
Abstract
In this study, a three-layered composite structure based on spacer fabric was designed for absorbent wound dressings. The fabrication and selection of spacer fabrics were discussed in Part I. In this part, two selected spacer fabrics were further modified by covering a polyurethane or a polystyrene electrospun nanofibrous membrane onto their outer layer surface to form the final spacer fabric-based dressing products. In order to confirm the performance of these new spacer fabric-based dressings, the comparisons were conducted with three types of commercial wound dressings. The comparison indicators included the water contact angle, wettability, absorbency, air permeability and water vapor transmission rate. The results showed that in addition to very good water vapor and air permeability, the developed spacer fabric-based dressings had better absorbing properties than commercial foam dressings. Furthermore, their wettability was also good for application as wound dressings. The study has paved a new way to produce advanced wound dressings using three-dimensional textile structures.
A composite structure for wound dressing was designed in Part I. The structure was designed as a three-layered one that includes a hydrophobic wound contact layer, an absorbent middle layer and a waterproof outer layer. In Part I, the spacer fabric structure, which is used as the backbone of the composite wound dressing, was fabricated and selected. In this part, the final spacer fabric-based dressings will be obtained by covering a layer of electrospun nanofibrous membrane on their outer layer surface to increase their waterproof property. As the spacer fabric-based dressings are intended to apply for exuding wounds, a comparison with similar products on the market is necessary.
Dressings are classified according to the types of wound and wound management in order to meet different applications.1–3 The dressings developed in this study are mainly used in the exuding period of the wound healing process. The wound exudate is produced by vasodilation during the early inflammatory stage of healing under the influence of elevated levels of inflammatory mediators and activators, such as histamine and bradykinin.4–7 The main component of exudate is water, but it also contains electrolytes, nutrients, proteins, inflammatory mediators, proteases, growth factors and waste products, as well as white blood cells.3,8,9 An excessive exuding wound may prevent cell proliferation and lead to maceration and excoriation of skin. 9 Thus, the main task for an absorbent dressing is to reduce the exudate level.
Traditionally, cotton gauzes are applied to dressings because they are soft and flexible and have a good absorption property. However, cotton gauzes allow moisture to evaporate from the wounds, making them dry without maintaining a moist environment for facilitating wound healing. In addition, cotton gauzes are easily adhere to the wound and require frequent changes, causing trauma and pain to patients.10–12 For heavy exudate wounds, foam dressings and alginate dressings are often used because they are highly absorbent. Foam dressings are generally made from hydrophilic polyurethane (PU) foam and have different absorption rates depending on their composition and thickness. 13 Highly absorbent foams may reduce the frequency of dressing changes. Some absorption capacities can be up to seven days. 14 Mixed cell foam with increased speed of fluid uptake provides cushioning and protection, and fast absorption and vertical wicking to reduce the risk of maceration to the adjacent tissue. Nonetheless, the prices of commercial foam dressings are very expensive, usually dozens of times higher than normal cotton gauze, which limits their utilization, especially in developing areas. 15 Alginate wound dressings are non-woven materials made of soft fibers derived from brown seaweed. When placed within the wound bed, alginate dressings react with serum and exudate via exchanging sodium ions with calcium ions exuded from the wound. 16 The ion exchange with exudate forms a fibrous gel, which can provide a moist and warm wound environment. As alginates are highly permeable and non-occlusive, a secondary dressing is normally required. The most commonly used secondary dressing is gauze.17–19 However, the majority of alginate dressings may trap bacteria, often giving rise to wound malodor and bringing an unpleasant experience to patients.
The main limitations of the currently available dressings for heavy exudate wounds can be summarized as follows.3,4,20–22 (i) The majority of high absorbent dressings are made of foams, alginate, hydrogel, hydrocolloid, etc., and cannot retain their original shape or integrity during use. Therefore, cleaning or washing to remove the remnants of such dressings left in the wound is required. 23 (ii) Wound malodor is partially caused by heat generation from skin and poor air permeability. (iii) Low extensibility reduces the comfort when applied to a joint or a region of movement of the body. (iv) Limited shapes and sizes lead to dressings fitting less compactly. (v) Some of them are adherent to the wound, causing trauma and pain on removal. (vi) The costs involved are high.
Although some compression bandages were developed based on spacer fabrics, few applications for absorbent dressings using spacer fabrics have been reported. A multilayer compression bandage was developed according to the literature. 24 It consists of an inner wound facing layer that comprises a knit made of bacteriostatic viscose yarns; an intermediate layer 25 providing an auxetic effect; and an outer layer coated with adhesive. This three-layered structure, however, is separated instead of have integrity as in spacer fabric. In addition, some applications of spacer fabrics as absorbent medical bandages or wound dressings only focused on absorbency rather than moisture management and having a protective outer surface.26,27
In Part I, a new type of wound dressing based on spacer fabric structure was proposed, and spacer fabrics that could provide a moist environment to accelerate wound healing and could offer good permeability to avoid malodor and maceration have been fabricated due to their three-dimensional structure. As a wound dressing performs like a skin to prevent contaminated fluid and harmful substances having access to the wound, its protective function against water and other fluids is also required. Making the outer layer of a dressing waterproof can meet this requirement. Although waterproof products have been surveyed for many years, a great number of them, especially waterproof coatings, are non-permeable or have very low air and water vapor transmission. 28
It is found that the electrospun nanofibrous membrane formed by the electrospinning process can be highly permeable due to its special fibrous structures. Polystyrene (PS) nanofibrous materials have been reported to be superhydrophobic. 29 They can be a substitute for fluorochemical water resistant agents. A number of investigations on the electrospinning of PS have been conducted. Zheng et al. 30 found that the water contact values of electrospinning PS surfaces were in the range of 140–160°, varying with the fiber structures. Kang et al. 29 prepared the electrospun fibers from PS solutions made with several solvents, including tetrahydrofuran (THF), chloroform and N,N-Dimethylformamide (DMF), and the water contact angle of the PS film could reach 152°. In addition, PU materials are also water resistant. The PU-coated permeable textile generated a waterproof property higher than 10,000 mm H2O and water vapor permeability higher than 900 g/(m2 × 24 h). 31 The effects of concentration and instrument parameters on the morphology and diameter of electrospun PU were investigated in detail. 32 As PU foams are often used as wound dressings, they are a type of medical material without toxicity. Since water resistant surfaces with high water contact angles could be obtained by using PU and PS electrospun nanofibrous membranes, these two types of membranes were selected for covering on the surfaces of the spacer fabrics to prevent wounds from contaminated fluids in this study. Therefore, in Part II, the spacer fabrics selected in Part I were first modified by covering a PS or PU electrospun nanofibrous membrane to form the final spacer fabric-based dressings with improved waterproof function. Then, the obtained spacer fabric-based dressings were compared with commercial highly absorbent dressings to confirm the feasibility of using spacer fabric-based dressing to replace currently used foam-based and alginate dressings. As the electrospinning processes of PU and PS had been investigated in a number of previous studies, our study mainly focused on the properties of designed wound dressings, instead of the electrospinning processes of PU and PS.
