
Abstract
Foaming parameters are the foundations of foam-sizing technology. The impacts of foaming parameters, including temperature, agitator speed, quality fraction of the foaming agent, size recipe and concentration, on foam properties are remarkable. Aiming at optimizing the foaming parameters, foam height, foaming ratio, foam half-life and foam viscosity were chosen for testing and analysis. The experimental results indicated that the comprehensive indexes of the foam achieved the optimal properties at 50℃ with the agitation speed of 1200 r/min and the foaming agent of 2.5%, the oxidized starch and polyacrylic acid ratio of 50:50 and the size concentration of 9%. Compared with the yarn properties with the traditional process, foam-sizing can achieve the same results.
Use of foams as the medium for applying chemicals to textile materials has become widespread in recent years. Foam technology has developed more rapidly in the textile industry, such as foam dyeing1–4 and foam finishing.5–7 The impetus of the textile industry’s rapid acceptance of foam technology was the promise of large savings in drying energy costs and increased productivity as a result of faster line speeds. 8 Sizing is used to improve the yarn wear resistance and decrease the yarn hairiness. Foam-sizing uses foams as media instead of size liquor. Size materials are coated on the surface of yarns instead of permeating into yarns as with traditional sizing. Under the condition of guaranteeing the quality of sizing, foam-sizing not only makes yarns have low size pick-up and be easier to desize, but also significantly reduces the burden of yarn drying. Due to the excellent performances on energy-saving and pro-environment, foam-sizing is in favor for cotton textile enterprises.
Foam-sizing has been studied for 30 years. The principle of foam-sizing technology and industrial tests were first expounded in the 4th annual meeting of international sizing in the 1980s. Warren and Robert9,10 showed through experimental results that the properties of yarns sized using foam were equivalent or superior to those of similar yarns sized conventionally in 1980. Namboodri 11 reviewed critical factors in the development of staining of foam sizes and results from production trials. He also indicated that energy savings and increased production speed were realized and less bridging of yarns and reduced yarn hairiness were the anticipated benefits. Trauer and Vialon12,13 discussed the differences between foam-sizing and traditional technology and the influences of size concentration on the quality of yarn sizing. Vernekar 14 showed that the energy consumption using foam-sizing is almost half that of the traditional sizing approach, but the sizing qualities of the two methods showed no appreciable difference. In addition, he stated that the yarn quality using foam depended on the stability of the size. Shah and Gandhi 15 compared the differences of energy consumption between the devices of foam and traditional sizing and illustrated foam-sizing technology in the realization of industrialization promotion needed more fundamental research. Beck 16 pointed out that foam-sizing made the size film on the yarn surface more uniform and the hairiness lower. In 1988, Yan and Zhao 17 studied the foaming performance of sizing materials and analyzed the main factors influencing foamability of size liquor. In 1999, Zhou and Zhang 18 studied the foam-sizing process through quantification theory and general design. She found out that the selection of the adhesive and foaming agent and the adhesive concentration were critical to foam-sizing technology. In 2014, Weidong et al.19,20 at Jiangnan University developed foam-sizing into an industrial application, studying the sizing effects of the foam-sizing and yarn pre-wetting combined process. The combined process is superior to the traditional process in the saving of gas, desizing waste water and desizing agent. In comparison with the traditional sizing process, the sizing yarn qualities, such as the strength increasing rate, the elongation decreasing rate, the wear resistance increasing rate and the hairiness decreasing rate, are at the same level, and the weaving efficiency is not affected significantly.
Foaming parameters, including foaming temperature, agitation speed, quality fraction of foaming agent, 21 size recipe and size concentration, 22 play important roles in foam-sizing, which has not been widely studied. Foam heights 23 tested by Ross-Miles reflect the foaming ability of foaming liquor and foam stability that was selected to determine an optimal foaming temperature. Foaming ratio, foam half-life and foam viscosity after foaming liquor being stirred by a mechanical agitator were chosen to calculate agitation speed, quality fraction of foaming agent, size recipe and size concentration.
Firstly, this paper proposed an objective function to confirm the optimal foaming temperature. Then the growth method was used to evaluate the optimal value of the agitator speed and quality fraction of the foaming agent. In addition, the curves and functions were fitted out to calculate the optimal size recipe and size concentration, and the multi-objective optimization method was adopted to establish the unified objective functions to obtain the optimal recipe of oxidized starch and polyacrylic acid.
Experimental details
Materials
Oxidized starch and polyacrylic acid (XP-C) were obtained from Fengyang Co., Ltd (China); lauryl sodium sulfate was purchased from Sinopharm Chemical Reagent Co., Ltd. Cotton 19.4 tex single yarns were purchased from Yancheng Yueda Cotton Spinning Co., Ltd.
Foaming by Ross-Miles
Ross-Milesas as shown in Figure 1, is used to test the foaming ability of foaming liquor and foam stability at different temperatures. A total of 200 mL of foaming liquor was dropped down from 900 mm height, through a hole of 2.9 mm diameter, into 50 mL of foaming liquor with the same temperature and concentration. Initial foam height (h0) as the foaming ability of liquor was recorded after the liquor drained off. Three minutes of foam height (h3) and five minutes of foam height (h5) are defined as evaluation indexes of foam stability.
