
Abstract
Nowadays, artificial leather is an important commodity in daily life, especially in the fields of apparels, stationery and furniture. However, due to the maturity of producing technology and market segmentation, the industry trends to be saturated. Leather product manufacturers face intense competition and increasing production costs to survive on feeble profits. Thus, everyone is seeking a solution to break this predicament. Thanks to technical advancement and diversified intelligent electronics, a promising market opportunity has emerged that looks for innovative functional leather. This leather can exhibit high thermal conductivity and act as an essential component of electronic outside packages to prevent over-heating.
This study aims to develop a high thermal conductive artificial leather (HTCAL). It incorporates smart electronic textile material (conductive yarn) into traditional artificial leather production through modifying the material and structure of its base layer. The result showed that the thermal conductivity of HTCAL was improved by 19.6% and, when wearing directly, a significant temperature gap between skin and the inner side of the leather occurred, which could offer a comfort cool feeling when worn in summer. This approach is a breakthrough to seize a new opportunity and offer an advancing direction. Further, this HTCAL can free the industry from periodical demand restriction, that is, seasonal limitation, and broaden product research and development into more fields. Thus, this approach can not only improve manufacturers' competitiveness and break them out of the current predicament, but also it creates new business opportunities.
Since the 1950s, artificial leather has been in mass production and been applied in both industrial and commodity utilization. During this 60 years, extensive researches have been conducted to improve the productivity and quality and different special functional artificial leathers were developed to cater for market segmentations. Through those improvements, artificial leather is more similar to natural leathers now than ever before, in terms of both mechanical properties and functionality.1,2 Nowadays, researches to explore new functionalities of artificial leather are still being carried out. The existing special functions include fire-retardant and thermal insulation, thermo-regulation, phase changing functions, breathability, waterproof, oil-proof and anti-static functions, self-cleaning and oil-repellent functions, antibacterial and poly-silicone functions, etc.3–7 Therefore, artificial leather is an important commodity in daily life to be utilized in a multitude of areas, such as footwear, clothing, furniture, luggage, appliances, electronic accessories, etc.
However, leather manufacturers have recently become more concerned about the future due to the emerging challenges, such as oversupply of similar/low-tech products, insufficient water/power supply, government environmental and economic regulations, competitive devaluation, etc. These challenges all trap the industry in a precarious situation. 8 Therefore, research and development (R&D) still needs to be continuously carried on and be targeted at the latest socio-cultural trend, to explore new business opportunities and to enhance the competitiveness of manufacturers.9,10
Thanks to the unceasing progress of information technology and plenty of diversified intelligent electronics in this era, a promising market emerges in which a new kind of high thermal conductive artificial leather (HTCAL) is in need to be an essential component of protective casing or outside packaging of intelligent electronics to prevent the over-heating problem. Therefore, this study is a pilot exploration on developing this HTCAL through a novel approach that combines smart conductive textile material with traditional artificial leather production technologies.11–13 Meanwhile, the existing researches on functional development of artificial leather are limited to improving its thermal insulation. Therefore, this research breaks the old boundary to improve the leather thermal conductivity to provide more possibilities for new product design.
Further, the traditional leather industry is closely influenced by periodical demand, that is, seasonal and climatic limitation, so that the main sales are generated in the winter period. This new HTCAL can break this circle and its application could be expanded into more fields. Thus, this technology can not only improve manufacturers' competitiveness but also break out of the current predicament, but also create new business opportunities.
Experimental design
Based on the two-layer structure of traditional artificial leather, which is composed of a base layer textile fabric and polymer resin layer, the new high thermal conductive function would be achieved by modifying the base layer in the aspects of both material and structure, to facilitate thermal energy transfer from one side to the other (Figure 1(a)).14,15
(a) The proposed method for improving the heat transferability of artificial leather. (b) Materials for base layer fabrication: (1) silver-coated conductive yarn (SCCY); (2) polyester yarn. (c) Scanning electron microscope image of SCCY.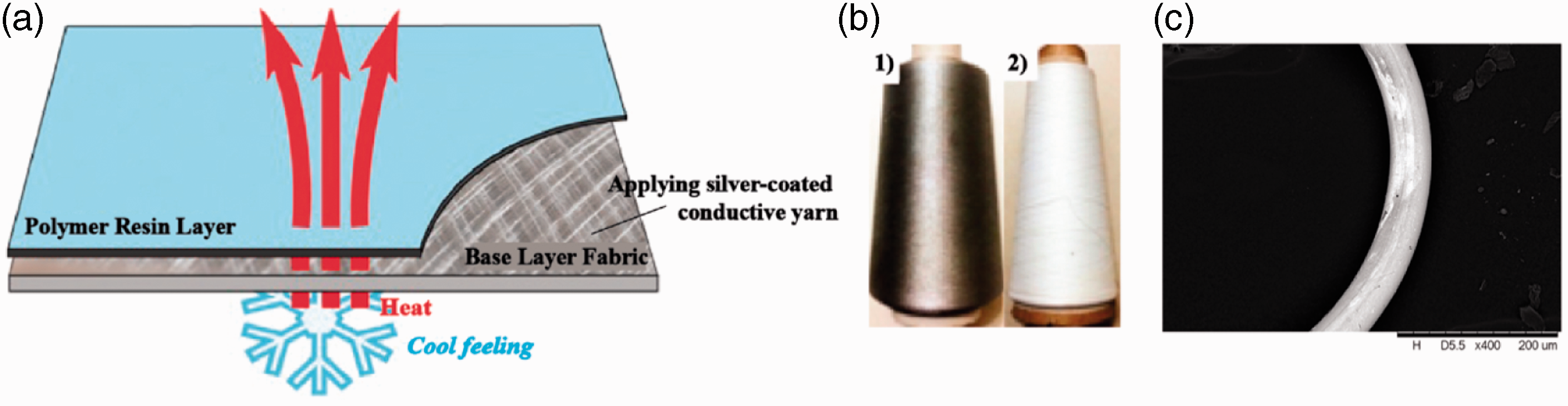
Materials
Base layer – textile materials
An innovative silver-coated conductive yarn (SCCY; Figure 1(b1)) (Statex, Germany, count 22/1 dtex/single filament) was utilized for new base layer fabric development, to facilitate the thermal energy transfer. This SCCY has 99% pure silver plated onto its core nylon 66 filament (Figure 1(c)). Meanwhile, a traditional polyester yarn (100D, Figure 1(b2)) was also utilized together with SCCY to develop control and experimental base layer fabric samples.
