
Abstract
A facile route was proposed to fabricate core–sheath microfibers, and the relationships among processing parameters, crystalline structures and the mechanical properties were investigated. The compression molded poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBH)/poly(
Keywords
Electrospinning has been widely used to fabricate nano-/microfibers, which is applied in the fields of tissue engineering, drug releasing, filtration, energy storage and smart clothing. 1 The electrospun core–sheath composite fibers can greatly enhance the performance of products. Scopus™ shows that around 1500 journal articles with the keywords of ‘core sheath/shell’ and ‘electrosp*’ were published during the past decade. The co-axial nozzle 2 and phase separation 3 were commonly used to produce core–sheath fibers, although nozzle design and solvent issues are still to be resolved.
Melt electrospinning is a good candidate to make fibers without solvents, and was extensively developed by the research groups of Joo,4–6 Ogata,7–9 Yang10–12 and Dalton13–20 on jet forming mechanisms, fiber spinnabilities, spinneret designs and biological applications, respectively. Due to the high viscosities and the low conductivities of polymer melts, the diameters of the melt-electrospun fibers (0.5–10 µm) are much thicker than that of solution-electrospun fibers (<0.5 µm). However, to promote cell growth, Pham and colleagues 21 suggested that the fiber diameter should be at least 4 µm to fabricate a scaffold with a pore size of 20 µm. It was also reported that the trajectory of a single jet with a relatively thick diameter (e.g. a jet diameter of 5 µm has a velocity of 2.5 m/s) can be controlled much more easily. 22 Based on the kinematic theory of the melt-electrospun jet, a flexible three-dimensional scaffold can be printed out by using the technique of melt electrowriting. 23
Poly(3-hydroxybutyrate) (PHB) or its copolymer, poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBH), is an aliphatic polyester produced by various microorganisms. 24 The processability of these bacterial polyesters into fibers is not so good when compared to other thermoplastic polymers due to its low crystallization rate, occurrence of the secondary crystallization after spinning and narrow processing window.25,26 Poly(lactic acid) (PLA) is known as a hydrolytically degradable and biocompatible polymer, which shows fairly good mechanical properties among aliphatic polyesters. However, the impact resistance and the elongation to break of PLA still need to be improved to extend its application. 27 Polymer blending is a good strategy to overcome the drawbacks of PHB and PLA. The crystallization behavior, 28 the miscibility 29 and the mechanical properties 30 of PHB/PLA blends have been extensively investigated, the results of which suggesting that PHB/PLA blends can significantly increase the spinnability of PHB and the mechanical properties of PLA. Nowadays, the products of PHB/PLA blended fibers have been applied in bioengineering 31 and smart textiles. 32 The core–sheath composite fiber is another route to modify the properties of PLA and PHB in comparison with the polymer alloy. The solution-electrospun PHB/PLA core–sheath nanofiber was first reported by Wang et al., 33 who suggested that the proportion of core and sheath can be manipulated by the flow rates of the inner and outer channels. In fact, melt electrospinning is more appropriate to produce the core–sheath PHB/PLA fibers. Unfortunately, PHB/PLA or other bio-based polymers made by co-axial melt electrospinning have not been reported yet, since polymer melts with high viscosities are difficult to extrude from narrow channels.
In this study, a novel strategy will be proposed to fabricate PHB/PLA core/sheath microfibers by using laser-heated melt electrospinning and investigate the mechanical properties of the as-spun and the drawn fibers. To this end, the core/sheath structure of each jet segment will be observed under a scanning electron microscope (SEM); the mechanical properties of the fiber bundles will be measured by a tensile test; and the crystal information will be analyzed by wide-angle X-ray diffraction (WAXD) and differential scanning calorimetry (DSC).
Experimental details
Materials
Poly(
Setup of melt electrospinning
Figure 1 shows the system of a laser-heated melt electrospinning, which mainly consists of a CO2 laser system (which contained a beam splitter, beam baffle, reflector and laser transmitter) (PIN-30R, Onizuca Glass Co., Ltd, λ = 10.6 µm), a high-voltage supply system (Model-600F, Pulse Electronic Engineering), a feeding system (contained strip holder and feeder) and a collection system. For safety, beam baffles were used to prevent the CO2 laser beams from escaping. Of the total laser power, 35.4% was lost during laser transmission.
The setup of the laser-heated melt electrospinning.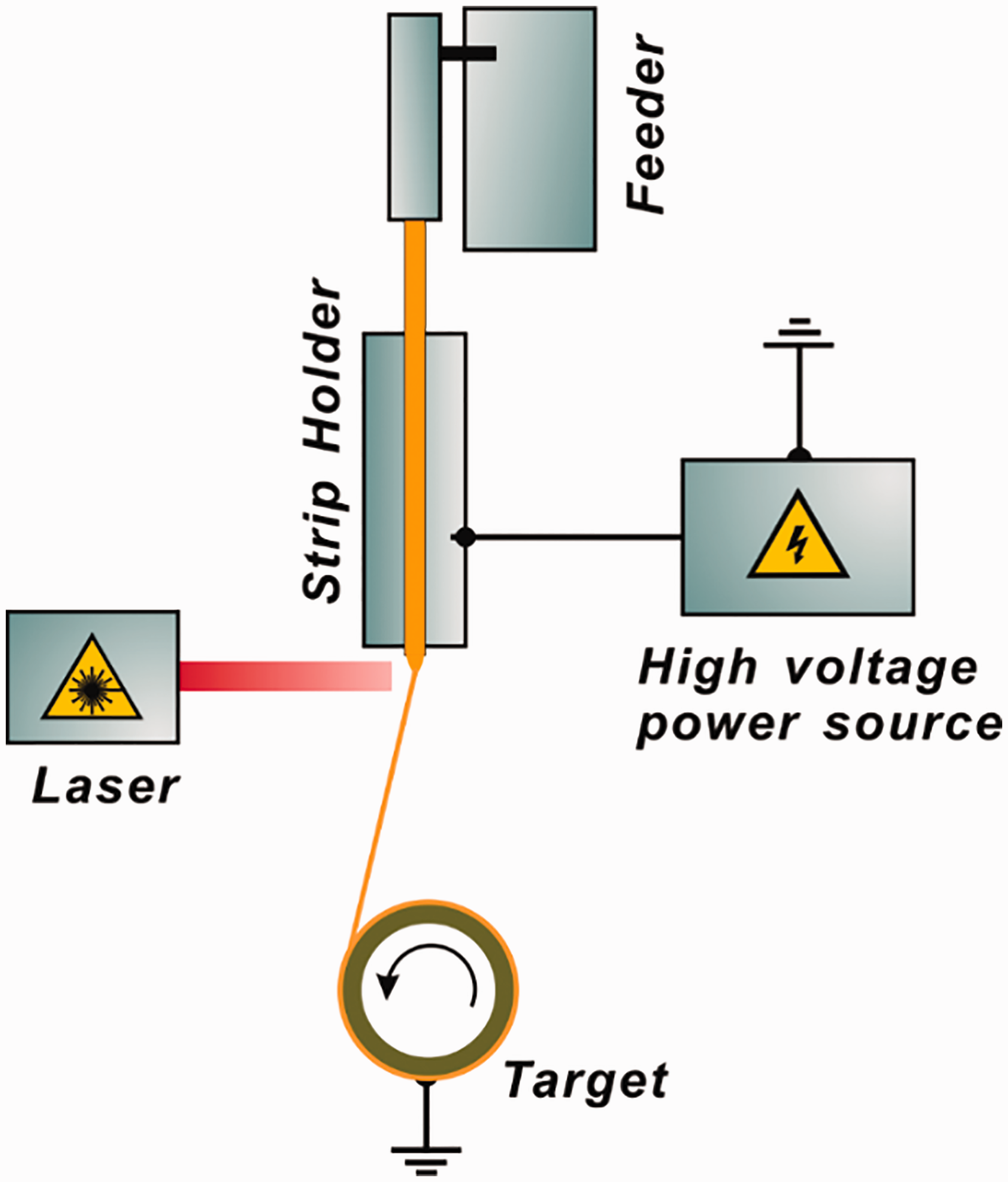
The processing of the sandwiched film
PLLA and PHBH were compression molded (Mini Test Press-10, Toyo Seiki Kogyo Co., Ltd, Japan) at 200℃ and 155℃, respectively, into films. To make a homogeneous film, polymer pellets should be melted at a specified temperature for 1 minute, and the pressure gradually increased to 10 MPa within 30 seconds followed by an 8–12 MPa changed pressure for 1 minute to remove air bubbles. The molten film was then quenched in ice water. PHBH film was sandwiched with PLLA films and compression molded again at 180℃. Strips with the size of w × h = 1.2 mm × 0.58 mm were cut from the sandwiched PLLA/PHBH film and dried before melt electrospinning. The ratio of PHBH/PLLA was confirmed to be 35.3/64.7 (w/w) from 20 strips.