Ross-Miles.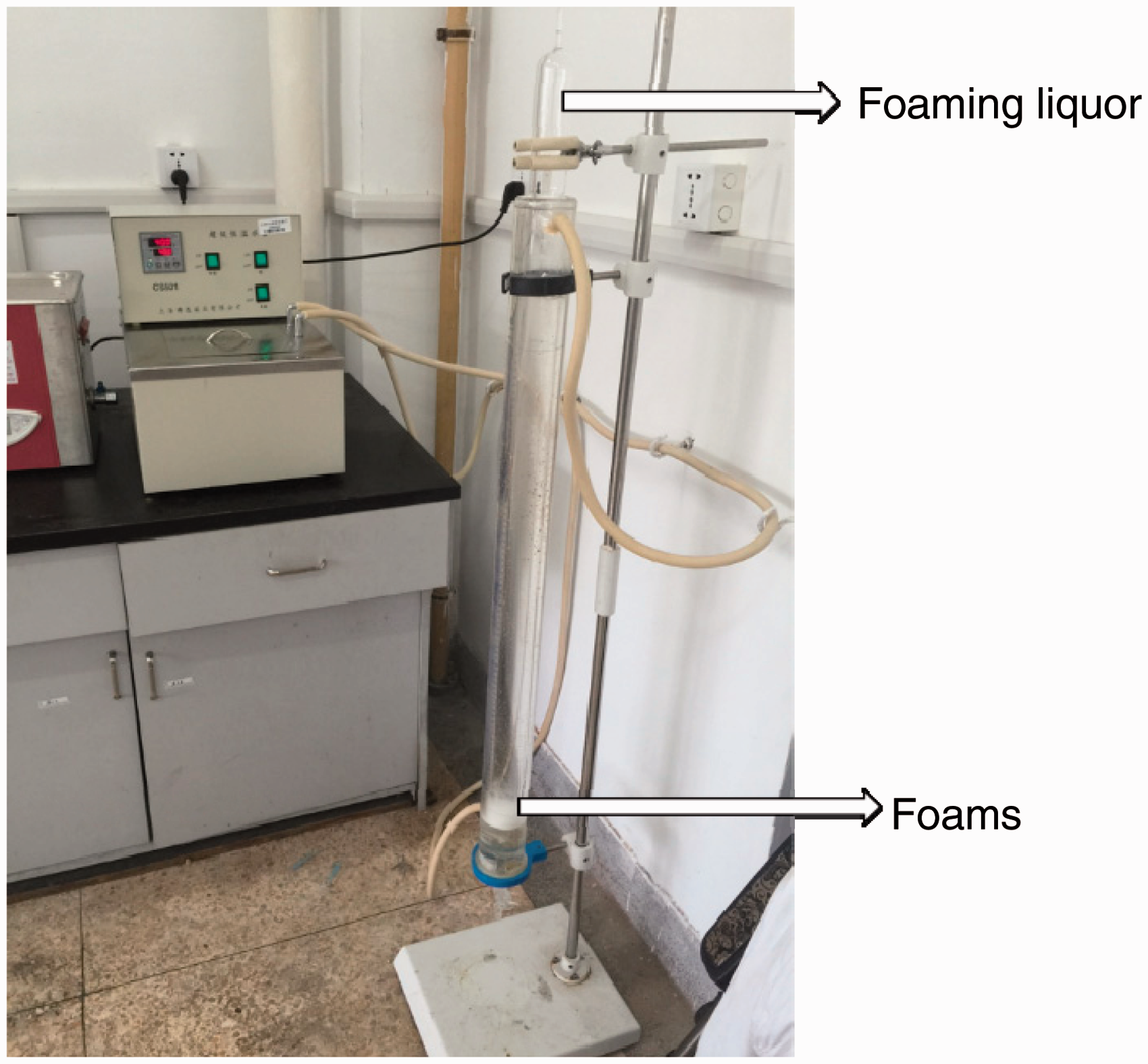
Foaming by mechanical agitator
A total of 100 mL of foaming liquor were poured into a 500 mL enamel cup and foams were produced by a high-speed mechanical agitator in 3 minutes. The foaming ratio is defined as the ratio of the weight to an equal volume of this foam, 24 which denotes the foaming ability of foaming liquor with a mechanical agitator. Higher values mean better foaming ability of the foaming liquor.
Foam half-time reflects foam stability, for which higher values mean better foam stability. The half-time is defined as the time required for one-half of the liquid in the initial foam to separate from the foam by self-drainage.
25
Initial foams and half-time of foams are shown in Figure 2.
(a) Initial foams. (b) Half-time of foams.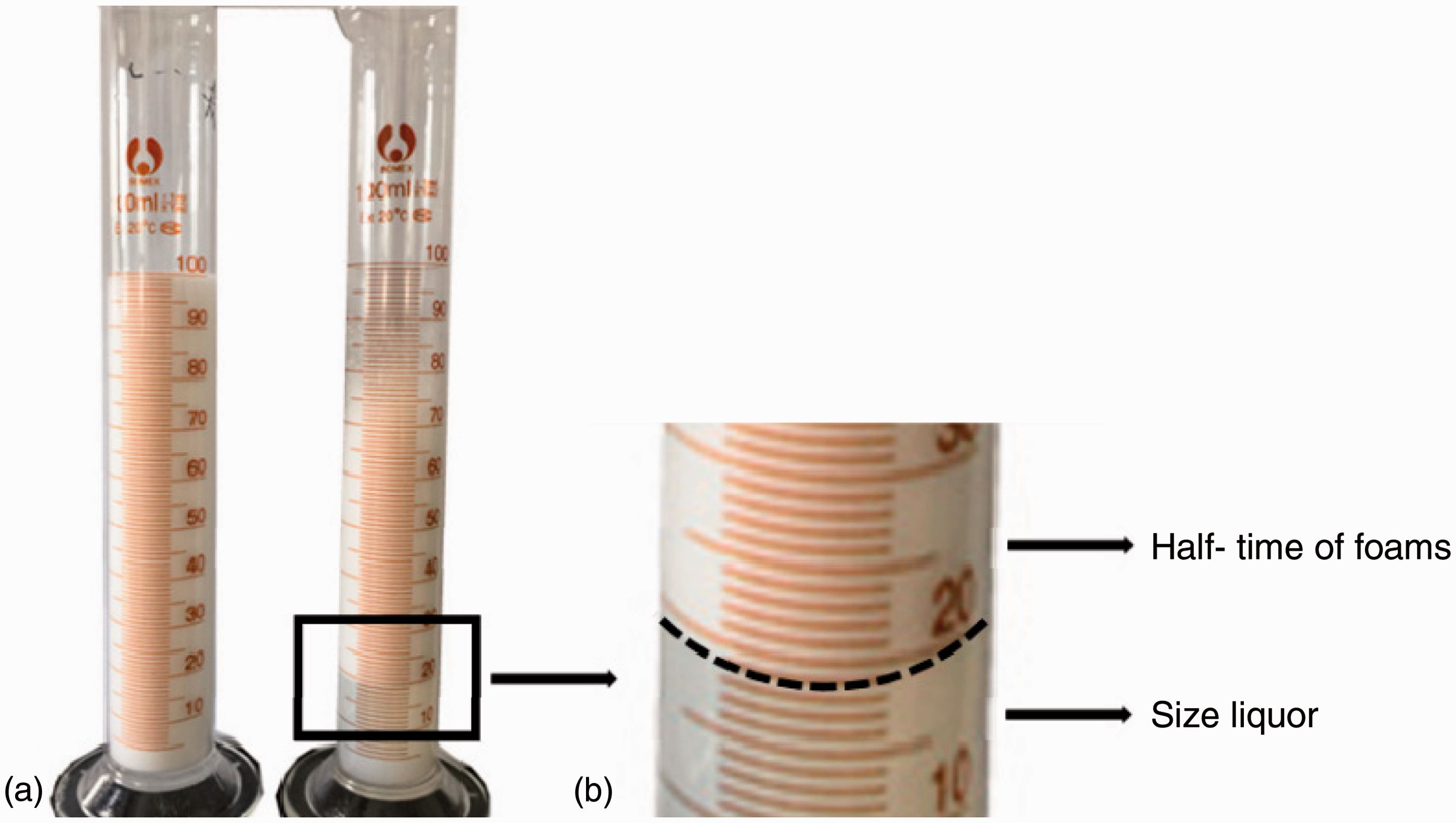
Foam viscosity 26 represents the penetration of foaming liquor, which is tested by a SNB-1 digital viscometer. Smaller values mean greater penetration. Because foam-sized yarns are coated with size liquor after foam drainage, the foam viscosity should not be too small in order to prevent size liquid redundantly permeating into yarns.
Results and discussion
This part discusses the effects of foaming parameters on foam properties. The oxidized starch and polyacrylic acid were mixed in a certain proportion. The mixtures was diluted to make the size concentration achieve a value and heated to 95℃ by water-bath to prepare the size liquor. Then the foaming agent was injected into the size liquor to make up the foaming liquor.
Temperature
The foam height at different temperatures.
