
Abstract
Chitosan has been widely studied for use in many areas, such as for its applications in the biomedical, engineering and pharmaceutical fields, as well as in industry, because of its unique properties, including biodegradability, antimicrobial activity, polycationic nature and biocompatibility. Thanks to the rapid development of materials science, chitosan applications are now possible in textiles. However, there are still many limitations of chitosan fibers in terms of their high electrostaticity, poor mechanical properties and high cost, which are obstacles that inhibit potential applications of chitosan fiber in the industry. Generally, in order to achieve the best performance with chitosan and enhance its commercial value, chitosan fibers are usually blended with long cotton fibers in the textile industry. Therefore, based on preliminary experiments and feedback from the industry, this study was carried out to further investigate the relationship between fiber length, fiber interaction and yarn performance. The results of this study would therefore help to reduce the production cost of yarns with the blending parameters used and also expand the utilization and applications beyond medical applications to fashion-based functional wear. The sliver-blending method offers better tensile properties of yarn samples, while the fiber-blending method offers higher uniformity of fiber distribution. This study would help to reduce the production cost of yarns by blending and also to expand the utilization and application not limited to fashion-based functional wear.
Chitosan has become one of the most popular biomedical textile materials in recent years. Due to its unique properties, such as biodegradability, antimicrobial activity, polycationic nature and biocompatibility,1–6 it has been widely studied for use in many applications, such as tissue engineering, drug delivery, wound dressings, and so on.7–10 Thanks to the rapid development of material science, chitosan applications are now possible in textiles. Products based on chitosan fiber have been commercialized for hygienic and medical applications.11–16
The preparation of chitosan fibers is primarily achieved by using a chitosan solution and through wet spinning. Spinning is carried out after the dissolution, deaeration and filtration of the chitosan. The chitosan fibers will also be refined and dried, and receive post-treatment. Chitosan fibers are significantly more expensive than other fibers. The price ranges from US$50,000 to US$100,000 per ton depending on the degree of deacetylation of the chitosan. Yet there are still currently key limitations of chitosan fibers, including high electrostaticity and poor mechanical properties, which inhibit the applications of chitosan.14,17 To offer a relative solution for the above problems and expand on the utilization and applications of chitosan in the textile industry, non-woven technologies have been considered, which would mean lower production costs and facilitation of prototype production. However, these technologies have many disadvantages, such as unsustainability and poor hand feel due to the formation of the fiber structure. 18 Nowadays, there is an emerging technique in the textile industry in which chitosan fibers are blended with long cotton fibers for woven and knitted fabrics in order to achieve the best performance with chitosan and enhance its commercial value.
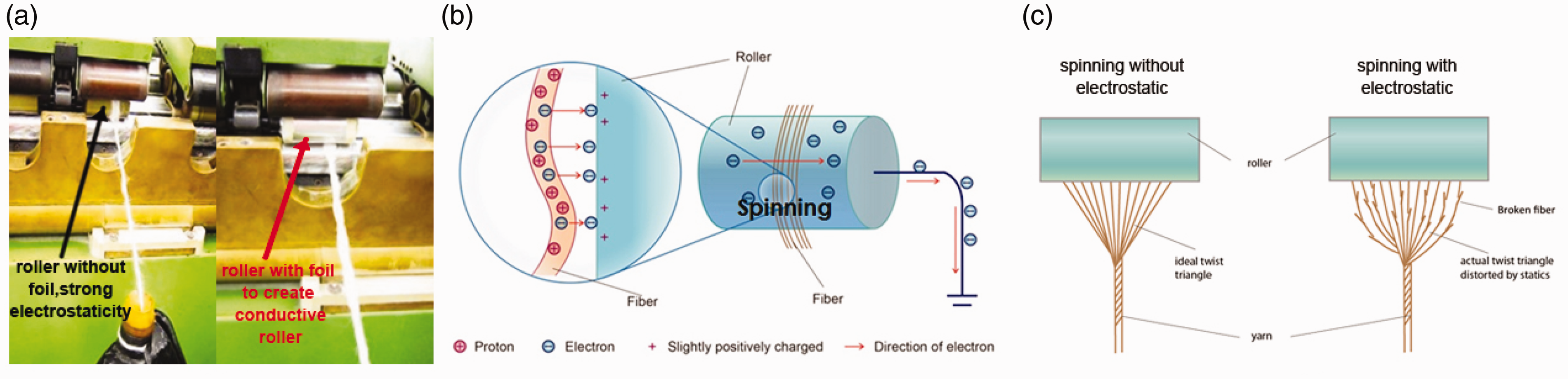
However, there are still many limitations of chitosan fibers. According to chitosan spinning factories in the industry, many short white broken fibers are found when producing chitosan yarn blended with long cotton fibers in spinning mills. In the 50:50 chitosan/cotton yarn samples spun in the experiment here, many fibers were broken into shorter ones during yarn spinning. Most of the chitosan fibers, which are 38 and 46 mm long, are broken into a length that ranges from 21 to 30 mm (shown in Figure 1(a)). Chitosan/cotton fabric with different blend ratios (0:100, 30:70, 50:50 and 70:30) was tested on a YG402 fabrics friction-type electrostatic measuring instrument for studying the electrostatic properties of the materials. In addition, there is a phenomenon found in which the electrostatic properties change when the blend ratio of the chitosan fibers is different (see Figure 1(b)). Apart from that, the voltage induced onto chitosan and polyester is close (Figure 1(c)) when 100% silk, cotton, polyester and chitosan fibers are tested with the YG402 instrument. However, only chitosan experienced the following issues. When chitosan fibers are spun on normal rollers (without foil paper), the phenomenon of fibers that stuck together occurs, but this changes when foil is adhered onto the rollers (used as a conductive roller; see Figure 2(a)). Fibers that stick on rollers of polyester are a rare phenomenon, and this explains that the electrostatic property of chitosan fibers is not the main reason for the difficulties in yarn spinning. The adhesion of foil onto the rollers offers a temporary solution for the sticking of the chitosan fibers (Figure 2(b)). According to the theory of static properties in textiles, when broken fibers come into contact with each other, or any other objects, there is friction that causes electrification, and the charges will be transferred onto the fiber surface. The strong surface resistivity provides the fibers with greater ability to impede the rapid escape of the charges more so than its own electric resistance, which finally causes the fibers to generate electrostaticity. During spinning, broken fibers come into contact with each other and they generate electrostaticity on the spinning roller, which distorts the ideal twist triangle compared to fibers without electrostaticity (Figure 2(c)).This problem might create difficulties in spinning, and has also become an obstacle for the development of yarn-to-textile with higher ratios of composite strength. Moreover, in terms of blending technology in yarn spinning, several key aspects of fibers could affect yarn formation and the resultant quality, such as the length of each fiber component, strength and the electrostaticity. Yet, there is a paucity of publications in the literature that focus on the performance of chitosan fibers and their yarn formation in the yarn spinning of chitosan blends.
(a) Fiber length distribution in 50:50 chitosan/cotton yarn samples (yarns with chitosan fibers that are 30, 38 and 46 mm in length) determined by manual untwisting of yarn and counting of fibers. (b) Peak voltage of the technical front side of knitted fabrics with different blend ratios of chitosan/cotton (0:100, 30:70, 50:50, 70:30 and 100:0) rubbed on 100% nylon fabric for 30 seconds. (c) Peak and half-life voltages of four knitted fabrics (chitosan, silk, cotton and polyester): technical front side of knitted fabrics rubbed on 100% nylon for 30 seconds. (a) Chitosan fibers stuck onto the roller without foil and the conductive roller during the yarn spinning process. (b) Temporary solution (roller with adhered foil). (c) Broken fibers come into contact and generate electrostaticity on the spinning roller, which distorts the ideal twist triangle compared to spun fibers without electrostaticity.
