
Abstract
The approaches for cotton shrink-resistant finishing can be categorized into chemical finishing and physical finishing. In this research, a new approach to prevent cotton fabric from shrinkage and wrinkling without resin finishing was studied to reach an easy care effect of “wash-and-wear” for related end products. It was achieved by adding a certain proportion of fine denier polyester and memory polyester fibers. Unlike the previous chemical finishing methods, this physical finishing method does not cause yellowing, formaldehyde content increase or strong damage of tensile strength. It can reduce the shrinkage rate and increases the wrinkle recovery angle (WRA) through the shape memory formed by the memory polyester fiber in the heat setting stage. Our results were of better condition with significant improvements in WRA, anti-pilling effect, shrink-proofing and strength of the fabrics. The fabrics can be widely used in bedding textiles and shirting fabrics.
Cotton fabrics are normally comfortable and soft, and good in performance, which is why they are popular as a cloth for garments. 1 However, the fabrics are poor in elasticity, prone to creasing and deformation, easy to shrink massively after washing (∼4–12%), and these factors considerably influence wearing appearance. Therefore, a proper shrink-resistant and non-iron finish is crucial to improve the performance of cotton fabrics.2,3
The approaches for shrink-resistant finishing can be categorized into chemical finishing and physical finishing. The former normally uses anti-wrinkle finishing agents; however, the traditionally used agents may pose problems like excessive formaldehyde and yellowing. Even in the case of up-to-date resin finishing, which has addressed all of the above problems, tensile strength loss and fabric appearance change may still be inevitable.4–6 This is due to the fact that with resin finishing, most of the reagents can only permeate through the amorphous area of the cellulose, but not into the tight crystalline part, which leads to a certain loss of tensile strength.7–10 For physical finishing, past practices have included the rational allocation of cotton fibers, the proper design of yarn parameters/fabric constructions and so on. Currently, a common solution is to blend cotton with common polyester fine denier polyester fibers. However, the optimized curing conditions for cotton fabrics are rarely achieved.
Current shrink-proof and non-iron finishing technologies include urea-formaldehyde finishing, melamine-formaldehyde finishing, dimethylene ethylene urea (DMEU) finishing, dimethylhydroxyethylene urea finishing, carbamate anti-crease finishing, N-methylol amide finishing and formaldehyde-free finishing, among others.11,12 Formaldehyde-free finishing agents mainly include dihydroxyethyl sulfone, ethoxyline resin and polycarboxylic acid. 13 Among them, polycarboxylic acid finishing agents mainly include 1,2,3,4-butanetetracarboxyic acid (BTCA), citric acid (CA), itaconic acid and maleic acid (MA). 14 Given this, the high price of BTCA restricts its industrial production. 15 Although CA is cheap, it can cause fabric yellowing. 16 The addition of poly(ethylene glycol) 17 or N-dimethylol dihydroxyethylene urea, and polyethylene softener 18 or MA/sodium hypophosphite (NaH2PO2) 19 can enhance crease resistance but also reduce the tensile strength preservation rate. When using CA to increase wrinkle resistance, adding polyol extenders to increase whiteness will also cause strong damage and yellowing. 20 In addition, the use of the sol-gel method for wrinkle-resistance finishing requires many reagents and the process is cumbersome,21,22 and the addition of polyamino carboxylic acids decreases the softness, whiteness and tensile strength of the cotton fabric. 23 Chitosan finishing needs higher temperatures, thus is not suitable for industrial production. 24
Due to these drawbacks, there is still great interest in the development of new products for easy care finishing of cotton fabrics that is formaldehyde-free, inexpensive, causes less of a yellowing effect and has less impact on the mechanical properties of the finished cotton fabric. 20 In this paper, a new method is introduced to reduce the wrinkling and shrinkage of cotton fabric, without damaging its tensile strength and other functional properties. By mixing cotton, fine denier polyester and memory polyester fibers in a certain proportion to spin the yarn, we also applied a specific post-treatment for the woven fabric, to provide the end products with optimized shrink-proof performance as well as a natural feel. The use of this method to achieve the effect of shrink-proof and non-iron of cotton fabrics has not previously been attempted.
Preparation of cotton blended fabric
Materials
Australian cotton was in strict middling (SM) grade, with micronaire value 3.7–4.2 and length 29 mm. Fine denier polyester was 0.8 D with length 38 mm, provided by Jiangsu Yizheng chemical fiber textile Co. Ltd. Memory polyester fibers were 0.8 D with length 38 mm. It is copolyester/polyester (COPET/PET) in a sheath-core structure; of which the outer layer is COPET with a melting point of 130℃ and the inner layer is PET with a melting point of 280℃. After heating at 150℃, it could generate memory curl and retraction. It was provided by Jiangsu Yizheng chemical fiber textile Co. Ltd.
Technical procedure and parameters
The yarn spinning and weaving processes of the cotton-blended fabric were both carried out in an active industrial production line. The spinning was completed at Dahai-Group Co. Ltd, while the weaving was completed at Yuyue Home Textiles Co. Ltd. Specifically, during the compact spinning process, fine denier polyester and memory polyester fibers were combined for opening and subsequent processing in a weight proportion of 2:1 to form chemical slivers, in order to mix with Australian cotton slivers thereafter. The weight proportion for Australian cotton slivers/chemical slivers was 85/15. In addition, the target yarn count was set at 11.8 tex and 8.4 tex. A flow chart for the fiber spinning and weaving process is shown in Figure 1 and is described in detail below.