Resin layer – polymer materials
Material for the polymer resin layer

Equipment
Textile equipment
A STAUBLI F-69680 high-speed jacquard machine was utilized to develop base layer fabric samples (Figure 2).
STAUBLI F-69680 high-speed jacquard machine.
Polymer equipment
Equipment for the resin layer film

Sample design
Base layer – textile fabric modification
The structure arrangement of SCCY and polyester yarns in different base layer fabric samples are shown in Table 3 and Figure 3. Sample 30P was the control sample, which was made by 100% polyester yarns. In the sequence of Samples 30 P-S, 30S and 60S, the density and content of SCCY increased gradually.
Four base layer fabric samples with gradually increasing silver-coated conductive yarn (SCCY) content and density. Parameters of the base layer samples SCCY: silver-coated conductive yarn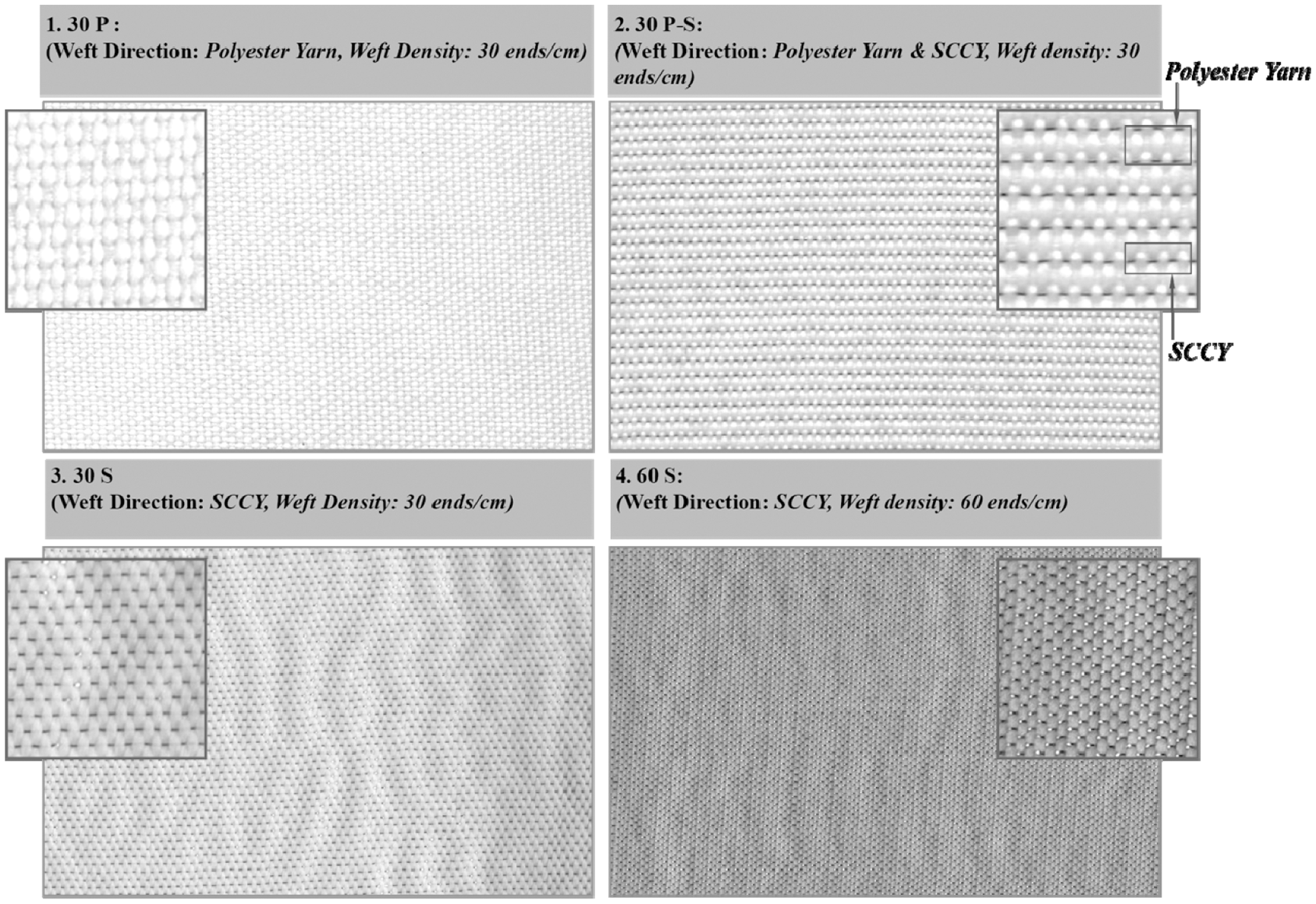

Artificial leather samples – based on the four base layer samples
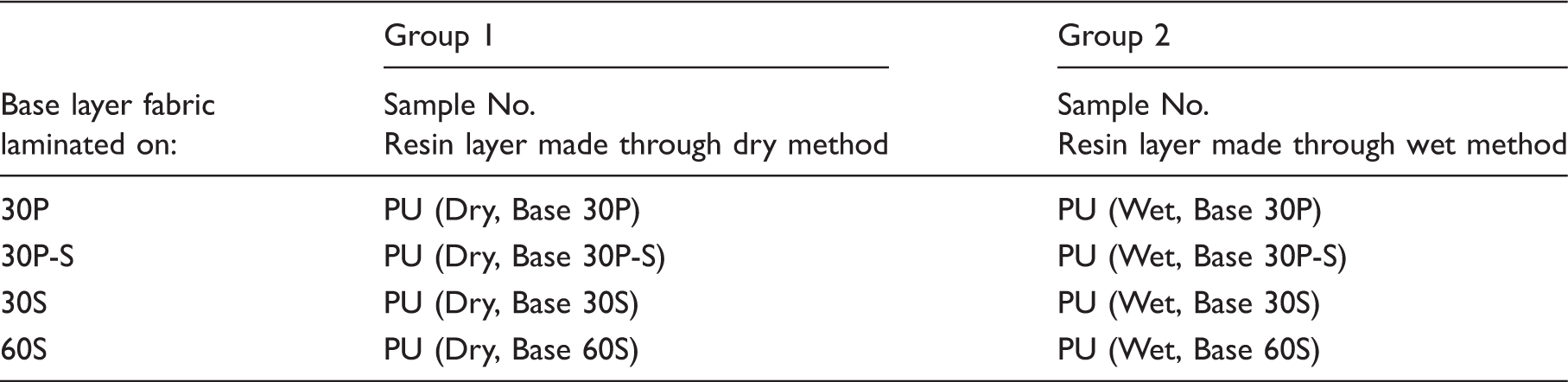
The four kinds of high thermal conductive base layer fabric samples were utilized to develop complete artificial leather samples (with the resin layer laminated on) through both dry and wet methods, in order to evaluate the contribution from the base layer modification to the improvement of the performance of the whole artificial leather. Thus, two groups of artificial leather samples were developed (Group 1: dry method group & Group 2: wet method group). The procedures of these two production methods are elaborated in the following.