Therefore, this study addresses the lack of research through the implementation of preliminary experiments and based on feedback from the industry, to understand how the strength of yarn and the electrostaticity of fibers create spinning difficulties, and to further examine the relationship between fiber length, fiber interaction and yarn performance by using a blend of chitosan/cotton fibers with the fiber-blending and sliver-blending methods.
Theoretical details
For practical purposes, fiber-blending and sliver-blending are the two general blending methods used in yarn spinning. The former provides the most intimate mixing of fibers in terms of fiber distribution, while the latter provides an alternative way to manipulate the fiber distribution, thus affecting the quality of the final products.19–22 The fiber distribution obtained by both methods depends on the fiber alignment during yarn spinning. Furthermore, the fiber-blending method will also affect the desired characteristics and performance of the yarn. The composition of each fiber component and interactions between them influence the outcome of the final yarn. For example, insufficient fiber strength would affect the yarn fabrication process and the fiber length is one of the critical key elements that could affect the quality of the yarn during production, such as load sharing between broken fibers during yarn breakage.23–25 In a staple yarn structure, fiber slippage and breakage are the two main interactions that induce tensile deformation.26,27 When fibers have the tendency to slip, friction force is generated between them, which would induce tensile forces along the axial direction of the fibers. Due to the equilibrium of the forces, the tensile forces on different segments of fibers continuously vary, and the segment that is the farthest from the fiber ends would experience the largest tensile force. The tensile force would then increase along with the friction force between the fibers (Figure 3).
Schematic of (a) friction and tensile forces in fiber in the yarn matrix and (b) centripetal force.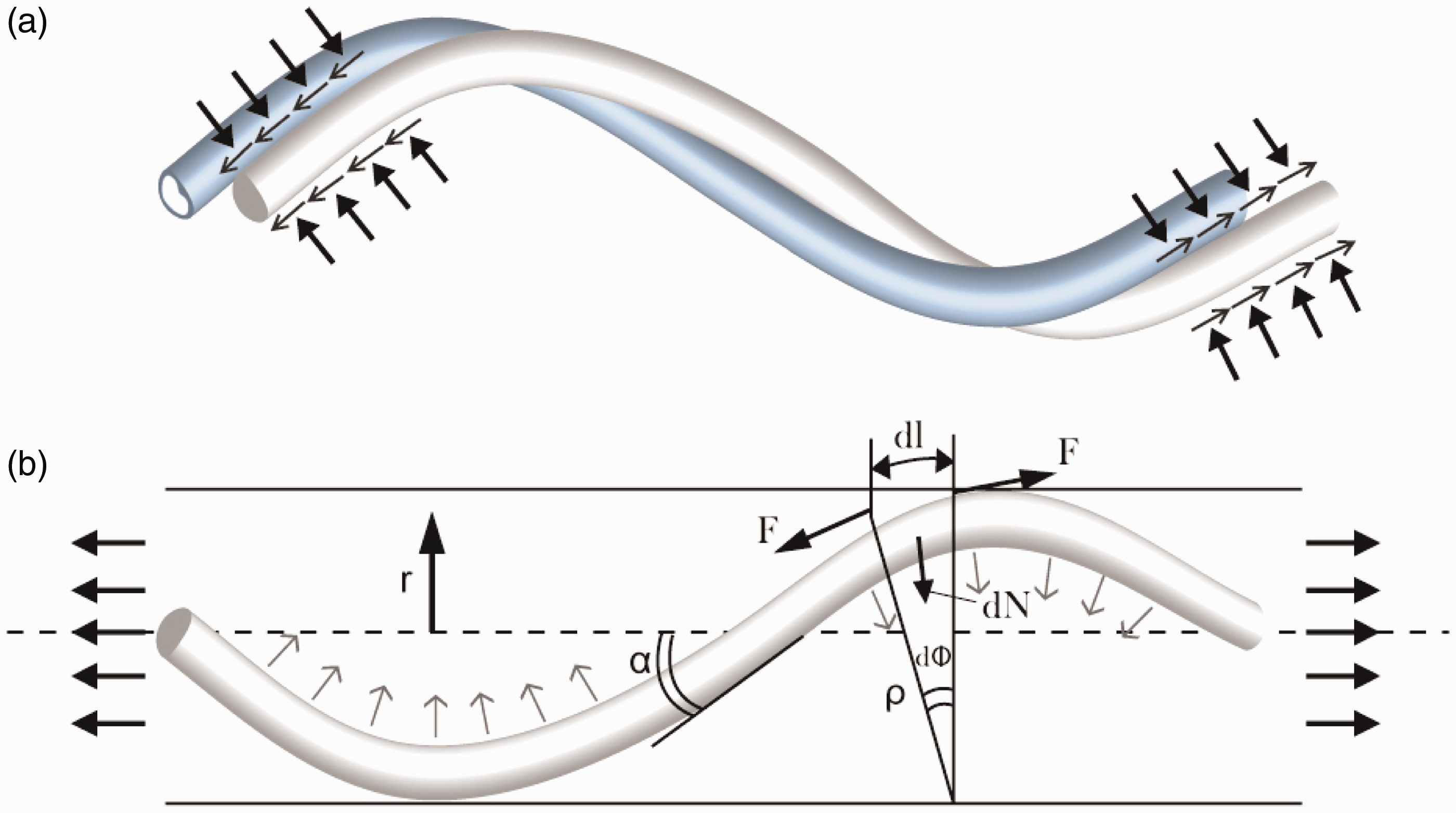
The friction force is found to correspond with the breaking tenacity of the fiber. lc is defined as the length from the ends of the fibers when the friction force equals the breaking tenacity:

The slip coefficient (SF) is given by

The aim of this research study is to provide a practical guide to yarn manufacturers that outlines the effect of the length of the chitosan fibers on the fiber distribution in the yarn by producing 50:50 chitosan/cotton blend yarns with the use of the fiber-blending and sliver-blending methods in a ring spinning system. In order to study the effect of the relationship between the fiber length and tensile properties of yarn, the tenacity and elongation of the chitosan and cotton fibers are examined. Comparisons of the yarn performance between the two fiber-blending methods are discussed by using a fitted model. Since the outcome of yarn is affected by the fiber distribution, an analysis of the fiber migration behavior after the two fiber-blending methods are carried out on chitosan/cotton yarn will also be part of the study. The proposed study could help to expand the utilization and applications of chitosan beyond those of a medical nature, to include functional wear with biocompatible and biodegradable abilities due to the chitosan/cotton blend. The results could also contribute to the development of innovative materials for yarn through ring spinning with a systematic approach.
Experimental design
Four different fiber lengths were utilized in the experiment to investigate the effect of the length of chitosan fiber on the fiber distribution in the yarn, in accordance with the principles of scaling in fracture mechanics and real life industry situations. The fiber radial distribution of the fiber components in the yarn samples was determined through observations of the cross-sections and based on migration index calculation. Comparisons of the yarn tensile strength, elongation and fiber migration of the yarn samples were analyzed by using a fitted model.
Materials
Fibers
Cotton fibers with a UHML of 38 mm and chitosan fiber lengths of 22, 30, 38 and 46 mm were used in the experiments. In order to clearly observe the fiber distribution in the yarn during the cross-section experiment with the use of optical microscopy, the cotton was pre-dyed with a navy blue color before the fibers were blended.