Materials and methods
Fabrication of electrospun nanofibrous membranes
Two kinds of spacer fabrics, C4-1 and T4-1, were selected in Part I of this study. These fabrics were produced by using a single polyester/spandex (100D/40D) yarn to knit the two outer layers, and a 32S/2 bleached cotton or Tencel yarn to knit the spacer layer with a connecting distance of 4 needles, respectively. After knitting, the spacer fabrics were steamed and then conditioned at 20℃ and 65% relative humidity (RH) for a week. As mentioned above, PU and PS were selected for covering nanofibrous membranes onto their outer layer surfaces, respectively. While the wt 20% PS electrospinning solution was prepared by dissolving 20 g PS (average Mw ∼ 350,000, average Mn ∼ 170,000, purchased from Sigma-Aldrich Co., LLC) in 80 g DMF (GR grade, purchased from Duksan Pure Chemicals Co., Ltd); the wt 11% PU electrospinning solution was prepared by dissolving 10 g PU (average Mw ∼ 600,000, purchased from Hong Kong Hi-Tech Enterprises Ltd) in 90 g DMF. The fabrication process of the nanofibrous membrane on a spacer fabric is schematically shown in Figure 1. It was performed on an electrospinning apparatus purchased from Micro & Technologies Expert (TL-Pro), Shenzhen, China. As shown in Figure 1, the prepared solution was added to a 20 ml syringe, and the flow rate of 1.1 ml/h was controlled through a syringe pump. A high positive voltage of 16 kV was applied to the needle while the solution was spraying out of the needle to form nanofibers. The PS was sprayed for 30 min, and the PU was sprayed for 1 h. The PS or PU nanofibers were connected on the spacer fabric that was adhesive to a drum rotating at a rotating speed of 500 r/min. The electrospinning process was conducted under an environment of 25℃ and 65% RH. After completing the electrospinning process, the nanofibrous membrane covered on the spacer fabric was air-dried for about 24 h. Combining two types of materials, PU and PS, and two spacer fabrics C4-1 and T4-1, four different spacer fabric-based dressings were obtained. They were named Dressing A (C4-1 covered with PS membrane), Dressing B (C4-1 covered with PU membrane), Dressing C (T4-1 covered with PS membrane) and Dressing D (T4-1 covered with PU membrane). Because the thickness and weight of the electrospun nanofibrous membrane could be negligible, the thickness and areal mass of Dressings A and B were the same as those of spacer fabric C4-1, which were 3.253 mm and 540.4 g/m2 respectively, and the thickness and areal mass of Dressings C and D were the same as those of spacer fabric T4-1, which were 3.343 mm and 616.4 g/m2, respectively.
Fabrication process of electrospun nanofibrous membrane on spacer fabric.
Characterization of electrospun nanofiber membranes
The chemical structures and function groups of electrospun nanofiber membranes were characterized via a Perkin-Elmer Spectrum 100 on a Fourier transform infrared (FT-IR) Spectrometer made in the USA in the range of 650–4000 cm−1 at room temperature.
The morphologies of electrospun nanofibrous membranes were observed by field emission scanning electron microscopy (FE-SEM) on a Jeol 6490 microscope. Prior to observation, samples were fixed on the sample stage using an electroconductive double-tape and then a layer of gold was sputtered on the surface of samples. These samples were observed in vacuum condition by FE-SEM and their images were recorded.
Comparison with commercial wound dressings
In order to confirm the performance of the spacer fabric-based dressings developed, a comparison was conducted with three types of commercial dressings for heavily exudate wounds, Foam A, Foam B and Alginate. The details and photos of these commercial dressings are shown in Table 1 and Figure 2, respectively. Foam A was a soft and conformable PU foam dressing that could effectively absorb and retain wound exudate. It ensured an optimal moisture balance for healing of exuding wounds. Foam B was a type of hydrocellular foam dressing. It could absorb and retain enough fluid to maintain an ideal moist wound environment and could transpire enough fluid to keep the dressing comfortable and conformable. Alginate dressing contained salts of alginic acids that could interact with physiological fluids to form a gel. All the dressings were non-adhesive, that is, there was no adhesive film on their surface to make the comparison under the same condition. As can be seen from Table 1, the foam dressings were thicker than all the spacer fabric-based dressings, but the alginate dressing was thinner and lighter than all the spacer fabric-based dressings. Thick dressings offer good absorption and good protection for wounds, but dressings that are too thick may make patients uncomfortable.
