
Abstract
Cotton blends are very important and widely used in our lives. In this research, the heat release properties and the flammability of the nylon/cotton, the polyester/cotton and the Nomex/cotton blends are investigated. By comparing with the heat release rate (HRR) and other thermal parameters calculated from their individual components, it is found that both the nylon and the polyester have interaction when they are blended with cotton during the decomposition process. For the nylon/cotton fabrics, the blend has lower total heat release (THR) and much higher percent char yield than the arithmetic sum of those of cotton and nylon as single fibers. The char yield of the nylon/cotton blends decreases when the blend contained less cellulose. But for the polyester/cotton fabrics, the blend has higher THR than the arithmetic sum of cotton and polyester as single fibers with a bit increase in the percent char yield, and its char yield increases as the cotton ratio in the blend decreases. It is illustrated that the interaction that occurs between nylon and cotton is different from that between polyester and cotton. In the case of Nomex/cotton blends, the actual HRR curve matches well with the simulated curve, and the THR and percent char yield are almost the same as the calculated data. There is nearly no interaction between Nomex and cotton components during the degradation of the blend. Overall, the results show that the decomposition process of blended fabrics is not simply the addition of the decomposition process of the component single fibers, but is in fact more complicated.
Cotton is the most important natural fiber, with good moisture absorption and thermal properties associated with comfort. Polyethylene terephthalate (PET) is the most popular artificial textile material, in both domestic and industrial areas. When cotton is blended with polyester it gains strength and easy care properties, making polyester/cotton blends so widely used nearly everywhere. 1 Unfortunately, when polyester and cotton is blended together, the blend fabrics become more flammable than those from the individual fibers, with a lower limiting oxygen index (LOI). 2 Such a phenomenon has lead researchers to observe and understand whether any synergistic effects occurred during the degradation of the polyester/cotton blend.3–5 For example, Lewin reviewed the thermal decomposition of cotton and polyester blends and summarized that the “scaffolding effect” is due to the molten polyester, which cannot flow away from the flame source. 4 Fina indicated that the char cumulates onto the surface of the charring polymers such as cotton and PET during the degradation process, and thus affects their ignition and burning behavior. 5
Nylon/cotton and Nomex/cotton blends are mainly used in military protective clothing.6–7 Soldiers are usually more likely to be exposed to dangerous flame conditions during battle conditions, and thermal protective uniforms are designed to insulate the wearer from heat sources and to resist ignition, shrinkage, and rupture when exposed to flames. Since the development of thermal protective clothing is based on the flammability of the fabrics, it is very important to study the fabric pyrolysis and combustion processes. The thermal degradation of cotton and nylon have been, respectively, thoroughly understood by previous researches,8–11 while the existing combustion data regarding Nomex® fabric is limited, which is probably on account of its non-flammability in nominal atmospheric conditions.
To our best knowledge, no literature so far has clearly illustrated and described the degradation process of these important cotton blends. It is difficult to analyze the pyrolysis and combustion process of blended fabrics because of the complex flammability behavior of the fabric blend and limited techniques available. 12 Usually, the testing methods include LOI, vertical burning testing, thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). However, none of them can provide the most important parameter heat release rate (HRR) during the combustion process of fabrics. The micro-scale combustion calorimeter (MCC) is able to measure the following flammability parameters for textile using milligram sample sizes: heat release capacity (HRC), peak heat release rate (PHRR), temperature at peak heat release rate (TPHRR), total heat release (THR) and char yield. It is a very useful tool to evaluate cotton-polymer blends, and distinguishes heat release properties of each single component in the blended fabrics. 13 In the previous studies, MCC has been already used to study many different single fabrics and also the pure cotton and nylon fabrics treated by organophosphorus flame retardant.14,15 MCC can be applied to all textiles, including thermal plastics fibers, and is capable of distinguishing small differences among treated fabrics with similar flammability.
In an earlier study, we found that the interaction between nylon66 and cotton will reduce the flammability of nylon66/cotton blends. 16 In order to obtain a better understanding of the distinctions in the degradation and combustion processes among different cotton blends and the interaction between their two individual fibers, we applied MCC to undertake a detailed study of the pyrolysis and burning behavior of several different cotton blends (nylon6/cotton, polyester/cotton and Nomex/cotton fabrics). From the HRR curves of the fabric blends, obtained from MCC, it is easy to analyze and compare the decomposition process of each blend fabric with that of their corresponding single fiber fabric. DSC and TGA techniques were also applied for comprehensive analysis.
Experiment
Materials
All fabrics were taken from those commercially available without any further treatment. Four pure fabrics were used in this study: twill woven cotton (245 g/m2) supplied by Milliken, Blacksburg, SC; twill woven polyester (Testfabrics Style 749) weighing 106 g/m2; nylon6 woven fabric (Testfabrics Style 304) weighing 73 g/m2; and Nomex woven fabric weighing 150 g/m2. Two nylon/cotton fabrics were used: 30/70 nylon6/cotton (weighing 212 g/m2) and 50/50 nylon6/cotton (weighing 310 g/m2), supplied by Dymatic Chemicals, Guangdong, China. Three twill woven polyester/cotton fabrics were supplied by Dymatic Chemicals, Guangdong, China: 40/60 polyester/cotton (weighing 135 g/m2); 50/50 polyester/cotton (weighing 252 g/m2); and 65/35 polyester/cotton (weighing 184 g/m2). A 65/35 Nomex/cotton fabric printed with woodland camouflage was a twill weave fabric weighing 220 g/m2.
MCC measurement
The MCC measurement was conducted using a micro-scale combustion calorimeter (model “MCC-2”) produced by Govmark, Farmingdale, New York, according to ASTM D7309 (Method A). The textile fabrics were first ground in a Wiley mill into homogeneous powders to ensure sample uniformity. A sample thus prepared (∼5 mg) was loaded to the MCC instrument and then heated to a specified temperature using a linear heating rate (1℃/s) in a stream of nitrogen flowing at 80 cm3/min. The thermal degradation products of the sample in nitrogen were mixed with a 20 cm3/min stream of oxygen prior to entering the 900℃ combustion furnace. Each sample was run in three replicates and the MCC parameters were the averages of the three measurements.
DSC and TGA measurement
DSC data was collected using a Mettler Toledo DSC821 differential scanning calorimeter. All samples for DSC measurement were analyzed at a heating rate of 10℃/min with a continuous nitrogen flow rate of 60 cm3/min and heated from 100℃ to 600℃. TGA data were collected using a Mettler TG50 thermogravimeter. All the samples for the TGA test were heated from 100℃ to 650℃ at a rate of 10℃/min with a continuous nitrogen flow rate of 30 cm3/min. The sample size for both DSC and TGA was approximately 2 mg.
LOI measurement
The LOI of the fabric was measured according to ASTM Standard Method D2863.
Results and discussion
The nylon/cotton blend fabrics
Figure 1 depicts the HRR curves of all four single fabrics. For cotton, it started to decompose at 300℃, reached to its PHRR (274 W/g) at 375℃ and ended at around 400℃. The decomposition of pure nylon6 and polyester started at around 350℃, peaked at 468℃ (516 W/g) and 447℃ (400 W/g), respectively. The polyester finished its decomposition at 500℃, a bit earlier than nylon (510℃). Obviously, Nomex is the most difficult fiber to combust. It did not start to decompose until the temperature reached 400℃ and its decomposition ended over 650℃, with two PHRRs at 484℃ (95 W/g) and 575℃ (27 W/g).
