
Abstract
Hybrid organic–inorganic coatings prepared by the sol–gel method can impart desirable properties to textiles, but may adversely affect properties such as bending rigidity. This study investigated the causes of increased bending rigidity. Woven wool fabric was pad coated with formulations of methyltriethoxysilane (MTES) and Hercosett polyamide resin, examined by scanning electron microscopy, and the bending rigidities were determined. MTES coatings of up to 3.0% solids on mass of wool did not impart unacceptable bending rigidity. The coatings were not uniform on the fiber surfaces, and the increases in fabric bending rigidity could be partially attributed to inter-fiber bonding. In addition, the coatings “pinned” the edges of the cuticle scales, making individual fibers harder to bend. These effects are only weakly dependent on the Young's moduli of the coating materials.
Chemical finishes are applied to textiles to increase their usefulness for particular applications. In the case of wool, coatings are sometimes applied to apparel to impart machine-washability,1,2 and to carpets to reduce the maintenance requirements. 3 Coating technology is growing in importance for wool, as it becomes increasingly used in technical applications, such as geotextiles, protective clothing, and wearable electronics.4–6 Many novel approaches to coating wool are being investigated, such as chemical vapor deposition, plasma, and the sol–gel process.7–9
There are several reasons why the sol–gel process has potential in textile coatings. 9 It is a route to hybrid organic–inorganic materials, which can potentially combine the desirable properties of organic polymers (e.g. flexibility) and inorganic materials (e.g. resistance to photochemical degradation). Sol–gel coatings can be formed at temperatures below those required for preparing most ceramics, thus enabling them to be applied to temperature-sensitive textiles, and to contain additives which would be affected by high temperatures. It is a low-cost process, and the composition/homogeneity of the resulting materials can be precisely controlled on a molecular scale. The disadvantages of the sol–gel process are that it often involves organic solvents, typically alcohols, which can give rise to flammability and toxicity issues, and many of the raw materials are expensive.
Any coating applied to an upholstery or apparel fabric risks adversely affecting important properties, such as bending rigidity, surface friction, and extensibility. It is possible that this risk is greater for sol–gel coatings based on inorganic and hybrid organic–inorganic materials than it is for coatings made from the relatively “soft” organic polymers that are currently used by the textile industry. The bending rigidity of coated fabrics has been measured in many investigations10–12 including studies on wool and other fabrics that had received sol–gel coatings,13–17 but little attention has been paid to the underlying mechanisms for the changes in mechanical properties. 18
In the present study, the effects on fabric bending rigidity of a hybrid organic–inorganic coating were compared to the effects of an organic coating that is in wide commercial use on wool. 19 The results were analyzed in terms of how the coatings changed the mechanical properties of individual fibers, and changed fiber-to-fiber interactions.
The sol–gel coating used for these experiments was prepared from methyltriethoxysilane (MTES), water, dimethylformamide (DMF), and nitric acid, with a composition that has been shown to form porous coatings under some conditions.
20
MTES was chosen as the basis for the sol–gel system in this work because its hydrophobicity can cause phase separation during gelation and drying, thus giving rise to porous coatings
20
with rough surfaces.
21
The structure of MTES is shown in Figure 1. Porosity is desirable as it increases the flexibility of coatings.
22
Porosity may also increase the permeability of the coating to moisture vapor and therefore improve the comfort of clothing made from coated fabric. Surface roughness is desirable as it is integral to Lotus-leaf type water-repellent coatings,
23
and as the roughness is at the nano/micro-scale, it would not be expected to adversely affect the handle of the fabric. The surface of wool is hydrophobic, by virtue of covalently bound lipids,
24
and therefore the hydrophobicity of MTES coatings would be expected to assist the coatings in wetting the wool surface. DMF was used with the MTES to reduce the tendency of the coatings to crack during drying.
25
Compared to glycidoxypropyl trimethoxysilane and tetraethoxysilane, MTES has not been used to a great extent for textile coatings, but it offers significant potential for textile coatings because of the above features and advantages.
The chemical structures of MTES (C7H18O3Si), left, and Hercosett, right.
A commercial organic coating (Hercosett, a cationic, polyamide-epichlorohydrin water-based emulsion, the major component of which has a molecular mass ca. 13,000, see Figure 1), widely used on wool to impart machine washability to apparel,1,26 was also applied to the fabric at different levels, to provide a comparison with the MTES coatings. In industry, Hercosett is usually applied to wool that has been chlorinated, as chlorination improves the uniformity and adhesion of the Hercosett coating to the fiber surface. 1 In the present study, the fabric was not chlorinated before being coated, as doing so would have changed its bending properties by changing fiber-to-fiber friction. 1 If the fabric had been chlorinated before applying the Hercosett, for consistency, the fabric would also have needed to be chlorinated before applying the MTES coating. In this study, we wanted desired to focus on understanding the effects of sol–gel coatings on unmodified wool. An investigation of the effects of chlorination on the sol–gel coating of single wool fibers will be reported later.