Fiber spinning and weaving flow chart.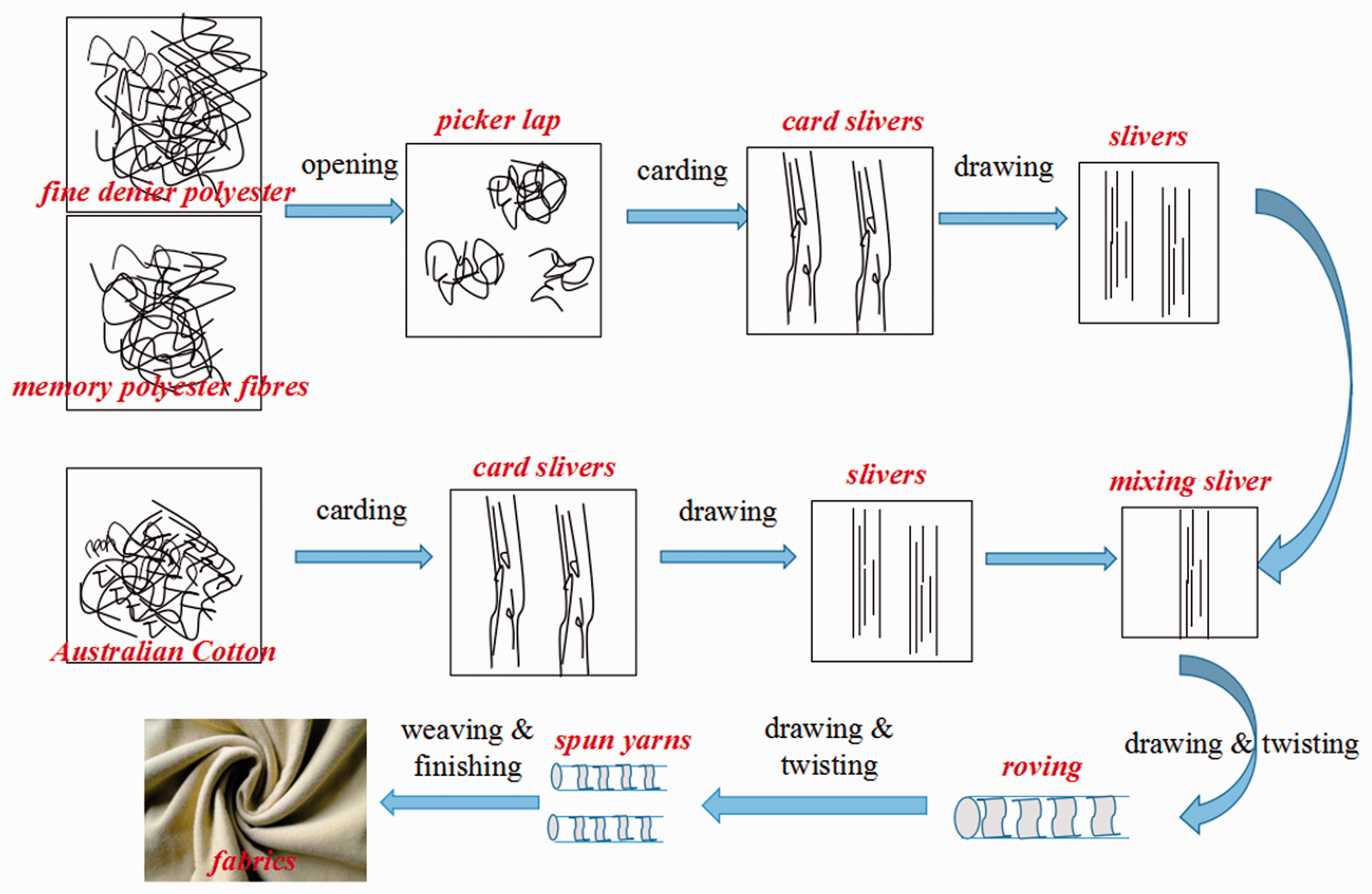
Opening, scutching, blending, carding and pre-drawing for fine denier and memory polyester fibers
The fine denier/memory polyester fibers with a mass ratio 2:1 were passed through the picking unit to form the picker lap. The picker lap was fed up into the carding frame at a low speed with gentle opening. The weight for the picker lap was set at 359 g/m, while the moisture regain was 0.4% and the length of the picker lap was 32 m. After that, the picker lap rolled into the carding frame to form the slivers. For the sliver exported after carding, the weight was 20 g/5 m, the moisture regain was 0.4%, the output speed was 70 m/min and the total draft ratio was 89.8. After that, six slivers were fed up into the drawing frame, with a total draft ratio of 6.64, 3.9 for the front zone, 1.8 for the back zone and a sliver weight of 18.1 g/5 m for sliver output after drawing.
Opening, scutching, blending, carding and drawing for Australian cotton
First, the Australian cotton was fed up into the carding frame to form slivers, and the weight for the sliver delivered was set at 20 g/5 m, the moisture regain rate at 8.5% and the output speed at 100 m/min. Then, the card slivers entered the drawing frame. In the pre-drawing process, five slivers were fed in, with the total draft ratio at 4.88, 2.7 for the front zone, 1.8 for the back zone, and a sliver weight of 20.5 g/5 m. Thereafter, 24 slivers were fed into the sliver lap machine, with the total draft ratio at 1.52, and the sliver lap was 64.7 g/m. In the combing process, eight slivers were fed in, with the total draft ratio at 126, the combed sliver weight at 20.5 g/5 m and the waste cotton percentage controlled at ∼17–18%. This process removed short fibers and particles so that the fibers had a better parallelization for subsequent processing.
Sliver mixing process
Sliver mixing process parameters
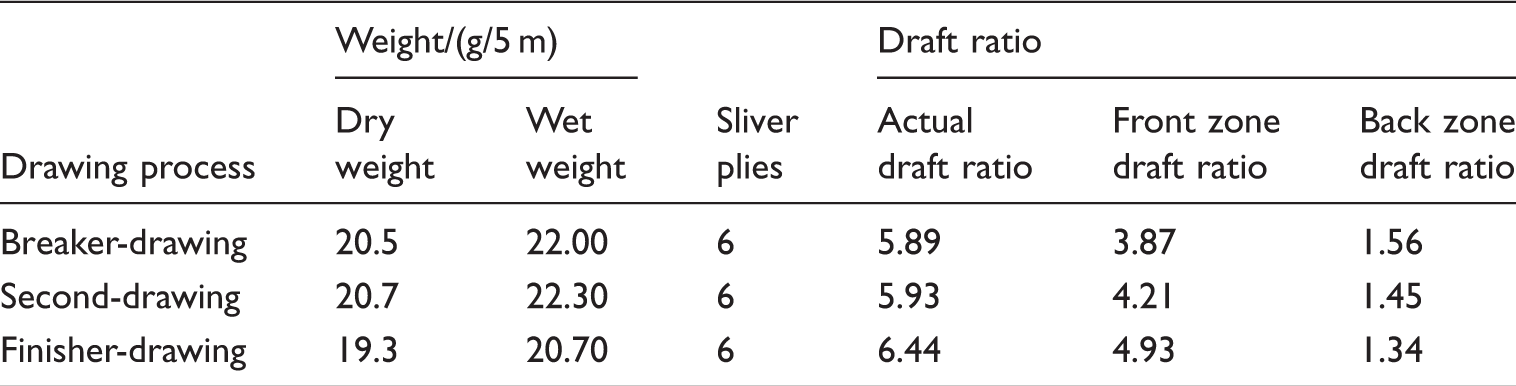
It is worth noting that the breaker-drawing was in a lower draft ratio while the finisher-drawing was higher, to make the fibers straighter and more parallel for processing, as well as to improve the tensile strength of the yarns.
