
Abstract
This series study develops a multifunctional poly(ethylene terephthalate) (PET) fabric with far-infrared function and moisture absorption heating properties for warming clothing. In Part I, the far-infrared function yarn was made by a PET and nano-germanium composite to improve the properties of far-infrared emissivity and far-infrared heating. The moisture absorption heating PET yarn includes hygroscopic heating and antistatic properties. In Part II, this moisture absorption heating PET yarn is made by the hydrophilic PET, and the process parameters optimization for melt spinning is presented. First, in order to improve the hydrophilicity of PET, the modified PET is polymerized by terephthalic acid, ethylene glycol, polyethylene glycol oligomers, and sodium-5-sulfo-bis-(hydroxyethyl)-isophthalate. Then, the hydrophilic PET is made into a moisture absorption heating PET yarn, specified to a 75d/72f fully drawn yarn by melt spinning. The properties of this yarn, including hygroscopic heating, surface resistance, tensile strength, elongation at break and yarn count, are presented. In order to improve the properties of this yarn, the Taguchi method combined with grey relational analysis is used to obtain the optimal multi-quality process parameters for melt spinning. According to experiment results, this modified yarn has excellent hygroscopic heating, surface resistance and elongation at break. At the same time, it is shown that the warming fabric forms from Part I and this modified yarn can achieve far-infrared emission of 89%, far-infrared heating of 6.3 ℃, hygroscopic heating of 1.8 ℃ and surface resistance of 107Ω.
Keywords
The textile industry currently plays an important role in responding to the needs of the human body in relation to environment and climate. As the demand for better, more advanced textiles increases, the industry has turned its attention towards the development of functional fabrics. 1 The application of functional fabrics in winter clothing focuses mainly on hygroscopic heating and antistatic properties. The hygroscopic heating function uses the exothermic process of the human body. This process, commonly known as sweating, involves the evaporation of liquid sweat at the surface of the skin, which is capable of absorbing a large amount of heat. As the sweat evaporates, body temperature can drop significantly. When the sweat vapor condenses in vitro, a great deal of the heat of condensation is released. The hygroscopic heating fiber releases a large amount of heat as the enthalpy decreases in the hygroscopic process, increasing the temperature inside the clothing for thermal insulation. 2 The electrostatic phenomenon refers to the contact separation electrification of fabric, leading to nonuniform surface charge distributions. Positive charges or negative charges accumulate gradually, forming potential differences to the ambient environment. When charges transfer along different potentials, we refer to this as electrostatic discharge (ESD). In cold, dry environments, the electrostatic phenomenon can be a safety hazard, as it has the potential to cause fire or explosion. 3 Shang and Zhang 4 presented the heating mechanism of hygroscopic heating, demonstrating it can absorb the moisture given off by skin and transform it into heat energy. As moisture absorption increases, so does the heating effect. Pinar, Oleksiewicz and Wróbel 5 illustrated that surface resistance will decrease when the relative humidity or hygroscopicity of a textile is enhanced. According to references, it is proven that the textile hygroscopic heating and antistatic properties will increase simultaneously when the hygroscopicity of the textile material increases.
Research on hydrophilic modification of PET material includes a variety of modification methods including: hydrophilic coating layer,6–7 surface radical graft polymerization8–9 and monomer polymerization.10–12 Hsiao et al. 10 presented the physics and kinetics of alkaline hydrolysis of cationic dyeable poly(ethylene terephthalate) (CDPET) and polyethylene glycol (PEG) modified CDPET polymers. The crystallinities of hygroscopic PET and PEG-modified PET polymers declined as the dimethyl 5-sulfoisophthalate sodium salt (SIPM) and PEG contents increased. The rate constant of the alkaline hydrolysis of hygroscopic PET and PEG-modified PET polymers increased with SIPM/PEG content and the molecular weight of the PEG increased. In the study of Miranda, Santos and Soares, 11 PET fabric modification was provided by using PEG and N,N′-dimethylol-4,5- dihydroxyethylene urea chemically modified resin, and the hydrophilicity of modified PET fabric was increased. Zhao et al. 12 presented the preparation and characterization of PET copolyesters modified with sodium-5-sulfo-bis-(hydroxyethyl)-isophthalate (SIPE) and PEG. The incorporation of PEG units with lower molecular weight led to more ether bonds and hydroxyl end-groups in molecular chains, showing PET copolyesters had better hydrophilicity with decreasing molecular weight of PEG units.
In this study, SIPE and PEG was copolymerized with terephthalic acid (TPA) and ethylene glycol (EG) to form a hydrophilic PET copolymer. The reaction mechanism is shown in Figure 1. In the copolymer, the SIPE segment provides an -O-Na functional group that enhances the hydrophilicity of the copolymer. However, as the content of the rigid benzene in the copolymer increases, the viscosity of the copolymer in the molten state increases, making the process of the copolymer more difficult.13–14 PEG provides ether bonds and hydroxyl value to reduce the rigidity of the molecular chain and increase the process properties of the copolymer.
12
Therefore this form of modified PET is suitable for making an antistatic and hygroscopic heating yarn. In addition, the lower molecular weight of PEG oligomer results in higher hydrophilicity,11–12 making it unlikely to hydrolyze. Therefore, the PET polymerization monomer is mixed with molecular weight-400 PEG oligomer and SIPE, so as to create a hydrophilic PET material. The clothing industrial specification 75d/72f fully drawn yarn is made by melt spinning and melt drafting, thus making a yarn with hygroscopic heating and antistatic function.
The reaction mechanism of PET modification.
