
Abstract
A twist-film gel spinning process was developed for large-diameter high-performance ultra-high molecular weight polyethylene (UHMWPE) monofilaments. By using polybutene as a spin-solvent, film twisting was demonstrated to be an effective method for solvent removal; approximately 70% of solvent contained in the gel film can be removed simply by film twisting. This mechanical solvent removal process also makes conventional solvent extraction proceed significantly faster. Besides improved solvent extraction efficiency, large-diameter high-strength UHMWPE monofilaments (with diameters of about 80 µm and strength exceeding 3.2 GPa) can be produced with this process, which is difficult to achieve using conventional processes. The capability of making large-diameter high-strength monofilaments may allow new products of UHMWPE to be developed in a number of high-performance applications.
Ultra-high molecular weight polyethylene (UHMWPE) fibers have been investigated for decades to meet the requirements of various high-performance applications. Generally, UHMWPE fibers are produced in small diameter of about 20 µm with high strength of 3 GPa or above using the gel spinning process. 1 Nonetheless, large-diameter monofilaments with shapes of ribbons, strips or tapes are also essential in industry. They can be used for composites, dental floss, fishing line and other line products.2,3 For example, oriented monofilaments with high stiffness and strength can be used as reinforcements in single-polymer polyethylene (PE) composites 4 that are suitable for protective and ballistic applications. 5 In this case, large-diameter monofilaments have incomparable benefits over small ones. They do not need to be made into yarns and the possibility of interfacial defects is reduced. 6 However, large-diameter PE monofilaments produced by traditional processes typically have low mechanical properties and this greatly hinders their use in high-performance applications. In the past decades, a considerable amount of work has been done to improve the strength of such filaments.
Different processing techniques have been attempted in order to make high-strength PE filaments with large diameters. Improvement of strength has been achieved over the decades. In the 1950s, melt extrusion was initially used to obtain PE tapes. 7 By melt extrusion and jet stretching, tapes with thickness of greater than 5 mm can be produced. Continuous lengths of PE tapes with uniform cross-sectional thickness can be produced at relatively low temperature, but the strength of such extruded tapes is low due to the lack of orientations. 8 Calendering has also been reported for making large-size PE ‘threads’ or filaments.2,9 UHMWPE powders were fed between a combination of endless belts disposed in an up and down opposing relationship. The powders were compression molded at a temperature below the melting point between the endless belts and then rolled and stretched into an oriented profile. Slitting of the resulting tapes, sheets, films or filaments with a heated knife can be used to obtain items of a particular size that can be applied in a specific application. One major processing limitation with this process is that either the thermomechanical history needs to be precisely regulated or the production line is quite long with endless rollers. Furthermore, the strength of the monofilaments obtained with this powder-calendaring process is still quite limited. The reason might be the high concentration of entanglements limiting orientation of the polymer chains, 10 as well as the lack of strong fusion bonding between powders.
In the 1970s, gel spinning was developed as a special solution spinning process for making high-performance UHMWPE fibers. This process has also been used to attempt to obtain high-strength large-diameter UHMWPE monofilaments.11–14 However, application of the standard gel spinning process for making large-diameter monofilaments is limited for the following reasons. Firstly, solvent extraction becomes extremely slow for large-diameter filaments, making the standard process uneconomical and essentially impractical. For instance, it may take hours or even days to satisfactorily remove spin-solvent in a gel fiber with a diameter larger than 1 mm. Secondly, the large heat-transfer gradient in the radial direction during quenching of the large-diameter gel-fiber increases defects and structural non-uniformity. The skin-core effect is more significant and the resulting fiber has much reduced tensile strength.15,16
Even though conventional gel spinning is not effective, processes using its mechanism were developed to obtain large-diameter UHMWPE fibers. In one representative process, extruded UHMWPE tapes or filaments were swollen with a suitable solvent, such as paraffin oil, at high temperature and then gel was formed by quenching. The solvent was extracted with a second type of solvent or removed by evaporation. High-strength tapes or filaments were obtained by hot drawing the dried gels.3,17,18 Such processes were effective in improving the tensile strength of extruded filaments/profiles, achieving strength in the range of 1.2–1.6 GPa. This strength, however, is still quite low compared with that of directly gel-spun fibers. The process is also relatively complex and the solvent extraction/removal stage is subject to similar disadvantages as those experienced by conventional gel spinning. 10 Modifications were made recently by eliminating the solvent removal step. The ‘plasticizer’ was kept inside the tape or filament. 17 This somewhat simplifies the process but does not effectively improve the strength.
Several other processes have also been tried to obtain high-strength large-diameter monofilaments. One process is based on the concept of single-polymer composites by selectively melting the surface portion of bundled fibers to bind the filaments together followed by compression of the fiber bundle to form a large-diameter monofilament. 19 In this method, however, it is difficult to precisely control the processing temperature and time in order to achieve partial melting of the fiber surface. The fibers are also severely annealed at elevated temperature, leading to greatly reduced mechanical properties. To improve the strength and modulus, a modified process was proposed. High-strength multi-filament yarns with c-axis orientation factor over 0.96 were compressed and drawn in several temperature zones with accurate control of tension force to obtain monofilaments. 20 With this modification, strength as high as 2 GPa can be achieved. Nevertheless, this method is compromised by complicated drawing procedures in multi-temperature zones. If the yarns are produced at high cost, this method is not suitable for producing monofilaments on a large scale.
From the literature survey, it can be seen that few processes are available for producing large-diameter high-strength monofilaments. The strength of such monofilaments, in general, is much lower than those of gel-spun fibers. Therefore, there is a large impetus to develop a new, more enabling process to fill this technical gap.
In the current work, a new twist-film gel spinning process was developed for making large-diameter high-strength UHMWPE monofilaments. This new process is an extension of the standard gel spinning process, with key features added to enable the fabrication of large-diameter filaments. Instead of standard circular fibers, films are first extruded out of an UHMWPE solution. Mechanical twisting is then applied to the film to remove most of the spin-solvent and form a helical precursor. After additional solvent extraction, the precursor is drawn in multiple stages to obtain a high-strength monofilament with diameter of approximately 80 µm and strength of 3.2 GPa.
Twist-film gel spinning process
A twist-film gel spinning process capable of making high-performance large-diameter UHMWPE monofilaments was designed. The schematic of this process is shown in Figure 1. The process consists of four major steps as follows.
Mixing. This supplies a homogeneous blend at elevated temperature for extrusion. Gel extrusion and twisting. The blend is extruded through a slot die at high temperature and then passes through a quench bath to form a gel film. Hereafter, twisting is applied to the film to remove the majority of the spin-solvent. The flat film is deformed as a helical coil, as shown in the schematic. Extraction. The residual solvent in the twisted film is extracted with a second solvent. This step is indispensable and significantly affects the mechanical properties of the final monofilaments obtained. With this step, the spin-solvent should be almost completely removed from the film to obtain a twisted-film precursor. Hot drawing. The final step is to orientate the dried precursor via hot drawing to achieve high crystallinity and high strength. In this work, with three stages of hot drawing at specified temperatures, molecular chains in the monofilaments are highly oriented along the drawing direction. Schematic of the twist-film gel spinning process.

