
Abstract
This paper reports an investigation of dyeing processes of textiles made from a novel 100% bio-based and fully degradable polylactide/poly (hydroxybutyrate-co-hydroxyvalerate) (PLA/PHBV) fiber. The dye exhaustion, depth of shade and fastness, as well as bursting strength of dyed PLA/PHBV fabrics have been evaluated in terms of types and concentration of dyestuff, dyeing bath temperature, duration, liquor ratio and pH value. Finally, the energy cost of the whole dyeing process of the proposed material is calculated and compared with that of polyethylene terephthalate. The experimental results show that an excellent dyeing effect and bursting strength can be achieved by properly applied dyes (e.g. C.I. Disperse Orange 30, Red 74, and Blue 79) under optimal low-dyeing-temperature conditions (100℃, 10 min, pH 5, LR 30:1). In addition, considering the low energy cost during the whole process, PLA/PHBV fibers can be regarded as a promising and environment-friendly material for the textile industry.
Keywords
The low biodegradability of common synthetic fibers is becoming an increasing concern for sustainability, as most of them are derived from non-renewable petroleum, although recycling programs can reduce the consumption of the natural resource. Accordingly, bio-based materials lately have attracted more and more attention, attributed to their eco-friendliness and recyclability, as well as their independence of petroleum. Bio-degradability of the bio-based fibers is another desirable feature, as landfill space is becoming scarcer. Among various 100% bio-based and degradable materials,1–3 polylactide (PLA) is one of the commercialized bio-based fibers.4,5 However, its low heat resistance, high rigidity and brittleness after long-term storage have brought many difficulties into textile processing, including yarn texturing, dyeing, finishing, etc.
6
These difficulties can be overcome by using copolymers from bio- or petroleum sources such as Triexta (polytrimethylene terephthalate), for example Sorona@ by DuPont, where 37% of bio-based materials are used in the fiber composition while the rest of the copolymer is petroleum based. Both bio-based polyamides (nylon) and polyethylene terephthalate (PET) fibers have excellent properties and stability; however, their benefits are limited due to their high cost and chemical pollution during the production processes. Furthermore, bio-based PET fibers are even non-biodegradable.
7
Recently, 100% bio-based and biodegradable poly (hydroxybutyrate-co-hydroxyvalerate) (PHBV, see Figure 1) and PLA have been fused to make textile fibers that exhibit improved heat stability and softness from pure PLA fibers.
8
The structures of drawn PLA/PHBV fibers were relatively stable, which indicates that the properties of PLA/PHBV fibers would not change significantly even after being stored for a long time.
9
Chemical structure of poly (hydroxybutyrate-co-hydroxyvalerate) (a) and polylactide (b).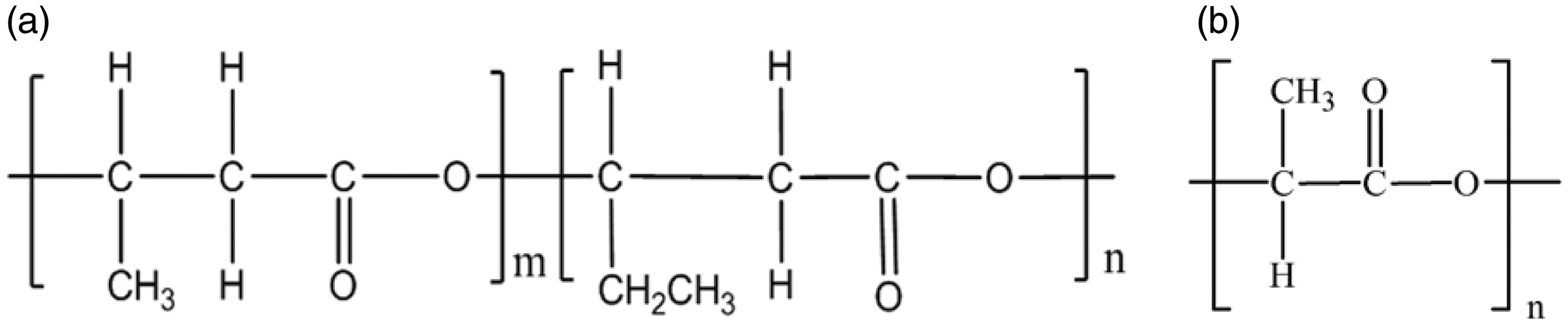
Although the dyeing processes of PLA have been widely investigated,10–13 the processes for PLA/PHBV have seldom been reported. This paper presents a systematic study on the low-dyeing-temperature processes of fabrics made from the newly developed PLA/PHBV fibers. The dye exhaustion, depth of shade and fastness, as well as mechanical properties of dyed PLA/PHBV fabrics were evaluated. Finally, the energy cost of the whole dyeing process of the proposed material was calculated and compared with that of PET.
Experimental details
Materials
PLA/PHBV single jersey fabrics weighing 110 g/cm2 were knitted by using 80 dtex/48f PLA/PHBV filament yarns in Wuxi Minerva Knitted Fashion Co., Ltd. The PLA/PHBV filament yarns (trade name Hesu™) were provided by Ningbo Institute of Materials Technology and Engineering (NIMTE), Chinese Academy of Science and Ningbo Hesu Fibers Co. Ltd. Before dyeing, all fabrics were scoured in a bath with non-ionic surfactant (Diadavin EWN, 200%, Bayer, 2 g/L) for 30 min at 40℃. Sodium carbonate (Na2CO3), sodium dithionite (Na2S2O4) and acetic acid (CH3COOH) were supplied by Hong Kong Labware Co. Ltd and disodium methylenebisnaphthalenesulphonate (dispersant NNO) was bought from Suzhou Nuotenghuagong Co., Ltd.