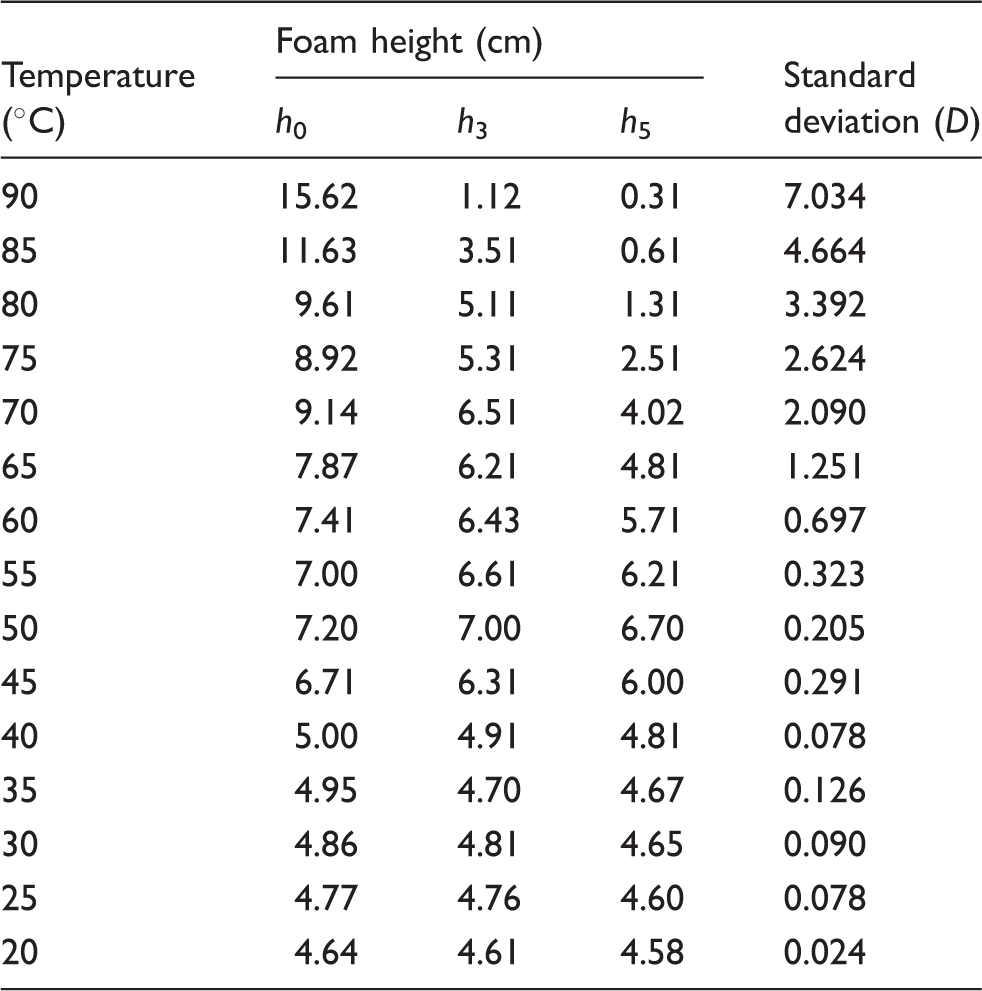
Higher values of h0 mean better foamability of the foaming liquor; h3 and h5 reflect foam stability after 3 and 5 minutes, respectively, and higher values mean better foam stability. From Table 1, h0 became lower with the temperature decreasing while h3 and h5 changed irregularly. Standard deviation denotes the variation of foam height at different times, where smaller values of standard deviation mean better foam stability. This paper proposed an objective function to confirm the optimal foaming temperature. The objective function is as follows:
The distribution of temperature of fmax.
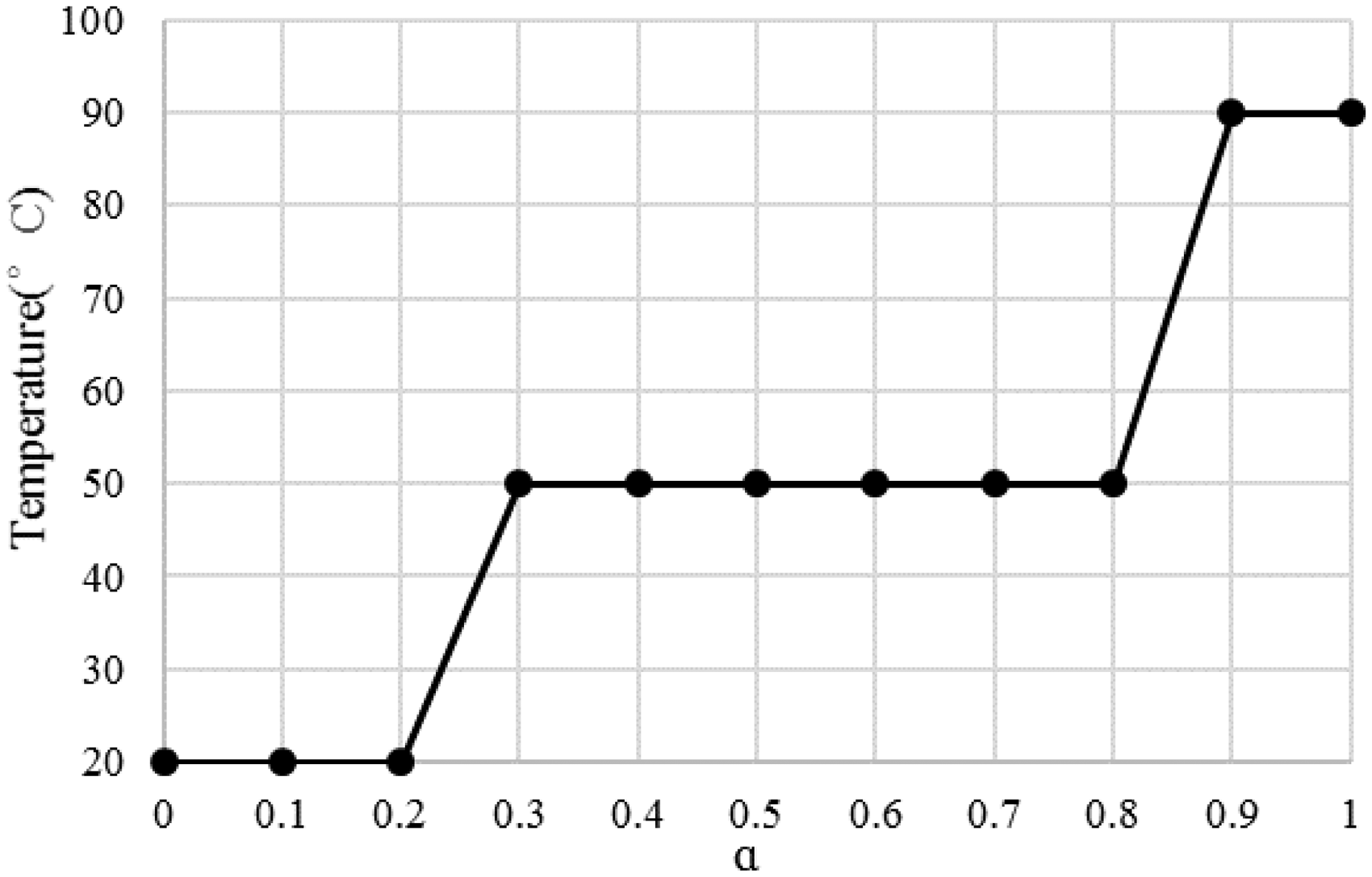
As can be seen from Figure 3, α equals 0, 0.1, 0.2, the fmax of objective function distribute at 20℃; α equals 0.3–0.8, the fmax of objective function distributed at 50℃; α is 0.9 or 1, the fmax of objective function distributed at 90℃. However, when α takes 0 and 1, the objective function is meaningless. The maximum value of the objective function is distributed at 50℃ by a majority. That means at this temperature, the foaming liquor has excellent foamability and the foam stability is the best. The optimum foaming temperature is selected as 50℃.