Materials and methods
Fabric substrate
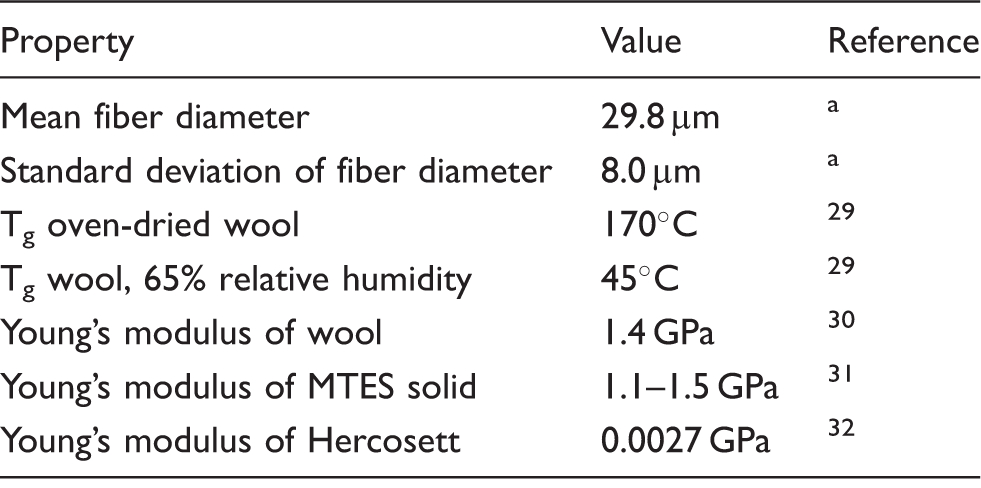
The fabric was 100% wool, weighing 300 g/m2, plain woven from worsted spun yarn, with 11.1 warp ends per cm and 11.1 weft picks per cm (Inter-Weave, Auckland, New Zealand). The warp yarn was 2-ply, with a count of 126 tex, with 370 turns per meter of Z singles twist and 215 turns per meter of S ply twist. The weft yarn was 2-ply, 130 tex, with 330 turns per meter of Z singles twist and 180 turns per meter of S ply twist. The mean fiber diameter was 29.8 µm (standard deviation 8.0 µm). 27 The mean fiber length was 55.3 mm (hauteur) (standard deviation 22.7 µm). 28 This fiber type and yarn/fabric construction is commonly used for outerwear and upholstery fabric.
Reagents
The following reagents were used and were of technical grade, unless stated otherwise. MTES, 90%, (Sigma-Aldrich, Saint Louis, USA), nitric acid (Sigma-Aldrich, Saint Louis, USA) and DMF (BDH, Poole, UK). The commercial products Hercosett (25% active material, Hercules, Wilmington, USA), and Sandoclean PC (non-ionic wetting agent, Clariant, Basel, Switzerland) were used. The ultrapure water (18.2 milliohm resistance) used in some fabric coatings was produced with a Synergy water purification system (Nihon Millipore, Tokyo, Japan) comprising a 0.22 μm filter and an ultraviolet lamp. Ethanol was 99.5% purity (Merck, Darmstadt, Germany).
Fabric scouring
Fabric pieces (2 kg) were scoured in a side-paddle dyeing machine of 200 L capacity. The fabric was run with Sandoclean PC (1 g/L) for 20 minutes at 50℃, then rinsed in water at 40℃ for 10 minutes, and finally dried at 80℃ for 10 minutes in a suction drum dryer.
Fabric coating
Formulations were prepared from MTES, water, DMF, and nitric acid in a molar ratio of 1/2.3/0.1/0.04. Water, DMF, and nitric acid were mixed together, then MTES added, and the resultant solution was mixed for 1 hour in a beaker sealed with Parafilm PM-992 laboratory film (American National Can, Greenwich, USA) using a magnetic stirrer. The solids (i.e. non-volatile material) content of the resultant sol was calculated as 29.2%. The sol was diluted with ethanol to solids contents of 0.2%, 1%, and 3%, and then padded onto 20 cm×20 cm pieces of scoured fabric at a wet pick-up of 70% on mass of wool (omw). All solids contents reported in this study are given on a mass, rather than volume, basis. The presence of the ethanol in the formulation enabled the fabrics to wet-out rapidly and uniformly. The padded fabrics were laid flat, air-dried for 15 minutes, and then dried/cured for 10 minutes at 80℃ in a suction drum dryer. Fabric treatments were performed in triplicate and the weights of the fabrics were determined before and after coating–drying/curing, and after they had been conditioned for at least two days at 20 ± 2℃ and 65 ± 2% relative humidity.
Samples of fabric were also pad-coated with Hercosett (70% omw wet pick-up) that had been diluted with water and Sandoclean PC wetting agent (0.6 g/L) to solids contents of 1%, 2%, and 3%. The Sandoclean PC was necessary for the diluted Hercosett to wet-out the fabric quickly. Blank treatments for the MTES and Hercosett coatings consisted of padding with ethanol or water-Sandoclean PC (0.6 g/L), respectively, as these were the diluents used for preparing the respective coating formulations. Fabrics were treated with Hercosett and the diluents in triplicate, and dried/cured, conditioned, and weighed as per the MTES treated fabrics.