Production of chitosan/cotton blend yarn
Eight different types of 20 Ne yarn blend samples (4 kg for each sample) were produced with a blend ratio of 50:50 by using a cotton ring spinning system at a traditional spinning mill. Standard spinning procedures were used to produce the yarn samples. The cotton and chitosan fibers were processed and blended on a short staple carding machine (Qingdao Textile Machinery Co., Ltd, #A186G) for the fiber blending. The cotton and chitosan were separately processed on the same carding machine for the sliver blending. Two passages of drawing were used for the eight chitosan or cotton slivers with a linear density of 4 ktex and the draft ratio was 8 (Shenyang Hongda Textile Machinery Co., Ltd, #FA306A) for the fiber blending. The output sliver was 4 ktex. The card slivers of both types of fibers were then blended in a drawing machine with the same sliver thickness and draft ratio for the sliver blending. A roving sliver with a count of 0.68 ktex was then produced at a speed of 900 rpm (Hebei Taihang Machinery Industry Co., Ltd, #THFA4421). Eight kinds of yarn samples were spun on the ring spinning machine (Jingwei Textile Machinery Co., Ltd, #FA506) at a speed of 620 rpm. Yarn samples F1–F4 are the fiber-blended yarn with different lengths of chitosan fibers (F1: 22 mm, F2: 30 mm, F3: 38 mm and F4: 46 mm), while S1–S4 are the sliver-blended yarn with different lengths of chitosan fibers (S1: 22 mm, S2:30 mm, S3: 38 mm and S4:46 mm; see Figure 4 and Table 1).
Fiber blending and sliver blending of chitosan/cotton with different fiber lengths (22, 30, 38 and 46 mm). Coding of 50:50 chitosan/cotton blend yarn

Evaluation methods
Evaluation of fibers and yarns
The properties of the cotton fibers were measured on an Uster high volume instrument (HVI). The fiber strength, tensile strain and modulus of chitosan (22, 30, 38 and 46 mm) were measured using an Instron 5566 tensile testing machine in accordance with ASTM standard D3822. Twenty-five samples that consisted of each type of fiber were measured. The testing speed was 50 mm/min, the testing load was 10 N and the testing length was 20 mm.
The yarn strength and elongation, linear density, yarn twist and evenness of all the yarn samples were investigated. The yarn strength and elongation properties of all the yarn samples were tested on an UsterTensorapid III in accordance with ASTM standard D2256. Data on 50 tested samples were acquired. The clamping length was 500 mm, the pretension force was 10 cN/tex and the testing speed was 5000 mm/min. The linear density of the yarn samples was measured by using a Mesdan Lab electronic wrap reel in accordance with ASTM standard D1907 and 30 of each yarn sample (100 m) were examined. The twist in the yarn samples was determined by using the untwist–retwist feature on an electronic yarn twist tester (Mesdan) in accordance with ASTM standard D1422. Twenty-five specimens from each yarn sample were measured with clamps by using a gauge length of 250 mm. The yarn evenness was measured by using an Uster Tester III Evenness Converter in accordance with ASTM standard D1425. The running speed for all of the yarn samples was 400 m/min. In order to analyze the changes in the length of the chitosan fibers after ring spinning, small pieces of the yarn samples with a longer fiber length (46 mm) were manually untwisted for fiber counting.
Use of the migration index to characterize the cross-section of fibers
The fiber radial distribution, which is affected by different blending methods, is determined through observations of the cross-sections and based on the migration index calculation. Fiber migration could influence the tensile properties of blended yarns, which means that the control of migration could be a means to improve yarn properties. In this study, the migration behavior of the chitosan/cotton blend yarns with different fiber lengths and blended through two different methods is characterized by using the Hamilton migration index.31,32 The calculation method is as follows.
The cross-sections of each yarn sample were observed by using an optical microscope (Nikon Optiphot-POL) and recorded with a charge-coupled device (CCD) camera, and then processed with the Leica Application Suite software on a computer (Figure 5(a)).The cross-sections were divided into five regions with equal radial spacing and labeled as 1, 2, 3, 4 and 5 (Figure 5(b)).
(a) Cross-section of each yarn sample: fiber-blended (F1, F2, F3 and F4) and sliver-blended (S1, S2, S3 and S4). (b) Five regions with equal radial spacing for yarn cross-section observations.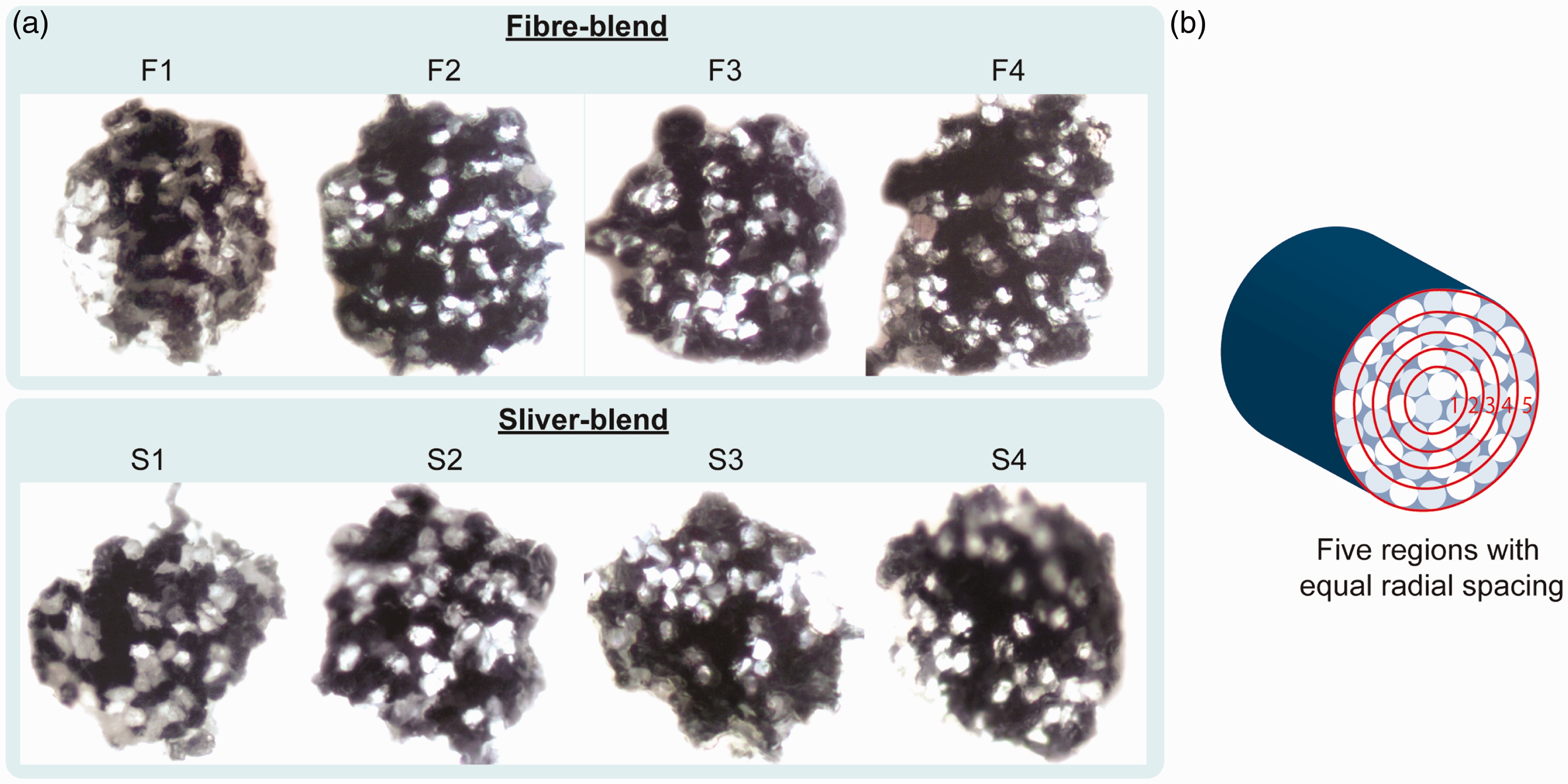
The volume of the chitosan and cotton fibers for all five regions was determined by using ImageJ, an image processing software. The fibers were identified according to the different colors (cotton fibers were navy blue and chitosan fibers were white).