Agitation speed
Foams are produced by mechanical agitation in foam-sizing. Agitation speed is an important parameter that reflects foam size and degree of uniform distribution. In the foaming liquor, the oxidized starch and polyacrylic acid was in the proportion of 10:1, the size concentration was fixed at 6% and quality fraction at 1%. The temperature of the foaming liquor was lowered to 50℃. The liquor was foamed at 200j r/min by a mechanical agitator, where j equals positive integers from 1 to 10. The foam properties at different speeds are shown in Figure 4.
The foam properties at different speeds.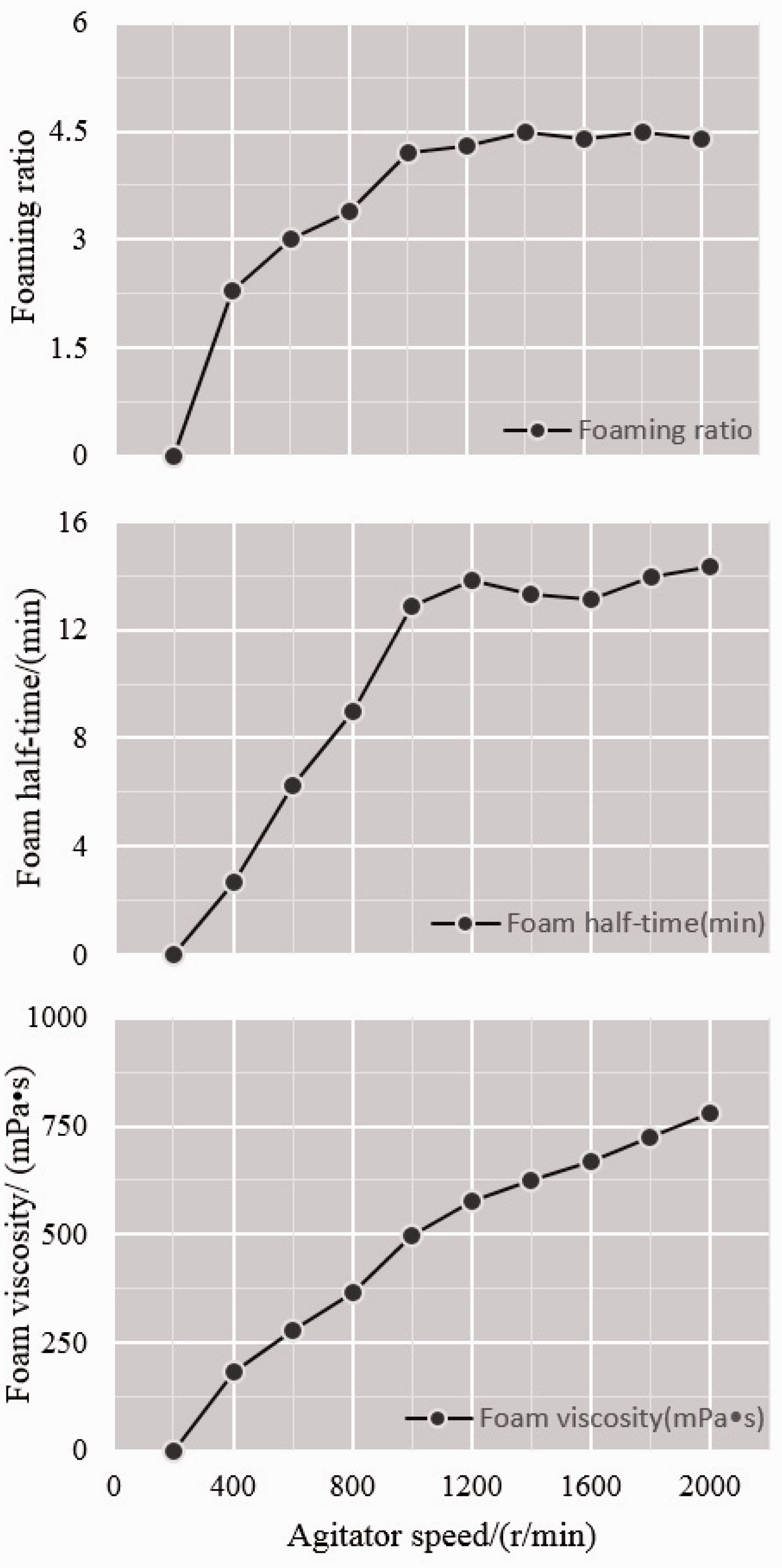
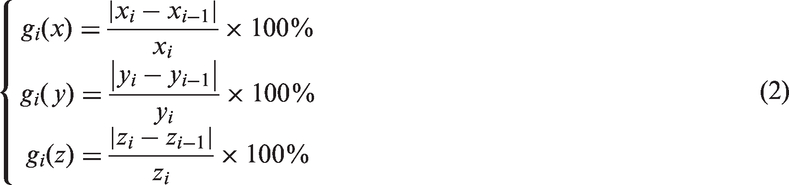
The growth of foam properties at different agitator speeds.