The HRR versus temperature curves of four single fabrics.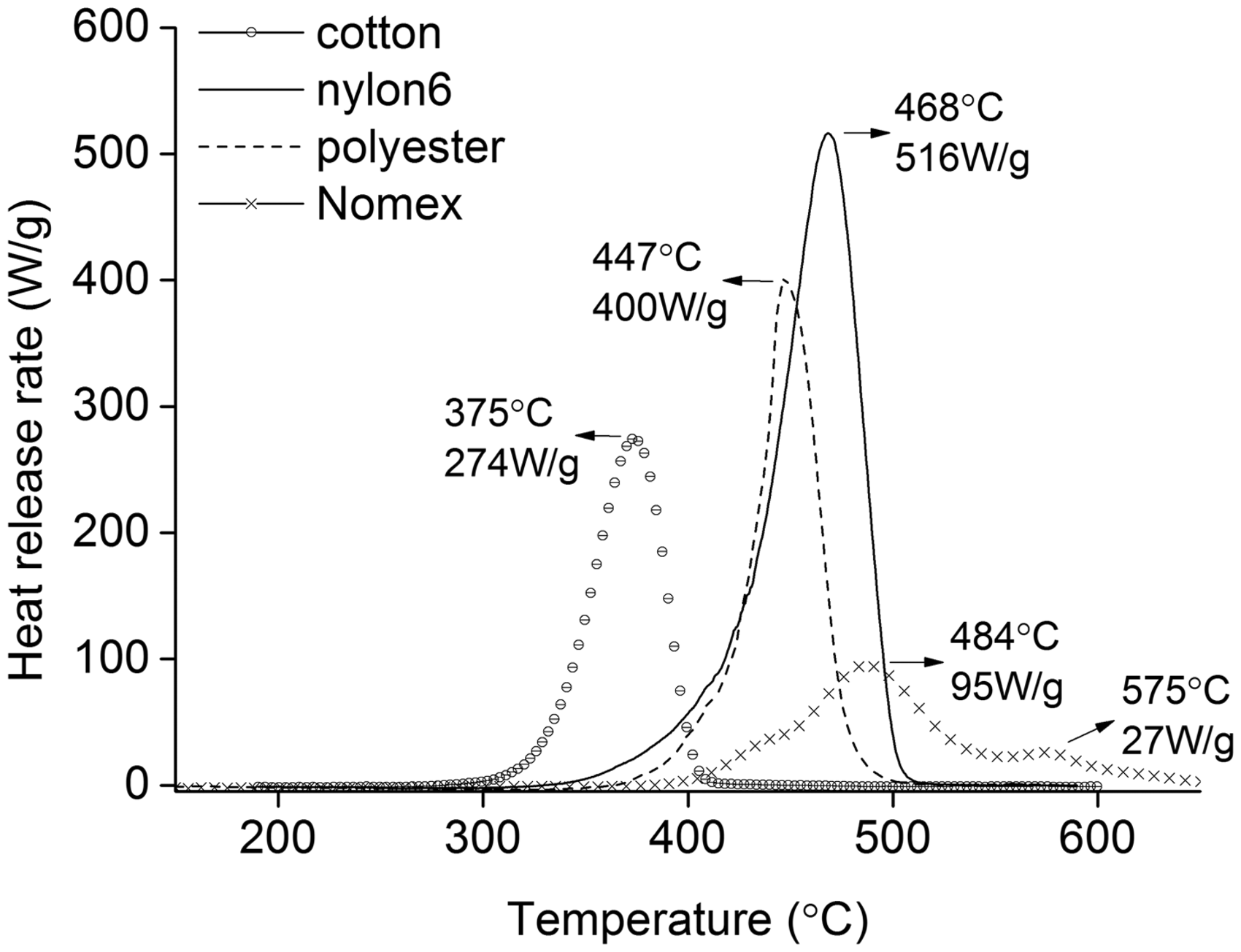
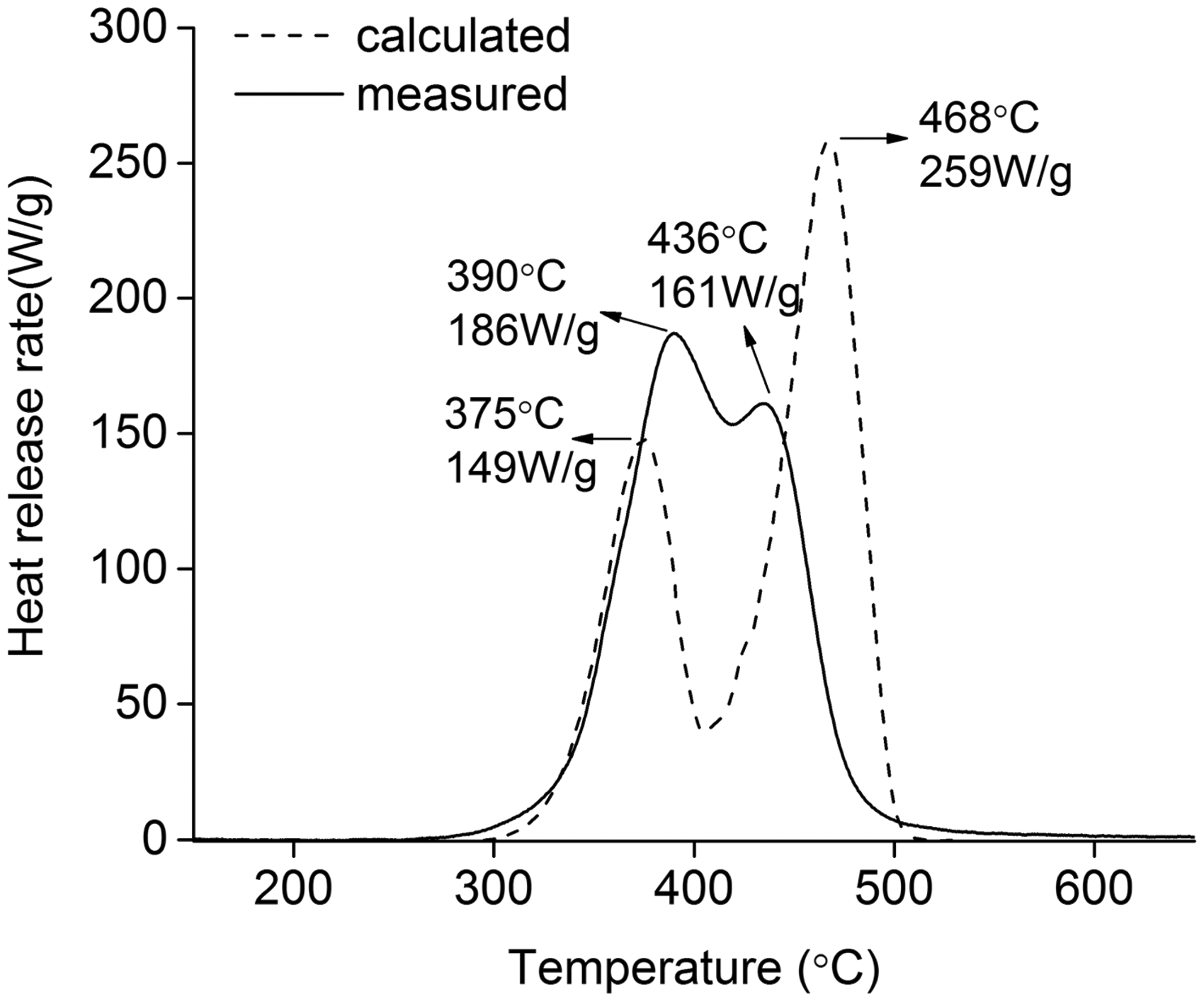
Assuming there is no interaction between cotton and the synthetic fibers during the whole degradation and combustion process, we calculated the HRR curves of the cotton blends according to the HRR curves of pure cotton and pure nylon/polyester/Nomex fibers by their weight ratios in the blend fabrics and compared them with their measured HRR curves. Figures 2 and 3 show the calculated and measured 30/70 nylon/cotton and 50/50 nylon/cotton HRR curves, respectively. For the 30/70 nylon/cotton, there was only one peak in the whole measured HRR curve, attributed to the cotton part of the decomposition, and the decomposition stage of the nylon component was not apparent because of the low content of nylon component in the blends (see Figure 2). As seen from Figure 2, the measured PHRR of cotton (209 W/g) was 11 W/g higher than its calculated PHRR (198 W/g) and the measured TPHRR of cotton (380℃) was higher than its calculated data (375℃). In the case of the 50/50 nylon/cotton, the heat release peak for the nylon part in the blend turned up (see Figure 3). Like the 30/70 nylon/cotton blends, there was an increase in both PHRR and TPHRR of the cotton component compared with their calculated counterparts. The measured PHRR of cotton (186 W/g) was 37 W/g higher than calculated PHRR (149 W/g) and the TPHRR of the cotton component in the blend (390℃) was 15℃ higher than its calculated value (375℃). Since nylon melts (258℃) before cotton starts to decompose (300℃), at 375℃ the cotton must be coated with melted nylon and such liquid nylon coating was probably the reason for raising the PHRR and TPHRR for cotton in the blends. In contrast, both the measured PHRR (161W/g) and TPHRR (436℃) of the nylon part decreased compared with that of calculated value (259 W/g, 468℃). Cotton ended its decomposition at approximately 400℃ and formed the char residue, which probably caused the decrease in the nylon decomposition temperature and HRR. If no interaction was occurring between the nylon and cotton in the blends, the calculated and experimental curves should coincide. However, from the difference between the calculated and measured HRR curves of the two nylon/cotton fabrics, we found that the two components in the blend must have interacted during the decomposition process. Moreover, within the comparison between 30/70 nylon/cotton and 50/50 nylon/cotton blends (see Figures 2 and 3), we found that as the cotton ratio in the blends decreased, the PHRR for the cotton part decreased whereas that for the nylon part increased. The TPHRR for the cotton part increased 10℃ when the cotton ratio in the blends reduced from 70% to 50%.
