
Abstract
Intumescent coatings consisting of branched-polyethyleneimine (BPEI) and ammonium polyphosphate (APP) solution were successfully applied on polyester fabrics by the layer-by-layer assembly technique to enhance the flame retardant and anti-dripping properties of polyester fabrics. The surface morphology of fabrics revealed that the coatings thoroughly covered the fabrics. The assessment of the vertical burning test of thin material (UL-94 rating VTM 0) indicated that the flame retardancy of coated polyester fabrics was improved significantly as compared with the uncoated fabric. The self-extinguishing ability and anti-dripping behaviors of coated polyester fabrics were also enhanced markedly. The improvement of flame retardancy depends on the number of coating layers and the amount of APP. However, after washing, the flame retardancy decreases to some extent. The morphology of char exhibits the typical structure of intumescent char on coated fabrics. The assessment of mechanical properties revealed that the intumescent coating via layer-by-layer assembly did not deteriorate the strength of the fabric. The increasing number of coated layers leads to the slight increase of the breaking force of the fabric; however, the increasing number of layers and the increasing amount of prepared APP lead to increased rigidity of the fabrics.
Keywords
Polyester (PET) fiber is one of most important fibers in textile industries because of its excellent characteristics, such as high strength and good chemical stability. The disadvantage of PET fiber is its flame behavior. The burn behaviors of PET fiber are shrinking from fire, continued burning in fire with molten dripping and hard black molten ash. 1 The serious melt dripping during the combustion of PET fiber could ignite combustible materials in nearby areas and could be harmful to human skin and damage the life and property of consumers. Three principal methods to improve the flame retardant and anti-dripping properties of PET fiber are copolymerization of the PET and flame retardant, the addition of flame retardants into PET processing and PET fabric finishing with flame retardant.2,3 Conventional textile finishing with flame retardant agents, such as the pad/dry method or the coating method, is the simplest and lowest cost method for improving the flammability. Moreover, the conventional finishing method mostly requires high levels of loading for flame retardancy, which can lead to the deterioration of the strength of the fabric and its appearance. A recent alternative for the improvement of flame retardant and anti-dripping properties of PET fiber is char layer promotion on the surface of the fiber or fabric as the physical barrier to inhibit the fuel and heat transfer between the flame and combustible material. 4 The intumescent system was first developed in 1938 for coating applications. 5 It can form the char layer as a barrier between flammable or combustible gas and heat or flame to protect the substrate against fire or heat. It was reported that intumescent coating could enhance the flame retardancy and anti-dripping properties of fabrics such as nylon, 6 cotton7,8 and PET. 9 The intumescent can be the insulating layer between the substrate and flame or heat and it does not interfere with the properties of material, such as the mechanical properties. 10 The intumescent coating was usually applied on fabric by the conventional coating method. It still required a high amount of flame retardants for flame retardancy improvement of the fabric. This affects the mechanical properties and appearance of the coated fabric. Recently, several researchers have applied the layer-by-layer (LBL) assembly technique as an alternative coating method to produce a thin layer on the fabric. The LBL assembly is a simple surface modification that uses a low concentration of polyelectrolyte solution to build up thin multiple cationic/anionic pairs of layers (known as a bilayer, BL). It can generate a thin film on the substrate by sequential and repeating adsorptions of cationic and anionic polyelectrolyte solution to build up the construction of BLs. 8 The thickness of the layer was controlled by the multilayer condition and the number of BLs. The LBL assembly could be applied on the substrate by many techniques, such as the deposition and spraying techniques. The common method for LBL assembly is to alternatively immerse the substrate into cationic and anionic solution to build up the multiple pairs of layers on the surface of the substrate. The LBL assembly technique is an inexpensive and environmentally friendly flame retardant treatment method for textiles 11 and can applied on various sizes and shapes of substrate. It was reported that the LBL assembly has been applied to enhance the flame retardancy of fabrics such as cotton7,11 and PET.12,13 Branched-polyethyleneimine (BPEI) is a polymer that has been widely used as the cationic surface in LBL assembly research. It contains primary, secondary and tertiary amino groups and has been reported as a carbonific compound to form carbonaceous char and also as a spumific compound to release gases such as ammonia for the intumescent system at high temperatures.14,15 Meanwhile, ammonium polyphosphate (APP) has been widely used as a non-halogen containing flame retardant for fabric and can also act as an acid source to form carbonaceous char for intumescent systems. 7
In this study, we tried to improve the flame retardancy and anti-dripping of PET fabric for curtain applications via a LBL assembly between BPEI and APP by using the deposition method. It is a simple LBL assembly that contains the components of the intumescent system. The effects of APP concentrations and the number of coating layers on flame retardant performance and washing durability were investigated by the UL-94 vertical test of thin material (UL-94 VTM). The surface morphology of the coated PET fabric and the structure of char residues that remained on the surface fabric were observed by scanning electron microscopy. The effect of intumescent coatings via LBL assembly on the mechanical properties of coated PET fabrics, such as tensile strength, bending length and flexural rigidity, were also measured by a universal testing machine and a fixed-angle flexometer.