Evaluation methods
The bending rigidities of the fabrics were measured with a 41.5° flexometer (FAST-2, Commonwealth Scientific and Industrial Research Organisation, Materials Science and Engineering Division, Geelong, Australia). This instrument has been used in many studies reported in the literature, and this protocol is well recognized by the textile industry.10,11 Fabric bending lengths were determined in the warp direction at 20 ± 2℃, 65 ± 2% relative humidity on fabrics conditioned for at least 24 hours. As the fabric had a plain weave, and the warp and weft yarns were similar, it was reasonable to expect that any effects of coatings on weft-wise and warp-wise bending would exhibit essentially the same trends (but probably different values), hence, weft-wise bending was not measured.
The morphologies of the coatings on the wool fabric were examined by a field emission scanning electron microscope (FESEM; JCM 5000 Neoscope, JEOL, Tokyo, Japan). Samples were mounted on 20 mm brass stubs using conductive carbon adhesive tape and sputter coated from a gold–palladium source. The FESEM was operated at 10 kV with samples viewed at a working distance (WD) of 15 mm, unless indicated otherwise on the FESEM micrographs. Image analysis software (SigmaScan Pro, 5.0, Systat Software Inc., San Jose, USA) was used to determine the heights of seven representative scale edges on three untreated fibers, using the micron bar on the FESEM image for calibrating the distance.
Properties of materials
Key mechanical and thermal properties of materials used in this study
Fabric substrate section above.
Results