As Table 2 shows, the growth rate
Quality fraction of the foaming agent
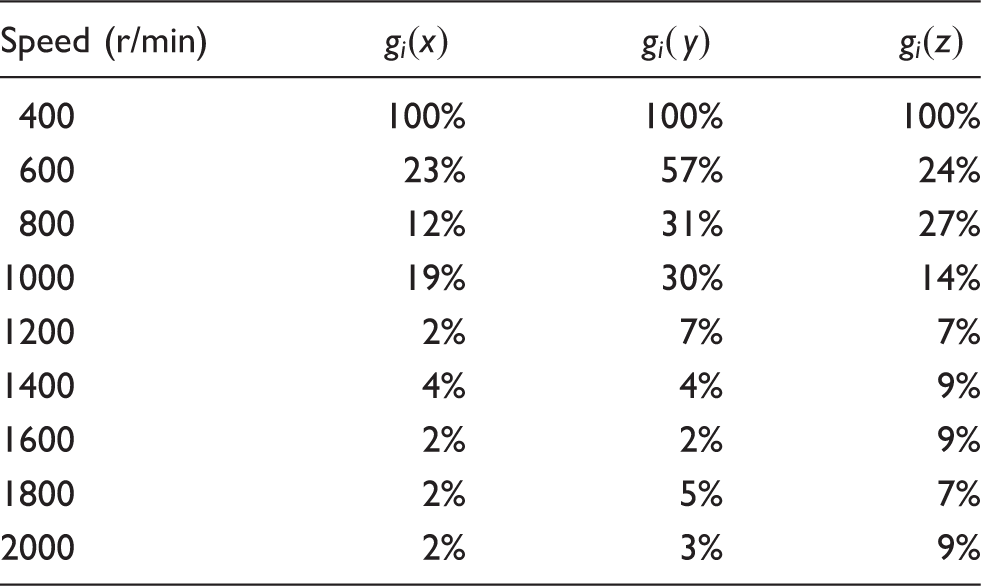
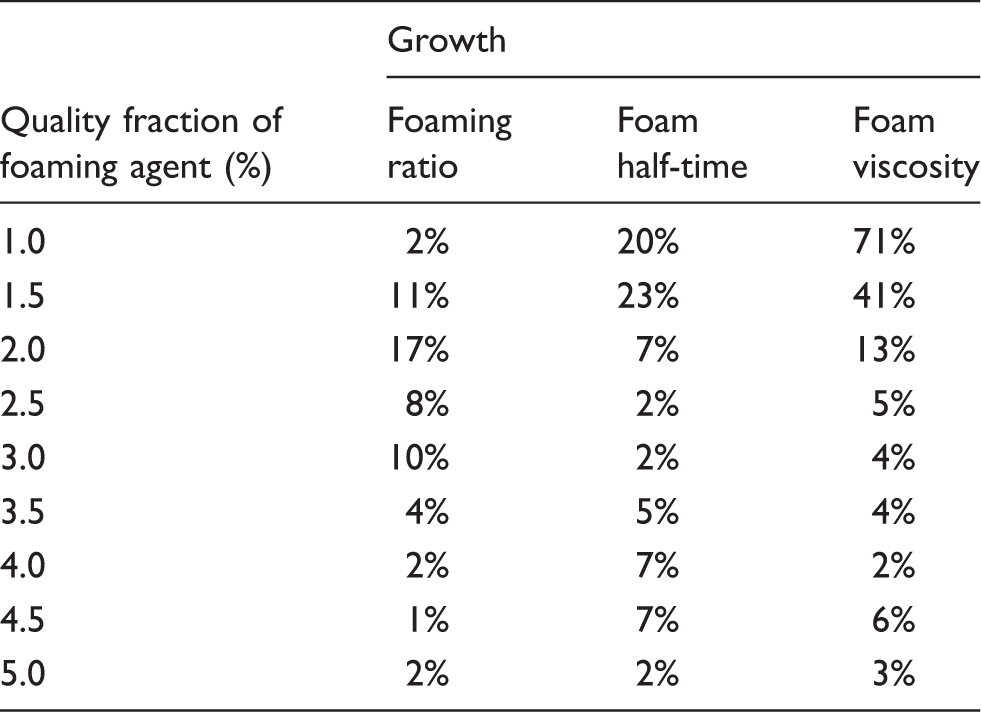
Different quality fractions of the foaming agent were added into the size liquor to investigate the influences of the quality fraction of the foaming agent on foam properties. The oxidized starch and polyacrylic acid were fixed in the proportion of 10:1 with the size concentration of 6%. When the temperature of foaming liquor was lowered to 50℃, the quality fraction 0.5 k% (k equals positive integers from 1 to 10) of the foaming agent were injected into the size liquor to stir at 1200 r/min by a mechanical agitator. Figure 5 shows the foam properties with different quality fractions of the foaming agent.
The foam properties with different quality fractions of the foaming agent.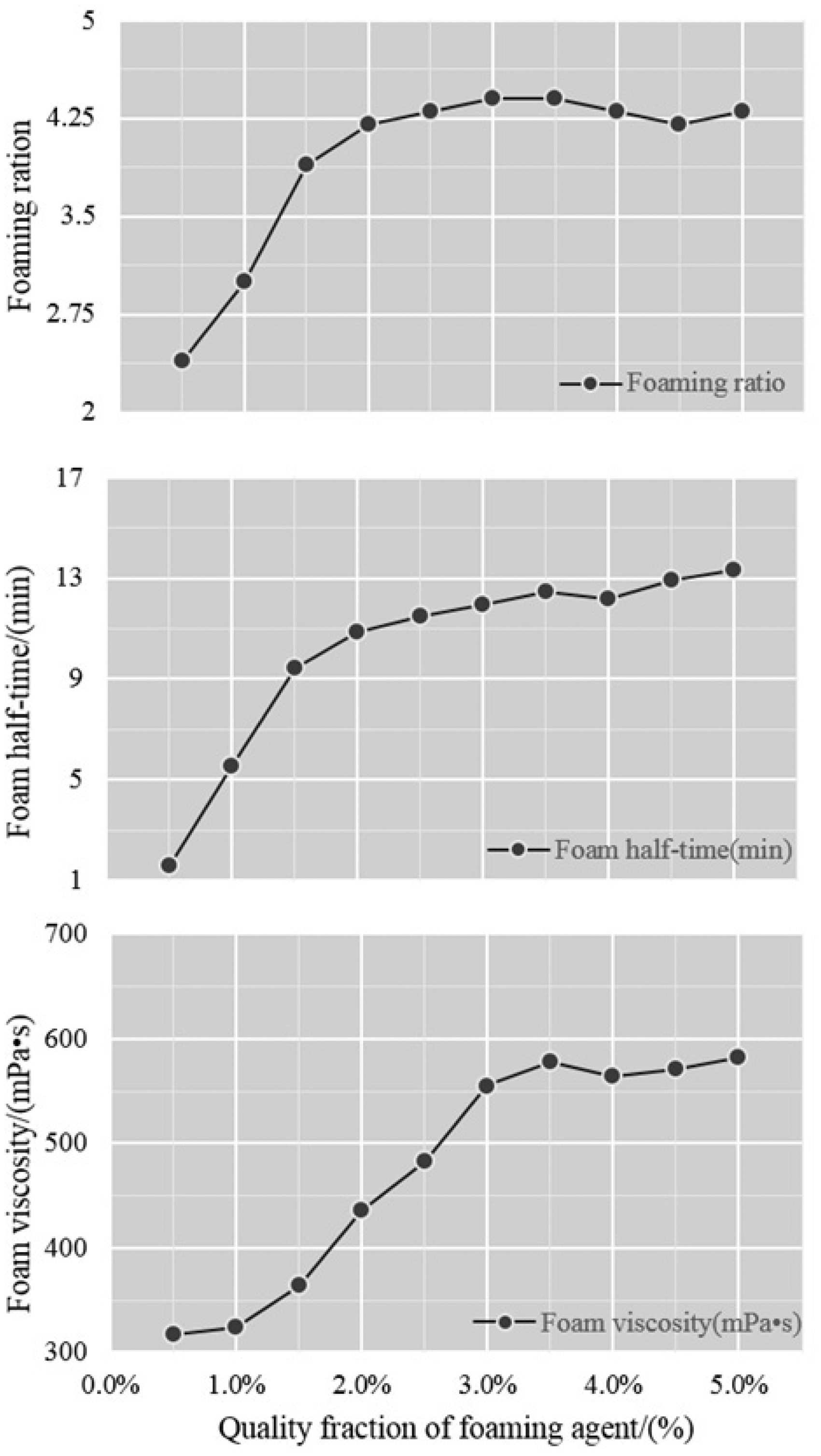
The growth of foam properties at different quality fractions of the foaming agent.