Details of dyestuffs
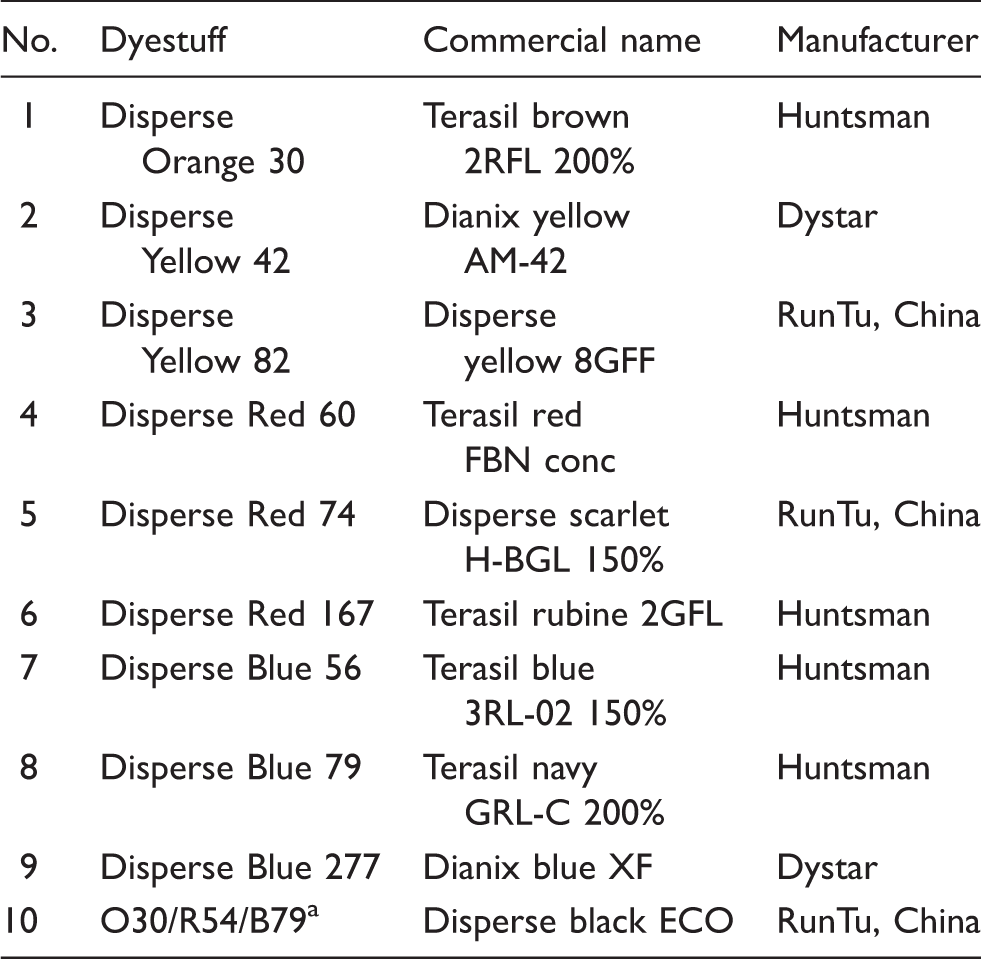
Disperse black ECO is a mixture of C.I. Disperse Orange 30, Red 54 and Blue 79.
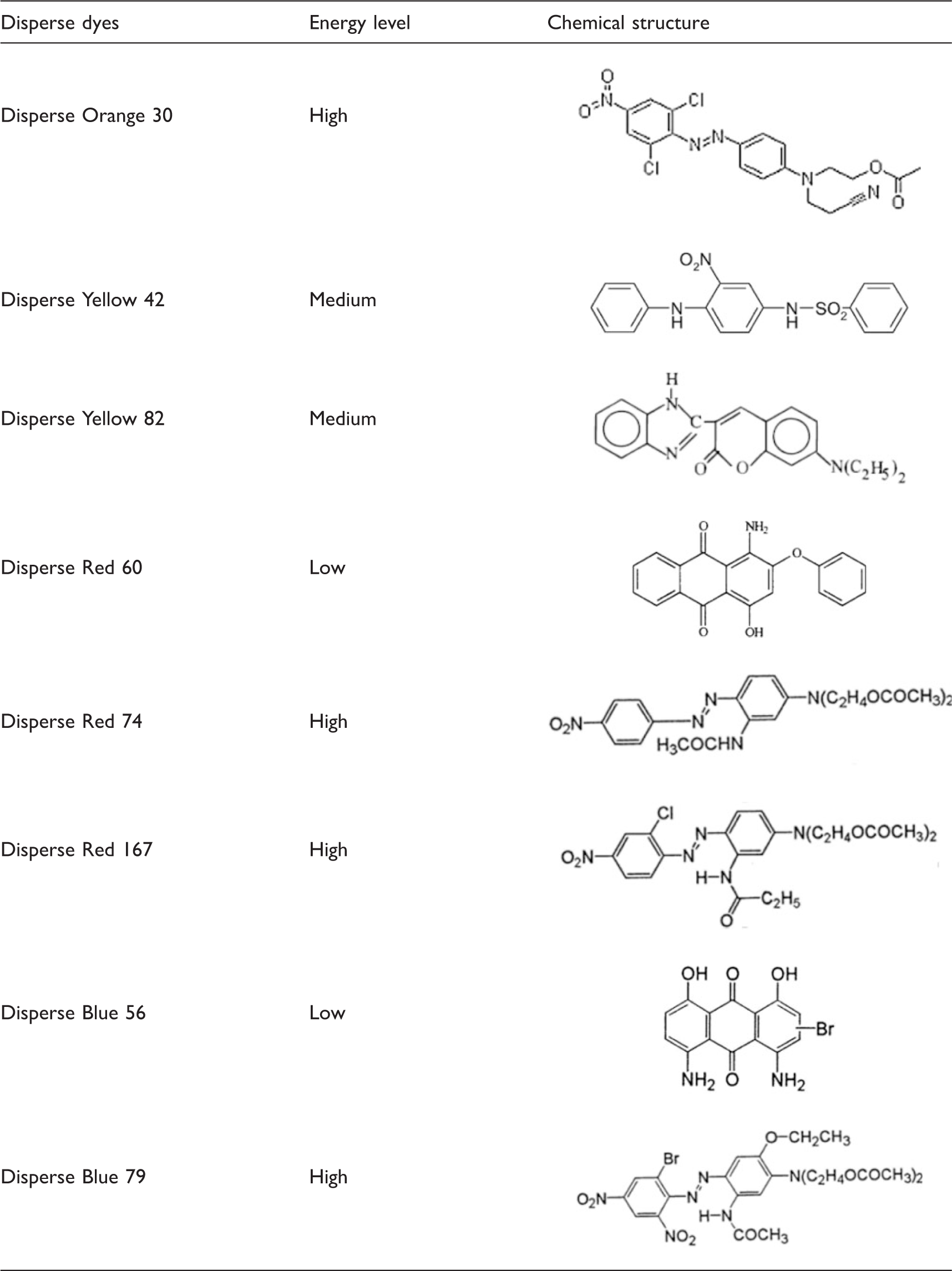
Chemical structures of applied disperse dyes
Dyeing procedure
An AHIBA IR dyeing machine (Datacolor, Switzerland) was used for disperse dyeing experiments of PLA/PHBV fabrics. Three levels of liquor-to-goods ratios of 20:1, 30:1 and 40:1were used in this paper for comparison, and the mass of each piece of fabric sample was 4.0 g. Before dyeing, the pH value of the dye bath was adjusted to 3.5–6.3 by using acetic acid solution. The glass transition and melting temperature of PLA/PHBV fibers is 50–70℃ and 150–170℃,
9
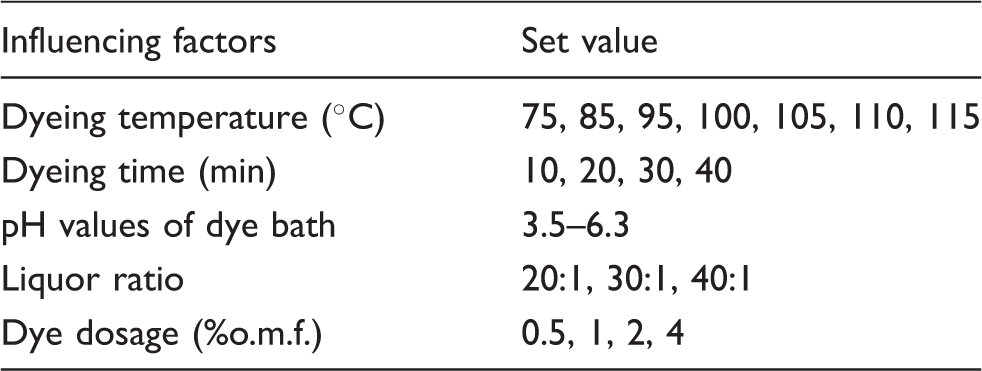
respectively. Based on this data, dyeing processes were properly designed. The processes started at a temperature of 20℃, and then ascended to the maximal dyeing temperatures (see Table 2) at a rate of 2℃/min. After maintaining the maximal temperatures for 10–40 min, the dye baths were gradually cooled down to 50℃ at a rate of 3℃/min. Fabrics were then taken out of the dyeing liquor and rinsed with cold water. The dyeing profiles and the main parameters that could influence the dye exhaustion, including dyeing temperature, dyeing time and dye dosage, and their corresponding designed values, are presented in Figure 2 and Table 3, respectively.