Dry method
The dry method is an indirect production method (Figure 4(a)).
16
Polymers (XCS-2023S and XCS-2045B) were mixed and stirred at high speed for 15 min; they then went through centrifugal defoaming. Then, the mixture was laminated onto release paper by a roller. The coating thickness was controlled at around 0.10 mm. The samples were dried at 120℃ for 10 min and a thinner polymer layer (the same mixture, in 0.05 mm thickness) was coated on to the previously dried resin layer. It was dried only for 1 min at 120℃ to ensure it was still in the semi-liquid condition. Afterwards, the modified base layer fabric samples were laminated onto the thinner resin layers. Finally, they were dried at 100℃ for 10 min and the complete artificial leather samples with four different base layers through the dry method were obtained (Table 4).17–19
Steps of artificial leather production through (a) the dry method and (b) the wet method. Artificial leather samples made through dry and wet methods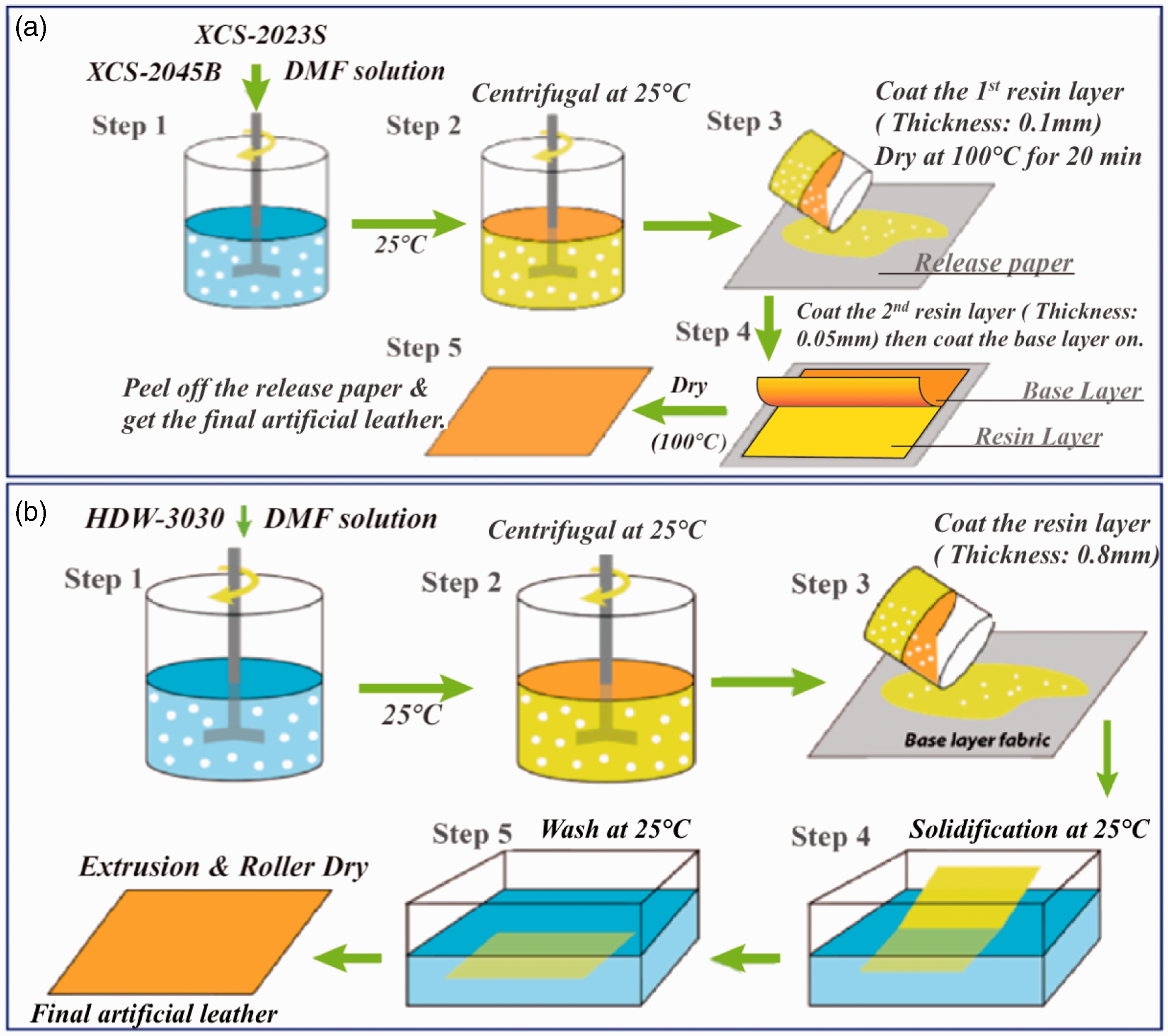
Wet method
Unlike the dry method, the wet method is a direct production method. The steps were shown in Figure 4(b) and the samples are listed in Table 4. In the wet method, polymer (HDW-3030 100g) and dimethylformamide (DMF) solution (55 g) were mixed to prepare the paste (with 1.5 g SP-80 and 1.5 g PS-18 penetrant added) of resin layer firstly. The paste was stirred at high speed for 30 min to ensure it centrifugally defoamed. The paste was coated onto the previous four different base layer fabric samples within 0.8 mm thickness. Those semi-products were immersed into water for 5 min to solidify. Finally, the solidified samples were washed under 50℃ clean water for 10 min, then went through a rolling wash twice (pressure: 2 kg) and were dried at 100℃ for 60 min. Complete artificial leather samples with four different base layers through the wet method were obtained.