Size recipe and concentration
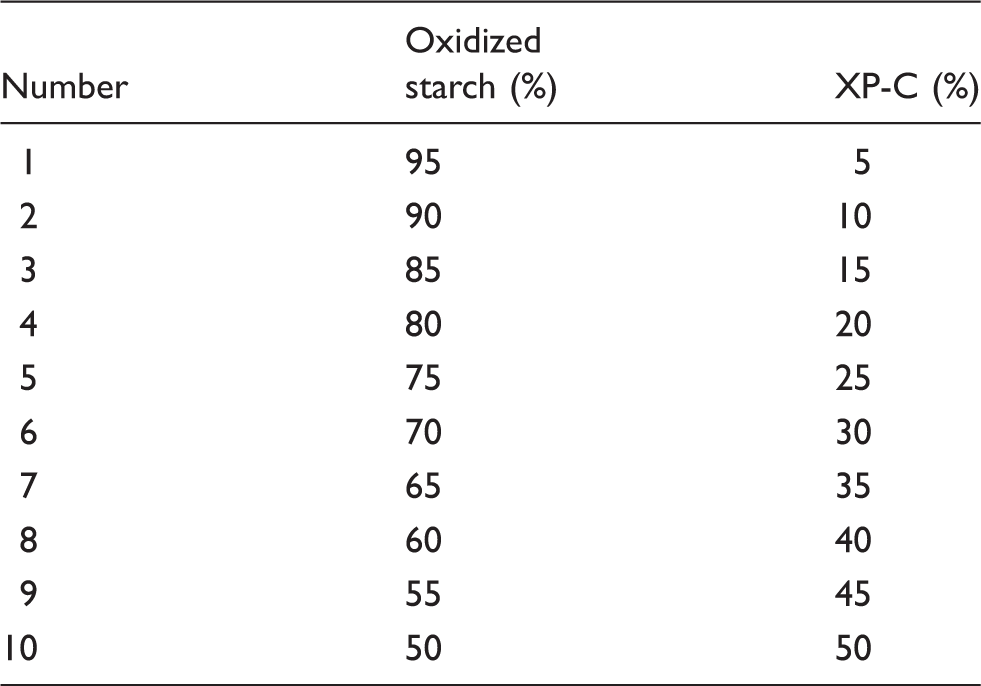
Size recipe
The recipe design of oxidized starch and XP-C.
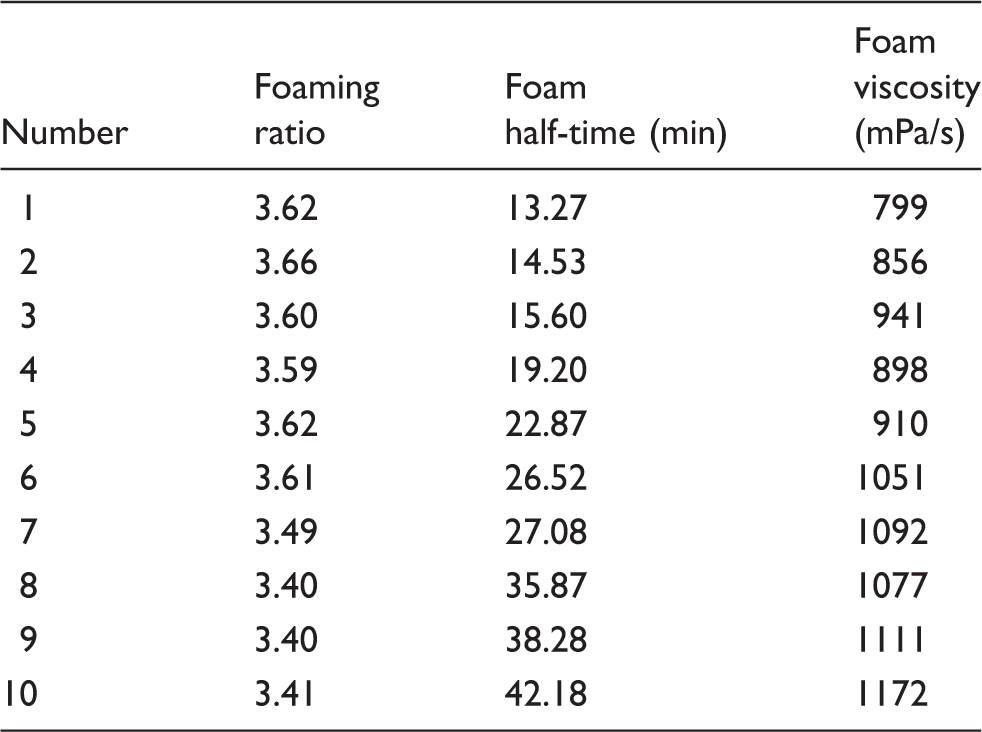
The performance parameters of different sizing agents.

The parameter values of foam properties being dimensionless.

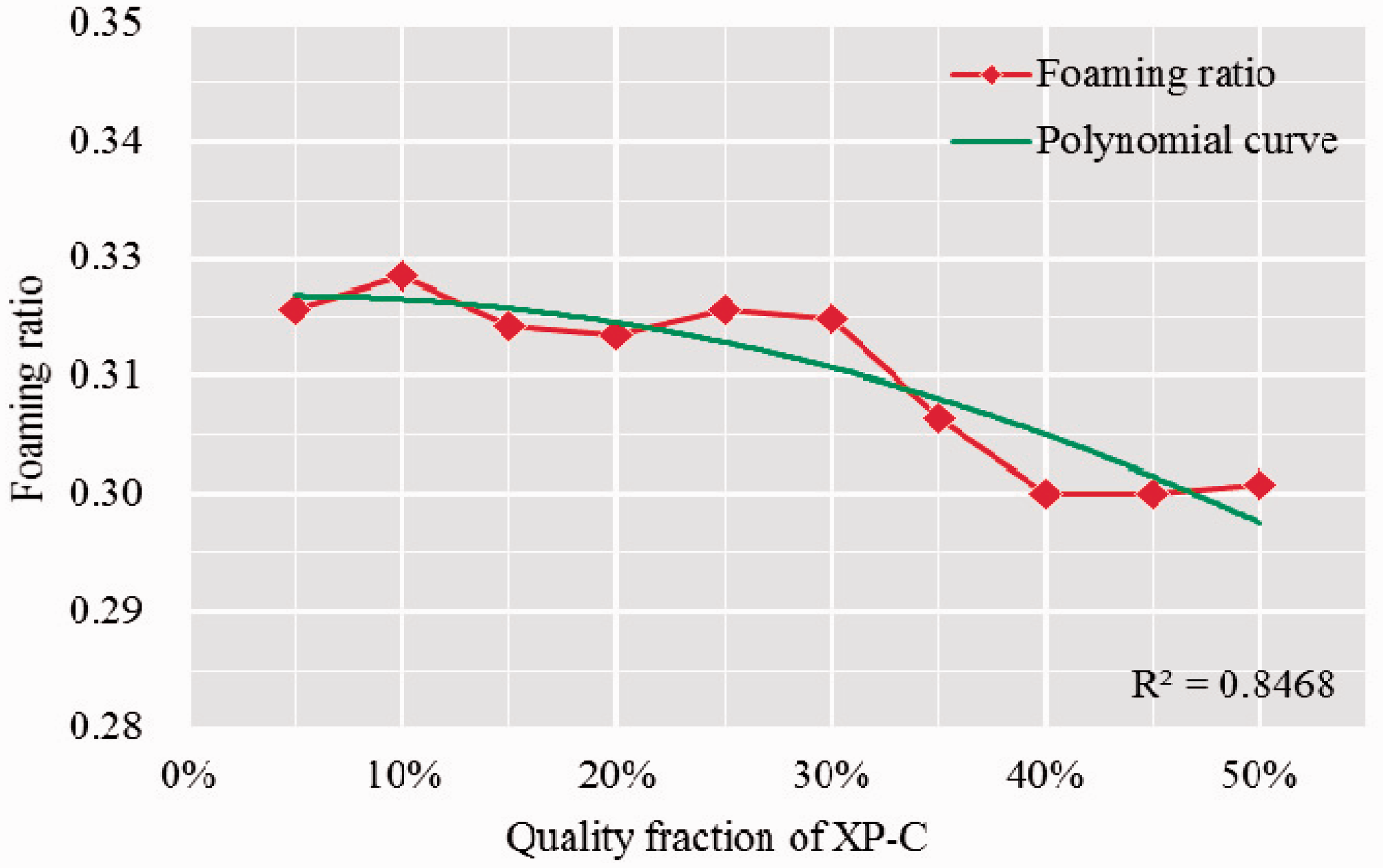
This paper has separately used the least squares method in fitting the relation-curve between foam properties and the quality fraction of XP-C. Function fitting was used to carry on the curve and expression fitting and the calculations of data. It was shown that the coefficient of determination R2 of the fitting results was greater than 0.8 and close to 1, indicating that the fitting data were in excellent correlation with the monitoring data. The curve fitting of the foaming ratio is shown in Figure 6. The fitting curve of the foam ratio.