The bending rigidities of the fabrics are plotted as a function of the add-on of coating solids in Figure 2. Neither the water-only nor the ethanol-only treatments significantly changed the mass per unit area of the fabric. The water-only and ethanol-only treatments only slightly increased the bending rigidity of the fabric, and the increase imparted by the ethanol-only treatment was not statistically significant; therefore, any changes imparted by the coatings are largely attributable to the MTES or Hercosett, rather than the diluents. The bending rigidity of the fabric increased with increasing levels of Hercosett coating and, to a lesser extent, MTES coating. At add-ons between 0.5% and 1.0% omw, the MTES and Hercosett coatings imparted similar bending rigidities, while at higher levels (around 3% omw), Hercosett coatings imparted significantly more bending rigidity to the fabric than the MTES coatings.
Bending rigidities of treated fabrics. The bars indicate 95% confidence intervals.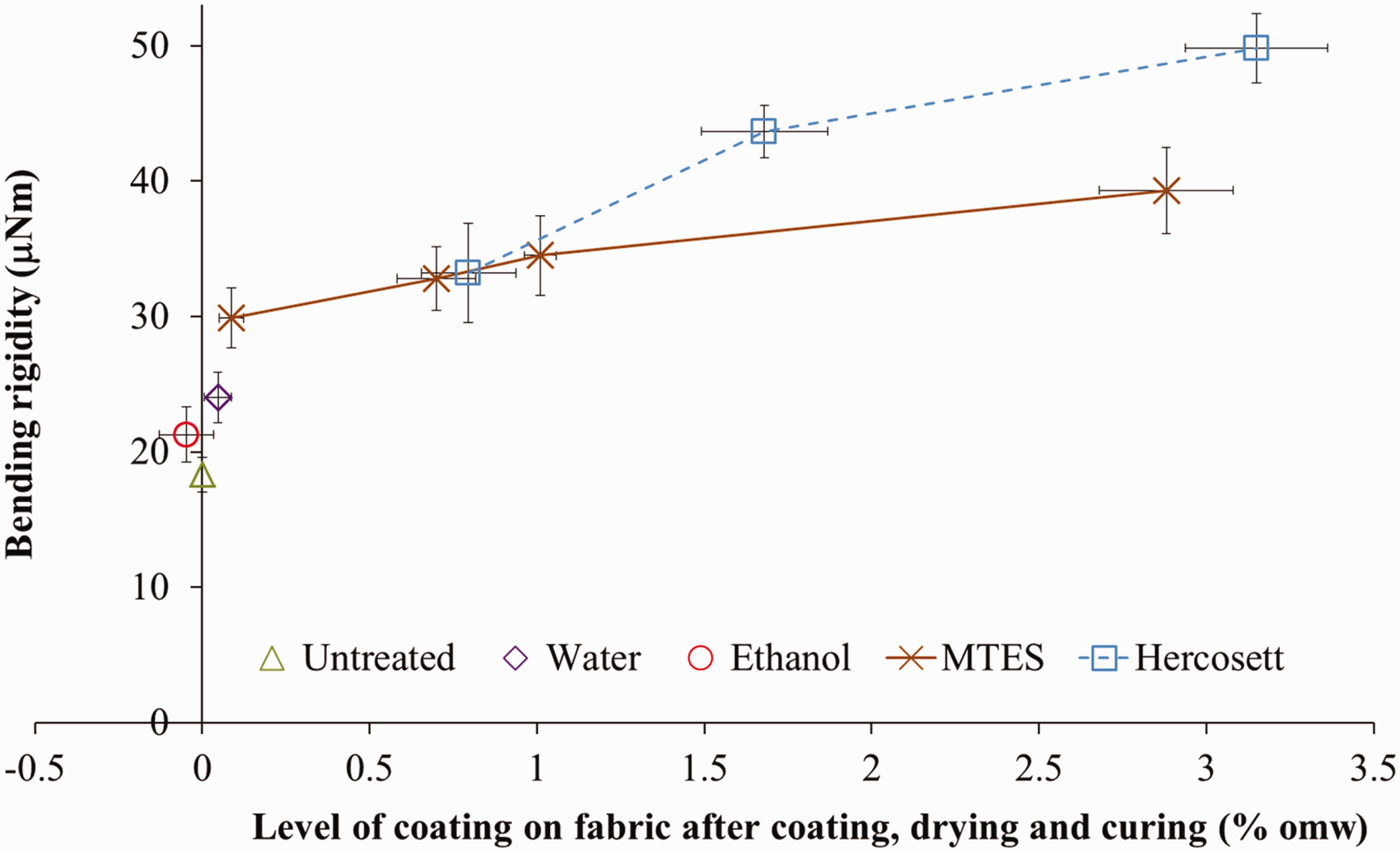
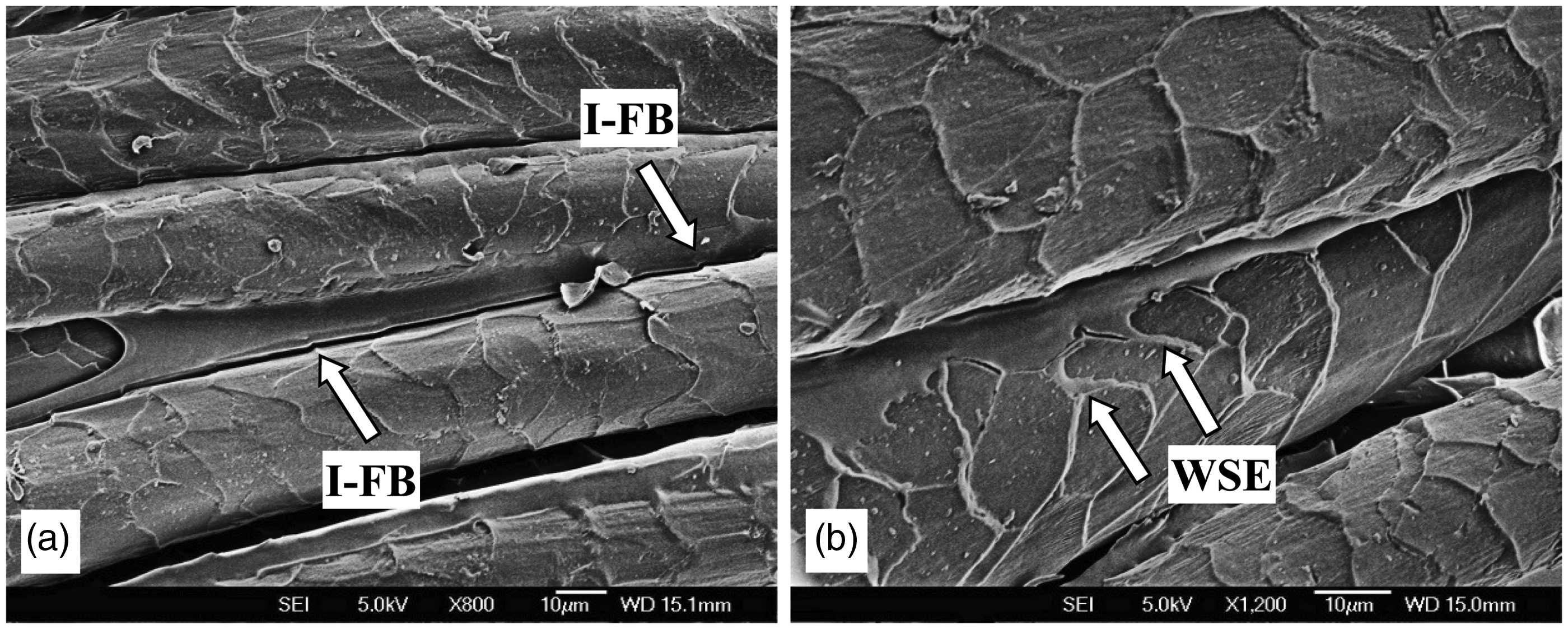
FESEM micrographs of untreated fabric and MTES-coated fabric are shown in Figures 3–5. The MTES coated fabric did not show any coherent coating of the fibers; instead the MTES was present as small discrete particles on fiber surfaces, and, at higher concentrations, as long strips of coating concentrated at the contact line between approximately parallel fibers. For the latter, the coating appears to be bonding the fibers together. Coverage of fibers by the MTES coating was quite variable, and higher application levels did not lead to either uniformly distributed or uniformly thicker coatings. It should be noted that not all areas of coating are necessarily visible in the FESEM micrographs; for an example of this, see Figure 1.14 of Mahltig and Textor.
