woven wool structure over the penetration of aramid panels. For this investigation, the stab resistance of five aramid fabrics with different properties and patterns combined with one layer of wool on the top and bottom of the panel has been tested and compared against pure aramid panels, according to the VPAM test instruction “Stab- and Impact Protection”. In addition, an optical evaluation of the stab tests has been done using a high-speed camera. Also, the stab recess in the aramid layers was evaluated optically, using a digital microscope. The experimental results confirm that wool can increase the stab resistance of body armor panels, but results are dependent on the properties and pattern of the aramid fabrics, too.
Soft body armor, which is also stab resistant, has become a standard equipment for the police, army and also for personal security, and most officers in the United States would prefer an improved comfort and also reduced weight in their vests. 1 Therefore, the panel has to be improved. 2 A lot of research work has been done in this area.3–5 Stab resistant panels made out of multilayer aramid fabrics have been in use for several years. The advantage of para-aramid for these panels is the high strength, which is due to the highly orientated long chain molecules along the fiber axis, and its low density. 6 These kinds of fabrics can absorb the kinetic energy that is caused by a stab attack through a combination of several parameters. 7 The resistance against stabbing is influenced by the yarn count, the weave pattern and the density of the fabric, and the influences caused during a stab attack are the size and shape of the knife and the velocity. In recent studies,8–10 the mechanisms that are responsible for kinetic energy absorbability in plain woven fabrics were described. They include yarn properties such as friction, stretching, breakage and migration, the crimp interchange and the fabric’s shear characteristics. The friction force of yarns is the force, which holds together the interlacing yarns in a fabric. 11 Also, the yarn pull-out of a fabric influences the absorption of impact load caused by the yarn friction in the structure of the fabric.12–15 Due to the smoothness of para-aramid yarns, the friction between the yarns and fabric layers is often too low; in this case slippage occurs, which leads to a lower impact against stabbing. Opposed to that, a higher friction between the yarns leads to a higher energy absorption, because the yarn sliding is restricted.14,15
Figure 1 shows a typical behavior of an aramid fabric layer during penetration. During the stab test the yarns slide apart when the blade penetrates the fabric. Due to this, Sinnppoo et al.
16
described the use of wool in his studies. He put mid-micron wool fibers into the woven structure to restrict the separation of the aramid yarns and therefore also the friction behavior of the fabrics. The function of the wool is not to replace the aramid as the stab resistant material. As the friction is most important in the area where the knife penetrates the aramid fabric, the function of the wool layer is to decrease the lateral separation of the yarns of the outer fabric layer. Therefore, in this study tests were carried out with an outer layer of wool.
Stab behavior of an aramid fabric.
The expected effect of decreasing the friction between the yarns is established in the special surface of wool. The scales have the effect of barbed hooks, which claw into the surface of the nearest yarn and avoid the sliding of them. The wool yarns prevent the slide apart of the filaments, which hold the directly impacted yarns in place for a better dissipation of the impact energy. The scales are stuck into each other or into other surface irregularities. 17 Because of the longitudinal friction between the yarns of the wool and the filaments of the para-aramid, the pull-out behavior will decrease. 16
Wool characteristics related to the stab resistance
Wool can absorb between 14% and 18% of moisture in standard atmosphere. This is an important fact due to increasing the moisture on the aramid yarns, which leads to higher yarn slippage there. 18 Furthermore, the comfort of the panel increases because of water vapor absorption. 18 The friction is available at two stages – one is fiber-to-fiber friction inside the yarns, which influences the compressibility of the yarns and thus the forces as well, which act on the neighbor yarns during penetration. Another stage is at the yarn level – the fibers on the yarn surface contact with the fibers of the other wool and aramid yarns and cause again a higher friction. Furthermore, the hairiness of the wool yarns has influence on the friction between the wool yarns and the aramid yarns. It can be assumed that in the general case at every of these levels the single fiber surface contacts with another one, which is independent if it is on fiber or yarn level. The second important characteristic of wool is the friction behavior, which can vary significantly depending on several parameters. Because of the random orientations of the scales of fibers in a yarn, the coefficient of friction µ depends on the surface, direction of scales (with/against scales), the kind of wool, for example fine or coarse, and the surrounding conditions, such as temperature and air humidity. Another influence is caused by the different contact points of the scale parts and angles. 18 The structured surface of a wool fabric has a higher friction coefficient in comparison to the smooth surface of an aramid fabric, due to the imbricate structure. Some exemplary friction values µ of wool are between 0.11 and 0.13 in the direction with scales, between 0.15 and 0.21 for the same fiber direction and between 0.38 and 0.61 against scales. 17 The values are differentiated between static and kinetic values.
