
Abstract
For an overall description of llama fiber, its fleece structure and differences between fleece types are illustrated schematically, defined through a resumed evaluation, and determined as a compound of different fiber types. A dissection method is described and 252 samples of llama fleeces were dissected forming three fiber groups, within which fine, medium, and coarse fibers are gathered separately and, therefore, a dehairing process is simulated. Taking the group of fine fibers as a reference for the product to be obtained by dehairing, an average dehairing yield of 69% was calculated, which varies depending on the fineness of the fleece. The following fiber attributes were analyzed: fiber diameter, fiber length, crimp frequency, and crimp type. These were evaluated within fiber groups and among fleece types. The process of fleece classing regarding fineness is simulated through successively excluding coarse fleeces when evaluating the results. As a step previous to dehairing, and in order to assemble the most homogenous raw material, the necessity of fleece classing regarding fineness and type was confirmed. Fleece classing regarding fineness including only fleeces with a total mean fiber diameter lower than 28 µm and a subsequent dehairing process resulted in a mean of 21.6 µm for the group of fine fibers, with 96% of the fleeces with a mean fiber diameter of the group of fine fibers lower than 25 µm and 61% lower than 22 µm. We conclude that this segment of fine fibers reflects the potential of llama fiber as a textile raw material.
The sociocultural context of many regions is mainly influenced by small farmers who hold livestock for various reasons and as an essential activity for the local population. An example, therefore, is described for the production of alpaca, llama, vicuna, and guanaco fiber in South America, 1 a sociocultural structure which is specific to small farmers. In this context, many times, animal fiber is produced independently of how much income may be obtained.
At the same time, in order to gain a better livelihood for the rural population, it is essential to strengthen the local economy, and therefore animal fiber offers an important potential. A traditional use for the fiber is local handicrafts, but those framers who do not employ that option (higher clipping harvest) should be able to sell their fiber at fair prices to the fiber processing industry. However, regarding its quality as a textile fiber and as one of the so called specialty fibers, the prices captured for llama fiber are still lower than they should be. 2
The question is, what can be done from the farmers' side in order to gain a better price? Certainly, a lower mean fiber diameter would be equivalent to higher quality, given the big difference in the market value of animal fibers according to this fiber attribute.2,3 This is due to the fact that one of the most demanded characteristics for animal fiber (besides the fiber diameter) is the absence of prickle, 4 which is caused by the ends of coarse fibers that protrude out of a fabric and press on the skin. 5 The coarse fibers, belonging to the so called coarse edge, 6 are known to be the fibers which are able to push on the skin's surface with so much force as to activate nerve cells, causing a sensation of prickle. 7 Therefore, the coarse (or different) fibers are called objectionable fibers. But in a more recent work, Naebe et al. 8 showed that fibers as fine as 10 μm can cause pain nerves to respond, and this response is curvilinear, and it was demonstrated by McGregor et al. 9 by using fabrics over the range of 13–21 μm that there is no fiber diameter threshold for prickle. Prickle response declines linearly right down to 13 μm.
An investigation was done with panelists to represent the opinion of consumers, and the differences that could be detected when comparing dehaired and non-dehaired variables were fiber diameter (1.01 µm in yarn and 1.55 µm in fabric surface) as well as coarse fibers by weight (3.23% in yarn and 4.57% in fabric surface). These differences are explained by the diameter of the lattice medullated fibers, non-medullated fiber diameter (on fabric surface) and lattice medullated fiber frequency (on the fabric surface). 5 On the other hand, precisely the same coarse llama fibers are of high quality if utilized in the carpet industry, for instance, because of their excellent resilience and friction resistance (anecdotal reference).
In order to evaluate the textile potential of llama fiber it has to be determined how many objectionable fibers are contained in a fleece, and if the finer fibers are fine enough. Obviously, only if there are fine fibers present in a fleece, a dehairing process would be of help, because dehairing does not make fine fibers finer but separates coarse fibers from the existing fine fibers which remain in the dehaired product. It was determined for Australian wool tops that the relationship between prickle factor and fiber diameter adjusts to a potential function, 10 which is associated with the skewness given by the distribution of fiber diameters. 11 The relationship between fiber diameter and prickle factor is similar for alpaca and llama fiber. It adjusts to a potential distribution and shows a break point around 22 µm, while the prickle factor is constant before the break point (0.33%/µm) and increases significantly after that (5%/µm). Practically all fiber, over 96%, lays beyond the threshold of objectionable fibers that is required for fine garments (3.2%), and therefore needs dehairing in order to be corrected. 12 Therefore, measures which can separate fibers of different diameter are needed, and this means measures which lower the grade of variability of llama fiber before it reaches the textile process.
A commonly known way to increase the quality of llama fiber as a raw material consists in classing fleeces regarding fineness. In the context of remote rural areas, this usually cannot be done by analysis in a fiber laboratory, but has to be accomplished in a very basic way. Fleece classing regarding fineness can be done by hand through the tactile appreciation of a trained operator. Also, the selection of fleeces of only young animals may help, because the increase of fiber diameter with the animal’s age is a known phenomenon. 13 Therefore, for this research, only samples of young animals of up to three years of age were selected, in order to determine if this method to reduce variability concerning diameter could possibly be suitable.
Not only classing regarding fineness has to be considered; also, classing regarding fleece type has to be studied, because the different fleece types show big differences regarding fiber types. More precisely, fleece types are defined through the presence of different fiber types, which differ in the following four main attributes: diameter, length, crimp type, and presence or absence of lustre. These four attributes can have a range of values and combine in different ways to form different fiber types.14,15
Therefore, the variability of llama fiber as a raw material is high and it has to be determined if classing regarding fleece type can contribute to narrowing it. Classing can be done based on the description made in previous studies,14,15 pointing out the different typical fiber types of each fleece type. The different fleece types can be precisely and objectively identified, being observed on the living animal, in the shared fleece as well as by microscopic analysis of the fiber attributes. The described fleece types are double-coated (DC), single-coated (SC), and lustre (L) as standard types, as well as intermediate-coated (IC), an intermediate type between DC and SC, and hemi-lustre (HL), an intermediate between SC and L (see Figure 1).
Schematic illustration of staple shapes for each fleece type (modified from Frank et al.
15
).
Classing (grading) regarding fleece types could be a practical solution, but it is not so easy to put into practice. It cannot always be guaranteed that the identification of the llama fleece types is common rudimentary knowledge of operators in rural areas. In order to enable classing regarding fleece type as an added value after shearing, fleece types have to be identified and distinguished easily. Therefore, in this publication, new ways of describing the structure of the different fleece types are explored. Generally, the characteristics of llama fiber are analyzed through one fiber attribute at a time, and important information and clear differences between fleece types are described, but at the moment of having a fleece in one’s hands and having to decide which fleece type it is, it is useful to consider, additionally, an overall approach, including various principal fiber characteristics.
It is hypothesized that, after reducing variability by classing and dehairing, the range of the fiber diameter and fiber types present in llama fiber is reduced enough in order to offer a satisfying raw material for the elaboration of fine garments.
Another issue is that, in order to increase interest from the textile industry in llama fiber, it is crucial that its characteristics are understood thoroughly, in order to give it the best use and to enhance industrial processing. Therefore, an overview that is able to explain its complexity is needed. Through the results summarized in this publication, an overall picture of llama fiber is described, and the same methodology of analysis can be used in order to reveal the textile potential of a single fleece, for instance when a decision has to be taken in llama breeding, and especially when selecting the sire.
The objectives of this work are to describe the llama fleece structure from a conceptual point of view in order to illustrate differences between fleece types and the typical staple shapes, as well as to simulate the effect of classing and dehairing on llama fiber and its potential as a textile raw material.