During processing, a homogeneous blend must be first prepared by mixing. The blend behaves like a solution at elevated temperature in the extruder. During extrusion, processing conditions, including extrusion speed, bowl temperature and air gap, can be optimized to reduce defects and improve the strength of the final filament. A slot die is used instead of a circular one for extrusion. Gel films with rectangular cross-sections are obtained by quenching to room temperature. Heat transfer in the rectangular geometry is more uniform and more efficient. Defects caused by a large temperature gradient in the extrudate can be reduced. Reduction of extraction time and improvement of efficiency in the third step is the second benefit of using the slot die.
Twisting is another critical step that determines the efficiency and cost-effectiveness of this process. It is an effective way to mechanically remove the spin-solvent without consuming a second type of solvent. With an appropriate amount of twisting applied to the gel film, most of the spin-solvent can be rapidly separated from the film. Twisting also reduces the overall size of the precursor, and therefore the post-solvent extraction is greatly sped up. However, the amount of twisting applied to the film should be below a certain level to avoid unwanted tearing or fracture of the film. Too much twisting may not lead to an effective increase in solvent removal, but the mechanical performance of the final fiber will be significantly reduced.
The process developed in this work also has other benefits. It is capable of producing large-diameter monofilaments with high strength. Such filaments cannot be obtained with the conventional gel spinning process because of solvent removal issues and exacerbated core-shell effects.
Experimental details
Mixing of the blend
The oligomer-polymer blend of UHMWPE with polybutene (PB) was used for the gel spinning of film. The UHMWPE used is a Ticona (Celanese) GUR resin, in powder form, with weight-average molecular mass of about 4 million Da. The PB, with trade name Indopol PB L-6 and number-average molecular mass of 280, was supplied by INEOS Oligomers Inc. The Indopol PB L-6 has a viscosity of 7 cSt at 40℃. The spin dope was prepared by combing UHMWPE powder with PB at 20℃ and stirring the mixture in a beaker while heating to 150℃. The mixture was then poured into a preheated batch mixer (C.W. Brabender Prep-Center fitted with twin roller blades) and mixed for 20 min at 150℃ to obtain a homogenized solution/blend, as shown in Figure 1(I).
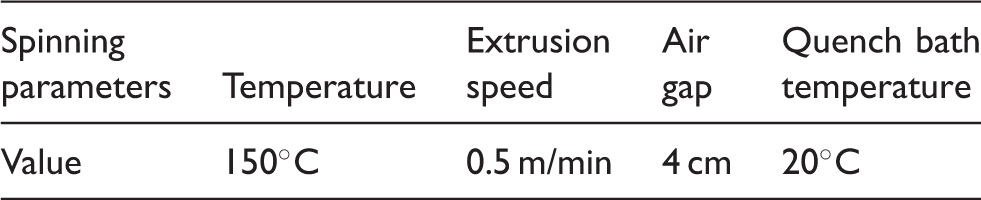
Film gel spinning
Key parameters in film gel spinning.
Twisting and extraction of gel film
Solvent removal is a critical stage for the gel spinning process. The gel fibers/films need to be fully extracted before drawing to achieve high strength. For the gel-spun films, most of the solvent PB was removed by mechanical twisting, and the residue was extracted with the setup shown in Figure 1(III). To quantitatively study the effect of twisting on solvent removal, the mechanical solvent removal was performed by fixing one end of the gel film and attaching the other end to a motor with adjustable rotations per minute (r/min) from 0 to 4000. The amount of mechanical twisting applied to the gel film is defined as turns per mm (TPMM), given by

Hot drawing
Hot drawing is an indispensable stage for orientating the twisted-film precursor to reach high mechanical strength. It was performed with three stages through heated polyethylene glycol (PEG), as shown in Figure 1(IV). The total path length through the hot bath was kept at 0.8 m in the three stages. The first stage drawing was performed at 90℃ with a feeding speed of approximately 0.6 m/min. A collection speed of 4.2 m/min (draw ratio = 7) was attempted in the first stage. The draw ratio as used in this paper is defined as the ratio of the collection roller speed to the feed roller speed. The weight-induced stretch in the air-gap region was relatively small and neglected compared to the large draw ratio during hot drawing. The second stage drawing was performed at 110℃ with a feeding speed of 1 m/min and a collection speed of 5 m/min (draw ratio = 5). For the third stage of drawing, the temperature was set at 130℃. A feeding speed of 1 m/min and a collection speed controlled incrementally from a minimum of 1.2 m/min to a maximum limited by the drawability of the fiber were applied. The maximum draw ratio was determined by stepwise increasing the third-stage collection speed at appropriate time intervals until filament breakage. Filaments were drawn at each incremental ratio to obtain samples at least 6 m long for testing.
Characterization
The filament diameter was measured by weighing a known length of filament and calculating the cross-sectional area. Before weighing, the hot-drawn filaments were briefly rinsed with ethanol to remove residual PEG from the hot-drawing stage and then dried with forced air convection.
The tensile properties of filaments were measured using an Instron 5566 universal testing machine. Test samples were randomly selected from segments cut from the 6 m long filament and then wound onto wooden rods approximately 2 mm in diameter and super-glued over the wound fiber ends. The crosshead speed was 100 mm/min with a gauge length of ∼10 cm. All tensile tests were performed under ambient conditions (40–60% relative humidity at 20–22℃). Four samples in a group from each type of filament were tested and at least five groups were tested to obtain the average value and error.
The instrument used for obtaining differential scanning calorimetry (DSC) data was a TA Q200 DSC unit (TA Instruments). Samples were sealed in hermetic aluminum pans. A nitrogen atmosphere and a heating rate of 10℃/min were used for all samples. Thermal gravitational analysis (TGA) was performed using a TA TGA5000 (TA Instruments). Samples were heated to 350℃ in a nitrogen atmosphere and held at this temperature until the weight change approached a steady value. The rheological data were collected with a TA AR2000EX parallel-plate rheometer (TA Instruments). Fiber surface and appearance were observed using an optical microscope (Olympus BX51 optical microscope installed with an Olympus UC30 digital camera).
Wide-angle X-ray diffraction (WAXD) data were collected on a Rigaku Micro Max 002 (Cu Kα radiation, λ = 0.154 nm) operating at 45 kV and 0.65 mA using an R-axis IV++ detector. The exposure time was 120 min for all samples. Diffraction patterns were analyzed with AreaMax V1.00 and MDI Jade 6.1. The crystalline orientation factor was calculated with the method developed by Wilchinsky. 21 The 110 and 200 azimuthal diffractions were used to determine the orientation factor based on the orthorhombic UHMWPE unit cell. 22
Raman spectra of the twisted-film precursors and drawn filament obtained at various drawing stages were obtained using a 785 nm laser on a Raman microscope system from HORIBA Scientific. For Raman spectroscopy, the samples were mounted onto metal tabs and fixed with cyanoacrylate adhesive at both ends. Raman spectra were taken in the VV mode, and the filament samples were aligned parallel to the polarizer and analyzer. PeakFit software was used to analyze the acquired Raman spectra with Gaussian–Lorentzian curve fitting.
