
Abstract
The durable press-finished cotton fabrics were prepared with dimethylol dihydroxy ethylene urea (DMDHEU) and methylated DMDHEU, and tested for formaldehyde release in distilled water or synthetic sweat at pH 5 or 8 to simulate the extraction of formaldehyde by sweat under similar wearing conditions. The release mechanism of formaldehyde was studied and compared using three diffusion kinetic models. The effect of release conditions and finishing process on the formaldehyde release was also investigated. The results indicated that the release process of formaldehyde from the finished fabric includes a burst release phase and a slow release phase, which is explained by five different sources. The formaldehyde release mechanism followed the Fickian mode, and could be described by Higuchi, Double phases and Korsmeyer–Peppas kinetic equations, respectively. Higher formaldehyde release was found at pH 8 than that at pH 5. Formaldehyde showed a lower release rate in synthetic sweat solution than that in water under the same conditions. Increasing water volume or temperature enhanced the formaldehyde release, suggesting that a high sweat rate and skin temperature may accelerate the formaldehyde release. When finishing the fabrics, a higher concentration of finishing agent and the addition of softener accelerated the formaldehyde release. However, increasing catalyst concentration and curing temperature could reduce the formaldehyde release. It is concluded that formaldehyde release can be effectively reduced by optimizing the durable press finishing process of cotton fabrics, thus possibly decreasing risk of allergic contact dermatitis from formaldehyde in textiles.
Durable press agents (DP agents) are generally used to improve the wrinkle resistance of various clothing fabrics during wear and laundering. However, the majority of DP agents often contain significant levels of formaldehyde because they are created from the condensation product of formaldehyde with urea or melamine. Formaldehyde is a known human carcinogen,1,2 which is released from the cotton clothing fabrics finished with formaldehyde-based DP agents in the last decades. Previous study 3 has found that large amounts of formaldehyde were concentrated in skin next to the durable press garment and relatively small amounts enter the body when rabbits were used as the test subjects. In the 1950s and 1960s, allergic contact dermatitis (ACD) from formaldehyde in textiles was commonly reported, especially in Europe. Repeated exposure to fabrics treated with N-methylol durable press agents served as the primary sensitizer in many of the cases.4,5 The first sign of ACD is the presence of a rash or skin lesion at the site of exposure.
Since the 1960s dimethylol dihydroxy ethylene urea (DMDHEU) with lower levels of formaldehyde has gradually become a popular DP agent. In the last 30 years, modified DMDHEU (e.g. methylated or glycolated DMDHEU) was used to further reduce formaldehyde amounts. These values are well below the levels of 500–750 µgg−1 estimated to be able to elicit ACD in patients who are allergic to formaldehyde. 6 Additionally, the use of scavengers such as urea and carbohydrazide in durable press finishing systems of cotton fabrics has also been shown to be an effective way of reducing the formaldehyde release. 7 Despite this, there are still several US clinical studies being reported8–12 about US patients suffering from ACD to formaldehyde in textiles. Some countries such as Japan, Finland and China have legally limited the formaldehyde content in textile products to reduce the risk of ACD since 1973. The international lower limit (75–120 µgg−1) for highly formaldehyde sensitive patients to develop dermatitis for the textiles in direct contact with the skin has also been proposed by de Groot and Maibach et al.5,6
However, the threshold level for formaldehyde in clothes that may cause ACD in sensitized individuals is unknown. It is necessary to investigate the transfer mechanisms of formaldehyde from the finished fabric to human skin to ascertain how much formaldehyde is actually released to cause ACD. Hollies et al. 13 reported that three mechanisms of transfer to skin require consideration: (1) direct transfer of solid material arising from contact between fabric and skin; (2) direct transfer of vapor released by the fabric under conditions of use; (3) direct transfer in the liquid phase of chemicals leached from the fabric by sweat. In the case of durable press-finished fabrics, it was found that the release of formaldehyde from cotton fabric through the first and second mechanism is very low (<10 ngg−1). 2 Other researches7,14,15 found that the formaldehydes released from the finished fabrics include free formaldehyde and hydrolysable formaldehyde from its precursors (the formaldehyde-containing compounds). If these precursors are present in the finished fabrics, they can be hydrolyzed by sweat on the skin surface to release free formaldehyde.
In practice, clothes, especially the underclothes, have frequent contact with skin and sweat. In general, two groups of people including workers involved in the production of finished textiles and consumers are considered to have the risk of formaldehyde contact allergy because both of them have close contact with the finished textiles. Thus, the third mechanism described above should be considered as the main route for the release of formaldehyde from the finished fabric to skin through sweat extraction. However, little is known about the transfer mechanism of formaldehyde molecules from the finished fabric to the human skin. Hence, the main objective of this work is to obtain the release rate and quantity of formaldehyde from the finished cotton fabrics with DMDHEU-based agents to simulate the extraction of formaldehyde by perspiration under similar wearing conditions. Moreover, the equilibrium and kinetic data of the release process in different aqueous media were evaluated and compared using three diffusion models (Higuchi, Double phases and Korsmeyer–Peppas equations) to study the release mechanism of the formaldehyde molecules from the finished fabric to the human skin. Some important variables including release condition (the ratio of the release a medium volume to mass of the finished fabric and temperature) and finishing process (DP agent concentration, catalyst concentration and curing temperature) on the formaldehyde release were investigated. In addition, this work also discussed the potential impact of ACD from formaldehyde release varied with sweat production on human skin.
Experimental methods
Durable press finishing of cotton fabrics
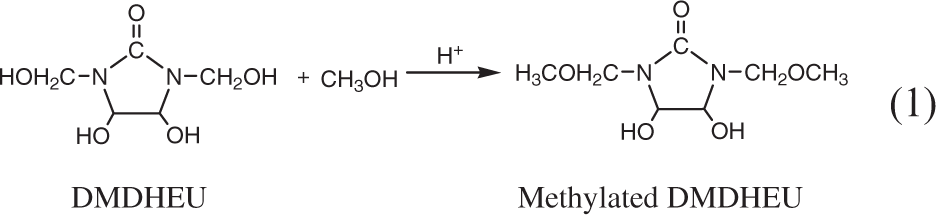
Commercially scoured, bleached and mercerized plain weave loom-state 100% cotton fabric with 32 yarncm−1 density, 30 yarncm−1 weft density and 112.3 gm−2 average area density were used in this investigation, and further treated with an aqueous solution containing 2.0 gL−1 Na2CO3 and 2.0 gL−1 anionic detergent at 100℃ for 25min, and then thoroughly washed with cold distilled water and dried at room temperature. DMDHEU and methylated DMDHEU as two commercial DP agents were provided by China Textile Academy. Methylated DMDHEU was prepared by partial modification with methanol (equation (1)). These DP agents were chosen for study because they are widely used by the textile industry, especially in China. The contents of free formaldehyde of DMDHDU and methylated DMDHEU were determined to be 0.09% and 0.15%, respectively, by a method from the National Standard of China GB/T 27593-2011: Textile dyeing and finishing auxiliaries-free formaldehyde content of amino resin agent. A conventional pad-dry-cure process was adopted for the durable press finishing of the cotton fabric. It was impregnated with a finishing solution containing various concentration of DMDHEU or methylated DMDHEU (50–150 gL−1) and MgCl26H2O (0.5–20 gL−1) with or without softener at room temperature. The impregnated fabric was then padded by a laboratory padding mangle (Mathis AG, Switzerland). The wet pick-up was 75–80%. After being padded, the fabric was immediately dried at 80℃ for 3 min and cured in an oven at a different temperature (140–190℃) for 1.5 min. All the finished fabrics were sealed using plastic bags in the dark at 5℃ before fabric evaluation.