Roving process design
Roving process parameters

Slivers from the finisher drawing were taken to the roving frame to be twisted. The front zone of the roving was for pre-treatment, where a lower draft ratio was applied to ensure that fibers were aligned in an orderly fashion in the cluster area. In the middle zone, a higher draft ratio was applied and it was the main force for drafting among the three zones. The back zone was for tension drafting and there was no need for much control of fibers.
Spun yarn process design
Spun yarn process parameters

In this process, the draft ratio set at the front was about 30 times faster than at the back, which is essential to obtain an even and smooth yarn. With this process, the blended yarns spun in 11.8 tex and 8.4 tex were finished successfully.
Yarn winding, sizing, weaving and finishing processes
Specimen parameters
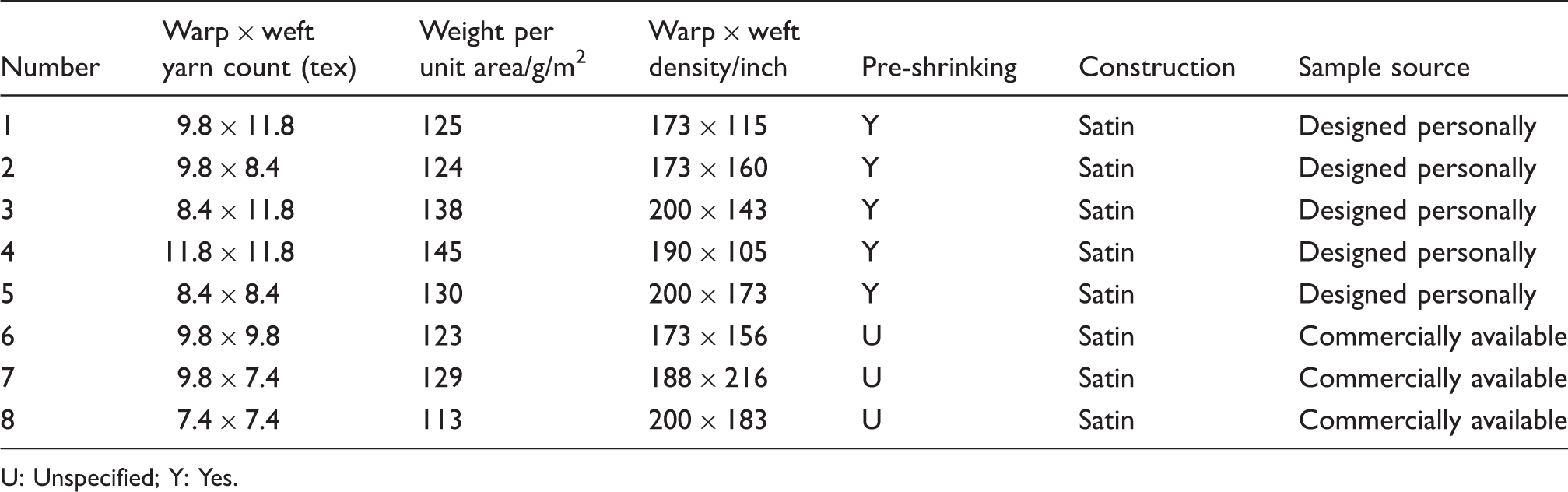
U: Unspecified; Y: Yes.
Fabric tests on physical and mechanical properties
Morphology observations
In order to study the bonding mechanism of the memory polyester fiber with the other fibers, the memory polyester fibers were tied with cotton fibers, fine denier polyester fibers and memory polyester fibers separately, and were placed in an oven at a temperature of 150℃ for 2 min. After that, the bonding points for each were observed by scanning electron microscopy (SEM, Phenom Pro, The Netherlands). Furthermore, the surface morphologies of the dissolved cotton yarns, fabrics and the original fabrics, as well as the cross-section morphologies of the yarns with complete finishing processes, were all observed. Specifically, the cotton blended yarns or fabrics were soaked in a beaker with 85% sulfuric acid solution with stirring in a water bath at a constant temperature of 50℃ for 40 min, to dissolve the cotton fibers in order to see the mutual cohesion between the fine denier and memory polyester fibers. Thereafter, all specimens were coated with a thin layer of gold prior to observation. Images were taken at an accelerating voltage of 5 kV. Surface and cross-section morphology observations were tested with a magnification amplitude of 300 or 1000.
Fiber and yarn strength test
The fibers' strengths were measured by using an electronic single fiber strength tester with a drawing gauge of 10 mm and a drawing speed of 50 mm/min. The strengths of the yarns were measured by using a universal material testing machine (Instron 5300, America) with a drawing gauge of 500 mm and a drawing speed of 500 mm/min. For each sample, 20 yarns of 11.8 or 8.4 tex yarns, without or after heat setting treatment, were tested.
Wrinkle recovery angle test
The WRAs were measured using a LFY-210B electronic fabric crease recovery tester (Textile Science Research Institute). For each sample, 12 pieces of fabric, each sized 40 × 15 mm, were cut along the warp and weft directions with the mark of the warp/weft direction and front/back side. Then, the average value of the wrinkle recovery angle was obtained.
Shrinkage test
The shrinkages of the fabrics were measured using a YG701N automatic shrinkage testing machine (Nantong Hongda experimental instrument Co. Ltd.) using samples sized 60 × 60 cm, three pairs of marks in the warp and weft directions, ECE detergent at 5 g/L, a water temperature of 40℃ and a washing time of 60 min. Then, the samples were left to dry naturally. The shrinkage of the samples can be calculated with Equation (1).