The mean frictional coefficient against scales is higher than with the scales, but a microscopic analysis of a typical wool yarn shows that the fibers lay uniformly distributed in both directions, like the example shown in Figure 2.
Direction of fibers in a wool yarn.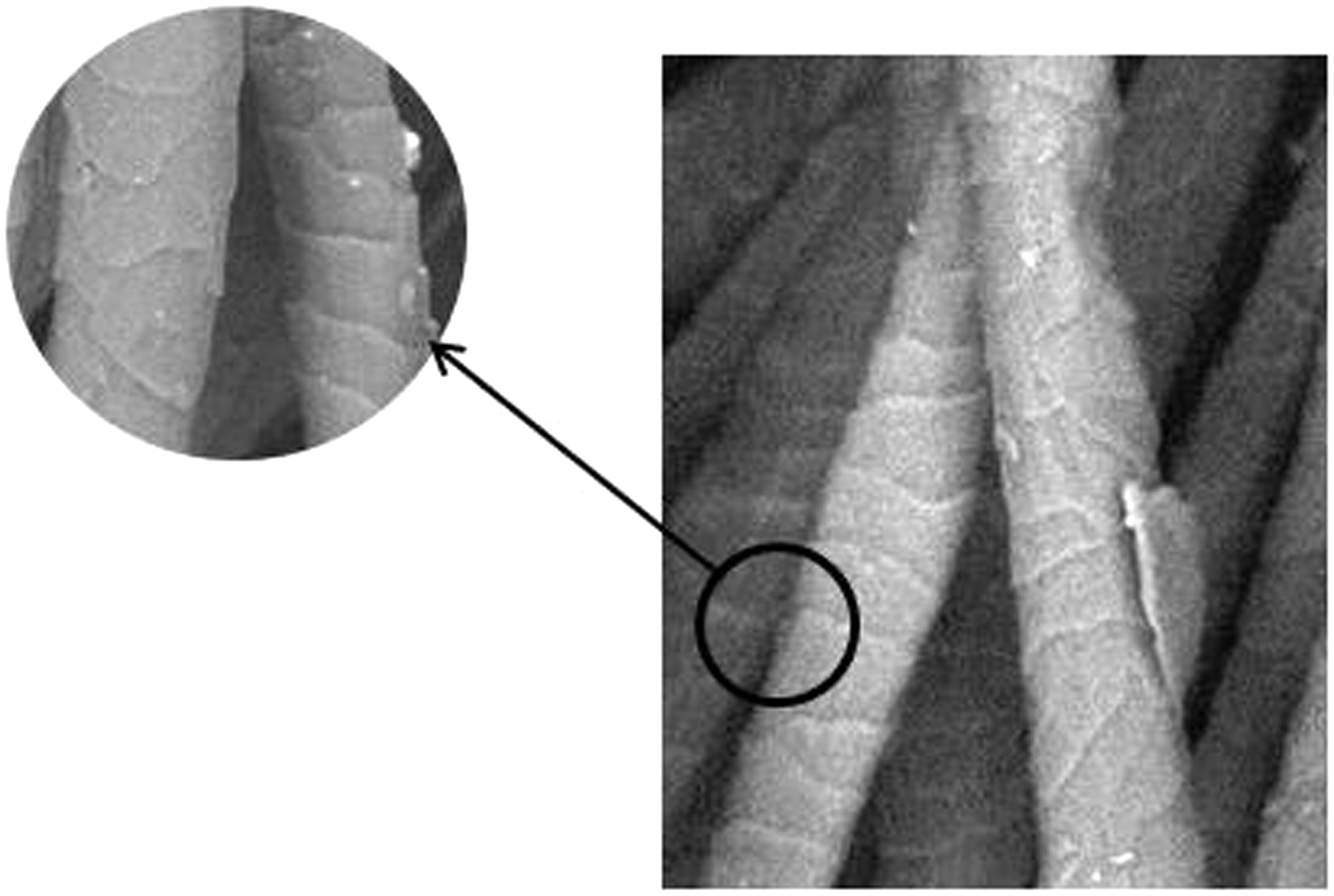
Therefore, it is assumed that the mean frictional force of a yarn and also of a fabric is an average of the frictional force of both directions, with and against scales. Ajayi and Elder 19 tested several different fabrics with a wide range of physical properties to show all these influences on the friction coefficient. They also found that the friction is affected by experimental conditions, like changes in the normal pressure and a limited influence on the test velocity.
