
Abstract
To improve the flame retardancy of polyamide 6 (PA6) fibers, melamine cyanurate (MCA)/PA6 composites were synthesized via in situ polymerization of ɛ-caprolactam in the presence of adipic acid-melamine salt and cyanuric acid-hexane diamine salt. The flame retardant MCA/PA6 composite fibers were prepared by melt spinning. The structure and properties of MCA/PA6 composites and MCA/PA6 composite fibers were studied by Fourier transform infrared spectra, X-ray diffraction, differential scanning calorimetry, thermogravimetric analysis, scanning electron microscopy, tensile tests, vertical burning tests (UL94) and limiting oxygen index (LOI) tests. Experimental results indicated that the MCA/PA6 composites loaded with 8 wt% of additives can achieve UL94 V-0 rating with an LOI value of 29.3%. The tenacity at break of PA6 fiber decreased from 4.85 to 3.11 cN·dtex–1 for MCA/PA6-8 composite fiber. However, the MCA/PA6 composite fibers can effectively suppress the propagation of flame in fabric. This means that the in situ polymerization approach paves the way for the preparation of MCA/PA6 composites that have good spinnability and flame retardancy.
Due to its excellent abrasion resistance, high tensile strength and superior resilience, polyamide 6 (PA6) fibers are widely used in a variety of textile products including clothing, carpets and curtains. 1 However, the limiting oxygen index (LOI) of PA6 is low (22.5%) and it burns easily, which inhibits more general usage of the PA6 materials. 2 Improved flame retardant PA6 fibers would solve this problem and increase the market for this product. Many textiles fabricated from fibers are flammable and are thin, with a large specific surface area and are employed in a vertical attitude, such as curtains, which makes these products vulnerable to fire with rapid flame spread. For these reasons, imparting flame retardancy to fibers and textiles is more difficult than plastics and rubbers. In addition, in order to improve flame retardancy of PA6 fiber, high flame retardant additive loading is needed, which adversely affects the spinnability of the PA6 fiber.
A number of flame retardant systems containing halogen, metal hydroxide, phosphorous and nitrogen are used to provide flame retardancy to PA6. The halogen compounds are famous for being highly efficient flame retardants at low dosage, but the usages are limited, because of the toxicity of their combustion products and potential corrosion to spinning equipment.3,4 Among the metal hydroxides that can be used as flame retardants in polymer materials, magnesium hydroxide (Mg(OH)2) and aluminum hydroxide (Al(OH)3) are the most important and widely used. Although they have low toxicity, good anti-corrosion properties, low cost and low smoke emission during processing and burning, metal hydroxides have some serious disadvantages, such as relatively low flame retardancy, thermal stability and deterioration of the physical and mechanical properties of the matrix, etc.5–8 Nitrogen- and phosphorous-based flame retardants are environmentally friendly, low dosage and have acceptable flame retardancy, and both of them have been studied extensively in providing flame retardancy to polymer materials. By comparison, nitrogen-based flame retardants add no new elements to polyamides such as PA6 and show good compatibility with them. Accordingly, nitrogen-based flame retardants were selected in this paper.9–15 Melamine cyanurate (MCA) is a flame retardant produced by self-assembly of hydrogen bonds between melamine and cyanurate and it is reported to degrade PA6 in a fire and promote the evolution of non-combustible melt drippings.16,17 In general, among the nitrogen-based flame retardants used in PA6, MCA has many remarkable advantages, including low loading level, high nitrogen content, satisfactory flame retardancy and non-corrosive properties. In published reports, MCA flame retarded PA6 resins were prepared primarily by melt blending, most of which have poor dispersion and are not suitable for fabricating flame retardant PA6 fibers.16–19 Wu et al. 20 reported the flame retardant MCA/PA6 composites by in situ polymerization, but the preparation of flame retardant PA6 fibers has not been studied. So the MCA/PA6 composite fibers were prepared in this work, in view of the importance of flame retardant PA6 fibers.
The MCA was loaded into PA6 via in situ polymerization to prepare MCA/PA6 composites. Then, the MCA/PA6 composite fibers were prepared by melt spinning. The structure, morphology, mechnical properties and flame retardancy of the fabricated MCA/PA6 composite resins and fibers were subsequently investigated.
Experiment details
Materials
ɛ-caprolactam was supplied by the Baling Petrochemical Co., China. Cyanuric acid (CA) was obtained from Shandong Wolan Chemical Co., China. Melamine (MEL), adipic acid (ADA), hexane diamine (HMDA) and sulfuric acid were purchased from Sinopharm Chemical Reagent Co., Ltd, China. Deionized water was supplied by Donghua University. All these materials were used as received.
Preparation of flame retardant PA6 samples
Synthesis of adipic acid-melamine salt and cyanuric acid-hexane diamine (CA-HMDA) salt
The adipic acid-melamine (ADA-MEL) salt was prepared by the reaction of ADA with an equimolecular amount of MEL in water at 90℃ for 3 h. The molar ratio of MEL/H2O was 1:56. The cyanuric acid-hexane diamine (CA-HMDA) salt was prepared by a solution of CA, HMDA and deionized water (molar ratio 1:1:28), and refluxed for 2 h at 70℃.
In situ polymerization of MCA/PA6 composites
MCA/PA6 composites were prepared in a GSH-2 10 L polymerization autoclave which was equipped with a nitrogen inlet and mechanical agitator. The MCA/PA6 composite was prepared as follows: the MCA/PA6-8 (which contains 8 g MCA per 100 g MCA/PA6 composite) was synthesized by combining 298.7 g ADA-MEL salt, 269.1 g CA-HMDA salt and 3220 g ɛ-caprolactam into the polymerization autoclave. The air in the reactor was purged completely by nitrogen before reaction. Then, the autoclave was heated to 250℃, which was conducive to speed up the reaction rate of the polymerization. At the same time, the mixture was stirred with 200 r · min-1 and maintained at this temperature for 3 h. In order to reduce the content of unreacted small molecular substances and make further improvement in the molecular weight of the composite in the late period of the reaction, the polymerization system was cooled to 245℃ under a nitrogen atmosphere for 4 h. Finally, the system was kept under vacuum for 0.5 h to decrease water liberated in the polymerization. After the polymerization, the product was removed from the reactor and cut into pellets. Then the obtained composites in pellet form were extracted with boiling water for 24 h for the sake of eliminating the unreacted ɛ-caprolactam and further improving the average molecular weight. MCA/PA6 composites containing 2, 4 and 6 wt% MCA were also prepared using the same process. 11
Preparation of flame retardant MCA/PA6 composite fibers
The PA6 and MCA/PA6 composites pellets were dried at 130℃ for 48 h under vacuum prior to processing. The fibers were prepared using an ABE Spinner Instrument (ABEϕ25X5, ABE Corp., Japan) equipped with a spinneret containing 36 orifices, whose diameter was 0.3 mm. The temperatures for the four zones of the extruder and the temperature for the spinneret in the spinning equipment were maintained at 265℃, 270℃, 275℃, 275℃ and 280℃, respectively. The volume flow rate of gear pump was 30 mL·min–1. The fibers were air quenched directly at room temperature and collected at a take-up velocity of 800 m·min–1. In the last step, the fibers were drawn by a Barmag 3010 Drawer (BARMAG, Germany) at a draw ratio of 3.5.