Materials and methods
Materials and chemicals
Polyester (PET) woven fabric with a density of 160 g/m2 for curtain applications was supplied by PakNam Textile (Thailand) Co., Ltd, Thailand. The fabrics were washed with 5 g/L standard soap at 40℃ for 30 min, followed by drying in an oven at 80℃ for 5 min before performing the next experimental steps.
BPEI (
Preparation of ammonium polyphosphate
APP was prepared by gently dropping 30% ammonium hydroxide solution into 105% polyphosphoric acid at room temperature. The ratios of ammonium hydroxide and polyphosphoric acid were 1:1 and 1.5:1 by weight, represented as APP1 and APP2, respectively. The obtained APP solution at pH 1.5 was then diluted to 5, 7 and 10% wt.
Layer-by-layer assembly
PET fabrics were alternately immersed into BPEI and APP solutions (APP1 and APP2) with each cycle corresponding to one BL. Each PET fabric was immersed into the 0.5% BPEI solution at pH 10 for 5 min, padded with 60% wet pick up and dried at 80℃ for 5 min to build the positive surface layer and subsequently immersed for 2 min in 5, 7 and 10% APP solution, padded with 60% wet pick up and dried at 110℃ for 3 min to build the negative surface layer on the fabric. This procedure, as shown in Figure 1, was repeated until samples with three, five and seven BLs were obtained.
Schematic representation of the layer-by-layer assembly procedure for the construction of branched-polyethyleneimine (BPEI)/ammonium polyphosphate (APP) intumescent coating on polyester fabric.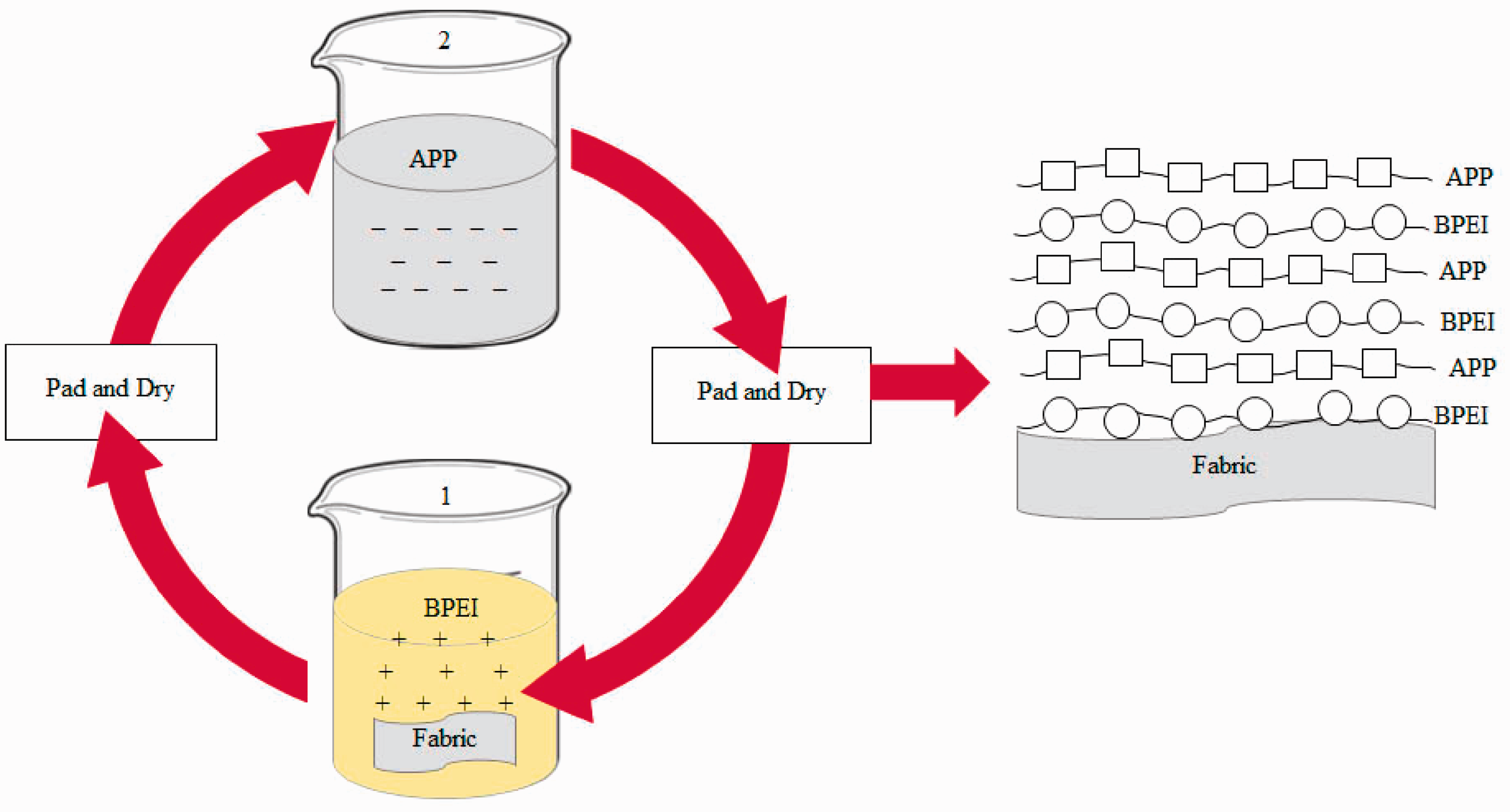
Testing and characterization
The surface morphology of uncoated and coated fabrics before burning and their char residues after the burning test were studied by using a JEOL JSM-6480LV scanning electron microscope (SEM, Tokyo, Japan) operated at 10 kV.