Results and discussion
Extrusion of film from a slot die
In this work, large-diameter monofilaments were obtained by hot drawing of twisted films extruded from a slot die. The die size is 10 mm × 1 mm. The geometry of the die is rectangular instead of a circular to reduce the effect of the core-shell structure on final fiber strength and drawability.15,16,23 Obtaining high-strength large-diameter monofilaments directly by drawing extrudates from a circular die is seldom reported to.
Concentration of the spin dope is one of the critical parameters that need to be determined to obtain high-performance filaments. To obtain high-strength PE filaments with the gel spinning process, a low-concentration spin dope is generally preferred to reduce entanglements between polymer chains.
10
However, the concentration is also limited by factors including die dimensions, spinning temperature and spinning speed. No continuous filament can be formed if the concentration is too low and the spinnability is poor. In this work, the spinning temperature was set as 150℃, which is slightly higher than the melting peak temperature of PE to assure the use of the lowest concentration spin dope while the solution is spinnable. If the temperature was set to a higher value, the viscosity of the low-concentration solution would be too low for spinning. An appropriate concentration was determined based on rheological tests of the spin dope. A comparison of frequency sweep of 2% (w/v) and 4% (w/v) PE/PB solution at a constant temperature of 150℃ with constant strain of 1% is shown in Figure 2. It can be seen that the storage modulus (G’), loss modulus (G”) and complex viscosity (|η*|) for the concentration of 4% are much higher than those of 2%. It is demonstrated that continuous and stable film can be spun with 4% spin dope, while no stable films can be obtained with the 2% spin dope. Thus, 4% spin dope was selected for the experimental demonstration. The rheological data can also provide reference for spinning films with this die for other types of materials. Besides, it can be seen that at low frequency (<0.3 Hz), the loss modulus (G″) is larger than the storage modulus (G′). The solution is dominated by viscous behavior instead of elasticity. It can be deduced that the solution should be spinnable in this region and subject to less flow instability by suppressing the elasticity to obtain high-strength fiber. For the region at high frequency (>0.3 Hz), the storage modulus (G′) is higher than the loss modulus (G″), which means elasticity is dominating the solution. If the solution is spun in this region, notable die swell or even flow instability will take place and fibers obtained will have more defects. Other parameters, such as the air gap and quench bath, can also be determined based on rheological properties of the spin dope. For example, the gelation temperature of the PE/PB solution is obtained from parallel-plate rheometry, as shown in Figure 3. The gelation point is around 110℃, which provides reference for setting the air gap and selection of the quench bath to quickly obtain gel film/fiber when the solution is extruded out.
Frequency sweep of polyethylene (PE)/polybutene (PB) solutions with concentration of 2% and 4%. Gelation temperature of polyethylene (PE)/polybutene (PB) solutions with concentration of 2% and 4%.

Effect of mechanical twisting on solvent removal
Solvent removal has been a big issue for the gel spinning process, which greatly affects the manufacturing cost and process efficiency. The conventional methods for removing spin-solvents from the gel fiber are typically evaporation and extraction. Evaporation is mainly used for solvents with high vapor pressure, such as decalin. It is so volatile that it is easily volatilized far below its boiling point. 24 However, it is difficult and expensive to apply evaporation in industrial manufacturing due to environmental issues. The volatile solvents are usually toxic and cannot be directly emitted into atmosphere, which need complex procedures to recycle. Furthermore, long ovens are needed for heating fibers and to fully evaporate the volatile solvents, which increases the manufacturing cost of the final fiber.25,26 For nonvolatile spin-solvents, such as paraffin oil, extraction with a second type of solvent is commonly used. The extraction technology is a key factor to improve process efficiency and drawability of the UHMWPE gel fibers. Studies have previously been done for improving the extraction efficiency for certain types of spin-solvents. The effect of paraffin oil concentration on the extraction time has been investigated to prove that the extraction solvent needs to be continuously replaced by pure solvent in a continuous process of fiber production. 