Evaluation method
In order to evaluate the thermal conductivity of the modified samples objectively and quantitatively, three evaluating systems, (1) thermal conductivity (k) and Q-max (warm/cool feeling) testing, (2) and infrared radio (IR) thermal imaging system and (3) wear trials (temperature sensor system), were established to verify the achievement of HTCAL.
Thermal conductivity (k) and Q-max (warm/cool feeling measurement) testing
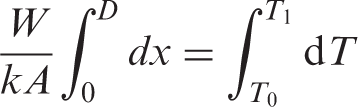
All base layer fabrics and artificial leather samples were conditioned for 24 h under standard conditions (21.1℃ ± 2℃, 65% ± 5% relative humidity (RH)) prior to testing. The sample thickness was measured by an SDL thickness gauge. The thermal conductivity and Q-max of samples were tested by a KES-F7 Thermo Labo II thermal prosperity measurement instrument (Kato Tech. Co., Ltd, Japan), as illustrated in Figure 5. The temperatures of the hot plate (BT-box, Figure 5(b); area: 5 × 5cm2; mass: 150 g; pressure: 588 Pa) and cold plate (Water box – constant temperature box, Figure 5(b)) were controlled at (30 ± 0.3)℃ and (20 ± 0.3)℃ differently. The testing samples were laid between the Water box and BT-box with heat flow loss W (watt) of the BT-box measured when reaching a constant value. Based on Fourier heat conduction equations (equation (1)), the rate of heat flow W is proportional to the cross-section area A and temperature gradient (a) KES-F7 Thermo Labo II instrument. (b) Magnified image. (c) Schematic diagram.
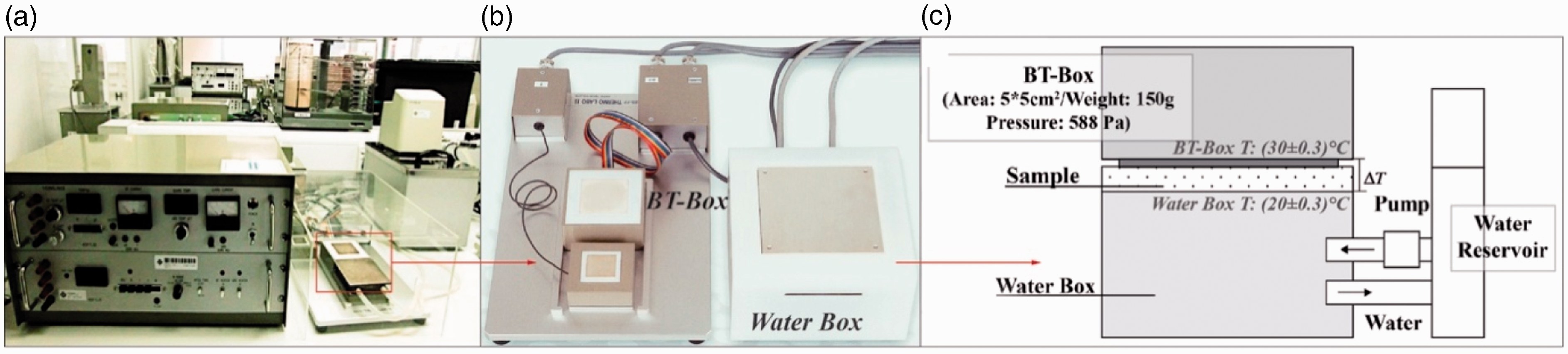
Due to the boundary condition of the equipment setting, the thermal conductivity k (W/m·K) can be calculated (equation 2) as follows


Q-max (w/cm2) was measured by building up the heat in a solid copper plate (0.41855 J/ºC) with 9 cm2 of area and 9.79 g of mass, to measure the stored calories passed to the lower temperature side on touching the upper surface of sample. The peak value (reaching the peak in 0.2 s after contact by the filter) of the moved heat current is the Q-max, which can directly differentiate the warm–cool feeling at instant touching. 20
Infrared radio imaging system
An intelligent electric-thermal fabric21–26 (Figure 6(d)) can reach a constant surface temperature under 8 V, 0.87 A after 30 min. It was used as a heat supplier. Three groups, (a) the group of base layer fabric samples, (b) Group 1 – artificial leathers made through the dry method (with different modified base layer fabrics) and (c) Group 2 – artificial leathers made through the wet method (with different modified base layer fabrics), were laid on the heat supplier in sequence for 10 s with their surface temperatures recorded by a FLIR E60 Infrared Camera (Figure 6).