Profile of the dyeing process. Main influencing factors of polylactide/poly (hydroxybutyrate-co-hydroxyvalerate) dyeing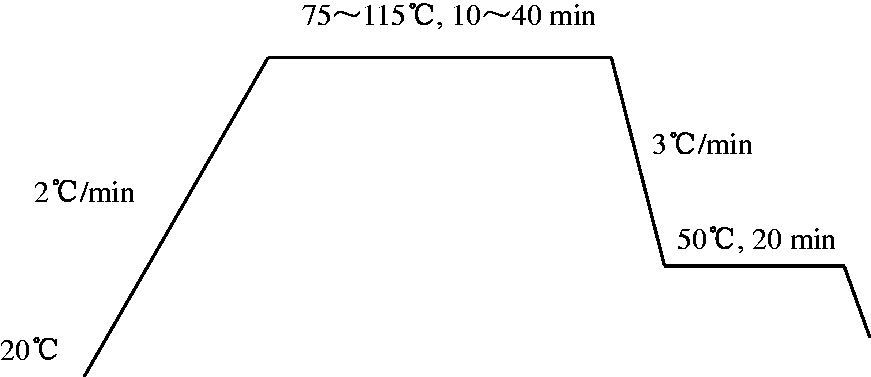
The reduction clearing was performed in a bath containing Na2CO3 (1 g/L), Na2S2O4 (2 g/L) and non-ionic surfactant Diadavin EWN (2 g/L) at 50℃ and pH 9–9.5 for 20 min, prior to rinsing at 20℃ for 5 min. Drying was carried out at 80℃ for 20 min in a dryer. Final heat-setting was then implemented at 95℃ for 60 s.
Measurements
To evaluate the effects of various disperse dyes and dyeing parameters, several properties of dyed fabrics, including depth of shade, dye exhaustion, dye uptake, color fastness and bursting strength, were measured and compared.
Depth of shade (K/S values) of the dyed samples were obtained at the wavelength of maximal absorbance (λmax) by means of a Macbeth Color-Eye 7000A spectrophotometer (X-Rite, Hong Kong, China), with D65 illuminant while ultraviolet (UV) light was excluded. The depths of shade of the dyed fabrics were measured at four different points and the averaged results were recorded.