Melt electrospinning and drawing
The flow rate, the nozzle-to-collector distance, the applied voltage and the output power were fixed at 400 µL/h, 50 mm, 18 kV and 3 W/cm2, respectively. A fixed flat target (90 mm × 90 mm) and a rotational target (outer diameter = 90 mm) were applied. The as-spun fibers were drawn to different ratios in a water bath at 70℃ with a drawing speed of 2 mm/s.
Analysis
An optical microscope (OPTIPHOT 2-POL, Nikon, Japan), an X-ray computed tomograph (CT) (FLEX-M345, BEAMSENSE Co., Ltd) and a SEM (VE-7800, KEYENCE) were applied to observe the strips and the fibers. A tensile tester (STA-1150, Orientec, Japan) was used to measure the mechanical properties of the fiber bundles, whose linear density was around 10 tex. The sample length and the extensional speed were set at 20 mm and 30 mm/min, respectively. Each sample was measured at least six times. Thermal analyses were carried out by using a differential scanning calorimeter (DSC 3100SA, Bruker axs) under a nitrogen atmosphere. The heating rate was set at 10℃/min. Crystallinity can be calculated from the following equation
WAXD patterns were recorded on an imaging plate using an X-ray generator (CN4037A1, Rigaku, λ (CuKα) = 1.5418 Å) at 20 mA and 40 kV for 2 hours. The distance between the sample and the imaging plate was 63.14 mm. Each of the fiber bundles was controlled at 50 tex. The degree of crystalline orientation fc was calculated according to the following equation
where Wh is the full width at half-maximum in the azimuthal direction of the selected diffraction peak.


Results and discussion
PHBH/PLLA core/sheath structures
The formation process of PLLA/PHBH sandwiched strips is shown in Figure S1 (see Supplemental material). The fabrication of the PHBH film was more difficult than the fabrication of PLLA film due to the complicated rheological behaviors of PHBH melt. The quenched PHBH film should be kept in ice water for at least 5 minutes, and the film gradually crystallized and solidified after 30 minutes of drying at room temperature, accompanying with a transparent-to-translucent change. Qin et al.
36
has succeeded in producing PHBH fibers by using high-speed melt spinning, but PHBH fibers made by high-speed melt electrospinning have not reported. To facilitate the spinnability of PHBH, a PLLA film was embedded between PHBH films. Figure S2 (see Supplemental material) shows that the molten fibers partially fused together after spinning. This is not ideal for further processing, such as drawing, annealing or weaving. After changing the order of PHBH and PLLA, that is, the order of PLLA/PHBH/PLLA, the composite strip can melt electrospun fibers into fibers with a smooth surface, as shown in Figure 2(a). Since the temperature interval to process the PLLA/PHBH composite strip is narrow, the output power of the laser is fixed at an appropriate value. Figure 2(b) shows the three-dimensional perspective of the composite fibers taken by an X-ray CT. The PHBH core component and the PLLA sheath component are dyed green and white, respectively. It is suggested that 100% of the sandwiched strip transforms into core–sheath fibers. However, for co-axial electrospinning, the proportion of the core and the sheath strongly depends on the flow rates and the viscosities of the polymers, and the core–sheath fibers may mix with only the core or the sheath component. Therefore, the combination of the composite strip and the laser-heated melt electrospinning is a novel strategy to achieve core–sheath fibers.
Photographs of the melt-electrospun poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBH)/poly(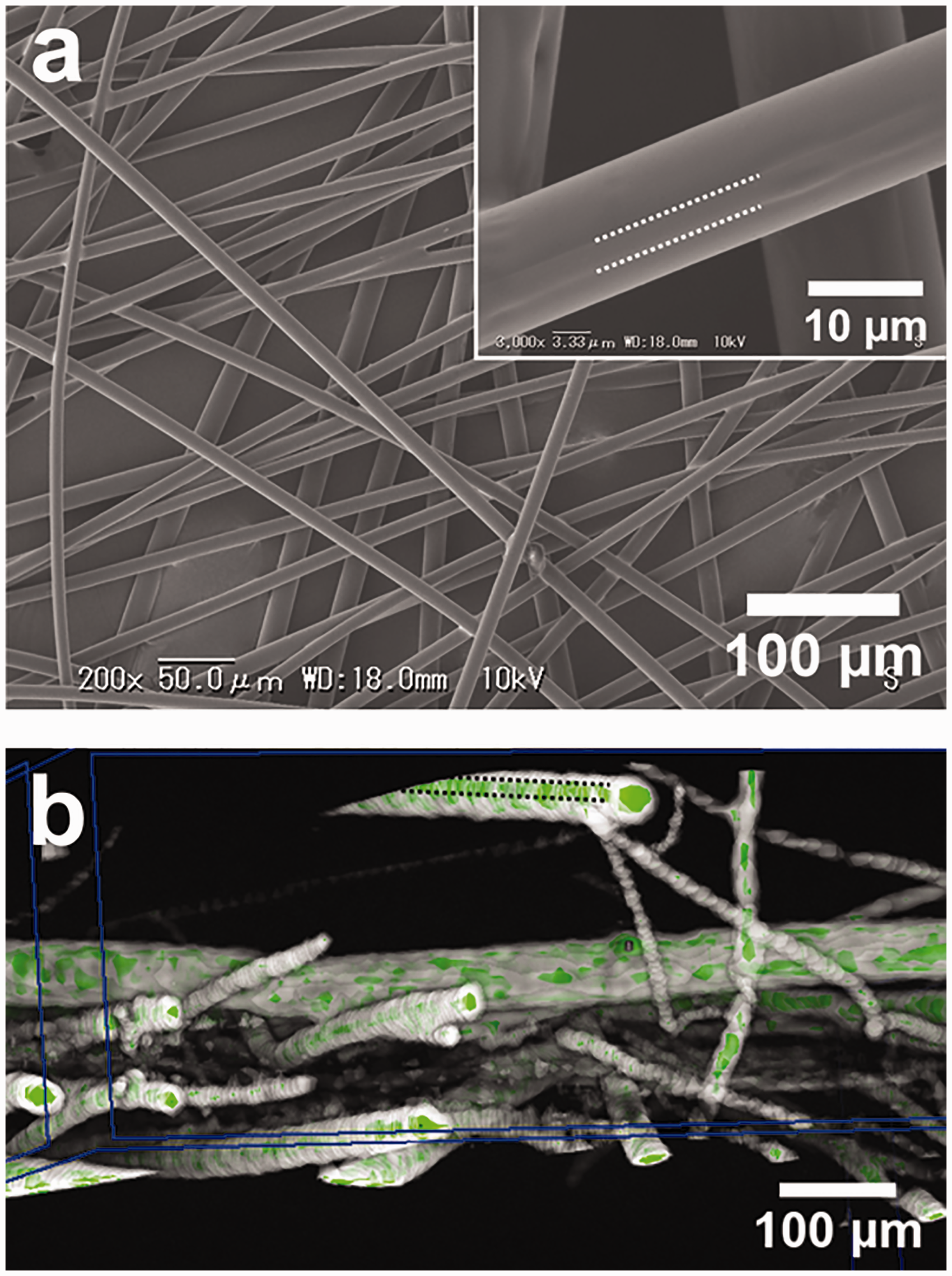
It should be noted that the PHBH is not completely covered by the PLLA. The partially exposed PHBH is marked by dot lines in Figure 2. Figure 3 shows the evolution of the cross-section at the segments of the strip, the Taylor cone and the fibers. The molten jet contracts dramatically after leaving the Taylor cone, deforming into an elliptical shape. At this moment, the interfacial line between PHBH and PLLA is straight. As a result, the cross-section of the jet becomes round and the curvature radius of the interfacial line becomes smaller with the drawing process. The Ohnesorge number (Oh), a ratio of viscous to surface tension stresses, determines the shape of the Taylor cone and the initial diameter of the jet.