Melt spinning process
The melt spinning uses a screw to squeeze the molten polymer through a spinneret with many orifices at a constant rate, so as to produce continuous filaments. Typical melt spinning equipment includes a feeder, a melting device (extrusion zone and heating zone), a gear pump for quantification, a spinneret, a cooling thread eye and a fiber take-up system, as shown in Figure 2.15–16
The process of melt spinning.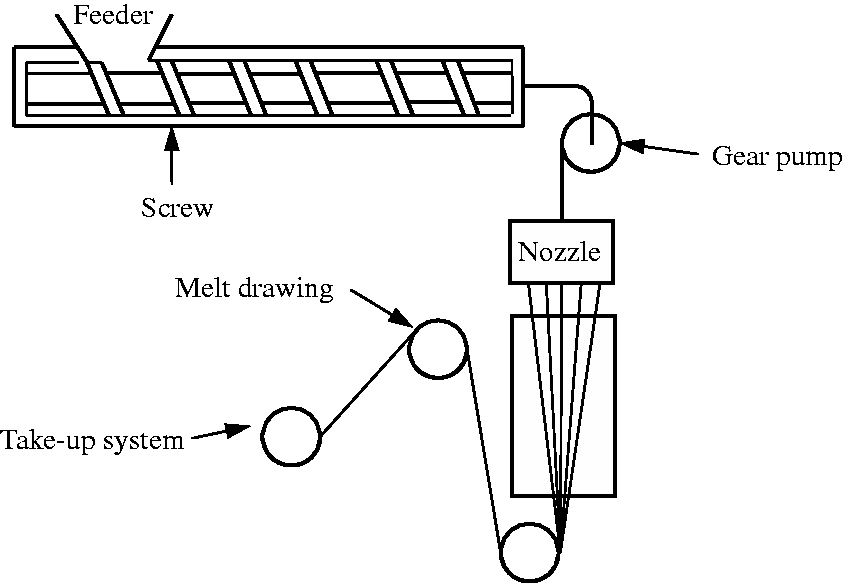
During melt spinning, the polymer is fed into an extruder consisting of a screw used for melting and mixing. The polymer melt is then pumped through a spinneret. The extruded polymer is quenched with cold air, allowing the molten mass to solidify into filaments. Since the as-spun filaments lack adequate strength for industrial applications, the melt spinning is followed by the mechanical drawing of the extruded filament, resulting in alignment of molecular orientations along the filament axis. This will result in improved physical and mechanical characteristics. 17 The process parameters of melt temperature, mold temperature, nozzle temperature, gear pump speed and take-up speed will influence the yarn qualities and the yarn forming in melt spinning. 18
Process optimization
The process parameters of melt temperature, mold temperature, nozzle temperature, gear pump speed and take-up speed will influence yarn qualities and yarn forming during melt spinning. The process parameters design is important for the melt spinning process. The Taguchi method is a readily available and effective process parameter tool for providing a singular maximized quality. In comparison to traditional experimental methods, the Taguchi method reduces the number of experiments and confirms the effect of process parameters.19–21 For the optimization of multiple product qualities, the Taguchi method can be combined with other theories for evaluation.22–23 Pervez Mozumder and Mourad
24
presented an investigation on the optimization of the injection molding parameters of high-density PET/TiO2 nanocomposites using grey relational analysis (GRA) along with the Taguchi method. Nine experimental runs were carried out based on the Taguchi L9 orthogonal array. The data was processed according to grey relational steps. The optimal process parameters were found based on the average responses of the grey relational grades. Najarian et al.
25
illustrated the experiments about the optimization of converting process parameters based on the Taguchi orthogonal array design. The multi-objective optimization methods were employed to determine the optimum control factors. The result shows that GRA optimization had the minimum mean error percentage. Kuo et al.
26
applied the Taguchi method in planning a research experiment using the orthogonal array combined with the GRA to obtain the optimal parameters of the melt spinning process. It can be observed that GRA can sequence the effects of factors on quality with a grey relational coefficient. In collaboration with the Taguchi method, optimal process parameters for different product qualities can be found. Therefore, the Taguchi method is combined with GRA in this study to optimize melt spinning process parameters. The optimization design process is shown in Figure 3.
Optimization design process.
The parameters and levels design for experiment
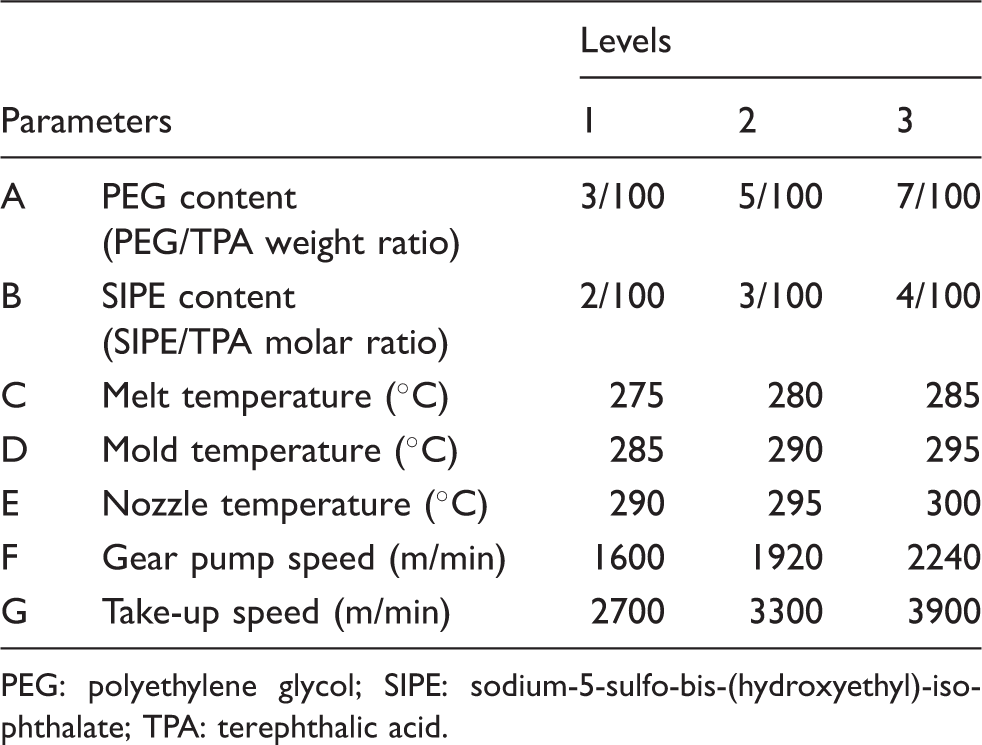
PEG: polyethylene glycol; SIPE: sodium-5-sulfo-bis-(hydroxyethyl)-isophthalate; TPA: terephthalic acid.