Experimental set-up
Stab resistance measurements of a variety of high modulus para-aramid (Kevlar) fabrics were performed, which represent a wide range of different parameters, such as the pattern, yarn density, thickness and fabric weight per square meter. To show the frictional interaction between the fabric layers out of wool and aramid, five different aramid fabrics, which are used in ballistic panels, were tested for their resistance against stabbing according to the test instruction VPAM KDIW 2004 “Stich- und Schlagschutz”.
20
The principle of measurement is as shown in Figure 3: a blade with a defined sharpness falls from a defined height through the test fabric into the box, which is filled with Plasticine. Hereby the knife is led by rails to ensure an even movement. Afterwards, the stab depth in the Plasticine is measured using a ruler.
Principle of the stab resistance measurement.
According to the standard VPAM KDIW 2004, the fall height should be set such that a potential energy of 15 J will obtain results of stab depth lower than 10 mm or 25 J for a maximum stab depth of lower than 20 mm.
With the assumption that the knife falls down without creating frictional forces at the rails, the falling height can be calculated by


During the preliminary tests it was found that at the falling height according to the standard at 1.02 m, the knife goes through all structures and no differences can be seen. Also, the height of 0.61 m gave no significant differences. To find out differences between the fabrics, the fall height was reduced to 28.5 cm, which equates to 6.9 J. With respect to this, the test speed was also reduced, due to

The kinetic energy EKIN, which occurs during the test, is a result of the adjustments as follows:

Following from this

From initial tests with pure Plasticine without fabric, the knife goes through the complete Plasticine, so we can assume that the energy loss for WPenetrationPlasticine is a negligible part of the complete energy during this penetration. The energy of friction between the yarns and the energy of friction during the cutting are in this case also negligible, because for the practical evaluation it is important to have an idea about the average resistance of the fabric against penetration. This average force is a calculated value, which would correspond to the force if the penetration speed is constant, according to Equation (5), and can be used for the comparison of different fabrics. This force accumulates all above-mentioned influences and resistances, which are important during the development and optimization of the fabric, but for the final evaluation the average penetration force is relevant.
This is an important factor to demonstrate the interdependence between the stab depth results and the impacted energy, which leads to fewer injuries during the stabbing.
Parameter of the engaged fabrics

The tests were performed in two steps. First of all, pictures are taken with a high-speed camera to see the penetration at the moment when the blade cuts into the fabric. Here the general differences between panels with and without wool are given, to show the mechanism of the influence of the wool layer in these panels. In addition to that, the stab opening in the fabrics was measured for all fabric kits.
The picture sequence (Figure 4) shows the moment when the blade penetrates the woven fabric: the blade depresses the fabric and the primary filaments, which are in direct contact with the knife, which then migrate away from this impact area. In this case, the filaments are not cut, rather they just slide apart. It is assumed that the low friction between the yarns leads to high yarn slippage and the blade can ingress deeper. Therefore, an additional test series was made with a layer of wool on the upper and under side; this gave the pictures presented in Figure 5.
Picture sequence of the stab penetration of an aramid fabric. Picture sequence of the stab penetration of a wool fabric.