27 The solvent separation and extraction dynamics of different concentration solutions were also studied. 28 It was indicated that the phase separation of different concentration UHMWPE gel fibers is only severe in the first hour and several days are needed to reach an equilibrium state. The root reason for low efficiency is that extraction is based on diffusion, which is limited by the concentration gradient and chemical interaction. 29 Typically, the concentration of UHMWPE solution for gel spinning is about 6–8 wt%. Under such conditions, 12–15 times the amount of spin-solvent and around 1000 times or more extraction solvent will be used for producing one unit of UHMWPE fibers. During the process, some spin-solvent and extraction solvent will be inevitably wasted during the solvents’ recycling process, which will cause environmental issues and increase the cost of the final fibers. Thus, an alternative method for fast extraction of solvents is urgently needed to improve the process efficiency and reduce the manufacturing cost.
In this work, mechanical twisting was introduced as an effective method for fast solvent removal. The overall process is nontoxic and nonflammable with minimal generation of solvent by-product while simultaneously increasing the process efficiency. The majority of spin-solvent from the gel film was removed by mechanical twisting. The mass loss resulting from twisting is expressed by weight percentage remaining (Wr, %), which can be calculated simply by

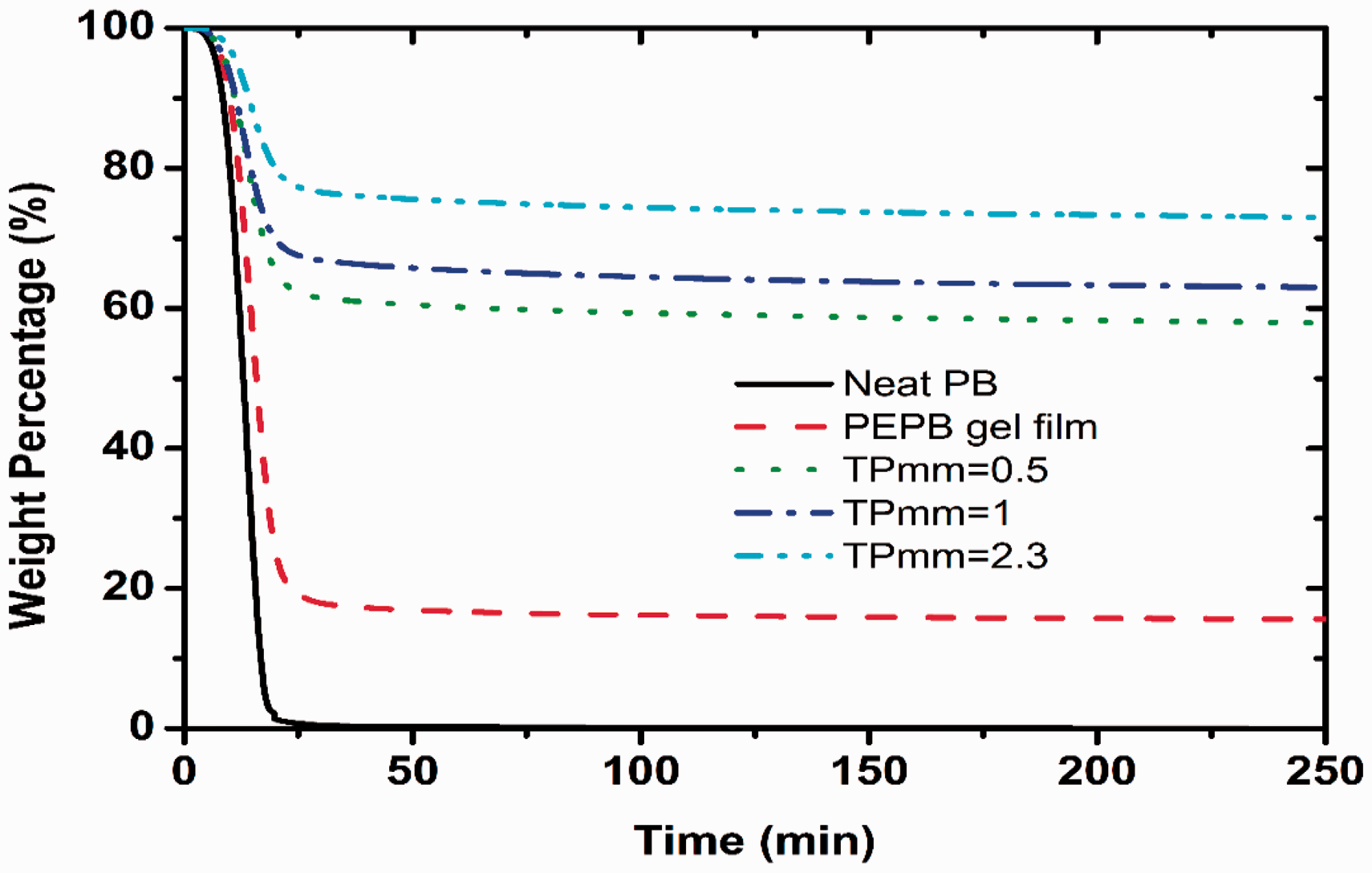
The values Wbefore and Wafter are the gel film weight before and after twisting, respectively. The weight percentage remaining as a function of TPMM is plotted in Figure 4. As shown in the figure, the gel film weight can be reduced to ∼35% by twisting to ∼3 TPMM. Further increase in TPMM does not significantly increase solvent removal; however, excess deformation of the gel film occurring at higher TPMM leads to instability of the process and may reduce mechanical performance of the final hot-drawn fiber. The majority of the spin-solvent is removed in the initial stage of twisting when TPMM ranges from 0 to 1. The PB residue in the gel films after twisting was also measured by TGA, as shown in Figure 5. The neat PB is completely gone in about 25 minutes, while neat UHMWPE remains about 100% under such conditions.
10
The gel film has about 80% of spin-solvent inside instead of 96% in the spin dope, which results from simultaneous phase separation at room temperature. With twisting applied, the concentration of spin-solvent in the gel film decreases obviously. It can be seen that the concentration of spin-solvent reduces to ∼30% when TPMM = 1. The results are consistent with those in twisting experiments to validate that the majority of the spin-solvent in the gel film can be removed by mechanical twisting.
Weight percentage remaining as a function of the amount of twist applied. TPMM: turns per mm. Thermal gravitational analysis weight loss curves as a function of time. Films are heated to 300℃ in nitrogen atmosphere for 240 min to fully remove polybutene (PB). Neat PB is used as a reference. TPMM: turns per mm; PE: polyethylene.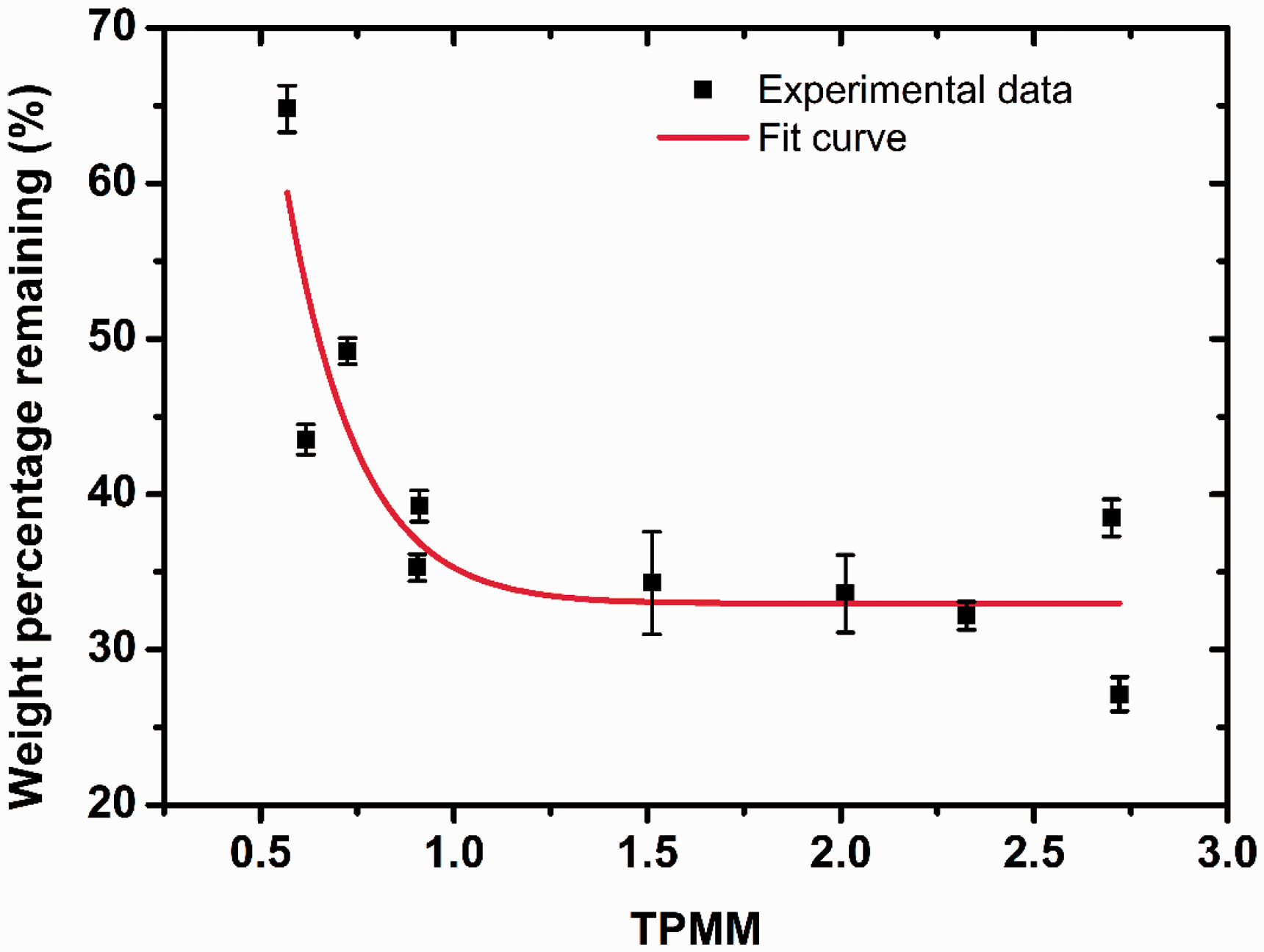
Effect of twisting on fiber properties
As demonstrated, mechanical twisting plays a significant role in removing spin-solvents from the gel film. However, the effect of twisting on the properties of the final fiber still needs to be investigated. It was reported that, for melt-spun PE fibers, twisting either as-spun or drawn fibers decreased the axial orientation, modulus, tensile strength and also the elongation to break. 30 The changes in these properties increased with the twist angle. However, as shown in our previous work, for small-size gel-spun UHMWPE fibers, the effect of twisting on fiber properties was quite different. 29 It was demonstrated that twisting largely enhanced solvent extraction effectiveness, while the fiber properties were not reduced. As little information about twisting of large-diameter gel-film can be found, the effect of twisting on gel-spun film and the final hot-drawn fiber was investigated in this study.