Anti-pilling test
The test the anti-pilling of the fabrics, they were measured by using YG(B)401E Martindale pilling tester (Darong textile instrument Co. Ltd.) with a friction load of 595 g, and rubbed 7000 times. For each sample, two pieces of fabric with diameters of 140 and 40 mm were tested on the front and back surfaces, respectively. The grades of pilling were obtained by comparison with the standard specimens.
Fabric strength test
Fabric strength tests were conducted using a universal material testing machine (Instron 5300, America) with a drawing gauge of 200 mm, drawing speed of 100 mm/min, and pre-tension of 2 N. For each sample, five pieces of fabric sized 50 × 300 mm were cut along the warp and weft directions, respectively.
Results and discussion
Analysis of fiber bonding mechanism
The unconstrained nesting structures between the fibers are shown in Figure 2. It suggested that, after heating at 150℃, the outer layer of the memory polyester fiber could generate a certain cohesiveness, but there was no effective bonding point with other fibers. In addition, the memory polyester was better able to bond itself, forming a kind of self-adhesive characteristic. Therefore, it deserved its name of memory polyester.
Scanning electron microscopy images for the nesting structure between the fibers: (a) memory polyester fiber and cotton; (b) memory polyester fiber and fine denier polyester; and (c) memory polyester fiber and memory polyester fiber.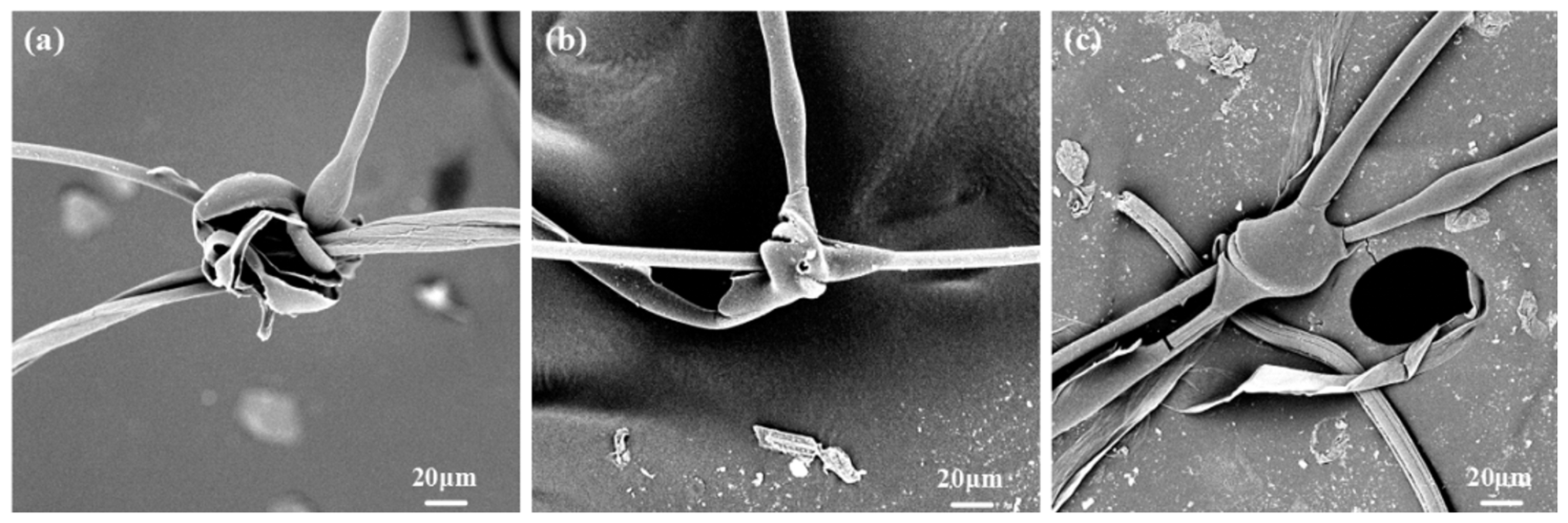
Yarn and fabric surface morphology analysis
The SEM images are shown in Figure 3. Specifically, the morphology of the blended 8.4 tex yarn after dissolving and eliminating the cotton is shown in Figure 3(a), while non-dissolved (Figure 3(b)) and dissolved (Figure 3(c)) samples of cotton fabric specimen 3 (8.4 × 11.8 tex) are also shown.
Scanning electron microscopy images for the yarn and fabrics: (a) 8.4 tex blended yarn; (b) 8.4 × 11.8 tex fabric; and (c) 8.4 × 11.8 tex fabric (dissolved cotton).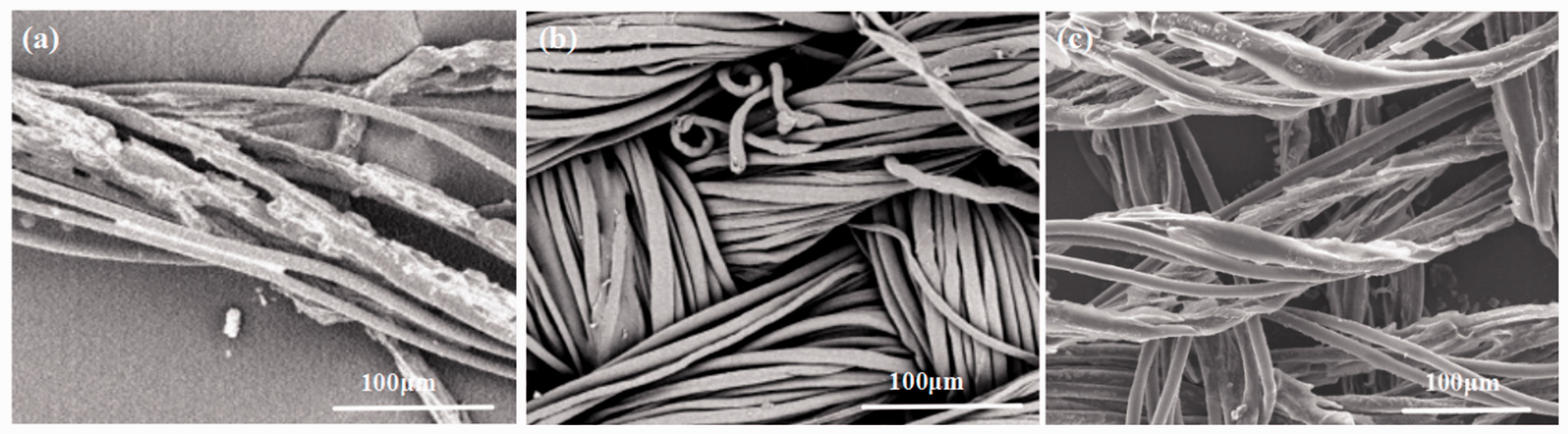
As shown in Figure 3, the remaining 15% of the chemical fibers formed a stable spiral structure after all of the cotton fibers had dissolved, indicating that the memory polyester fiber had a good stereotyping influence. In addition, the morphology of the memory polyester fiber changed significantly after finishing, resulting in it exerting a certain binding force on the cotton fibers, and the defects that arise during the spinning of 100% cotton fibers were highly improved. Contribution was also made to the improvement of the wrinkle recovery and shrinkage rates for cotton blended fabrics.
