
Abstract
Bifacial fabrics, with a single jersey on one face and a plain weave on the other, were produced on a purpose-built machine. Thermal comfort properties of bifacial fabrics were compared with conventional woven and knitted fabrics and the effect of weft density and loop length of bifacial fabrics on their thermal comfort properties was investigated. While different fabric structures were produced with the same wool, acrylic, and polyester yarns, the findings confirmed that the bifacial fabric is warmer (lower total heat loss) and more breathable (higher permeability index (im)) than the corresponding woven and knitted fabrics. Increasing the loop length of bifacial fabrics enhanced evaporative resistance, air permeability, warm feeling, thermal resistance, and water vapor permeability index, yet reduced total heat loss. An increase in the weft density of bifacial fabrics led to higher evaporative resistance, warmer feeling, higher thermal resistance, lower air permeability, and total heat loss. However, the permeability index did not change with an increase in weft density. This study suggests that thermal comfort properties of bifacial fabrics can be optimized by modifying structural parameters to engineer high-performance textiles.
Keywords
The thermal properties of apparel fabrics are one of the most important properties affecting human perception of comfort. 1 Since temperature differentials typically exist between the skin and the outside environment, the skin releases heat, leading to comfort or discomfort depending on the rate of heat loss. The apparel fabrics between the skin and the environment have a significant influence on the heat loss. 2
Heat released from the skins is normally in two forms, evaporation and sensible heat transfer3–6 (including conduction, convection, and radiation). 7 However, in actual wearing circumstances, it is impossible to separate heat and moisture transfer through clothing. Therefore, assessing the combination of the evaporation and heat transfer is a key part of determining the thermal comfort properties of fabrics.
The permeability index (im), as defined by the relationship between thermal resistance and evaporative resistance, is generally used to determine the thermal comfort properties or breathability of fabrics. The permeability index is a measure of the efficiency of evaporative heat transport in a clothing system. 8 An im of zero means that no evaporative heat transfer can occur in the clothing system, while an im of one is the theoretical maximum evaporative heat transfer in the clothing system. A permeability index of 0.3 is thought to give the optimum thermal comfort by clothing. 9