Preparation of synthetic sweat solutions
The constituents of sweat on human skin mainly contain inorganic salts and organic compounds. Sweat pH is varied in its composition. The greater the sweat Na+ concentration, the greater the sweat pH.16,17 The alkaline synthetic sweat (pH = 8.0) and acid synthetic sweat (pH = 5.0) were often used to simulate the actual sweat in some studies.17–19 Two synthetic sweat solutions were prepared according to ISO standard test 105-E04 described in this work.18,19 In order to produce the synthetic sweat solution, 0.50 gL−1 L-histidine monochloride monohydrate, 5.0 gL−1 NaCl and 2.20 gL−1 NaH2PO4.12H2O were mixed in distilled water. Subsequently, the pH value of this solution was adjusted to 8.0 using 0.10 molL−1 NaOH for the alkaline synthetic sweat or 5.0 using 0.10 molL−1 HCl for the acid synthetic sweat, and measured using a DHS-25C digital pH meter (Shanghai Jingmi Instrumental Co., China). All the solutions were stored in the dark at 5℃ before usage.
Release of formaldehyde from finished fabrics
The dried finished fabric was cut into small pieces (about 0.50 cm × 0.50 cm), and thoroughly mixed together. The pre-weighed fibrous pieces were placed into the fixed volume of the distilled water or synthetic sweat solution at atmospheric pressure (1.013 × 105 Pa) and a certain temperature under gentle shaking. The ratio of volume (ml) of release medium to mass (g) of the finished fabric (denoted as Rvm) was kept to be 100 (unless otherwise stated). After specified time interval, the fibrous pieces were removed by filtration. The concentration of the formaldehyde present in the aqueous medium at different time interval was then determined according to method of Japanese Law 112-1973 by adding acetylacetone at 40℃ for 30 min. The absorbance of the solution was measured at 412 nm using a UV-2401 Shimadzu spectrophotometer (Shimadzu Corp., Japan). All the experiments were carried out in triplicate. The results were expressed as the mean value. Standard deviation is less than 5% of the mean value.
Study of formaldehyde release kinetics
To investigate the mode of formaldehyde release from the finished fabrics, the release data were fitted to the following model equations:
Higuchi equation:20–22
Double phases equation:23,24




Results and discussion
Formaldehyde release behavior
Cotton fabric was finished with DMDHDU or methylated DMDHEU by the pad-dry-cure process described above. Formaldehyde release from the obtained finished fabric was then carried out in different aqueous media at 35℃, and the experimental results are shown in Figure 1.
Release curves of formaldehyde from two finished fabrics in different aqueous media. Finishing process: DMDHEU or methylated DMDHEU: 100 gL−1, MgCl26H2O: 18 gL−1, Curing: 170℃ × 1.5 min. The values were given as the mean. Standard deviation is less than 5% of the mean value. DMDHEU: dimethylol dihydroxy ethylene urea.
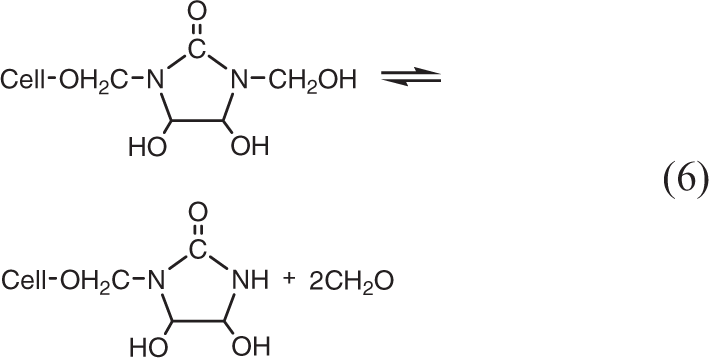
Figure 1 shows that there is a sharp increase in release quantities of formaldehyde from two finished fabrics (Q t ) as time increasing at the initial release stage of 60 min. An insignificant increase of Q t values was observed after 60 min, and the increasing tendency of Q t values becomes level when release time is beyond 180 min. This is attributed mainly to several sources of released formaldehyde from the finished fabric. The first source is free formaldehyde adsorbed by the finished fabrics. This formaldehyde is generally defined as the uncombined monomeric formaldehyde present in finish solutions because its sources are stoichiometric excesses that may have been included in the resin manufacturing step. 3 Free formaldehyde can quickly move from the fabric to water as soon as the fabric comes into contact with aqueous medium. The second source is the most labile cellulose hemiacetal, which readily revert back to formaldehyde (equation (5)) because cellulose often picks up formaldehyde from the atmosphere. 27 The third source may be formed by the hydrolysis of the N-CH2OH groups from unreacted DMDHEU or from pendant N-CH2OH groups of DMDHEU molecules that have reacted with cellulose through only one N-CH2OH group. These linkages are rather labile and easily revert back to their starting materials (equation (6)). It is difficult to cure all the DMDHEU molecules which are applied and make sure there are no pendant N-methylol groups left. It is clear that this formaldehyde exhibits a relatively slower release rate than free formaldehyde since the hydrolysis of the N-CH2OH groups depends on the relative stability of their C-O and C-N bonds.