(a) Constant heating devices structure. (b) FLIR infrared camera. (c) Heating power supplier. (d) Constant heating fabric.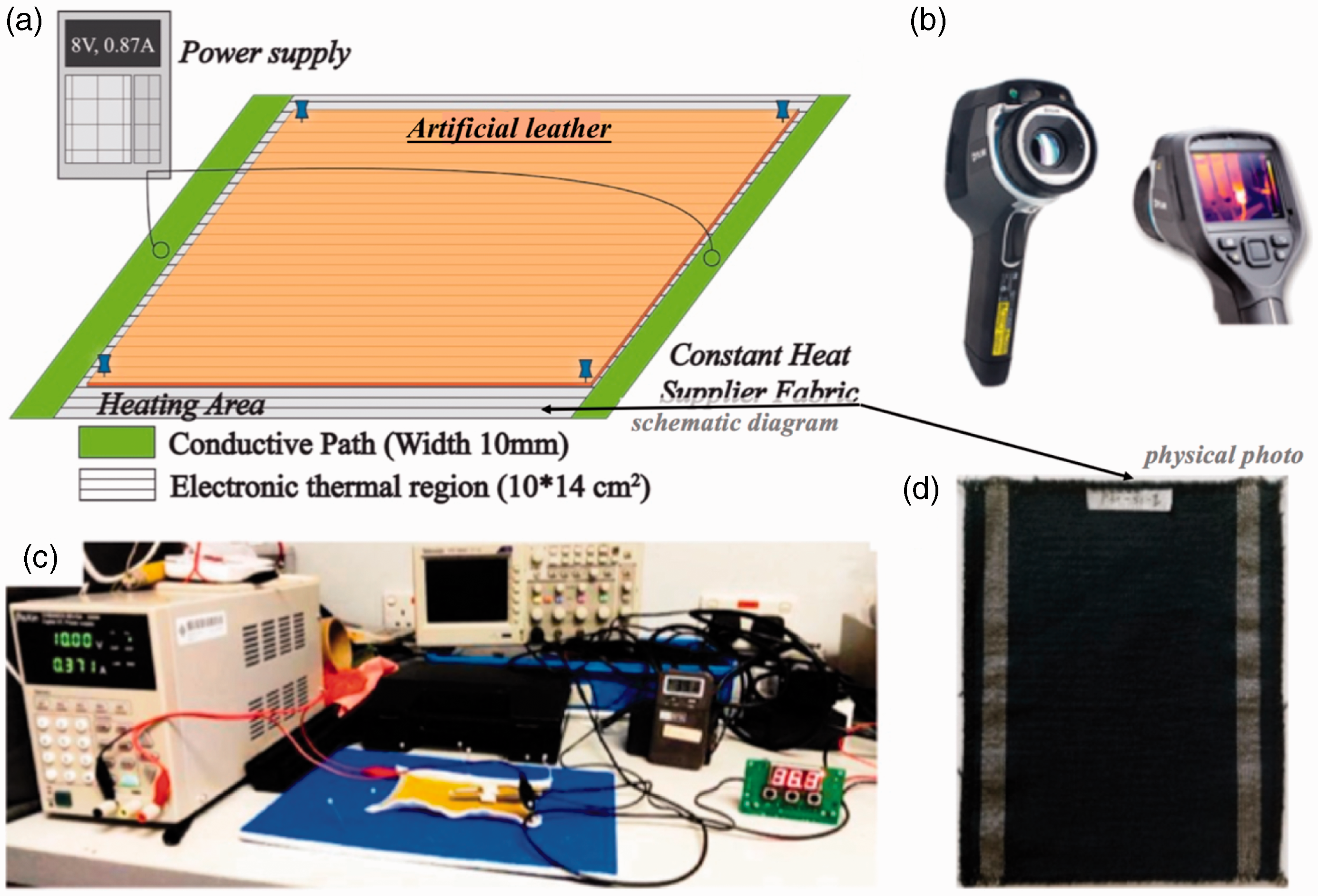
Wear trial (temperature sensor system)
To simulate the real circumstance when wearing the proposed HTCAL, two wear trials were conducted to compare the modify effects.
Wear trial I
Subjects under standard condition (T 21 ± 2℃, RH 65 ± 5%) wear a special designed symmetrical vest. The vest was slim fit, patterned based on Standard Size 160/85A (Model Size 10, Female) and the subject's height was 160 cm and chest width was 85 cm. The subject wore the vest without any intimates, directly contacting the vest and reached a stable status after 10-min wearing. The symmetrical vest had specific areas switched by two different base layer samples and two artificial leather samples (Figure 7). IR images were taken to record and compare the surface temperatures at these specific areas. The comparison was made to evaluate the improvement effects of modified base layer textile fabrics. Meanwhile, two parts at the front side were replaced by (1) a modified artificial leather sample based on 60S base layer fabric made through the wet method and (2) the control sample. The artificial leather made through the wet method had softer hand feeling, so it was more suitable for apparel development.
Wear trial illustration (T gap between the skin and inner side of the vest).
Wear trial II
The T gap between the inner side of the artificial leather vest and the skin surface can directly determine the heat exchange between the human body and outside micro-environment and the warm–cool feeling of subjects. In order to evaluate this T gap, eight points, allocated as shown in Figure 7, were selected to detect the T gaps during 10 min of wearing trial. The wear trial was repeated three times. The temperatures of eight testing points were recorded every 5 s and the average temperatures during the experiment period were calculated.
Results and discussion
Thermal conductivity (k) and Q-max (warm/cool feeling measurement) testing
Base layer fabric samples
The thermal conductivity (k) and Q-max of the base layer fabric samples, 30P, 30P-S, 30S and 60S, were evaluated. Thermal conductivity (k) is an index to directly indicate the heat transferability of the material, while Q-max is a surface thermal transport index to indicate the instant warm/cool feeling when skin contacts directly with the material.
Comparing the increasing density pattern of SCCY in the base layer samples (from 30P to 60S) to the k and Q-max testing results (Figure 8(a)), both the k and Q-max values increased gradually. It positively correlated with the SCCY density increasing trend. Compared with the blank base layer control sample 30P (with none SCCY embedded), the k value of sample 60S (with the highest SCCY density and content) increased by 9.6% and the Q-max value increased by 5.6%, indicating that thanks to the higher SCCY density and content, base layer fabric 60S had a cooler hand feeling and better capability to transfer thermal energy from one side to the other. Moreover, SCCY was spun directly in the form of one fine filament (22/1 dtex), enabling it to be easily laid into other kinds of textile development to improve the performance of heat transferability. Thus, there would be a potential market for the wide applications of SCCY in the textile industry.
(a) Thermal conductivity (k, W/m·K) and Q-max (w/cm2) testing result of four base layer samples. (b) Thermal conductivity (k, W/m·K) and Q-max (w/cm2) of artificial leather samples.