There are several variables that affect the permeability index (thermal comfort properties) in a steady state, such as fabric thickness, air permeability, moisture regain, thermal conductivity, and drying time. 10 While the correlation between air permeability and permeability index is positive, correlation between the permeability index and the other variables is negative.
Total heat loss is another measure of thermal comfort, which is different from the permeability index in three ways.1,8 Total heat loss and the permeability index are measured under different conditions (ambient temperature and humidity). The total heat loss is the amount of heat flux including dry and evaporative heat exchanges, while the permeability index is the efficiency of evaporative heat transfer through a clothing system. The total heat loss is expressed in watts per square meter (W/m2), while the permeability index is dimensionless. Since the total heat loss is the amount of heat flux transferring through a clothing system, the lower the value of total heat loss, the warmer the clothing is in cold environments.
Inspired by natural leaves with different appearances and functionalities on two faces, bifacial fabrics for apparel uses were designed and manufactured.
11
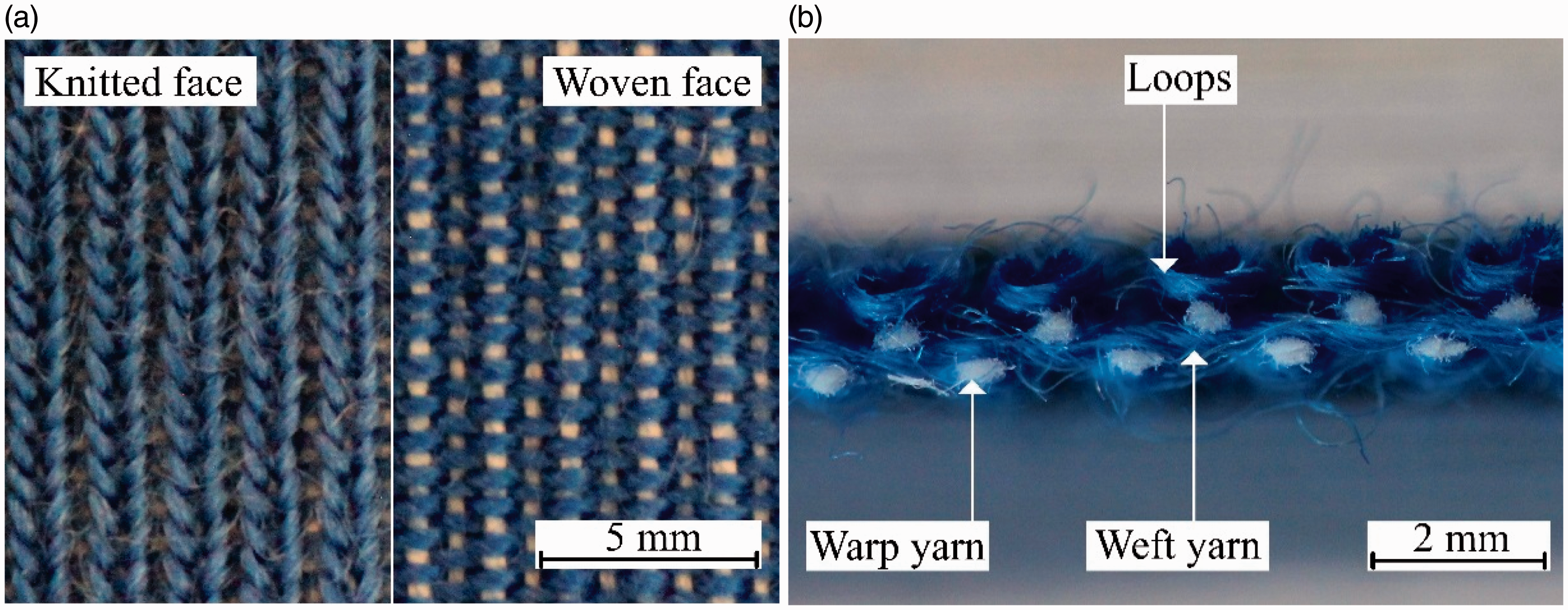
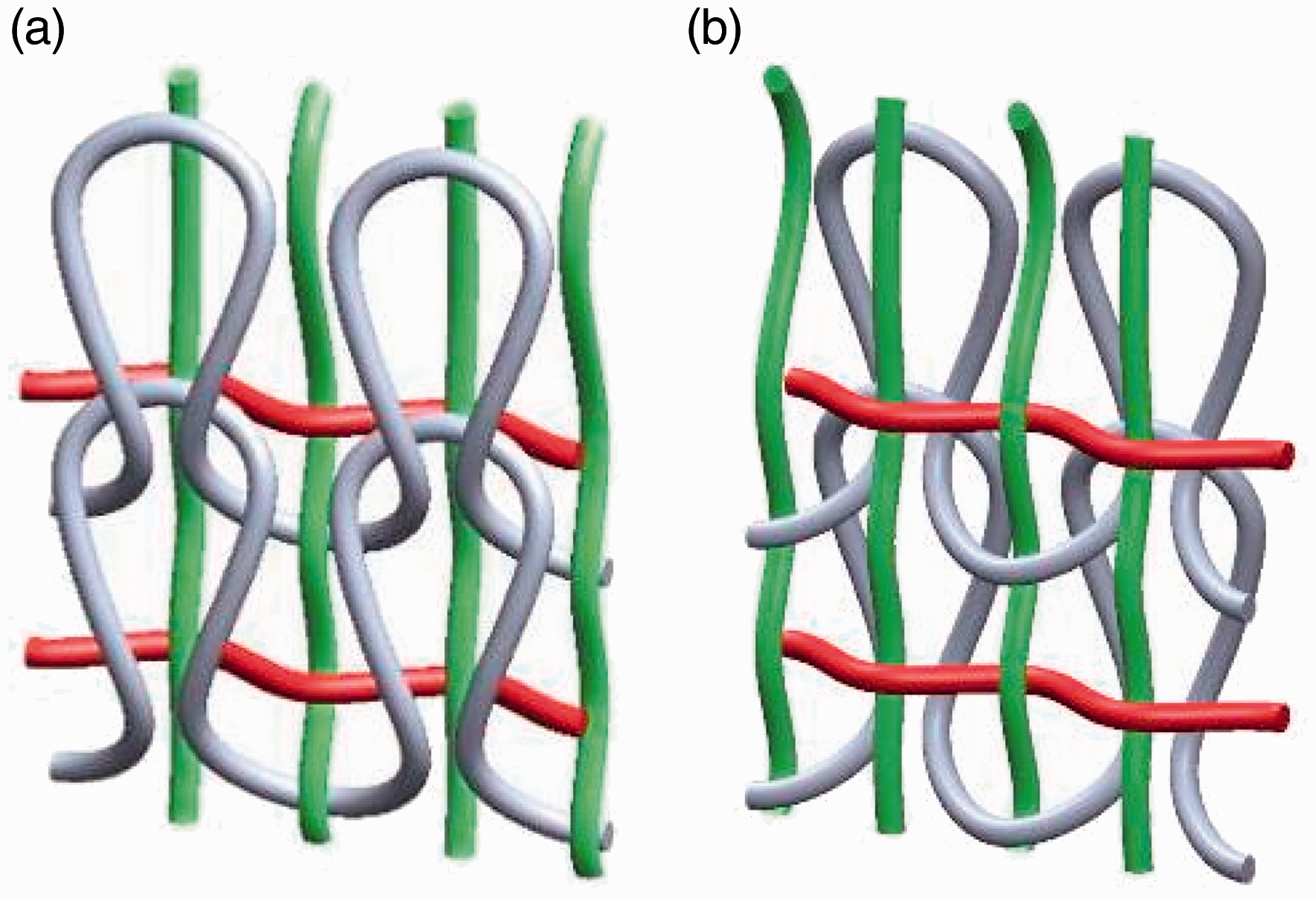
Bifacial fabrics show a unique appearance, with a knitted structure on one face and a woven structure on the other, as shown in Figure 1. We have reported that the evaporative resistance of bifacial fabrics is slightly higher than that of comparable knitted and woven fabrics, and water spreading and absorption on the woven face of bifacial fabrics are quicker than that on their knitted face.
12
The thermal resistance of bifacial fabrics is also higher than that of the knitted and woven fabrics, and the bifacial fabrics have lower air permeability, yet are warmer to touch than knitted and woven fabrics.
13
In addition, water spreading, evaporative, and thermal resistance on the two faces of the bifacial fabric are different.12,13 This is due to the unique pore distribution across its thickness direction.
14
Bifacial fabrics also have unique mechanical properties,
15
such as two breakages (two peaks in the load–extension curves) in both the warp and weft directions.