From the counts, the migration index, M, was determined with Equations (3a) and (3b):


Results and discussion
Tenacity of chitosan and cotton fibers
High volume instrument test results for cotton fibers used in 50:50 chitosan/cotton blend yarn

UHML: upper half mean length.
Fiber specifications, tenacity, tensile strain and modulus of chitosan fibers used in 50:50 chitosan/cotton blend yarn

In order to explain the fiber breakage of chitosan, the tenacity and strain of the fibers were plotted. The plotting of the tenacity and strain of the chitosan fibers of four different lengths showed low linear regions. The chitosan fibers had high moduli and strong resistance to tensile force; however, upon further stress, they showed yielding points at around 1.2 cN/dtex before they broke. In comparison to the chitosan fibers, the cotton fibers had lower modulus and elongation but higher strength (Figure 6).When the strain passed the yielding points, plastic deformation would occur until the fibers broke. Thus, this proves that cotton fibers provide better physical strength in a blended yarn structure.
Tenacity versus tensile strain of blue-dyed cotton and chitosan fibers used in the 50:50 chitosan/cotton blend yarn.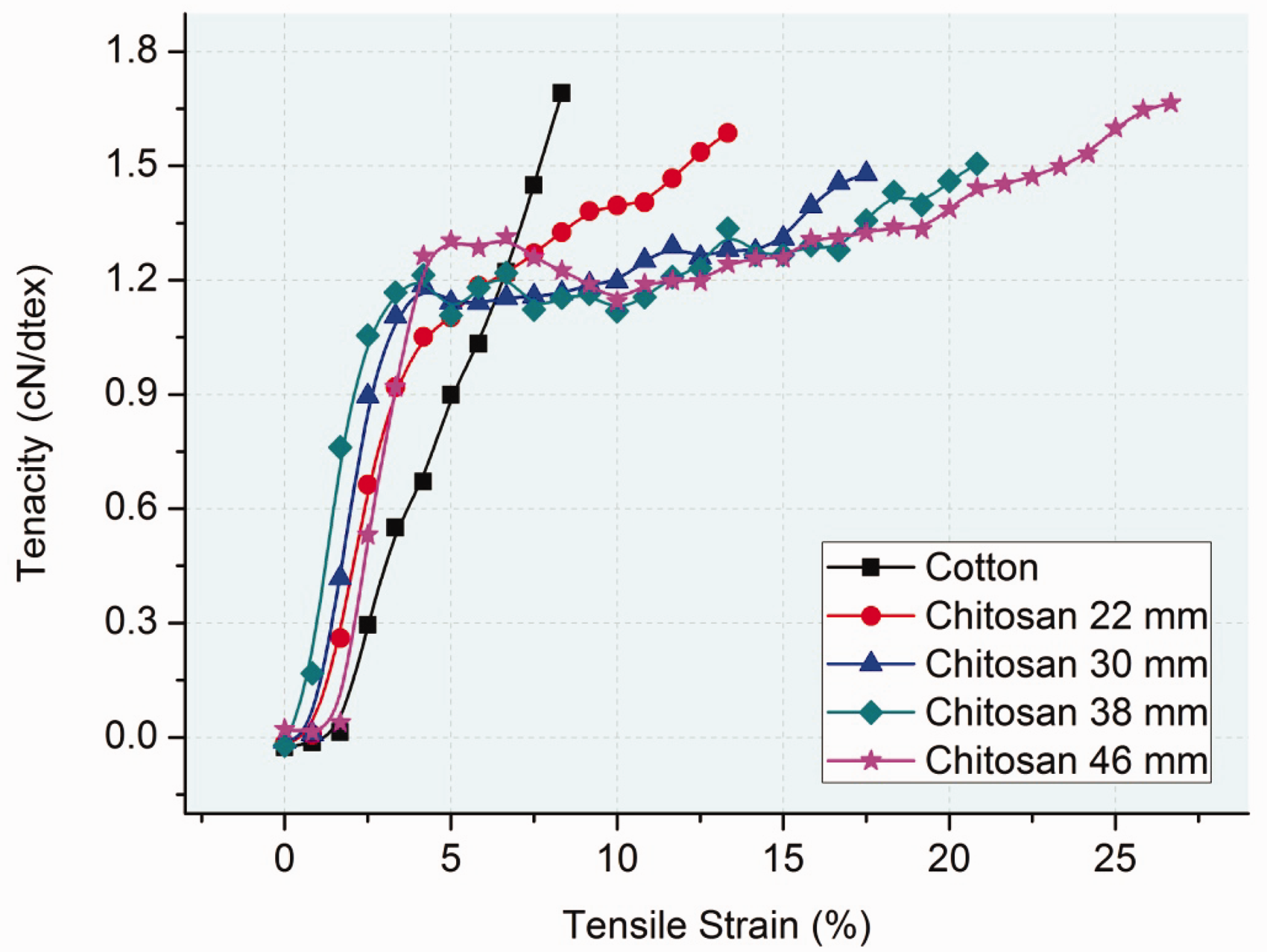