37
At a constant melt temperature, the shape of the PHBH core component depends on the interfacial tension between the PLLA and the PHBH melts. The interfacial tension of PLA and PHB, 0.45 mN/m,
38
is too low to form a round shape, resulting in the partially exposed core component. When the PHBH/PLLA component fibers were dissolved in the solvent of 1,4-dioxane for 1 minute, the PHBH can be quickly washed off and the groove-shaped PLLA sheath components remained, as shown in Figure 4. The dissolution rate of the quasi core–sheath fibers is much faster than that of the common core–sheath fibers. It is believed that modifying the interfacial tension between polymer melts can control the release of the core component, which deserves to be investigated further.
Schematics and photographs of the cross-sections of the poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBH)/ poly( Mophorlogies of the poly(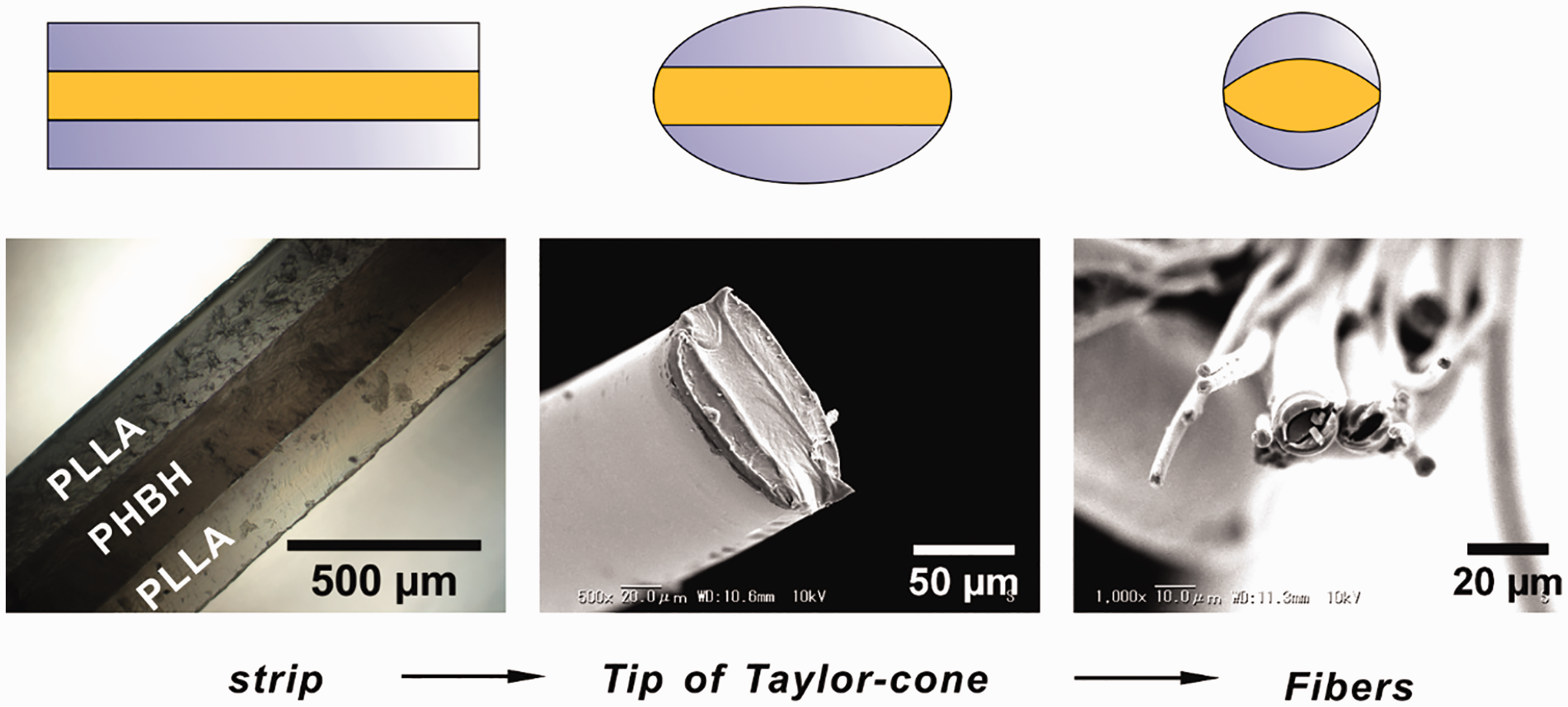

The as-spun PHBH/PLLA core/sheath fibers
A rotational target was applied to collect aligned fibers. The fiber diameter was 9.99 ± 1.39 µm on a fixed target in the condition of 18 kV and 3 W/cm2, and the corresponding jet velocity was 85 m/min. If the diameter of the fiber is plotted at a take-up velocity of 85 m/min in Figure 5(d), it is exactly on the line theoretically calculated by Equation (4). Note that the take-up velocity of the target should be much higher than the jet velocity to obtain aligned fibers. Figure 5(a) shows the aligned fiber bundle with a take-up velocity of 282 m/min. The fibers cohered automatically without twisting with the help of the partially exposed PHBH component due to its low crystallization rate. The SEM image in Figure 5(b) indicates that fibers are deformed and tightly compressed together, resulting in a broad