The calculated and measured HRR versus temperature curves of 30/70 nylon6/cotton. The calculated and measured HRR versus temperature curves of 50/50 nylon6/cotton.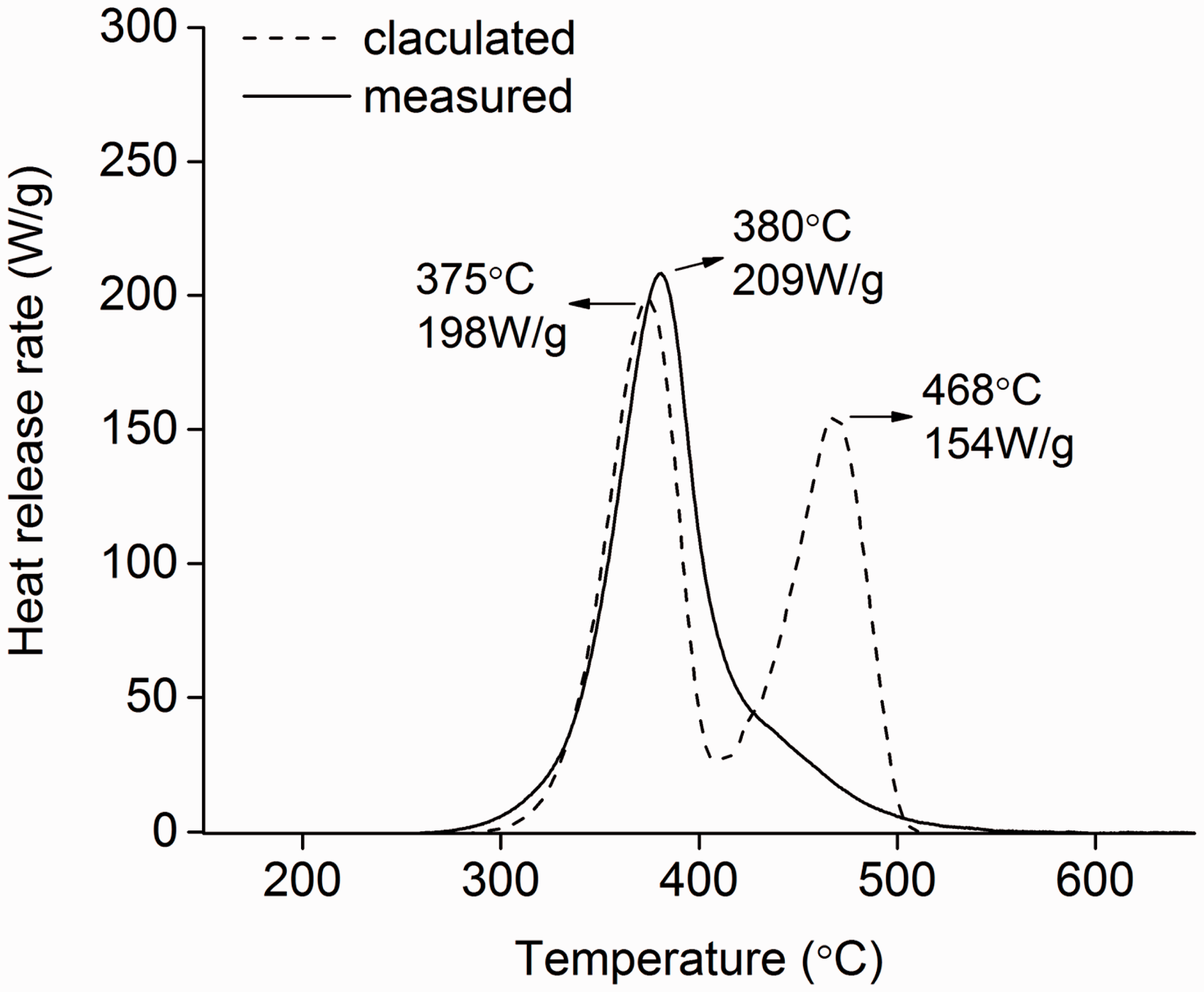
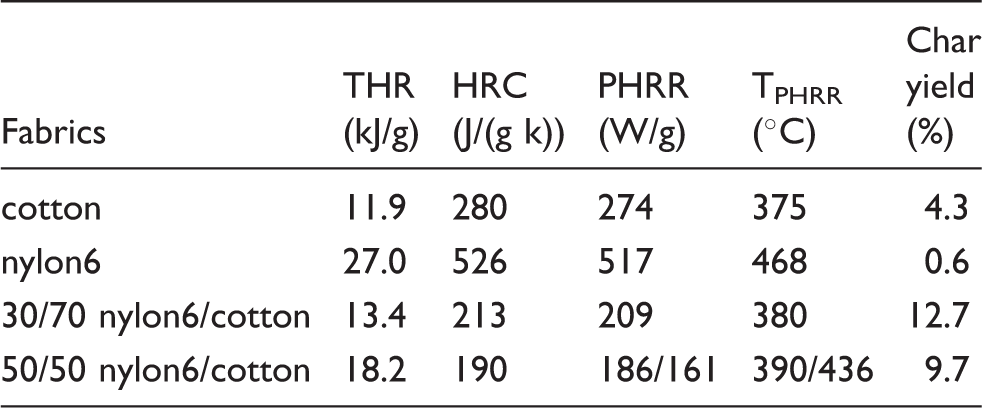
Heat release properties of cotton, nylon and nylon/cotton blends.
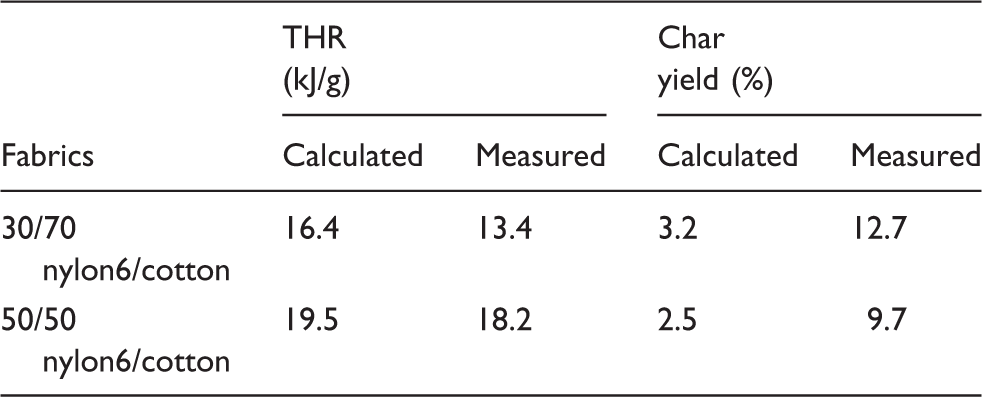
The calculated and measured total heat release (THR) and char yield of nylon/cotton blends.
The DSC curves of cotton, nylon and two nylon/cotton blends were then measured and compared (shown in Figure 4). The nylon and nylon/cotton fabrics all had their first endothermic peaks at 220℃, corresponding to the melting point of nylon, which indicated that the cotton in the blends had no effect on the melting of the nylon component. The second and third peaks in the two cotton blends are, respectively, attributed to the decomposition of the cotton and nylon components. Compared with the DSC curves of cotton, the peak associated with cotton decomposition in the DSC curve of both 30/70 nylon/cotton and 50/50 nylon/cotton decreased a lot, with only 1/6 and 1/10 of the same peak of cotton as a single fiber. The area of peak that was associated with the nylon decomposition of the two blends was inconspicuous compared with the same peak of nylon as a single fiber. The peak for the cotton decomposition part shifted to a higher stage while the decomposition range for the nylon part was lower than that of pure nylon fabric (see Figure 4). The two components in nylon/cotton blends are not independent during the whole decomposition process in the blend.
DSC curves of cotton, nylon and two nylon/cotton blends.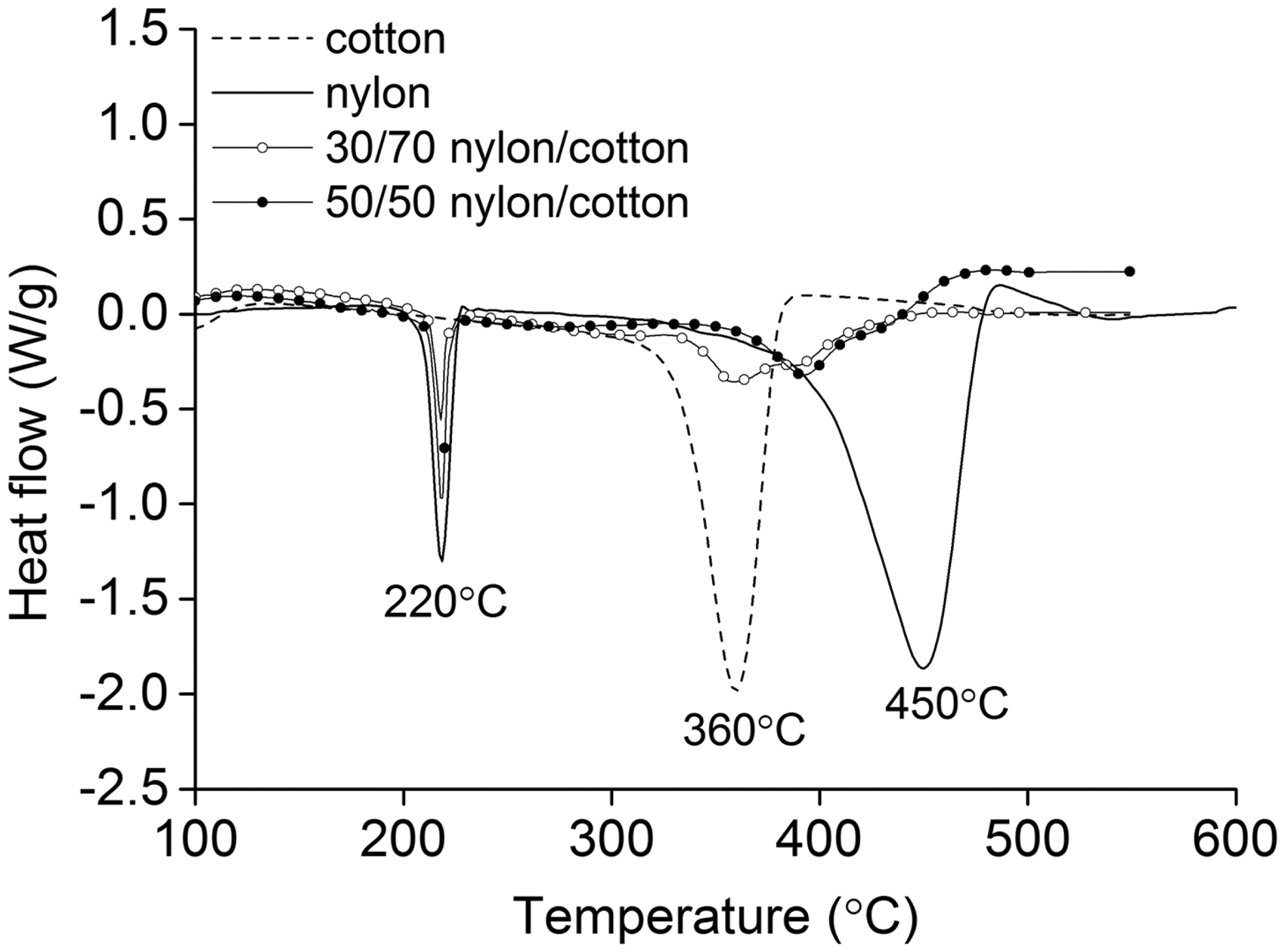
When the comparison came within the two nylon/cotton blends, the second peak of the 50/50 nylon/cotton, which contains less cotton, shifted to a higher temperature (390℃) than that of 30/70 nylon/cotton fabrics (365℃), and the peak area became smaller. The third peak of 50/50 nylon/cotton blends also shifted to a higher temperature (430℃) compared with 30/70 nylon/cotton fabric. The DSC data here is confirmed by the information of its decomposition revealed by MCC, and the slight shift of temperatures for the peaks related to the decomposition in the DSC curves are due to a much slower heating rate used by DSC than that by MCC.