Appearances of (a) two faces and (b) cross-section in the warp direction of the bifacial fabric.
12
In this study, the thermal comfort properties (permeability index and total heat loss) of woven, knitted and bifacial fabrics are compared. The effect of weft density and loop length of bifacial fabrics on thermal resistance, evaporative resistance, thermal-contact feeling, permeability index and total heat loss are investigated. This information may help to design and manufacture high-performance fabrics with tunable comfort.
Experimental details
Materials
The details of fabric samples investigated in this study
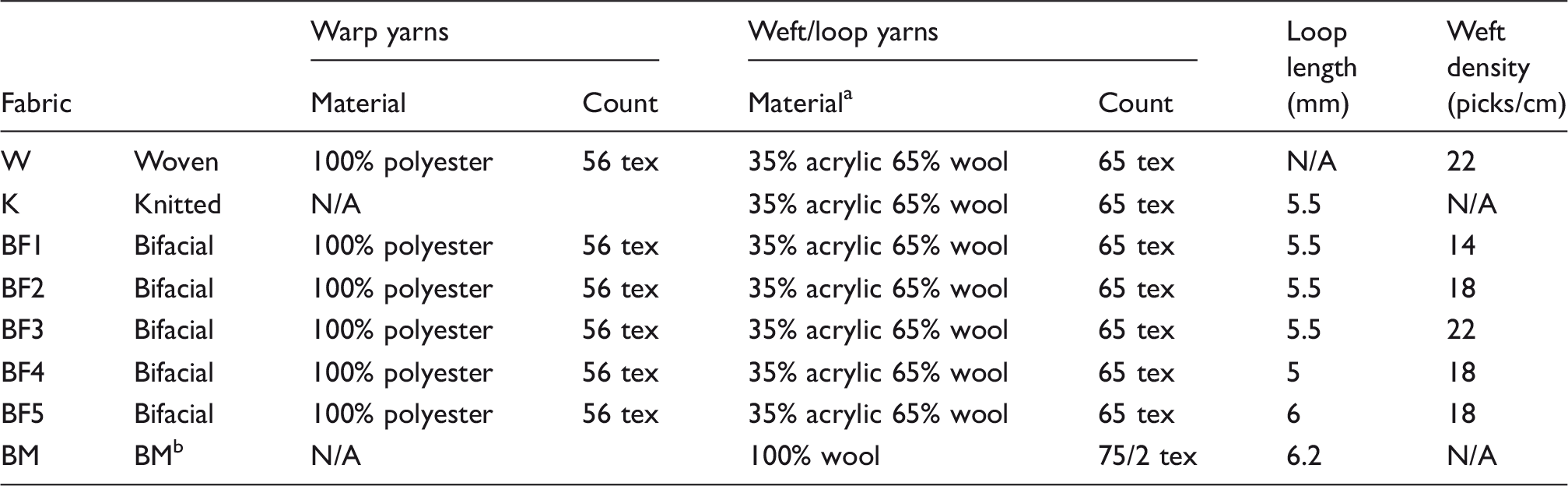
Weft/loop yarns are the same except their colors.
Bench-mark fabrics (single jersey, gauge: 14, fiber diameter: 21.9 µm, and cover factor: 1.28).
It is well known that materials (fibers and yarns) have significant influence on fabric properties. Therefore, in this study all fabrics were produced with the same yarns to remove the fiber and yarn influence. As a result, the differences in the fabric properties can be considered to be caused by fabric structures.
Properties of fabrics manufactured in this study were compared to a bench-mark (BM) fabric to provide an estimation of where bifacial fabrics stand in the existing commercial fabric spectrum. It was difficult to find the BM fabric in the market similar to the fabrics used in this study with exactly the same materials and structural parameters. Therefore, a pure wool single jersey knitted fabric with a similar thickness was selected as the BM fabric.
Methods
Fabric thickness, gram per square meter (GSM), thermal-contact feeling, evaporative resistance, and thermal resistance were determined as described previously.12,13 Briefly, the fabric thickness was measured according to ASTM D1777-96 (2011) using an Absolute Digimatic ID-C 1012PB thickness gauge (Mitutoyo Corp, Japan). The thermal-contact feeling was measured using a Thermo Labo II (KES-F7, KATO Tech Co. Japan). Tests of thermal resistance (
Permeability index
The permeability index for a fabric system alone was calculated using equation (1)
8



Total heat loss
Tests of total heat loss were carried out using the Sweating Guarded Hotplate/Espec Chamber (Measurement Technology Northwest, USA) according to standard test method ASTM F1868-12 (part C). The temperature of the test plate, guard section and bottom plate was controlled at 35 ± 0.1℃, while the ambient temperature and air velocity were 25 ± 0.1℃ and 1 ± 0.1 m/s, respectively. The relative humidity was maintained at 65 ± 4% during a test.
Once thermal resistance of the bare plate (
The
The total heat loss of the samples was calculated using equation (4)
16

Statistical analysis
Results of thermal-contact feeling (n = 20, number of tests), thermal resistance (n = 6, number of tests), and evaporative resistance (n = 6, number of tests) were tested statistically for significance of differences using a one-way analysis of variance (ANOVA; SPSS Statistics 23, IBM).