Dye exhaustion was determined by measuring the absorbance of diluted dye bath samples (diluted with 1:1 acetone–water solution) at a wavelength of the maximum absorption (λmax) of the dye, with a Lambda 18 ultraviolet-visible (UV/VIS) spectrometer (Perkin Elmer, Hong Kong, China). The percentage of dye exhaustion was calculated from equation (1)

Dye uptake was calculated by the following equation

Color fastness to laundering and color fastness to rubbing of the dyed fabrics were evaluated according to standards ISO 105-C06 and ISO 105-X12, respectively.
Bursting strength of fabrics in the dry state was measured before and after dyeing based on standard ISO 13938-2.
Results and discussion
Factors influencing dye exhaustion
As PHBV/PLA has a molecular structure of polyester type, the distribution of dye molecules in the dye bath (including fabrics and dye liquor) is like the distribution of solute in different solvents, obeying the Nernst distribution law.
15
Thus

Here, K is constant and [D]
f
and [D]
s
are the concentrations of dye in fiber and dye liquor, respectively. If the activity coefficient equals 1, then the dyeing standard affinity is

Disperse dye molecules are absorbed with the procedure of dispersion in bath, dissolution, dispersion on fiber, absorption and diffusion inside, following a solid solution theory. 16 During these procedures, dyeing standard affinity and dyeing performance can be influenced by many factors, which are analyzed as follows.
Types of dyes
In order to understand the dyeing properties of various dyes for PLA/PHBV fabrics, dyeing trials were carried out at a maximum temperature of 110℃ for 10 min (maintained time at maximum temperature). A dye dosage of 1% o.m.f., a liquor ratio of 30:1 and pH 5 were employed. As shown in Figure 3, all of the dyes for PLA/PHBV fabrics have exhaustion values above 90%, except C.I. Disperse Yellow 82 and Blue 56 (13.7% and 79.6%, respectively).
Percentage exhaustion of applied disperse dyes (1% o.m.f.).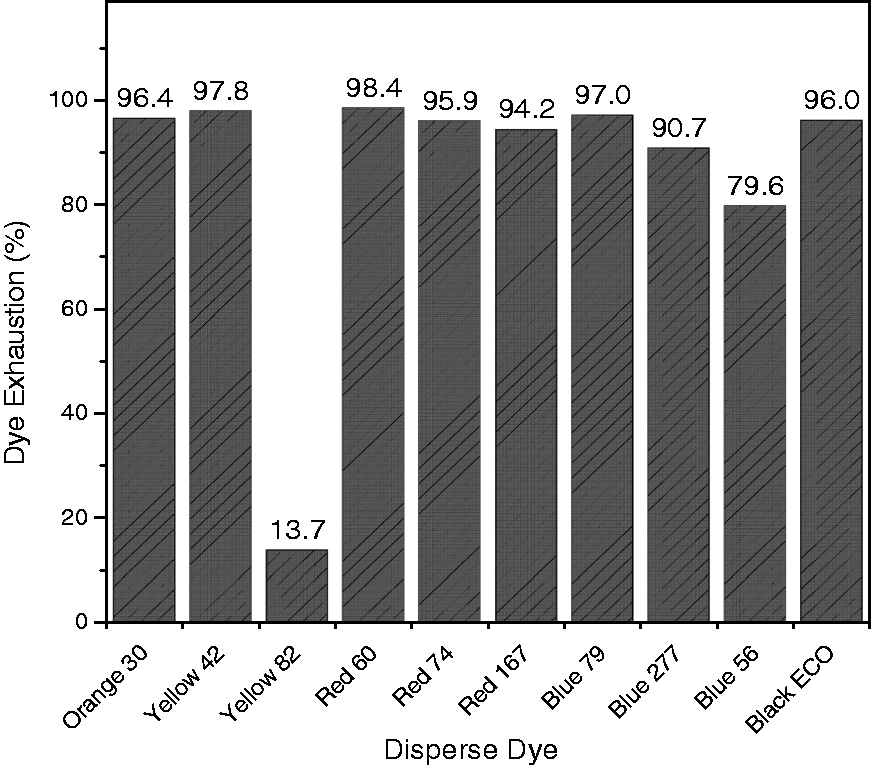
The percentage exhaustion values were generally much higher than those of previously reported data for PLA fabric dyeing, 10 as lower dye dosages (only 1% o.m.f.) were used in the trials. For example, C.I. Disperse Yellow 42, Orange 30, Red 74 and Blue 79 can all achieve exhaustion values of over 95%, while the exhaustion percentages of the same dyestuff only reached about 80% when dyeing PLA fabrics (4% o.m.f., 10:1 LR at 110℃), 10 and the exhaustion value of 73% for Blue 79 for PLA fabrics was even lower (2% o.m.f., 15:1 LR at 110℃). 12 The dye exhaustions of C.I. Disperse Yellow 82 and Blue 56 are relatively low, probably due to the lack of strong polarity groups, such as –NO2, –SO2– and so on. 17 However, some earlier studies revealed that C.I. Disperse Yellow 82, Red 167 and Blue 56 could reach higher exhaustion values for PLA fabrics, even higher than that of the PLA/PHBV fabrics presented in this paper, with either higher dye dosages (2% or 4% o.m.f.) or lower dyeing temperature (100℃).10,12,13 C.I. Disperse Red 54 was inferred to get an excellent dye exhaustion because of the high exhaustion value of Disperse Black ECO that contains it.
Thus, abundant colors can be obtained for PLA/PHBV fabrics based on the high exhaustion values of disperse dyes of various hues.