The TGA diagram of two nylon/cotton blends confirm the char yield data revealed by MCC (shown in Figure 5).Cotton lost 96.0% of its initial weight at 600℃ and nylon lost most of its weight in the 400–500℃ region as a result of decomposition. Both of the two nylon/cotton blends had much less weight loss than that of the pure cotton or nylon fabrics, and the blends that contain less cellulose had more char production. From Figure 5 it can be seen that the 30/70 nylon/cotton started to decompose at 310℃ and had a rapid downward direction until 410℃, finally losing 78% of its initial weight at 600℃. From the TGA curve of the 50/50 nylon/cotton, the 50/50 nylon/cotton blend started its decomposition at a slightly higher stage than the 30/70 nylon/cotton, with a relatively rapid slope from 310 to 400℃, but a slower reduction afterwards. The 50/50 nylon/cotton lost 83% of its initial weight at 600℃. All the analyses above indicate that the interaction between nylon and cotton fibers in their blend fabrics does exist and is prominent.
TGA curves of cotton, nylon and two nylon/cotton blends.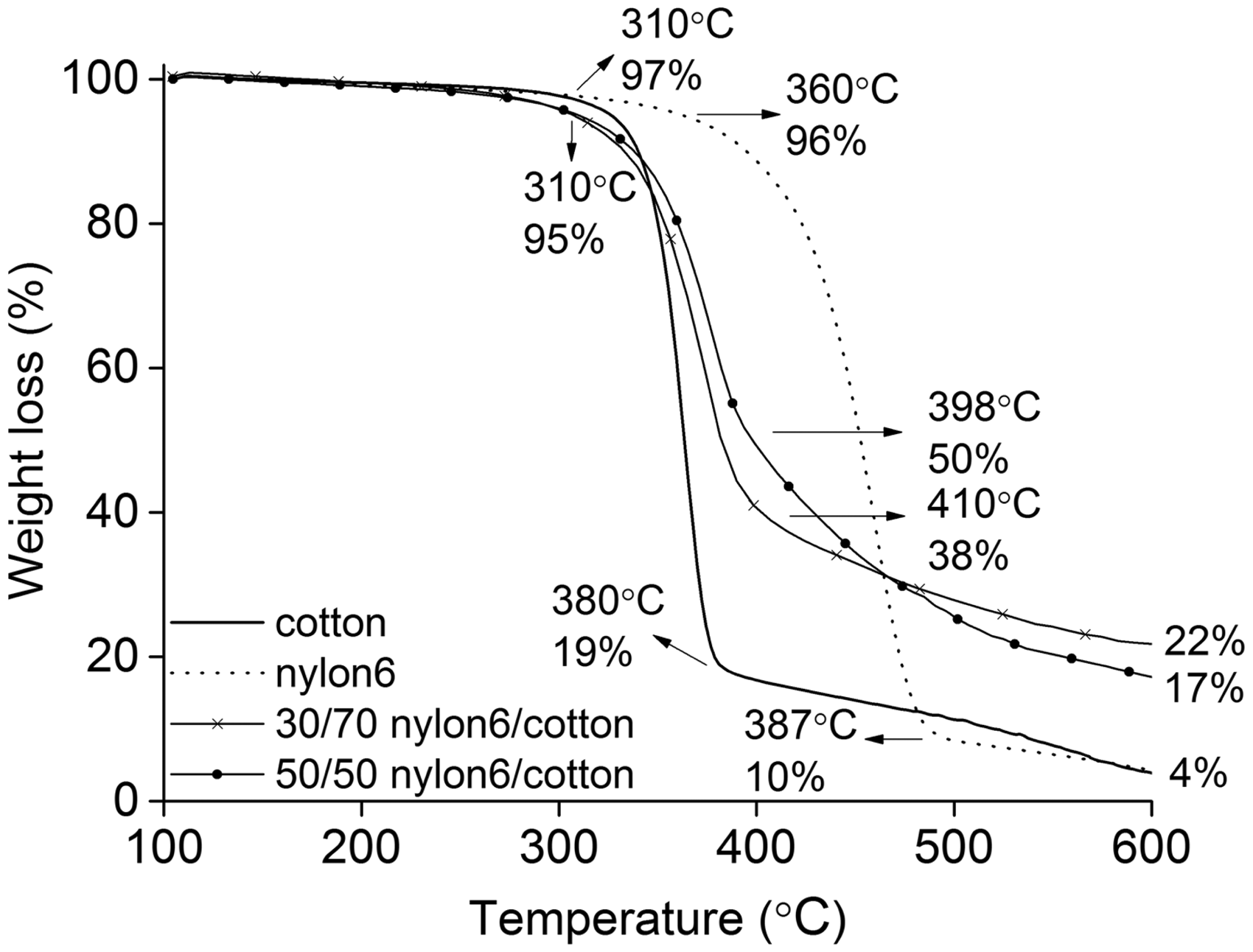
The polyester/cotton blend fabrics
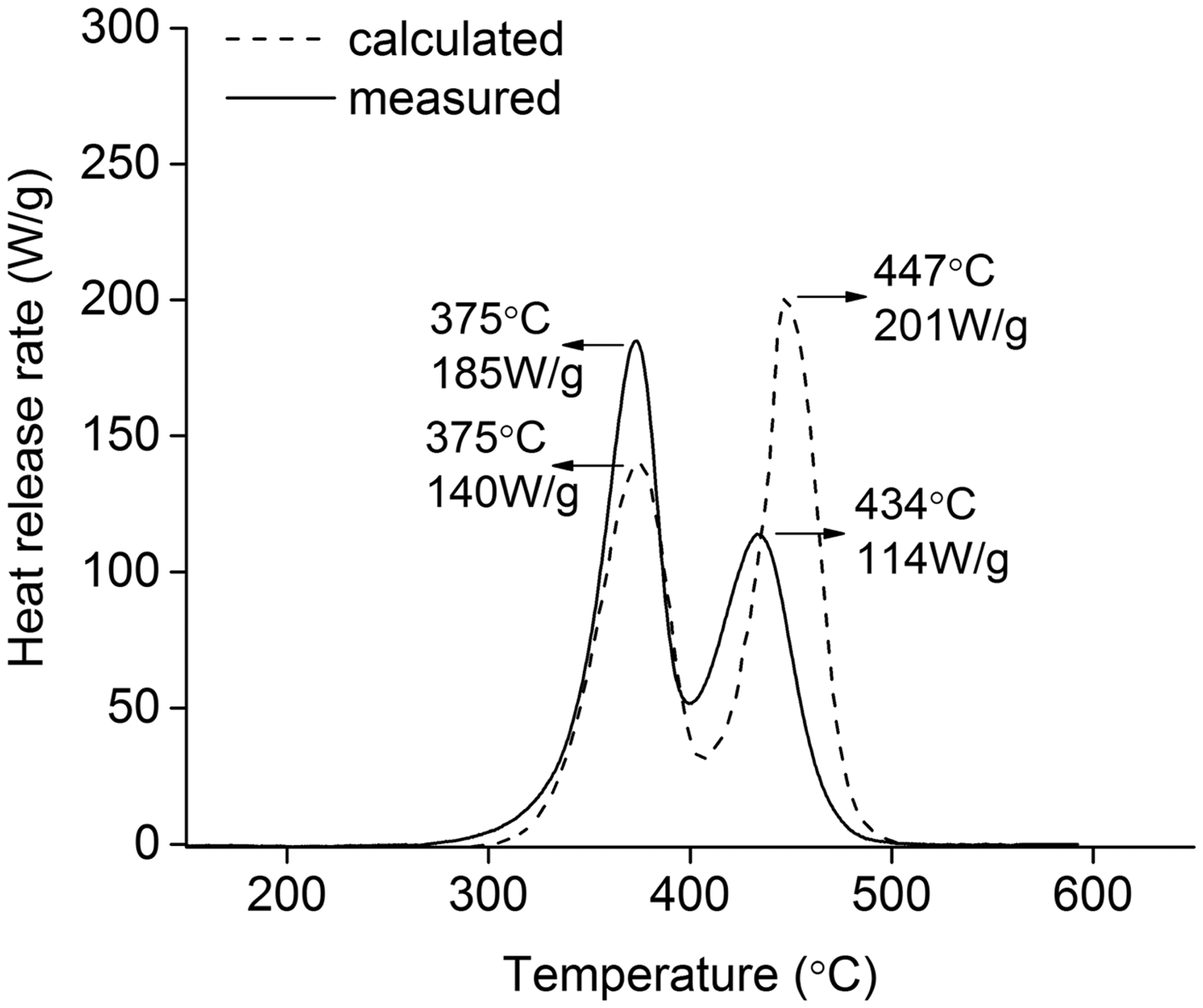
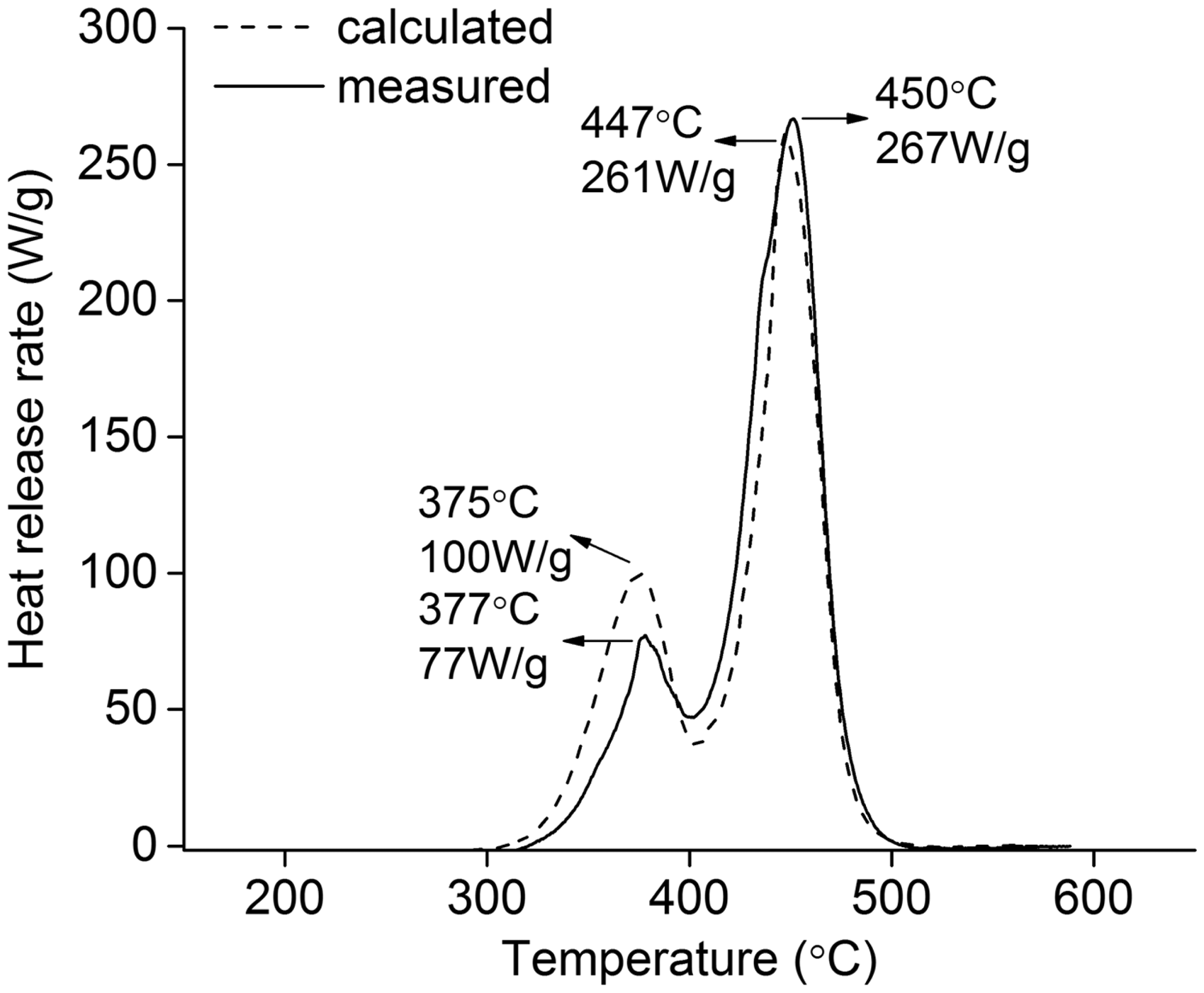
The thermal analysis techniques (MCC, DSC and TGA) were also applied to study the thermal properties of the polyester/cotton fabric. The comparison between calculated HRR curves for the polyester/cotton blends and their measured curves are presented in Figures 6, 7, and 8, respectively. From Figures 6, 7, and 8 it can be seen that there were two heat release peaks of the whole curve of the three polyester/cotton fabrics. The first one corresponded to the decomposition of the cotton component and the second one corresponded to the polyester part in the blend, which could be speculated by the