Artificial leather samples
The two groups of artificial leather samples (Group 1, dry method group and Group 2, wet method group) had their k and Q-max tested as well (Figure 8(b)). The result reflected the greater contribution from higher SCCY densities and contents laid-in base layers to the performance improvements of complete artificial leather. Both indexes, k and Q-max value, of artificial leathers increased gradually with the increasing-density of SCCY and the increasing content of silver in these two groups separately. This result showed the same tendency as that of base layer fabrics. The thermal conductivity (k) of the proposed HTCAL, which is based on 60S base layer fabric, was improved by 19.6%. In addition, its Q-max was improved by 43.4%, compared to the control sample. The significant effect of SCCY laid-in was re-confirmed. Because this approach was based on current production methodology, no extra technology transferring cost was generated and it could be directly applied into industrial mass production.
However, different production methods induced different thermal conductive performances. Group 2 wet method artificial leathers had relatively higher k values compared to Group 1 dry method artificial leathers, when they had the same base layer fabric. The Q-max testing exhibited a contrast result that Group 1 dry method artificial leathers had higher Q-max values than the Group 2. The contrast results might be caused by the different thicknesses of the resin layer induced by the two production methods. However, the thicker resin layer of wet method artificial leathers provided a soft and velvet handle, which is an essential factor for wearing comfort. Considering different utilizing occasions, different production methods should be chosen to cater for consumers' preferences. Further, these two production methods could be combined to take their respective advantages to create an optimal HTCAL leather in future research.
Generally, HTCAL has great potential in a new market for various new product designs, because it can break the seasonal limitation of the traditional industry and generate new profit opportunities.
IR imaging
In order to simulate the circumstance when applying HTCAL into end consumer product development, such as iPhone/iPad cases, the process of heat transferring from one side to the other was mimicked and the leather surface T was tested by an IR imaging system. Figure 9 shows the IR images of three groups of samples: the group of base layer fabric samples, Group 1 – dry method artificial leather samples and Group 2 – wet method artificial leather samples. Because the thermal source (electric heating fabric) and the environment T were constant, according to equation (3), the final surface T of samples would be in proportion to their thermal transferability.
Infrared radio image records of base layer fabrics and artificial leather samples laid on the heating fabric.

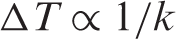
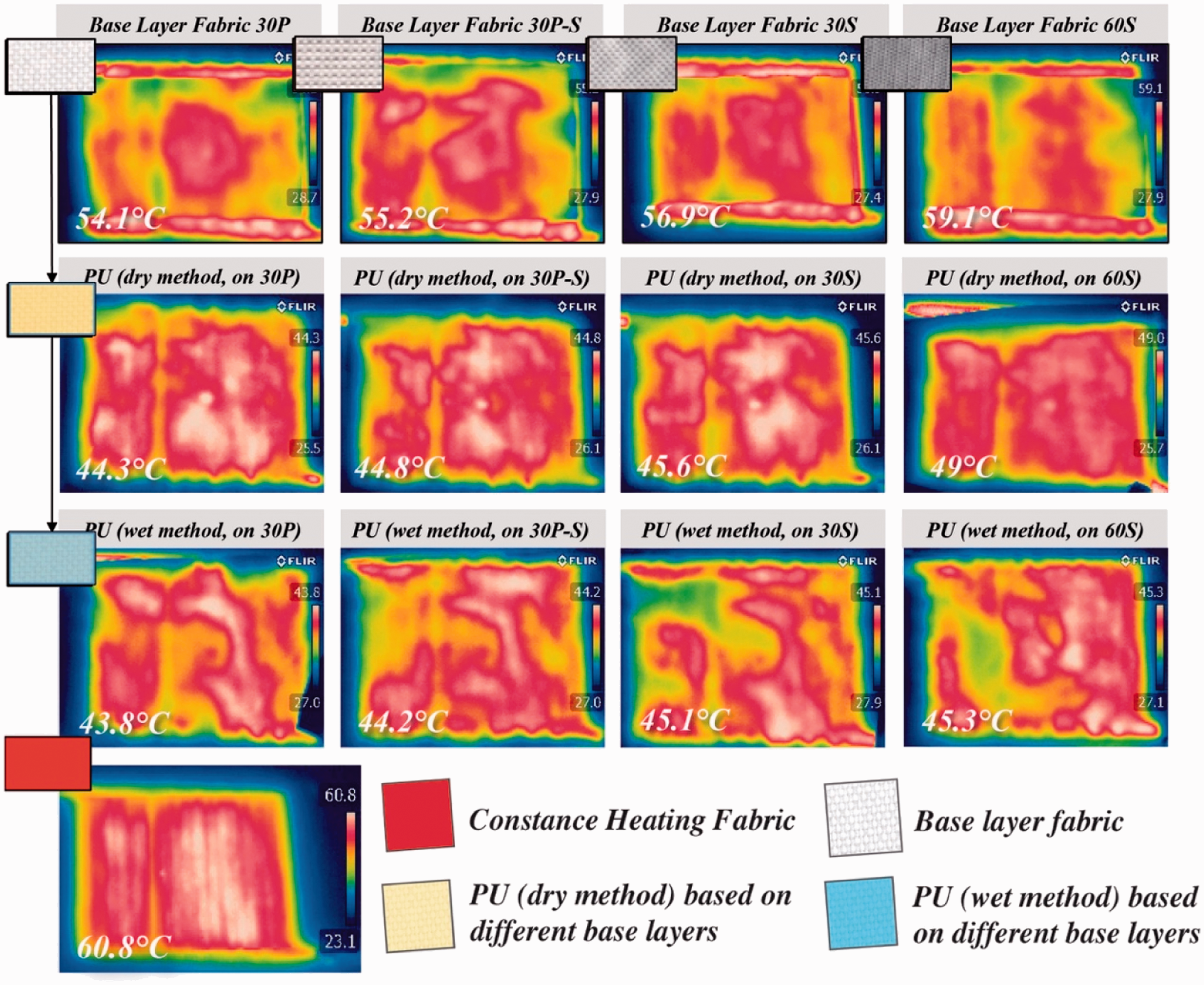
According to equation (3), the surface T would be higher when the sample had a larger k value. In this study, the surface T distribution image and the highest temperature Tmax of the constant electric heating fabric, base layer fabric samples and the two groups of artificial leather samples were recorded when the samples were heated for 10 s. The result is shown in Figure 9.