Covering of electrospun nanofibrous membrane onto spacer fabric. Details of the commercial wound dressings Note: Standard deviations are given in parentheses. PU: polyurethane.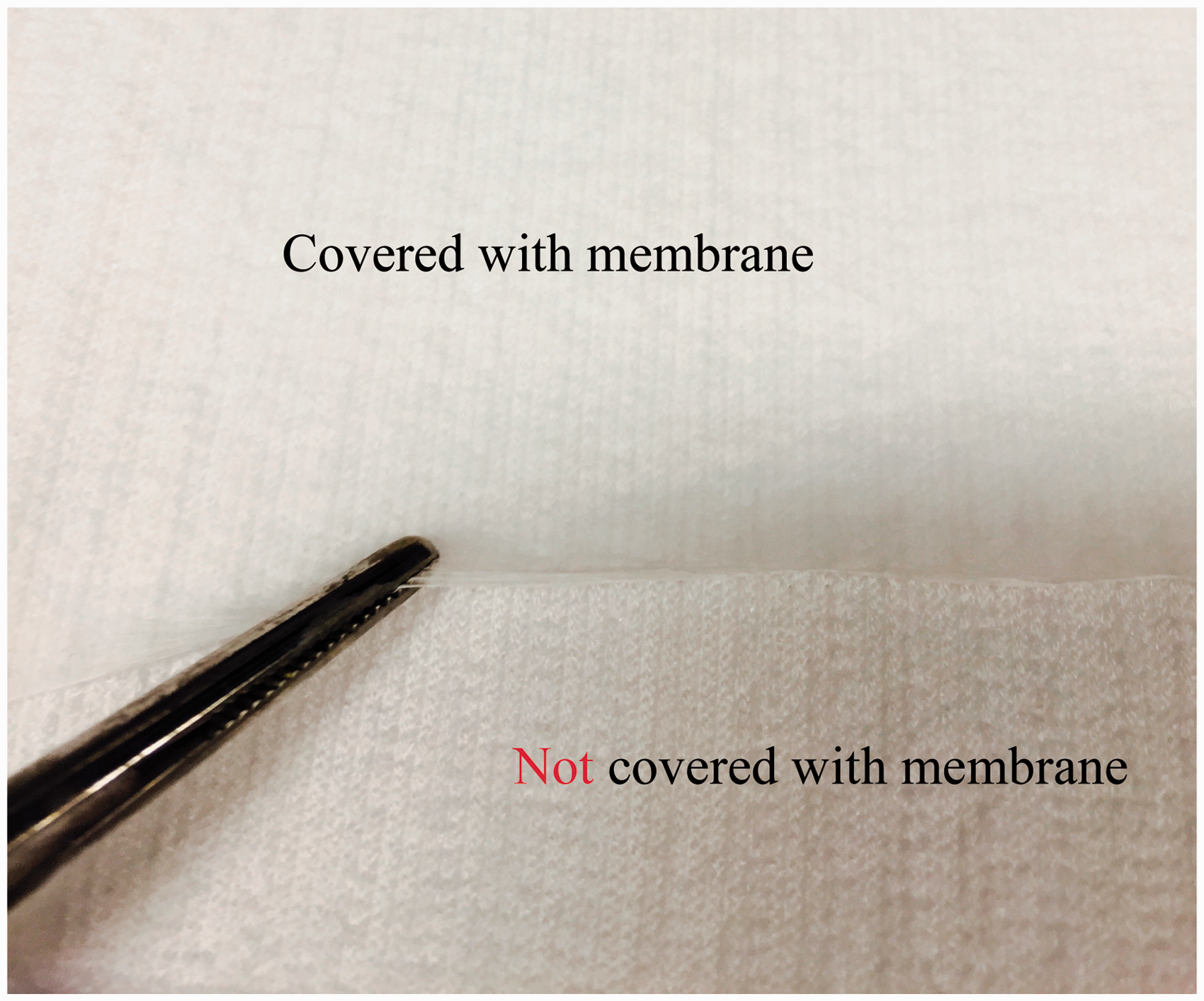

The following performance indicators were used for the comparisons between the spacer fabric-based dressings and commercial products. They are the water contact angle, wettability, absorbency, air permeability and water vapor transmission rate (WVTR). When applying to wounds, dressings should be water resistant in their outer layer, and should absorb liquid quickly from the wound contact layer. While the water contact angle of the outer layer of a dressing defines its ability to preserve the wound from contaminated fluids, the wettability indicates the time needed for fluid to go through the wound inner contact layer. Absorbency shows the capacity of dressings for liquid retention, which presents the exudate absorptive capacity. Moreover, water vapor transmission defines the capacity of moist management. Since a moist environment is beneficial to wound healing, the WVTR is a crucial index for the moisture maintaining property. Air permeability shows the breathability of dressings. Except the water contact angle, the testing conditions and methods for wettability and air permeability were maintained the same as used in Part I. Conditions were modified for absorbency and WVTR tests considering real applications of dressings. All the samples were conditioned for 24 h and all the tests except the absorbency tests were carried out at 20℃ and 65% RH.
Water contact angle test
Water contact angle tests were carried out on the outer layer surface of dressings using the contact angle system OCA (Data Physics, Germany). A drop of deionized water was dropped onto the sample surface and a movie was recorded. Pictures of water contact with the sample immediately (0 s) and after 10 and 30 s were captured from the movie. The water contact angles were measured in the three time points for each specimen. Five specimens were used for each type of dressings.
Wettability test
Wetting time of dressings was measured on the wound contact layer according to the AATCC 79 method, which was detailed in Part I.
Absorbency test
For the comparison of dressings, liquid containing Na+ and Ca2+ ions was used to replace the distilled water in the absorbency test according to BS EN 13726-1 – Test method for primary wound dressings. The test solution, which was prepared by dissolving 8.298 g/L sodium chloride and 0.368 g/L calcium chloride (AR grade, purchased from Oriental Chemicals & Lab. Supplies Ltd) in distilled water, had an ionic composition comparable to human serum or wound exudate. A 5 cm × 5 cm (25 cm2) sample was first put in a warmed solution (37℃) having 40 times the mass of the dressing, and then transferred to an oven to stand for 30 min at 37℃ and finally drained for 30 s. Five specimens were tested for each type of fabrics and dressings. The absorbency was calculated according to equation (1)

Air permeability test
The air permeability testing method of wound dressings was the same as described in Part I in accordance with ASTM D737. The wound contact layer faces down to encounter the flow of air in the first instance. The capacity of the SDL M021S air permeability tester for the maximum value and minimum value is 78.040 and 0.020 ml/s/cm2 at 100 Pa, respectively.
Water vapor transmission rate test
The WVTR tests of dressings were carried out according to the same method presented in Part I, according to British Standard 7209. However, in addition to dry samples, wet samples were also tested for comparison. While the dry samples were obtained by keeping them in an environment of 20℃ and 65% RH for 24 h, the wet samples were prepared by first immersing the dry samples in distilled water for 10 min and then draining for 30 s. During the WVTR test, the wound contact layers of samples were placed downward to face the water level in dishes.
Results and discussion
Structures and morphologies of PS and PU nanofibrous membranes
PS and PU solutions were treated onto the surface of spacer fabrics by the electrospinning method to form the designed dressings. As shown in Figure 2, a continuous membrane was formed and covered on the outer layer surface of the spacer fabric. FT-IR spectra of PS and PU nanofibrous membranes are shown in Figure 3. In the FT-IR spectra of PS, the absorption bands at 2922 and 2852 cm−1 were the asymmetric and symmetric stretching vibrations of –CH2, respectively. The peaks at 1492 and 1452 cm−1 may result from the vibration of C–C of the benzene ring. The absorption bands in the 690–790 cm−1 region are caused by C–H of the benzene ring. In the FT-IR spectra of PU, a strong absorbing peak appears at 1729.26 cm−1 owing to the stretching vibration of C=O bond in carbamate (R–NH–C(=O)–O–R). There was a peak at 1703.49 cm−1 attributed to C=O stretch of the amido ester. The wide 1105–1066 cm−1 region was caused by the C–O–C asymmetrical flexing vibration.