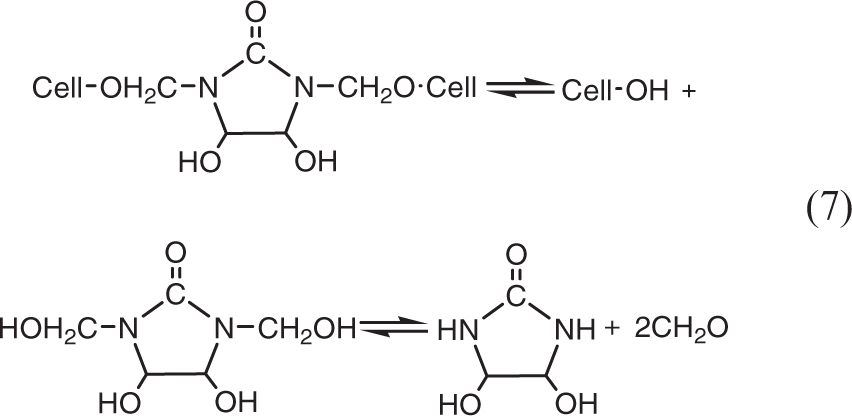
The fourth source is the formaldehyde released from the breaking of the crosslinks between DMDHEU and cellulose molecules, which was revealed by the gradual disappearing of ether group (1108 cm−1) as well as the formations of absorbing bands of -CH2OH (1027 cm−1 and 1077 cm−1) for DMDHEU and absorption peak of -OH for cotton fiber in their IR spectra.28,29 This will provide an additional N-CH2OH group, which can hydrolyze, thus resulting in a slow formaldehyde release (equation (7)). It was reported that the methylated DMDHEU is more resistant to both acid and alkaline hydrolysis than those from DMDHEU.
30
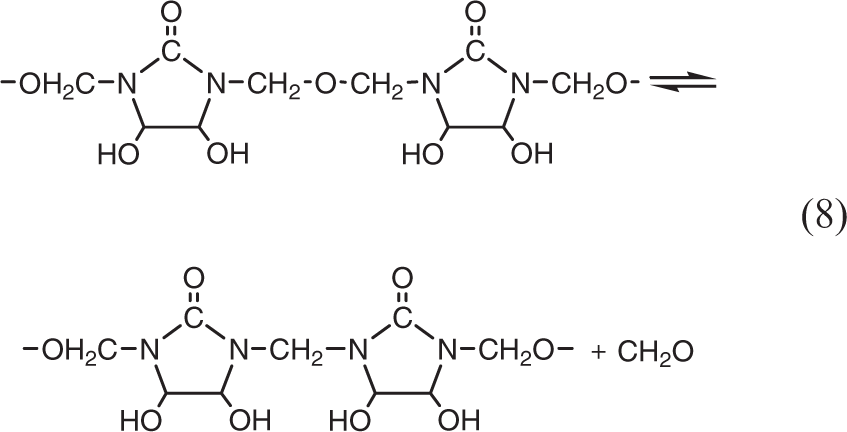
As a result, methylated DMDHEU will give the fabrics low formaldehyde release. In addition, formaldehyde can be released directly from N, N′-oxydimethylene linkages formed by condensation of methylol groups of DMDHEU in the finished fabric (equation (8)).
31
It should be noticed that the formaldehyde from pendant N-CH2OH groups (third source), cellulose crosslinks (fourth source) and N, N′-oxydimethylene linkages is regarded as the hydrolysable formaldehyde, the released amounts of which are variable and larger than the amount of free formaldehyde.
14
Accordingly, the release curves of formaldehyde can be divided into a burst release phase (denoted as B phase) and a slow release phase (denoted as S phase), as illustrated in Figure 1. The burst release phase may be explained by first source, second source, and partial hydrolysable formaldehyde. The rest of hydrolysable formaldehyde should be responsible for the slow release phase. A similar result was reported by Cooke.
3

Mechanism of formaldehyde release
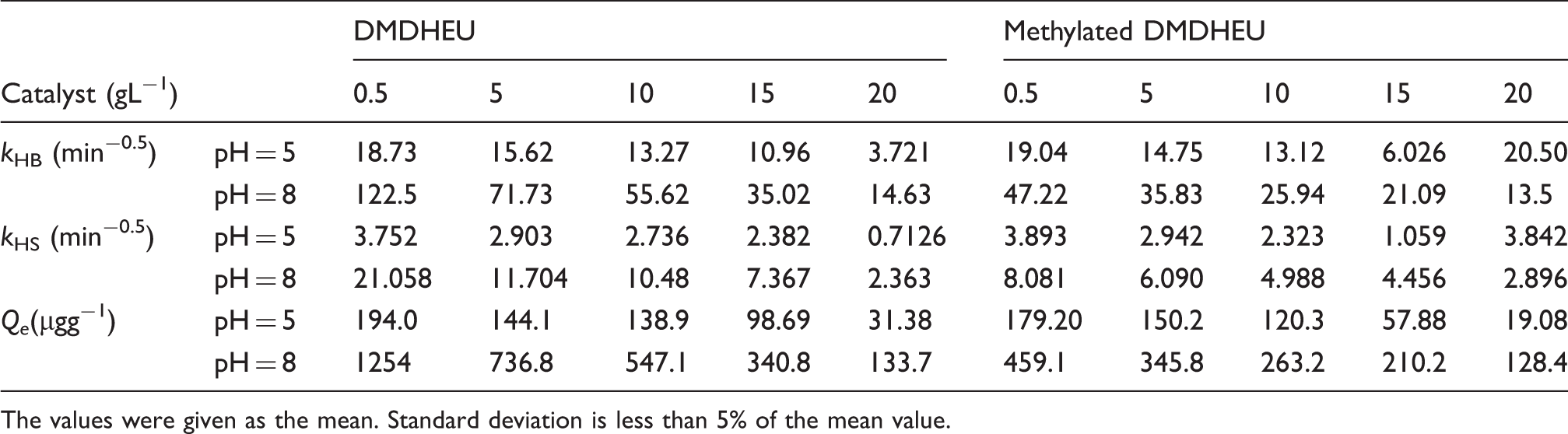
Kinetic parameters of formaldehyde release from DMDHEU finished fabric
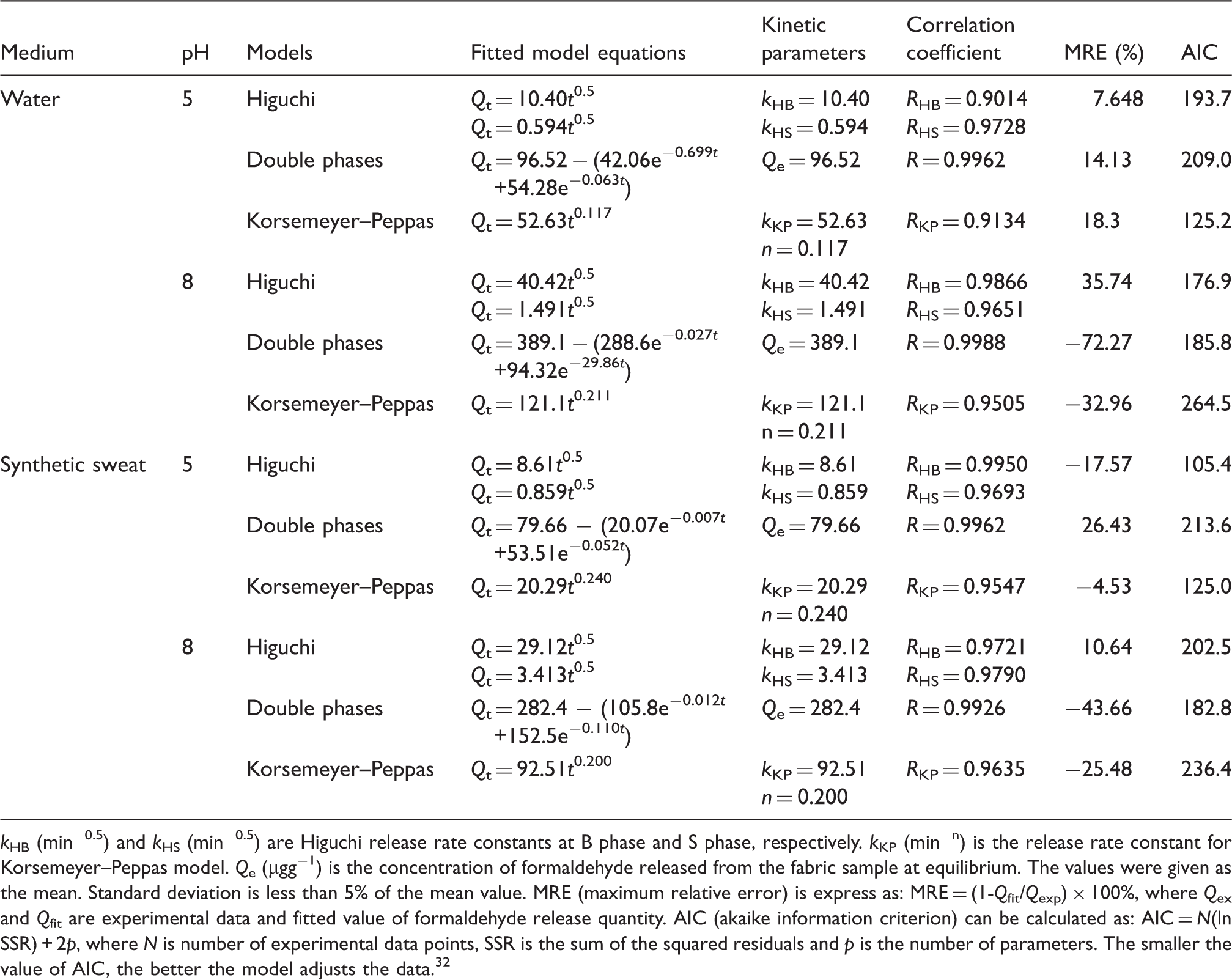