Dyeing temperature
Figure 4 shows that the percentage dye exhaustion is closely correlated with the dyeing temperature. The trials were carried out for 30 min at pH 5.0. It can be seen that both C.I. Disperse Orange 30 and Red 74 can reach their maximum dye exhaustion at 85℃, while C.I. Disperse Blue 79 and Red 60 can get almost the highest dye exhaustion at 95℃ and 115℃, respectively. It seems that high-energy dyes (C.I. Disperse Orange 30, Red 74 and Blue 79) have stronger affinities to PHBV/PLA fibers than low-energy dye (C.I. Disperse Red 60), possibly owing to stronger van der Waals forces between the fiber and higher molecular mass dyes. To avoid hydrolysis and shrinkage of PLA/PHBV fabrics during dyeing, lower dye bath temperatures were preferred.
18
C.I. Disperse Orange 30, Red 74 and Blue 79 could be matched with each other for combination dyeing, so that a dye bath temperature of 95–100℃ would be enough to obtain excellent dye exhaustion. In the studies of PLA dyeing, most dyes reached the highest dye exhaustion at 100–115℃11,13,14 except for some novel synthesized dyes (at 90℃)
19
; furthermore, the usual temperature of disperse dyeing for PET is 130℃.
20
Thus, PLA/PHBV fabric dyeing can be considered as a relatively lower energy-consuming process.
The effect of dyeing temperature on the dye exhaustion (dyeing time: 30 min, pH = 5.0, 1% o.m.f., LR: 30:1).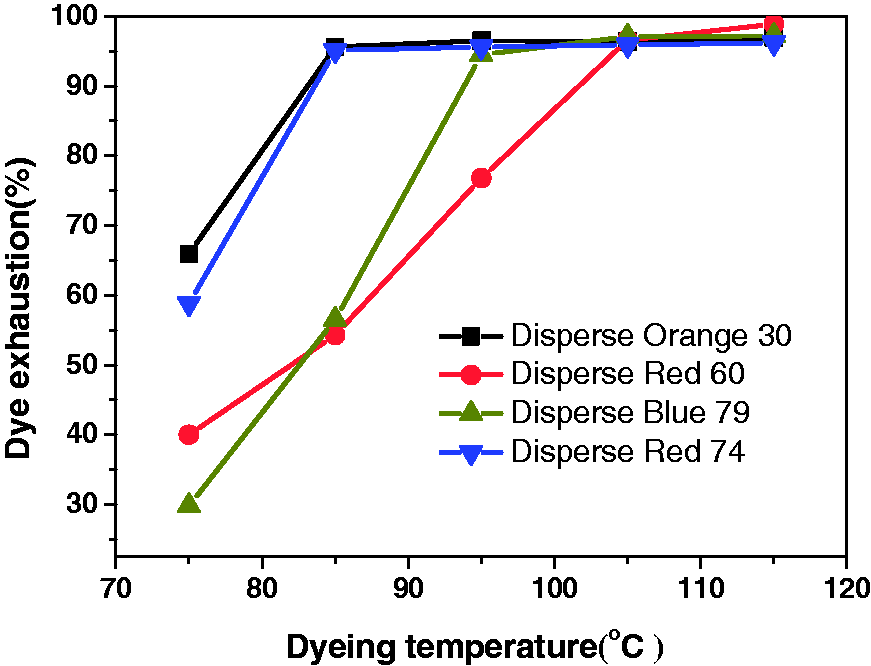
Dyeing time
As showed in Figure 5, C.I. Disperse Orange 30, Red 74, Blue 79 and Red 167 can all get an exhaustion of over 90% in only 10 min (maintained time at maximum temperature of 100℃, not including the time of the heating phase), and there is no further obvious increase even with prolonged dyeing time. However, C.I. Disperse Red 60 only reaches less than 80% in 10 min, gradually advancing with increasing dyeing time. The exhaustion is still less than 85% after dyeing for 40 min. Therefore, it can be concluded that a longer dyeing process can promote the exhaustion of dyes, but not significantly when the dyes approach their exhaustion limits, especially when the dyes are prone to be absorbed by the fabrics in a short dyeing time at maximal dyeing temperatures. Similar results have been reported for PLA dyeing, when the dyeing temperature was less than 90℃.19,21 The positive effect of dyeing time on exhaustion was greater at 110℃ when dyeing PLA fabrics.