9
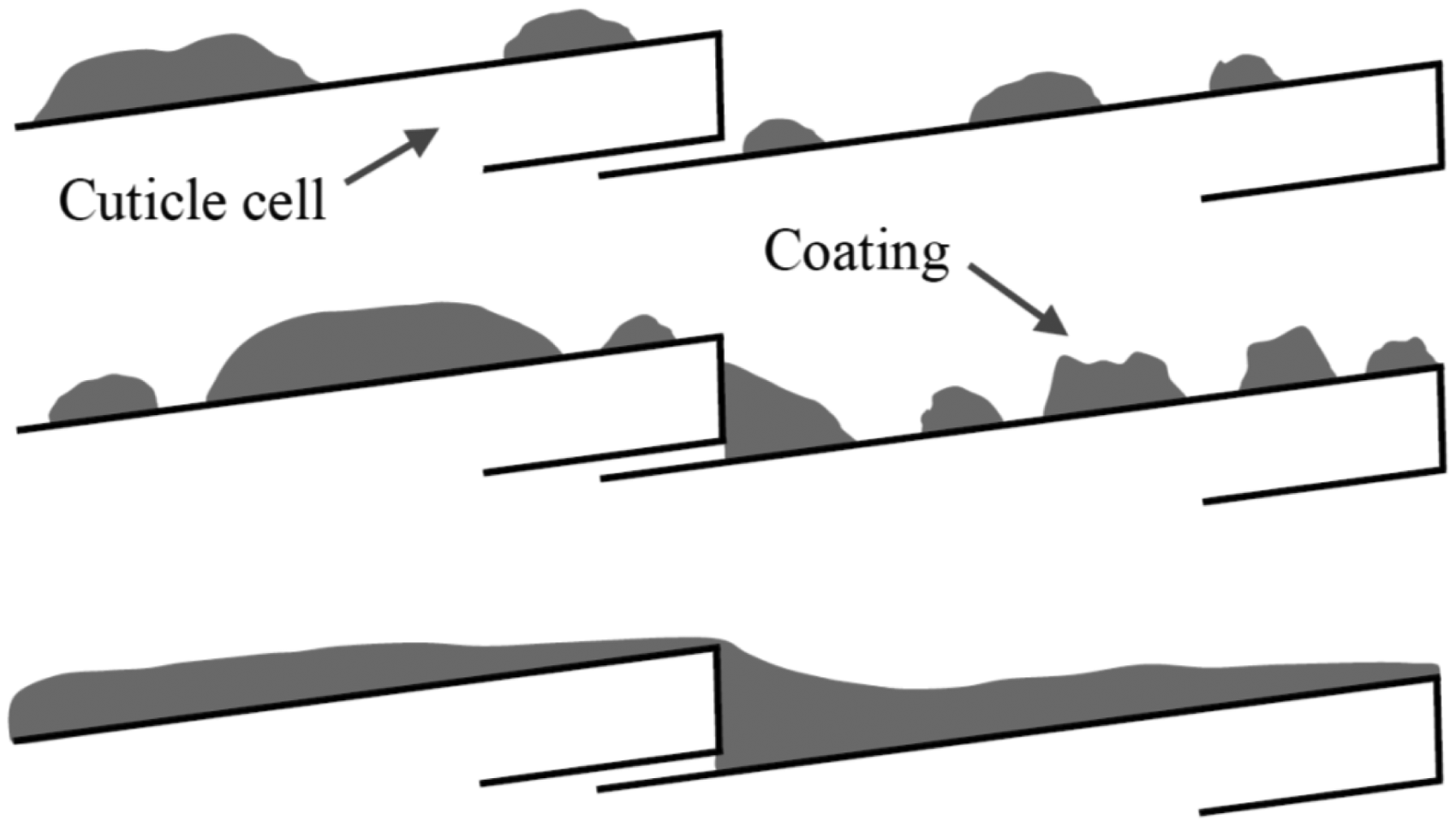
Similarly, Hercosett gave little overall coverage of the fibers, even at the highest add-on, but inter-fiber bonding was apparent, and this become more extensive as the solids level increased (see Figures 6 and 7). For both coating types, it appears that thin films of coating solutions could not maintain coverage of the fibers during drying, and largely retreated to the fiber junctions, leaving behind small particles on the fiber surface. The heights of scale edges were measured and were an average of 1.00 μm, with a standard deviation of 0.23 (seven measurements). At higher solids loadings the “thickness” of the (partial) coatings is commensurate with the height of the scale edges, and so is of the order of 1 μm. As the coatings typically become vanishingly thin away from the scale edges, (shown schematically in the lower part of Figure 8) 0.5 μm was taken as a simple average “thickness” for a subsequent calculation—that is, the average of 1 and 0 μm.