Analysis of fiber and yarn breaking strengths
Fiber tenacity parameters

From Table 5, it can be seen that the average breaking tenacities for cotton, fine polyester and memory polyester fibers are 2.87, 4.81, and 2.40 cN/dtex, respectively, and that the elongation at break for each is 6, 32 and 31%, respectively.
Yarn tenacity parameters

From Table 6, it can be seen that for the 11.8 and 8.4 tex yarns, the yarn after heat setting treatment has a lower breaking tenacity than the yarns without heat setting treatment. This was mainly due to the fact that after heat setting treatment, the cotton fibers of the yarns had been subjected to serious damage via mercerizing, desizing, scouring and bleaching, etc. Thus, the yarn tenacity decreased significantly.
It can be also seen from Table 6 that, for 11.8 and 8.4 tex cotton-dissolving yarns, the breaking tenacity of the yarns after heat setting treatment is higher than that of yarns without heat setting treatment, which means that the cotton-removing heat setting yarns have cohesion between the fibers so their tenacity is greater. In addition, the memory polyester fibers have shape memory effects in the heat setting stage and have a cohesive set with the fine denier polyester fibers. As a result, the yarn strength is improved.
Analysis of radial distribution of fibers in blended yarns
The distribution of fibers in the cross-section of the blended yarn was quantitatively described by calculating the fiber migration index using Hamilton's radius five equal-half circle method. The SEM images of the cross-sections of the 8.4 and 11.8 tex blends yarns and the five half-round marks are shown in Figure 4. The fiber migration index is shown in Table 7.
Circumscribed circle of fiber distribution in yarn cross-section: (a) 11.8 tex; and (b) 8.4 tex. The fiber migration index PET means the fine diner polyester and the inner layer of the COPET/PET.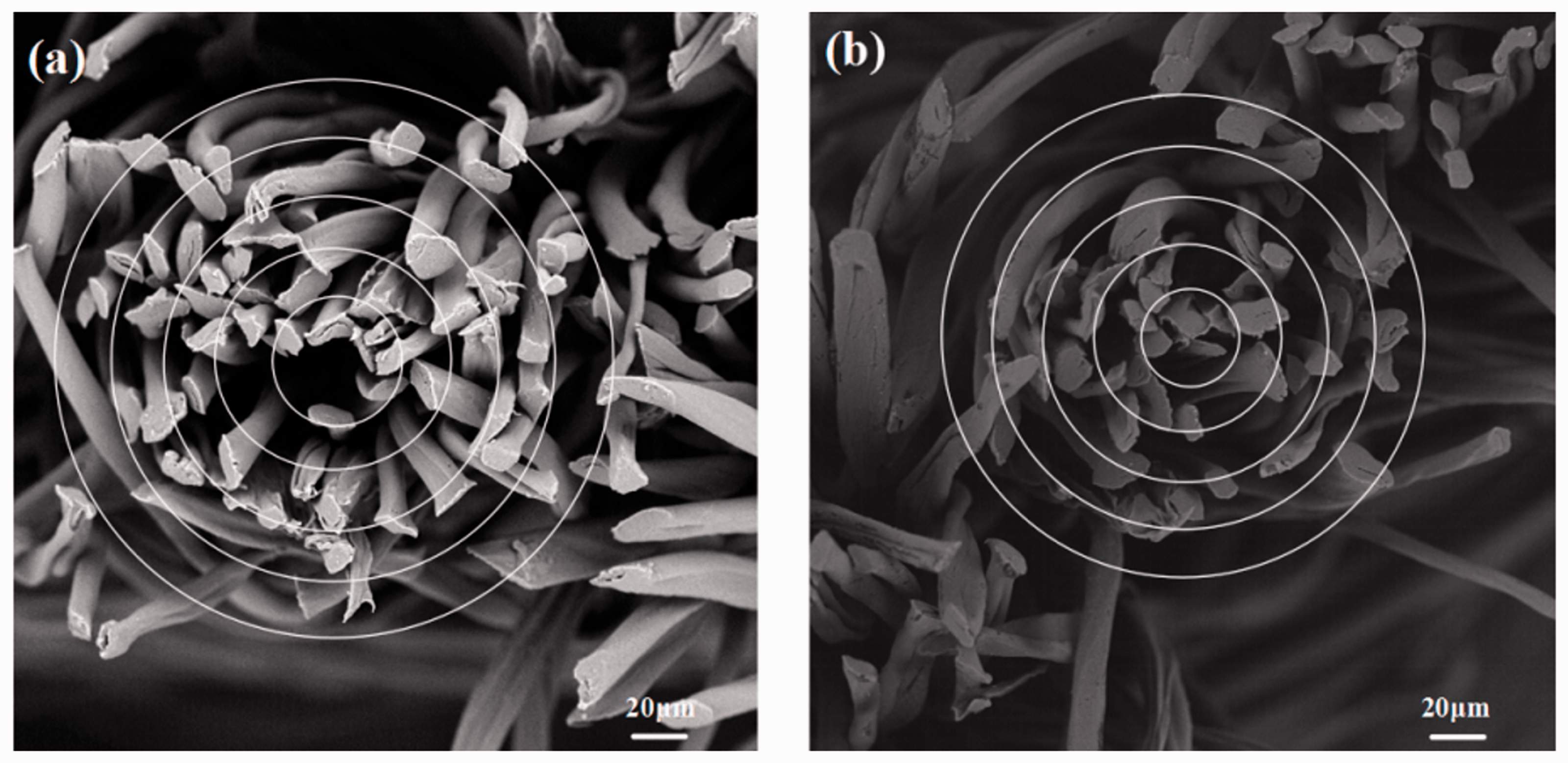

It can be seen from Figure 4 that the structural characteristics of the cotton and polyester fibers are relatively obvious and easy to distinguish. The cross-sections of the cotton fibers are waist-round shaped with more longitudinal curvatures, while the cross-sections of the polyester fibers are standard circular shapes.