Fourier transform infrared spectra of polystyrene (PS) and polyurethane (PU) electrospun nanofibrous membranes.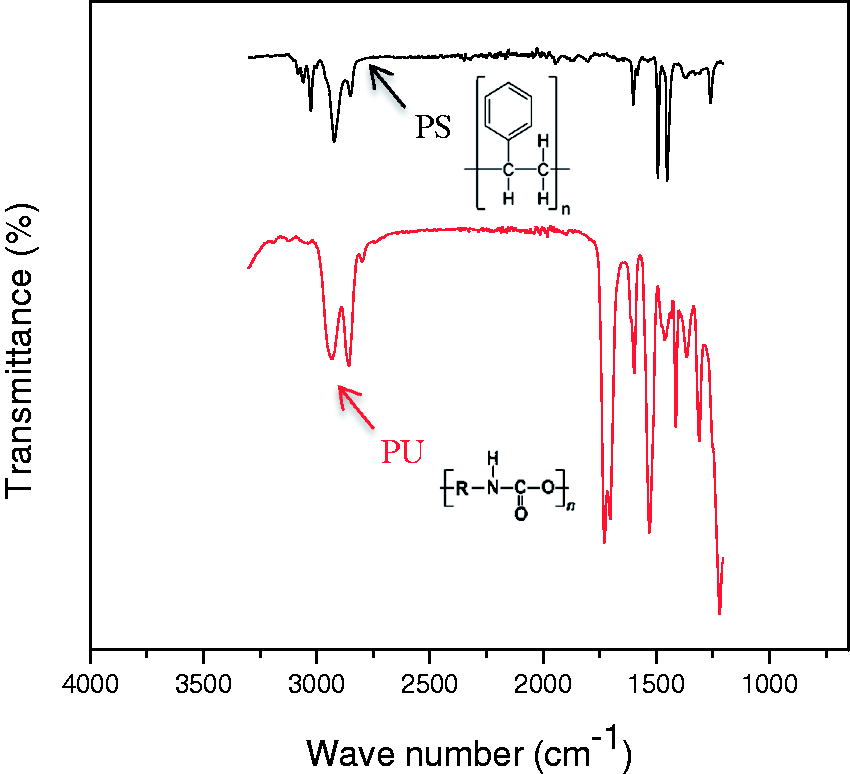
SEM images of the PS and PU nanofibrous membranes are shown in Figure 4. It can be seen that nanofibers were interlaced together. The diameters of PS nanofibers were larger than 2 µm. They were large but were distributed evenly. PU nanofibers were fine with diameters less than 1 µm. The PU nanofibers were not uniform in their diameter, because the viscosity of PU solution and the electrospun voltage (15 kV) were relatively high. However, no obvious beads and beaded nanofibers were found in either type of membrane. The denser structure of the PU membrane made its air permeability lower than that of the PS membrane.
Scanning electron microscopy images of (a) polystyrene and (b) polyurethane electrospun nanofibrous membranes.
Water contact angle
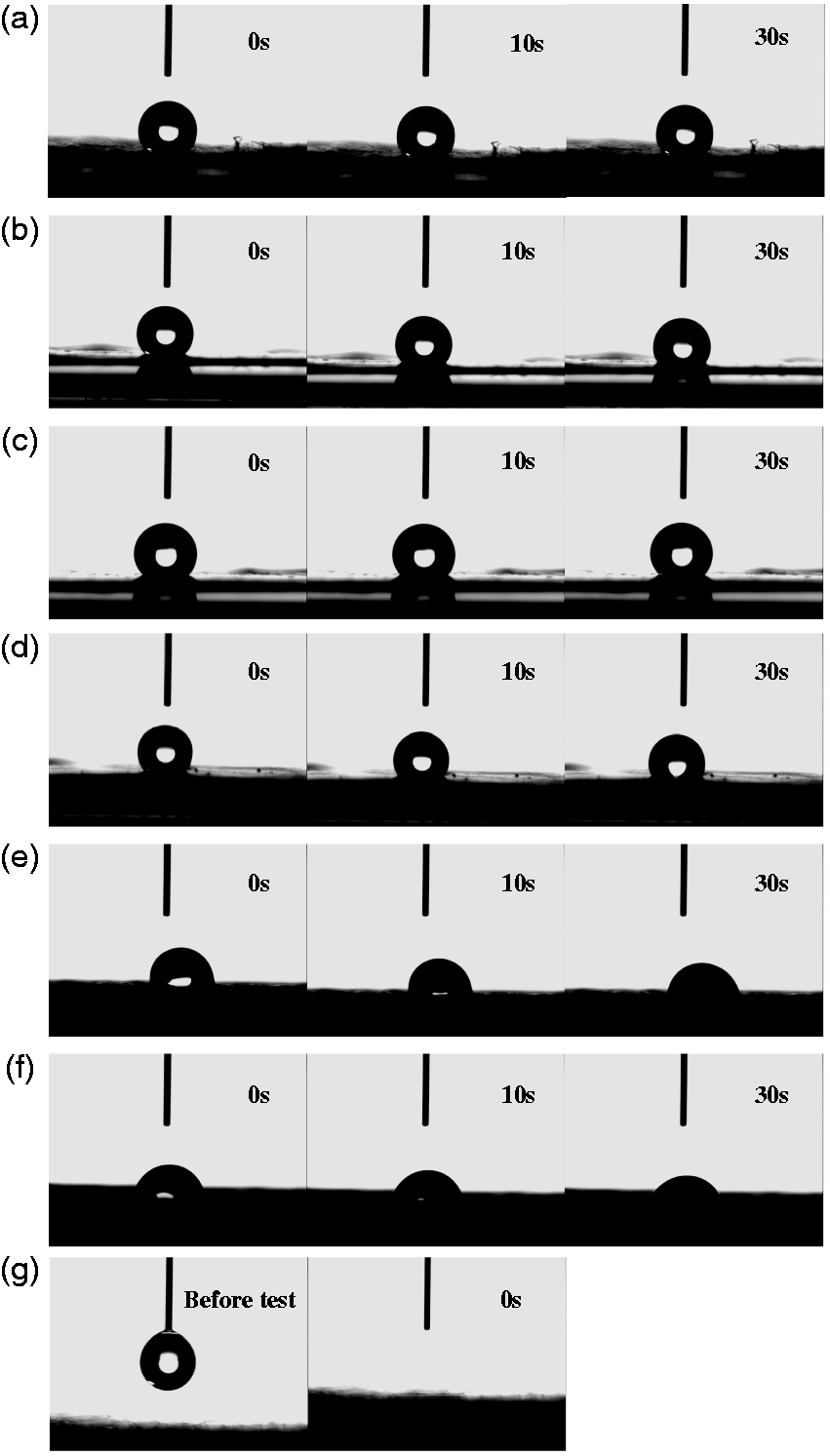
The water contact angles of the dressings are shown in Figure 5. The images of water drops contacting with dressings after 0, 10 and 30 s are presented in Figure 6. The water contact angle is an index that shows the waterproof ability of materials. A high water contact angle indicates that the material has a good waterproof property. At the same time, a slow decreasing of water contact angle within the same period shows good water resistance of the material. As shown in Figure 5, all the spacer fabric-based dressings had much larger water contact angles than the commercial dressings. While the contact angles of Foam A and Foam B were less than 100°, those of all spacer fabric-based dressings were high than 120°. Alginate dressing is an absorbent without a hydrophobic surface, and therefore the drop of water spread out immediately. As shown in Figure 6, the water contact angles of the spacer fabric-based dressings decreased more slowly than those of the foam dressings. In particular, the contact angles of Dressings A and C (covered with PS nanofibrous membrane) changed little after 30 s, which indicated that the PS nanofibrous membrane had very good water resistance. Dressings B and D, covered with PU nanofibrous membrane, had an inferior waterproof property compared with Dressings A and C, but they still had much better water resistance than foam dressings and Alginate dressing. It is also found that Dressings A and B (made of cotton spacer yarns) had slightly higher water contact angles than Dressings C and D (made of Tencel spacer yarns).