Physical properties of fiber-blended and sliver-blended chitosan/cotton yarn
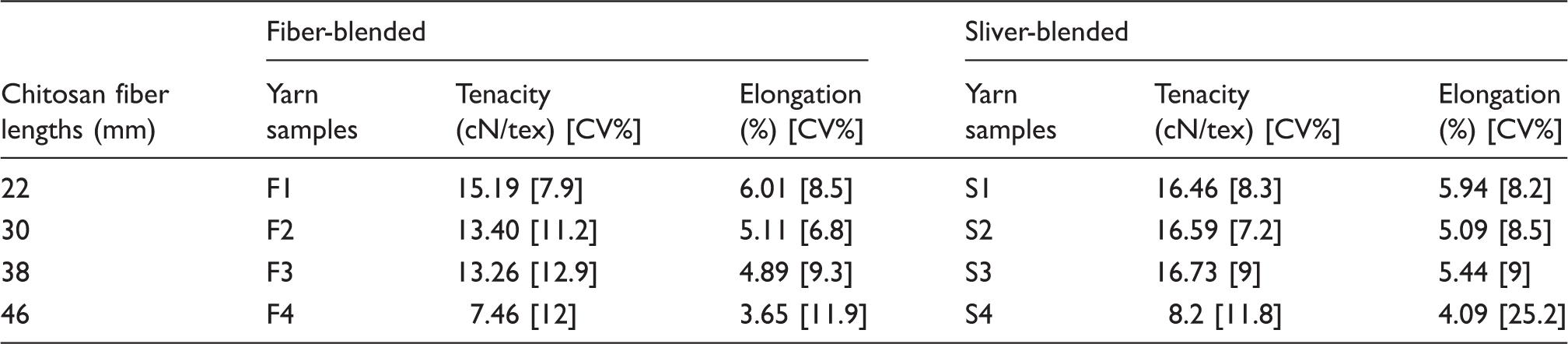
Yarn tenacity and elongation of 50:50 chitosan/cotton blend yarn
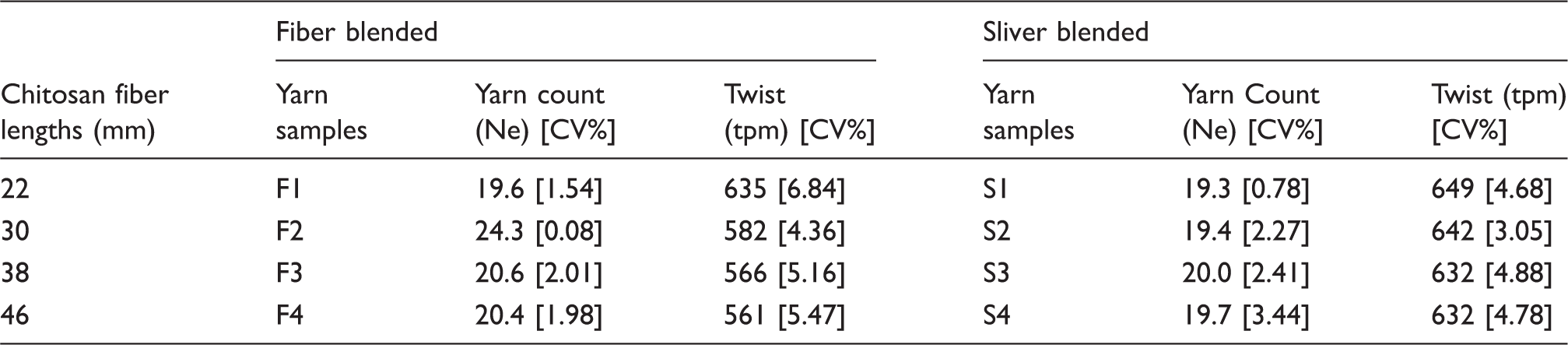
Yarn linear density and twist of 50:50 chitosan/cotton blend yarn
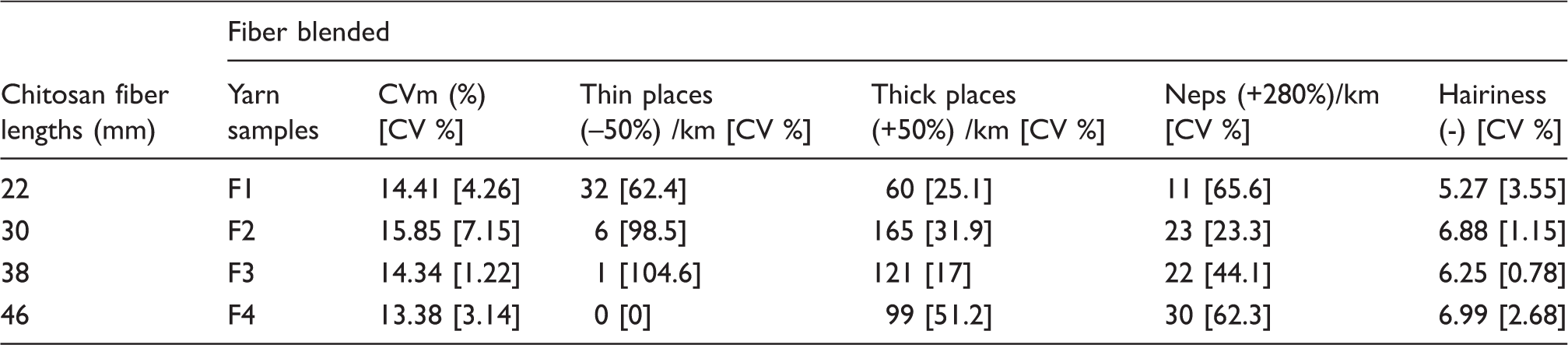
Yarn evenness of 50:50 chitosan/cotton fiber-blended yarn
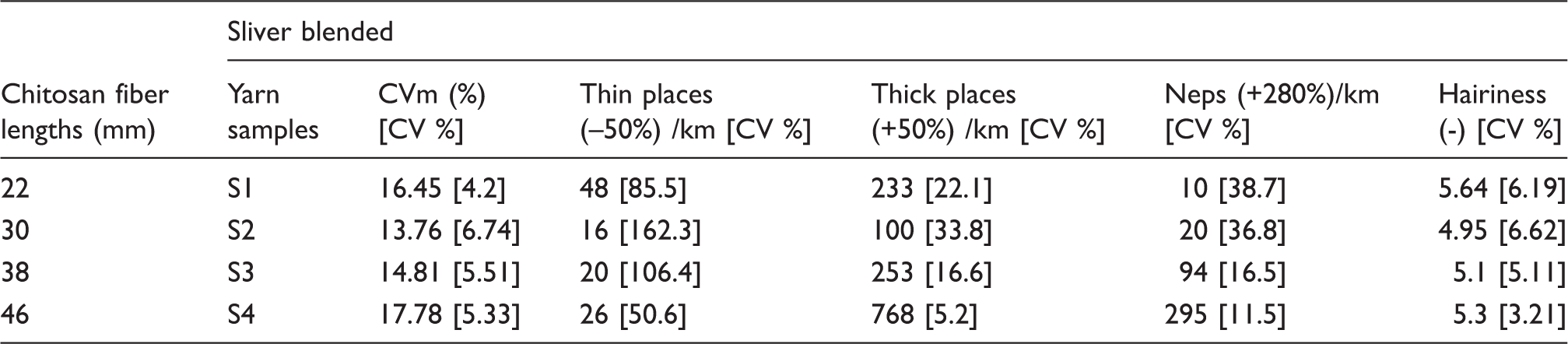
Yarn evenness of 50:50 chitosan/cotton sliver-blended yarn
Tensile properties and length of chitosan fibers
Yarn fabricated by using both types of blending methods exhibited similar tensile properties in terms of the length of the chitosan fibers (Figure 7(a)). For both types of blending methods, the tenacity of the yarn was relatively stable and the variant was less than 13% with increased length of the chitosan fibers from 22 to 38 mm. However, when the length of the chitosan fiber was 46 mm, the tenacity rapidly decreased by about 51%. In terms of the sliver blending, when the length of the chitosan fiber was 46 mm, the tenacity decreased by 50.2% in comparison to that of the chitosan fiber of 22 mm.