From Table 7, it can be seen that in the 11.8 tex yarn, the polyester fiber was mainly transferred to the outer layer of the yarn and the cotton fiber was mainly transferred to the inner layer of the yarn. The regularity of fiber transfer in the 8.4 tex yarn was not obvious; that is, various fibers were randomly dispersed in the yarn. This is because both kinds of yarns were completed in the same spinning equipment and the 8.4 tex yarn suffered a bigger draft ratio in the front zone. In addition, the modal length of cotton fibers was 29 mm and the chemical fibers were equal length 38 mm fibers. Therefore, compared with the 11.8 tex yarn, the chemical fibers were more fully drafted in the process of yarn thinning. The polyester fibers were preferentially transferred outwards and the cotton fibers were wrapped on the inside, which is helpful to improve the abrasion resistance, wrinkle recovery performance and shrinkage performance of the fabric.
Test analysis of wrinkle recovery performance
The fabrics' wrinkle recovery parameters are given in Figure 5 and Figure 6.
Wrinkle recovery angle with different folding forms. Warp-wise, broad-wise and total wrinkle recovery angle.
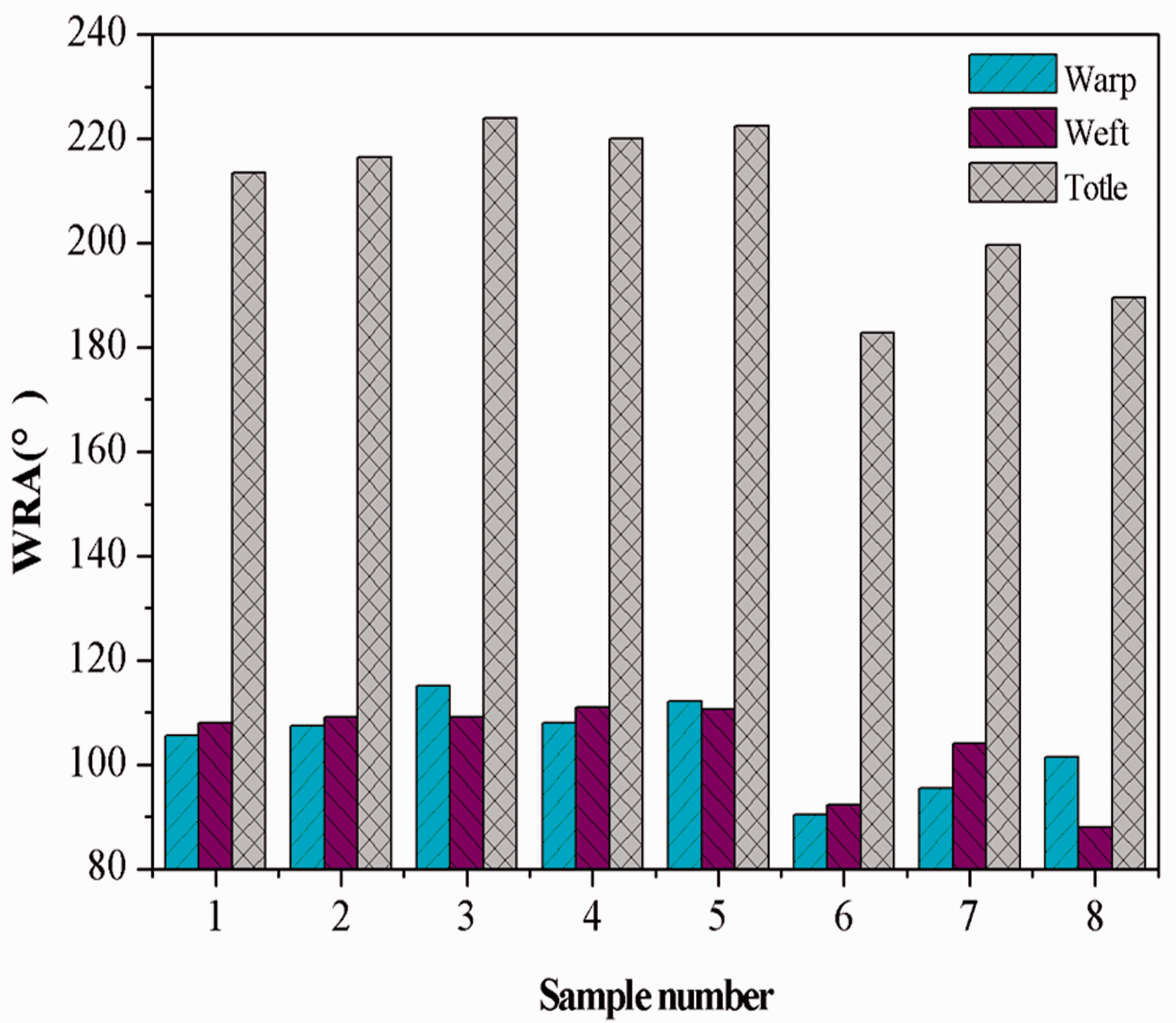
Although the test and comparison specimens were different in yarn count and warp or weft density, it can be seen from Figure 5 and Figure 6 that the average WRA for the test samples (No. 1 to No. 5) is 219.3°, much better than the comparison specimens (No. 6 to No. 8) which is 190.4°. More important, all of the 5 test specimens are ranking higher than 210°. Practically, this would benefit to the industry profoundly, especially for bedding and shirt fabrication.
With regards to the test specimens (numbers 1 and 2), the average weft angle is 109°, which is better than the warp of 106°, because there is memory polyester fiber added in the weft while the warp is pure cotton. This indicates that the memory polyester fibers can positively improve fabric wrinkle resistance.