14
The effect of dyeing time on dye exhaustion (dyeing temperature:100℃, pH = 5.0, 1% o.m.f., LR: 30:1).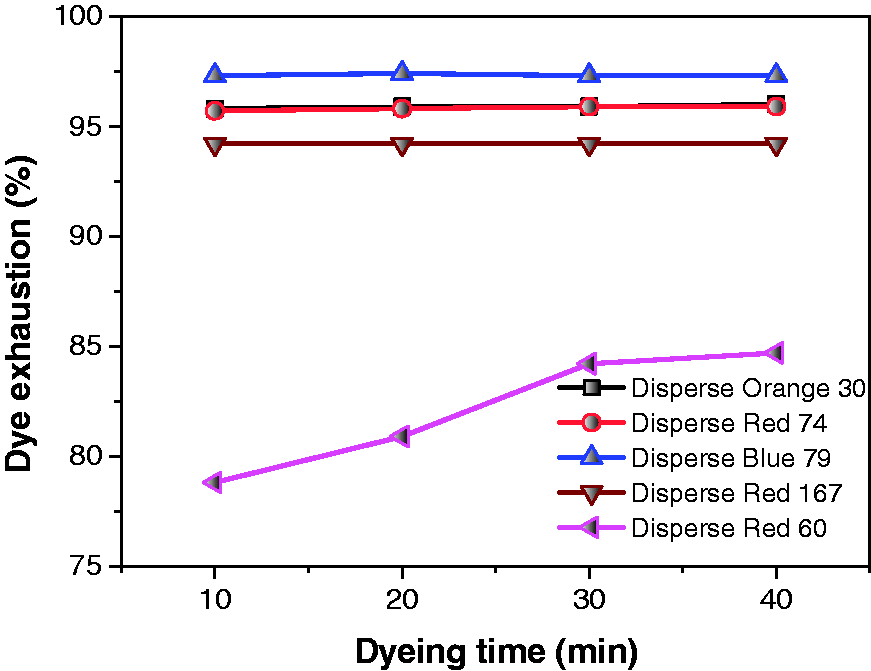
pH value of the dye bath
Dye exhaustions under various pH values of the dye bath
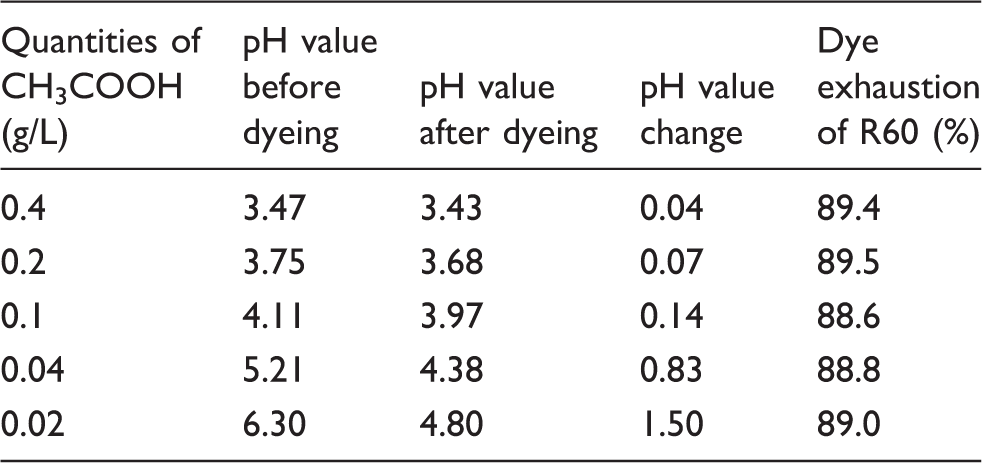
Nevertheless, to keep the pH value of the dye bath as stable as possible during the dyeing process (the variation of the pH value is not more than 1), and save acetic acid, the optimal pH value for dyeing PLA/PHBV fabrics should be controlled at about 5.0, which is also an optimal pH for dyeing PLA. 22
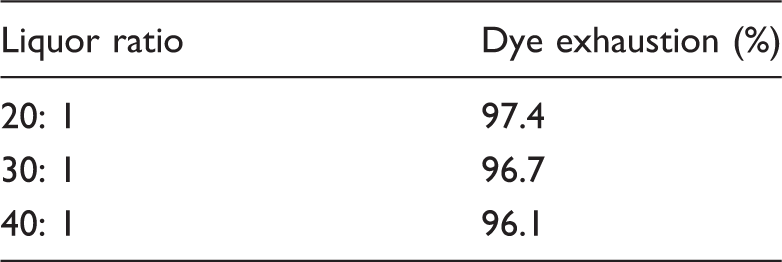
Liquor ratio
Dyeing exhaustion of Disperse Blue 79 at different liquor ratios
Build-up
The build-up of three disperse dyes on PLA/PHBV fabrics were studied at a dyeing temperature of 100℃ for 10 min (maintained time at maximum temperature), pH value of 5.0 and liquor ratio of 30:1. As shown in Figure 6, the depths of shade (K/S values) of the fabrics advance with the increased dosages of dyes. When the dye dosage does not exceed 1%, depths of shade of the three primary color dyes are sharply increased, whereas the further increase of dye dosage only slightly improves the depths of shade. Similar tendencies have also been found in other reports.17,23 Therefore, 1% o.m.f. is an adequate dosage for these three dyes to obtain sufficient depths of shade to meet the general commercial requirement (no less than a K/S value of 20), while a higher dosage can give limited promotion to the shade.
Build-up curves of the three primary color dyestuffs.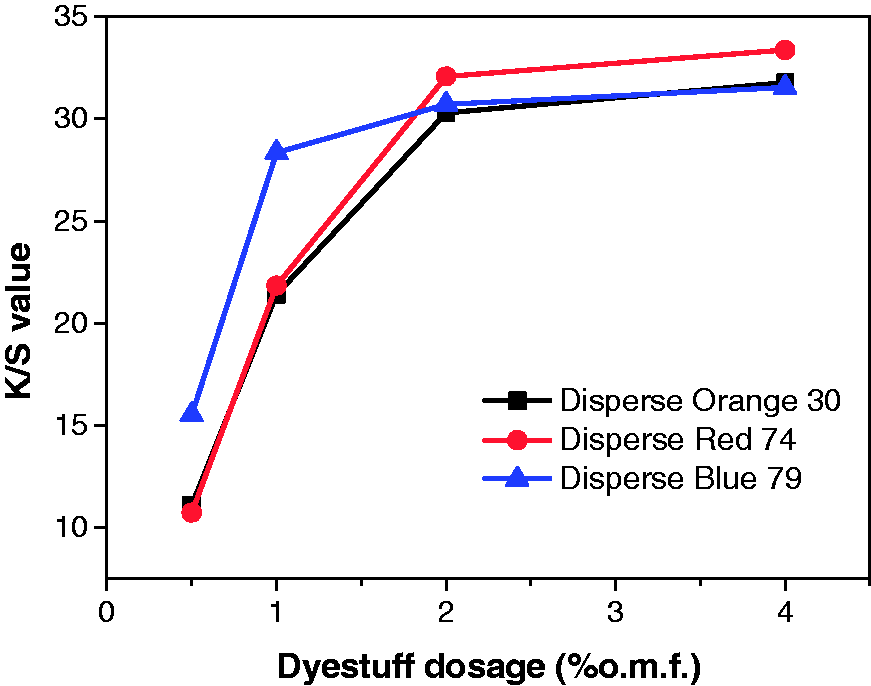
C.I. Disperse Blue 79 can obtain a higher depth of shade at 1% o.m.f. than Disperse Orange 30 and Disperse Red 74, probably attributed to higher purity in the commercial dyestuff or more strong polarity groups, for example –NO2, –N(C2H4OCOCH3)2, etc., which can facilitate the strong interaction between dye molecules and PLA/PHBV. 17
Color fastness
Colorfastness to laundering of polylactide/poly (hydroxybutyrate-co-hydroxyvalerate) fabrics dyed with different dyes
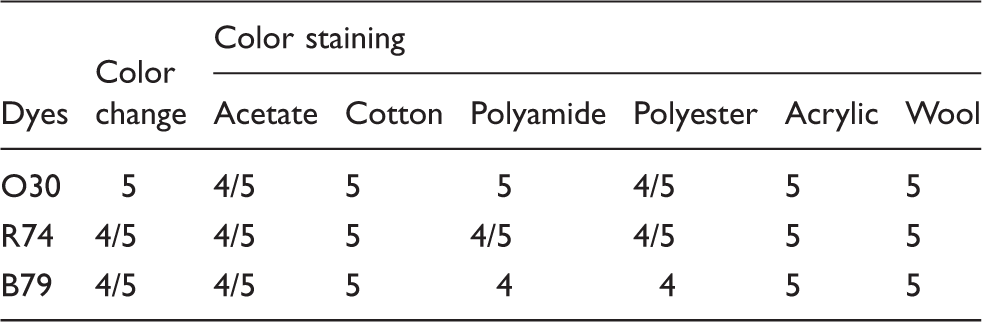
Note: O30, R74 and B79 represent Disperse Orange 30, Disperse Red 74 and Disperse Blue 79, respectively.