The effect of twisting on as-spun UHMWPE/PB gel films was studied with DSC. As shown in Figure 6, the melting peak of the twisted films shifts to a higher temperature with an increase of TPMM. One possible reason is the increased PE concentration in the gel film after removing a portion of the spin-solvent. With reduction of the compatible component PB, the melting peak of the gel film shifts to that of neat PE. Another possible reason is that twisting causes transformation of a small fraction of the film to the monoclinic form of PE.
30
With comparison of the melting peaks, it can be found that the melting peak keeps increasing from the bulk gel to the film with TPMM of 1. It can be inferred that the film is slightly oriented both in the extrusion stage and the twisting process. However, the melting peaks do not have significant variation among the films from TPMM of 1 to TPMM of 2.7. This has a similar trend as the effect on solvent removal. With a certain degree of twisting, the majority of the spin-solvent can be removed and the film can be moderately orientated. Over-twisting does not show a significant impact on improving solvent removal and orientation of the as-spun film.
Differential scanning calorimetry endothermal melting peaks of ultra-high molecular weight polyethylene/polybutene gel, extruded film and twisted films with different turns per mm (TPMM).
Besides the impact on as-spun gel film, more concern is about the effect of twisting on the performance of the final fiber. This was investigated based on optimized hot drawing conditions. For gel spinning of small-size UHMWPE fibers, hot drawing was usually completed in two stages to convert the ‘shish-kebab’ structure to ‘shish’ to achieve high strength by drawing to a large ratio. 10 As no reports are available for hot drawing of the twisted films, trials were done with the conditions of small-size UHMWPE fiber as a reference. The drawing temperature, stages of drawing and the draw ratio at each stage are critical to tensile properties of the fibers. The temperature at each stage should be set appropriately to avoid melting the fiber while enabling long-range molecular rearrangements of polymer chains. For gel-spun UHMWPE fibers, the favorable drawing temperatures were in the range of 80–148℃. 31 It was demonstrated with trials that three stages of drawing were an optimal condition for obtaining high-strength final fibers. The drawing temperatures at each stage were 90℃, 110℃ and 130℃, respectively.
The effect of twisting on final fiber properties was examined by hot drawing the twisted precursor films in the three stages with optimized draw ratios for achievable highest strength. For effective hot drawing, the spin-solvent should be almost completely removed from the twisted-gel film before hot drawing. Excessive spin-solvent residue in the gel film suppresses the melting temperature, thereby reducing the maximum drawing temperature that the film can undergo. If the twisted-film precursors are oriented at relatively low temperatures, the tensile strength can be significantly reduced due to creation of defects. 32 Thus, the twisted gel films were soaked in agitated hexane for 2 hours while maintaining fixed length for complete extraction before hot drawing.
After hot drawing the twisted gel films with optimized drawing ratios to reach high strength, the effect of twisting on final fiber diameter and total draw ratio can be obtained. As shown in Figure 7, the final fiber diameter increases from ∼65 to ∼100 µm when TPMM is applied from 0 to ∼3. Correspondingly, the total draw ratio decreases from ∼135 to ∼60 with the increase of TPMM. One possible reason for the reduced draw ratio at high TPMM is the low efficiency in heat transfer with large amounts of helical patterns. The nonuniformity of heat distribution from the surface to core limits drawability of the whole film precursor. Hence, the diameter of the final hot-drawn fiber is much larger due to the low draw ratio, while for the precursor films with low TPMM, they can be heated quickly to be drawn to a large ratio. However, the films directly drawn to a large ratio may have ‘slit film fiber’ or ‘fibrous film’, which is detrimental to their mechanical performance.
33
The effect of twisting on final fiber diameter and total draw ratio. TPMM: turns per mm.
The effect of twisting on mechanical properties of final hot-drawn fibers is also obtained based on the optimized drawing ratios. As shown in Figure 8, the tensile strength increases to ∼3.2 GPa when twisting is applied at TPMM of 1. However, with continuous increase of TPMM, the tensile strength decreases significantly. The effect of twisting on Young’s modulus of the final fiber shows a similar trend. The Young’s modulus reaches a maximum value of ∼102 GPa when TPMM equals 1. Thus, the optimal twisting condition for obtaining high-strength fiber from the gel-film precursor is TPMM of 1. After being twisted, the film precursor was hot drawn for three stages at 90℃, 110℃ and 130℃, with draw ratios of ×7, ×5 and ×2.5 at each stage, respectively. The ultimate tensile strength of the final fiber is 3.24 ± 0.12 GPa and the Young’s modulus is 102.47 ± 4.95 GPa. For comparison, commercially available Spectra® 2000 fibers from Honeywell were twisted and used as control to check the effect of twisting on the Young’s modulus. The results are listed in Table 2. The modulus of the small-diameter fibers shows a trend of decreasing from ∼140 to 90 GPa with increase of TPMM from 0 to 3. Twisting is confirmed to have the effect of reducing the modulus of fibers when it is applied in the final hot-drawn fibers. Instead, if twisting is applied before hot drawing, the modulus of the final fibers can increase within a certain range of TPMM. The modulus will also decrease if the precursor fiber is over-twisted before hot drawing. Thus, twisting is applied before hot drawing in this work to remove spin-solvents and it is controlled in a range to obtain a relatively high modulus.