decomposition temperature zones. The measured PHRR for the cotton component of the 40/60 polyester/cotton (241 W/g) and 50/50 polyester/cotton (185 W/g) was, respectively, 74 W/g and 45 W/g higher than their calculated values, while the actual PHRR for cotton of the 65/35 polyester/cotton (77 W/g) was 23 W/g lower than its calculated value (100 W/g). In contrast, the PHRR for the polyester component of the 40/60 polyester/cotton (75 W/g) and 50/50 polyester/cotton (114 W/g) was 86 W/g and 87 W/g lower, respectively, than the calculated data, whereas that for 65/35 polyester/cotton (267 W/g) was a bit higher than the calculated PHRR (261 W/g).Unlike the nylon/cotton blends, there is nearly no shift in the TPHRR for the cotton part in the three polyester/cotton fabrics. However, changes were seen in the TPHRR for the polyester component in the blends; the TPHRR for the polyester component of the 40/60 polyester/cotton (431℃) and 50/50 polyester/cotton (434℃) were, respectively, 16℃ and 13℃ lower than that of pure polyester (447℃), whereas that of 65/35 polyester/cotton (450℃) was a bit higher than the calculated value. We could find that as the polyester-to-cotton ratio increased, the PHRR for the cotton part decreased and the PHRR and TPHRR for the polyester part increased. With much less cotton contained in the blends, the impact from the interaction between two fibers on the decomposition of the polyester became smaller.
The calculated and measured HRR versus temperature curves of 40/60 polyester/cotton. The calculated and measured HRR versus temperature curves of 50/50 polyester/cotton. The calculated and measured HRR versus temperature curves of 65/35 polyester/cotton.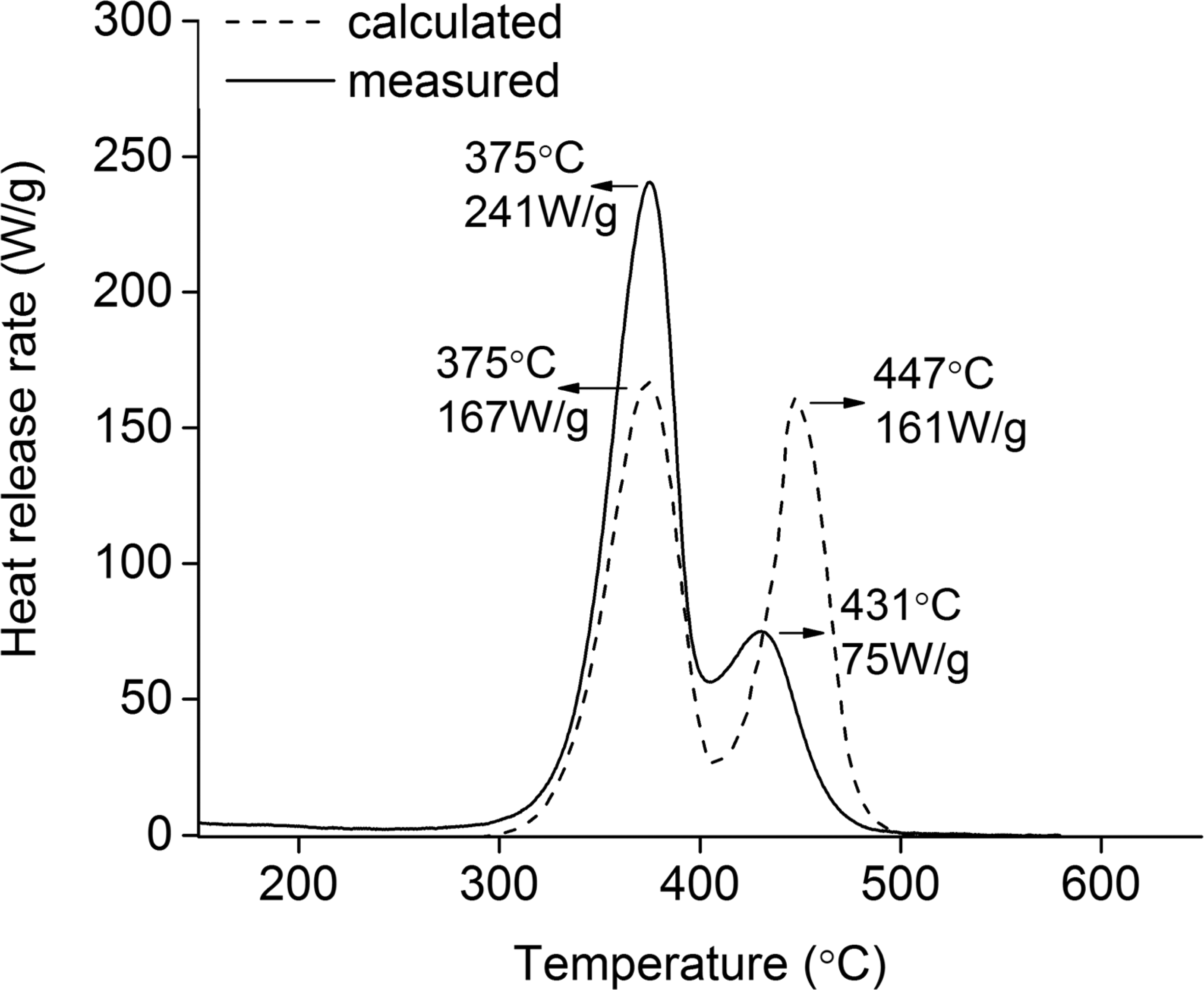
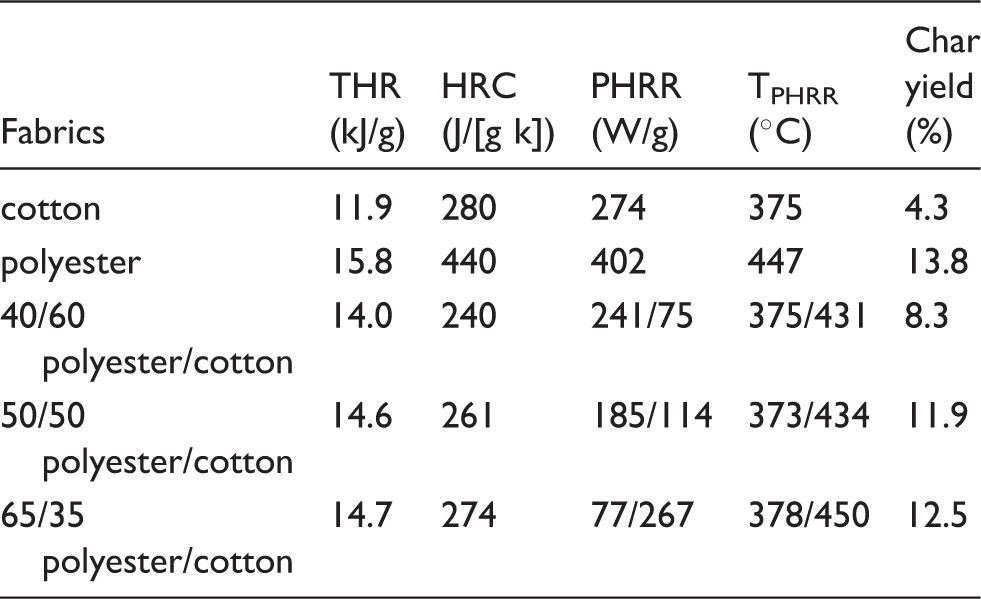
Heat release properties of cotton, polyester and polyester/cotton blends.