The blade depresses the wool layer and penetrates it through the cut. The woven wool fabric may absorb the kinetic energy by deflection of the fabric, a friction at the contact region, fabric shearing and crimp behavior. Sadegh and Cavallaro 9 described these steps as a normal impact between a projectile and a plain woven fabric, but they are applicable as well for a blade penetration, although the importance and the starting point of the different phenomena over the behavior will be different. The following figures show the effect of the wool layers on the first aramid layer in between after the penetration. However, it is not just the first layer that shows these effects. All layers show these different effects between panels with and without wool layers. All pictures were taken under a digital microscope with a 20 × magnification.
Fabric P61 is a thin plain weave fabric with haptic impression; the fabric is relatively tough with hardly any slippage. Because of that, it is assumed that no migration occurs during the stab test of the aramid panel. Therefore, the influence of the inserted wool layer on the depth of stab penetration of the panel is indistinct (Figure 6).
Optical observation of stabbing for fabric P61.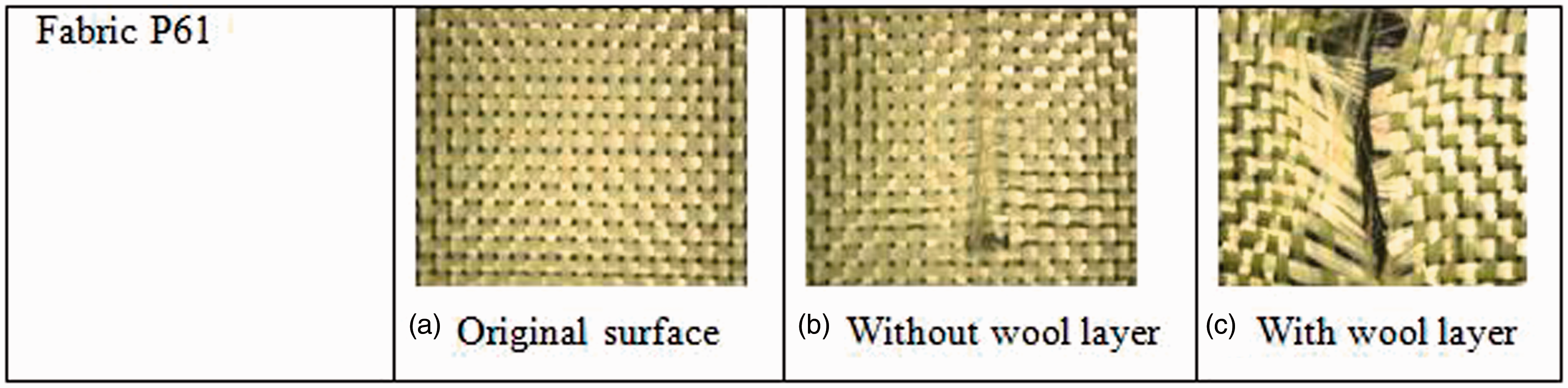
Fabric P170 shows a yarn migration away from the impact area, when no wool layer is used, while the wool layer enables the blade to cut the filaments. In Figure 7 the optical results are presented. It is assumed that the high friction of wool prevents the smooth filaments migrating, which would create openings in the structure. The cut into the wool layer absorbs more kinetic energy, which leads to a lower energy level to penetrate the fabric.