The effect of twisting on final fiber tensile strength and the Young’s modulus. TPMM: turns per mm. Effect of twisting on the modulus of commercially available Spectra® 2000 fibers. TPMM: turns per mm.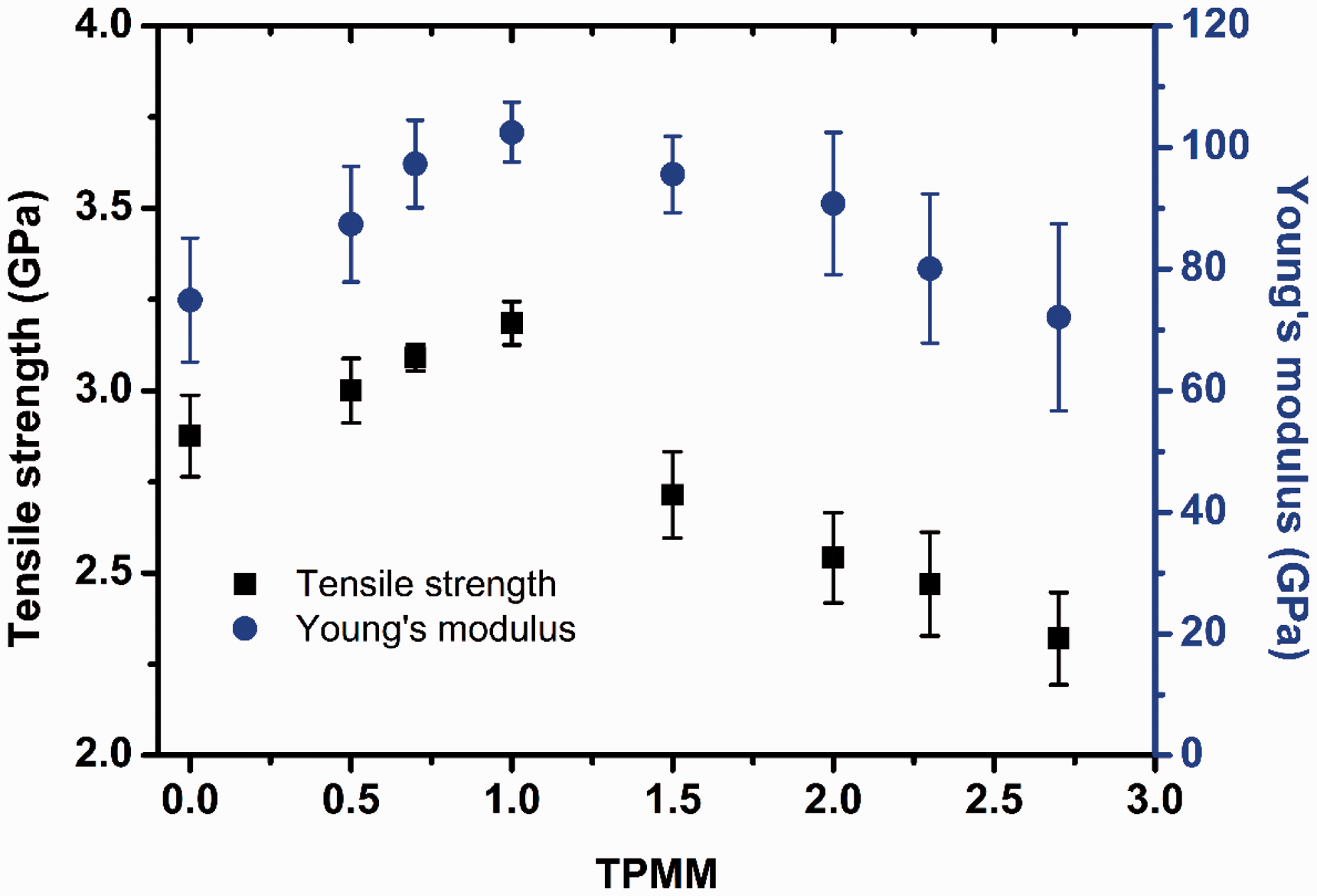
Representative tensile curves of the final hot-drawn fibers are shown in Figure 9. The size of the final fiber is around ∼80 µm in diameter. The results demonstrate that large-diameter and high-performance UHMWPE monofilaments can be obtained with the twist-film gel spinning process. With a certain amount of twist applied, the majority of the spin-solvent can be removed while maintaining a high mechanical property of the final filaments.
Representative tensile strength versus tensile strain curves for large-size ultra-high molecular weight polyethylene fibers obtained with three stages of hot drawing.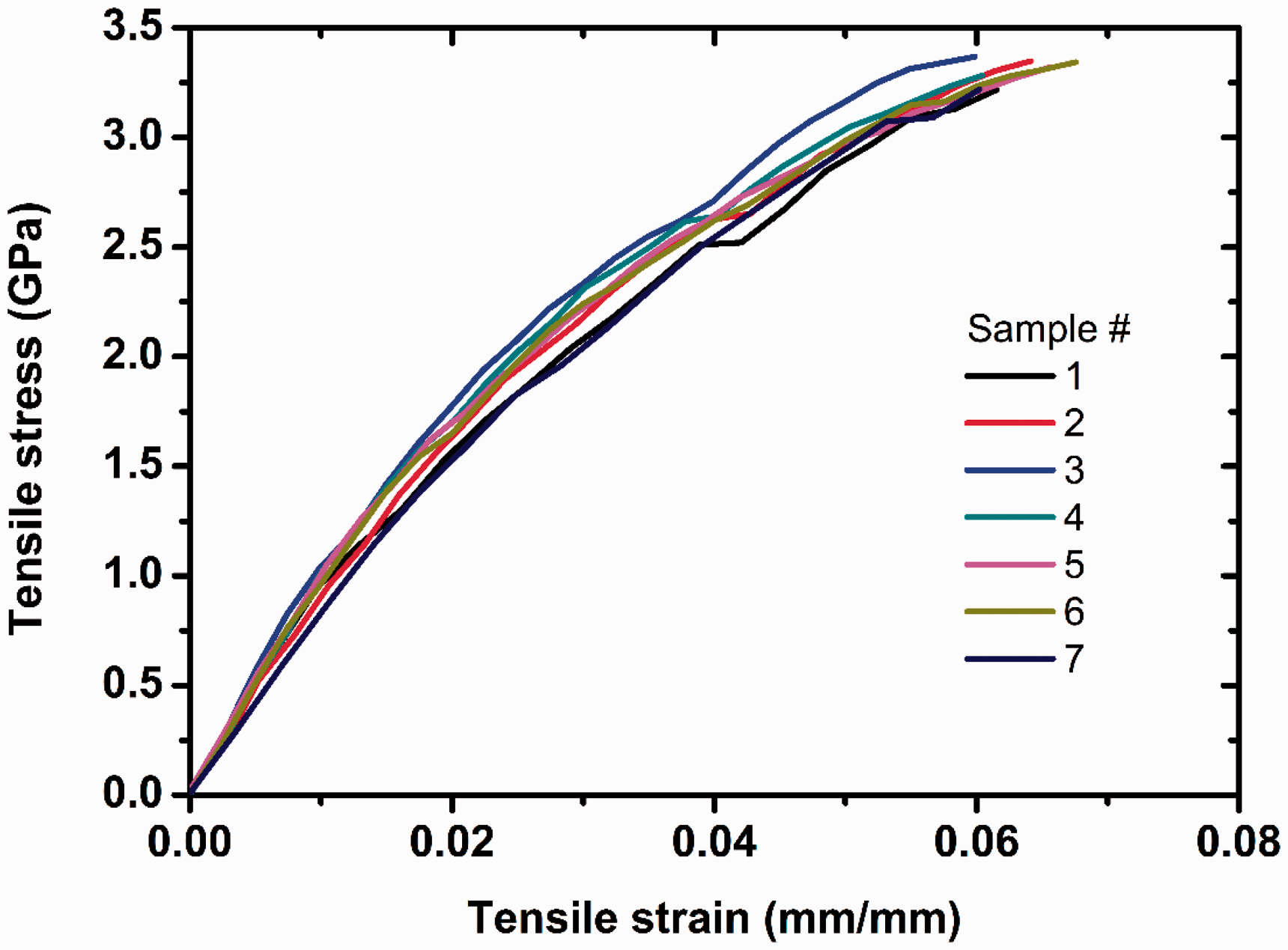
Fiber morphology and structure
The surface appearance of the twisted-film precursors and fibers hot drawn at each stage was examined. The twisted precursors were prepared by first applying the desired amount of twisting (TPMM = 1) and then extracting with hexane to fully remove residue at a fixed length. The fiber samples were collected after hot drawing of the precursors. Optical images of the precursor and fibers at each stage are shown in Figure 10. From Figure 10(a), the helical appearance indicates the twist applied becomes visible at a TPMM of 1. Meanwhile, it indicates that the twist applied was well preserved through extraction in hexane and drying, and the TPMM applied to the gel films can be considered permanent after drying. The dried twisted-film precursors did not show an obvious tendency to unwind even when unconstrained. With increase of drawing, the helical patterns on the fiber surface are fewer, as shown in Figures 10(b)–(d). The final drawn fibers do not show obvious helical appearance but some marks, which may be formed by the helical patterns during drawing. The helical patterns are hardly to be observed at a hot-draw ratio of 35, as shown in Figure 10(c). This observation is understandable as the film precursor has been extended 35 times, so the initial TPMM has been decreased by a factor of 35. For the initial TPMM of 1, the net TPMM after 35 times drawing is approximately 0.03. With such a low TPMM, the helical patterns should only appear every 33 mm; hence, with the current length scale under the microscope, the twisting effect is difficult to notice. At the final stage of hot drawing, the actual TPMM becomes 0.01. Therefore, the twisted-film precursors after three stages of hot drawing have almost the same surface appearance on a length scale of around 100 mm compared to that without twisting, except for the marks left in the drawing stages. The morphological change of these large-diameter monofilaments is similar to that of small fibers.