standard deviation of the fiber diameter. The fibers separate from each other and the PHBH component cracks after the treatment with liquid nitrogen, as shown in Figure 5(c). The fiber diameter decreases with increasing the take-up velocity. If the jet does not break up during spinning, according to the mass equation
39
A photograph (a) and a scanning electron microscopy (SEM) image (b) of the as-spun poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/poly(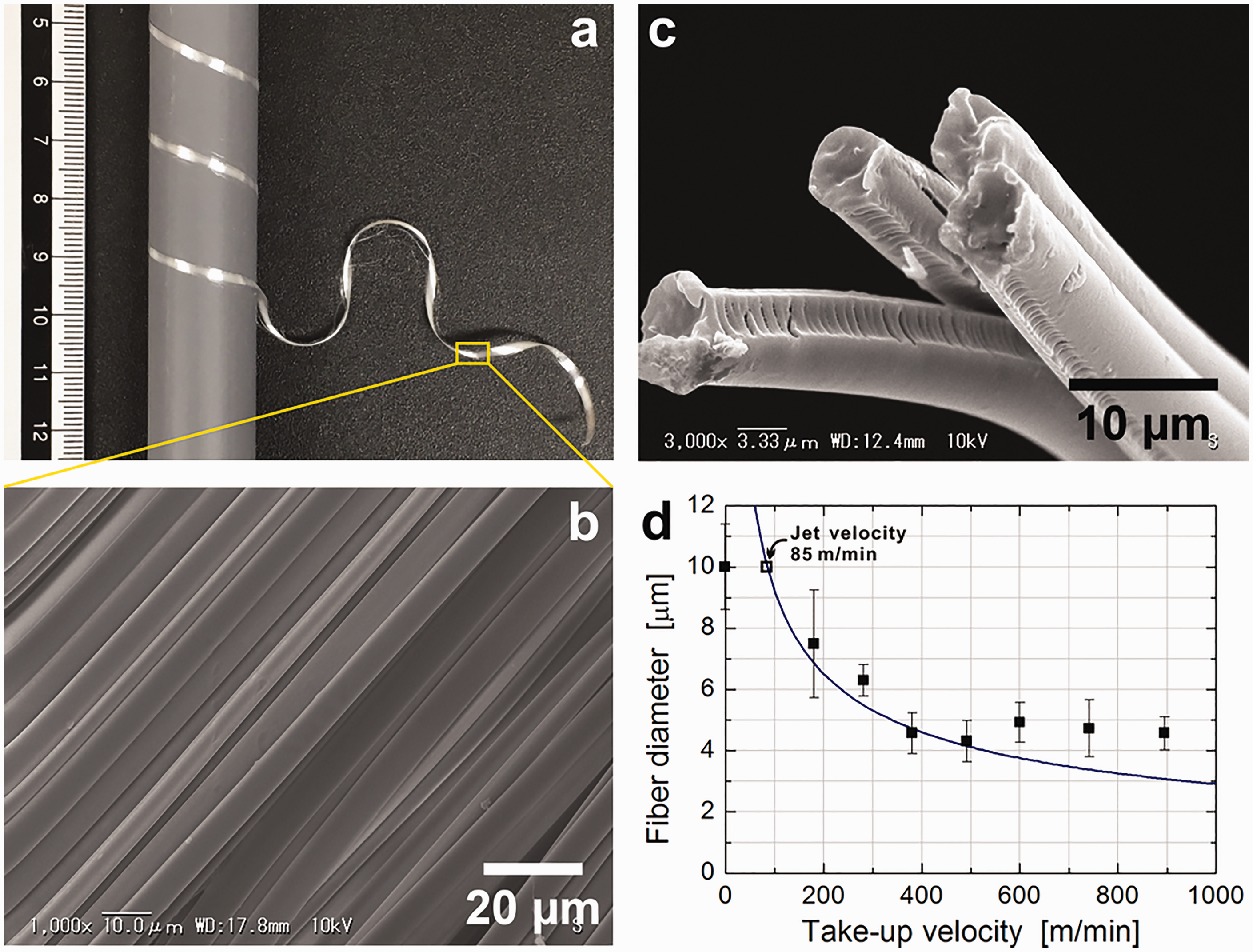


Figure 6 shows the mechanical properties of the as-spun PHBH/PLLA core/sheath fiber bundles. The tensile strength and the modulus increase initially with increasing the take-up velocity up to 493 m/min, and decrease at higher velocity, and the elongation to break decreases monotonously. The numerical ranges of the tensile strength, the tensile modulus and the elongation to break are close to the data published by Li et al.,
30
who reported the tensile property of a blended PLA/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) single fiber. The standard deviations of these data are broad due to the non-simultaneous fracture of the fibers during the tensile tests. In the shadowed area, the jet started to break and the fiber spinnability decreased with increasing the take-up velocity.
Tensile strength, tensile modulus and elongation to break of the as-spun poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/poly(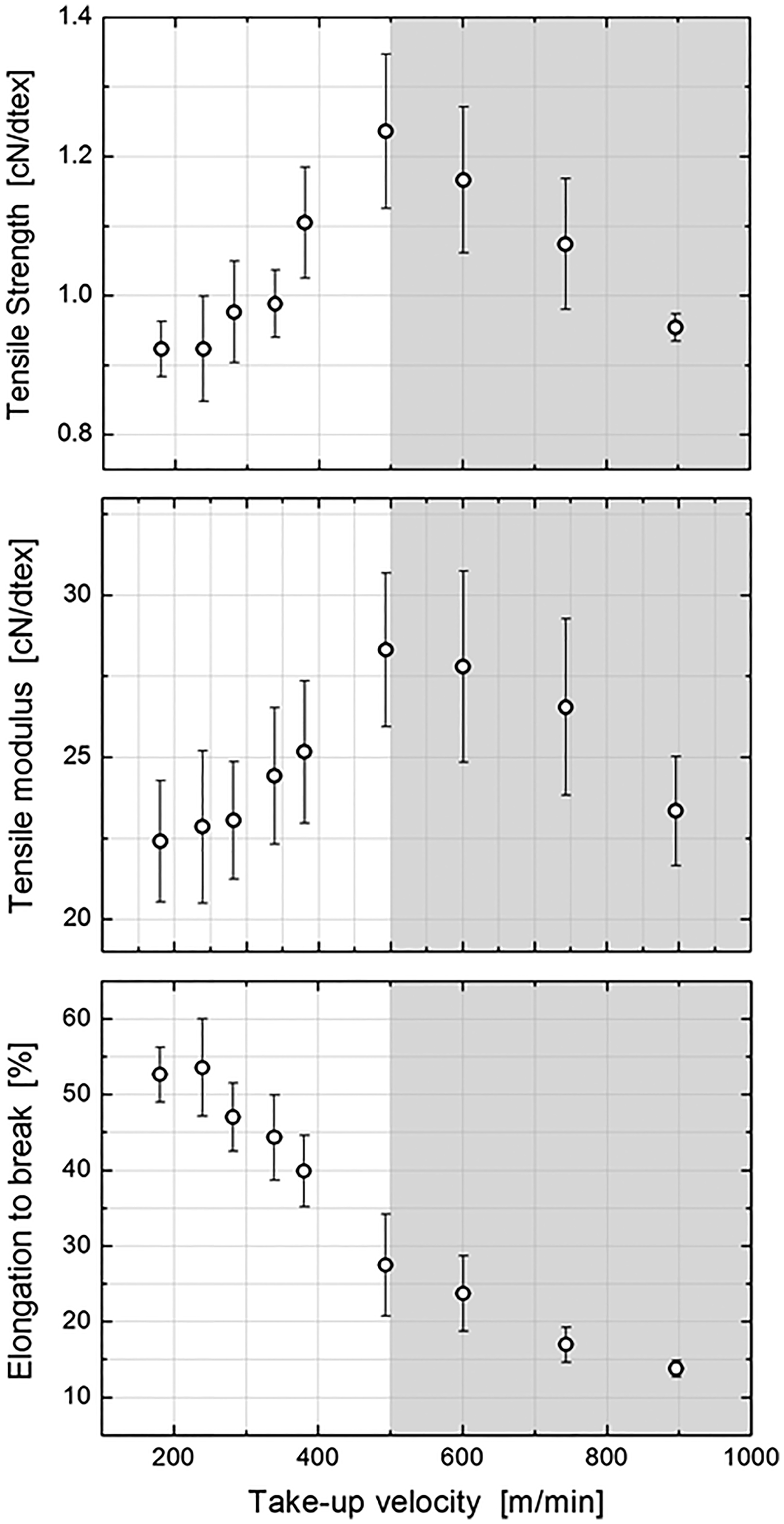
In general, the tensile strength and the modulus increase with the take-up velocity. In our case, the tensile strength and the modulus increase with the take-up velocity and reach a maximum when the velocity is 493 m/min. The jet would break up on a fixed target at a relatively low applied voltage and a high melt temperature.