Optical observation of stabbing for fabric P170.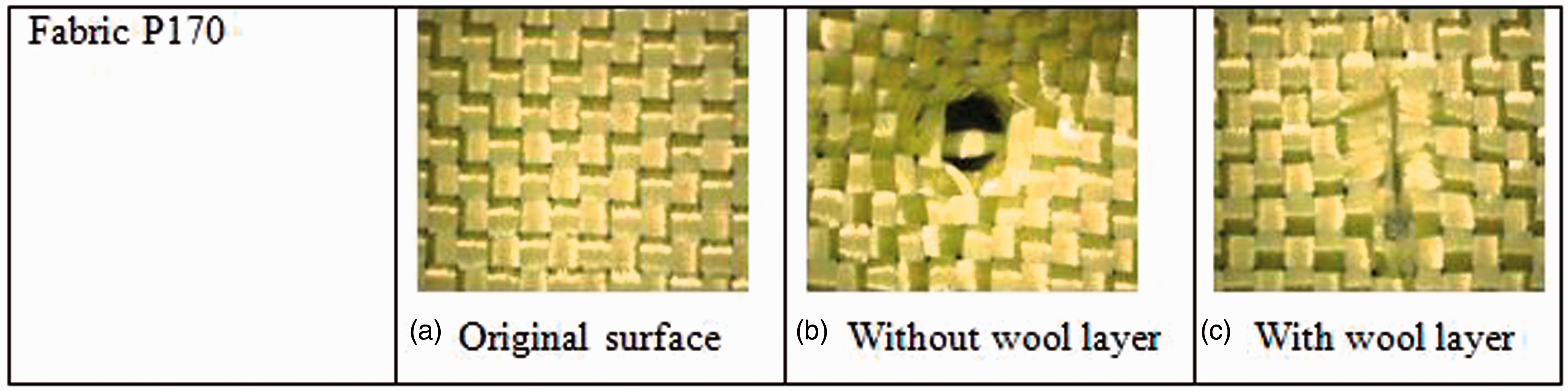
Also the plain woven fabric P230, presented in Figure 8, shows a similar effect of inserting wool in the panel. While the panel without wool shows the effects of migration, but also pull-out of yarns, in this case the wool-including panel also avoids the migration of the filaments and absorbs more energy to cut the layers.
Optical observation of stabbing for fabric P230.
The engaged twill fabrics show a loose woven structure, which leads to a high slippage of yarns. Figure 9 shows the effect of knife penetration, when the filaments are migrating in the panel without wool. There can also be found a small migration in the wool-including panel, but in this case most of the yarns are cut in this area.
Optical observation of stabbing for fabric T170.
Also the twill woven fabric T230 shows the effects of a high migration of the filaments in the pure aramid panel, as shown in Figure 10. Both twill fabrics show a high yarn slippage in a subjective tactile sensation. That means that the yarn sliding apart does not need much energy. For the knife, it is easy to separate the yarns to penetrate the panel. Resultant of this, it is assumed that more energy is required to cut the layers than to penetrate the layers. That corroborates the belief that, due to this, the injuries are less dangerous because of less penetration depth.
Optical observation of stabbing for fabric T230.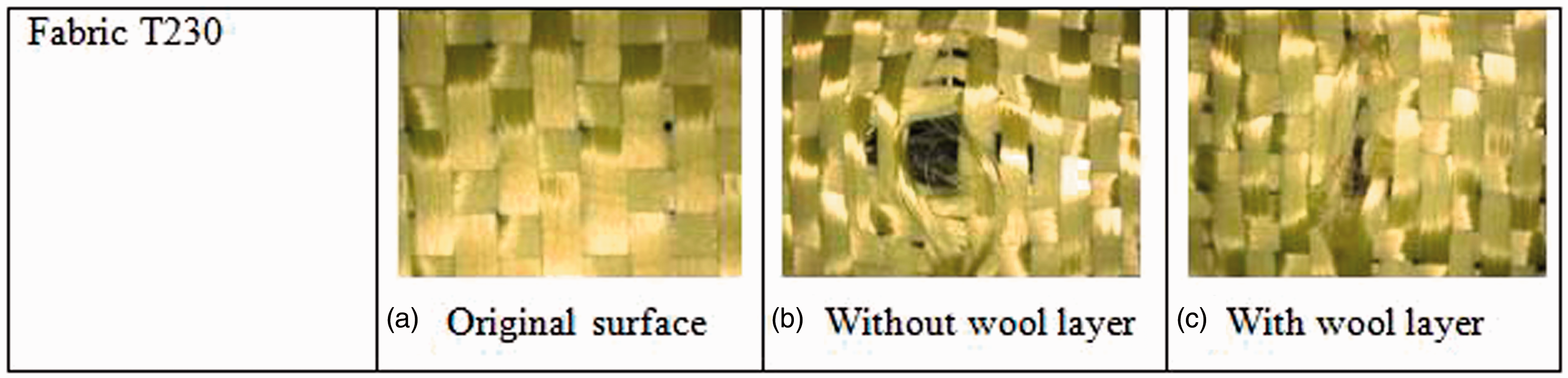
In the second part of the analysis, the stab penetration is measured and the results are given and compared between panels with and without a wool layer. The values of stab depth for different panels of 6, 7 up to 10 layers are depicted. The wool layer is always additional to the aramid layers, which leads to a panel out of 6 plus 2 wool layers up to 10 aramid plus 2 wool layers, consequentially 8, 9 up to 12 layers. In all graphs, the measurement results of the stab depth in millimeters are inserted and, in addition, the significant differences are shown. The lower the values are, the better the results and more harmless the injuries for the human.