The highest Tmax difference between base layer fabric 60S and the control sample 30P reached 5℃. In the Group 1 dry method artificial leather samples, the Tmax gap between the control sample, PU (Dry, Base 30P), and experimental sample, PU (Dry, Base 60S), was 4.7℃; it was only 1.5℃ in Group 2 wet method artificial leather samples. These temperature gaps demonstrated that the heat transferability of the proposed HTCAL could be improved by laying SCCY into the base layer fabrication with high density and content. This modification could contribute an obvious improvement to the performance of both artificial leathers and base layer fabrics. The feasibility of the proposed methodology was proven.
Further, transferring the Tmax of these three groups into a linear graph (Figure 10), not only in the solo base layer fabric group, but also in the two groups of artificial leather samples, the higher the density and content of SCCY laid-in, the higher the surface Tmax would be. The correlation between the laid-in SCCY density and content and the heat transferability of base layer fabrics and artificial leathers was proven once again. From this linear graph, it can be seen that the heat transferability improved gradually with the increasing density of SCCY, and the improvement was more significant in Group 1 dry method artificial leather samples than Group 2 wet method artificial leather samples. This might be thanks to the smoother and more even surface appearance of artificial leather made by the dry method. Considering the relatively higher k value of Group 2 wet method artificial leather samples, different strengths of these two production methods and different utilization occasions should be considered and weighted in balance. A suitable production method should be chosen according to different product purposes. For example, when producing protective cases for electronic devices, a smooth and even surface appearance should be considered a priority and, accordingly, the dry method would be selected, and when making spring–summer leatherwear, softer hand feel should be the priority so the wet method would be selected instead.
The highest surface Tmax lines of the three groups.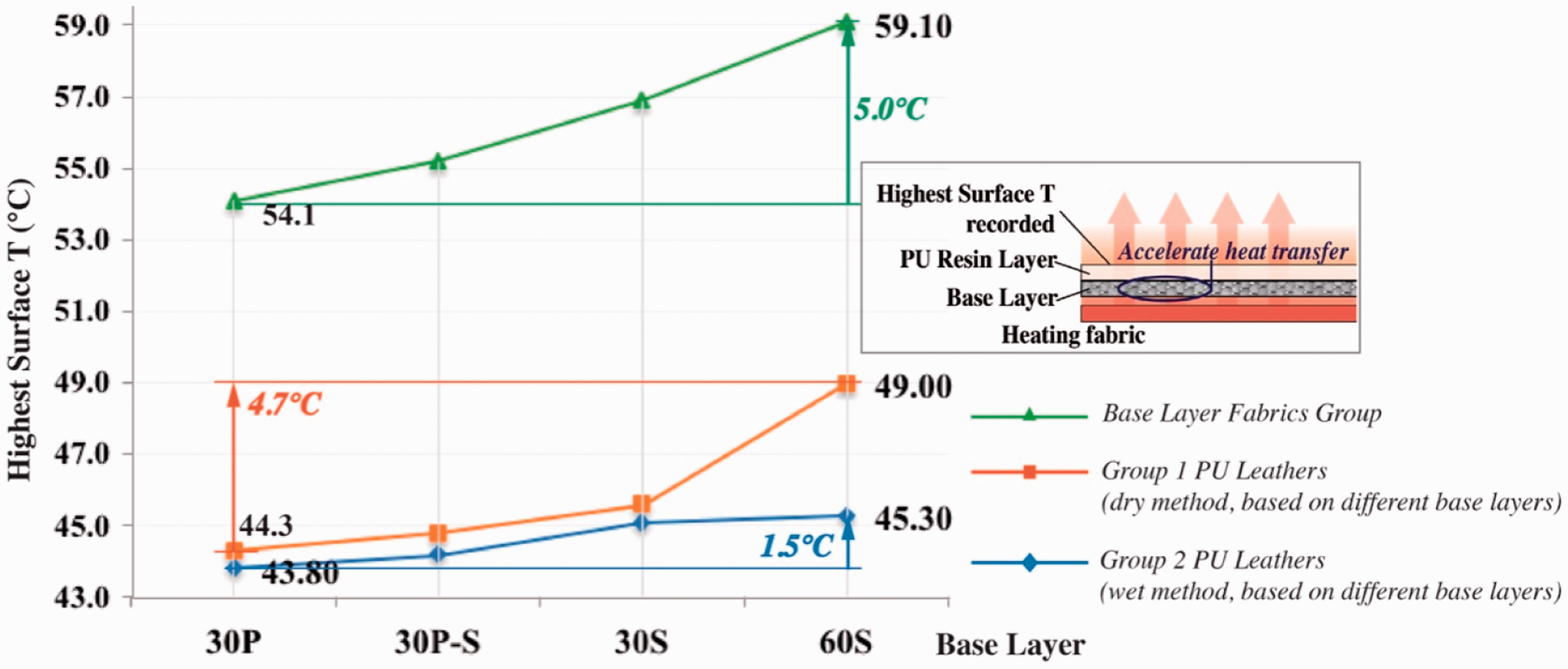
Wear trial
Wear trial I
Figure 11 shows the results of wear trial I. Comparing the two base layer fabric samples (30P and 60S) on the back, it was easy to tell that the average surface T of the right-hand side was higher than that of the left-hand side. This indicated that the base layer fabric had a higher surface T and better thermal transferability when it had a higher content and density of SCCY. The same circumstance happened on the front side, which demonstrated that thanks to the laid-in SCCY, the artificial leather sample with 60S as base layer could have better heat transferability as well. This wear trial mimicked the real circumstance when directly wearing the proposed HTCAL. In addition, its contribution to improving the thermal comfort of subjects had been proven.