FESEM micrograph of untreated fabric. FESEM micrographs of fabric with MTES coating at 1.0% omw. FESEM micrographs of fabric with MTES coating at 2.9% omw, with magnifications of (a) 800x, and (b) 1,200x. FESEM micrographs of fabric with Hercosett coating at 0.8% omw, showing (a), inter-fibre bonds, and (b) detached inter-fibre bonds. FESEM micrographs of fabric with Hercosett coating at 3.2% omw. Arrows indicate (a) partially detached inter-fiber bonds (I-FB) that show the imprint of adjacent fibers, and (b) the wetting of scale edges (WSE). Increasing coverage of the wool fiber surface with (from top) increasing levels of applied coatings.



Discussion
The ethanol was likely to have extracted some of the lipids in the cell membrane complex of wool, and, given that these lipids comprise around 1.5% of the fiber mass, 33 this would account for the insignificant mass loss for the ethanol-only treated fabrics.
The inability of the coating solutions to maintain coverage of the fibers during drying may have been caused by insufficient amounts of coatings on the fibers, the coatings not having sufficiently high solids content, or a combination of these factors. The ethanol and surfactant in the MTES and Hercosett formulations, respectively, ensured they initially wetted the fibers well, so that poor wetting is considered not to be a reason for the incomplete coverage of the fibers. A further study is planned that will investigate the effects of applying different amounts of coatings, rather than applying coatings of different solids contents, as reported here, and will employ Energy-dispersive X-ray analysis to map silicon on the fiber surface.
Differential scanning calorimetry was performed on the fabrics, and there were no obvious differences between the results for the various samples (not shown here). This suggests the stability of the wool was not affected by the either the blank treatments or the application of the coatings. Wide-angle X-ray diffraction was performed on the fabrics, and did not detect crystalline coatings. This was expected in view of the low add-on of the coatings, and the coatings not being expected to be crystalline.
Both the MTES and Hercosett coatings significantly increased the bending rigidity of the fabric compared with the untreated and blank treated fabric. At the highest application levels around 3% omw, the bending rigidities of the treated fabrics relative to that of the untreated fabric, was 116% for MTES and 167% for Hercosett (see Figure 2).
The effect of the coatings on the bending rigidity of the wool fabric can be considered firstly in terms of their effect on individual fibers of the fabric. Bending rigidity (flexural rigidity) is the resistance of a structure to bending through a given curvature, and the basic mechanics of bending, including the role of elastic modulus, can be found in Postle et al.
34
The bending rigidity, B, of a simple isotropic beam subjected to pure bending (that is, there are no external shear, torsional, or axial loads acting) is equal to the product of the Young's modulus, Y, and the second moment of area. The second moment of area describes the effect of geometry on rigidity, and depends on the cross-sectional shape. Equation (1) gives the bending rigidity of an isotropic cylinder of constant diameter d

As a starting point for this discussion, each individual fiber can be thought of as an isotropic cylinder of constant diameter, so that equation (1) can be used. Applying an isotropic coating of constant thickness to a cylinder will increase the overall bending rigidity to an extent governed by the thickness of the coating and the Young's modulus of the coating.
In the case of MTES coating, the Young's modulus is 1.1–1.5 GPa, 31 which is very similar to the value of 1.4 GPa 30 reported for wool fibers (see Table 1). If the Young's modulus values are taken to be the same, and assuming that the MTES coating completely and uniformly coats the wool fiber, and that the fiber-to-MTES bond is strong, then the increase in bending rigidity can be thought of as simply due to an increase in the effective diameter of the fiber. For example, applying a uniform MTES coating of 0.5 µm thickness (this value suggested by the FESEM images) on a 30 µm diameter wool fiber will increase the second moment of area from 3.98 × 10−20 to 4.53 × 10−20 m,4 which is an increase of 14.0%. Thus, the bending rigidity will also be increased by 14.0%.
The simple model of a concentric coating on a cylinder can also be applied for the Hercosett coatings. However, the Young's modulus of Hercosett is 0.0027 GPa, 32 which is very different to that of wool fibers (see Table 1), and so the simplification used above for the MTES, that the coating and fiber have the same Young's modulus, is not valid. Although a simple bending model could be mathematically derived for a concentric coating on a cylinder of differing Young's modulus, the very low Young's modulus of the Hercosett (it is only 0.2% of the value for wool fibers) indicates, qualitatively, that a thin coating of it (again, for example, a 0.5 µm thick coating on a 30 µm diameter fiber) will not significantly affect the overall bending rigidity of a fiber.
The preceding arguments suggest that a 0.5 µm thick coating of MTES on a 30 µm fiber will increase the bending rigidity by 14%, whereas a Hercosett coating of the same thickness will have an insignificant effect. However, these predictions do not agree well with the bending rigidity values measured for the coated fabrics (e.g. 17% increase for MTES and 67% increase for Hercosett at the highest application levels). Furthermore, it is apparent from the FESEM images (Figures 4–7) that the coatings are nowhere close to giving uniform coverage of the fibers in the fabric, so any effects of the coatings on fiber bending rigidity would be expected to be even lower than those predicted by the simple cylinder bending model.