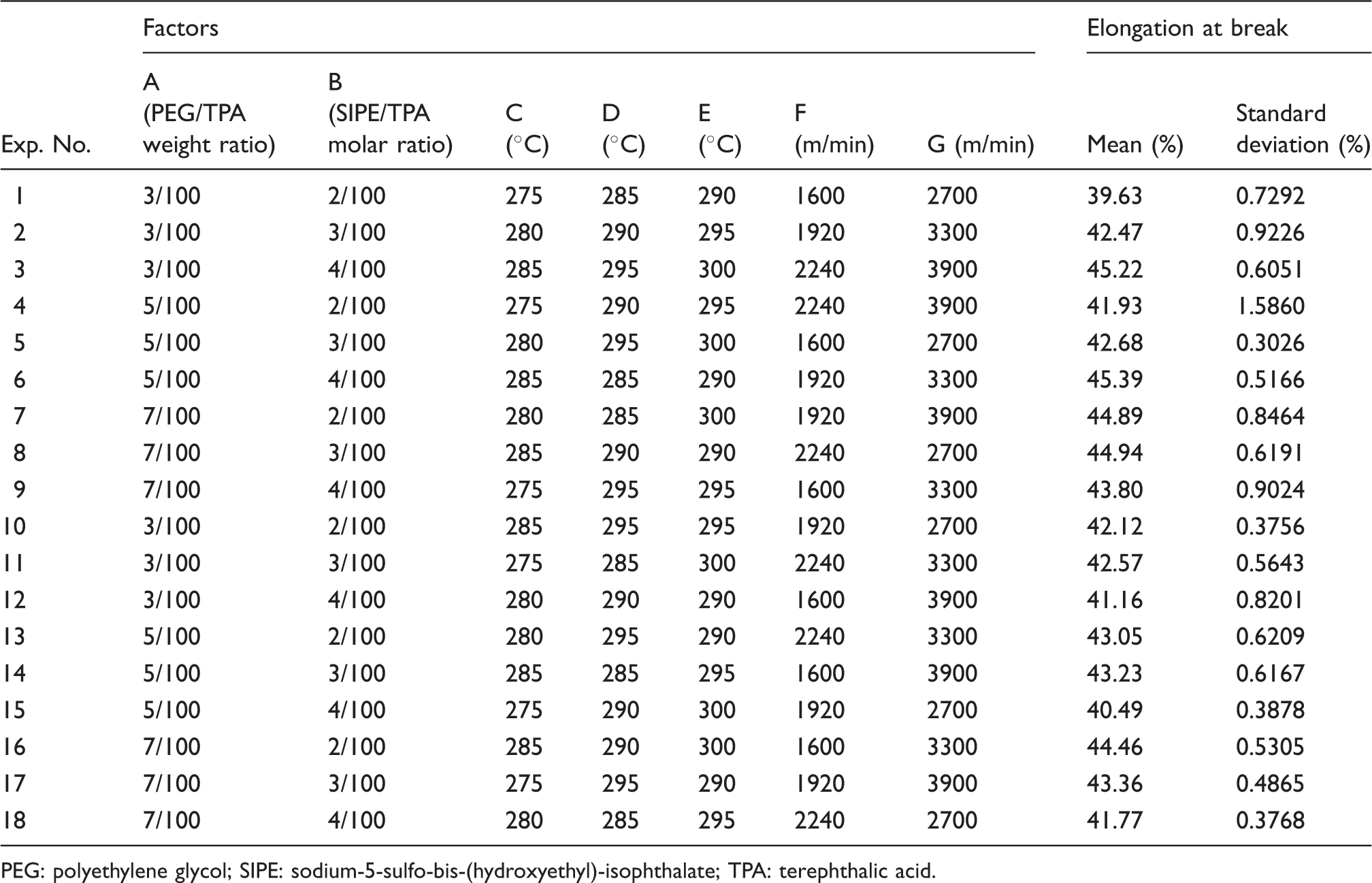
Experimental parameters configuration in Taguchi orthogonal array

PEG: polyethylene glycol; TPA: terephthalic acid.
In Table 1 and 2, the seven parameters and three levels are discussed by the Taguchi L18 orthogonal array. The parameter factors selected are PEG content, SIPE content, melt temperature, mold temperature, nozzle temperature, gear pump speed and take-up speed. Hygroscopic heating, surface resistance, tensile strength, elongation at break, and yarn count are selected as the target qualities according to the required properties of the moisture absorption heating yarn. However, the detection of surface resistance can only be expressed in a hierarchical manner instead of continuous data, and non-continuous data can't be analyzed by the Taguchi method. As stated in the references, 10–12 the fabric hydrophilicity enhances the hygroscopic heating and reduces surface resistance of fabric simultaneously, so the qualitative surface resistance will be validated in the finished yarn of multi-quality optimization.
This study uses the Taguchi method for single quality parameter optimization. The analysis of variance (ANOVA) is used to calculate the factor contribution of a selected quality and its respective weights to the other various desired qualities, combined with GRA for parameter optimization of multiple qualities. The method is described as follows.
Taguchi method
This study uses an orthogonal array to design the experimental parameters, and uses the S/N ratio to judge the experimental optimal parameters and significant experimental factors. The method is described below:
1. S/N ratio calculation. According to the quality of product, its S/N ratio could be defined as:
A. The large the better: hygroscopic heating, tensile strength and elongation.
B. Nominal the best: yarn count.
2. Main effect analysis.


The main effect analysis combines the S/N ratio of the experimental results with the orthogonal array, to carry out the response of each level of each quality, so as to find out the combination of optimal control factors. Response of effect factor A represents the average value in relation to experimental results with Ai (i=1,…,18). According to the results of main effect analysis, the response of each level of each quality is made into a response table.
Analysis of variance (ANOVA)
ANOVA splits the variation of each factor data to determine the effect of the factor on quality, so as to decide the significant factor and analyze the error of each factor. The factors with insufficient significance are classified as pooled error. ANOVA can analyze the influence of each factor on quality characteristics in the melt spinning process.
ANOVA calculates the following items:
Degree of freedom (DOF)
Total sum of squares (SST)
Sum of square (SS) of factors
Sum of square of error (SSE)
Mean sum of square (MS)/Mean sum of square of error (MSE)
F ratio.
Partial sum of square (SS') of factors
Contribution












Contribution is the influence of each factor on quality characteristics. The higher the contribution, the greater its influence.
Grey relational analysis
The GRA seeks the numerical relation between each factor and quality in the experiment by analysis. If the factors have a consistent data plot variation trend versus quality, the correlation grade is higher. Therefore, the GRA provides quantized indexes for an experimental developmental variation trend.
29
The GRA process is described below.