Materials and methods
Fiber samples
The samples were taken from animals belonging to three different flocks from the Buenos Aires and La Pampa provinces, which lay in the semi-arid central Argentine plain. The samples were taken on the animal's flank in the area of the third rib. Only samples from animals of one, two, or three years of age where selected, including 101 samples of DC, 50 of IC, 19 of SC, 46 of HL and 36 of L fleece types, in total 252 samples. The sample size was limited by the database existing in the Fiber Laboratory and cannot represent the whole llama population. Therefore, the sample size of these results is valid as an example regarding the characteristics llama fiber may have.
Three-Group-Dissection
The so-called “Three-Group-Dissection” is central to this work, and consists in dissecting a staple according to fiber types, forming three different fiber groups which are clearly distinguishable by the human eye. This dissection method was developed in the Fiber Laboratory of the Catholic University of Cordoba, Argentina. It is done in accordance with the process established in Frank, 14 where the main morphological attributes of single fibers are observed and quantified, determining the different fleece types. The original idea of this approach is based on the study of lambs' coats and how the fleece's structure is formed according to the fibers with which it is composed. 16
Furthermore, this dissection method is developed out of the drawing given by the laid out fibers formed by a Baer Diagram. 17 In this method, all fibers of a sliver are laid out parallel to each other in order of length on a velvet board, displaying the length distribution. The Baer Diagram is a quick, easy, and commonly-used method to evaluate mean fiber length (hauteur) in tops or parallel slivers. When this method is applied for a staple of a llama fleece, first a small bunch of the coarsest fibers is pulled out, being the longest ones, and at the end the shortest fibers are arranged, which are usually the finest.
Also, the arrangement of the fibers contained in a staple according to their length is used in the staple comb method for cotton in order to measure fiber length and its distribution, as described in the German Standard DIN 53 806 18 and the corresponding British Standard BS 4044. 19
The Three-Group-Dissection is based on the idea of separating fiber types according to their length, but taking into account diameter and crimp type too. It is a method capable of revealing the textile potential of a llama fleece, and, due to its simple implementation, it can be applied in the field as well as in any place with rudimentary facilities. However, it should be complemented by measuring the mean fiber diameter of each fiber group. If a projection microscope is not available, an approximate evaluation in the field can be made by hand through tactile appreciation or with the help of a sample chart of slivers and/or single fibers of different diameter, given the capacity of the human eye to distinguish differences of fineness of single fibers of 2.5 micrometers or greater. 20
Implementation of the Three-Group-Dissection
Figure 2 shows a flow chart of this dissection method for better understanding. For the dissection, a staple of approximately 0.2 g is separated from the fiber sample and its length is measured, with the staple straightened, but at rest. For weighing, a balance with 0.001 g accuracy is used. The dissection is done manually and through visual examination. The fibers are separated, forming three fiber groups (FG1, FG2, and FG3). FG1 is formed by the coarsest, almost straight and most visible fibers, FG2 by the intermediate fibers, and FG3 by the finest ones.
Flow chart of the Three-Group-Dissection.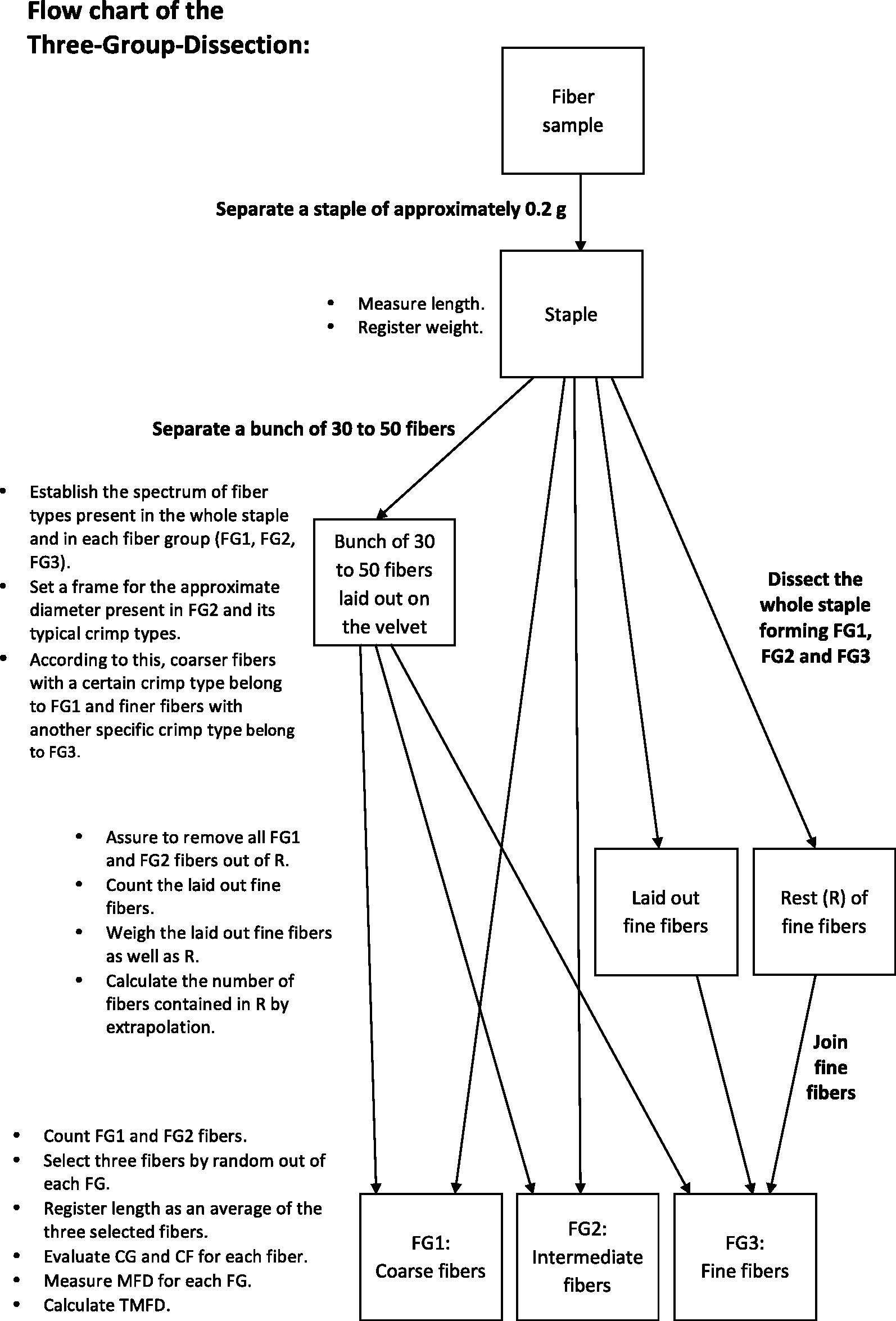
It is important to note that, in this context, “fine” and “coarse” are relative expressions, because the finest fibers of a very coarse fleece are not fine. This means that the Three-Group-Dissection does not involve a separation of fibers according to different diameters expressed in absolute values, but of fibers of different diameters relative to each other. Because of that, starting the dissection, it is important and very useful to establish the spectrum of fiber types present in the fiber sample that is to be dissected. Therefore, a small bunch of 30–50 fibers is separated from the staple and its fibers are laid out on the velvet cloth. With this procedure, from the beginning on, the operator sets a frame for the crimp types typical for each FG and for the approximate range of diameter included in FG2. According to this, coarser fibers with a certain crimp type belong to FG1 and finer fibers with another specific crimp type belong to FG3.
After that, the dissection of the whole staple is started by removing the most visible and coarsest fibers. These are pulled out of the staple and laid out on a velvet cloth, forming FG1. Then, less coarse fibers are singled out of the staple forming FG2 on another place of the velvet. At last, the finest fibers corresponding to FG3 are separated and also laid out on the velvet. This last step is only done up to a certain point, due to the large number of fine fibers. The rest (R) of the fine fibers stay together in the remaining bunch. The three FGs are weighed separately as well as R. After that, R joins the fine fibers which were laid out on the velvet forming, all together, FG3.