The flame retardancy was investigated by the vertical burning test according to the UL-94 VTM standard method. Briefly, a sample, 50 mm in width and 200 mm in length, was held 20 mm above a burner and was exposed to the flame for 3 s and then the ignition source was rapidly removed. The first afterflame time and dripping behavior were recorded. The sample was then again exposed to flame for 3 s and the ignition source was rapidly removed. The second afterflame time and dripping behavior were recorded. Moreover, a piece of cotton pad was placed under each test sample to observe whether molten drips (with or without flame) could ignite and burn the cotton pad.
The durability of coated fabrics was investigated by the vertical burning test according to the UL-94 VTM standard method after washing coated fabric one and five times. The coated fabrics were washed with 5 g/L standard soap at 40℃ for 30 min followed by drying in an oven at 80℃ for 5 min one and five times. The vertical burning test according to the UL-94 VTM standard method of uncoated fabric, for coated fabric before washing and coated fabrics after one and five washes, was performed to investigate the durability of coated fabrics.
The tensile strength of the intumescent coated and uncoated fabric was determined by a universal testing machine (LR 100K, LLOYD, Fareham, UK) according to the ASTM D5035 standard method. Each sample, 25 mm plus 20 yarns in width and 150 mm in length, was tested until the breakage point. The testing machine was set at the distance between the clamp of 75 ± 1 mm and operate at the rate of 300 ± 10 mm/min. The average of breaking force (N) from five specimens represents the tensile strength of each fabric.
The bending length and the flexural rigidity of LBL coated and uncoated fabrics were investigated by a fixed-angle flexometer (M00-38, SDL ATLAS, UK) according to the BS3356 standard method. The samples, 25 ± 1 mm in width and 200 ± 1 mm in length, were laid on a smooth horizontal surface, terminated at one end by the straight edge of the apparatus. The specimen was moved lengthwise over the edge with a constant rate of approximately 25 mm in 5 s, until the overhanging end was 30 ° below the horizontal. The bending length of the fabric was read directly from the scale of the apparatus.