29
With a certain level of twisting applied before hot drawing, helical patterns are obtained for the precursors. With a higher TPMM, helical patterns are more noticeable. The patterns can be almost eliminated by hot drawing to a large ratio. After hot drawing, the patterns with different TPMM are similar and difficult to observe. However, if the fibers are over-twisted, the helical patterns in the precursors are difficult to remove by hot drawing due to lower draw ratios. In this case, the helical patterns are more obvious for the fibers with higher TPMM.
Optical images of ultra-high molecular weight polyethylene fibers obtained by the twist-gel spinning process: (a) precursor; (b) first stage with draw ratio ×7; (c) second stage with draw ratio ×35; (d) third stage with draw ratio ×94.5.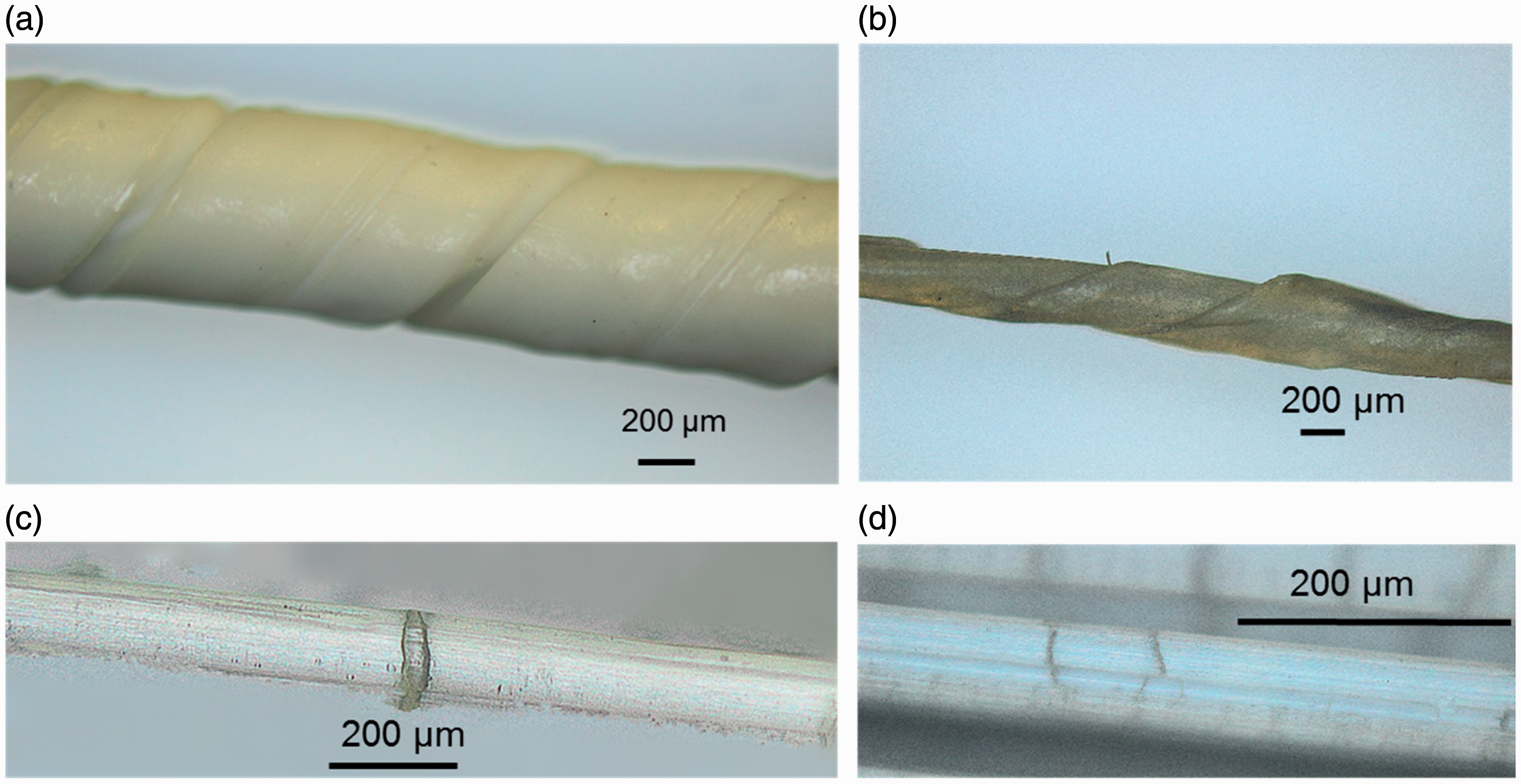
The structure of the fibers at each drawing stage was examined with X-rays. The WAXD patterns are shown in Figure 11. As shown in Figure 11(a), the twisted-film precursor shows diffractions along the equator and meridian, indicating crystalline orientation parallel and perpendicular to the fiber axis. The perpendicular orientation is typical for PE gel fibers spun and extracted with solvents.