Results and discussion
Permeability index
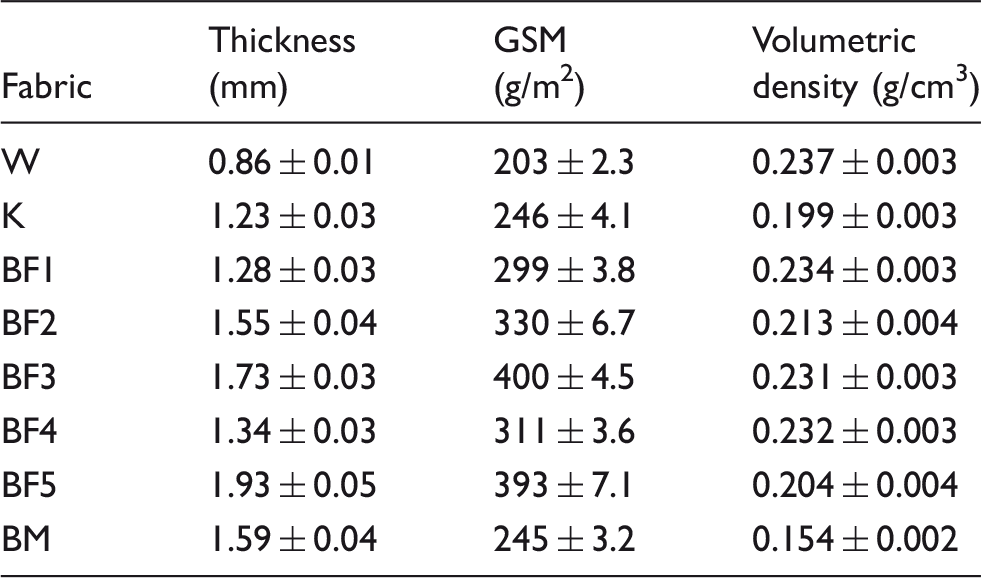
Thickness, gram per square meter (GSM), and volumetric density (mean ± s.d.) of fabric samples
Thermal resistance, evaporative resistance, and the corresponding permeability index (im) of the bench-mark (BM), W, K, and BF3 fabrics

The knitted face was adjacent to the test plate.
The difference between two faces of the bifacial fabric is statistically significant at the 0.05 level.
In this study, knitted fabrics with greater air permeability showed a higher permeability index than woven fabrics. Even though the woven and knitted fabrics have similar volume porosity, 14 the knitted fabric has larger pores inside than the woven fabric, which may enhance the air permeability and result in higher thermal and lower evaporative resistance, leading to a higher permeability index. Interestingly, the bifacial fabric with lower air permeability has a slightly higher permeability index than that of the knitted fabric. Earlier studies showed that the bifacial fabric has a larger number of pores and larger pores than the knitted and woven fabrics, 14 thus resulting in a higher permeability index. The lower air permeability of the bifacial fabrics is caused by the unique structure with more covered pores in the thickness direction, which can be observed in its cross-sections. 14
Bifacial fabrics have unique evaporative and thermal resistance properties because of the different morphologies, with a knitted structure on one face and a woven structure on the other.12,13 Specifically, there are more and larger pores in the knitted structure than in the woven structure. 14 These properties influence the water vapor permeability index, which is higher on the woven face (0.47) than that on the knitted face (0.42). Both of these values are higher than the quoted optimum thermal comfort value of 0.3. 9 The bifacial fabric still has good thermal comfort, because the value of the optimum permeability index is a starting point to prevent evaporation of the accumulated moisture, 10 and above that point the breathability of fabrics increases gradually. In addition, the permeability index of the bifacial fabric is quite close to that of the BM fabric.
Total heat loss
Total heat loss (Qt) of the bench-mark (BM), W, K, and BF3 fabrics

The knitted face was adjacent to the hot plate.
The difference between two faces of the bifacial fabric is statistically significant at the 0.05 level.
The bifacial fabric shows the lowest heat loss compared to the other fabrics (Table 4), as a result of its dense structure (Table 2). The dense structure decreases air permeability and thus increases the evaporative resistance, while the air layer is primarily responsible for a higher thermal resistance.3,17 Bifacial fabrics have higher evaporative and thermal resistance, so lose less heat in total, and can perform better in cold environments, which shows advantages of the unique bifacial structure in keeping warm.
Effect of weft densities and loop lengths of bifacial fabrics on thermal comfort properties
Evaporative resistance
The effect of weft densities and loop lengths on the evaporative resistance of bifacial fabrics is shown in Figures 2 and 3, respectively. Increasing the weft density and loop length of bifacial fabrics increases evaporative resistance.