The fabrics dyed with C.I. Disperse Blue 79 have lower grades in both color change and color staining compared to fabrics dyed by other dyes. This was probably due to the higher depth of shade of this dye (K/S value > 25 at λmax, as shown in Figure 5), which makes the dyed fabric samples more liable to color fading. Besides, the molecule of C.I. Disperse Blue 79 contains more long branch groups, which may result in difficulty for molecules to diffuse into the core of PHBV/PLA fibers.
Moreover, the gray scale ratings for the color staining between dyed PLA/PHBV fabric and acetate, polyamide and polyester are relatively lower than other types of measured standard specimens, probably because of the similar chemical structures of PLA/PHBV and acetate, polyamide and polyester, so that the dye molecules that are exhausted well on PLA/PHBV fabrics could also be easily combined with acetate, polyamide and polyester molecules via van der Waals forces.
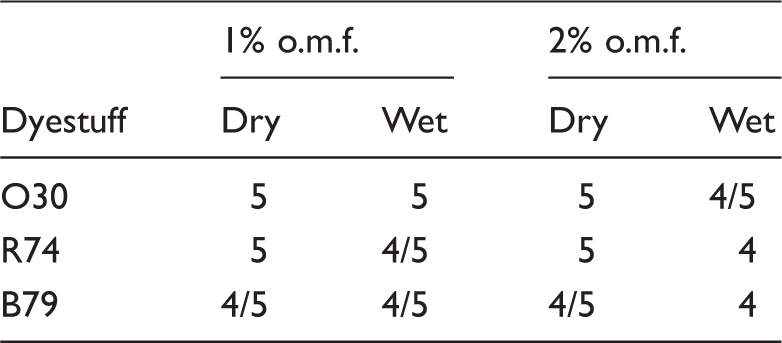
Colorfastness to rubbing of fabrics dyed with different dyes
Mechanical property
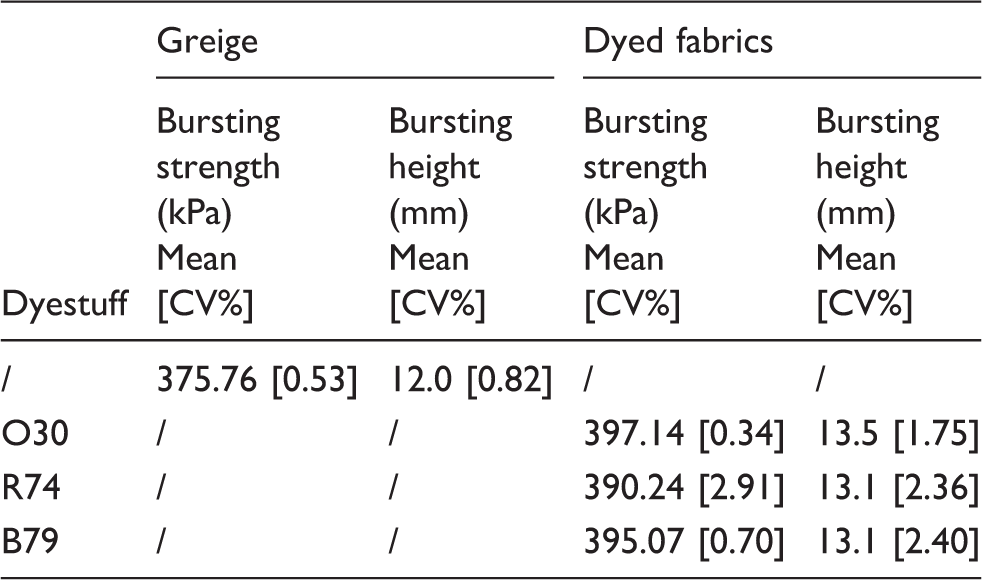
Bursting strength of polylactide/poly (hydroxybutyrate-co-hydroxyvalerate) fabrics before and after dyeing
Energy required for the dyeing process
As illustrated above, PLA/PHBV fabrics can be dyed at dyeing temperatures of not more than 100℃ by using proper disperse dyes in a short time. In addition, the ultimate dye uptakes after reduction clearing can regularly reach about 97% of the dye exhaustions, denoting the full penetration of dye molecules. Therefore, significant energy is expected to be saved comparing with the normal disperse dyeing process of fabrics made by other chemical fibers, such as polyester. Assume that a batch of 100 kg polyester and PLA/PHBV fabrics is dyed by means of a common dyeing machine, which has a superficial area of 38 m2 and an actual dyeing volume of 3 m3 with liquor ratio of 1:30. The common dyeing process of PET is carried out at a temperature of 130℃ for 40 min, while the PHBV/PLA dyeing process is carried out at a temperature of 100℃ for 10 min, both the temperature of initial dyeing liquor and ambient temperature being 20℃, as shown in Figure 7.