Water contact angles of dressings. Images of water drops contacting with dressings after 0, 10 and 30 s: (a) Dressing A; (b) Dressing B; (c) Dressing C; (d) Dressing D; (e) Foam A; (f) Foam B; (g) Alginate.
When water was dropped on the surface of spacer fabric-based dressing, the water firstly contacted with the electrospun nanofibrous membrane. As this membrane was continuously covered on the surface of the spacer fabric (as shown in Figure 2), the water contact angle was mainly determined by the membrane. Surface energy and surface roughness are the dominant factors for water resistance. 30 Since both the PS and PU membranes were obtained by electrospinning, their morphology was nanofibers, which means that their surface roughness was similar. Therefore, the reason the PS membrane had better water resistance than the PU membrane is that the surface energy of the PS membrane is lower than that of the PU membrane, which is determined by the chemical groups. According to the chemical formula shown in Figure 3, PS has a benzene ring in its structure, whereas PU has no benzene ring but carbamate instead. These different chemical groups lead to the difference of water contact angles between PS and PU electrospun nanofibrous membranes. The spacer yarns slightly affected the water resistance, as the tuck loops appearing on the spacer fabric surface could influence the uniformity of membranes. The different distribution of nanofibers on cotton spacer-yarn fabrics and Tencel spacer-yarn fabrics led to a slight difference of the water resistance. As the spacer fabric-based dressings had better water resistance than the commercial dressings, they could protect wounds better from contaminated fluids or even infection.
Wettability
The wetting times of the spacer fabric-based dressings and commercial dressings are shown in Figure 7. Wettability is the ability of a material to absorb liquid into its body. A shorter wetting time indicates that fluid can be absorbed into dressing faster, and therefore the material has better wettability. It can be seen that Foam B required the longest time, more than 60 s to be wetted, which means Foam B performed the worst in wettability. Although Foam B is made from hydrocellular PU foam, there is a non-adherent film on its wound contact layer (Table 1). The non-adherent film lowers the adherence and reduces the pain while removing the dressing, but it also blocks liquid from entering into the dressing directly. Foam A is also made of PU foam, but its wetting time was much shorter than that of Foam B, because no film covers the wound contact layer of Foam A. The wetting time of Alginate was the shortest, because its main ingredient, calcium alginate, is a type of salt. So, water could spread on the surface quickly and lose its reflectivity directly while contacted.
Wetting time of the wound contact layer of wound dressings.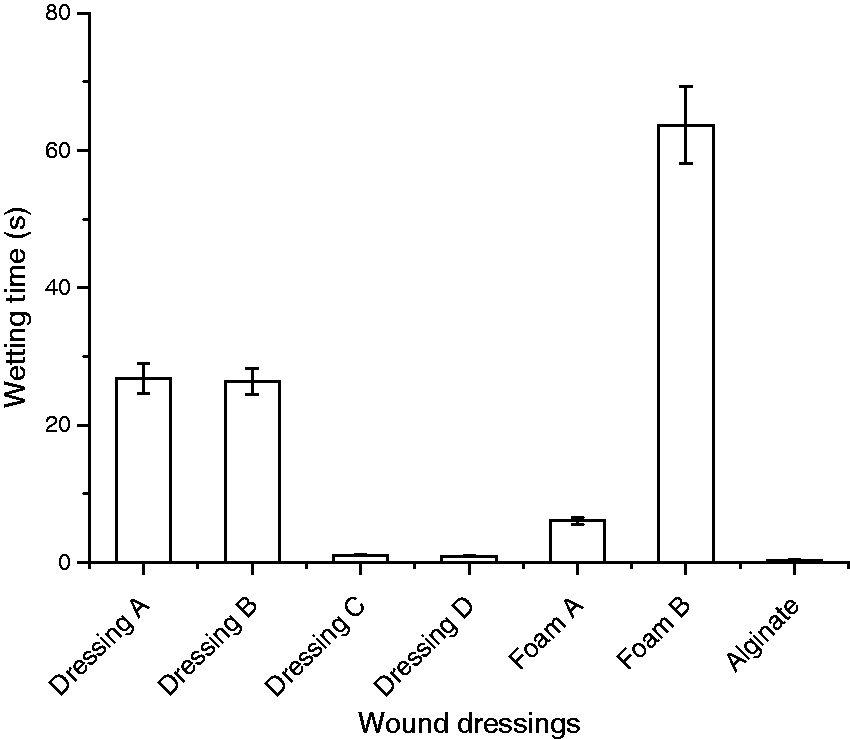
The wetting time of the spacer fabric-based dressing mainly depends on the type of spacer yarn. Because Tencel spacer yarn absorbed water very quickly, the wetting times of Dressings C and D were quite short (around 1 s). As the wettability was tested on the wound contact layer of the spacer fabric-based dressings, the effect of the electrospun fibrous membrane was very low. The wettability of Dressings A and B was slower than that of Foam A, but much faster than that of Foam B. A better wettability is important for wound care while exudate comes out, and the dressing should absorb it quickly to avoid fluid collecting around the wound and adjacent intact skin. The results show that the wettability of spacer fabric-based Dressings C and D was much better than that of foam dressings.