The fibers of FG1 and FG2 are counted one by one, as well as the FG3 fibers which are laid out on the velvet, whereas the number of fibers contained in R is calculated by extrapolation according to the weight of R as well as of the counted fine fibers. For this reason, it is extremely important to ensure that the FG1 and FG2 fibers are completely removed from the remaining bunch of fine fibers.
After that, three fibers are selected at random out of each FG and are analyzed regarding their crimp frequency, crimp type, and length. Crimp frequency and crimp type are evaluated and registered for each fiber. The length is registered as an average of the three selected fibers.
Fiber attributes
In order to sum up the structure of llama fleeces, the following fiber attributes were evaluated: mean fiber diameter, crimp frequency, crimp type, and fiber length. These were analyzed within fiber groups and among fleece types. Mean fiber diameter (MFD), crimp frequency, and crimp type are considered the main attributes and are analyzed in detail so as to evaluate the convenience or necessity of fleece classing according to type and fineness, as well as of dehairing. The fiber length found is only described briefly, because through the analysis of the three mentioned main fiber attributes the effect of classing and dehairing can be evaluated. For the same reason, the data analysis does not take into account medullation, stiffness, scale height, and presence or absence of lustre, although these attributes are of interest for the textile industry.
The MFD is measured as a slightly modified version of IWTO-8.21,22 Total mean fiber diameter (TMFD), which is the MFD of the whole fleece, is calculated from the MFD of each FG (MFD1, MFD2, and MFD3) and the frequencies of fibers included in the correspondent FG (F1, F2, and F3)

The crimp type is determined comparing each particulate fiber with the “Llama Fiber Crimp Chart” shown in Figure 3.
14
In Frank,
14
23 different crimp types where distinguished, whereas for the Three-Group-Dissection matters are simplified by assigning these to seven different crimp groups (CG1–CG7), according to a typical pattern, and without taking into account the follicle. This modification was done in accordance to that defined by McGregor
23
for cashmere fiber crimp, where different crimp groups were established according to typical crimp patterns.
Llama fiber crimp chart: profiles of crimp types (CT) present in llama fleeces assigned to crimp groups (CG) (redrawn from Frank
14
).
The crimp frequency (CF) is expressed in amount of “up and down motions” of the fiber within the length of one centimeter. In the case of many of the CG4-fibers, which are almost straight, a value of 0.5 crimps/cm is registered as a generic expression for fibers with half a crimp per centimeter or less, as well as for fibers which are fairly straight and have a turn at some point.
In the crimp chart, fibers are drawn to scale. A typical pattern of a CG may be a short crimp, wide irregular crimps, or may include twisted fibers which adopt a three-dimensional (3D) shape. Fibers of CG1 always are very fine, those of CG2 and CG3 increase in diameter, and fibers of CG4 in general are coarse or very coarse, except for L and HL fleeces, which also have fine CG4 fibers. CG5 and CG6 may include fibers with different diameters. Helicoidally formed fibers that form a loop at one point are represented in CG7, and may be very fine as well as coarse.
Fiber length is measured by laying out each fiber along a straight line allowing it to relax in order to maintain its natural undulation. Only if the fiber does a 180 degree turn, which sometimes happens with the CG4 fibers, it is opened a bit without stretching it fully.
Data analysis
Normality and homogeneity of variance of the MFD distribution is not given. For the statistical analysis, a Kruskal–Wallis H Test from original data was used. The Kruskal–Wallis test by ranks is a non-parametric method for testing whether samples originate from the same distribution. It is used for comparing two or more independent samples of equal or different sample size. It extends the Mann–Whitney U Test, and is used when there are more than two groups to compare (as in this work). A significant Kruskal–Wallis test indicates that at least one sample stochastically dominates one other sample. 24 The test does not identify where this stochastic dominance occurs, or for how many pairs of groups stochastic dominance is obtained. Dunn’s test helps analyze the specific sample pairs for stochastic dominance in post hoc tests. 25
Graphs
MFD ranges of 3 µm were established in order to draw a fiber diameter polygon of frequencies. In correspondence to the ranges of fineness defined in Frank, 14 the 23.5 µm range corresponds to fine fibers, the 20.5 µm range to superfine, and the <19 µm range to “baby” fibers, as shown in Table 1. This analysis is done for all fleece types together.
The graphs for CG and CF were done only for the three main fleece types, DC, SC, and L. Within these fleece types, fleeces of all diameters were included, coarse as well as fine. Ranges of 1 crimp/cm were established for the analysis of the CF. The CF of each FG is calculated as an average of three fibers selected at random.
Simulation of classing and dehairing
As only samples from animals of up to three years of age were included in this investigation, a basic in-field classification was simulated. Also, the fact that the sample site is on the animal's flank results in the simulation of a fiber classing concerning body zones after shearing by separating skirtings and other coarse parts of the fleece. This means that the analyzed fleece samples are equivalent to a fiber lot composed of fleeces which underwent a basic in-field classification, but after that, each single fleece did not undergo a process of classing in which it could be separated depending on its fineness. This classing was simulated through successively excluding coarse fleeces when evaluating the results. Excluding 26% of the fleeces, only fleeces with TMFD < 31 µm are included. A more rigorous classing was simulated through the analysis of fleeces of TMFD < 28 µm only. In this case 50% of the fleece samples were excluded.
Through the applied dissection method, fine and coarse fibers were separated into different FGs. Therefore, a dehairing process was simulated and dehairing yields were calculated as well as changes of the fiber attributes between the whole fleece and the obtained product and by-product.
Generally speaking, it can be said that FG3 is equivalent to the product of dehairing and FG1 to the by-product, whereas FG2 has an intermediate position. As an approximate value for the dehairing yield, FG3 is taken as a reference. This means that the dehairing yield mentioned in this publication is not the result of a dehairing process, but only a calculated value based on the results of the Three-Group-Dissection, and can merely be taken as an approximate value. The chosen attribute to define the dehairing yield is the weight of FG3 in relationship to the whole staple. 26
Conceptual description
In order to enhance the identification of the different fleece types, the existing description of fleece types is completed through a schematic description of the typical staple shapes, and developed through a conceptual approach to the fleece description. Furthermore, instead of describing each of the fiber attributes separately, a general overview is generated through a new way of presenting the characteristics of the different fleece types using opposites concerning certain attributes.
Results and discussion
Section 1: fleece types
Schematic description of the staple shapes
The schematic illustration of the staples shown in Figure 1 is completed by describing the following differences of the staple shapes.
Conceptual description of the fleece structure
The particularity of each fleece type can be described according to a certain concept according to which its structure is built up.
According to these concepts, specific for each fleece, the most heterogeneous fleece is DC. SC and L are more homogenous fleeces and the L fleece is a single coated fleece, as is the so called SC fleece. On the other hand, these two fleeces still are clearly distinct from each other because each one is composed of fibers with different crimp frequency, crimp type, and type of lustre. This idea results in Figure 4, in which each fleece type is described through opposites regarding certain fleece characteristics. These are, on the x-axis, the visual appearance of the fleece's coat as a double versus a single coated fleece and, on the y-axis, a high versus low crimp frequency. All llama fleeces are a compound of different fiber types, each fleece type with specific variations.