Effect of weft density on evaporative resistance of bifacial fabrics (BF1, 2 and 3) (▪ – knitted face down; ▴ – woven face down, error bars show the standard deviation). Effect of loop length on evaporative resistance of bifacial fabrics (BF4, 2 and 5) (▪ – knitted face down; ▴ – woven face down, error bars show the standard deviation).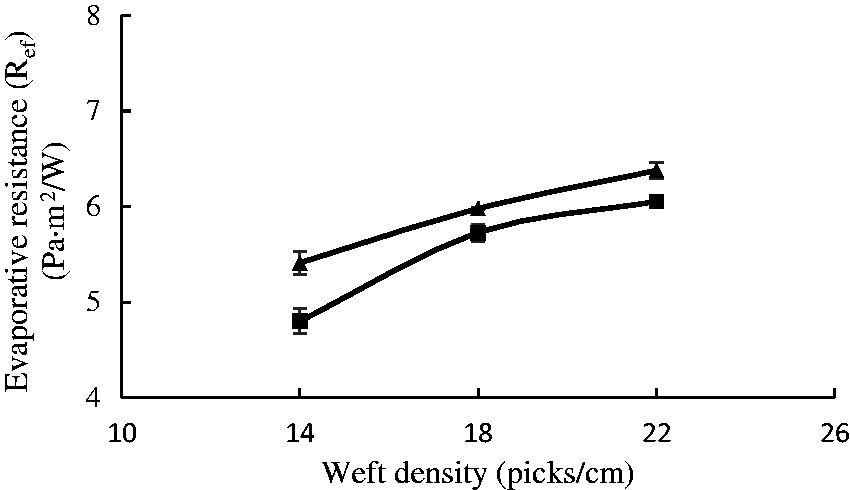

Increasing weft density decreases the spaces between weft yarns (D2 < D1, Figures 4(a) and (b)) in the woven structure of bifacial fabrics, resulting in narrower channels between the yarns.
18
These channels are the main aisles for transferring water vapor, and determine the ability of water vapor to transfer through the fabric. Therefore, the narrower channels decrease the water vapor transfer and lead to a higher evaporative resistance.
Schematics of the relationship between thickness and parameters (loop length and weft density) of bifacial fabrics with (a) primary mode, (b) the effect of weft density (D1 > D2, H1 < H2), and (c) the effect of loop length (H2 > H3). (W1, W2 and W3: weft yarns; L1, L2: loop yarns; D1, D2: distance between weft/loop yarns; H1, H2 and H3: height of loops in the thickness direction).
When the loop length of bifacial fabrics increases, weft density is kept constant. The loops expand themselves in two directions (thickness and weft), due to their needle and sinker arcs being fixed by the woven structure. 18 In the thickness direction, loop arms bend gradually, and fabric thickness increases accordingly (H2 > H3, Figures 4(b) and (c)). The thickness of the air layer entrapped in the fabric increases as well, and leads to an increase in evaporative resistance. The loops also extend their arms in the weft direction. This movement allows the loop arms to fill more spaces between the wales, which results in smaller channels on the knitted face of bifacial fabrics. Therefore, evaporative resistance of bifacial fabrics increases with an increase in loop length.
Thermal resistance
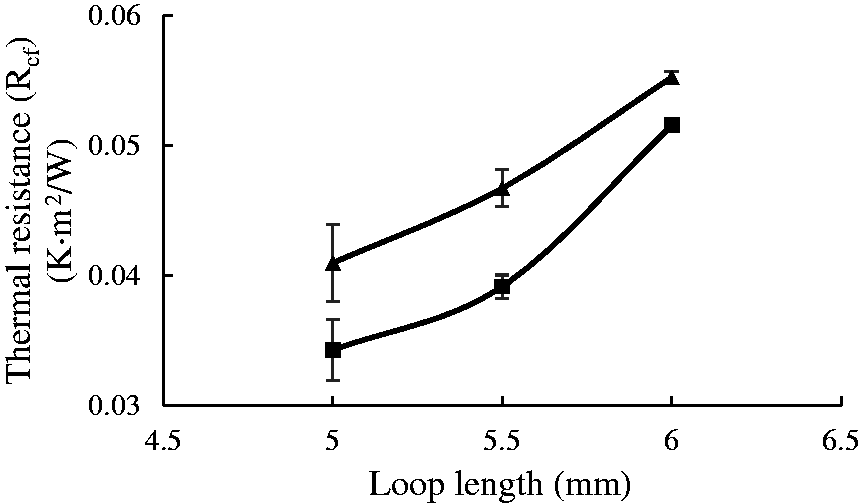
The effects of weft density and loop length on thermal resistance of bifacial fabrics are shown in Figures 5 and 6, respectively. Both figures show an increasing trend of thermal resistance with an increase in both weft density and loop length.
Effect of weft density on thermal resistance of bifacial fabrics (BF1, 2 and 3) (▪ – knitted face down; ▴ – woven face down, error bars show the standard deviation). Effect of loop length on thermal resistance of bifacial fabrics (BF4, 2 and 5) (▪ – knitted face down; ▴ – woven face down, error bars show the standard deviation).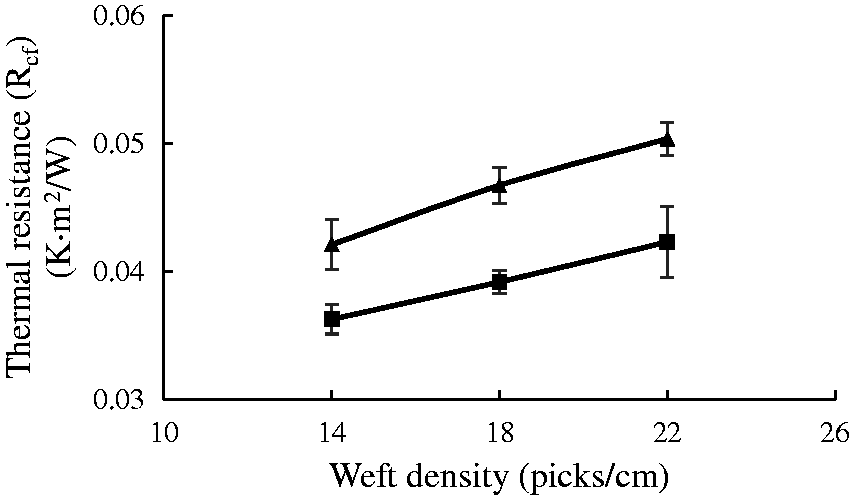
Increasing weft density gives a higher fabric weight. Fabrics with a higher weight tend to be warmer (higher thermal resistance) than lighter fabrics. Increasing weft density also decreases the distance between weft yarns. However, the loop length does not change to adapt to the narrow space between weft yarns, and the loop arms have to bend more sharply to link the needle and sinker arcs of loops. This movement increases both fabric thickness and air layer thickness within the fabric, which determines thermal resistance. Therefore, increasing weft density also increases thermal resistance of bifacial fabrics.