Yarn sample properties: (a) yarn tenacity; (b) yarn elongation.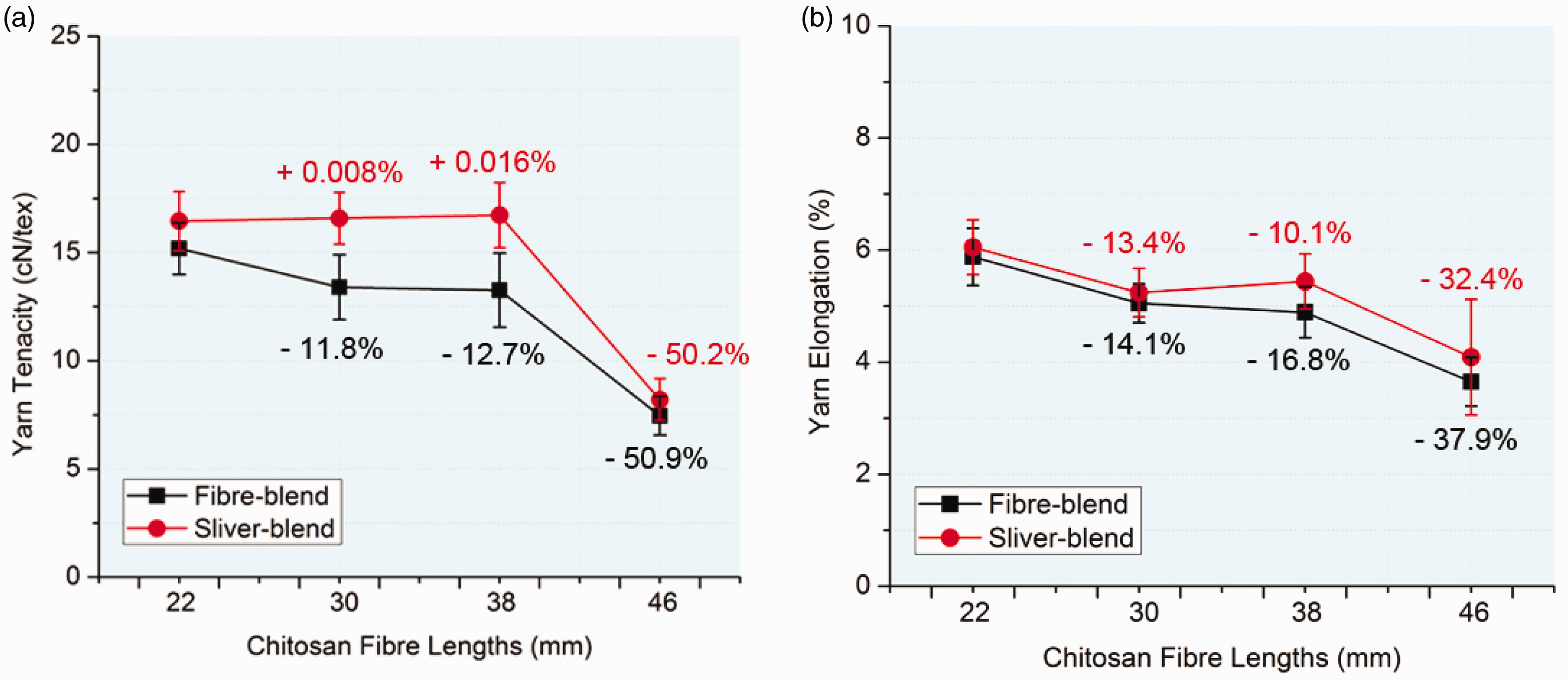
The elongation of the yarn samples was also reduced with increased lengths of the chitosan fibers (Figure 7(b)).With a fiber length less than 38 mm, the breaking elongation did not increase or decrease. However, when the fiber length is longer than 38 mm, the breaking elongation rapidly decreased, which is similar to the case of the yarn tenacity, and reflected the deterioration of the yarn quality due to the change in the fiber length. The elongation at break of the F4 and S4 samples, which are 44 mm in length, decreased by 37.8% and 32.4%, respectively, in comparison to the F1 and S1 samples, which are 22 mm in length.
The deterioration of the yarn quality with a longer length of 46 mm might be induced by the production process.
14
The results from the manual fiber counting for obtaining the fiber length distribution for the F4 sample verified this hypothesis (Figure 8). In yarn, most of the fibers break into shorter ones during the spinning process and these short fibers lead to insufficient strength of the yarn.
Fiber length distribution in 50:50 chitosan/cotton blend yarn composed of chitosan fibers with length of 46 mm, determined by manual fiber counting of untwisted yarn.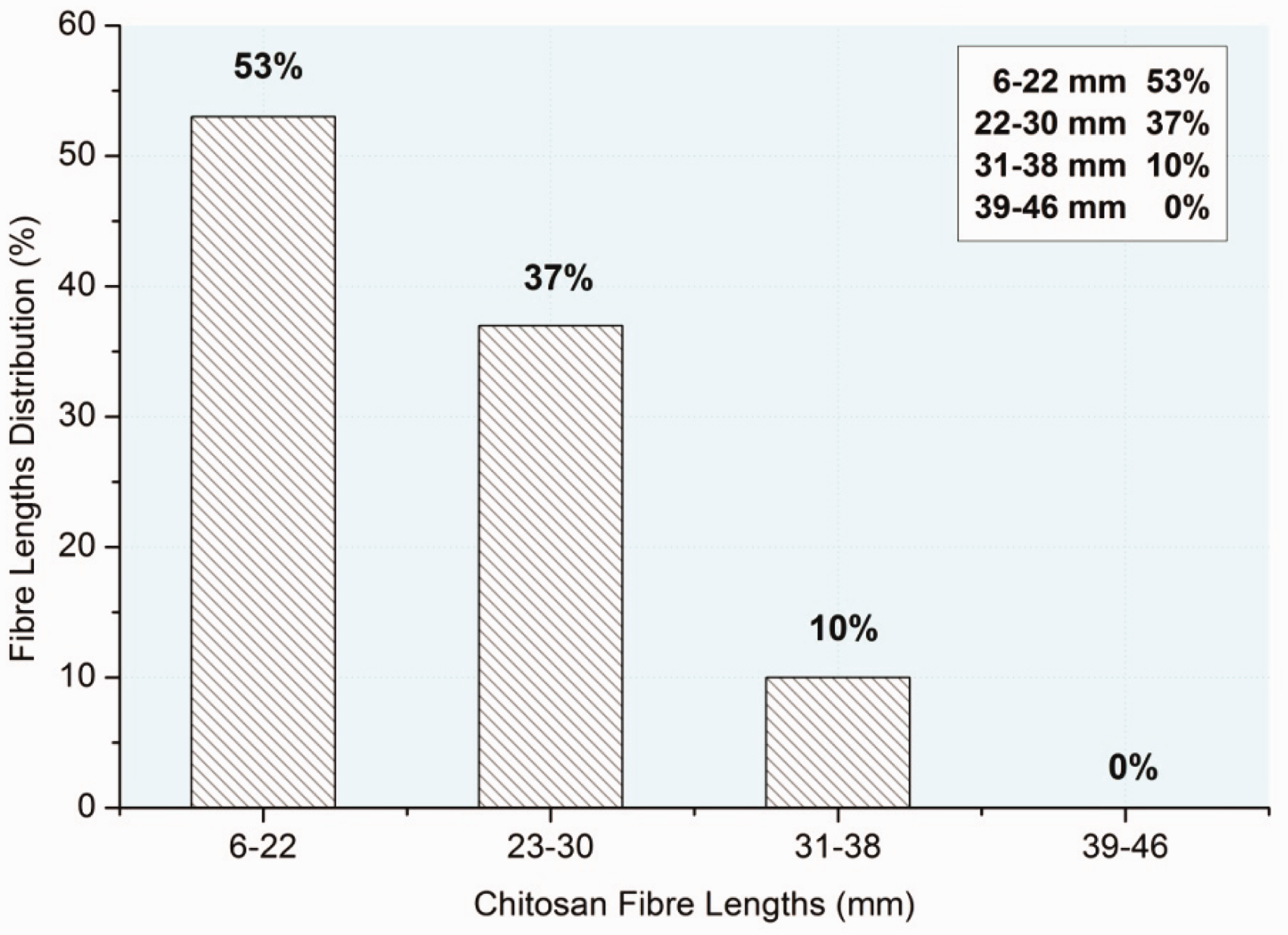
Fiber distribution in the blended yarns
Fiber volume distribution of fiber-blended 50:50 chitosan/cotton yarn
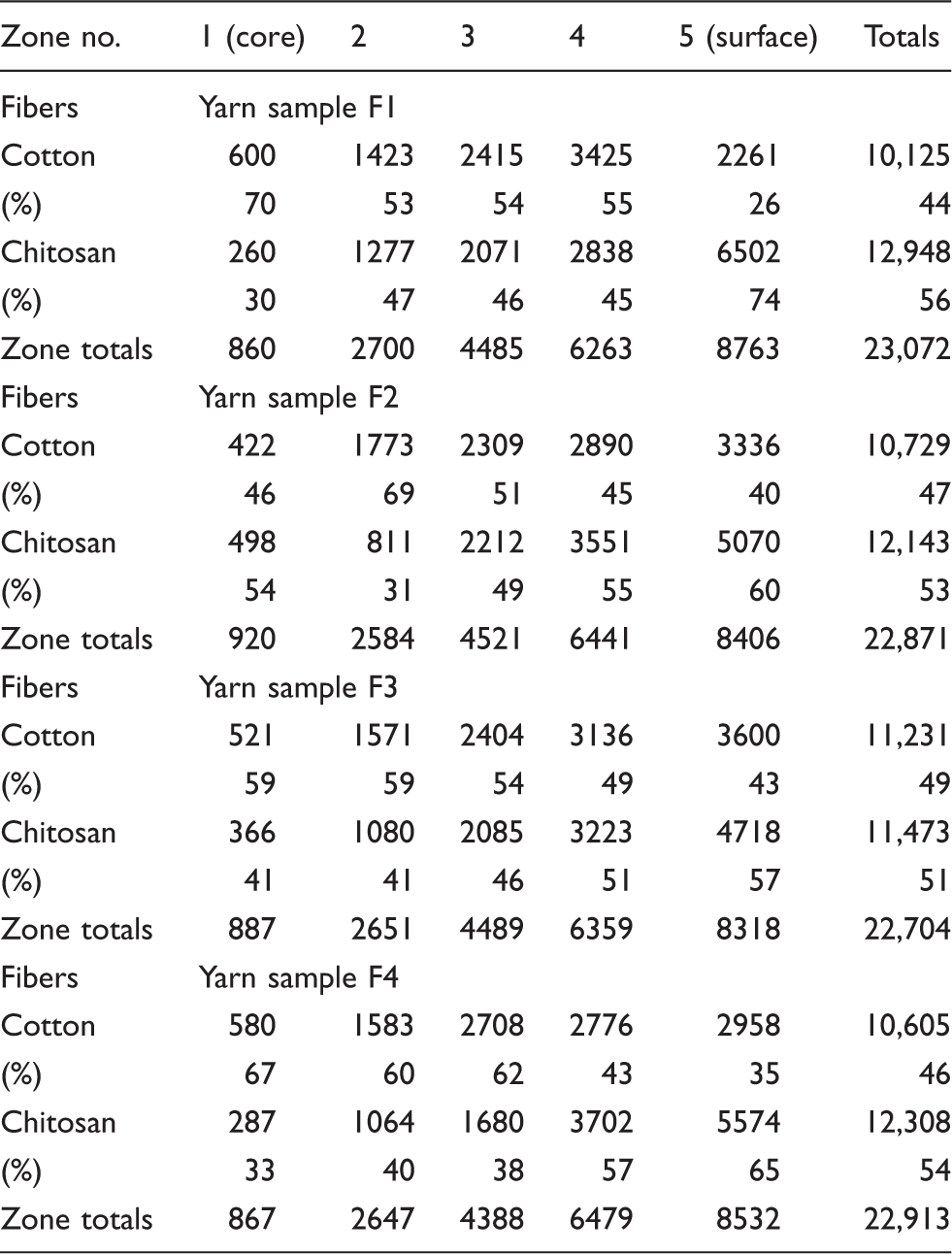
Fiber volume distribution of sliver-blended 50:50 chitosan/cotton yarn

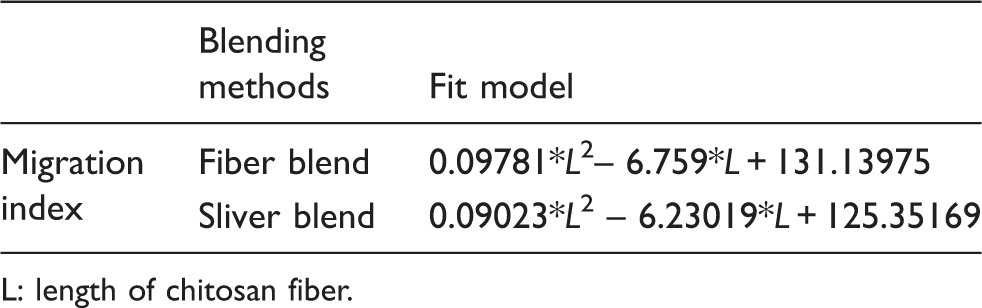
Migration index of 50:50 chitosan/cotton blend yarn
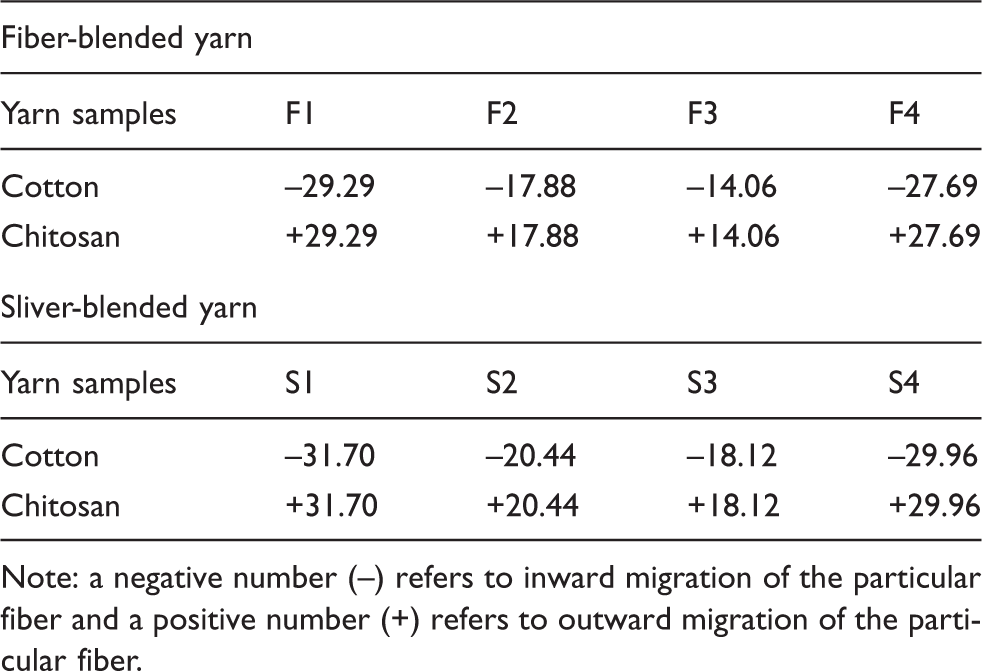