Variations in the visual appearance of the fleece's coats and in crimp frequency. Left: within a staple, primary and secondary fibers show a clear difference regarding length, crimp frequency, and crimp type, and form two different coats, which are clearly distinguishable through visual examination. Right: primary and secondary fibers form a unified coat which, visually, integrates all fibers. Upper: primary and secondary fibers have a high crimp frequency and the staple shows a lot of bulk. Lower: primary and secondary fibers have a low crimp frequency, lay alongside each other, and the staple shows no bulk. (DC: double-coated fleece; IC: intermediate-coated fleece; SC: single-coated fleece; HL: hemi-lustre fleece; L: lustre fleece.)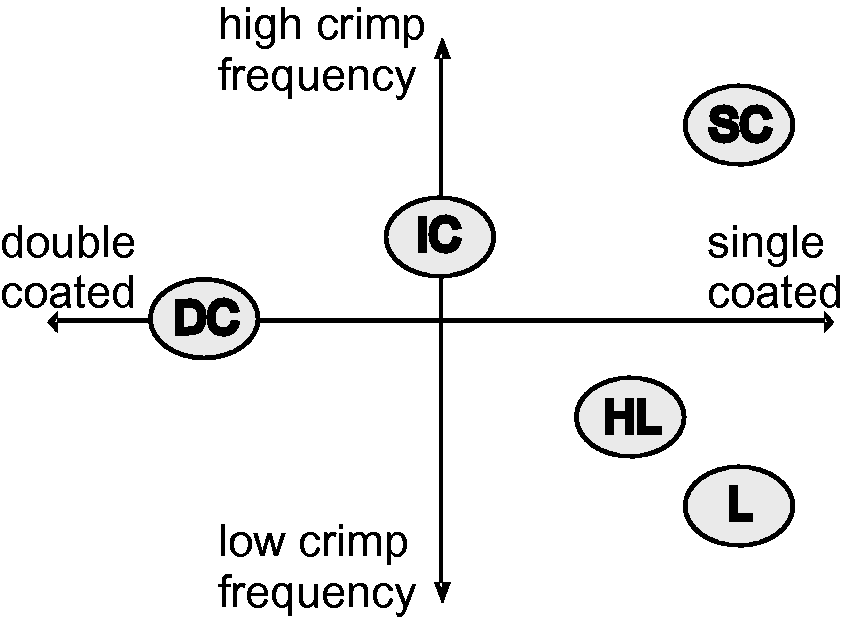
The high versus low crimp frequency is equal to high versus low bulk, or, more precisely, no bulk. That is so because the crimp type of the L fleece shows a very regular undulation and the majority of the fibers show the same crimp pattern, which allows all fibers to lay alongside each other. Whereas the fibers of a SC fleece not only have a high crimp frequency, but also different crimp frequencies and an irregular crimp, which leads to a bulky and airy fleece structure.
According to the descriptions in Figure 4, the different structures of the fleece types are summarized in one overview. The particular logic of this graph is that each fleece type is described specifically, not through absolute values of fiber attributes, but through values relative to each other. In relationship to the crimp frequency (CF), the DC fleece is located at an intermediate height, because it contains almost straight fibers as well as crimped fibers. The IC fleece is placed in an intermediate position between the DC and SC fleeces. The HL fleece has similarities to the L fleece, especially in its visual appearance, but it contains some fibers with intermediate CF.
In this context of describing the llama fleece as a fiber compound, diameter is not taken into account, because a wide range of diameters is inherent to all fleece types, and therefore it does not help to distinguish them. The same can be said about fiber length. Regarding the fiber attributes of diameter, length, and crimp type, the last one is the attribute which is the decisive one relative to a fleece being double coated or not. The coexistence of two clearly different crimp types within one fleece does not allow all fibers to arrange themselves in a unified way, as is the case for a single-coated fleece.
Objectionable fibers
Correspondence of ranges of MFD used for the analysis

MFD: mean fiber diameter.
Differences of MFD1 between fleece types without classing (Kruskal–Wallis test)
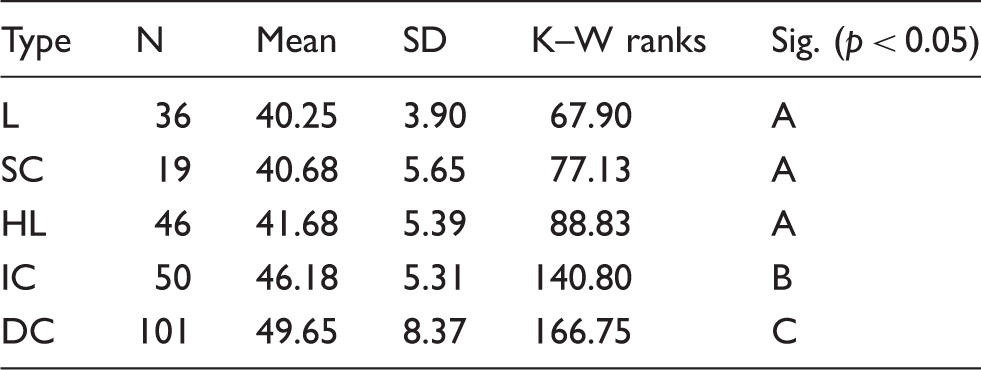
DC: double-coated; HL: hemi-lustre; IC: intermediate-coated; L: lustre; MFD1: mean fiber diameter of Fiber Group 1; SC; single-coated.
Within the column on the right, different letters mean significant diference (p < 0.05).
Fine fibers
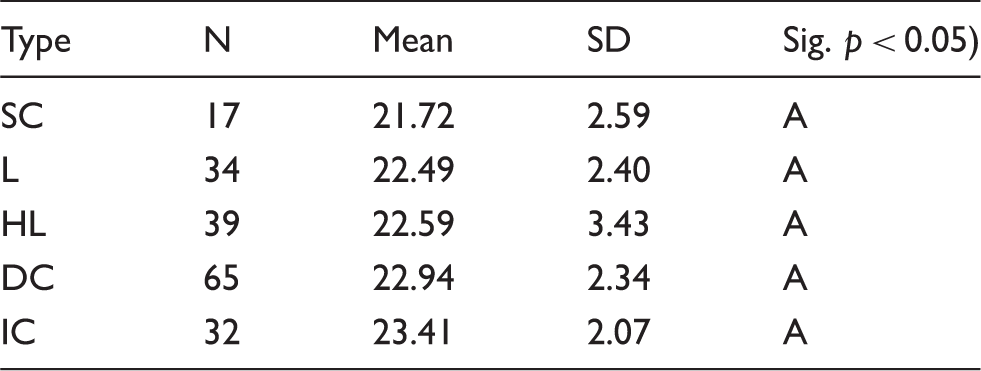
Differences of MFD3 between fleece types without classing (Kruskal–Wallis test)
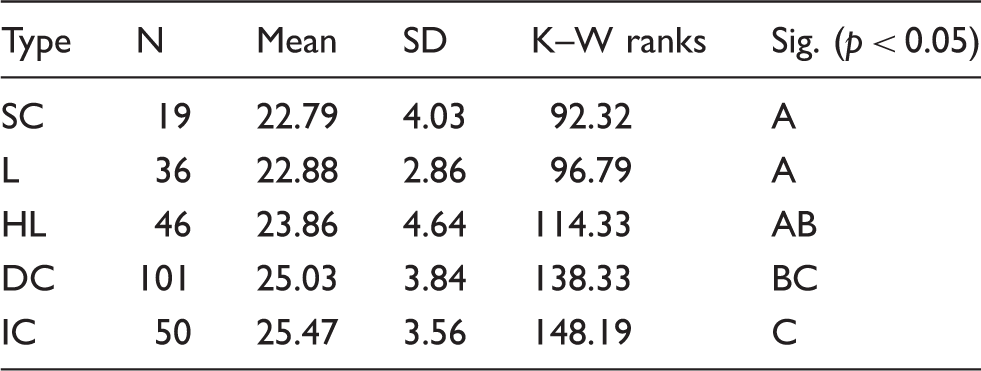
MFD3: mean fiber diameter of Fiber Group 3.