kHB (min−0.5) and kHS (min−0.5) are Higuchi release rate constants at B phase and S phase, respectively. kKP (min−n) is the release rate constant for Korsemeyer–Peppas model. Qe (μgg−1) is the concentration of formaldehyde released from the fabric sample at equilibrium. The values were given as the mean. Standard deviation is less than 5% of the mean value. MRE (maximum relative error) is express as: MRE = (1-Qfit/Qexp) × 100%, where Qex and Qfit are experimental data and fitted value of formaldehyde release quantity. AIC (akaike information criterion) can be calculated as: AIC = N(ln SSR) + 2p, where N is number of experimental data points, SSR is the sum of the squared residuals and p is the number of parameters. The smaller the value of AIC, the better the model adjusts the data.32
Kinetic parameters of formaldehyde release from methylated DMDHEU finished fabric
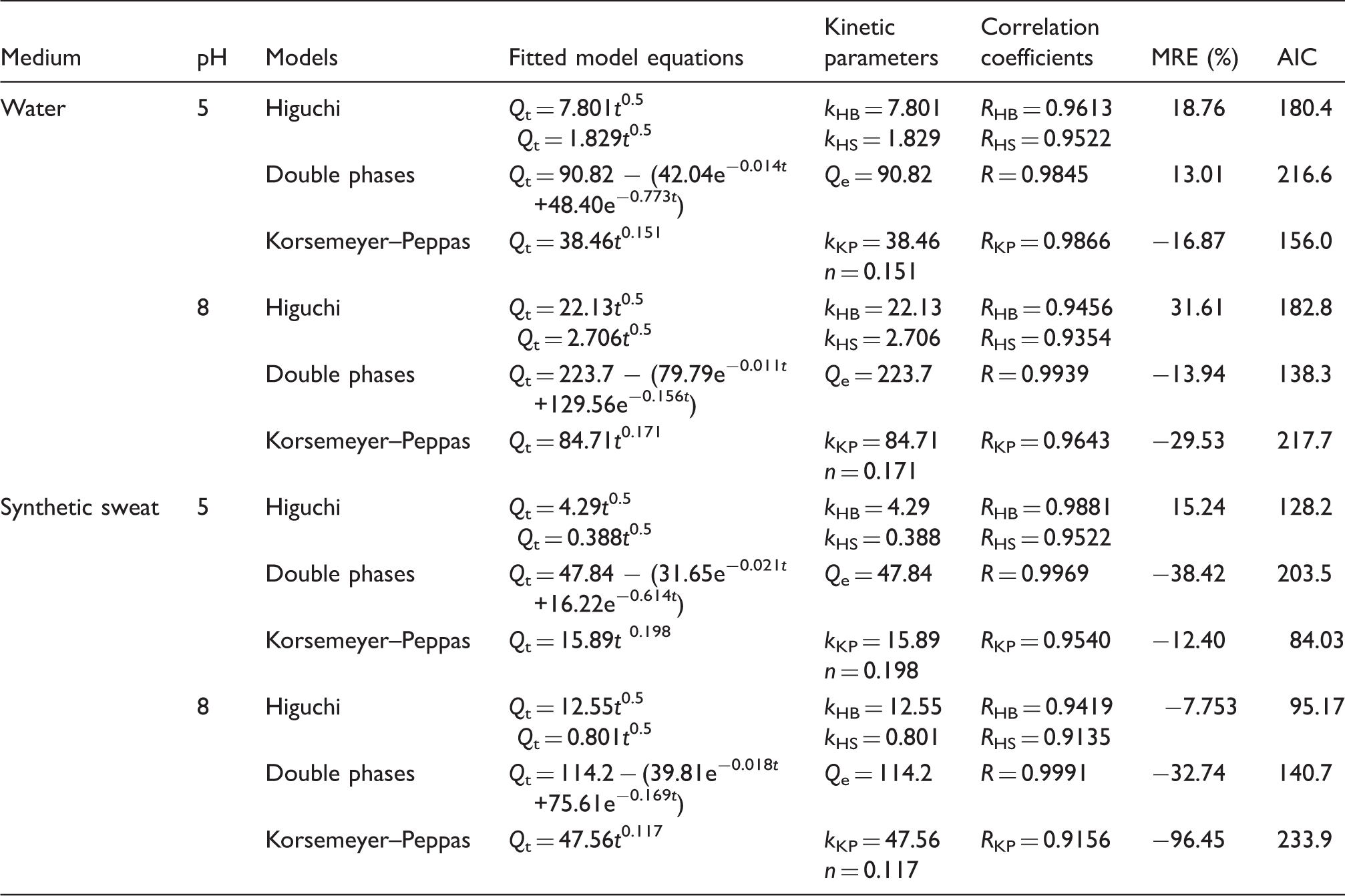
As shown in Tables 2 and 3, the data are found to fit well with the Higuchi equation with all regression coefficients >0.90, illustrating that the formaldehyde release from the finished fabrics can be described using the Higuchi equation based on Fickian diffusion by two stages. This is because the Higuchi diffusion-controlled release model is suitable for the highly crosslinked polymer network, which makes the polymeric segments more rigid and restricts their relaxation upon contacting with incoming solvent molecules.21,22 The DMDHEU-based DP agents can react with hydroxyl groups of cellulose chains to produce the crosslink structures on the surface of the finished fabrics. On the other hand, the formaldehyde release can be best expressed by Double phases model, as the fitting results showed a higher regression coefficients (>0.98). This indicates that the formaldehyde release has been composed of a burst release phase and slow release phase. This is in good agreement with the result obtained according to Higuchi equation. To further confirm the release mechanism, the data were also fitted into Korsmeyer–Peppas equation for calculating the diffusion exponent (n). Two finished fabrics showed better regression coefficients (>0.90), with slope (n) values ranging from 0.10 to 0.30, indicating that the formaldehyde release follows Fickian mode.20,25,26 Besides, MRE and AIC values of these fitted model equations were in their reasonable ranges. According to Fick’s first law, the flux goes from regions of high