Measurements
The molecular weight of the samples was tested through relative viscosity (RV), based on equation (1)

RV was measured at 0.01 g·mL–1 polymer concentration in sulfuric acid at 20℃, employing an Ubbelohde viscometer. For reproducibility reasons, the RV of all samples was measured at least three times and the coefficient of variation (standard deviation/average) was found to be always less than 1%. Fourier transform infrared spectra (FTIR) of the MCA/PA6 composites were obtained using a Nicolet 8700 FTIR instrument. The composites were ground with KBr powder and pressed into a disc tablet. X-ray diffraction (XRD) analysis was performed on a Rigaku D/Max-2550PC XRD analyzer equipped with a rotating anode generator system using Cu Kα (λ = 0.15406 nm) radiation, operating at 40 kV and 200 mA with 2θ varying between 3° and 60°. The differential scanning calorimetry (DSC) measurements were performed on a TA instrument (Q20, America). The sample was heated to 250℃ at 40℃·min–1 with a nitrogen flow of 50 mL·min–1 and remained at this temperature for 3 min to eliminate its thermal history. Then, the sample was cooled to 100℃ and heated again to 250℃ with a heating rate of 10℃·min–1. Thermogravimetric analysis (TGA) was conducted using a TA Instrument (Netzsch TG 209 F1, Germany) run from room temperature to 650℃ at a heating rate of 15℃·min–1 under flowing nitrogen at 20 mL·min–1. A vertical burning test (UL94) was conducted using a CZF-3 horizontal and vertical burning tester (Nanjing) with 125 mm × 13 mm × 3.2 mm bars according to GB 4096-84. LOI values were measured using a HC-2 LOI apparatus (Nanjing) with sheet dimensions of 100 mm × 10 mm × 3.2 mm according to GB/T 2406-93.
The morphology of PA6 fiber and MCA/PA6 composite fiber were inspected using scanning electron microscopy (SEM, SU8010, Japan). Before SEM observations, the surfaces of fibers were coated with a thin layer of gold to avoid electrostatic charging during inspection. The tensile tests of MCA/PA6 composite fibers were carried out using a tensile machine (Model XQ-1 C, Shanghai Lipu Applied Science and Technology Institute, China) at room temperature with a drawing speed of 40 mm·min–1 and a clamping distance of 20 mm. Orientation tests were taken using a sound velocity measuring instrument (SOM-II, Donghua University) under a tension of 0.1 g·dtex–1 at the speed of sound propagation of 20 and 40 cm, respectively.