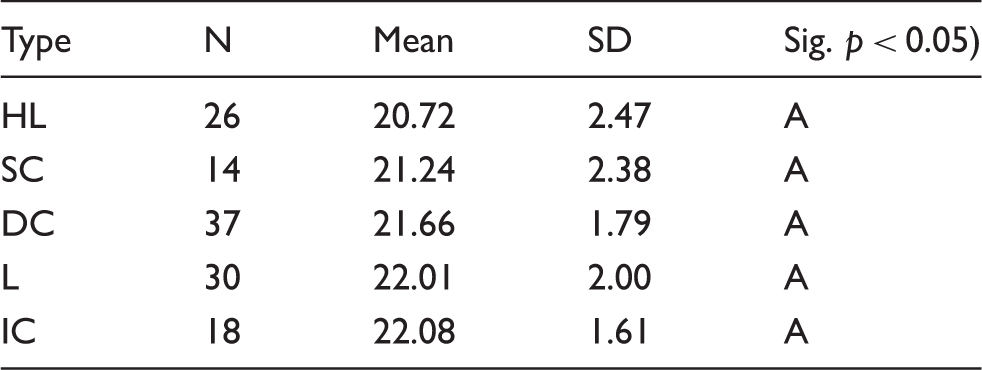
Differences of MFD3 between fleece types, including fleeces TMFD < 31µm (Kruskal–Wallis test)
MFD3: mean fiber diameter of Fiber Group 3.
Differences of MFD3 between fleece types, including fleeces TMFD < 28µm (Kruskal–Wallis test)
MFD3: mean fiber diameter of Fiber Group 3.
Crimp frequency (CF)
The mean crimp frequency found was 2.8 crimps/cm. The range of the measured crimp frequency includes values from 0.5 crimps/cm to 6.7 crimps/cm, which is a value measured for an IC fleece. The highest crimp frequency measured for a single fiber was 7 crimps/cm, and corresponds to CG1. This value was registered for fine fibers of DC, IC, and SC fleeces. These are single fibers and do not show up in Figure 5, because here the average of three fibers was taken into account, for which the highest value was 6.33 crimps/cm, falling into the 6 crimp/cm range.
Distribution of crimp frequency (crimps/cm) according to FG. (FG: fiber group; DC: double-coated fleece; SC: single-coated fleece; L: lustre fleece.)
Figure 5 shows the distributions of the CF for the DC, SC, and L fleeces. IC fleeces behave practically identically to DC. HL fleeces are identical to L regarding the CF of FG1, and show approximately 1 crimp/cm more than L fibers for FG2 and FG3. The CFs of the FG3 fibers of DC, IC, and SC are almost identical, whereas HL and L fibers show a different, lower, crimp frequency. In classing regarding fleece type, this indicates the convenience of joining the HL with the L fleeces, as well as the IC with the DC and SC fleeces.
Typical of the difference between DC and SC is that for over 60% of the DC fleeces the CF of FG1 fibers is <1 crimps/cm, whereas for the SC fleeces the percentage of fleeces with this crimp frequency is low, because SC fibers always show a wavy pattern, including coarse fibers. This leads to the position of the SC fleece in the upper part of Figure 4. Typical for the L fleeces is the relatively low crimp frequency for all FGs, which leads to the position of the L fleece in the lower part of Figure 4.
Crimp type
Figures 6–8 show the CGs present in DC, SC, and L fleeces. Only a small amount of fibers of CG5, CG6, and CG7 were found, and therefore these CGs were not included in the discussion. Also, besides its three-dimensional shape, fibers of these CGs are similar to those of CG1–CG4. Fibers of CG1 were also found in only a small amount, often within SC fleeces (7%).
Distribution of CG1–CG7 according to FG for DC fleeces. (CG: crimp group; DC: double-coated fleece; FG: fiber group.) Distribution of CG1–CG7 according to FG for SC fleeces. (CG: crimp group; SC: single-coated fleece; FG: fiber group.) Distribution of CG1–CG7 according to FG for L fleeces. (CG: crimp group; L: lustre fleece; FG: fiber group.)


Regarding fine fibers, Figures 6–8 show big differences between fleece types: CG2 covers a high percentage of FG3 fibers of DC and SC fleeces (64% and 56%, respectively). CG2 and CG3 together account for a big majority of FG3 (82% for both fleece types, DC and SC), and no CG4 fibers where found within this FG. FG3 fibers of IC fleeces were found to be of similar CGs to DC and SC fleeces (CG2 and CG3 together accounting for 85%, with no CG4 fibers).
In contrast, the FG3 fibers of L fleeces include only very few fibers of CG2 (8%), but many of CG4 (38%). The presence of many fine fibers of CG4, which is the typical CG for the coarse fibers of a fleece, as well as the fact that the fine fibers of L fleeces show the same regular pattern of the coarse fibers, both allow that coarse and fine fibers lay alongside each other and provide for the typical long undulation of an L staple without bulk. The HL fleece behaves more similarly to the L fleece than to the other fleece types, showing the presence of CG4 fibers (12%). Also, the CG2 and CG3 fibers (20% and 55%, respectively) show the long and regular crimp pattern typical for L fibers, not the irregular crimp observed for DC, IC, and SC fleeces.
Taking FG3 as an equivalent of the product of dehairing, and aiming for the highest homogeneity possible, in order to enhance textile processing, this leads to the necessity of joining fleece types which have the same fiber attributes within precisely this FG when classing fleeces. In conclusion it can be said that, as with CF, it is convenient to join DC, IC, and SC fleeces on the one hand, and HL and L fleeces on the other. This appreciation also is reinforced by Figures 6 and 7, which represent DC and SC fleeces and look very much the same.
Regarding coarse fibers, Figures 6–8 show that all fleece types have in common, that the FG1 fibers are almost all together in only one CG: in CG4. But, while doing a classing regarding fleece type, it is important to keep in mind that FG1 fibers still may be very different in crimp pattern, although they are assigned to the same CG. Paying attention to this helps in the correct classing. The CG4 pattern of a DC fleece displays a high irregularity, changing from long bends to closer ones, followed by almost straight parts of the fiber. For the SC fleece, the CG4 pattern is similar, but has no straight parts, leading to a higher crimp frequency. And for an L fiber the typical pattern for CG4 is a very regular long and smooth undulation, similar to a sort of extended corkscrew.
These differences are related to crimp frequency and it is revealing to discuss the graphs of Figure 5 in this context. The graph in the middle shows the relatively high CF of FG1 fibers of SC fleeces. The graphs on the left and right show a similar curve for FG1 fibers of DC and L fleeces, which is correct if focusing on the CF only. But it has to be taken into account that, although these curves are almost identical, the crimp patterns which lead to the same CF are clearly different for DC and L fleeces.
In order to discuss the typical structure of DC fleeces it is also revealing to observe Figure 6 together with Figure 5. In both graphs it can be seen that this fleece type is the one which shows the biggest difference regarding FG1 and FG3. In fact, this is the origin for the isolated position of the DC fleece in the left part of Figure 4.
Length
The lengths measured include values from 4.0 cm to 26.0 cm, with a mean in 9.9 cm. This wide range of lengths can be attributed to different shearing intervals of the fleece samples and the presence of samples of animals that had never been shorn. This variability can be reduced by implementing regular annual shearing.
A general tendency of longer FG1 fibers and shorter FG3 fibers are observed. But the actual difference of length between each FG depends on every single fleece. The difference of length between FGs is the highest for the DC fleece and the lowest for the SC fleece.
Classing regarding fleece types
The process of narrowing the high variability of llama fiber in order to improve the textile potential can be illustrated well by first looking at Figure 4 and then at Figure 1. If fleeces are classified regarding type, and DC, IC, and SC are selected, the bottom right of the graph of Figure 4 is separated. The next step could be classing regarding fineness in order to reduce the overall MFD. For the remaining finer fleeces, the following step could be a dehairing process. The product of dehairing would then be composed only of the fine crimped fibers of fleece types DC, IC, and SC; Figure 1 illustrates how similar these are. This could be a recommended sequence of processing steps to produce a batch of fine fiber with a high grade of homogeneity, adding value to llama fiber and offering high potential as a textile raw material.