Figure 11 gives the results of stab depth measurements of fabric P61, without and with wool. Comparing the two bar charts, the wool layer increases the results between 4 and 7 mm. Between 7 and 10 layers, the results are relatively constant for both test series.
Stab depth results for fabric P61.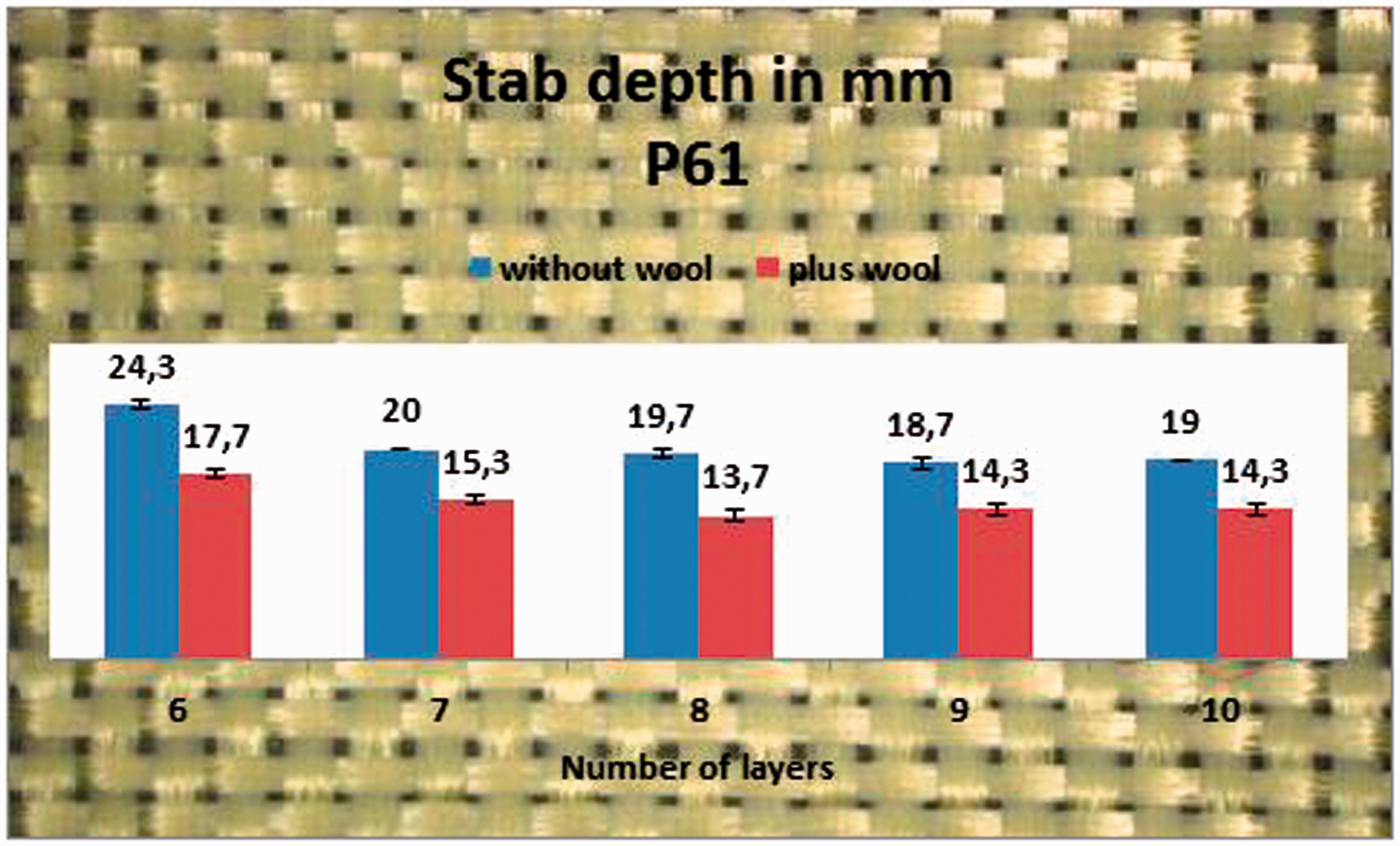
An analysis of Figure 12 shows the curves of the two test panels of the plain weave fabric P170. A yarn with a fineness of 127 tex and seven threads per cm is inserted. The adjustments are similar in the warp and weft directions. The curve without wool shows a leap from seven to eight layers, where the stab depth decreases about 6 mm and stays stable up to 10 layers. The results of the panel with wool differ to this curve. Every additional layer shows better results. An increasing of stab penetration between 3 and 6 mm is given by inserting the wool layer into the panel.