Results and discussion
Properties of MCA/PA6 composites
Molecular weight
Molecular weight of polyamide 6 (PA6) and melamine cyanurate (MCA)/PA6 composites
FTIR
To investigate the structure of MCA/PA6 composites, FTIR of MCA, PA6 and MCA/PA6-8 were obtained and are exhibited in Figure 1. The typical absorptions of PA6 appear at 1570 cm–1 (N–H), 1650 cm–1 (C = O), 2880 cm–1 (–CH2–), 2940 cm–1 (–CH2–) and 3400 cm–1 (N–H), which were the same as MCA/PA6-8.
21
However, two new absorption peaks were observed at 1782 and 1738 cm–1 (C = O) in the spectra of MCA/PA6-8, which were typical peaks for MCA, as shown in Figure 1(a). The typical absorption peaks of MEL at 3470 and 3420 cm–1 (–NH2) and the absorption bands of CA at 3380 and 3223 cm–1 (–OH) disappeared in the spectra of MCA/PA6-8, which indicated that MCA/PA6 composites had been prepared.
Fourier transform infrared spectra of melamine cyanurate (MCA) (a), polyamide 6 (PA6) (b) and MCA/PA6-8 (c).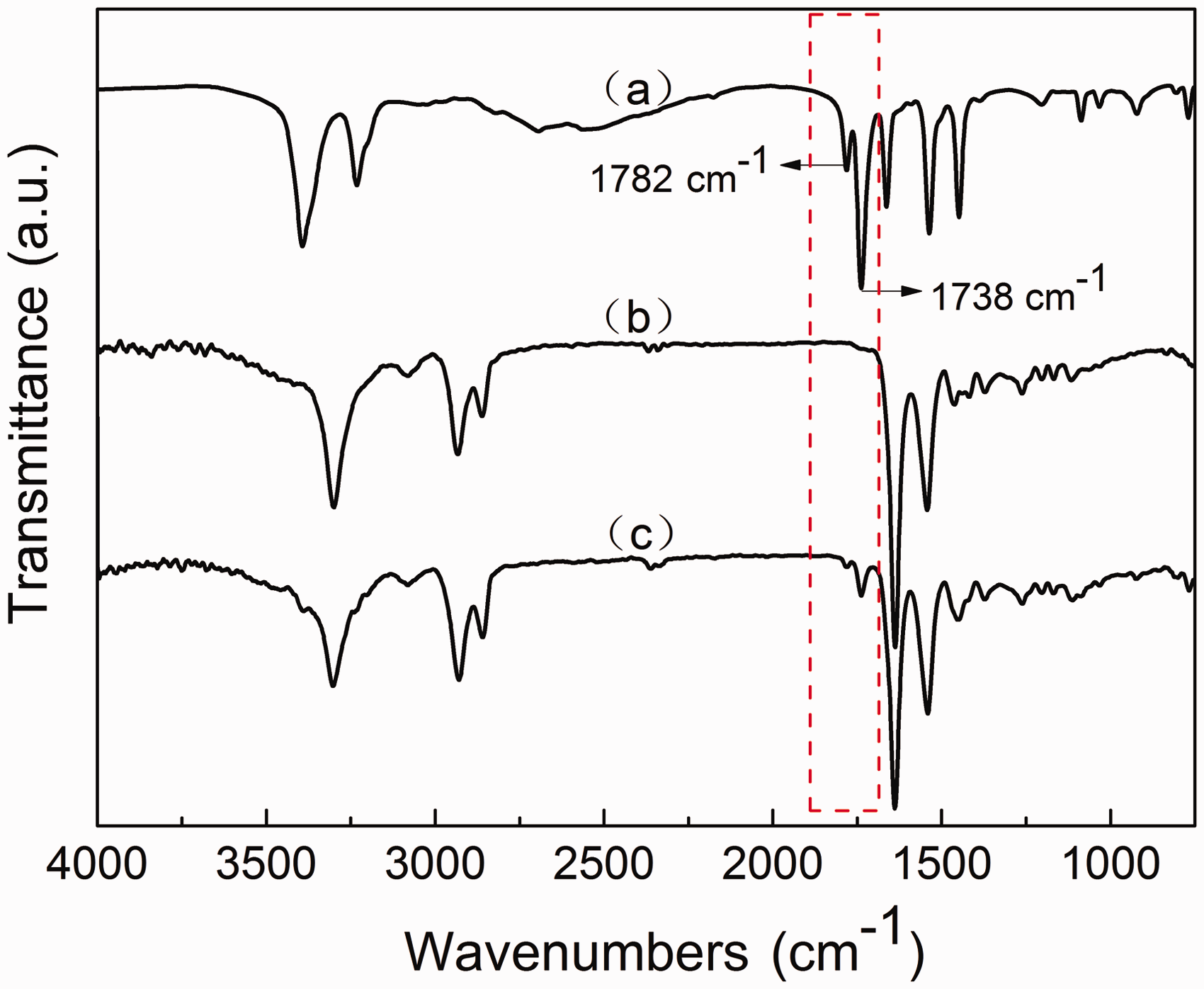
XRD
XRD patterns of MCA/PA6-8 are shown in Figure 2. For the sake of comparison, the related XRD patterns of CA, MEL, MCA and PA6 are also included. As can be seen from Figure 2, diffraction patterns of CA appeared at 2θ values of 19.7° and 29.7°, whereas the diffraction patterns of MEL were at 2θ values of 17.6°, 21.9°, 26.1° and 28.7° and the diffraction patterns of MCA appeared at 2θ values of 10.8°, 11.8° and 28.0°. The XRD patterns of MCA/PA6-8 were almost the same as those of PA6 at 2θ values of 20.0° and 23.8°, which were characteristic of the α phase.
22
However, some new patterns also appeared at the 2θ values of 10.8°, 11.8° and 28.0°, which were the same as the diffraction patterns of MCA. This illustrated that the two salts generated MCA through hydrogen bond self-assembly. The diffraction patterns of MEL and CA did not appear in MCA/PA6-8, which indicated that MEL and CA formed MCA. A weak peak at 21.8° in the diffraction pattern of MCA/PA6-8 was characteristic of the γ phase.
X-ray diffraction patterns of cyanuric acid (a), melamine (b), melamine cyanurate (MCA) (c), polyamide 6 (PA6) (d) and MCA/PA6-8 (e).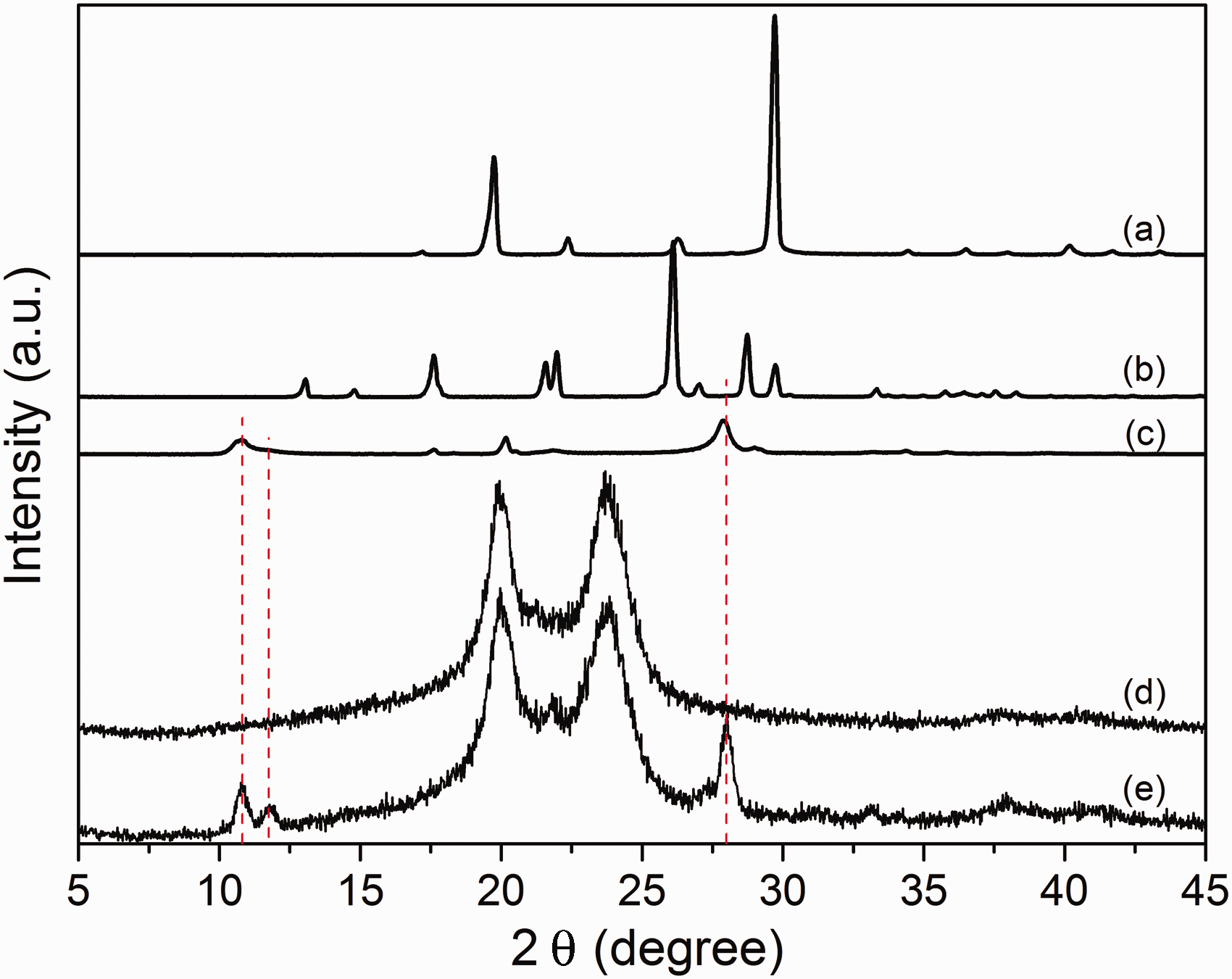