According to the above, it is easy to identify and distinguish the main fleece types DC, SC, and L, whereas it is more difficult to distinguish between DC and IC, as well as between IC and SC, because differences are gradual. However, if a classing is done leaving DC, IC, and SC in only one lot, that does not matter.
In this case, what would be a bigger problem is that sometimes an IC and an HL fleece may be confused, because both are intermediate fleece types. A certain similarity in their fleece structure is revealed by the proximate position in Figure 4. In this context, a useful differentiating factor is the amount of CG4 fibers present within the finer FG3 fibers, as well as the different patterns of the CG4 fibers present in FG1. Also, the different lustre, which is more noticeable for a staple than for a single fiber, is an important factor of differentiation.
Effect of fleece types on dehairing
The dehairing process is purely mechanical and is based on morphological differences between fiber types. Logically, bigger differences between fiber types present in a fleece enhances dehairing capability. Alpaca fiber dehairing was found not to be as effective as cashmere dehairing because fine and coarse alpaca fibers differ less regarding diameter, stiffness, and crimp. 27 McGregor and Butler 28 showed that white color, longer raw cashmere, greater fiber curvature, lower vegetable matter, normal length guard hair, and absence of visible cotting were associated with a more efficient processing and/or the production of longer dehaired cashmere. Also, raw cashmere with a higher cashmere content and higher fiber diameter processed less efficiently than raw cashmere with a lower cashmere content and a finer fiber diameter. According to the present work, the DC fleece which is positioned on the left side of the graphic shown in Figure 4 should perform better in a dehairing process. This was confirmed by Frank et al. 4
Another important issue for the effectiveness of dehairing is that fibers which are passing through a dehairing machine have to reach the actual dehairing point one by one, and not entangled with each other (cotting). Therefore, previous to the actual dehairing, staples have to be opened and fibers have to be freed from each other. The first report on llama fiber dehairing was done by Townend et al., 29 and is concerned with mechanical aspects and the problem of felting on the performance of raw fiber, but they do not refer to specific behavior according to fleece types. In the present work an issue that exists besides the problem of felting has been evaluated, through the different fleece structures which behave differently during the dehairing process. Logically, it is easier to open a fleece when it has a bulky structure, and the very closed fleece structure of the lustre fleece types make that difficult. Figure 4 shows which fleece types have a bulkier fleece structure—those positioned in the upper part of the graphic. Although the DC fleece is positioned only at a medium height, an open fleece structure is given, because taking the down fibers alone, the bulk is similar to the SC fleece. This confirms the convenience of joining the fleece types DC, IC, and SC when classing regarding fleece type.
If the two characteristics of the fleece structure which favor dehairing capability—bulkiness and the grade of difference between fiber types—are taken into account, the DC fleece is the most favored fleece, followed by IC and SC. Again, this is confirmed by the results found by Frank et al. 4 The most rigorous classing, therefore, could be selecting DC fleeces only, because these unify both characteristics that favor dehairing capability.
Section 2: fineness
MFD without classing
Mean of the MFD distribution and its standard derivation (SD)
TMFD: total mean fiber distribution; MFD1: mean fiber distribution of fiber group 1; MFD2: mean fiber distribution of fiber group 2; MFD3: mean fiber distribution of fiber group 3; SD1: SD of the mean of MFD1; SD2: SD of the mean of MFD2; SD3: SD of the mean of MFD3.
Figure 9 shows the distribution of the MFD of all the analyzed fleece samples, and shows that 29% of the 252 analyzed fleeces have a TMFD within the 26.5 µm range. As this distribution includes a big range of fiber diameters, further analysis has to show how many of these fibers are suitable for the manufacturing of fine garments. Therefore, it is revealing to see how the TMFD distribution splits up into three staggered distributions of the MFD of each FG (MFD1, MFD2, and MFD3). 31% of the analyzed fleeces have a MFD3 within the 23.5 µm range and 25% in the 20.5 µm range. The issue is that this segment of fine fibers coexists in the llama fleece with another segment of objectionable fibers, which in Figure 9 is represented mainly by the MFD1 distribution. However, the MFD2 distribution, which represents the fibers of intermediate diameter of a fleece, shows a high percentage of fleeces with coarse FG2 fibers too.
MFD distributions (µm) without classing. (TMFD: MFD of the whole fleece; MFD1: MFD of fiber group 1; MFD2: MFD of fiber group 2; MFD3: MFD of fiber group 3.)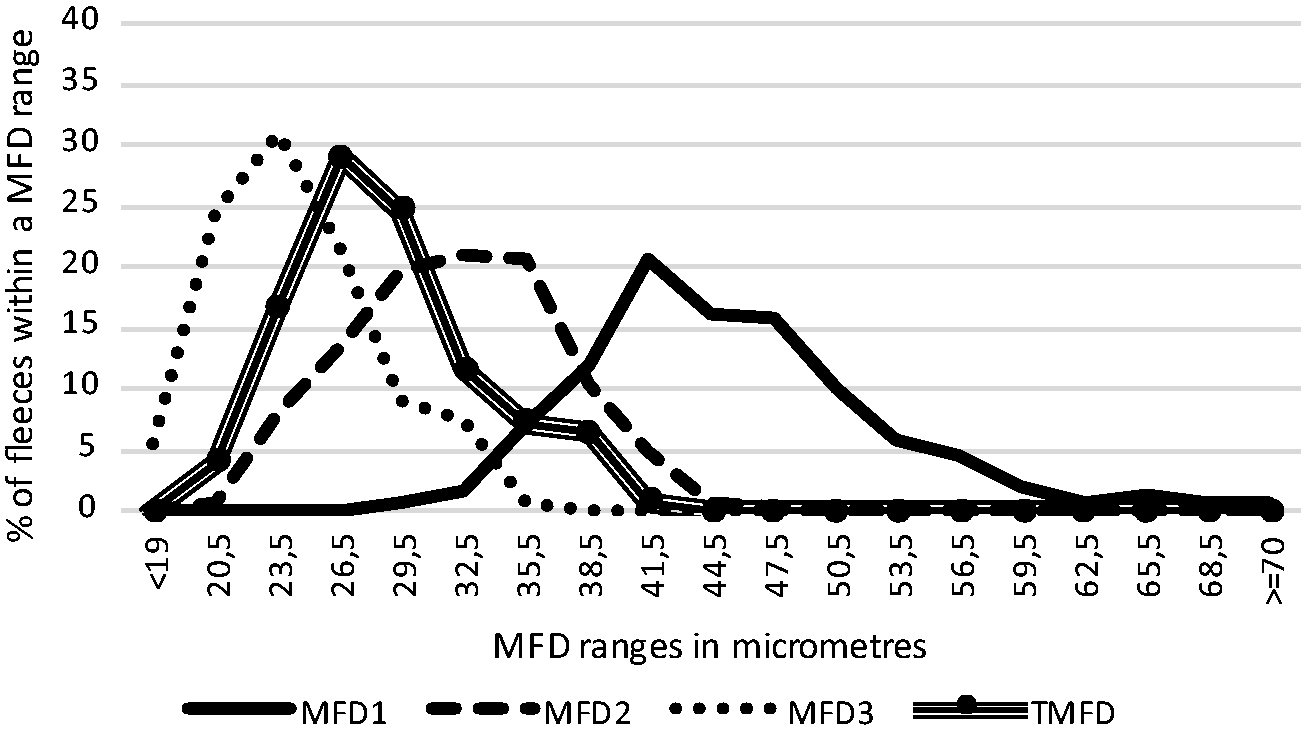
As shown in Figure 9, a wide range of diameters persists, although a basic in-field classification was simulated. This confirms that actions capable of narrowing variability, such as classing and dehairing, may add value to llama fiber as a raw material.