Note: a negative number (–) refers to inward migration of the particular fiber and a positive number (+) refers to outward migration of the particular fiber.
The migration of the fibers is induced by the centripetal force produced during the twisting process (Figure 3(a)). As shown in Equations (4) and (5), the stress applied onto the outward migrating fibers is


Chitosan fibers have the tendency to migrate towards to the surface of yarn, and the findings in this study have confirmed those of previous studies in that coarser fibers tend to migrate outwards towards the yarn surface.19,21,32,35,36 On the other hand, cotton fibers have greater strength than any of the chitosan fibers used in the experiments in this study, so it is expected that cotton fibers would congregate in the core area rather than the surface, which is shown by our results.
Besides, one phenomenon that is worth noting is that compared with fiber-blended yarns, sliver-blended yarns have better tensile properties. The yarn samples in this study that are fiber blended have a lower migration index than the sliver-blended samples for each different length of the chitosan fibers, which means that the fibers migrate towards the inside surface compared to the fiber-blended yarns. It is considered that in spinning systems, sliver blending lacks efficiency in fiber separation compared to the fiber-blending method. It is reasonable to speculate that the fiber-blending method provides higher uniformity of fiber distribution than sliver blending. On the other hand, the sliver-blending method could be an alternative means to manipulate the migration of chitosan fibers in blended yarns. 37 In this case, the cotton fibers in sliver-blended yarns have the tendency to migrate into the core area of the yarn structure, as opposed to cotton fibers in fiber blended yarns.