Since the needle and sinker arcs of loops are fixed by the woven structure of the bifacial fabric and are limited by the distance between weft yarns (weft density), the straight distance between the needle and sinker arcs remains constant (Figures 4(b) and (c)). Once loop length increases, the length of loop arms increases in the fabric thickness direction, and the loop arms become longer and bend more heavily (Figure 4(b)). This results in a higher fabric thickness and thicker air layer, leading to a higher thermal resistance.
Thermal-contact feeling
Figures 7 and 8 show that increasing weft density or loop length generally enhances the warm feeling of bifacial fabrics, where the feeling may be different on two faces. A higher Effect of weft density on thermal-contact feeling of bifacial fabrics (BF1, 2 and 3) (▪ – knitted face; ▴ – woven face, error bars show the standard deviation). Effect of loop length on thermal-contact feeling of bifacial fabrics (BF4, 2 and 5) (▪ – knitted face; ▴ – woven face, error bars show the standard deviation).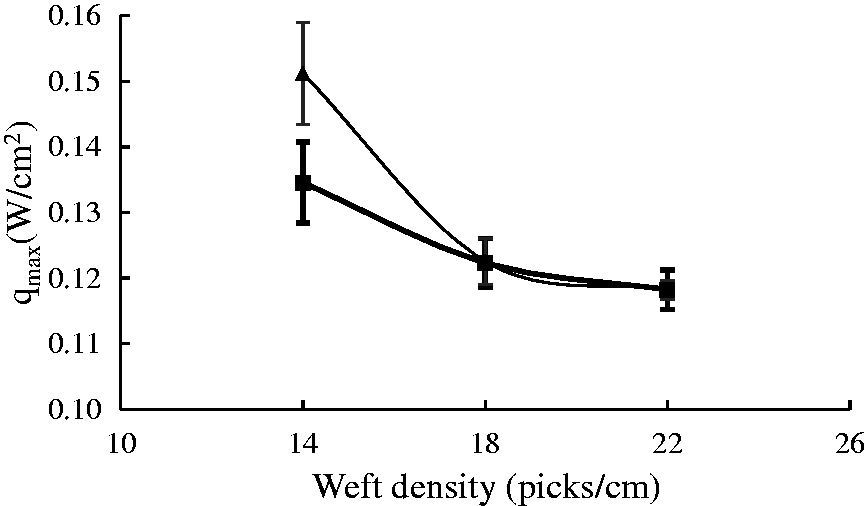
With an increase of warp or weft density in normal woven fabrics, the warp or weft yarns bend more heavily at the intersections. This means that the contact area on the intersections will be decreased when it is touched under a certain pressure. Therefore, increasing weft density decreases the contact area on the woven face of bifacial fabrics, leading to a warmer feeling. 19
In bifacial fabrics, the sinker arcs of knitted loops are fixed by the woven structure, and they link to each other using their needle and sinker arcs (Figure 9). Increasing loop length gives loops extra yarns, and these yarns have to expand in the fabric thickness direction (H2 in Figure 4(b)). In this way, the loop arms effectively bend and the bending points are the salient points. With continuous bending of the loop arms, the points become high and sharp, and the knitted face then is much rougher. As explained earlier, the rougher knitted face feels warmer due to smaller contact areas.
Three-dimensional sketches of the two faces of the bifacial fabric structure: (a) knitted face; (b) woven face. (Warp yarns (green), weft yarns (red) and loop yarns (gray); color online only.)
12
Permeability index
The effect of weft density on the permeability index of bifacial fabrics is given in Figure 10. When weft density increases, the permeability index of bifacial fabrics approximately remains constant. Increasing the weft density of bifacial fabrics increases the evaporative resistance and the thermal resistance. This is due to the smaller distance between weft and loop yarns in the bifacial fabric with higher weft density (D2 < D1, Figure 4), which causes smaller pores within the woven structure of bifacial fabrics. Moreover, the fabric weight and thickness of the air layer trapped in the knitted structure of bifacial fabrics increase, as shown in Table 2. The air layer is primarily responsible for thermal resistance. Therefore, the permeability index remains constant according to equation (1).