Absorbency of liquid containing Na+ and Ca2+ ions
Figure 8 shows the absorbency of liquid containing Na+ and Ca2+ ions of all the dressings. It can be seen that Alginate had the lowest absorbency, which was 19.66 g liquid absorbed by 100 cm2 of material. The main reason for this is that the thickness of the Alginate wound dressing was only 2.28 mm, much thinner than the others (the thickness of foams was higher than 4.65 mm and that of spacer fabric-based dressings was higher than 3.3 mm). It is therefore found when calculating the areal absorbency that the value of Alginate dressing was very low. However, Alginate dressing could react with liquid by exchanging sodium ions with calcium ions to create a fibrous gel, which is helpful for absorbing ionic liquid.
Absorbency of liquid containing Na+ and Ca2+ ions of wound dressings.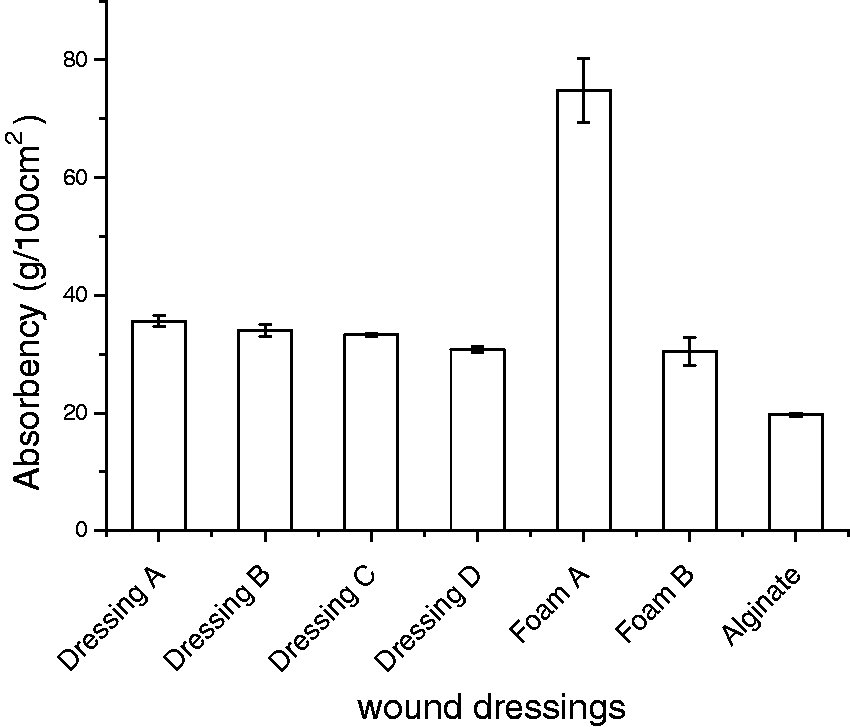
Foam A absorbed 74.8 g liquid per 100 cm2, while Foam B absorbed just over 30 g. Both Foam A and Foam B were made of hydrophilic PU foams. Hydrophilic PU foam was produced by grafting hydrophilic compounds on the PU surface. These compounds are macromolecules with unsaturated double bonds, such as acrylic acid, acrylamide and so on. The hydrophilic groups on the polymer chains would form hydrogen bonds with water molecules. Foams swell when absorbing water and store water in the material. In the absorbency test, Foam A obviously swelled more than Foam B, so that the PU matrix of Foam A could contain more liquid inside its body. In addition, the absorbency of Foam B was reduced by the non-adherent film on its wound contact layer.
As for the spacer fabric-based dressings, their absorbency was better than that of Foam B and Alginate. It is noted that although Dressings C and D absorbed liquid faster than Dressings A and B, Dressings A and B could lock more ionic solution within their structure than Dressings C and D. This result was consistent with the water absorbency of spacer fabrics. Although Tencel spacer yarn absorbs liquid faster than cotton spacer yarn, the cotton yarn could retain more liquid inside the spacer fabric-based dressing. The large amount of liquid absorption extends the dressing period and reduces the frequency of dressing change. Furthermore, all extrudes emitted from the wound should be entirely absorbed by the dressing and liquid retention sustains a moist environment for wound healing. Consequently, the spacer fabric-based dressings were suitable to be used as absorbent dressings for exuding wounds.
Air permeability
The testing results of air permeability of all the dressings are presented in Table 2. It can be seen that the air permeability values of Foam A and Foam B were smaller than 0.020 ml/s/cm2 at 100 Pa, exceeding the minimum value that the SDL M021S tester could measure. This implies that the air permeability of Foam A and Foam B was very poor. As shown in Figure 9(a), the foam dressings are quite thick. They were made from dense PU foams with a few small irregular pores inside. It is difficult for air to pass through the PU matrix. In addition, the non-adherent film on the surface of Foam B further reduces the air permeability. As Alginate dressing had the lowest thickness and a loose non-woven structure, its air permeability was very high, exceeding the maximum test value of the tester, which is 78.740 ml/s/cm2 at 100 Pa. However, too high air permeability of Alginate makes it a non-occlusive dressing. In this case, a secondary dressing is required, and the most commonly used secondary dressing is gauze.