22
However, the inducements of the jet break-up with a fixed and a rotational target are quite different. Figure 7 shows one cycle of jet break-up on a rotational target with a velocity of 743 m/min. The polymer melt first accumulated at the Taylor cone (0 s), and then started to get rid of the restraint with the aid of the electrostatic force (2 s). The jet was stable for 6 seconds (4–10 s) and suddenly broke up when the molten Taylor cone was used up. This means the flow rate of outputting was larger than the flow rate of feeding. After a sufficient heating of the Taylor cone, a new cycle of spinning started again. The frequency of the jet break-up increased with increasing the take-up velocity. For example, the frequency of the jet break-up was 0.05 Hz at 600 m/min and increased to 0.5 Hz at 1100 m/min. As a result, only molten droplets were delivered to the target. Unexpectedly, the molten droplets were sufficiently stretched into aligned fibers. It has been demonstrated that the temperature of the jet is below 60℃ when the fiber diameter is 10 µm,
22
while the temperature of a molten droplet is above 70℃. In other words, the viscosity of the droplet is much lower than the thin jet based on the Williams–Landel–Ferry (WLF) theory.
40
Therefore, the tensile stress and the tensile modulus of the fiber bundles tended to decrease after jet break-up.
Jet break-up for one cycle at a take-up speed of 743 m/min.
Figure 8 shows the WAXD patterns of the as-spun fiber bundles made from various take-up velocities, and Figure 9 shows the intensities of the WAXD images of Figure 8 along the equator. The PHBH used in this study contains only 5.4 mol% of hydroxyhexanoate as a comonomer so that the hydroxybutyrate sequence can crystallize. It was reported that the unit cell of the α-form of PHB belongs to the orthorhombic system with P212121 space group, having cell parameters of a = 0.576 nm, b = 1.32 nm and c = 0.596 nm.
41
The unit cell of the α-form of PLLA belongs to the pseudo-orthorhombic system with left-handed 10/3 helices, having cell parameters of a = 1.06 nm, b = 0.61 nm and c = 2.88 nm.
42
Some of the reflections observed in the pattern of the PHBH/PLLA (35.3/64.7 w/w) as-spun fiber taken at 493 m/min are indexed, where the reflections of (020) (2θ = 13.4°) and (110) (2θ = 16.9°) are identified as PHBH, and the reflections of (200)/(110) (2θ = 16.4°) and (203) (2θ = 18.7°) are identified as PLLA.
30
The reflection (110) of PHBH overlapped with the reflections (200)/(110) of PLLA on the equator, while the intensities of (200)/(110) are much stronger than that of (110). Moreover, it is speculated that the crystal structure of PLLA in our sample can belong to the α’-form, disordered α-form, since the cell parameter a is calculated to be 1.077 nm based on the lattice plane (200), which is close to the published data (a = 1.072 nm of α’-form).
43
With an increase of the take-up velocity, the intensity of (200)/(110) for PLLA increases to a maximum at the velocity of 493 m/min and then slightly decreases afterwards, as shown in Figure 9. The degree of crystalline orientation of PLLA, as defined by Equation (2), remains around 0.945 ± 0.006 and does not change with the take-up velocity. For PHBH, although the reflection intensities are too weak to calculate the crystalline orientation, the patterns of 493 m/min show the highest crystalline orientation of PHBH according to the (020) reflection.
Wide-angle X-ray diffraction patterns of poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBH)/poly( Equatorial wide-angle X-ray diffraction spectra of Figure 8.

Figures 10(a) and (b) show the DSC heating curves and the crystallinities of the as-spun PHBH/PLLA core/sheath fibers at different take-up velocities. The crystalline peak and the second melting peak are attributed to the PLLA sheath component. The first melting peak is attributed to the PHBH core component. Since PHBH completely crystallized at room temperature, the crystalline peak of PHBH cannot be detected. With applying the rotational target, the melting peaks of PHBH and PLLA become sharper, indicating that more perfect crystals are formed. The melting peak of PHBH shifts from 144.4℃ (181 m/min) to 143℃ (743 m/min). The crystalline peak and the melting peak of PLLA stayed at 73.3℃ and 174.8℃, respectively. Figure 10(b) shows that the crystallinity of the PHBH remains at around 30% and the crystallinity of the PLLA increases from 35% to 61% and then decreases to 56%. Drafting promotes the crystallization of the molten PLLA. When the take-up velocity reaches 500 m/min, the fiber diameter increases (or the draw ratio decreases) for the jet break-up, as shown in Figure 5(d). In addition, the relatively high temperature of the broken jet is in favor of relaxation of macromolecular chains, which also reduces the crystallization. Therefore, the results of DSC and WAXD confirm that the crystal variation of the PLLA component could be the reason for the tendency of the tensile test.