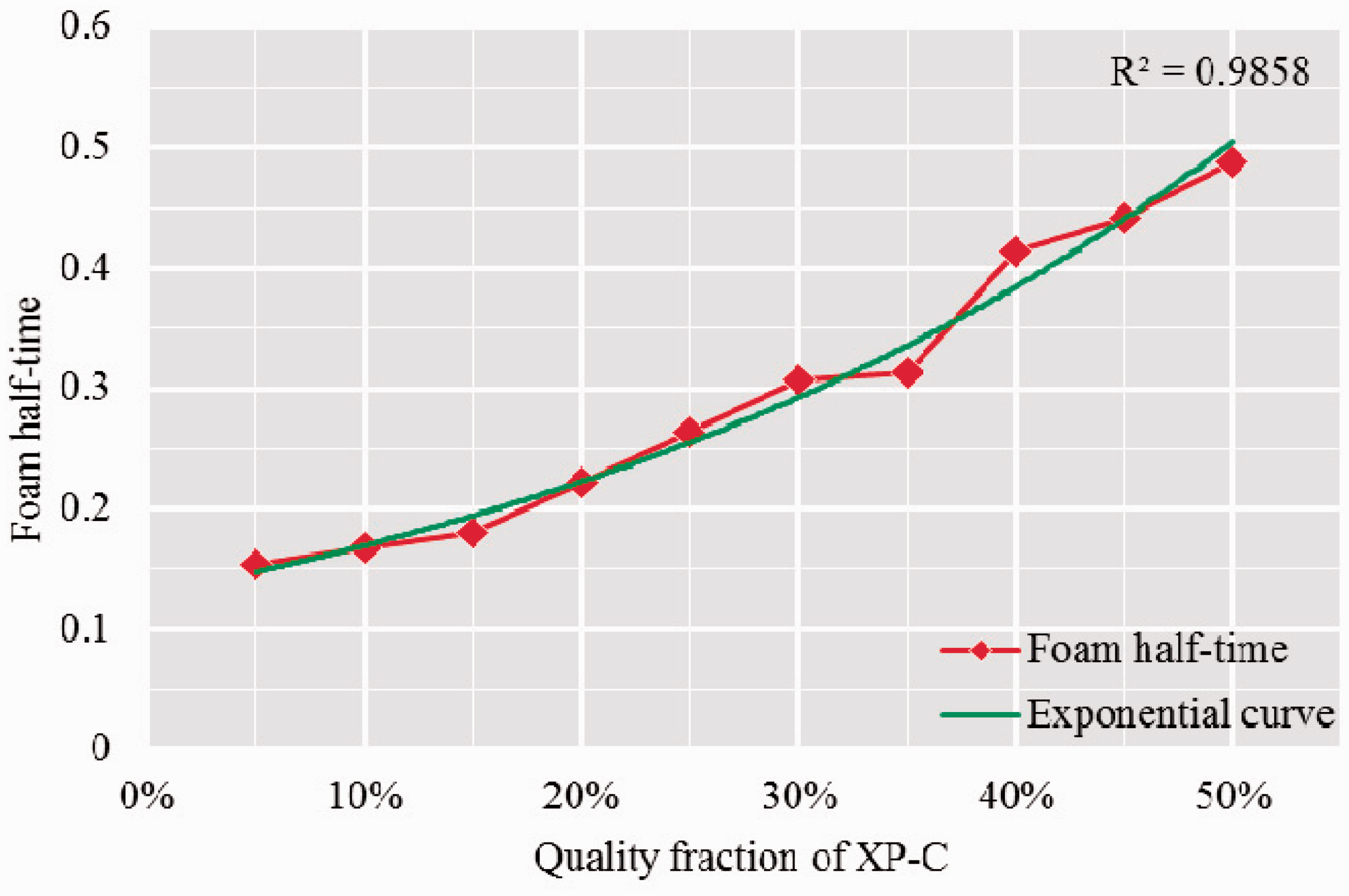
The curve fitting of foam half-time is shown in Figure 7. The fitting curve of foam half-life.
The curve fitting of foam viscosity is shown in Figure 8. The fitting curve of foam viscosity.