1. Target determination The target values of various quality characteristics are defined. Hygroscopic heating, tensile strength, elongation at break, and yarn count characteristics should be maximized in this study. The maximum value of experimental results is defined as the target value. 2. Grey relation sequence generation According to the qualities (the larger the better or nominal the best), the grey relation sequence is defined as follows:
25
A. The larger the better.
B. Nominal the best.
3. Grey relational coefficient calculation
4. Grey relational grade calculation




Result and discussion
This study dealt with single quality and multi-quality process parameter optimizations simultaneously for the moisture absorption heating PET yarn melt spinning process. The Taguchi method is used for single quality process parameter optimization to convert the experimental value of L18 orthogonal array into an S/N ratio. The main effect analysis is applied to calculate the optimum process parameters of each quality, and the factors influence for each quality can be determined by ANOVA. The GRA is employed to deal with multi-quality optimization process parameters. The process parameter optimizations for single quality and multi-quality are as follows.
Hygroscopic heating in single quality optimization analysis
Experimental data of hygroscopic heating
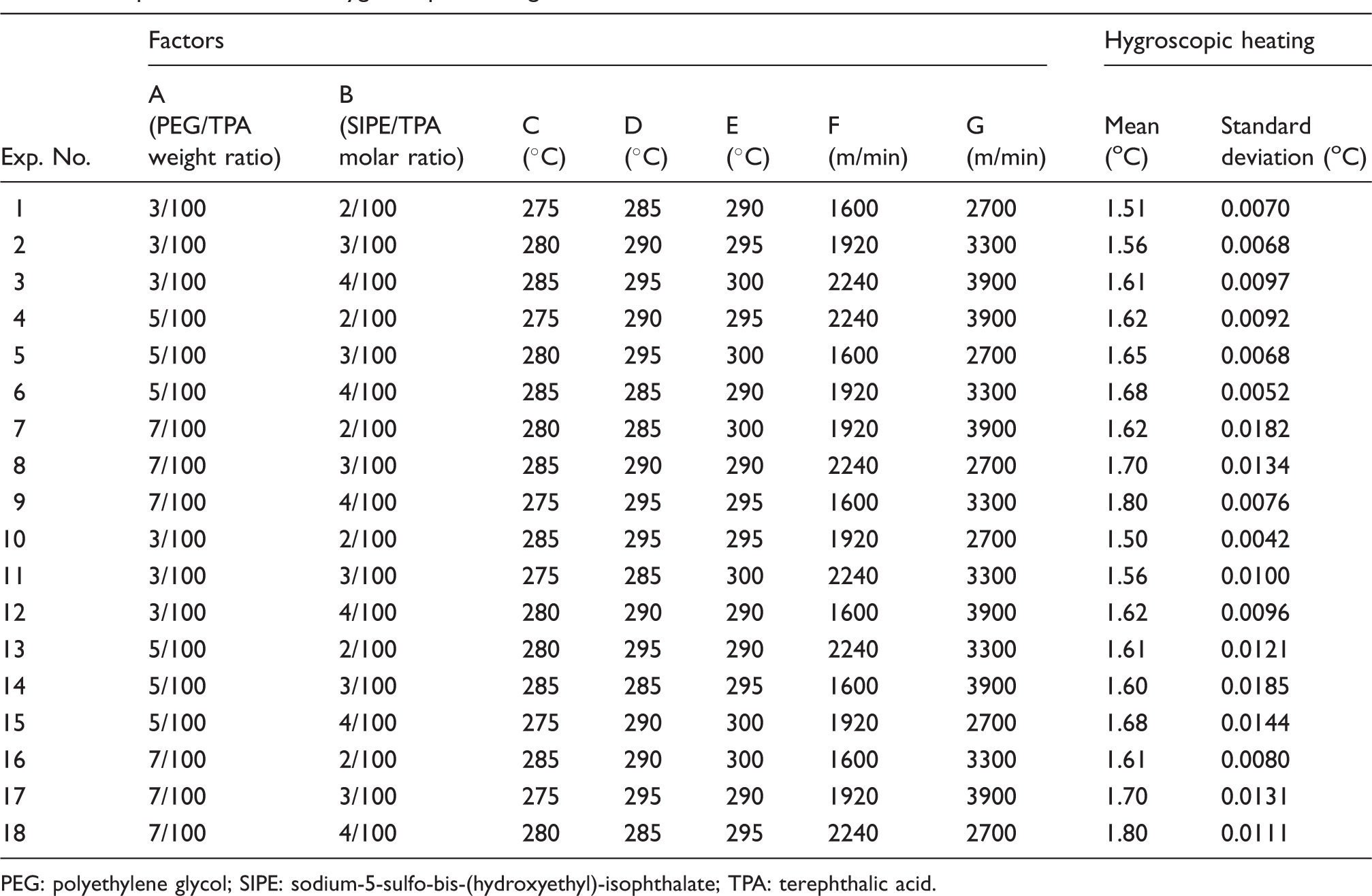
PEG: polyethylene glycol; SIPE: sodium-5-sulfo-bis-(hydroxyethyl)-isophthalate; TPA: terephthalic acid.
The S/N ratio is calculated by the hygroscopic heating result of the L18 experiments. The effect of various factors is calculated by main effect analysis. The response table is shown in Table 4 and the response figure is shown in Figure 4.