Differential scanning calorimetry heating curves (a) and crystallinities (b) of poly(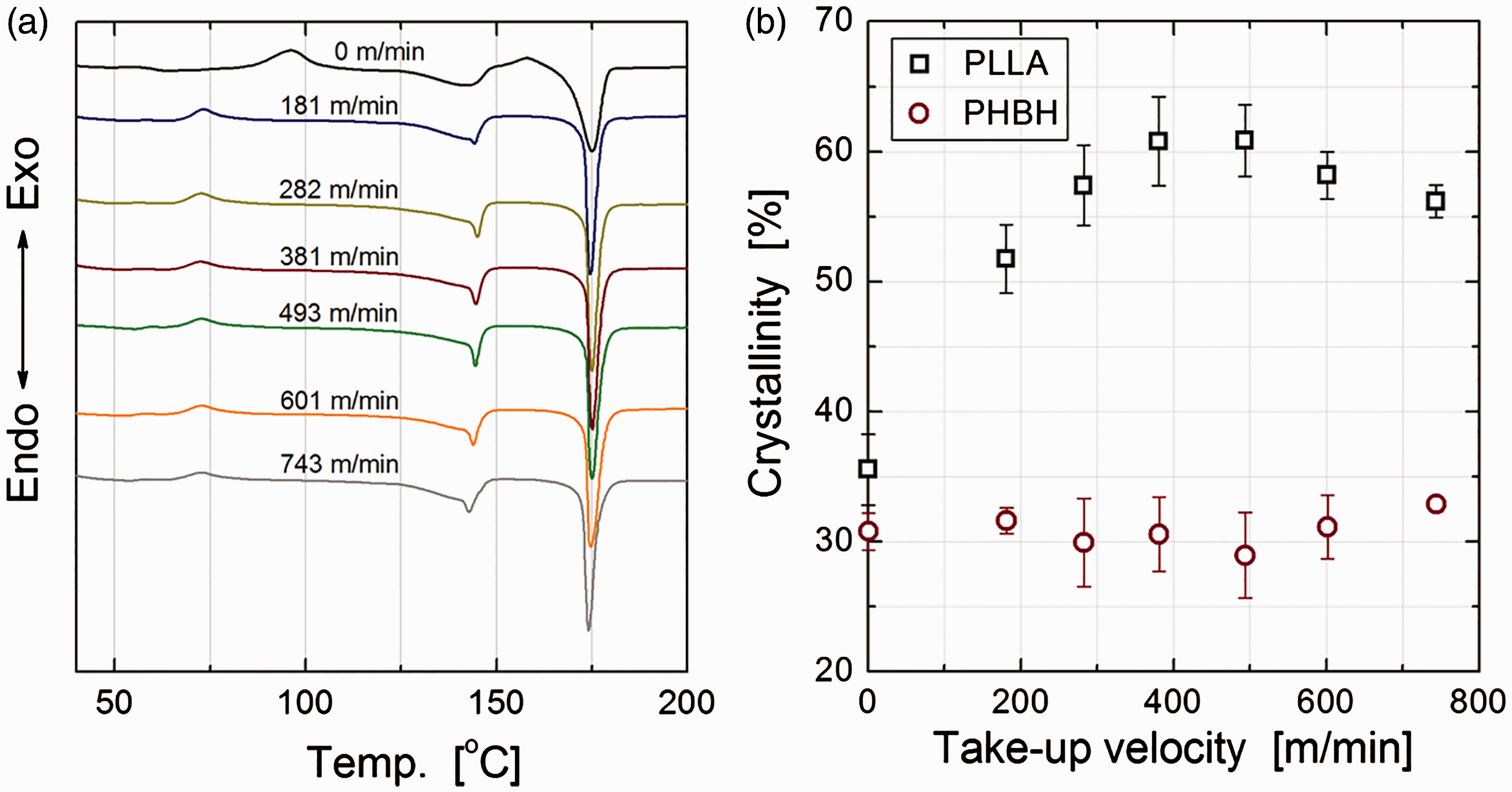
The drawn PHBH/PLLA core/sheath fibers
After trial and error, the maximal draw ratio was found to be 2 times for the fiber taken-up at 181 m/min and decreased to 1.4 times for the fiber take-up at 743 m/min. Figures 11(a) and (b) show the effect of the draw ratio on the mechanical property at a fixed take-up velocity of 181 m/min and the effect of the take-up velocity at a fixed draw ratio of 1.4 times. Figure 11(a) shows that the tensile strength and the tensile modulus monotonously increase and the elongation to break decreases with increasing the draw ratio. On the other hand, the tensile strength and the tensile modulus increase at lower take-up velocities and then decrease at higher take-up velocities and the elongation to break simply decreases with increasing the take-up velocity, as shown in Figure 11(b). So, the variation of the mechanical properties with the take-up velocity observed for as-spun fibers was kept even for the drawn fibers.
Tensile strength, tensile modulus and elongation to break of the drawn poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/poly(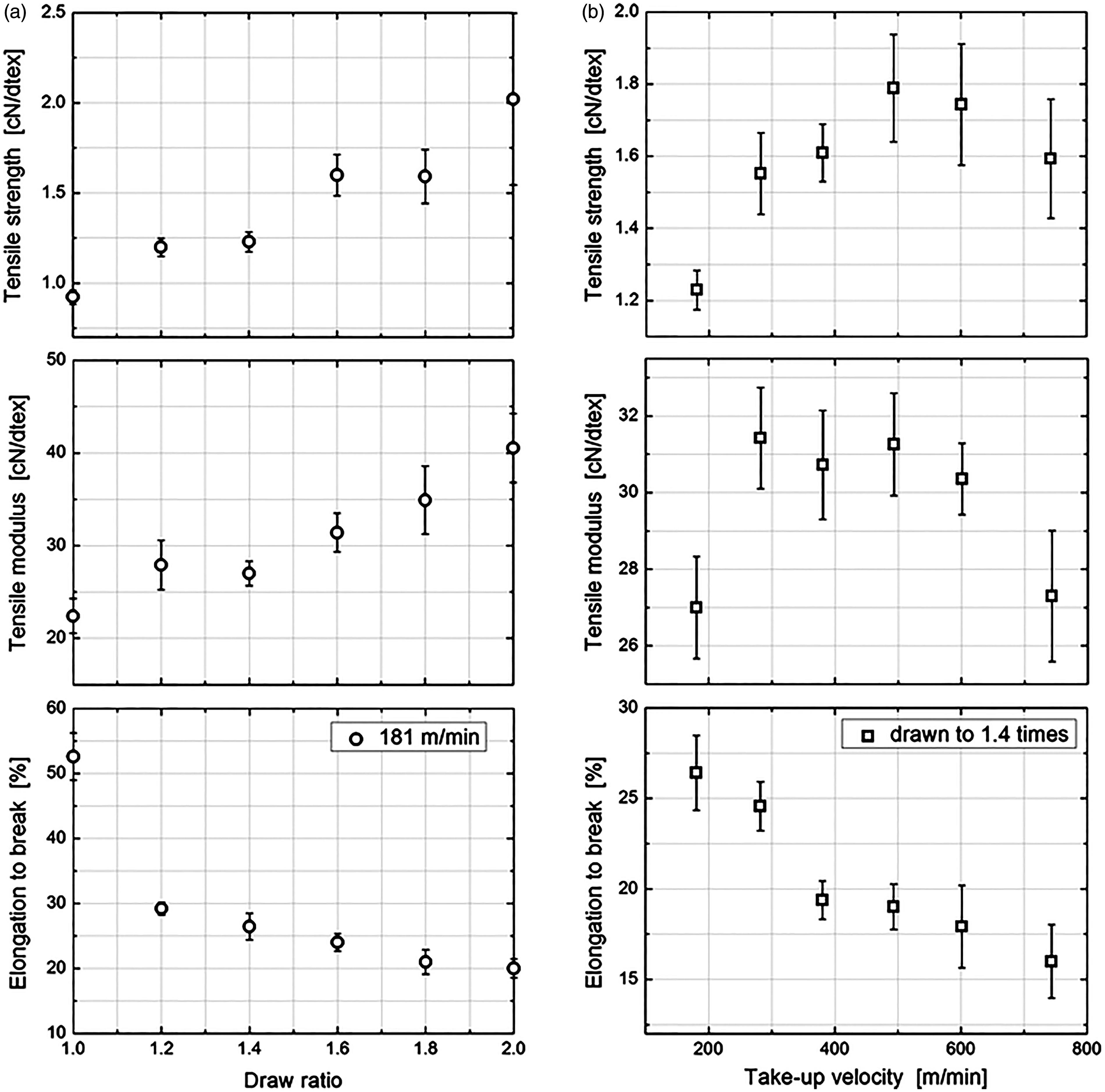
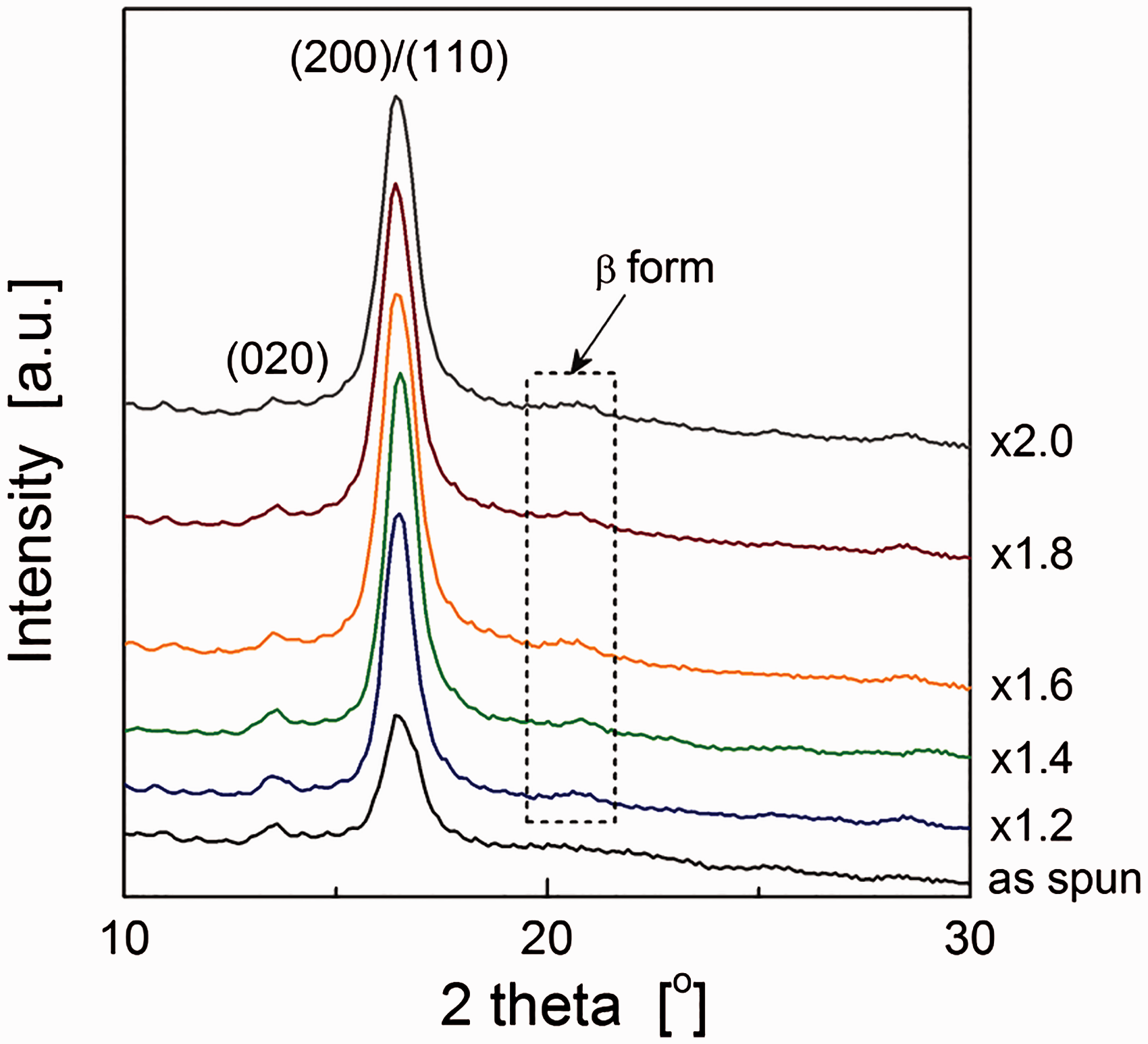
Figure 12 shows the WAXD patterns of the drawn PHBH/PLLA core/sheath fibers taken-up at 181 m/min, and Figure 13 shows the intensities of the WAXD images of Figure 11 along the equator. The reflections (200)/(110) and (203) of PLLA become much stronger after