It is worth mentioning that although the memory polyester fiber was only added to weft yarns, it still had a positive effect on the wrinkle resistance in the warp direction, leading to an average value of up to 106° for the test samples, higher than the 95.8° of the comparison specimens. This advantage is even noticeable if the fabric is folded inside out. In the warp direction, the average angle is up to 116°, much higher than the 97.8° of comparison specimens. As shown in Figure 7, when the fabric is folded against the warp yarns and turned back, the weft yarns inside of the folding line are subjecting to the warp yarns' folding pressure and the warp yarns at the right side are stretched, while those inside are pressed. Because the weft yarn contains the memory polyester fibers with a large compression modulus, the weft yarn is not easy to bend. Therefore, the fabric WRA increases.
Position relationship of warp and weft yarns when folded backwards against warp yarns.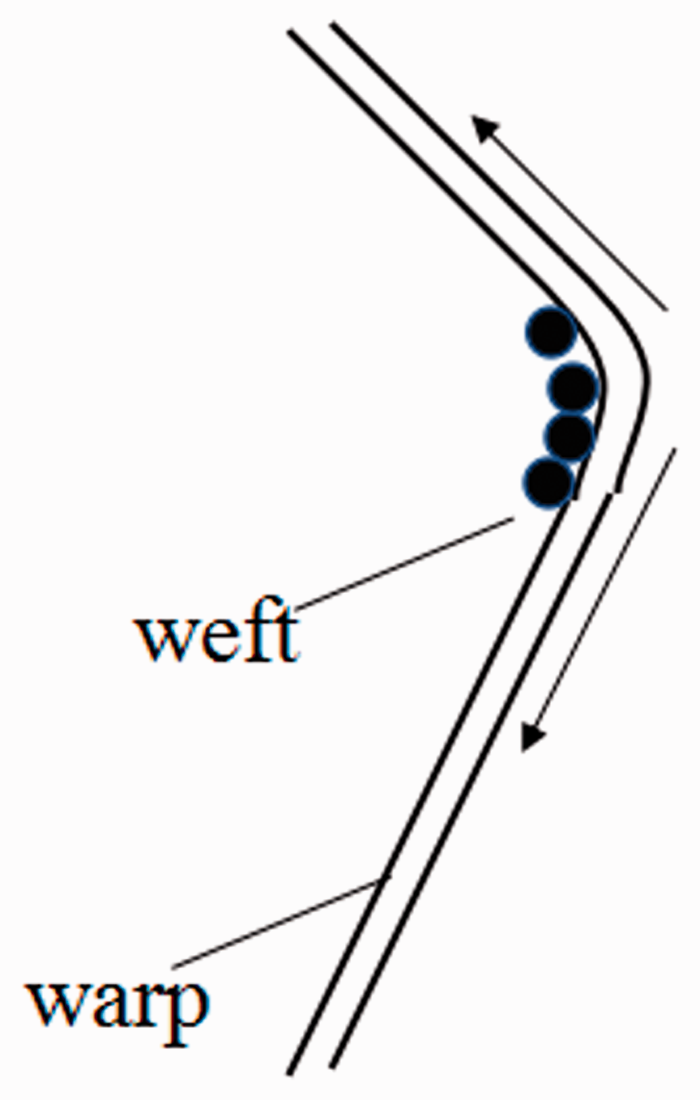
Shrinkage rate analysis
Each specimen was marked with a distance of 350 mm in both the warp and weft directions, and was washed twice separately for fabric shrinkage recording. The related parameters and their average values are shown in Figure 8.
Water shrinkage of fabrics: (a) In the warp direction; and (b) in the weft direction.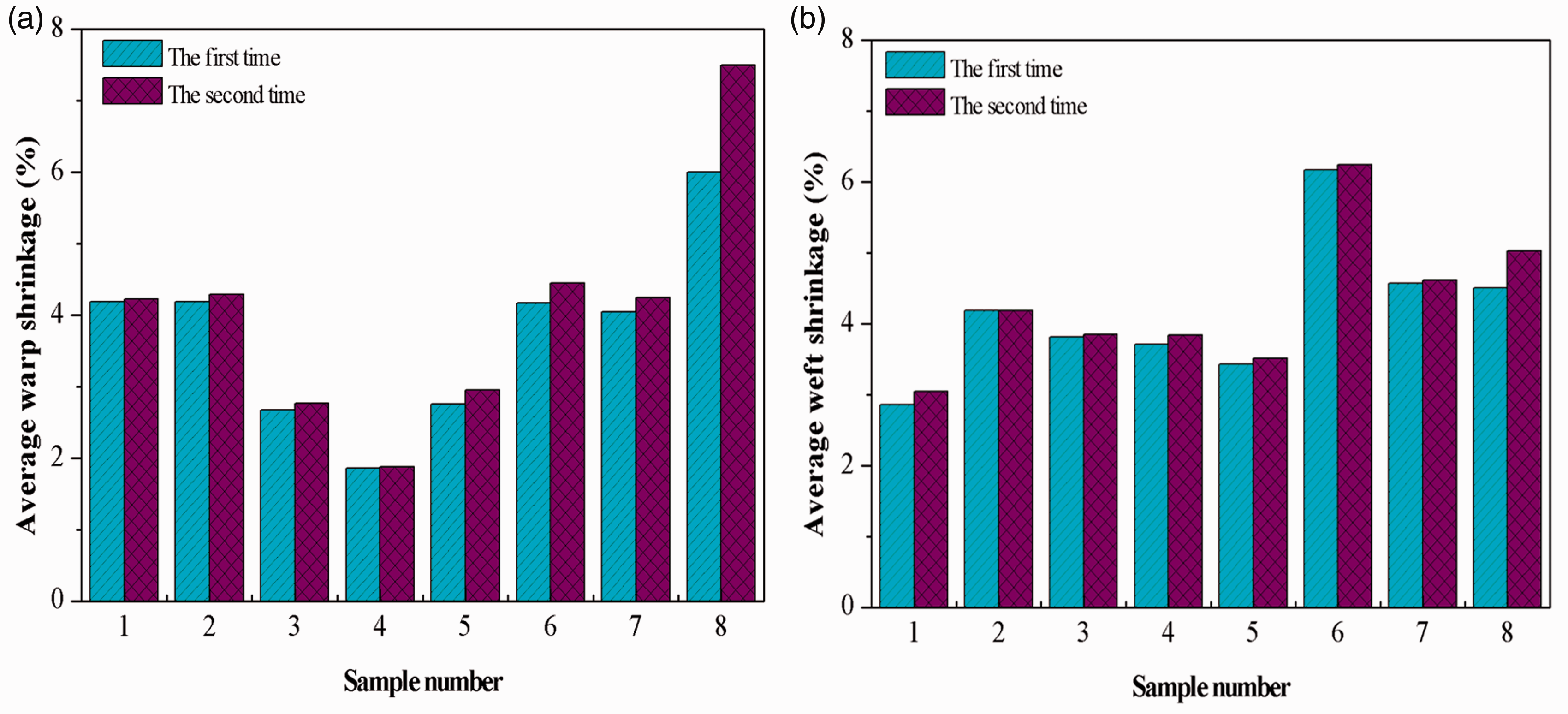
Figure 8 shows that the test specimens' shrinkage in both the warp and weft directions are no higher than the comparative specimens. In other words, with the addition of the memory polyester fibers, the shrinkage rate can be reduced considerably. At 150℃, the skin and core layers of the memory polyester fibers separate from each other and the skin layer partially peels off to form a “Y” bifurcation structure. After the separation of the fibers, the splitting portion forms finer fibers, which form a good fixed or binding effect, and can effectively restrain the other fibers from movement, resulting in decreased shrinkage.