Thermal transitions and crystallinity
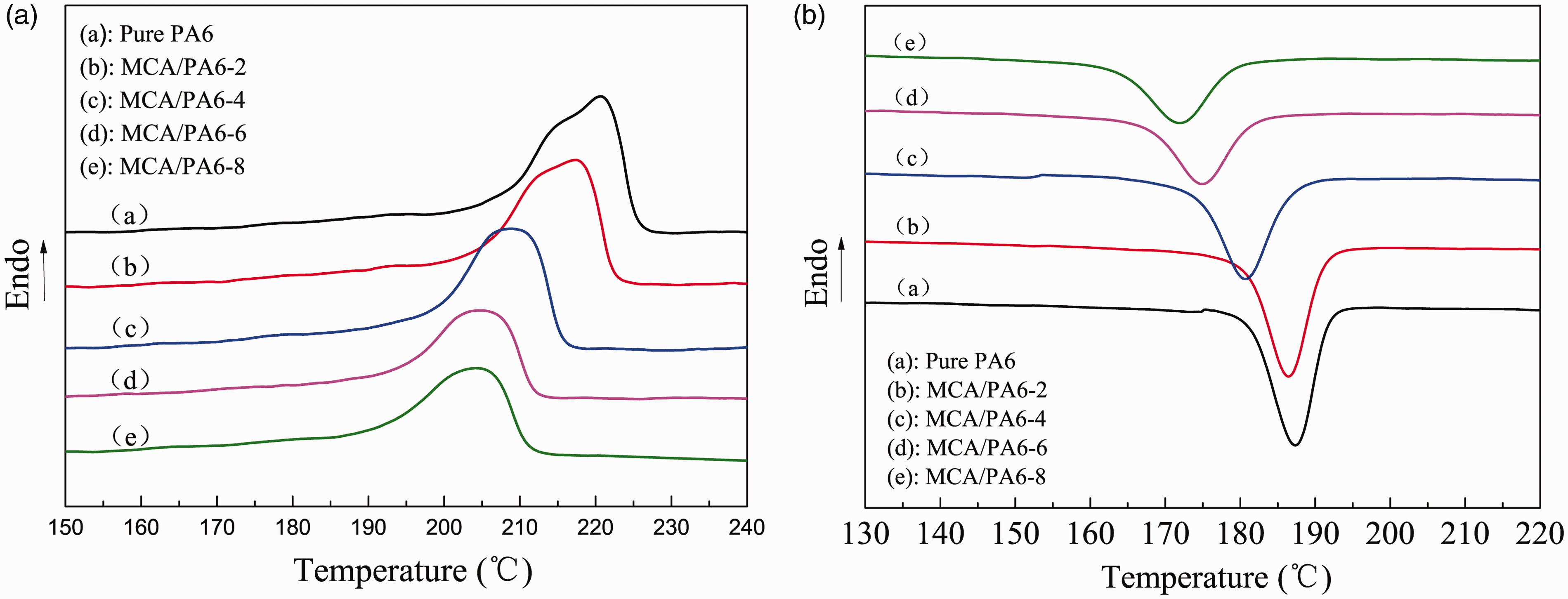
In order to study the thermal transitions and crystallinity of PA6 and MCA/PA6 composites, DSC measurement was carried out. The DSC heating curves and cooling curves of PA6 and MCA/PA6 composites are shown in Figure 3. The DSC results of PA6 and MCA/PA6 composites are shown in Table 2. As Figure 3 shows, the melting temperature (Tm) and the crystallization temperature (Tc) of PA6 were detected at 218.82℃ and 187.33℃, respectively. The Tm and the Tc of MCA/PA6 composites decreased as the MCA content increased. The Tm and the Tc of MCA/PA6 composite decreased to 204.22℃ and 171.97℃, respectively, when the MCA content was 8 wt%. As shown in Table 2, the ΔHm shifted to lower values as the loading of MCA increased, which indicated that the degree of crystallinity (Xc) decreased.
23
The Xc was calculated by equation (2)
Differential scanning calorimetry heating curves (a) and cooling curves (b) of polyamide 6 (PA6) and melamine cyanurate (MCA)/PA6 composites. Differential scanning calorimetry results of polyamide 6 (PA6) and melamine cyanurate (MCA)/PA6 composites Tc, ΔHc, Tm, ΔHm, Xc and ΔH*m are crystallization temperature, enthalpy of crystallization, melting temperature, enthalpy of melting, crystallinity, and enthalpy of melting completely, respectively. ΔH*m(PA6) = 202.7 J·g–1.
24

Thermal stability
The TG and derivative thermogravimetric (DTG) curves of PA6 and MCA/PA6 composites are shown in Figure 4. The main corresponding parameters are listed in Table 3. The T5% of PA6 is seen in Table 3 at about 387℃. In comparison to pure PA6, the T5% of the MCA/PA6 composites decreased by 65℃, at 325℃ or so, indicating that the introduction of MCA reduced the thermal stability of PA6. As can be seen from Figure 4(b), PA6 has only one maximum weight loss region at 460℃, which indicated that the thermal degradation process of PA6 occurs in one step.
25
However, MCA/PA6 composites exhibited two weight loss steps; the first was due to the decomposition of MCA at about 320℃, while the second was due to the decomposition of PA6. The temperature of the maximum decomposition rate occurred earlier than that of PA6 and these increments advanced as the content of MCA increased.