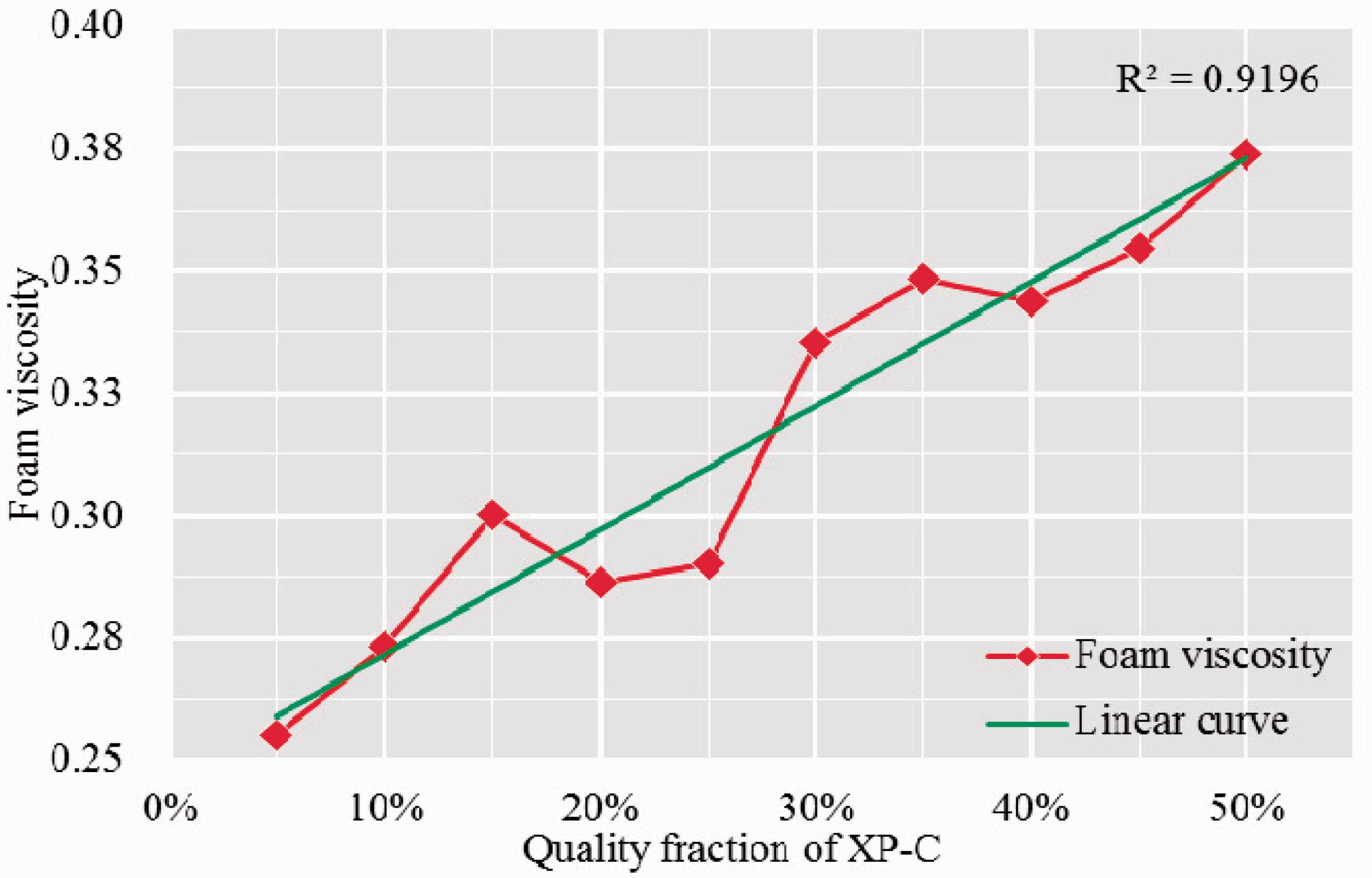
As seen from Figure 6–8 and functions of curve fitting, the foaming ratio decreases, while foam half-time and foam viscosity increase when the quality fraction of XP-C increases.
The unified target method is adopted, which unifies every objective function in a chief one and converts the problem of multi-objective optimization into a mono-objective one, and works out its solution via an exact algorithm. The optimization of the quality fraction of XP-C is studied using the multiple-objective programming ideal point method
27
as follows:


Size concentration
The foam properties with different size concentrations.
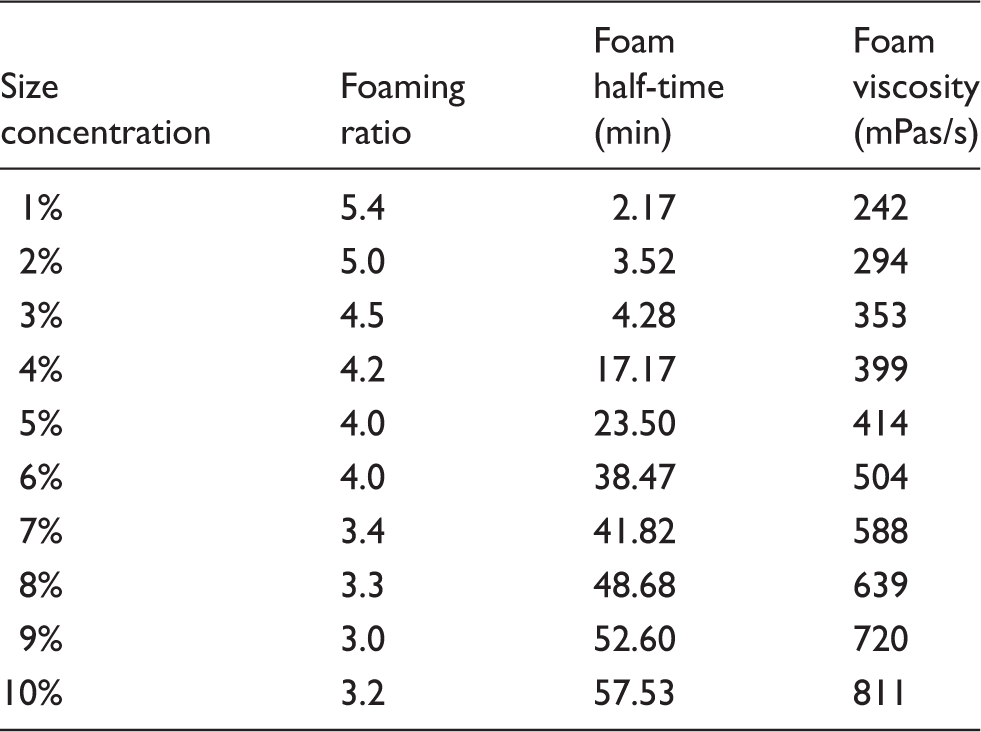
Similarly, the relationships between foam properties and size concentration are matched by the least square method from the test data after the dimensionless process. The foam properties function of curve fitting, respectively, are




Comparisons of foaming sizing and traditional sizing
The test results of yarns.

As can be seen from Table 8, the properties of sized yarns are superior to those of gray yarns. The properties, including breaking strength, elongation at break and abrasion resistance of foam sized yarns, were slightly lower than the traditional sized yarns, and size pick-ups greatly reduced, while the hairiness decrease of foam sized yarns is almost the same as that of traditional yarns. Compared with the yarn properties after traditional sizing, foam-sizing can achieve the same results, which is the most effective energy-saving.
Conclusions
Foam-sizing is an ecological environmental protection technology that not only has the advantages of water conservation and energy efficiency, but also can improve the production. The foam-sizing of cotton yarns has been examined through calculation and analysis of the data. For foam properties that satisfy the following conditions, the foaming liquor has great formability and the foams have excellent stability: (1) oxidized starch and polyacrylic acid were mixed in the proportion of 50:50 and the size concentration was 9%; (2) lauryl sodium sulfate was chosen as the foaming agent because of its good foamability, for which the quality fraction was fixed at 2.5% in foaming liquor; (3) the foaming liquor was lowered to 50℃; (4) the foaming liquor was stirred at 1200 r/min by a mechanical agitator.
With the concern about energy saving and emission reduction of the textile industry, the use of foam-sizing in industrial production has great significance. Hence, foam-sizing using different types of foaming agent and stabilizer on foam properties and the effects of foam properties on yarn performances will be studied in future work.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.