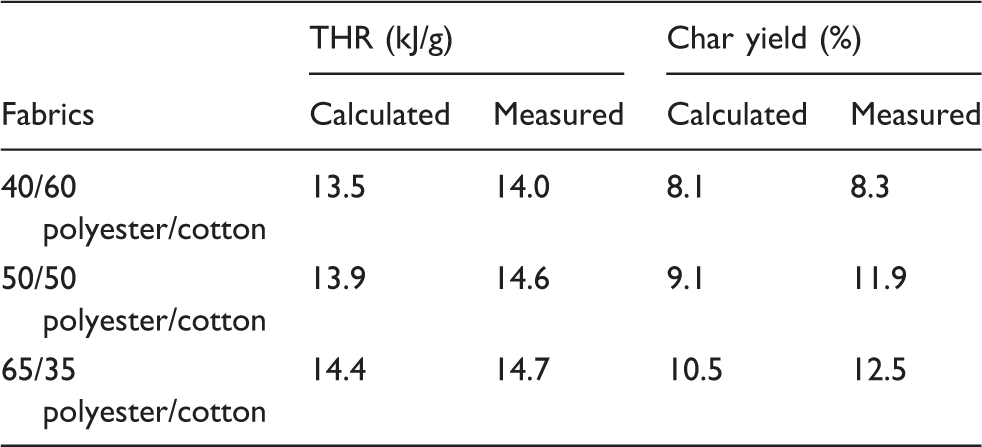
The calculated and measured THR and char yield of polyester/cotton blends.
The DSC curve of the cotton, polyester and three polyester/cotton fabrics are shown in Figure 9. The first sharp peak of the three blends attributed to the melting point of polyester was 255℃, the same as the melting point of pure polyester, was not affected by cotton. Also, there was no shift for the second peak in the polyester/cotton blends attributed to the decomposition of the cotton part, which is the same as the pure cotton fabric (360℃). In the DSC diagram, at Figure 9, the heat absorption corresponding to the cotton or polyester decomposition of all three blends reduced because of less fiber content in the blend than in pure fabrics. With less cotton contained in the blend, the peak area associated to the cotton decomposition decreased. The peak area associated to the cotton decomposition in the 40/60 polyester/cotton is 65% of the pure cotton, followed by 50/50 polyester/cotton (37%) and then 65/35 polyester/cotton (19%). The third endothermic peaks for polyester/cotton blends increased as the polyester-to-cotton ratio increased. The peak area associated to the polyester decomposition in the 40/60 polyester/cotton is the smallest, only 25% of the pure polyester, followed by 50/50 polyester/cotton (60%) and then 65/35 polyester/cotton (75%).
DSC curves of cotton, polyester and three polyester/cotton blends.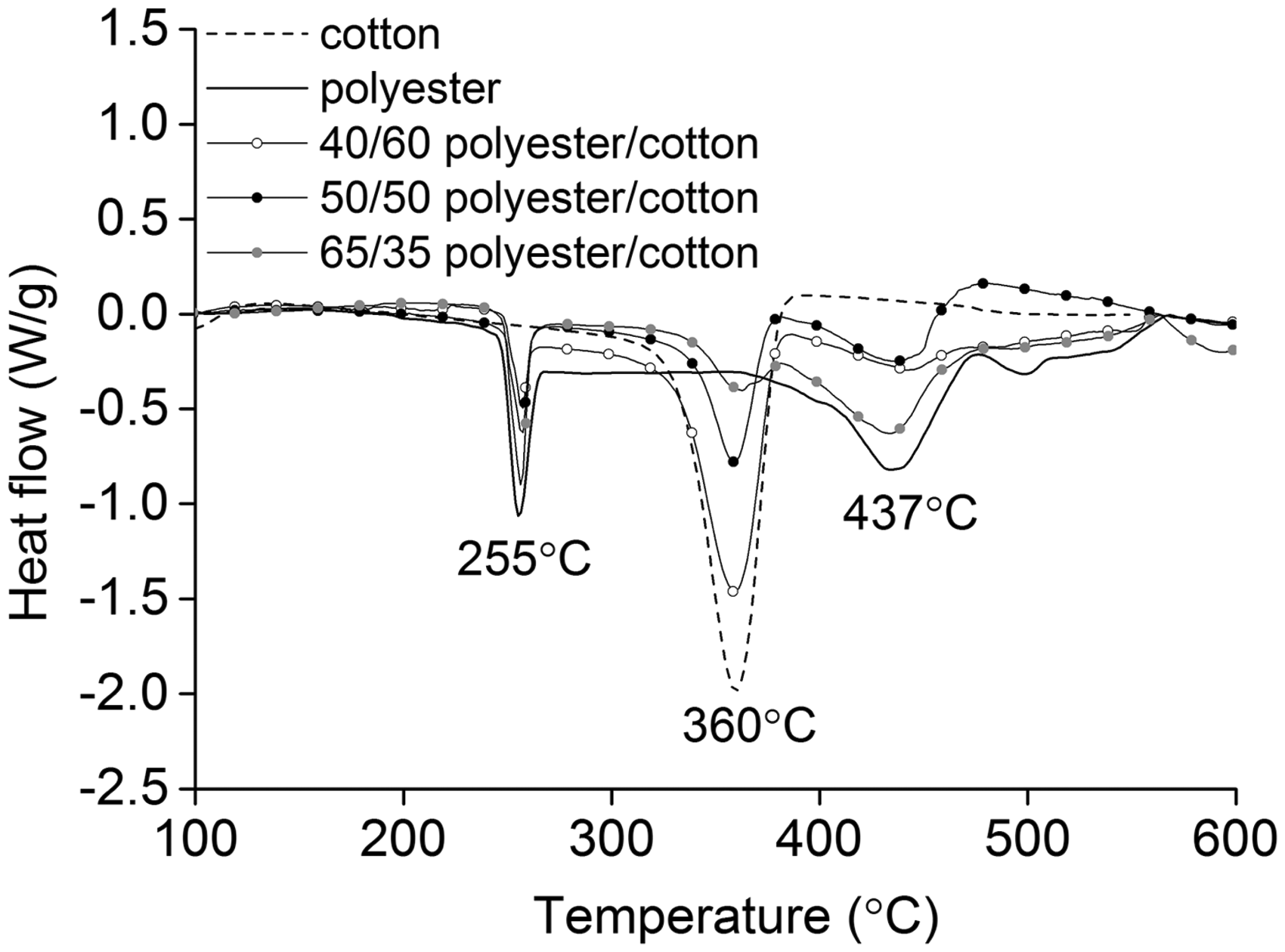
The TGA curves of the polyester/cotton fabrics are presented in Figure 10. As shown in Figure 10, the whole decomposition process of all three blends could be divided into two parts. The first part starts at around 310℃ and ends at approximately 380–390℃, corresponding to the decomposition of the cotton component in the blends, and the second part continues from there until 470–485℃, corresponding to the decomposition of the polyester component. The 65/35 polyester/cotton has the least weight loss (17% of its initial weight) when the first decomposition stage ended. The second range in the TGA diagrams of those blends first has a gentler downward progression and then tends to a rapid decline afterwards. All blends have more weight loss than pure polyester, but less than pure cotton fabric. Also, with the increase of polyester content in the blends, the weight loss of the fabrics decreases. The trend illustrated shows that more char is produced with a higher polyester content contained in the fabrics, which consistent with the char yield data revealed by MCC.