MFD with classing
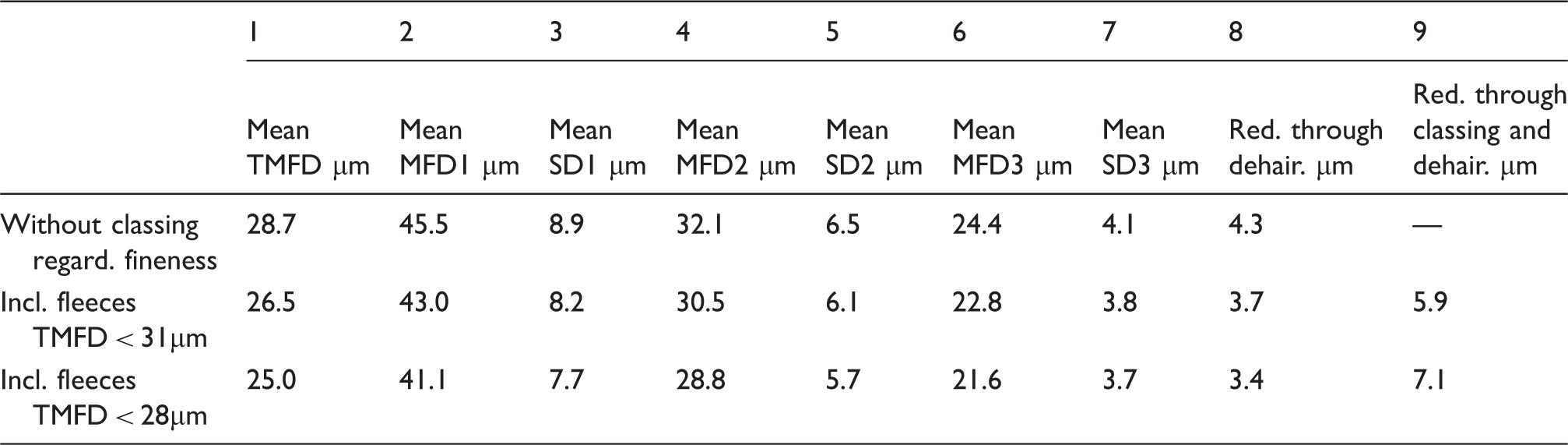
The amount of the reduction of the MFD obtained through classing regarding fineness is listed in column 1 of Table 6, which may vary from approximately 2 to 4 µm, depending on how high the percentage of excluded fleeces is. But, is classing alone enough in order to provide raw material for the manufacture of fine garment? The value of 25.0 µm stated at the bottom of column 1 indicates that there is a limitation, especially being a mean value with an SD of several micrometers, and that after classing dehairing is necessary.
Also, this is illustrated in Figure 9 where it is shown that even MFD3, corresponding to the finest fibers, may be coarse. MFD3 is ≥28 µm for 17% of the analyzed fleeces. For these, dehairing could not be recommended, because the dehairing product would still have a large diameter and would therefore not be appropriate to produce fine garments. Because of this it is confirmed that classing regarding fineness is a necessary step prior to dehairing, so as to include only those fleeces for dehairing which actually have fine fibers.
The results of a simulated classing including only fleeces with TMFD < 31 µm are shown in Figure 10. Here, the segment of coarse MFD3 is eliminated and MFD3 is lower than 28 µm for 99% of the fleeces and lower than 25 µm for 80%. Regarding FG2 fibers, Figure 9 shows that, without classing regarding fineness, more than half of the FG2 fibers are objectionable because of their diameter. After classing, including only fleeces with TMFD < 31, only about half of the FG2 fibers are coarse, as seen in Figure 10. This confirms the effectiveness of classing regarding fineness, because the presence of fine fibers in a fiber lot prior to dehairing is consolidated and the amount of objectionable fibers is reduced.
MFD distributions (µm) after classing regarding fineness, including fleeces with TMFD < 31µm. (TMFD: MFD of the whole fleece; MFD1: MFD of fiber group 1; MFD2: MFD of fiber group 2; MFD3: MFD of fiber group 3.)
The fineness of the garment which is to be produced influences the decision about how low has to be the limit of TMFD when classing regarding fineness. Also, the SD has to be taken into account. For instance, for fleeces within the TMFD range between 28 and 31 µm, MFD3 varies from 18 to 28 µm. This confirms the known fact that MFD is not the only attribute to determine the textile quality regarding fineness, but this information has to be completed by the SD.
Objectionable fibers
The coarse edge of the TMFD distribution is given through the presence of FG1 fibers, which in Figure 9 is shown through the MFD1 distribution, and shows how coarse FG1 fibers can be. Taking into account that fibers with a diameter of over 30 µm are coarse, over half of the FG2 fibers are objectionable, which is shown through the MFD2 distribution, as well as in columns 4 and 5 of Table 6. The fabric-evoked prickle is determined by the number of fibers greater than a certain threshold diameter, which lays around 30 µm, and a more detailed shape of the coarse edge in the fiber diameter distribution is unnecessary. 10 According to that, the presence of objectionable fibers is given for all fleeces, also those of finer TMFD, because FG1 fibers are always much coarser than that threshold. Additionally, it has to be considered that the diameter is not the only determining factor for producing prickle, as its stiffness is also crucial, and this is influenced by the type of medullation of a fiber. 5 Even though the emphasis has historically been directed to the percentage of fibers greater than 30 µm for inducing prickle, a recent work concludes that much finer fibers, finer than 20 µm, are capable of triggering the prickle response if the free length protruding out of the fabric surface is sufficiently short. 8
If the percentage of FG1 fibers is taken as a reference, it leads to the same statement regarding the presence of objectionable fibers in all fleeces. This threshold was set as 3.2% (w/w) of objectionable fibers. 5 Taking the weight of FG1 fibers as equivalent to objectionable fibers, all analyzed fleeces lay over this threshold and, therefore, need dehairing; on average the fleeces contain 17% (w/w) of objectionable fibers, with a minimum in 3% and a maximum in 55%.
Dehairing
An important issue shown in Figure 10 is that classing regarding fineness cannot replace dehairing, because after classing, MFD1 still remains almost as coarse as without. This statement is deepened through the even more rigorous classing including only fleeces of TMFD < 28 µm. The result is practically the same: the MFD1 distribution still covers a range from 30 µm to over 50 µm, as shown in Figure 11. Also, column 2 of Table 6 shows that the mean of the MFD1 distributions only lowers from 45.5 to 41.1 µm through classing. Generally speaking, this means that finer fleeces can provide finer fine fibers, but coarse fibers stay coarse. In consequence, it can be stated that classing regarding fineness does not, in reality, decrease MFD1 regarding the presence of objectionable fibers. Therefore, after classing fleeces regarding fineness, dehairing is still needed as a process for reducing variability and adding value to llama fiber as a textile raw material.