Effect of weft density of bifacial fabrics on permeability index (BF1, 2 and 3) (▪ – knitted face down; ▴ – woven face down).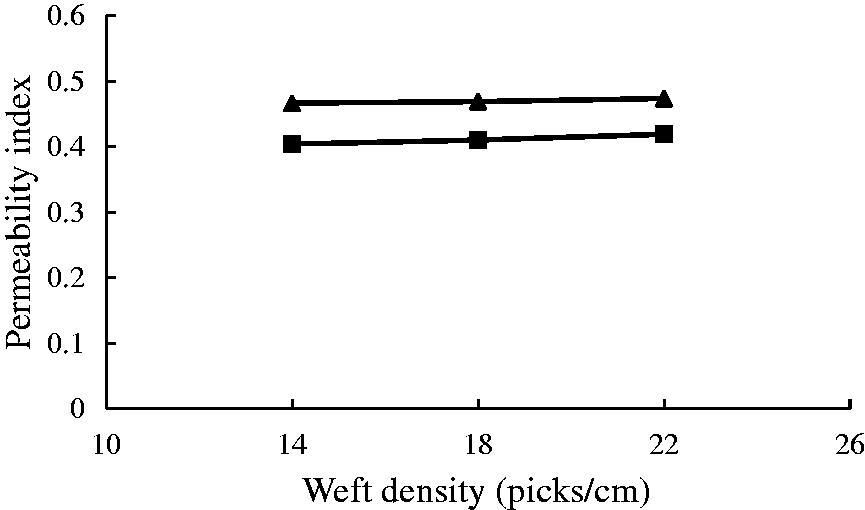
The rule explained above can also be applied to the effect of the loop length of bifacial fabrics on the permeability index (Figure 11). The air layer primarily affects thermal resistance of bifacial fabrics, while the evaporative resistance is determined by the air permeability. Although higher loop length in the knitted structure increases air permeability,
18
there are no changes in spaces between weft yarns in the woven structure. As shown in Figures 4(b) and (c), increasing loop length does not change the distance between weft/loop yarns (D2). Therefore, when the loop length increases, the thermal resistance increases more than evaporative resistance, and leads to a higher permeability index of bifacial fabrics.
Effect of loop length of bifacial fabrics on permeability index (BF4, 2 and 5) (▪ – knitted face down; ▴ – woven face down).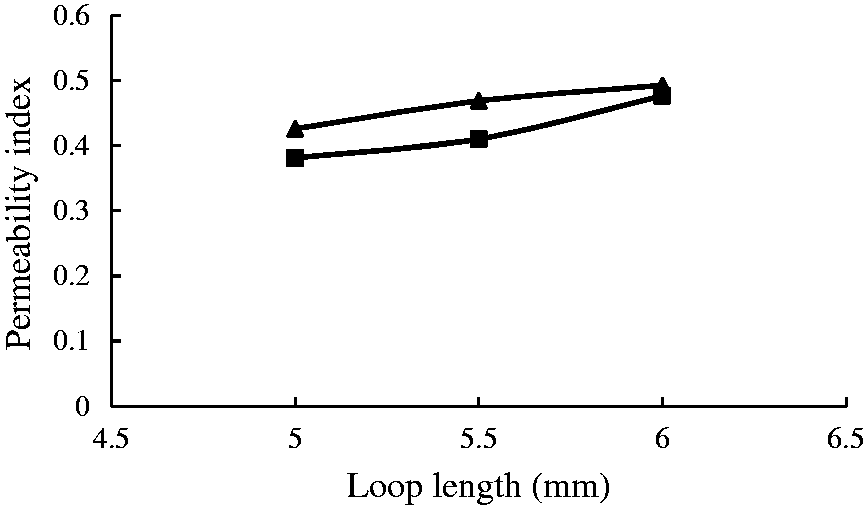
Total heat loss
Figure 12 shows the effect of weft density of bifacial fabrics on the total heat loss. Increasing weft density decreases the total heat loss. As discussed earlier, increasing weft density increases fabric weight and decreases spaces between weft yarns. Therefore, evaporative and thermal resistance increase and the calculated total heat loss decreases (equation (2)).
Effect of weft density of bifacial fabrics on total heat loss (BF1, 2 and 3) (▪ – woven face down; ▴ – knitted face down).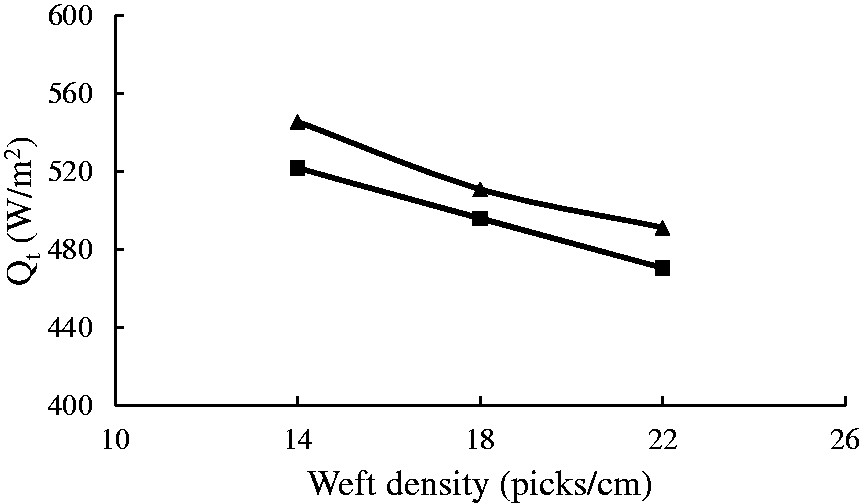
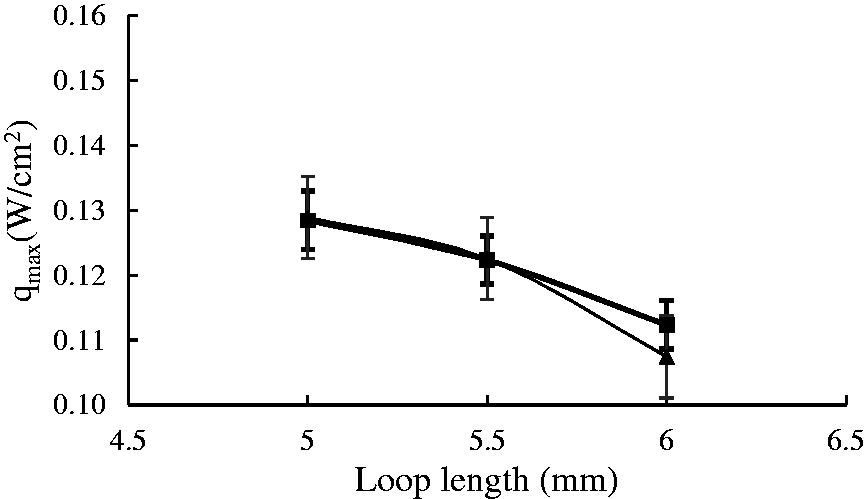
The effect of loop length of bifacial fabrics on the total heat loss is shown in Figure 13. The total heat loss of bifacial fabrics decreases with an increase of loop length. Increasing the loop length of bifacial fabrics may expand the pores in the knitted structure, and thus increases the thickness of the entrapped air layer. This leads to higher evaporation insulation and heat flux, as discussed earlier, and results in lower total heat loss.