TGA curves of cotton, polyester and three polyester/cotton blends.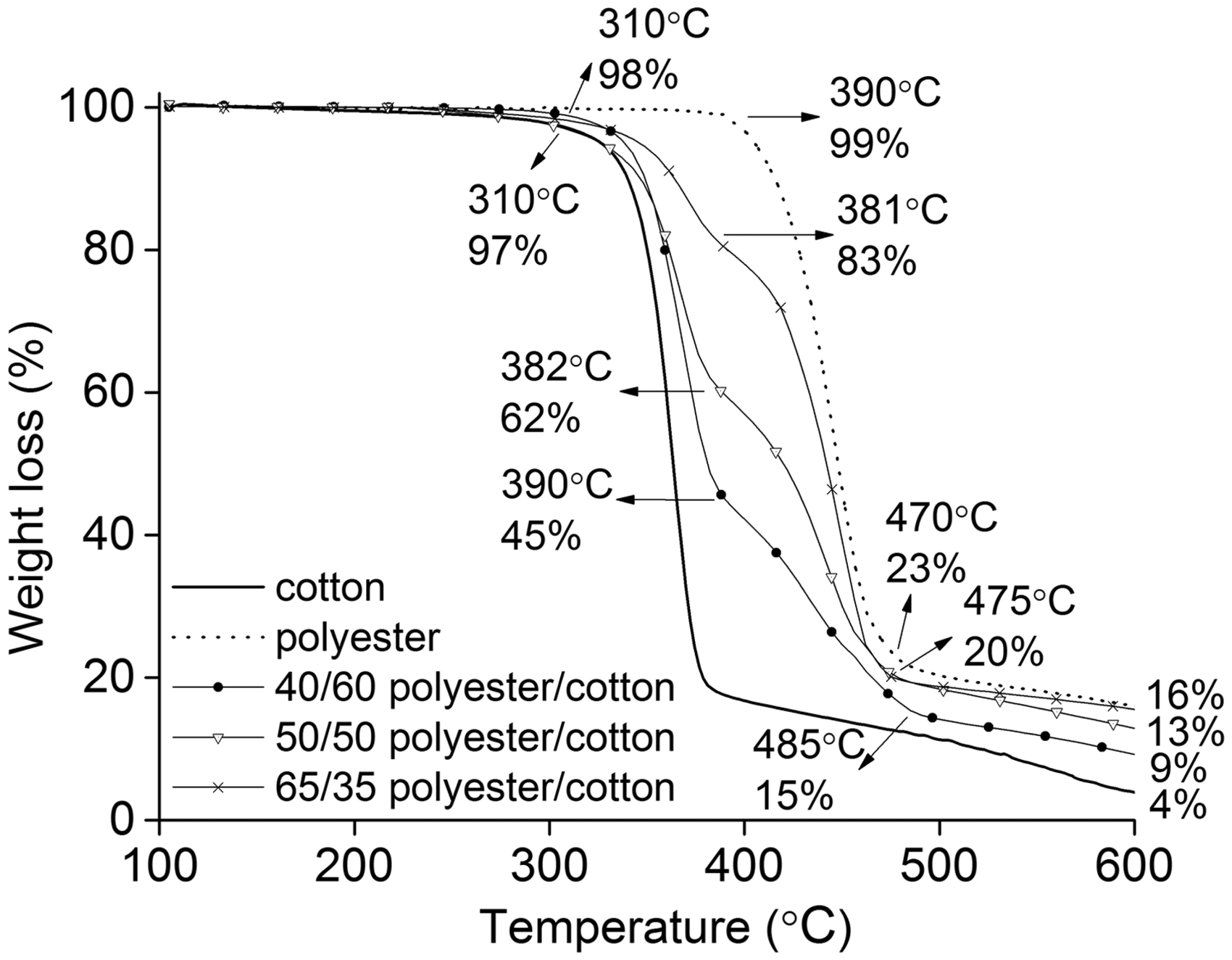
The results reported above have illustrated that the interaction between polyester and cotton is different from that between nylon and cotton: (1) the TPHRR for cotton was not affected by polyester in the blends; (2) the interaction increased the THR of the blends; (3) the char production increased as the cotton content of the polyester/cotton blends decreased.
The Nomex/cotton blend fabrics
The HRR curve of 65/35 Nomex/cotton is presented in Figure 11 with its calculated curve according to the heat release rates of pure cotton and pure Nomex. There are three heat release peaks during the whole HRR curve, with the first one corresponding to the decomposition of the cotton component and the other two peaks corresponding to the Nomex part in the blend. From the HRR curve, the cotton component in the Nomex/cotton blend started to decompose at 300℃ and peaked at 374℃ (89 W/g), which matched with its calculated curve very well. The PHRR and TPHRR of the first PHRR (42 W/g) at 463℃ of the Nomex part decreased a bit compared with the calculated curve, but its smaller HRR peak (16 W/g) at 569℃ matched well with the third calculated PHRR. A large portion of Nomex fiber remains until its own thermal degradation temperature.
The calculated and measured HRR versus temperature curves of 65/35 Nomex/cotton.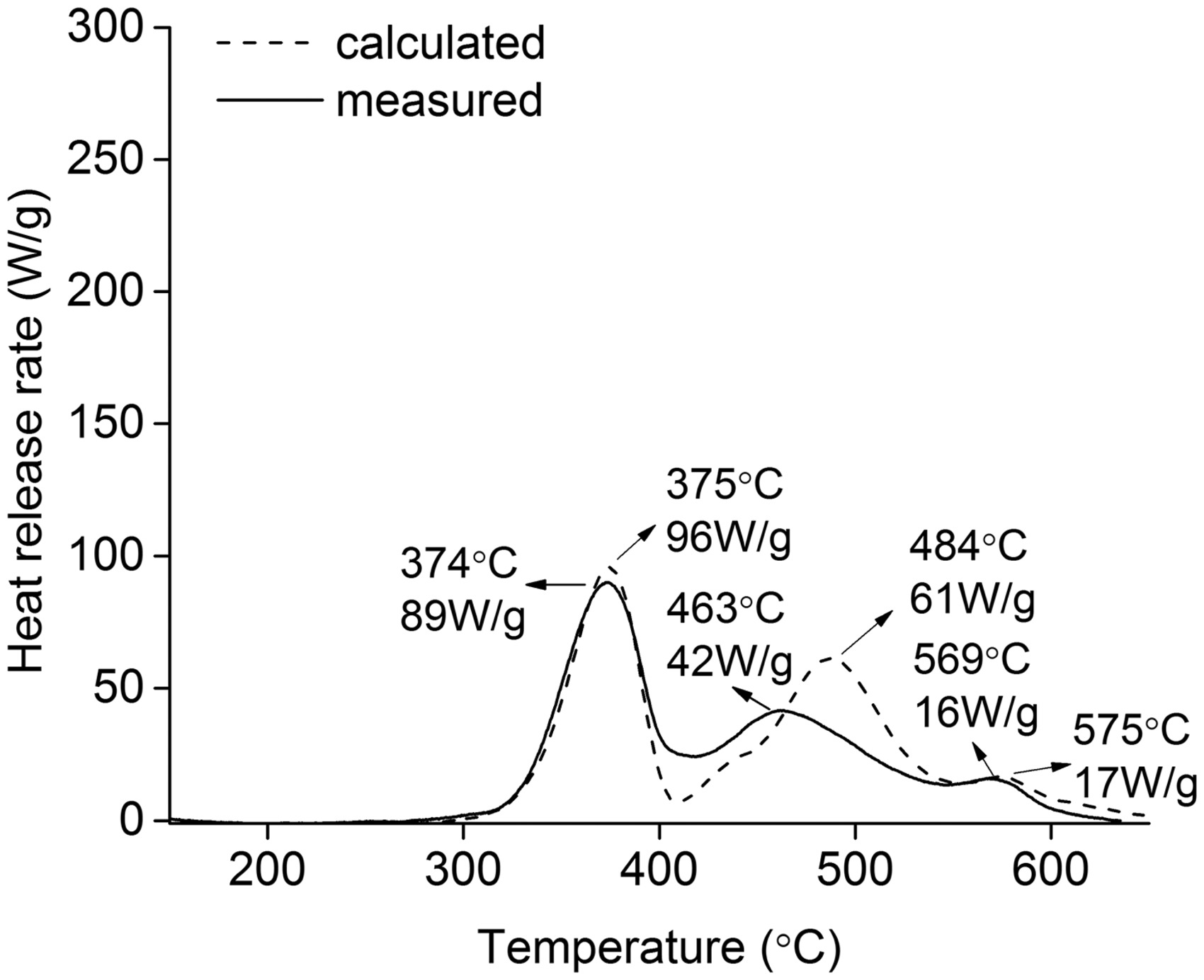
Heat release properties of cotton, Nomex and Nomex/cotton blends.
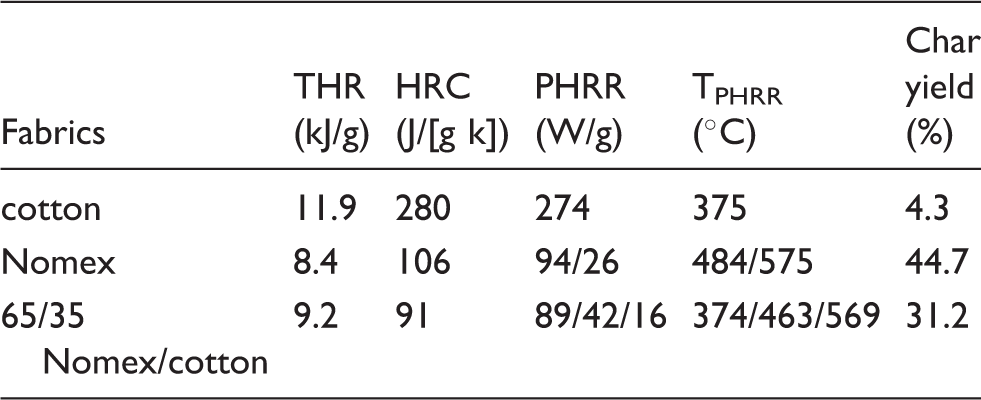
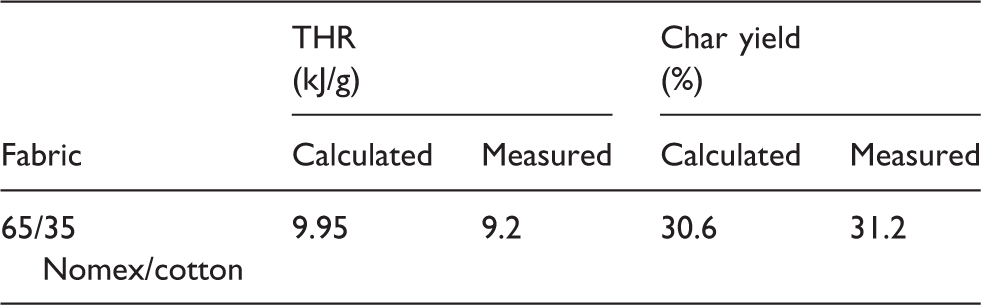
The calculated and measured THR, HRC and char yield of Nomex/cotton blend.