Since uniform coatings of specific thickness do not occur with either MTES or Hercosett coatings, the concept of a uniform coating thickness is not applicable. As the level of coating solids (i.e. % omw) increase, the area of coverage increases, especially at the scale edges (Figure 8), and contact points between fibers. An explanation for the much higher than predicted bending rigidities of the coated fabrics is given by consideration of the actual structure of the wool fibers and the interaction of the coatings and fibers in the fabric. These are considered below.
When a wool fiber is extended, the cortical cells (comprising the bulk of the fiber) stretch but they are not displaced relative to each other.
35
In contrast, individual cuticle cells (known commonly as cuticle scales) on the fiber surface are largely inextensible and move relative to each other during fiber extension.
35
Thus, the deformation of a fiber during bending can be visualized as an overall bending of the mass of cortical cells in the fiber as well as the sliding of the cuticle scales at the surface. Given that the coatings tended to wet the fiber surfaces quite well, and regardless of them giving only partial coverage of the fibers, it is plausible that the coatings can effectively “pin” or “glue” adjoining cuticle scales, thereby impeding their relative motion during bending. This mechanism is shown schematically in Figure 9. Impeding the relative motion of the cuticle scales would, in turn, significantly increase the bending rigidity of an individual fiber, and thus of the overall fabric.
Behavior of the surface of a coated wool fiber during extension.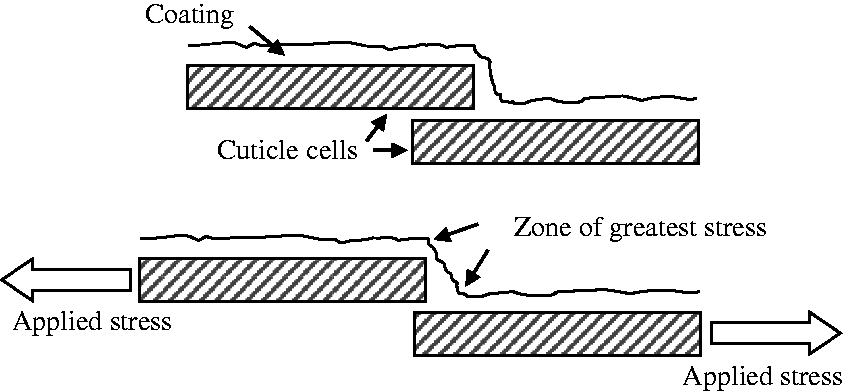
The cuticle pinning mechanism gives rise to four significant implications.
During bending of a cylindrical rod, the axial stresses (tensile and compressive) are greatest at the surface. Thus, pinning the cuticle scales at the fiber surface could be highly efficacious in increasing bending rigidity of the overall fiber. The increase in bending rigidity would not be strongly dependent on the Young's modulus of the particular coating. Instead, it would be dependent on the extent and strength of bonding between the coating and the fiber, especially at the junctions between adjoining cuticle scales. As already mentioned, the coatings wetted the surfaces of the wool fibers relatively well, and, as shown in Figures 4 and 7, coatings preferentially segregated to the step areas between adjoining cuticle scales, presumably in order to maximize coating–fiber contact area. Following from the above point, it is likely that complete coverage of the fiber surface by the coating is not needed for significant increases in bending rigidity. Even partial coverage of fibers would significantly increase bending rigidity. As the spaces between the cuticle cells comprise only 0.05% of the fiber surface area,
36
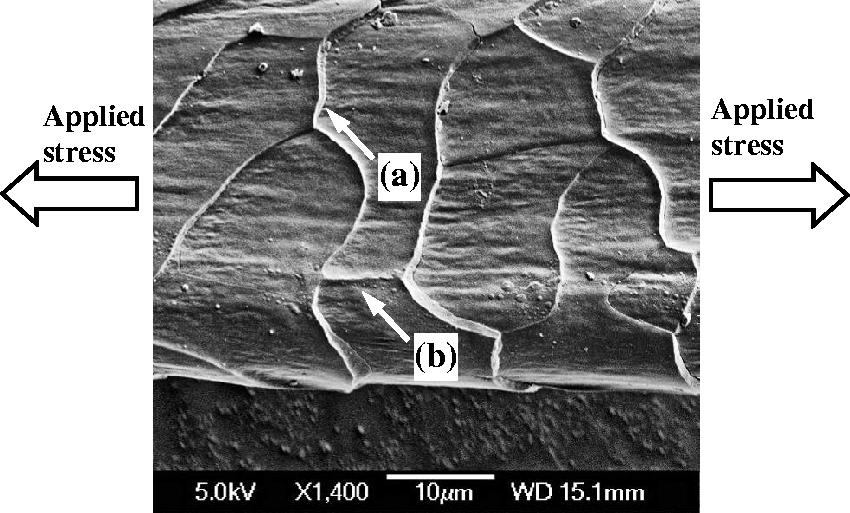
it is possible for a very small amount of coating to pin together a large proportion of the cuticle cells. As indicated in Figure 10, scale junctions aligned approximately to the axial (tensile/compressive) stresses during bending will experience mainly a tensile/compressive stress, whereas scale junctions aligned approximately 45° to the applied stress will be in shear.