Stab depth results for fabric P170.
The third plain weave fabric P230 is presented in Figure 13. A yarn of 158 tex with a fabric density of seven threads per cm is used for this fabric. Between six and eight layers, the wool layer shows no effect on the stab depth results of the panel. A comparison between both test series shows similar results. The wool starts to influence the stab depth beginning at nine layers and above. Fewer layers show similar results. In comparison with the plain weave fabric P170, which is designed with the same parameters except the yarn count, the fabric with the lower yarn count of 127 tex shows better results in stab resistance than fabric P230 with 158 tex.
Stab depth results for fabric P230.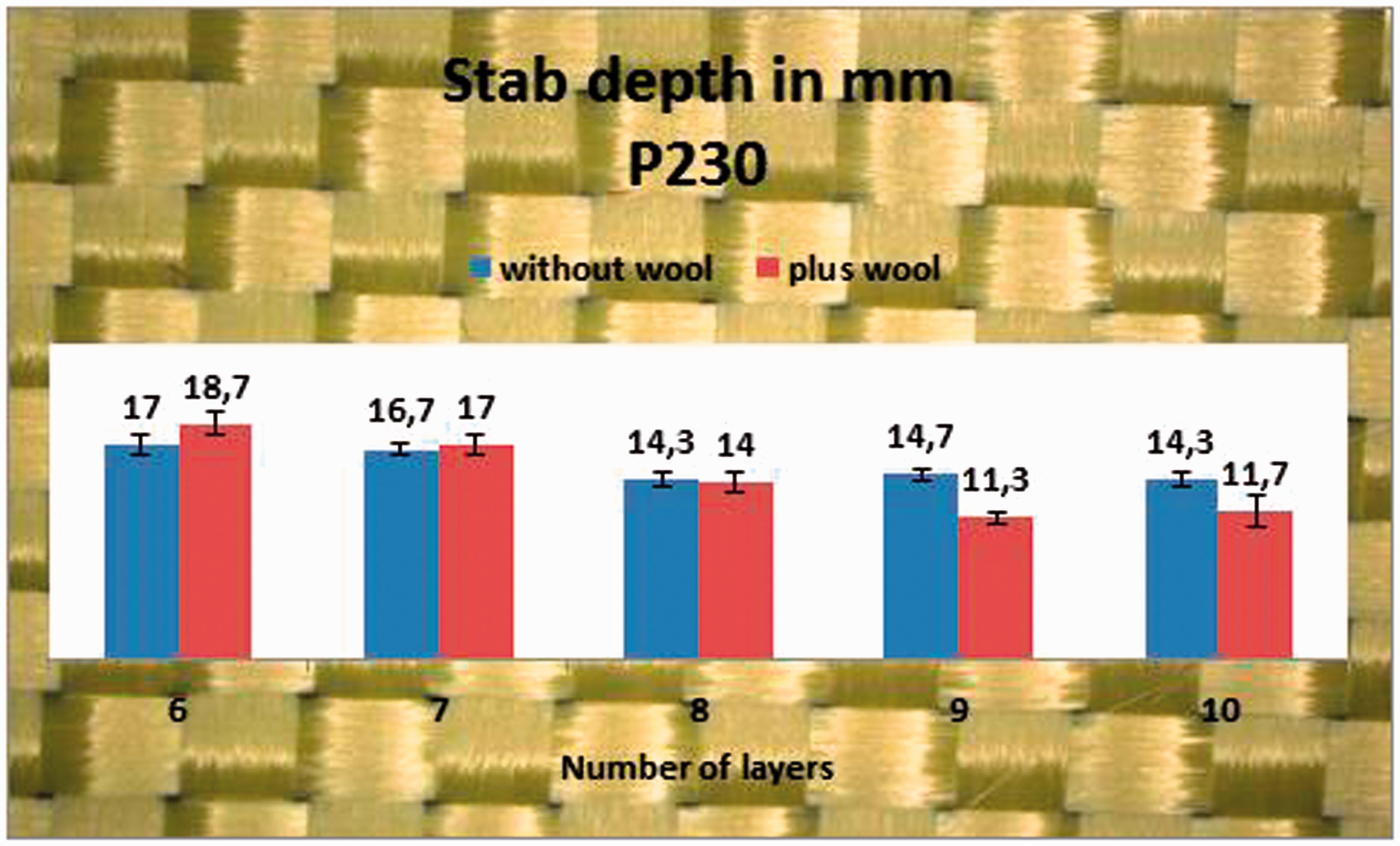
The twill fabric T170, presented in Figure 14, shows the significant effect of holding the yarn in place, caused by inserting the wool layer. All results without wool show stab depths that lead to fatal injuries. Inserting wool into this panel leads to excellent results also in the lower area of layers. Comparing the twill fabric T170 with the plain weave fabric P170, the two fabrics are produced with the same parameters, such as yarn count and fabric density, but with different patterns. The plain weave panel without wool shows significantly better results than the twill fabric. Inserting wool into the panels, the twill is influenced more by the wool and this leads to excellent results, which are better than the results of the plain weave pattern.
Stab depth results for fabric T170.
The second twill fabric T230 is presented in Figure 15. This panel without wool shows good values for stab penetration in general, but the increasing number of layers gives no better results. The stab depth results between six and ten layers are nearly the same. It is assumed that the knife always separates the yarns, so the number of layers has no significant influence on the stab depth of the panel. Also the panel with wool shows very similar results between the number of layers, but in total, the wool layer leads to better values of about 10 mm. In comparison to the plain weave fabric P230, which