Response figure of hygroscopic heating. Response table of hygroscopic heating (Unit: dB)

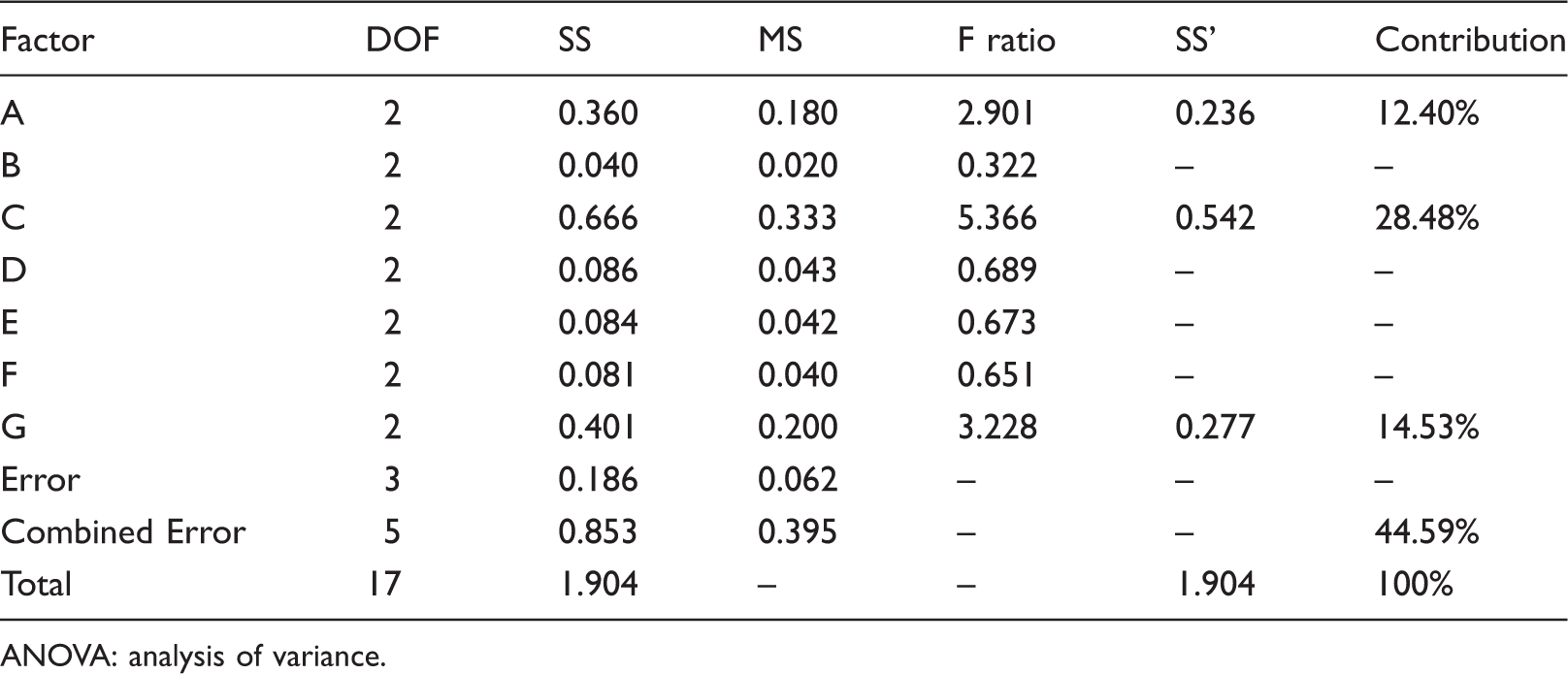
According to Table 4 and Figure 4, the optimum factors of hygroscopic heating are A3, B3, C1, D3, E2, F3 and G1. Factor A (PEG content) has the greatest effect on hygroscopic heating, and followed by B (SIPE content), F (gear pump speed), C (melt temperature), E (nozzle temperature), D (mold temperature) and G (take-up speed).
ANOVA of hygroscopic heating

ANOVA: analysis of variance.
Tensile strength in single quality optimization analysis
Experimental data of tensile strength

PEG: polyethylene glycol; SIPE: sodium-5-sulfo-bis-(hydroxyethyl)-isophthalate; TPA: terephthalic acid.
The S/N ratio is calculated by the tensile strength result of L18 experiments, the effect of various factors is calculated by main effect analysis. The response table is shown in Table 7 and the response figure is shown in Figure 5.
Response figure of tensile strength. Response table of tensile strength (Unit: dB)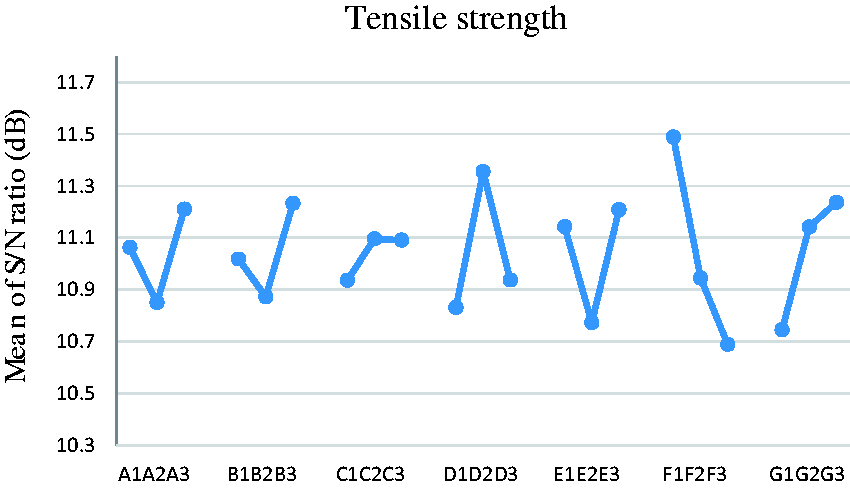
According to Table 7 and Figure 5, the optimum factors of tensile strength are A3, B3, C2, D2, E3, F1 and G3. Factor F (gear pump speed) has the greatest effect on tensile strength, and followed by D (mold temperature), G (take-up speed), E (nozzle temperature), B (SIPE content), A (PEG content) and C (melt temperature).
ANOVA of tensile strength

ANOVA: analysis of variance.
Elongation at break in single quality optimization analysis
Experimental data of elongation at break
PEG: polyethylene glycol; SIPE: sodium-5-sulfo-bis-(hydroxyethyl)-isophthalate; TPA: terephthalic acid.
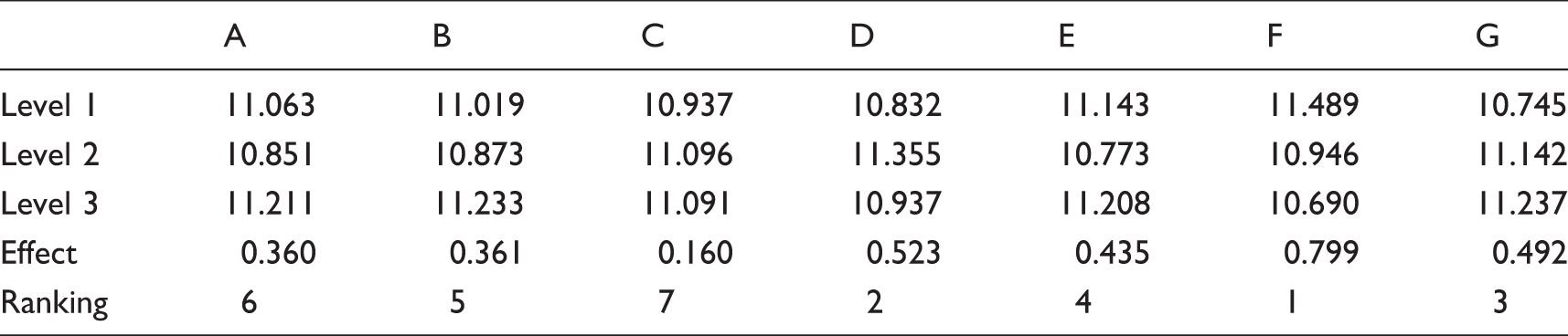
The S/N ratio is calculated by the elongation at break result of L18 experiments, and the effect of various factors is calculated by main effect analysis. The response table is shown in Table 10 and the response figure is shown in Figure 6.