MFD distributions (µm) without and with classing regarding fineness. (TMFD: MFD of the whole fleece; MFD1: MFD of fiber group 1.)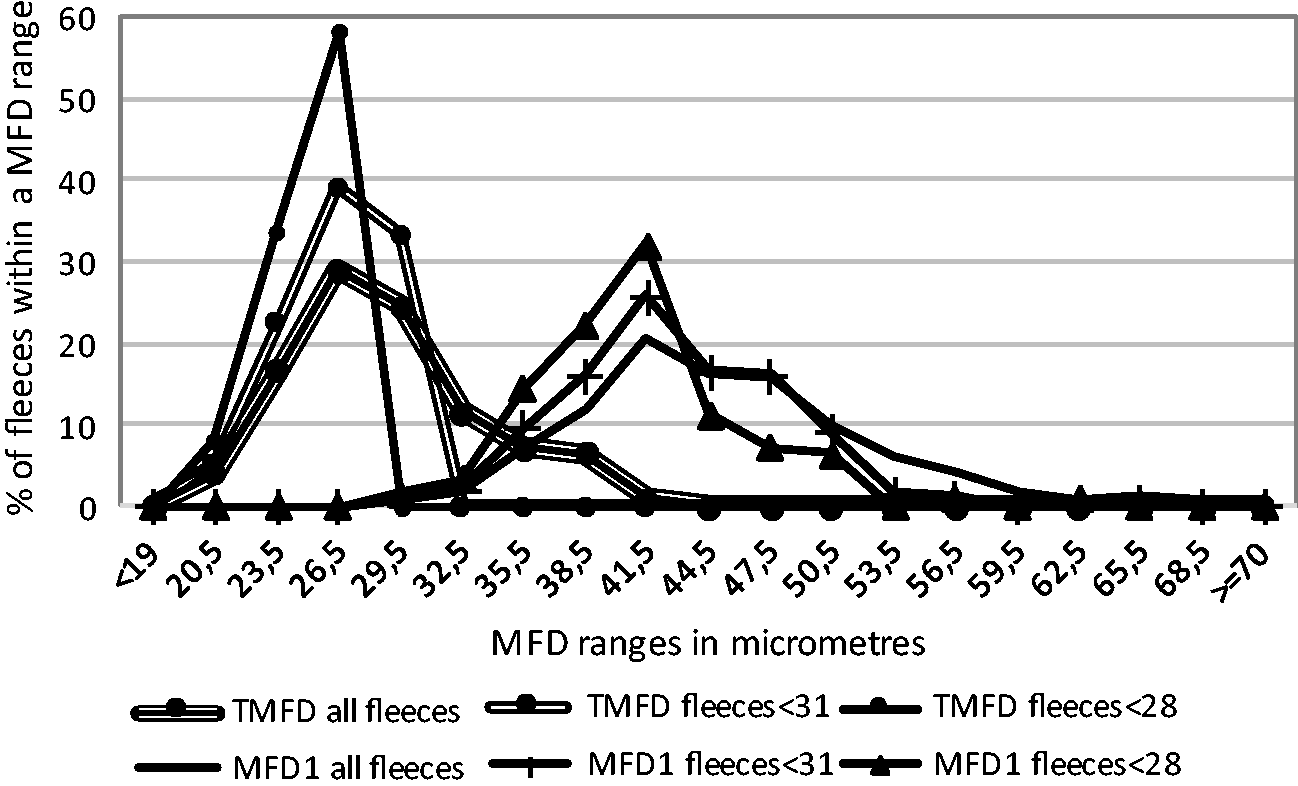
Also, special attention has to be given to processes in which a partial dehairing takes place, and it is important not to confuse this situation with a complete dehairing, which is necessary in order to start the production chain for fine garments. For instance, when raw fiber goes directly into carding, a partial dehairing takes place and, therefore, in the carding shoddy waste, many of the very coarse fibers can be found, together with vegetable matter. This means that some FG1 fibers are eliminated, but, by far, not all of the objectionable fibers. This kind of processing is equivalent to the elimination of the coarse edge of FG1. In the MFD1 distributions shown in Figure 11 this coarse edge only starts at about 45 to 53 µm, depending on the presence of a previous classing regarding fineness. But the bigger part of the objectionable fibers remains in the sliver, and leads to the creation of the prickle sensation on the skin.
A possible reason to include the dehairing process even for coarse fleeces, which for instance are destined for the carpet industry, is that dehairing improves the quality as a textile raw material and therefore enhances the subsequent textile processes, because it separates the entangled or felted parts of the fleece as well as all vegetable matter (anecdotal reference). Also, dehaired alpaca fiber was found to be cleaner, bulkier, softer, and better suited as filling materials for products such as quilts. 27
The average dehairing yield calculated was 69% and may be higher for fine fleeces.
Fine fibers
Figure 9 illustrates the reduction of the MFD of a fiber lot composed by fleeces which did not undergo classing regarding fineness, but was obtained only through dehairing. The dehairing product is represented by the MFD3 distribution. Visually, the reduction of the fiber diameter appears to be approximately 3µm, which is shown as the gap between the TMFD and MFD3 distributions. The calculated reduction from the mean of the TMFD distribution (28.7 µm) to the mean of the MFD3 distribution (24.4 µm) achieved through dehairing is 4.3 µm, as listed in column 8 of Table 6, but, as stated above, dehairing is not recommended for all of the fleeces. Also, the obtained mean for MFD3 of 24.4 µm with an SD of 4.1 µm is not good enough to provide raw material for the production of fine garments. Again, this confirms the necessity of classing regarding fineness prior to dehairing.
As shown in column 9 of Table 6, after classing regarding fineness and dehairing, the reduction in MFD increases; when selecting fleeces with TMFD < 31 µm only, the reduction from the mean of the TMFD distribution without classing (28.7 µm) to the mean of the MFD3 distribution (22.8 µm) is 5.9 µm and, when selecting fleeces with TMFD < 28 µm, the reduction is 7.1 µm. This confirms that classing regarding fineness improves the impact of the subsequent dehairing process.
Figure 12 shows how the MFD3 distributions move towards finer diameters after classing and dehairing. Classing is represented by the TMFD distributions of fleeces with TMFD < 31 and<28 µm for which, from the 32.5 µm range and the 29.5 µm range on, respectively, no fleeces are included. The dehairing process is represented by the MFD3 distributions, which correspond to the dehaired product.
MFD distributions (µm) without and with classing regarding fineness. (TMFD: MFD of the whole fleece; MFD3: MFD of fiber group 3.)
As seen in Figure 12, the MFD3 distributions of fleeces with TMFD < 28 µm and <31 µm include a high percentage of fibers in the range of approximately 20–24 µm. For the less rigorous classing which includes fleeces with a TMFD < 31 µm, the percentage of fleeces with a MFD3 < 25 µm was 81%, and with a MFD3 < 22 µm, 40%. For the more rigorous classing including fleeces with a TMFD < 28 µm these values were 96% and 58%, respectively. As shown in column 6 of Table 6, the mean of MFD3s of the group of fleeces with TMFD < 31 µm and TMFD < 28 µm were 22.8 and 21.6 µm, respectively. Taking the samples of this investigation as a reference, this segment of fibers represents the potential of llama fiber as a textile raw material destined for the production of fine garments.
Conclusions
Llama fiber has potential as a textile raw material with adequate characteristics for the manufacture of fine garment. The Three-Group-Dissection is a method able to reveal the textile potential of a llama fleece. According to the samples analyzed in this investigation, a fleece lot which by previous classing according to fineness includes only fleeces with a total mean fiber diameter of up to 28 µm that undergoes the processing step of dehairing can provide a mean fiber diameter of around 22 µm.
All fleece types need dehairing, because all include objectionable fibers. Also, finer fleeces need dehairing, because these too show the presence of objectionable fibers.
The present work showed that, to provide a raw material with a higher grade of homogeneity regarding wave types, classing regarding fleece type is necessary. It is recommended to separate fleece types leaving DC, IC, and SC fleeces in one lot and the lustre fleece types, HL and L, in another. In addition, classing regarding fineness is crucial in order to assure the presence of fine and superfine fiber in the fiber lot, as well as their increased proportion. In other words, the effectiveness of dehairing is increased with previous fleece classing. DC, IC, and SC are the fleece types which behave better during the dehairing process.
The implications are that llama fiber producers should focus on breeding llamas with DC, IC, or SC fleeces, as well as lowering the total mean fiber diameter. Therefore, the ability to distinguish fleece types and carry out in-field evaluations of the fineness of a fleece is needed. Also, as part of llama shearing, classing regarding body zones should be common practice. If llama fiber is offered with this kind of added value, higher prices may be obtained.
A further implication of this work is that the existing image which professionals of the textile processing chain as well as consumers have of llama fiber should be revised, in order to ensure that they recognize llama fiber as the valuable animal fiber that it is.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Funds were received for the publication of the article of the Secretariat of Research and Technological Linkage, UCC.