concentration to regions of low concentration, with a magnitude that is proportional to the concentration gradient. Consequently, it is believed that formaldehyde will move from a region of high concentration on the fabric to a region of low concentration in the aqueous solution across a concentration gradient. Formaldehyde release from the DMDHEU or methylated DMDHEU finished fabrics has the same mechanism at pH 5 and 8 in water or synthetic sweat solution. Moreover, it is also noticed that kHB is much higher than kHS for each of the formaldehyde release curves for two DP agents in water or synthetic sweat solution. This confirms that formaldehyde has a significant burst release phase once the finished fabric is immersed with water or synthetic sweat solution.
In addition, it is evident in Tables 2 and 3 that kHB, kKP and Q
e
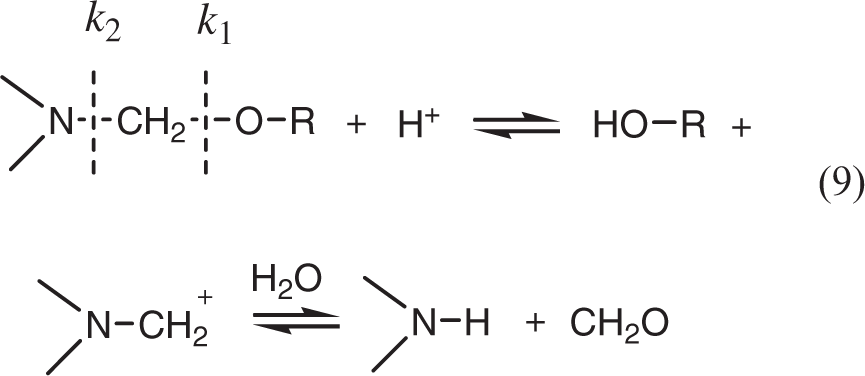
values at pH 5 are lower than those at pH 8 for two finished fabrics in water or synthetic sweat solution, which demonstrates that formaldehyde release has more difficulty at acid medium than at alkaline medium under the same conditions. This is mainly owing to the relative stability of the C-O and C-N bonds of the N-CH2OH in DMDHEU or methylated DMDUEU and its crosslinks with cellulose molecules. It was reported that the rate of cleavage of the C-O bond is much faster than that of the C-N bond under acidic conditions, thus the latter determines the release rate of formaldehyde. Moreover, the rate of cleavage of the C-N bond was relatively lower under acid condition and higher under alkaline condition,
3
which therefore enhanced the formaldehyde amount released from the finished fabric at alkaline medium. The cleavage of C-O bond and C-N bond of the N-CH2OR under acidic condition is expressed in equation (9).
On the other hand, formaldehyde release shows larger kHB, kKP and Q
e
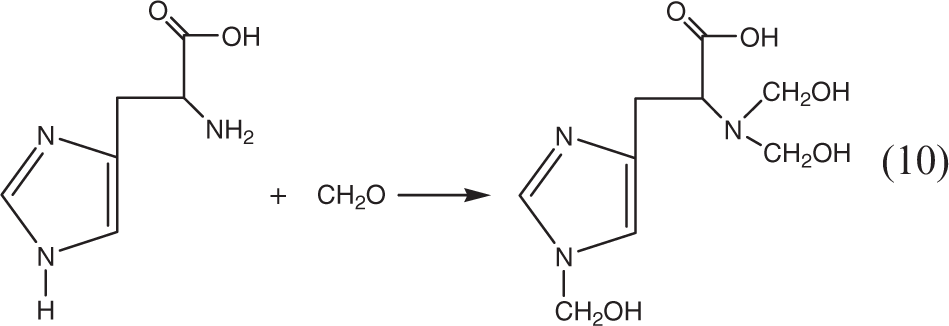
values in the case of water than in the case of synthetic sweats at the same pH level. The main reason may be that the NH or NH2 groups in L-histidine molecule can react with formaldehyde,33,34 and their reaction is described by equation (10).