Response figure of elongation at break. Response table of elongation at break (Unit: dB)
According to Table 10 and Figure 6, the optimum factors of elongation at break are A3, B2, C3, D3, E3, F3 and G2. Factor C (melt temperature) has the greatest effect on elongation at break, and followed by G (take-up speed), A (PEG content), D (mold temperature), E (nozzle temperature), F (gear pump speed) and B (SIPE content).
ANOVA of elongation at break
ANOVA: analysis of variance.
Yarn count in single quality optimization analysis
Experimental data of yarn count

PEG: polyethylene glycol; SIPE: sodium-5-sulfo-bis-(hydroxyethyl)-isophthalate; TPA: terephthalic acid
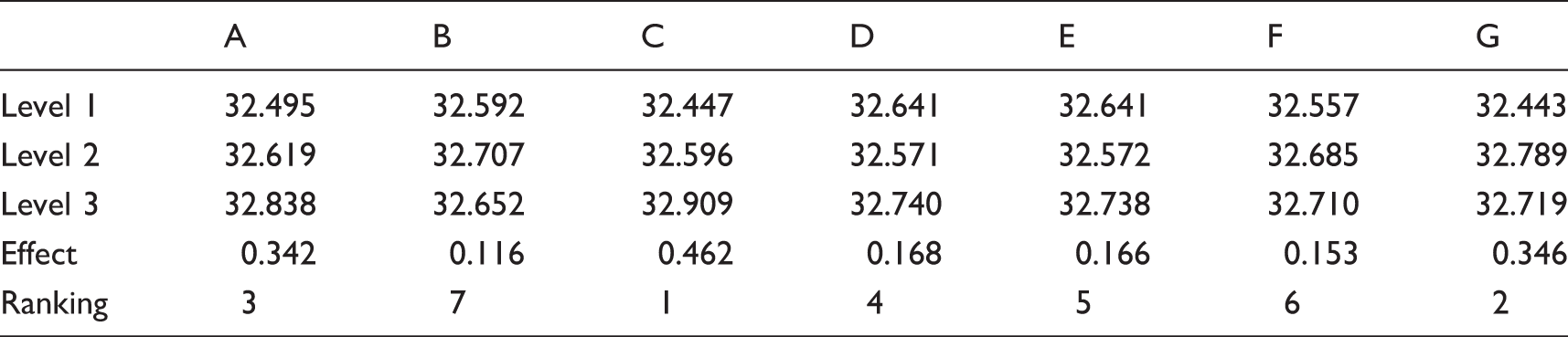
The S/N ratio is calculated by the yarn count result of L18 experiments, the effect of various factors is calculated by main effect analysis. The response table is shown in Table 13 and the response figure is shown in Figure 7.
Response figure of yarn count. Response table of yarn count (Unit: dB)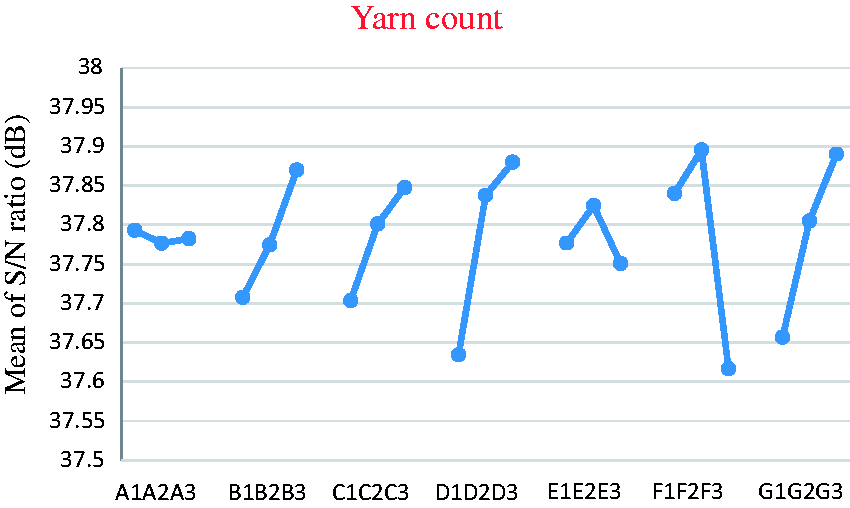
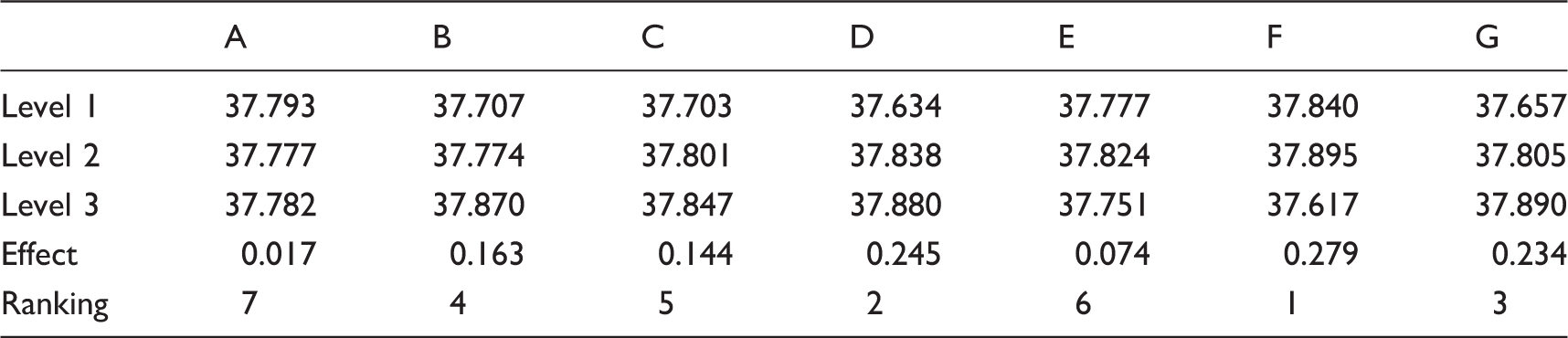
According to Table 13 and Figure 7, the optimum factors of yarn count are A1, B3, C3, D3, E2, F2 and G3. Factor F (gear pump speed) has the greatest effect on yarn count, and then D (mold temperature), G (take-up speed), B (SIPE content), C (melt temperature), E (nozzle temperature) and A (PEG content).