Mechanism of air resistance of (a) foam dressing and (b) spacer fabric-based dressing. Air permeability of wound dressings Note: Standard deviations are given in parentheses.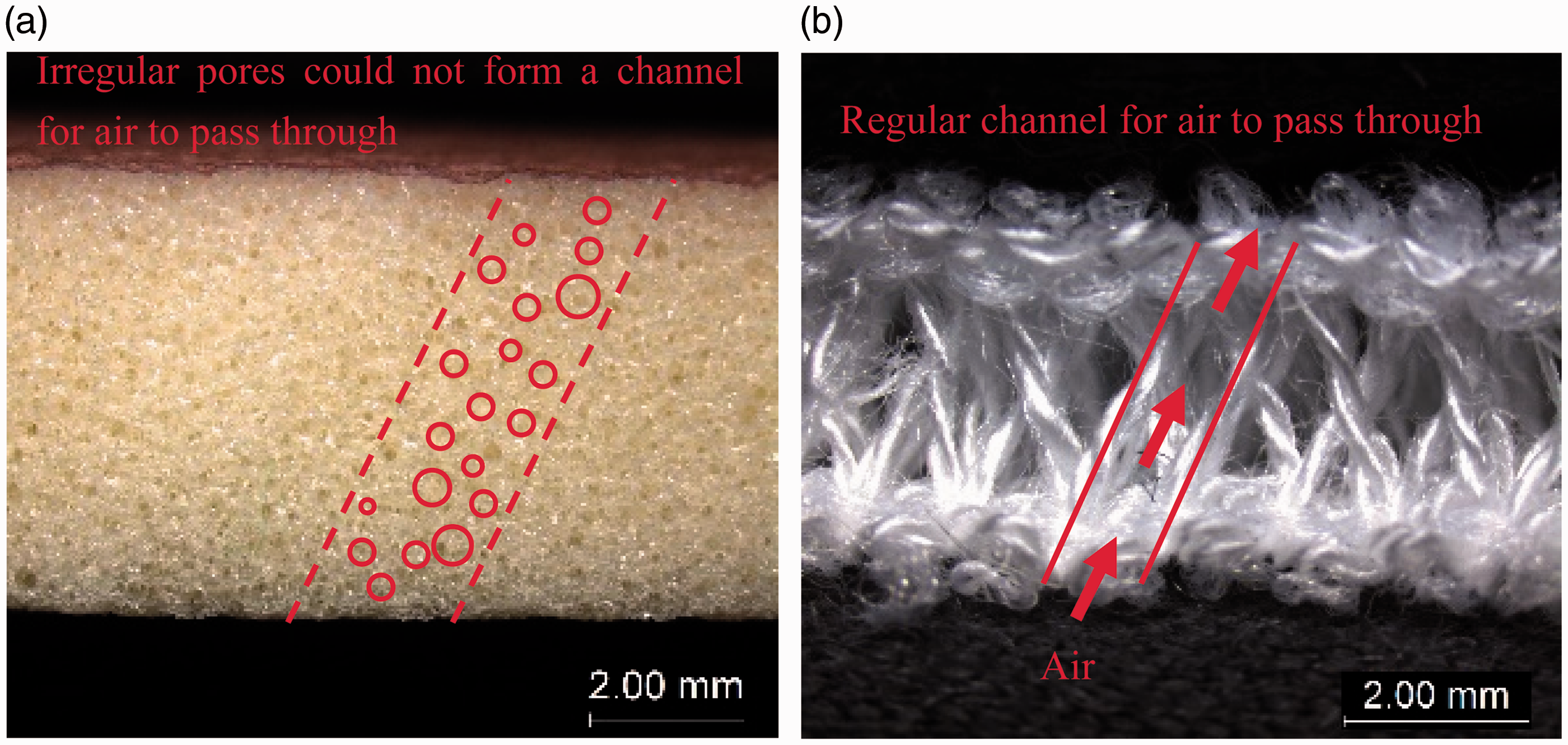
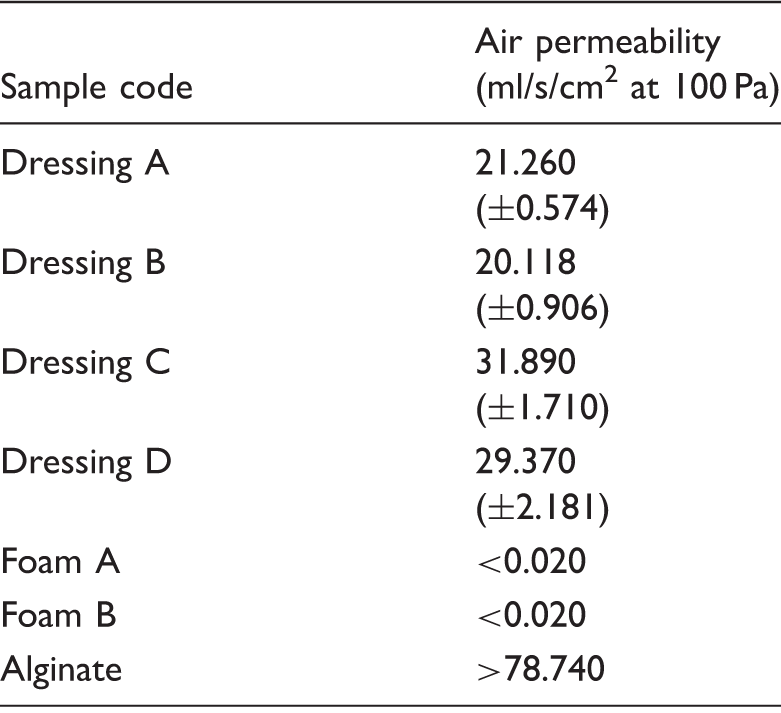
The values of air permeability of the spacer fabric-based dressings could be measured by the tester. They were higher than those of Foam A and Foam B, but lower than that of Alginate. The air permeability of the spacer fabric-based dressings was much better than that of the foam dressings due to the lower thickness and density of the fabric structure. As shown in Figure 9, the spacer fabric-based dressings consisted of repeating units, and these regular units generated regular channels (Figure 9(b)) rather than the irregular structure of the PU matrix (Figure 9(a)). The openings regularly arranged in a spacer fabric structure can reduce air resistance and facilitate air circulation. On the contrary, the small pores irregularly arranged in a foam structure cannot form smooth passages to let air flow freely.
The spacer fabric-based dressings were thicker and denser than Alginate, so that it was more difficult for air to pass through the spacer fabric-based dressings than in Alginate. In addition, the electrospun nanofibrous membrane could reduce their air permeability. As shown in Table 2, Dressings A and B (both fabricated with spacer fabric C4-1) had lower air permeability than Dressings C and D (both fabricated with spacer fabric T 4-1). This is caused by the air resistance property of cotton and Tencel spacer yarns. As explained in Part I, the fine hairs on the cotton fiber made it difficult for air to pass through, while the surface of Tencel fiber was smooth, which facilitated air passing through. As for the dressings made of the same base spacer fabric, the air permeability of Dressing A (C4-1 covered with PS) was higher than that of Dressing B (C4-1 covered with PU), and the air permeability of Dressing C (T 4-1 covered with PS) was higher than that of Dressing D (T 4-1 covered with PU). This indicates that the air permeability of PS the electrospun nanofibrous membrane was better than that of the PU membrane, because the structure of the PU membrane was denser than that of the PS membrane (Figure 4).
Anaerobic bacteria are one of the main causes of wound malodor when severe colonization or infection happens. Air permeable wound dressing allows oxygen in and to contact with the wound. As a result, the amount of anaerobic bacteria can be reduced and the wound malodor can be eased. However, it is difficult to make a material have good air permeability and good water resistance at the same time. Most wound dressing materials have good air permeability but poor water resistance, such as Alginate; or have good waterproof properties but poor air permeability, such as foam dressings. The combination of spacer fabrics and the electrospun nanofibrous membrane has provided a good solution to this difficult problem. The spacer fabric-based dressings had quite good air permeability and very good waterproof properties. Therefore, they are suitable for applying as wound dressings.