26
Thermogravimetric (a) and derivative thermogravimetric (b) curves of polyamide 6 (PA6) and melamine cyanurate (MCA)/PA6 composites. Summary of thermogravimetric analysis dates for polyamide 6 (PA6) and melamine cyanurate (MCA)/PA6 T5%: the temperature corresponding to thermal weight loss was 5%, which is frequently used to represent the initial weight loss temperature; T50%: the temperature corresponding to thermal weight loss was 50%; Tmax: the temperature corresponding to the maximum weight loss rate.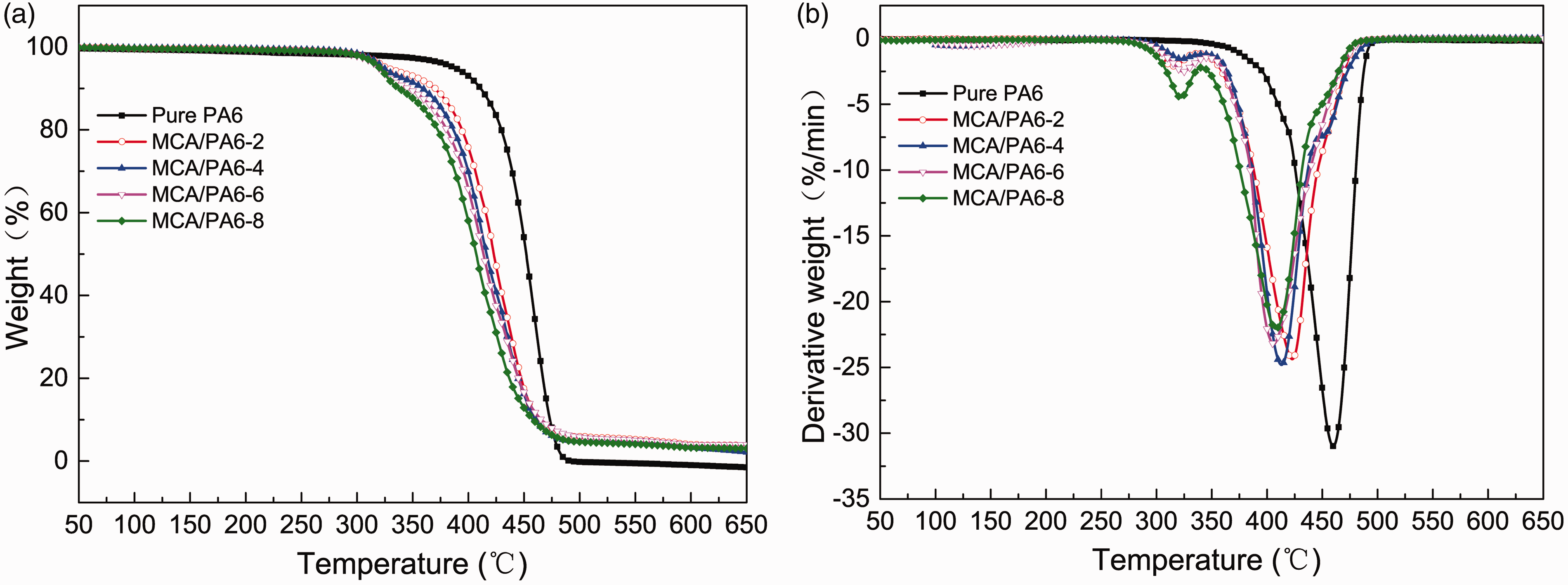
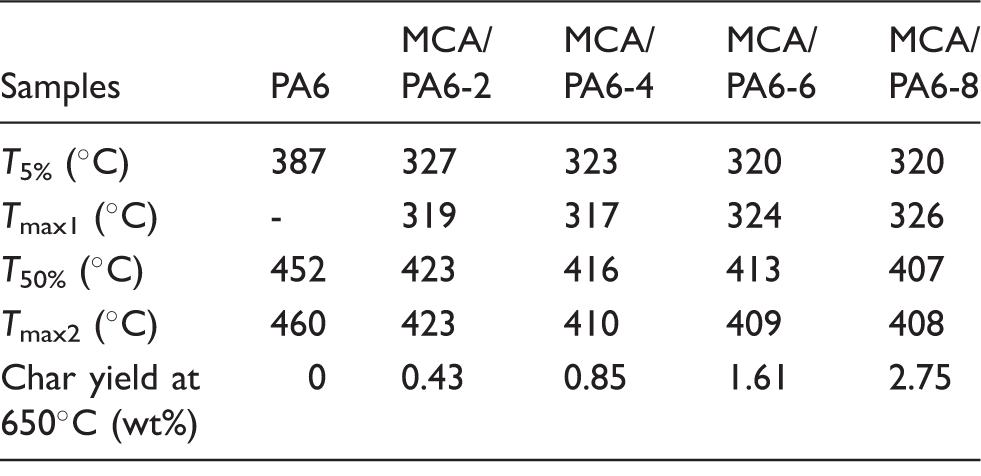
It can also be seen from Table 3 that there was no char yield from PA6 at 650℃, indicating that PA6 was completely degraded in the thermal process. The char yield of the flame retardant PA6 was increased to 2.75% when the content of MCA was 8 wt%. Char residue can not only isolate heat transfer to the matrix during the combustion, but also dilute the concentration of air. As a result, the increased char layer played an important role in supplying flame retardancy to PA6.
Flammability properties
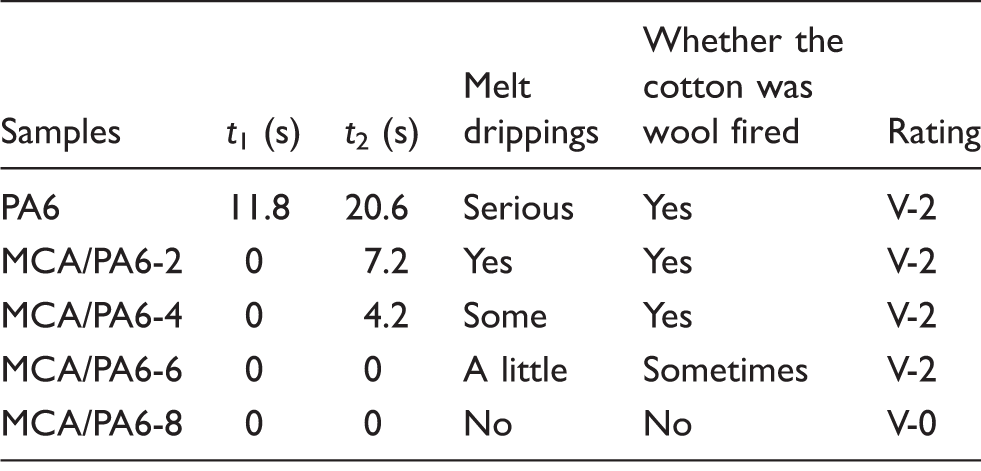
It is worth noting that the vertical burning test and LOI test are widely accepted as important tests for evaluating flammability. The flame retardancy of the polymer materials was investigated using the vertical burning test, which is shown in Table 4, and the LOI test results are shown in Figure 5. The virgin PA6 shows severe droplet phenomenon and has a UL94 rating of V-2. As seen from Table 4, the self-extinguishing time of the MCA/PA6 composite has been greatly reduced compared with that of pure PA6. In the previous work of our group, Sha et al.