Comparison between the polyethylene terephthalate and polylactide/poly (hydroxybutyrate-co-hydroxyvalerate) dyeing processes.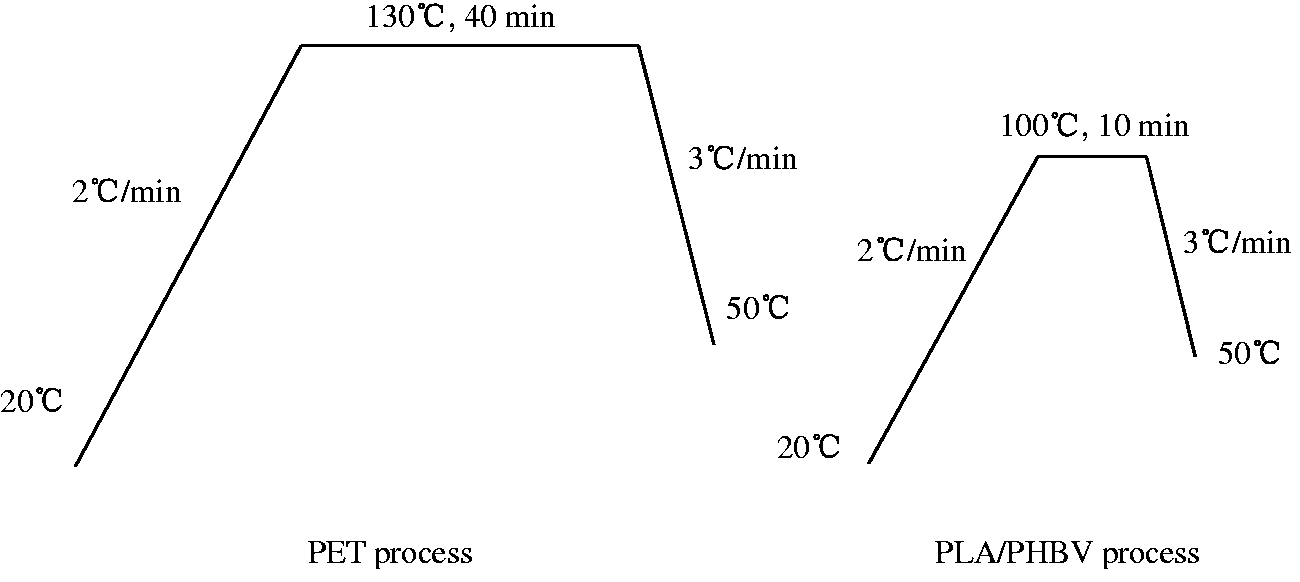
The main differences lie in the first and second step of the dyeing process, that is, the temperature-rising and temperature-holding steps. Therefore, consumed energy for dyeing each kind of fabric in these two steps is calculated. For PET dyeing, during the first step, the energy used to heat the dyeing liquor can be calculated from the following equation

During the second step, the heat transfer coefficient (

Then, the consumed energy in the second step of PET dyeing gives

The energy used to heat the dyeing liquor is

The heat transfer coefficient of convection and radiation during the temperature-holding period is given as


Then, the consumed energy in the second step of PLA/PHBV dyeing is

Finally, the saved energy for each batch of 100 kg fabrics can be obtained

As one kilowatt-hour of electricity is equal to
Conclusion
This study has experimentally identified the effects of different dyes, dyeing temperature, dyeing time, pH and liquor ratio on the dye exhaustion in the dyeing process of PLA/PHBV fabrics, finding that C.I. Disperse Orange 30, Red 74, and Blue 79 have excellent dyeing properties on PLA/PHBV fabrics, especially under the optimal condition (maximum temperature of 100℃, maintained for 10 min, pH 5, LR 30:1). Besides, the build-up properties of these dyes have revealed that the dye dosage of about 1% o.m.f. is a reasonable choice to obtain satisfactory shades.
Color fastness to laundering, color fastness to rubbing and bursting strength of the dyed PLA/PHBV fabrics have all reached commercially acceptable levels, confirming the feasibility of the designed dyeing process.
Equally importantly, a large amount of energy (
Footnotes
Acknowledgements
Thanks are due to collaboration partners the Ningbo Institute of Industrial Technology of Chinese Academy of Sciences, Orient Forest Limited, Zhejiang Xin Jian Textile Inc. Ltd, and Guangzhou Fiber Product Testing and Research Institute. The authors also thank Dr Shang Songmin for his valuable advice on the selection of dyestuffs and dyeing processes.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was partially supported by the Hong Kong Research Institute of Textiles and Apparel Limited, Innovation and Technology Commission and the Government of the Hong Kong Special Administrative Region (grant number ITP/050/13TP). It was also partially supported by Beijing DEWIN Co. Ltd, Linyi Domore Textile Technology Co. Ltd, Ningbo Tian An Biologic Material Co. Ltd and TAL Apparel Ltd.