contains the same parameters except the pattern, the results of the panel without wool show nearly the same stab depth results, but the influence of the wool is presented clearly in the twill fabric panel. Comparing the two twill fabrics with just different yarn density values, both test series show excellent results in the panel with wool layers. It is assumed, especially for twill fabrics that have a looser structure, that fabrics can be improved by inserting wool into the panel. Differences of up to 10 mm and more between the panels are shown. Wool affects a cutting instead of sliding apart, which leads to a higher energy absorption. The knife cannot penetrate the panel as deeply as without wool. Plain structures show better results in general, but can also be improved by a wool layer. To show that the exchange of two aramid layers by wool layers still increases the stab resistance of the most aramid woven fabrics, the impact forces of the panels were determined, where panels with the same number of layers were compared. This means that eight layers of an aramid panel were compared to a panel, where two layers were replaced by two wool layers. Table 2 gives the average results in newtons for these panels.
Stab depth results for fabric T230.
An overview of the mean impact forces in newtons of the different structures are given in Table 2.
The mean impact force values for aramid panels with and without wool
Impact forces of aramid panels with and without wool.
Conclusions
Various aramid structures have been compared to panels with an outer layer of wool on the top and bottom. The influence of wool has been investigated first by an optical observation of the fabric surface. It was shown that wool prevents the yarn sliding of the below aramid layer.
Measuring the stab depth, the twill fabrics show the highest influence of inserting wool into the panels.
The investigation demonstrates that inserting wool into a protection panel can lead to the achieving of acceptable stab depth values with fewer layers. This leads to weight reduction and improved wear comfort of the soft panels.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.