drawing. Meanwhile, a broad and blurry reflection from the PHBH phase can be detected at around 20.5° on the equator, which may be assigned to be a twisted planar zigzag conformation (β-form). The formation of β-form induced by the cold drawing was demonstrated by Orts et al.,
44
who suggested that the β-form chains emanate upon stretching from the amorphous domains between orthorhombic α-form lamellae. The diffraction intensities of the WAXD patterns did not change significantly with the draw ratio, since the crystallizations of PLLA and PHBH were almost completed upon drawing at a low drawing speed (2 mm/s).
Wide-angle X-ray diffraction patterns of as-spun and drawn poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/ poly( Equatorial wide-angle X-ray diffraction spectra of Figure 12.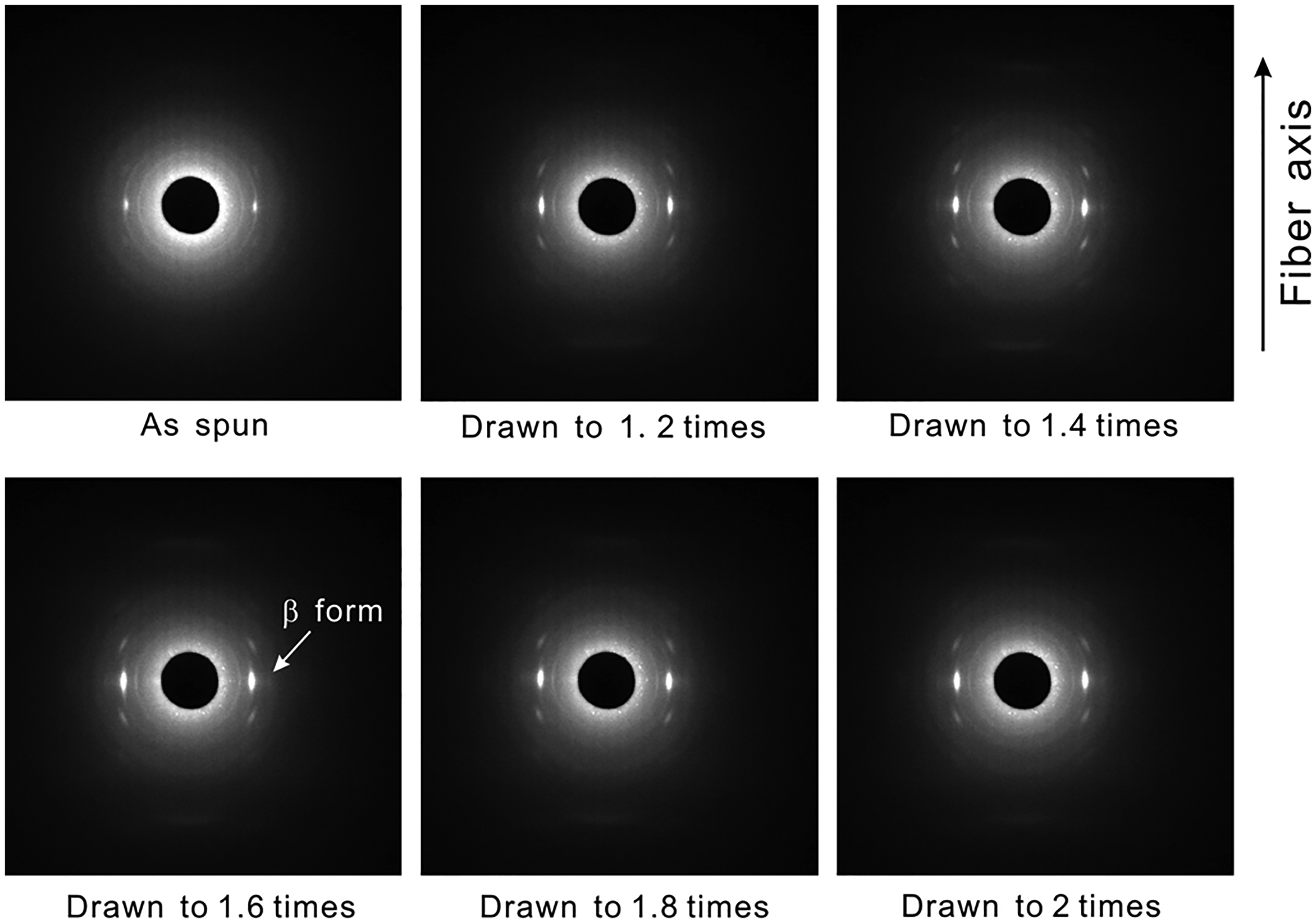
Figures 14(a) and (b) show the DSC heating curves and the crystallinities of the drawn PHBH/PLLA fibers taken-up at 181 m/min. The crystalline peak of PLLA disappears after drawing. The crystallinity of PHBH and PLLA increase from 30% and 52% to 35% and 60%, respectively, after drawing to 1.2 times. With increasing draw ratio, the crystallinity of PHBH remains at 35% and the crystallinity of PLLA increases to 64%. The melting peak of PHBH becomes sharper with the draw ratio due to the perfection of PHBH crystals, and the increased crystallinity of PLLA may be partially attributed to the emerging β-form crystals. As a result, the enhanced crystallinities increased the tensile modulus and the tensile strength of the fibers.