Simulation
A regression analysis was conducted based on the experimental results (Figure 9 and Table 11). The regression analysis provides a possible means of predicting the migration behavior of fiber components according to the length of the chitosan fibers and blending methods. A secondary order polynomial model was used to fit the relationship between the migration index value and length of the chitosan fibers (Figure 9):
Length of chitosan fibers versus migration index. FB: fiber-blend; SB: sliver-blend. Fit and regression equations for length of chitosan fibers and yarn properties of 50:50 chitosan/cotton blend yarn L: length of chitosan fiber.

Both the fiber-blended and sliver-blended yarns have a parabolic curve, as shown in Figures10(a) and 10(c). When the fiber length is less than the inflection point (around 35 mm), the migration index of the cotton fibers decreases with a longer fiber length. However, across the inflection point, the migration index is proportional to the fiber length, which indicates congregation of cotton fibers in the core area. It is worth noting that the long cotton fibers (UHML > 38 mm, mean length around 33 mm) used in the experiments are close to the inflection point. For the blended yarns, longer fibers have a larger ratio (around 60–75%) in the core of the yarn (Zones 1 and 2) (see Tables 8 and 9), except for the yarns spun with chitosan fibers that are 46 mm in length, which might be attributed to the increased evenness, faults, hairiness and breaking during yarn spinning.
Effect of the length of chitosan fibers and migration index on (a) yarn tenacity and (b) elongation of fiber-blended samples; (c) yarn tenacity and (d) elongation of sliver-blended samples. (Color online only).
Tensile properties and fiber distribution


Relationships among chitosan length, migration index and yarn properties of 50:50 chitosan/cotton blend yarn
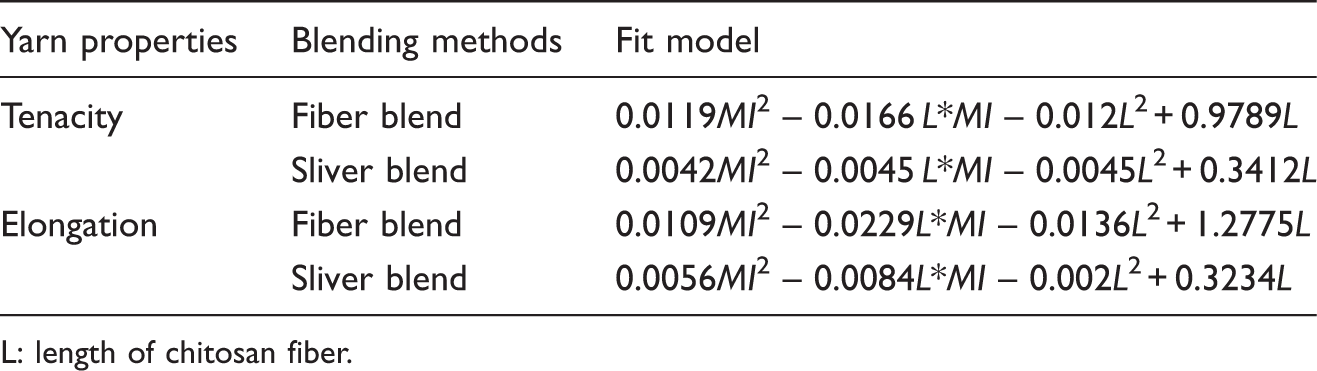
L: length of chitosan fiber.
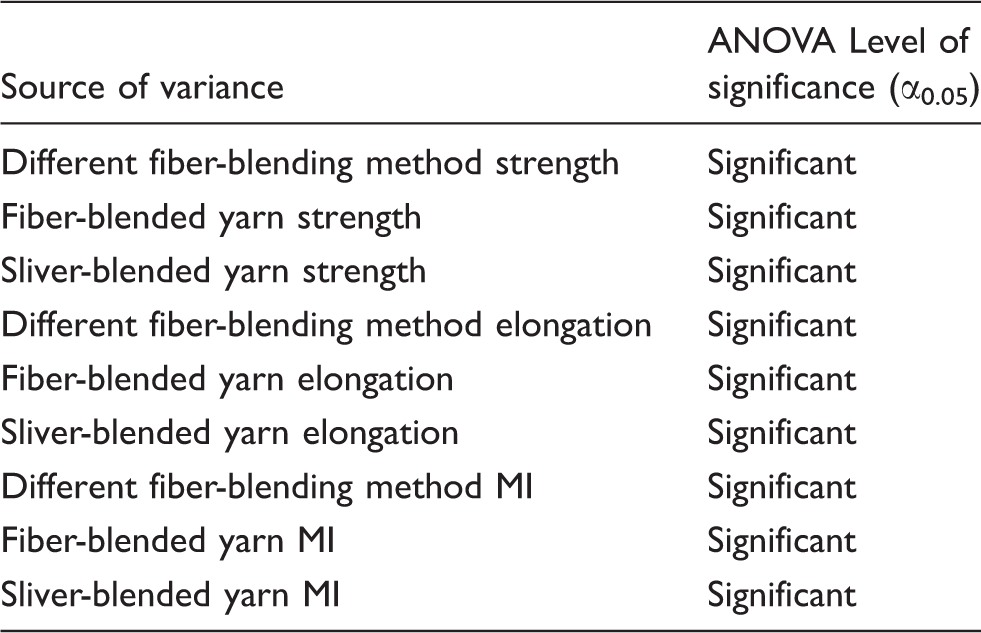
Statistical analysis
Analysis of variance (ANOVA) carried out between 50:50 chitosan/cotton blend yarn and strength, elongation and migration index (MI)
Conclusions
The relationships among the length of the chitosan fibers, strength, elongation and fiber migration behaviors have been studied by producing yarn samples of four different fiber lengths of chitosan with cotton with a blending ratio of 50:50 in a ring spinning system. It is found that the yarn tenacity deteriorates with increases in the length of the chitosan fiber. Besides, chitosan fibers that are shorter in length (22 mm) or excessively long (46 mm) will bring about difficulties in yarn spinning, such as electrostaticity and fibers that stick. Chitosan fibers that are 30 and 38 mm in length are compatible for blending with long cotton fibers. It is found that, in the group of yarn samples spun by using the fiber-blending method, the yarn sample that contains chitosan fiber with a length of 30 mm provides better yarn strength and elongation among all the other lengths, while in the group of yarn samples spun by using the sliver-blending method, the yarn sample that contains chitosan fiber that is 38 mm in length has better yarn strength and elongation. Furthermore, this paper has provided evidence that the tensile properties are affected by the fiber distribution in yarn through migration index calculation. The blending method of fiber components (fiber or sliver blending) directly influences the yarn tenacity. Fiber blending offers more evenness in the fiber distribution in the spinning process as opposed to the sliver-blending method. Since the arrangement of spinning rollers can be adjusted for an optimal fiber distribution, fiber distribution can be manipulated during the yarn spinning production process. The value of this paper will be reflected by the price–performance ratio of antibacterial functionality and cost control, because it is found that there is a non-linear relationship between the inhibitory effect of chitosan and the ratio of fiber composition (in accordance with standard AATCC100, compared to the ratio of chitosan fibers in the fiber composition, the distribution of fibers has a greater influence on the antibacterial activity). In addition, the relationship between fiber distribution and the length of the chitosan fibers in the chitosan/cotton blend yarn has been studied and fitted by using polynomial modeling. It is found that the yarn tensile properties are affected by the length of each fiber component and its distribution in the yarn structure. Finally, a binary quadratic model is used to describe the relationships between length and migration versus tenacity and elongation. The proposed formula in this paper could serve as guidance for the yarn manufacturers and producers in the textile industry in terms of the effect of the length of the chitosan fibers on the fiber distribution in yarn.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Research Grants Council (RGC) of Hong Kong, China (project number: PolyU 5420/13H).