Effect of loop length of bifacial fabrics on total heat loss (BF4, 2 and 5) (▪ – woven face down; ▴ – knitted face down).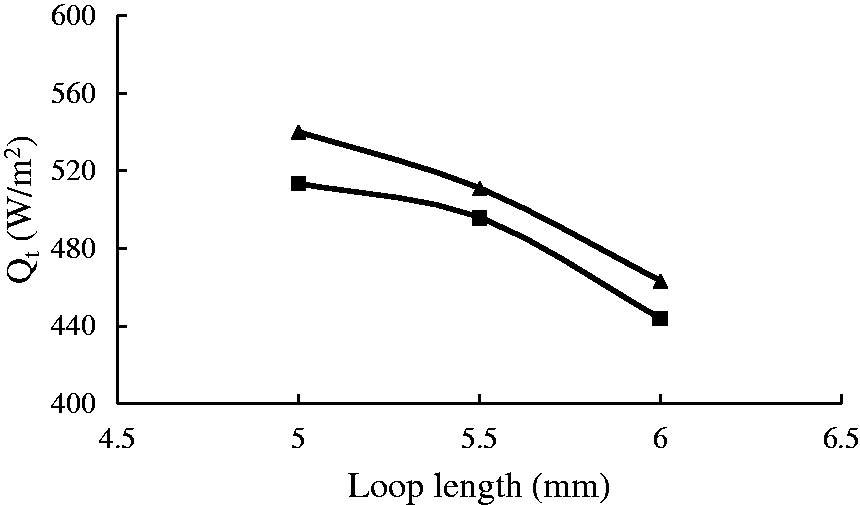
Overall, both weft density and loop length affect fabric thickness and fabric weight, which in turn may affect fabric porosity. Since porosity directly influences the fabric’s thermal comfort properties, porosity of the bifacial fabric was further discussed. 14 It was found that thermal comfort properties were determined by the distribution of pores and their connections, as is the air permeability of fabrics.
Conclusion
In this study, thermal comfort properties of the woven, knitted, and bifacial fabrics were investigated. The effect of weft density and loop length of bifacial fabrics on thermal comfort properties was also studied. The key findings are summarized as follows.
The permeability index of the bifacial fabric is higher than that of the woven and knitted fabrics, while the total heat loss is lower. This suggests that the bifacial fabric is warmer and more breathable than equivalent woven and knitted fabrics when using similar yarn types.
An increase in loop length and weft density enhances thermal resistance and warmth to touch and reduces water vapor transfer through bifacial fabrics. Increasing loop length increases the permeability index of bifacial fabrics, while the permeability index is almost constant with changes in weft density. The total heat loss of the bifacial fabric reduces with increasing weft density and loop length.
Increasing weft density or loop length increases the thickness and weight of bifacial fabrics, and the distribution of pores and their connections in the thicker fabric significantly affects thermal properties. Increasing weft density or loop length changes the fabric porosity, affecting thermal properties and decreasing the fabric’s air permeability, with higher weft density reducing the cross-sectional area of aisles for air flow. A longer loop length provides a thicker knitted structure in the bifacial fabric, with a thicker air layer leading to higher thermal resistance and lower evaporative resistance.
This work shows that the thermal comfort properties of bifacial fabrics can be optimized by changing loop length and weft density, and bifacial fabrics with different thermal comfort properties can be engineered for different applications. It should be noted that the above conclusions may only apply to the fabrics produced in this study. More work is still required to verify these conclusions with different yarns and different bifacial fabric structures.
Footnotes
Acknowledgements
We would like to thank Mr Andrew Jones, Mr Doug Dower, and Mr Peter Herwig from CSIRO Manufacturing for woven and knitted fabrication. Appreciation is also extended to Professor Wu Chen for facilitating the bifacial fabric sample production at Wuhan Textile University. We gratefully acknowledge support from the MoE Innovation Team Project in Biological Fibres Advanced Textile Processing and Clean Production for the fabric sample preparations.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The first author was supported by a PhD scholarship from Deakin University.