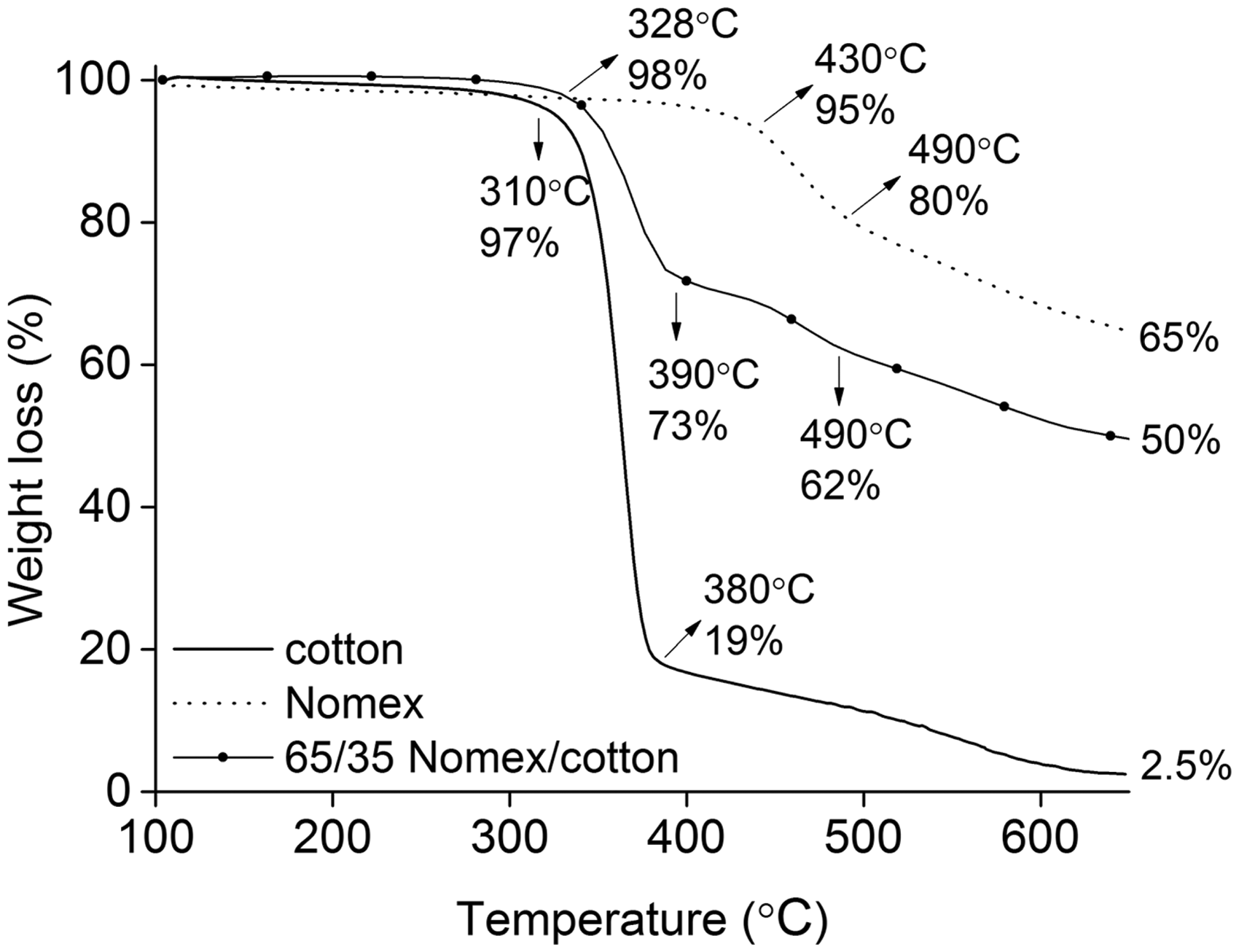
The DSC and TGA curves of the 65/35 Nomex/cotton are shown in Figures 12 and 13. We saw from the DSC diagram that Nomex does not melt, but rather decomposes directly after reaching 422℃. There were two endothermic peaks in the DSC curve of the 65/35 Nomex/cotton blend. The first peak, corresponding to the cotton part decomposition, was much smaller than that of pure cotton because only 35% cotton was contained in the blend; the intensity of the second one, corresponding to the Nomex part, was similar to pure Nomex fabric. Both two peaks had the same temperature ranges as their pure counterparts. From Figure 13 it can be seen that there were three decomposition stages for the 65/35 Nomex/cotton blends. The Nomex/cotton lost its initial weight (17%) at the first stage from 330 to 390℃, which was attributed to the cotton decomposition. Then the weight loss became slower during the second stage from 390 to 490℃. The 65/35 Nomex/cotton blend finally lost about 50% of its original weight at 650℃. Like its MCC and DSC results, the decomposition stages in the whole TGA curve of the Nomex/cotton blend fabric took place in the same was as their pure counterparts.
DSC curves of cotton, Nomex and 65/35 Nomex/cotton. TGA curves of cotton, Nomex and 65/35 Nomex/cotton blend.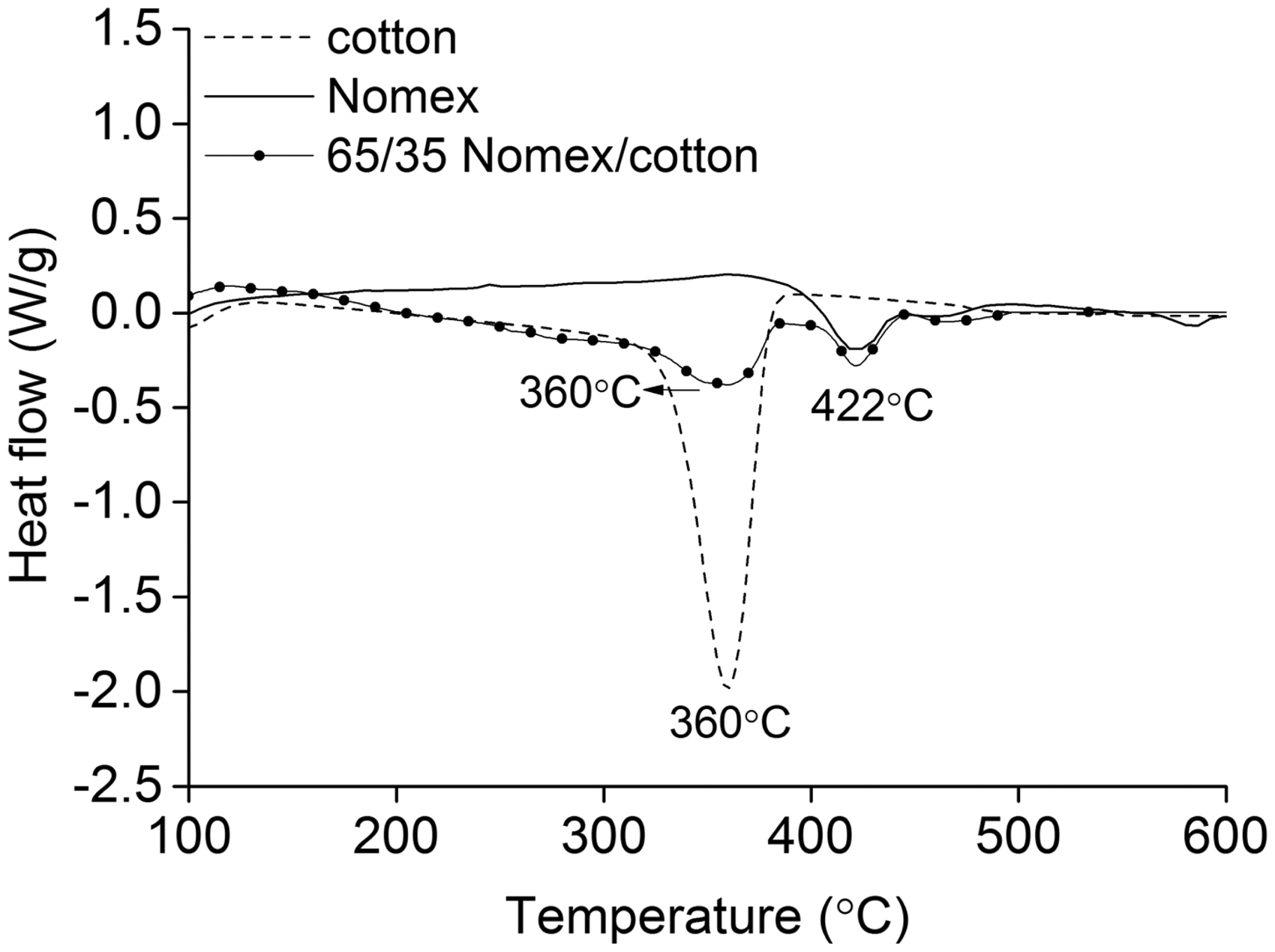
Conclusions
The changes in PHRR and shift in TPHRR of the individual fibers in the blends indicated that interaction does exist between cotton and nylon/polyester fibers. Among three kinds of blends (nylon/cotton, polyester/cotton and Nomex/cotton fabrics) the interaction between cotton and nylon is much more prominent than the other two fabrics.
During the decomposition process, with less cotton contained in the blends (nylon/cotton and polyester/cotton fabrics): (1) the PHRR for the cotton part decreased and that for the nylon or polyester part increased; (2) the TPHRR for the cotton part of the nylon/cotton fabrics increased while there was no change in that of the polyester/cotton fabrics; (3) the TPHRR for the nylon part became distinct and that for the polyester part increased; (4) the char production of nylon/cotton fabrics decreased while that of polyester/cotton fabrics increased. The DSC and TGA data coincided with the MCC results.
In the case of the Nomex/cotton blends: (1) the HRR curve and thermal parameters were consistent with their calculated counterparts; (2) both the THR and the measured char production were almost the same with the calculated values; (3) there was little decrease for the heat absorption in the decomposition of both fibers for the DSC measurement. It is illustrated, then, that the interaction between cotton and Nomex is negligible.
Overall, the data above show that cotton interacts with nylon and polyester fibers when they are blended with each other. However, there are big differences in the interaction between cotton and different synthetic fibers; and there is no interaction when cotton is blended with Nomex.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.