SEM image of an unextended wool fiber, showing locations of scale edges likely to experience high tensile stress (a), and high shear stress (b).
In addition to the possible effect of the coatings on the individual fibers, consideration can also be given to their effect on the overall fabric. At levels of 1% omw and less, the coatings tended to be present as small discrete particles on the fiber surfaces, as well as being concentrated at the cuticle scale edges (see Figure 4(a)). There is also evidence of coatings giving small areas of fiber-to-fiber bonding (see Figure 4(b)). At these levels of coating, the increase in fabric bending rigidity is attributed mainly to the cuticle scale pinning mechanism, and there is little apparent difference in bending rigidity between the MTES and Hercosett coated fabrics. As already outlined, this may be because the pinning effect is not reliant on the Young's modulus of the coating, but rather just that the coating wets the surface (which is the case for both types of coating). For coating levels above 1% omw, the extent of fiber-to-fiber bonding imparted by the coatings visually increased, especially between adjacent parallel fibers. The fiber-to-fiber bonding, in turn, should make the fabric more rigid by making it more difficult for fibers to move relative to each other when the fabric is deformed. This mechanism is considered to be responsible for the progressive increase in bending rigidity of the fabric with increasing levels of coating. At the higher levels, the bending rigidity of the fabrics coated with Hercosett is significantly higher (by ∼30%) than those coated with MTES. This is despite the Young's modulus of the Hercosett being only about 0.2% of the value for MTES and wool fibers. Again, this indicates that the Young's modulus of the coating has no significant effect on the bending rigidity, in this case, of the fabric overall. The higher bending rigidity imparted by the Hercosett coatings at high add-ons may be due to this coating tending to have a greater affinity for the surfaces of the wool fibers than the MTES, hence leading to a greater extent of fiber-to-fiber bonding. However, the latter was not visually apparent, nor was any attempt made to quantify it.
Hercosett is applied to wool fabrics at levels between 1% and 2% solids omw in commercial processes to reduce felting shrinkage, 1 therefore the degree of bending rigidity imparted to fabrics by such treatments must be considered acceptable, at least for some applications. The fact that MTES coatings imparted similar, and in some cases, lower fabric bending rigidity than the Hercosett coatings, suggests that the MTES coatings imparted acceptable bending rigidity and thus have the potential for practicable application to wool fabrics. More generally, this discussion illustrates that many factors need to be considered when analyzing the effects of coatings on assemblies of extensible fibers, particularly heterogeneous fibers such as wool. This discussion also highlights two factors that make it challenging to coat wool fabrics without causing large increases to bending rigidity, namely, the pinning of the cuticle scale junctions, and inter-fiber bonding. Furthermore, this work shows that increased bending rigidity of a fabric due to coatings cannot be avoided simply by using coating materials with very low Young's moduli. Rather, treatments could be engineered to coat individual fibers in a fabric, without inter-fiber bonding, by, for instance, applying multiple coatings, each with low solids contents. 37 Another approach is to utilize discontinuous coatings, as they cause less pinning of scale edges than continuous coatings. Examples of discontinuous coatings currently used on textiles include microcapsules that are applied to fabrics to impart resistance to microbes and increase heat capacity, 38 and particulates applied to carpets to impart resistance to soiling and fiber shedding. 3 Although increasing the bending rigidity of upholstery and apparel fabric is usually undesirable from the perspective of personal comfort, it may be advantageous for some technical textiles, such as awnings, filters, and geotextiles.
Conclusions
This study has shown that MTES coatings of up to 3% solids omw can be applied to woven wool fabric without the fabric becoming unacceptably rigid, as judged by comparison with Hercosett coatings of the same levels, on the same fabric. Neither the MTES or the Hercosett coatings uniformly covered the fibers in the fabric, and the significant increases in fabric bending rigidity that were observed can be explained by the coatings effectively pinning the edges of the wool cuticle scales and by the introduction of inter-fiber bonding. Both of these effects appear to be independent of the Young's moduli of the coating materials.
It is well known that the introduction of fiber-to-fiber bonding increases the bending rigidity of fabrics, but to our knowledge, the mechanism of “pinning” the cuticle scale edges of wool has not been identified before. The best coatings for wool for many applications may well be those that do not introduce inter fiber bonding, and which are discontinuous (to minimize the “pinning” of scale edges). It is hoped that the insights developed here will contribute to the development of approaches to minimize the effect of sol–gel hybrid organic–inorganic coatings on the bending rigidity of fabrics, and thereby assist the development of practicable sol–gel coatings for textiles.
Footnotes
Acknowledgements
The authors would like to thank Gail Krsinic of Advantage Networking for conducting the field emission scanning electron microscopy, and emer. Prof. Mike Pailthorpe of the UNSW for many useful discussions.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by The New Zealand Foundation for Research Science and Technology (grant WROX303), and AgResearch Core Funding.