Formaldehyde concentrations in different solutions after reaction
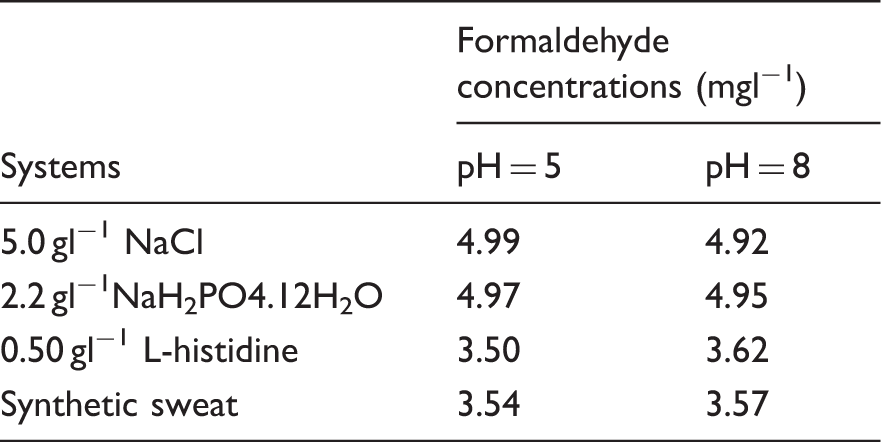
Table 4 shows that the formaldehyde concentration in the solution containing L-histidine or synthetic sweat is much lower than 5.0 gl−1. By contrast, the formaldehyde concentrations in the other two systems without L-histidine are close to 5.0 gl−1 under the same conditions. These results confirm that L-histidine has reacted with formaldehyde, thus reducing the formaldehyde concentration in the solution or synthetic sweat synthetic sweat.
Comparing the kinetic parameters of formaldehyde release listed in Tables 2 and 3, kHB, kKP and Q e values for DMDHEU-finished fabric are remarkably higher than those for methylated DMDHEU-finished fabrics. This is because that the alkylation of DMDHEU can significantly reduce the formaldehyde release by improving the stability of C-O bond of its N-CH2OR group during the hydrolysis. Moreover, the resistance to hydrolysis also seems to depend on the extent of alkylation of DMDHEU. 30 Another possible reason is that DMDHEU has a higher content of free formaldehyde than methylated DMDHEU, as described above. Thus, more free formaldehyde molecules may be transported to the fabric when DP finishing being conducted with DMDHEU. Hence, it is believed that there is higher formaldehyde concentration on DMDHEU-finished fabric than that on methylated DMDHEU-finished fabric. On the basis of Fick diffusion law, formaldehyde molecules move more quickly from DMDHEU-finished fabric than methylated DMDHEU-finished fabric into the aqueous solution. More importantly, it should be pointed out that Q e values (79.66 µgg−1 for DMDHEU and 47.84 µgg−1 for methylated DMDHEU) in acidic synthetic sweat for two finished fabrics are lower than the international lower formaldehyde limit (75–120 µgg−1) for the textiles in direct contact with the skin.5,6 Correspondingly, Q e values (282.4 µgg−1 for DMDHEU and 114.2 µgg−1 for methylated DMDHEU) in alkaline synthetic sweat significantly exceed this limit. Accordingly, from the view point of reducing formaldehyde release, it is necessary to decrease the application of two DP agents, especially DMDHEU in wrinkle-resistant finishing of cotton fabrics.
Effect of release conditions
It is well known that the amount of sweat secreted from the pores of the human body or the sweat rate is highly varied and dependent upon daily activity, emotional state and environmental temperature. Moreover, human sweat production may increase to 3.0 Lh−1 by short-term exercise in warm environment.
35
To examine the formaldehyde release from the finished fabric in different amount of sweat secreted, cotton fabric was finished with DMDHEU or methylated DMDHEU using the pad-dry-cure process, and then tested for formaldehyde release in distilled water at 35℃ and different Rvm for 400 min. The released quantity of formaldehyde at equilibrium (Q