Differential scanning calorimetry heating curves (a) and crystallinities (b) of drawn poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (PHBH)/poly(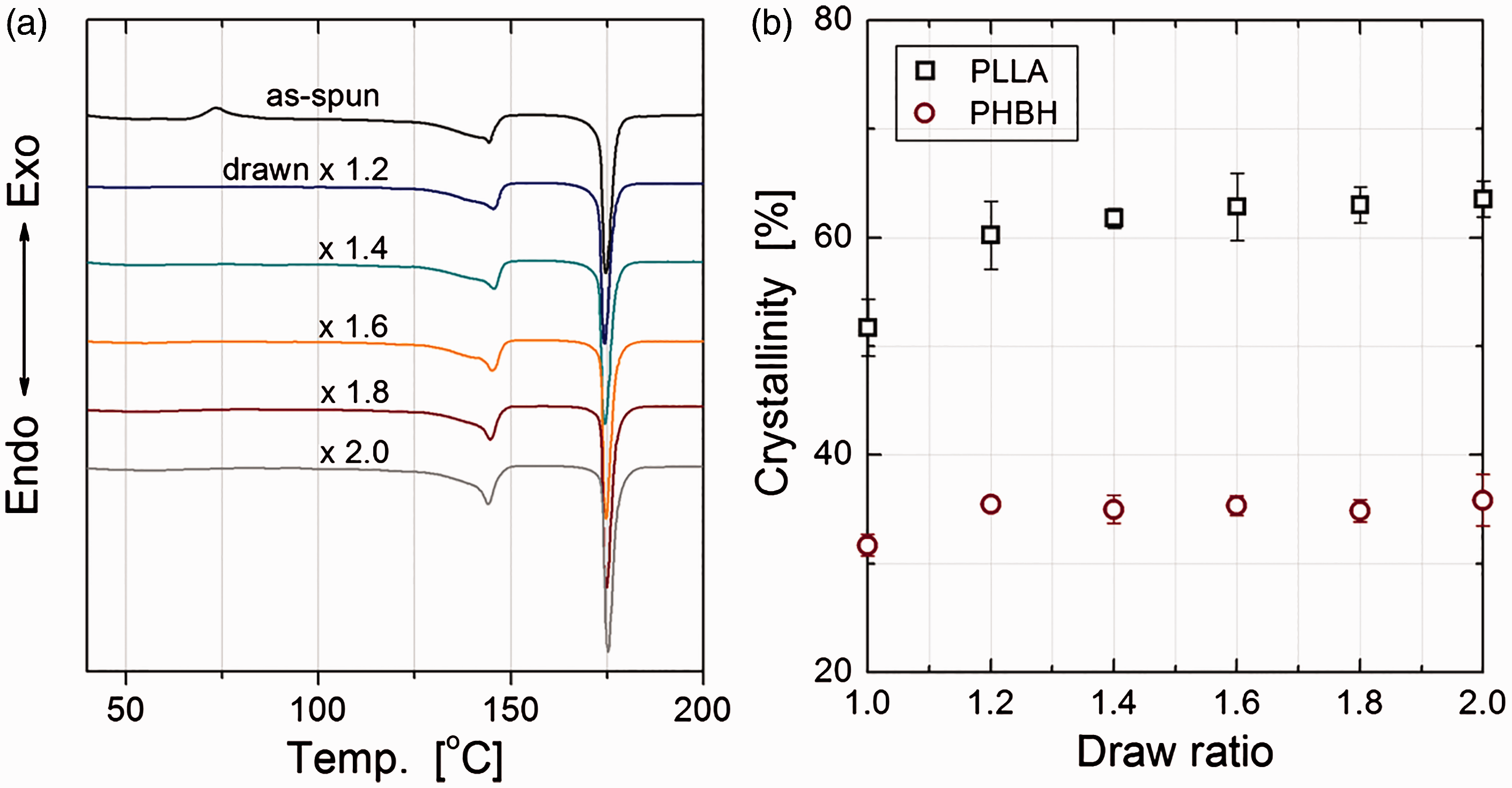
Conclusion
PHBH/PLLA quasi-core/sheath microfibers have been successfully fabricated from a sandwiched strip by using the technique of laser-heated melt electrospinning, and the drawn fibers with a tensile strength of 2 cN/dtex, tensile modulus of 40 cN/dtex and elongation to break of 20% completely meet the requirements of textiles. PLLA as a sheath can protect the PHBH from fusing after spinning, while the sheath cannot completely cover the core such that it quickly released in a good solvent. Hence, the modification of the interfacial tension between the core and the sheath may be a good choice to control the release of the core component. As compared to the co-axial electrospinning, the composite strip can 100% transform into core–sheath fiber. An aligned fiber bundle was obtained when the take-up velocity was much higher than the jet velocity. The tensile modulus and the strength of a fiber bundle increased to a maximum of 27 and 1.24 cN/dtex, respectively, at the take-up velocity of 493 m/min, and then decreased afterwards. The jet broke up at the tip of the Taylor cone periodically when the take-up velocity was above 500 m/min. The molten droplets caused by the broken jet decrease the mechanical properties of the fiber bundles. The tensile strength and the modulus doubled after the fibers were drawn to two times. The WAXD diffraction patterns indicated that the degree of crystalline orientation of PLLA stayed at 0.945, while the PHBH was almost amorphous. The intensity of the reflections (200)/(110) for PLLA increased with an increase of the take-up velocity and the draw ratio before jet instability occurred. The crystallizations calculated from DSC heating curves for the as-spun and the drawn fibers have a good agreement with the results of WAXD and tensile tests.
Supplemental Material
Supplemental material for Structure and properties of poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/poly(L -lactic acid) quasi core/sheath melt-electrospun microfibers
Supplemental material for Structure and properties of poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/poly(
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.
Supplemental material
Supplemental material is available for this article online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.