Resting results of wear trials I and II.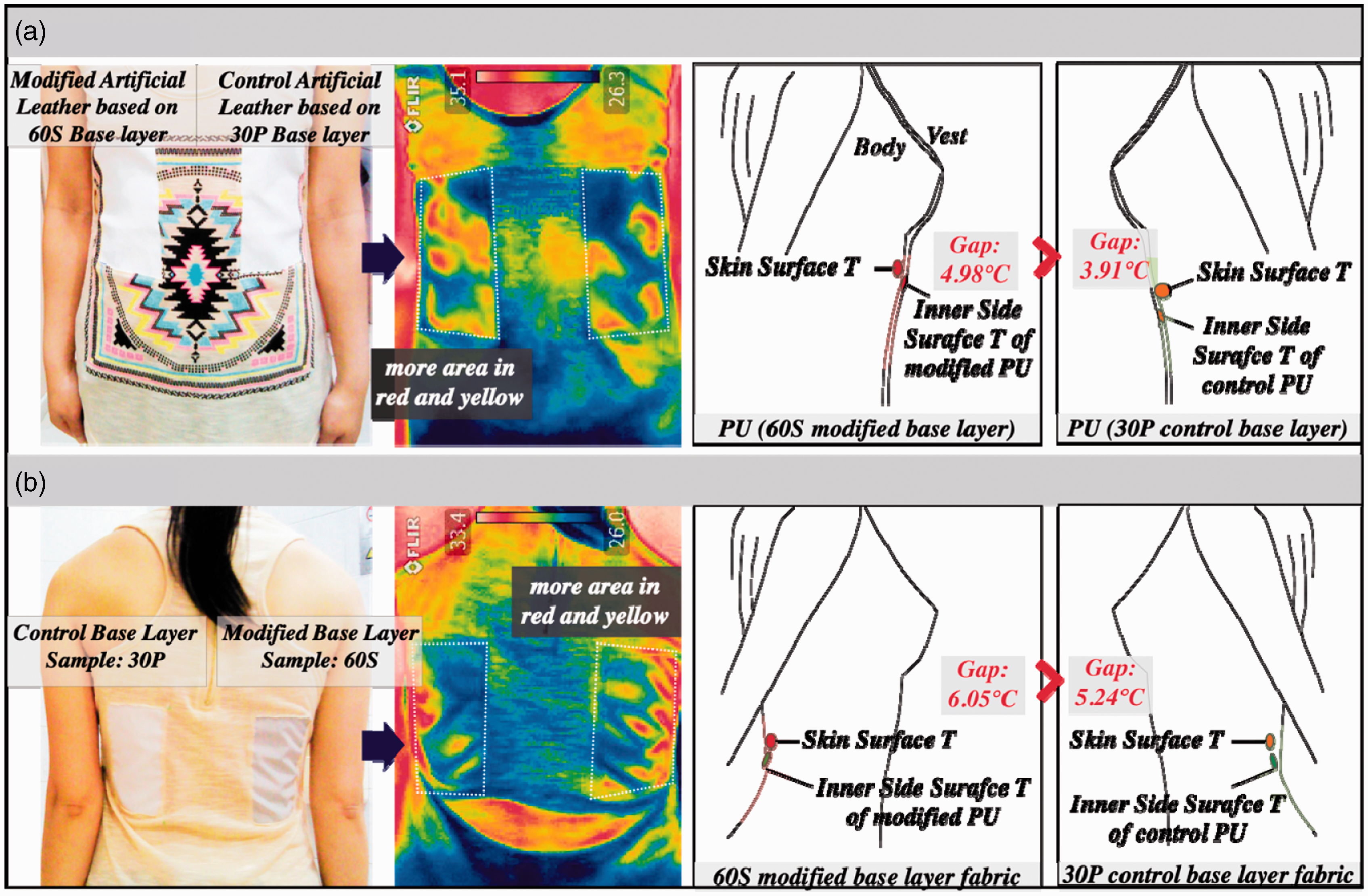
Wear trial II
Average testing results of skin surface T a and the inner side of the vest T b

Conclusion
In this research, based on the two-layer structure of artificial leather, composed of a base layer fabric and polymer resin layer, high thermal conductive SCCY was utilized in the base layer fabrication to improve the overall thermal conductivity of artificial leather. SCCY was laid into the base layer fabric with a high density and content. Through (1) thermal conductivity (k) and Q-max (warm/cool feeling measurement) testing and (2) an IR imaging testing system, the improvement effect from SCCY to the base layer fabric was confirmed.
Following this, two current mostly applied artificial leather production methods, the dry method and the wet method, were both applied to develop proposed artificial leather samples with modified base layer fabrics. These artificial leather samples were evaluated through the following: (1) thermal conductivity (k) and Q-max (warm/cool feeling measurement) testing; (2) an IR imaging testing system; and (3) a wear trial (temperature sensor system). The performance of the experimental samples was improved significantly, and the wearing thermal comfort was improved as well. Thus, the feasibility of the proposed methodology was confirmed. Different strengths of artificial leathers could be achieved by applying different production methods. Hence, an appropriate production method should be selected by considering different product purposes and occasions of use. For example, for spring–summer wear making, the wet method should be selected to enable artificial leather to be softer, while for electronic device design, the surface morphology is more important so the dry method will be more appropriate. In addition, the three evaluation methods to quantify the thermal performance improvement were well-established. They could be applied to assess similar thermal performances of other textile materials since there are few systematic methodologies to evaluate the heat dissipation of textile materials.
The proposed approach was developed based on the current most applied production technology. Considering similar materials and structure composites of different kinds of artificial leathers, this approach can also be applied directly for other kinds of artificial leather production with minor revision. Meanwhile, there would be no extra investment or cost generated for producing this new HTCAL and introducing the proposed technology. This research result could be directly converted into mass production. Further, this innovative HTCAL could be utilized for new product design and development to serve better product purposes, such as spring–summer wears, footwear, electronic accessories, car interiors, furniture, etc. These improved products could create more benefits for enterprises and maintain their competitiveness in fierce competition. Thus, there will be a promising potential market for this innovative HTCAL.
Future work
Considering the double-layer structure of artificial leather and only the base layer fabric modified here, there is still a blanket in improving the thermal performance of polymer resin layer and the laminating technology. Therefore, the thermal conductivity of artificial leather can be improved further and accordingly new production methodology can be developed.
Meanwhile, in order to cast a light on the future picture of this innovative HTCAL leather product application and convert this research result to profitable products and benefits more quickly, an industrial mass production technical manual can be developed to cater for different production purposes and more innovative conceptive product prototypes can be explored accordingly.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the ITF Project ‘A Novel Approach in Heat Transfer Function of Artificial Leather’ (Tier 3/Seed Project; Period: 2013 -2014, Project number: ITS/037/12).