e
) was calculated by Double phases equation and provided in Figure 2.
Relationship between Rvm and Q
e
values. Finishing process: DMDHEU or methylated DMDHEU: 100 gL−1, MgCl26H2O: 18 gL−1, Curing: 170℃ × 1.5 min. Error bars are the standard deviation of the mean values shown. DMDHEU: dimethylol dihydroxy ethylene urea.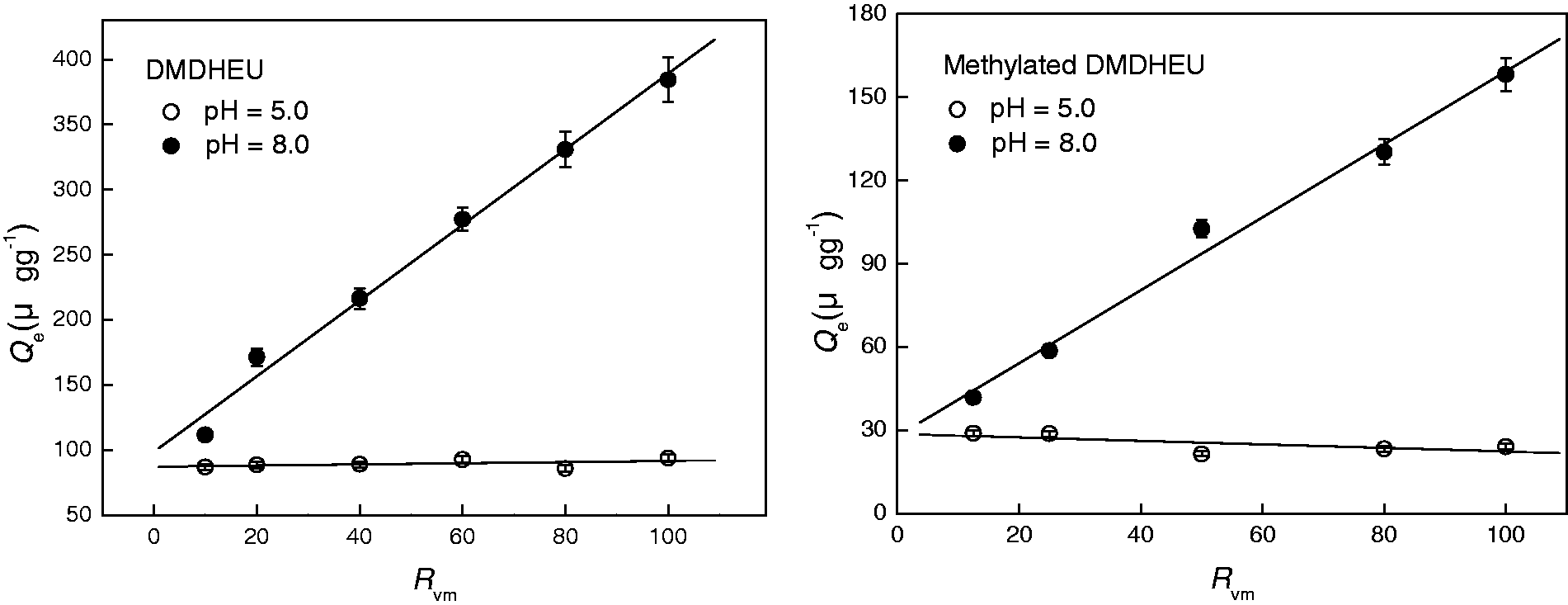
Figure 2 shows that little change in Q e value at pH 5 was observed when Rvm level increased from 10 to 100. This result proposes that in practice, formaldehyde released is hardly affected by increasing the amount of sweat on the surface of human skin. In contrast, increasing Rvm level is accompanied by proportionally increasing Q e value at pH 8. Furthermore, Q e values with higher Rvm levels (Rvm > 10 for DMDHEU or Rvm > 50 for methylated DMDHEU) are higher than the international lower formaldehyde limit (75–120 µgg−1) for the textiles in direct contact with the skin. This indicates that higher sweat amount may enhance the formaldehyde release from the fabric when sweat pH becomes neutral or alkaline with the increased sweat rate, which may increase the risk of formaldehyde contact allergy, due to the fact that sweat of low sweat rates is acid, whereas that of high sweat rates is basic. 36 Besides, it is well recognized that sweat rate and pH are not uniform over the skin surface. The sweat rate and pH at chest, scapula and lower back are significantly higher than those at other skin regions, especially abdomen and upper arm. 16 Hence, it is believed that these skin regions may easily cause formaldehyde contact allergy at the same conditions. In addition, DMDHEU-finished fabric exhibits much higher Q e value than methylated DMDHEU-finished fabric at the same Rvm level.
Effect of temperature on kHB, kHS and Q e values at pH 5 and 8
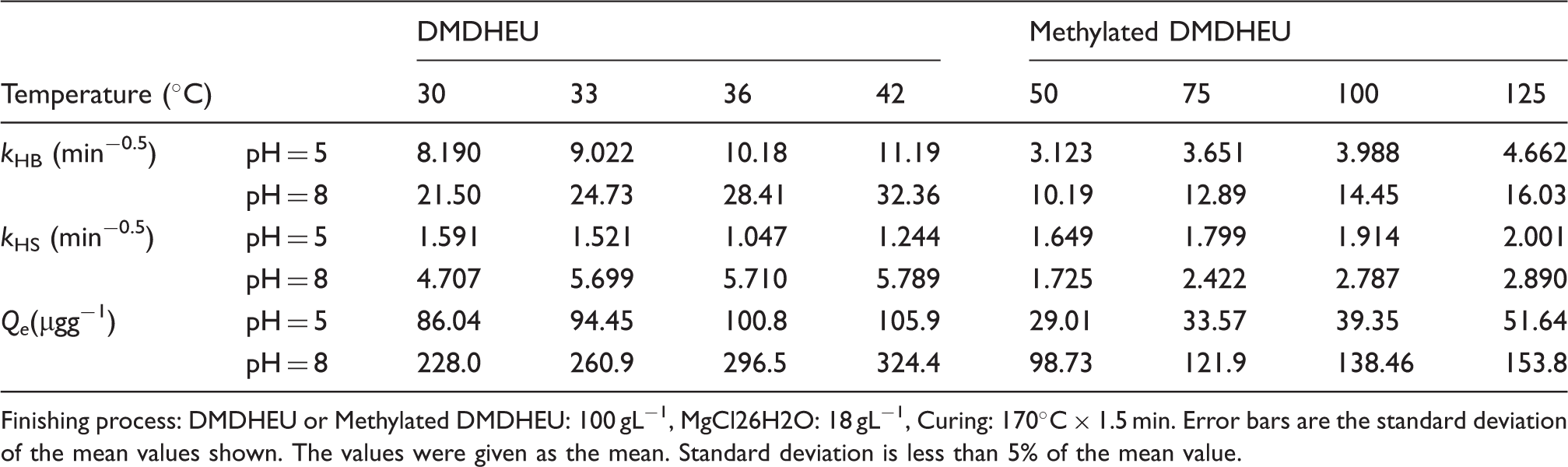
Finishing process: DMDHEU or Methylated DMDHEU: 100 gL−1, MgCl26H2O: 18 gL−1, Curing: 170℃ × 1.5 min. Error bars are the standard deviation of the mean values shown. The values were given as the mean. Standard deviation is less than 5% of the mean value.
Table 5 shows that kHB, kHS and Q e values at pH 8 gradually increase with rising temperature from 30℃ to 42℃, whereas the three values at pH 5 vary insignificantly with temperature. These results demonstrate that raising temperature can significantly accelerate formaldehyde liberating from the fabric at burst release phase. The reason may be that the release rate of free formaldehyde and the hydrolysis of pendant N-CH2OR are promoted by rising temperature. 3 Thus, it is predicted that relatively higher skin temperature may be beneficial for the transfer of formaldehyde from fabric to skin surface, thus leading to formaldehyde contact allergy more easily.