11
prepared MCA/PA6 composites by introducing MCA in ɛ-caprolactam directly via in situ polymerization. By comparison, the self-extinguishing time of the MCA/PA6 composite was shorter than that Sha et al. reported when loaded with the same content of MCA. The shorter the self-extinguishing time, the better the flame retardancy of PA6. The droplet phenomenon did not greatly improve until the MCA content reached 6 wt%. Although melt dripping helps remove heat from the surface of the polymer,
27
it can still cause secondary fires, so the droplet phenomenon should be avoided. MCA/PA6 composites can attain the UL94 V-0 rating when the composite contained 8 wt% MCA, which affords good flame retardancy. The MCA/PA6 composite prepared by in situ polymerization can reach UL94 V-0 rating with 8 wt% content of MCA, while the MCA/PA6 composite prepared by the melt blending process just achieved UL94 V-2 rating with 9 wt% content of MCA.
17
It is obvious that PA6 has a low LOI value (22.5%) from Figure 5. As the loading of MCA increased, the LOI value of the MCA/PA6 composites increased rapidly, but this trend abated. The addition of 8 wt% MCA increased the LOI value to 29.3%, which reached the fire-retardant standard value of 28%.
28
The improvement of flame retardancy can be summarized as follows. The first approach is that MCA can be combined with PA6 through the hydrogen bond; as a result, the compatibility of the two improved greatly, which efficiently enhanced the flame retardancy. The second approach is the decrease of molecular weight resulting from the addition of MCA; this resulted in good liquidity, which can also improve flame retardancy of the composite material.
Limiting oxygen index values of polyamide 6 with different content of melamine cyanurate. UL94 test results of polyamide 6 (PA6) and melamine cyanurate (MCA)/PA6 composites t1: the self-extinguishing time after the first ignition; t2: the self-extinguishing time after the second ignition.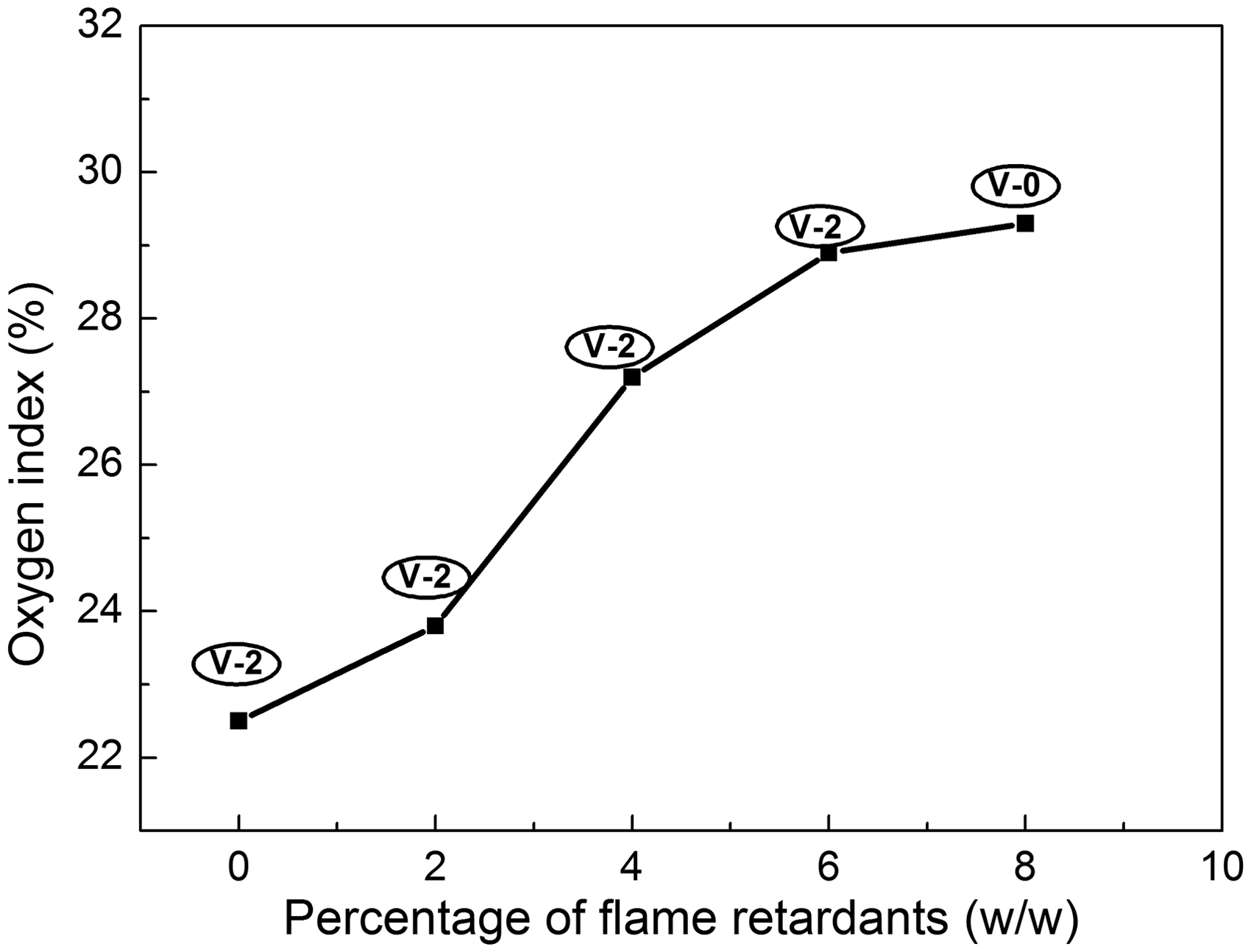
Properties of flame retardant MCA/PA6 composite fibers
Morphology analysis
The SEM micrographs of the surface and cross-section of PA6 fiber and MCA/PA6-8 fiber are shown in Figure 6. The surfaces of PA6 fiber and MCA/PA6-8 fiber were relatively smooth, as shown in Figure 6(a) and (d). There were no obvious flame retardants shown in the cross-section in Figure 6(e) compared with that of PA6 fiber. In the enlarged view of MCA/PA6 composite fiber from Figure 6(f), it can be seen that the flame retardants were well-distributed without congregation. The well-distributed MCA was necessary for preparing fibers and fabrics to eliminate the stress concentration caused by congregated particles in the matrix. The homogeneous dispersion of MCA was ascribed to the similar structure between MCA and PA6, which enhanced the interfacial interaction with PA6.