Test analysis of anti-pilling property
Pilling-resistant rating of fabrics

For specimens 1 and 2, the pilling on the fabrics' right sides was greater than on the opposite sides. This is mainly due to the satin weave construction of the fabrics, as the pure cotton yarns mostly lie on the right side and the blended cotton yarns with memory and fine denier polyester fibers lie on the opposite side. Therefore, we may infer that memory polyester fibers are also helpful for the anti-pilling properties of fabrics.
Fabric strength analysis
Tenacity of fabrics
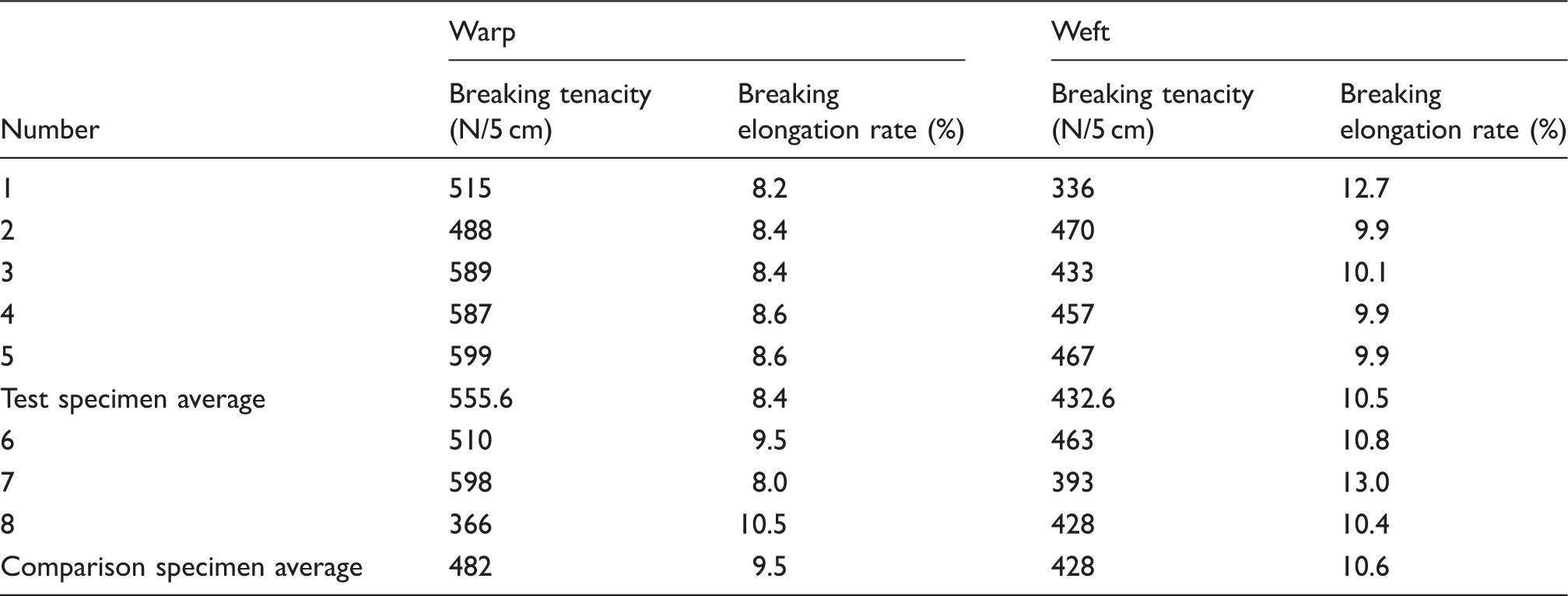
Table 9 shows that the average breaking tenacity of the test sample is higher than the average breaking tenacity of the comparison sample of 100% cotton, indicating that the addition of fine denier and memory polyester fibers can increase the WRA and reduce the shrinkage rate, but does not destroyed the fabric's tenacity. Because of the memory effect of the memory polyester fibers, all kinds of fibers would be more uniformly constrained. Therefore, the simultaneous fracture properties of the fibers were improved, as well as the fabrics' breaking tenacities.
Conclusion
This paper mainly tested and explains the properties of wrinkle resistance, shrinkage rate and tensile tenacity of the new cotton blended fabric, as well as the tensile tenacity of the yarns and the radial distributions of the fibers in blended yarns. It can be concluded that, even when cotton blended yarns with 5% memory polyester fibers were only applied in the weft direction or in both the weft and warp directions, they had a remarkable influence on the resulting fabric's shrink-resistance and wrinkle recovery properties. In addition, compared with traditional resin finishing, the fabric strength is not damaged and the fabric's anti-pilling properties are also improved. These findings could be widely applied to the manufacture of durable textiles such as bedding textiles and shirting fabrics. However, the durability of the anti-wrinkle fabric, and the mechanisms of the fabric regarding good wrinkle resistance and shrinkage performance, need to be assessed in future studies.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: this work was supported by The National Key Research and Development Program of China (2017YFB0309805) and the Shandong Province Key Research and Development Program (public welfare special project), China (2018GGX108003).