32
It can be deduced that the orientation along the equator mostly is caused by twisting. With hot drawing, it can be observed that the c-axes of the crystallites are orientated along the drawing direction in each stage. The diffractions along the meridian gradually disappear. In particular, the fibers at the second stage and third stage show significant c-axis orientation parallel to the fiber axis, while there is almost no c-axis orientation in perpendicular direction. This is different from the orientation of conventional UHMWPE tapes affected by twisting. The difference is mainly determined by when twisting is applied. For the conventional UHMWPE tapes, typically twisting is applied after hot drawing. In the hot-drawing stages, orthorhombic crystals are formed with the c-axis along the drawing direction and a-axis perpendicular to the tape surface. With twisting applied, the crystals will be deformed and the corresponding a-axis orientation should be randomly distributed toward the drawing direction. However, in this work, twisting is applied before formation of the final crystalline structure. With twisting, the obtained precursor film is just slightly oriented, as shown in the pattern of the precursor, and a significant portion of the precursor is in the amorphous phase. Then the precursor films are hot-drawn and highly oriented crystals are obtained. The crystals are formed by orientation along the drawing direction and the c-axis is along this direction. The corresponding a-axis should orient perpendicular to the fiber surface. As twisting is applied before hot drawing and a significant portion of the twisted film is amorphous, the formation of orthorhombic crystals is not significantly affected by twisting and the a-axis orientation should still be nearly perpendicular to the fiber surface.
Wide-angle X-ray diffraction two-dimensional patterns of ultra-high molecular weight polyethylene filaments at different drawing stages: (a) twisted-film precursor; (b) first-stage drawing 7×; (c) second-stage drawing 35×; (d) third-stage drawing 94.5×.
To quantitatively describe the orientation development in the drawing stages, azimuthal integrations along specified crystallization directions are obtained. The azimuthal integrations of the [110] and [200] diffractions are plotted in Figure 12. The azimuthal width of each direction decreases significantly when the fiber is drawn into the next stage, while the intensities at both directions increase greatly with the increase of the draw ratio. Based on the data of these two directions, the orientation factor for orthorhombic UHMWPE crystallite can be calculated with Herman’s method, as shown in Table 3. The orientation factor keeps increasing with progress of hot drawing. By comparing the orientation factors, it can be inferred that the orientation mainly happens in the first and second stages, as the orientation factor shows a slight increase in the third stage.
Azimuthal integrations of ultra-high molecular weight polyethylene filaments at different drawing stages: (a) [110] direction; (b) [200] direction. Orientation factors of ultra-high molecular weight polyethylene filaments at different drawing stages.

In the calculation of the orientation factor, it is found the structure of these large-diameter and high-performance UHMWPE monofilaments is different from the small-size ones. As shown in the literature, orientation of UHMWPE fibers by hot drawing is mostly in the [110] and [200] directions.10,29,34 However, the filaments obtained by the twist-film gel spinning process are different, as shown in Figure 13. In the total integrations of intensity with diffraction angles, a peak at ∼40.4° corresponding to the crystallite direction [011] appears and becomes comparable to the peak of [200] when hot drawing is completed.
35
By comparing the relative intensities of the three major peaks, it can be inferred that orientation is mainly focused on the [110] and [200] direction in the precursor film and the first-stage fiber, while in the second and third stages, orientation of the fiber is more likely to happen in [200] and [011] direction. One possible reason for the fiber inclined to orientate in the [011] direction is the twist being applied before hot drawing.
Wide-angle X-ray diffractograms of large-size ultra-high molecular weight polyethylene monofilaments obtained by the twist-film gel spinning process.
The structure of the fibers was also examined with Raman spectroscopy. Figure 14 shows the Raman spectra of UHMWPE filaments at different drawing stages. It can provide consistently reliable information about structural and morphological changes in the fibers. With the well-established assignments of the observed vibration bands in the wavenumber region 900–1500 cm−1, crystallinities of the fibers can be calculated.36–38 From the method proposed by Strobl and Hagedorn,
39
it is possible to estimate the relative amounts of the orthorhombic crystalline phase. For the crystalline fraction, the integrated intensity of the 1416 cm−1 band (assigned to CH2 bending) is used. It can be observed that with further drawing, the relative intensity of this band compared to the largest peak at 1125 cm−1 keeps increasing, which infers the crystallinity of the fiber is improved by orientation. Meanwhile, by comparing the spectra of the twisted precursor and the first-stage fiber, it is found that the bands at 1024 cm−1 (assigned to CC stretching) and 1270 cm−1 (assigned to CH2 twisting) are diminished, which represent the majority of the amorphous phase.
40
This is consistent with WAXD measurements that the fiber is orientated and crystallized by hot drawing to convert the amorphous regions into laminates.
41
By hot drawing from the first stage to the third stage, the peak around 1060 cm−1 keeps diminishing while the peak around 1416 cm−1 is increasing, which can support the selected orientations at such stages in WAXD measurements. For the band around 1300 cm−1 that is assigned as the interphase between crystalline and amorphous, it shows almost no change in the first stage, while a huge decrease is obtained in the second stage. This phenomenon has not been reported before, which needs further investigation.
Raman spectra of ultra-high molecular weight polyethylene monofilaments at various drawing stages.
With analysis of the morphology and structure of the filaments during hot drawing, it seems the effects of twisting are clearer. Firstly, in the process of solvent removal by mechanical twisting, it induces a polymorphic transformation through a slip or shear mechanism to yield a small amount of new crystalline phase, presumably the monoclinic PE. 42 The monoclinic crystalline phase is supported by the WAXD pattern of orientated precursors and the broad peak around 1416 cm−1 in Raman spectra. The crystalline induced by twisting is maintained until the filament is drawn at 90℃ for the first stage. Hot drawing increases the perfection and periodicity of the stacking of lamellar crystals, and causes the monoclinic PE to transform to the orthorhombic crystal. Thus, with further drawing in the second stage and third stage, the orientation of filaments is continuously improved and more orthorhombic crystals are obtained. The effect of twisting on fiber morphology and structure is gradually diminished by hot drawing to a large ratio. With three stages of hot drawing, helical patterns are hardly observed on the fiber surface and the crystalline phase is orthorhombic. The tensile strength and Young’s modulus of the fibers are significantly increased, but the elongation to break is decreased.
Conclusions
In this work, a new twist-film gel spinning process was developed for producing large-diameter high-performance UHMWPE monofilaments. Using a slot die, uniform films can be extruded with optimized spin dope concentration and extrusion conditions, which were determined based on DSC and rheological measurements. Mechanical twisting was used to remove spin-solvents from the films and it is demonstrated as an effective way in which as much as 70% of the spin-solvent can be removed without the consumption of extraction solvents. To obtain high-strength final filaments, three stages of hot drawing were applied to the twisted-film precursors. With optimal hot-drawing conditions identified, the effects of twisting on the final fiber diameter, drawability, tensile strength and Young’s modulus were quantitatively investigated. It is found that with TPMM of 1, PE monofilaments having strength of 3.2 GPa and diameter of 80 µm can be obtained. WAXD and Raman spectroscopy were used to study the fiber structural change from twisted-film precursor to the final hot-drawn filament. The results show that orientation and crystallization of the filaments mainly occur in the first and second stages. It is also demonstrated that the effect of twisting on the fiber structure is gradually eliminated in the hot-drawing stages. The monoclinic crystalline phase induced by twisting is transformed to orthorhombic crystals by hot drawing.
Footnotes
Acknowledgements
The authors would like to express thanks to Clive Liu from Dr Kumar’s group at Georgia Tech for use of the Raman spectroscopy and for helpful discussions. The authors also thank Dr Shoftner at Georgia Tech for use of the Instron machine.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.