The scanning electron micrographs of the surface and cross-section of polyamide 6 (PA6) fiber (a), (b), (c)) and melamine cyanurate (MCA)/PA6-8 fiber (d), (e), (f).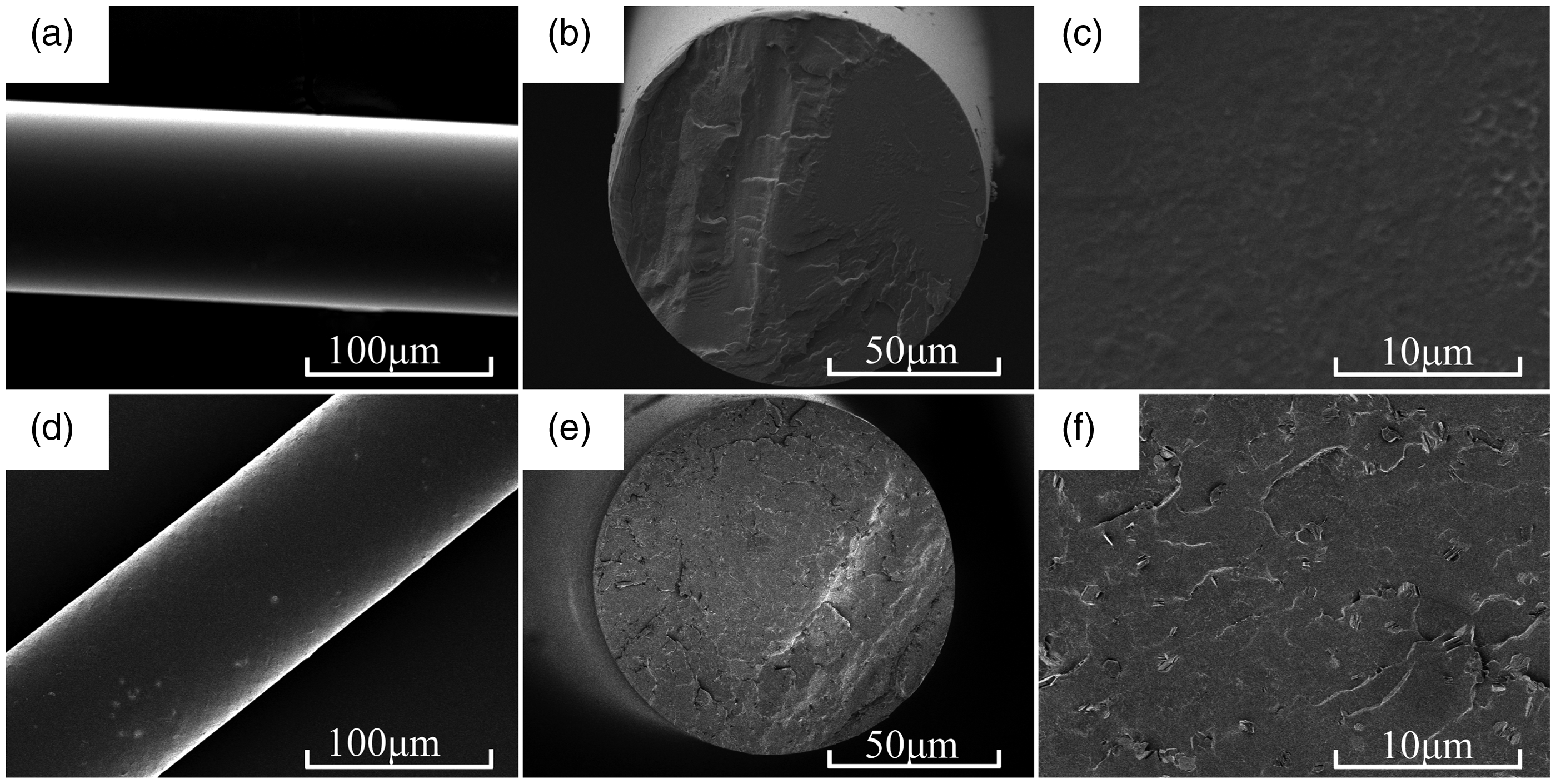
Tensile properties and orientation test
The strain–stress curves of the PA6 fiber and MCA/PA6 composite fibers are shown in Figure 7; the mechanical properties and chain orientation test results of the PA6 fiber and MCA/PA6 composite fibers are summarized in Table 5. The degree of orientation was represented by orientation factor “f”, which reflects the level of molecular chains arranged parallel to their direction of the preferred orientation unit for reference.
Typical strain–stress curves of polyamide 6 (PA6) fiber and melamine cyanurate (MCA)/PA6 composite fibers. Summary of mechanical properties and chain orientation test result of polyamide 6 (PA6) fiber and melamine cyanurate (MCA)/PA6 composite fibers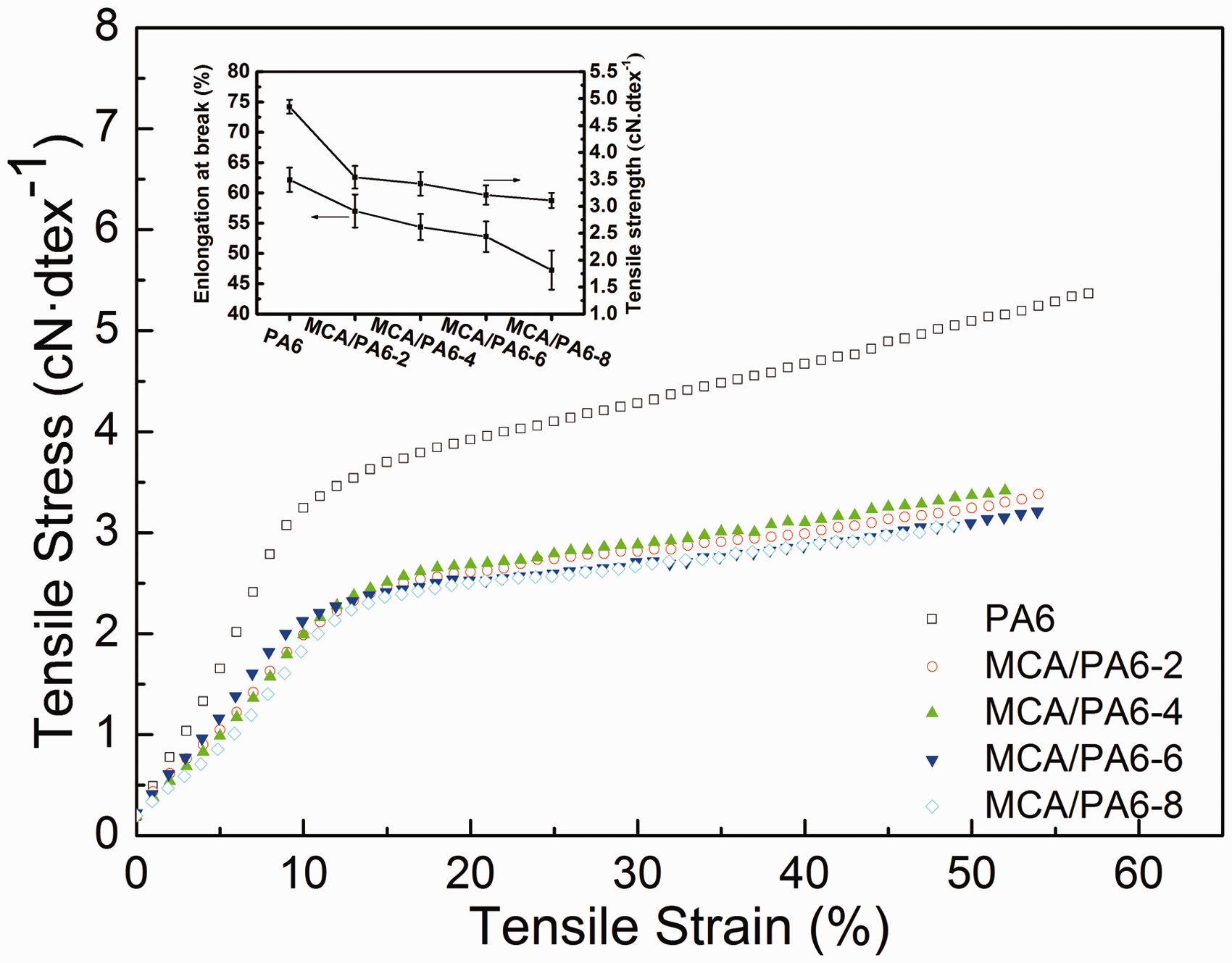
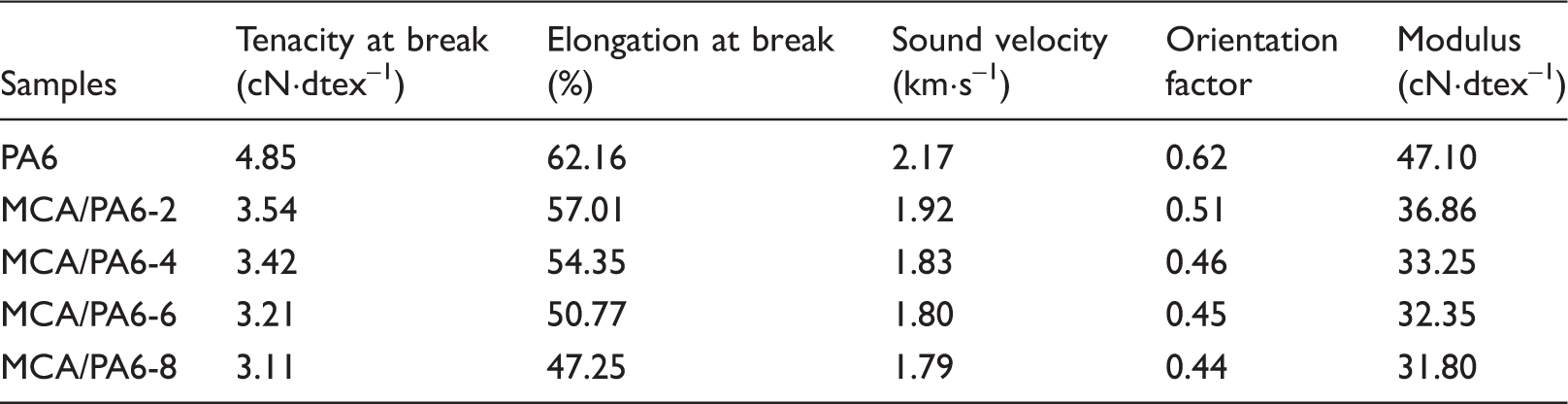
Compared with the PA6 fiber, the initial modulus of MCA/PA6 composite fibers decreased slightly with the loading of MCA. As can be seen in Table 5, the breaking strength and breaking elongation of the MCA/PA6 composite fibers decreased, which was inevitable in obtaining flame retardant fibers. When the content of MCA reached 8 wt%, the strength of the MCA/PA6 composite fiber still attained 3.11 cN·dtex–1, which satisfies the requirements for fabrics. In addition, the sound velocity, modulus and orientation factor of the MCA/PA6 composite fibers also decreased as the loading of MCA increased. The reason for this is that the mechanical properties, sound velocity, modulus and orientation factor of the MCA/PA6 composite fibers were reduced, mainly due to the decrease of the MCA/PA6 composite molecular weight and crystallinity. 29 On one hand, MCA separated the intertwining of molecular chains, which lowered the molecular weight, resulting in a decrease in the mechanical properties and an attenuation of the sound waves. On the other hand, the regularity of the PA6 chain was broken up by MCA, which induced the damage of the crystalline structure. This was not conducive to the axial alignment of the macromolecules in the fibers, resulting in a decrease in the mechanical properties.