Effect of finishing process
DP agent concentration
Effect of DP agent concentration on kHB, kHS and Q e values
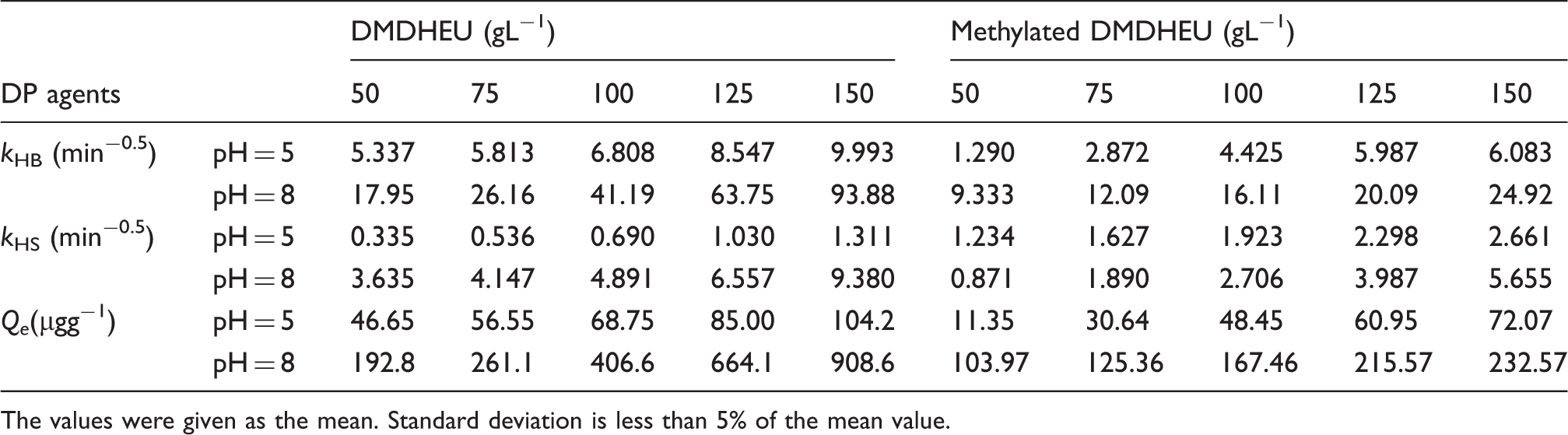
The values were given as the mean. Standard deviation is less than 5% of the mean value.
Table 6 shows that kHB, kHS and Q e values, especially at pH 8, gradually increase as concentration of DP agent increases from 50 gL−1 to 150 gL−1, suggesting that higher concentration of DP agent in the padding bath gives rise to a rapid formaldehyde release from the finished fabric. This is mainly due to the increasing amount of free formaldehyde and hydrolysable formaldehyde from the high content of the unreacted DP agent on the finished fabric when larger dosages of DP agent being applied. The resulting pendant N-CH2OR groups can hydrolyze to produce formaldehyde.
Catalyst concentration
Effect of catalyst concentration on kHB, kHS and Q e values
The values were given as the mean. Standard deviation is less than 5% of the mean value.
Table 7 shows that a higher concentration of catalyst causes the significant decrease in kHB, kHS and Q e values, particularly at alkaline medium. Moreover, a Q e value lower than 150 µgg−1 was found when 20 gL−1 MgCl26H2O was used, since it can lead to more intensive linkages of DP agent with cellulose fibers to reduce the unreacted DP agent and pendant N-methylol groups, thus inhibiting the formation of hydrolysable formaldehyde.
Curing temperature
Effect of curing temperature on kHB, kHS and Q e values

The values were given as the mean. Standard deviation is less than 5% of the mean value.
Table 8 shows that kHB, kHS and Q e values of the finished fabrics decreased with elevation of curing temperature. This result demonstrates that a higher curing temperature is able to enhance the degree of linkage between DP agent and cotton fiber, therefore resulting in a reduced release of hydrolysable formaldehyde. However, the free formaldehyde is the most independent upon curing temperature.
Softeners
kHB, kHS and Q e values and water contact angles of the finished fabrics with different softeners

Finishing process: DP agent: 100 gL−1, MgCl26H2O: 18 gL−1, softener: 30 gL−1, Curing: 170℃ × 1.5 min. The values were given as the mean. Standard deviation is less than 5% of the mean value.
It can be seen from Table 9 that kHB, kHS and Q e values of the finished fabrics with softener are higher than those of control sample at the same conditions, indicating that the addition of softener can enhance the release rate of formaldehyde from the fabrics. This is because formation of the softener film on the fabric surface during cure treatment may block the crosslink of DP agent with cotton fiber to increase the amount of the unreacted DMDHEU or methylated DMDUEU and pendant N-methylol groups, which can generate the hydrolysable formaldehyde. On the other hand, it is worth noticing that the film formed with softeners, particular in silicone softener AMS can significantly improve the surface hydrophilicity of the finished cotton fabric. As seen in Table 9, according to their water contact angle, four samples were ranked in this order: AMS > DPU > PEN > Control. This indicated that the hydrophilicity is the lowest for Control, follow by DPU and PEN, and the highest for AMS. As a result of increasing hydrophilicity, the water wetting and diffusion on the finished fabric are hindered; hence this limits the production of hydrolysable formaldehyde and free formaldehyde moving from the finished fabric to water. Specially, the water contact angle of the finished fabric with AMS is 135.3–142.8o, much higher than those of the finished fabric with the other softeners. Thus, it has a stronger limiting effect on formaldehyde release than the other softeners under the same conditions. The reason is that the Si-H group of silicon polymer hydrolyzes to the silanol and condenses to a three-dimensional resinous film, making the fabric highly water repellent. 38 Consequently, the presence of softener in the durable press formulation obtains better performance of the finished fabric, but promotes formaldehyde release at the same time.
Conclusions
The release process of formaldehyde from the finished cotton fabrics with DMDHEU-based DP agents included two stages, namely the burst release phase and the slow release phase, which is explained by five different sources. Formaldehyde has a higher release rate at the burst phase than the slow phase from the fabrics under the same conditions. More importantly, the formaldehyde release mechanism followed Fickian mode, and described using three different kinetic equations including Higuchi, Double phases and Korsmeyer–Peppas models, respectively. Higher formaldehyde release was found in alkaline medium than in acid medium. Formaldehyde showed a lower release rate in synthetic sweat solution than that in water under the same conditions due possibly to the reaction of L-histidine with formaldehyde. Although the methylated DMDHEU finished fabric has the similar formaldehyde release mechanism to the DMDHEU finished fabric, its release rate and quantity at equilibrium are much less than those of the latter under the same condition. The formaldehyde release quantity of two finished fabrics in alkaline synthetic sweat exceeds the lower limit for causing the formaldehyde contact allergy, therefore the two DP agents, especially DMDHEU should be limited for the treatment of cotton fabric. Increasing water volume or temperature enhanced the formaldehyde release, suggesting that high sweat rate and skin temperature may accelerate the formaldehyde release, thus increasing the risk of ACD from formaldehyde in textiles. Furthermore, formaldehyde release is significantly affected by DP finishing process. Higher concentration of DP agent and the addition of softener enhance the formaldehyde release. On the contrary, increasing catalyst concentration and curing temperature can reduce the formaldehyde release. Therefore, the formaldehyde release can be effectively reduced by optimizing the DP finishing process of cotton fabrics, possibly eliciting ACD in patients allergic to formaldehyde under real wearing conditions.
Footnotes
Acknowledgement
The authors thank the Tianjin Municipal Science and Technology Committee for a Research Program of Application Foundation and Advanced Technology (11JCZDJC24600).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Science Foundation of China (grant number 20773093).