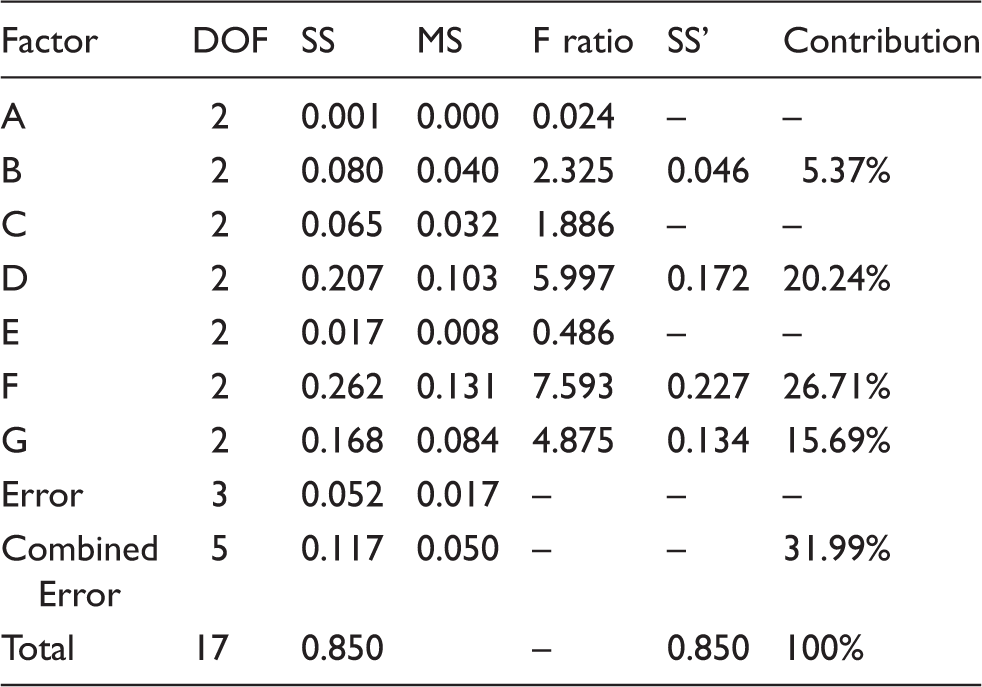
ANOVA of yarn count
Multi-quality optimization analysis
The grey relational grade of each experiment
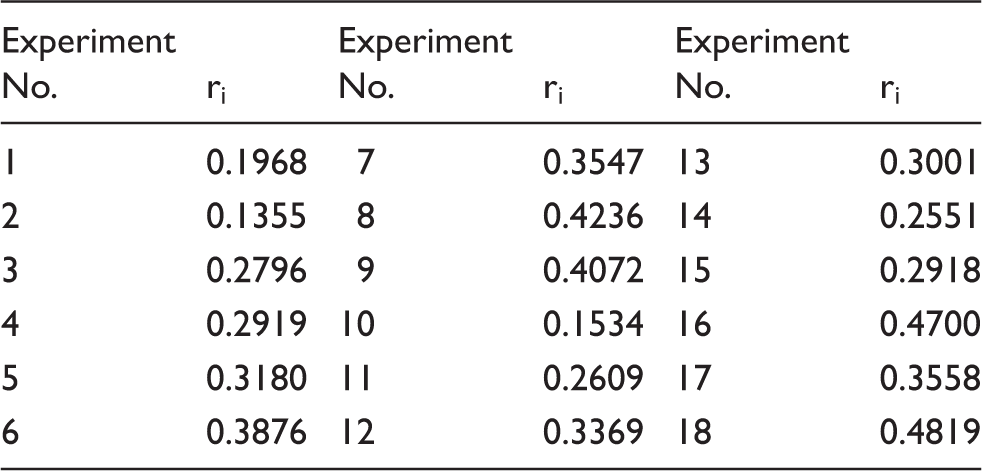
The effect of various factors is calculated by main effect analysis according to Table 16. The response table is shown in Table 13 and the response figure is shown in Figure 8.
Response figure of grey relational grade Response table of grey relational grade
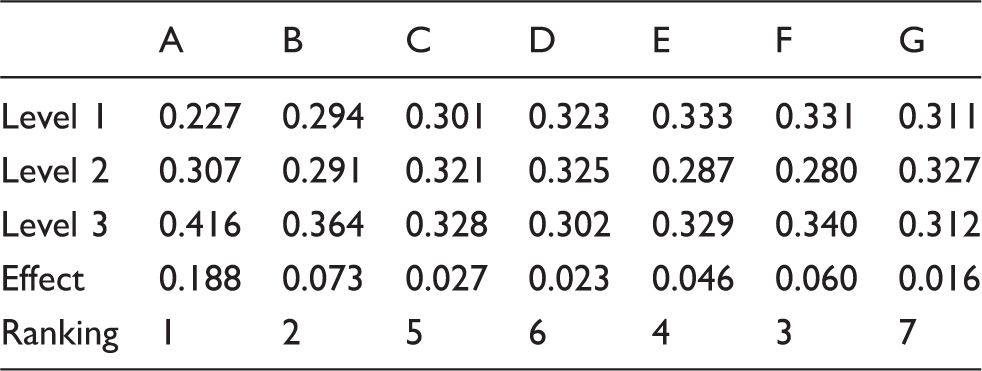
According to Table 16 and Figure 8, the optimum factors of multi-quality optimization are A3, B3, C3, D2, E1, F3 and G2. It means that PEG content 7/100 (PEG/TPA weight ratio), SIPE content 4/100 (SIPE/TPA molar ratio), melt temperature 285 ℃, mold temperature 285 ℃, nozzle temperature 290 ℃, gear pump speed 2,240 m/min and take-up speed 3,300 m/min. Factor A (PEG content) has the greatest effect, and followed by B (SIPE content), F (gear pump speed), E (nozzle temperature), C (melt temperature), D (mold temperature) and G (take-up speed).