Water vapor permeability
The results of the WVTR of the dry dressings are shown in Figure 10. The same as the air permeability, foam dressings had the lowest water vapor permeability. This is also due to their high density and the irregular pores of the PU matrix. As quoted in Part I, low WVTR may cause skin maceration and even infection, so that the WVTR of wound dressings is suggested to be higher than that of normal skin, which is 200–500 g/(24 h*m2). From Figure 10, the WVTR of Foam B was lower than 500 g/(24 h*m2), while the WVTR of Foam A was around 550 g/(24 h*m2). There is a greater chance for patients who are using foam dressings to get skin maceration or infection.
Water vapor transmission rate (WVTR) of dry wound dressings.
Alginate dressing is highly permeable for water vapor with a WVTR of 1267 g/(24 h*m2). It was made from calcium alginate fibers by non-woven technology. As the non-woven structure was very loose and the thickness of Alginate dressing was low, the Alginate dressing had a very high permeability. However, high permeability may cause too much evaporation and make the wound dressing barely maintain the required moisture environment for wound healing. For Alginate, a gauze secondary dressing is required in most situations.
The WVTR of all the spacer fabric-based dressings was around 900 g/(24 h*m2) between the foam dressings and Alginate dressing. On one hand, the WVTR of the spacer fabric-based dressings was higher than that of foam dressings, because of similar reasons as the air permeability. The lower density and regular channels in spacer fabric-based dressings were beneficial to the transmission of water vapor. On the other hand, the WVTR of spacer fabric-based dressings was much lower than that of Alginate. This is due to their higher thickness, and also the covering of the electrospun nanofibrous membrane on their surfaces. The membrane was not only waterproof, but also permeable for air and water vapor.
A material with a high rate of water vapor transmission can transport extrude or sweat from the surrounding skin in order to maintain ventilation. It helps to minimize the risk of maceration and infection to the wound and tissue. At the same time, keeping a moist environment for the wound to avoid escharosis and to accelerate wound healing needs a relatively low WVTR. In other words, it should not be a non-occlusive dressing such as Alginate if no secondary dressing will be used. In this regard, the combination of absorbent spacer fabric and a waterproof and permeable membrane brought many benefits to wound healing.
The testing results of the WVTR of the wet wound dressings are presented in Figure 11. Contrary to the dry condition, the foam dressings had the highest WVTR, and the WVTR of spacer fabric-based dressings was lower. There are two reasons for this. The first is that Foam A could absorb more water (Figure 8) than spacer fabric-based dressings in the same period of time, which means that more water was exposed in the air for evaporation. However, Foam B absorbed a similar amount of water (Figure 8) but transmitted more water vapor than spacer fabric-based dressings under the wet condition. This may be explained by the second reason: the specific area of PU foam was much larger than that of cotton or Tencel fibers. Materials with a larger specific area cause evaporation more easily after absorbing.
Water vapor transmission rate (WVTR) of wet wound dressings.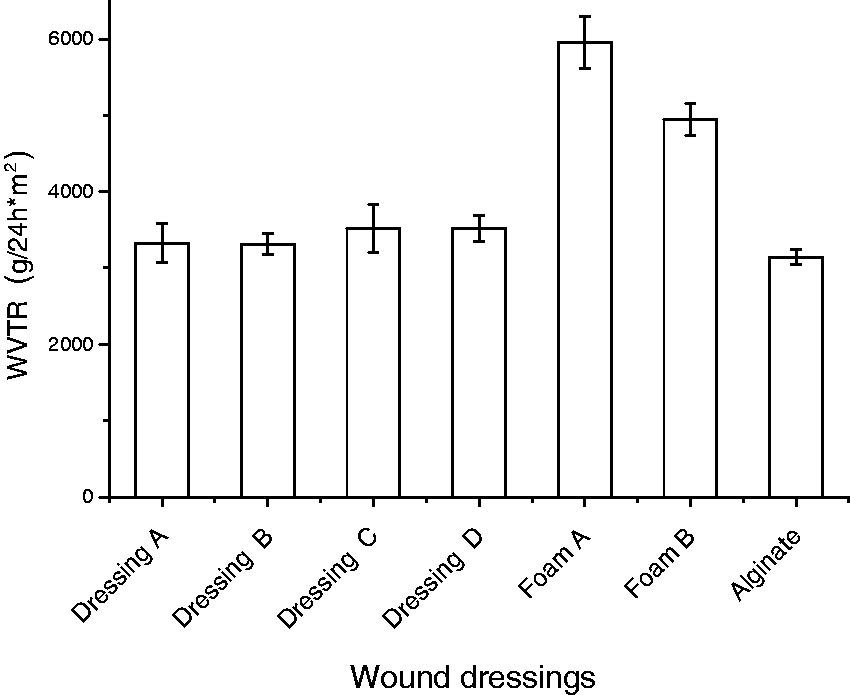
When being applied on an exuding wound, a dressing should absorb exudates and blood quickly. The dressing would become wet in a short period. So the low WVTR in the wet condition is necessary and important because fluid inside a dressing has great effects on water vapor permeability and a moist healing environment. Accordingly, the spacer fabric-based dressings had an advantage in keeping a moist environment for wounds, which is the most important thing for an absorbent dressing.
Conclusions
In this part, the four spacer fabric-based dressings were obtained by covering a PS or PU electrospun nanofibrous membrane on the outer layer surface of spacer fabrics and comparing it with three types of commercial dressing products based on different performance indicators. FT-IR and SEM apparatus were used to examine the structures of PS and PU membranes. From the results obtained, it can be concluded that the water resistance of the spacer fabric-based dressings was better than that of the commercial dressings. At the same time, their air permeability was also much better than that of the foam dressings. In the aspect of the absorbency of liquid containing Na+ and Ca2+ ions, the spacer fabric-based dressings were as competent as the commercial dressings. Although the WVTRs of spacer fabric-based dressings in the dry condition were higher than the foam dressings, their WVTRs in the wet condition were lower than for the foam dressings. Between the dressings made of the same spacer fabrics, the PS membrane had better water resistance and lower air resistance than the PU membrane. Although the spacer fabric-based dressings made of cotton spacer yarns required longer wetting time than the dressings made of Tencel spacer yarns, they could maintain more liquid inside their spacer layer. The spacer fabric-based dressings could absorb a large amount of fluid in a short period, and they were permeable for air and water vapor, while they tend to keep a moist environment with low evaporation after absorbing. In addition, their costs were much lower than those of foam dressings and Alginate dressing and their structures could easily be tailored to satisfy requirements for different types of wounds. In conclusion, spacer fabric-based dressings are a promising product for wound healing applications.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Research Grants Council of Hong Kong Special Administrative Region Government in the form of a GRF project (grant number 515812).