Flame retardant performance of fabric
Flame retardant tests of PA6 fiber are rare in the literature due to the influence of sample preparation, including the fabric weaving method, and the thin structure, causing large deviations in results making qualitative and quantitative comparisons difficult. The prepared MCA/PA6 composite fibers were used for fabricating knitted stockings. The characteristic of flame retardancy can be determined using a flammability test. In the test process, PA6 fabric showed poor fire resistance, as it burnt rapidly after ignition, which was accompanied by copious quantities of melt drippings. However, the flame resistance of the PA6 fabric was definitely improved by MCA. There was only one melt dripping after ignition and it quickly self-extinguished. The damage in the MCA/PA6 composite fabric with 8 wt% MCA after one combustion in comparison to that for the unmodified PA6 was only a little, indicating that MCA improved the flame retardancy of PA6 fabric, so it can effectively suppress the propagation of flame in fabric.
Conclusions
The flame retardancy of MCA/PA6 composites improved with increasing contents of MCA, but the molecular weight and thermal stability of MCA/PA6 composites were reduced. The mechanical properties of MCA/PA6 composite fibers decreased, but still satisfy the requirements for fabrics. The MCA/PA6 composites with 8 wt% MCA additive achieved V-0 rating according to the UL94 protocol and an LOI value of 29.3%. The surface of the MCA/PA6 composite fiber was relatively smooth and the MCA/PA6 composite fibers can effectively suppress the propagation of flame in fabrics. The in situ polymerization approach provides an effective method to prepare MCA/PA6 composites and composite fibers with satisfactory flame retardancy.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Science Foundation of China (grant number 21374015), the National Science and Technology Support Program Projects (grant number 2013BAE01B03) and the Program of Introducing Talents of Discipline to Universities (grant number 111-2-04).