Confirmation experiment
Modification verification
Comparison of general PET yarn and the moisture absorption heating PET yarn in this research

According to Table 17, the hygroscopic heating of the moisture absorption heating PET yarn is 1.8 oC, higher than the general PET yarn 1.3 oC of 0.5 oC. The surface resistance of the moisture absorption heating PET yarn is 107Ω which is classified as “good,” and the surface resistance of the general PET yarn is 109 which is classified as “fair.” 31 The moisture absorption heating PET yarn achieved higher elongation, but less tensile strength than the general PET yarn. However, the tensile strength of 4.16g/d and elongation at break of 44.89% are suitable for weaving fabrics.32–33 The yarn count of the moisture absorption heating PET yarn is 75.02d/72f. It complies with the clothing industrial specification 75d/72f.
The results show that the modified moisture absorption heating PET yarn can improve the hygroscopic heating and surface resistance of the yarn, but will reduce the tensile strength of the yarn. Hsiao et al. 10 also reported that the mechanical properties of the copolymer gradually declined as the SIPE content increased.
Quality optimization verification
In order to validate the single quality and multi-quality optimum parameters of this study, a sample was fabricated using the following optimized parameters:
Hygroscopic heating optimized yarn: PEG content 7/100 (PEG/TPA weight ratio), SIPE content 4/100 (SIPE/TPA molar ratio), melt temperature 275 ℃, mold temperature 295 ℃, nozzle temperature 295 ℃, gear pump speed 2240 m/min and take-up speed 2700 m/min. Tensile strength optimized yarn: PEG content 7/100 (PEG/TPA weight ratio), SIPE content 4/100 (SIPE/TPA molar ratio), melt temperature 280 ℃, mold temperature 290 ℃, nozzle temperature 300 ℃, gear pump speed 1600 m/min and take-up speed 3900 m/min. Elongation at break optimized yarn: PEG content 7/100 (PEG/TPA weight ratio), SIPE content 3/100 (SIPE/TPA molar ratio), melt temperature 285 ℃, mold temperature 295 ℃, nozzle temperature 300 ℃, gear pump speed 2240 m/min and take-up speed 3300 m/min. Yarn count optimization yarn: PEG content 3/100 (PEG/TPA weight ratio), SIPE content 4/100 (SIPE/TPA molar ratio), melt temperature 285 ℃, mold temperature 295 ℃, nozzle temperature 295 ℃, gear pump speed 1920 m/min and take-up speed 3900 m/min. Multi-quality optimized yarn: PEG content 7/100 (PEG/TPA weight ratio), SIPE content 4/100 (SIPE/TPA molar ratio), melt temperature 285 ℃, mold temperature 285 ℃, nozzle temperature 290 ℃, gear pump speed 2240 m/min and take-up speed 3300 m/min.
The properties of the single quality and multi‐quality optimized yarn

In Table 18, the results of the single quality parameters optimization included hygroscopic heating, tensile strength, elongation at break and yarn count are compared with the experimental data in Table 3, Table 6, Table 9 and Table 12. The optimized qualities hygroscopic heating, tensile strength, elongation at break, and yarn count are superior to the yarns form orthogonal arrays experiment. It is verified that the single quality parameters optimization of melt spinning using the Taguchi method is effective in this study.
For multi-quality optimization verification, the grey relational grade provides a comprehensive indicator of multi-quality optimized yarn in the setting weights. The results of multi-quality parameters optimization are compared with the experimental data in Table 15. The multi-quality optimized yarn improves properties comprehensively and presents the highest grey relational grade in experimental yarns. The results confirm that the Taguchi method combined with the GRA optimization theory can indeed optimize the single quality and multi-quality properties of the yarn.
Composite fabric
In order to validate the properties of far-infrared function PET yarn and moisture absorption heating PET yarn composite fabric, the yarns from Part I and Part II are woven together into a fabric, the properties of the composite fabric are: far-infrared emission 89%, far-infrared heating 6.3 ℃, hygroscopic heating 1.8 ℃ and surface resistance 107. The properties of the composite fabric are the same as the yarns of Part I and Part II. It is shown that the composite fabric doesn't affect the properties of the original yarns. Combining the far-infrared heating and the hygroscopic heating, the heating property of the composite fabric can reach 8.1 ℃.
Conclusion
A moisture absorption heating PET yarn, which includes both a hygroscopic heating and antistatic function, is developed in this study. The TPA, EG, PEG oligomer, and SIPE are used in hydrophilic PET modification. The hydrophilic PET is made into a moisture absorption heating PET yarn to a75d/72f specified, fully drawn yarn, by melt spinning and melt drafting. The Taguchi method is combined with GRA to optimize the melt spinning process parameters for multi-quality optimization. The properties of this yarn, including hygroscopic heating, tensile strength, elongation at break and yarn count, are discussed in the quality optimization. Based on the results, the conclusions are as follows:
According to the comparison between unmodified PET yarn and the moisture absorption heating PET yarn in this research, the modified moisture absorption heating PET can improve the hygroscopic heating and surface resistance of the yarn simultaneously, but will reduce the tensile strength of the yarn. It was confirmed in this study that using TPA, EG, PEG oligomer and SIPE polymerization to modify the hydrophilic PET was successful. For the yarn application, in this research the moisture absorption heating PET yarn got higher elongation but less tensile strength than the general PET yarn. It achieved a tensile strength 4.16g/d and an elongation at break 44.89%, which is suitable for weaving fabrics. According to the comparison between the single-quality optimized yarn and the experimental yarn, the optimized qualities as hygroscopic heating, tensile strength, elongation at break and yarn count are superior to the experimental yarn. It is verified that the single quality parameter optimization of melt spinning using the Taguchi method is effective in this study. The multi-quality optimized yarn improves properties comprehensively and presents the highest grey relational grade in experimental yarns. The results confirm that the Taguchi method combined with GRA optimization theory can indeed optimize the single quality and multi-quality properties of the yarn. The properties of composite fabric formed from the yarns of Part I and Part II are far-infrared emission 89%, far-infrared heating 6.3 ℃, hygroscopic heating 1.8 ℃ and surface resistance 107. Combining the far-infrared and hygroscopic heating, the heating property of the composite fabric can reach 8.1 ℃.
Footnotes
Acknowledgement
The research was supported by the Ministry of Science and Technology of the Republic of China under grant number 106-2221-E-011-137-MY2.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.