Results and discussion
Morphology of the coatings
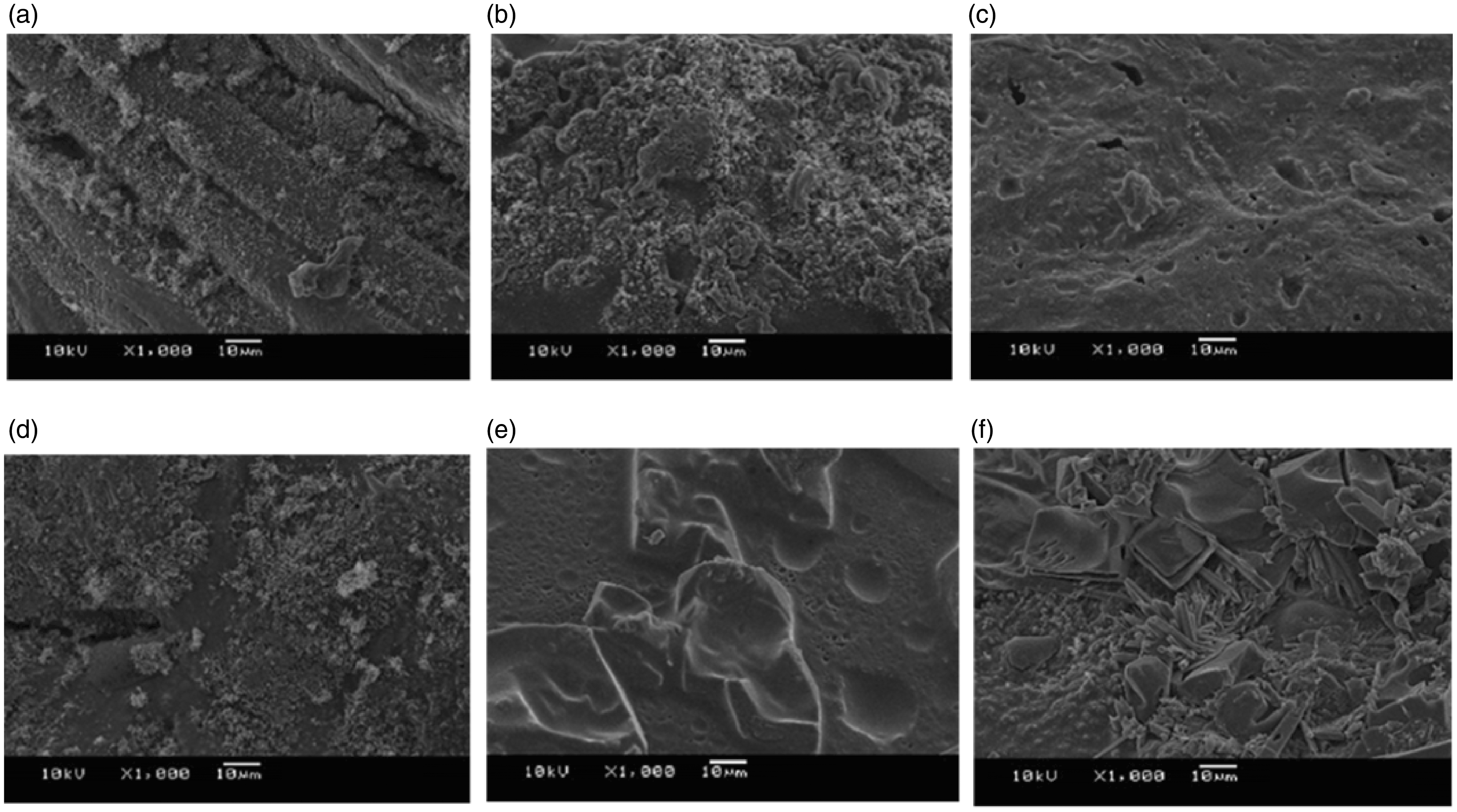
The surface morphology of the uncoated and LBL coated fabrics was investigated by a SEM, as shown in Figures 2–4; comparing the surface of the uncoated fabric with that of the coated fabric, it is quite smooth and clean.
16
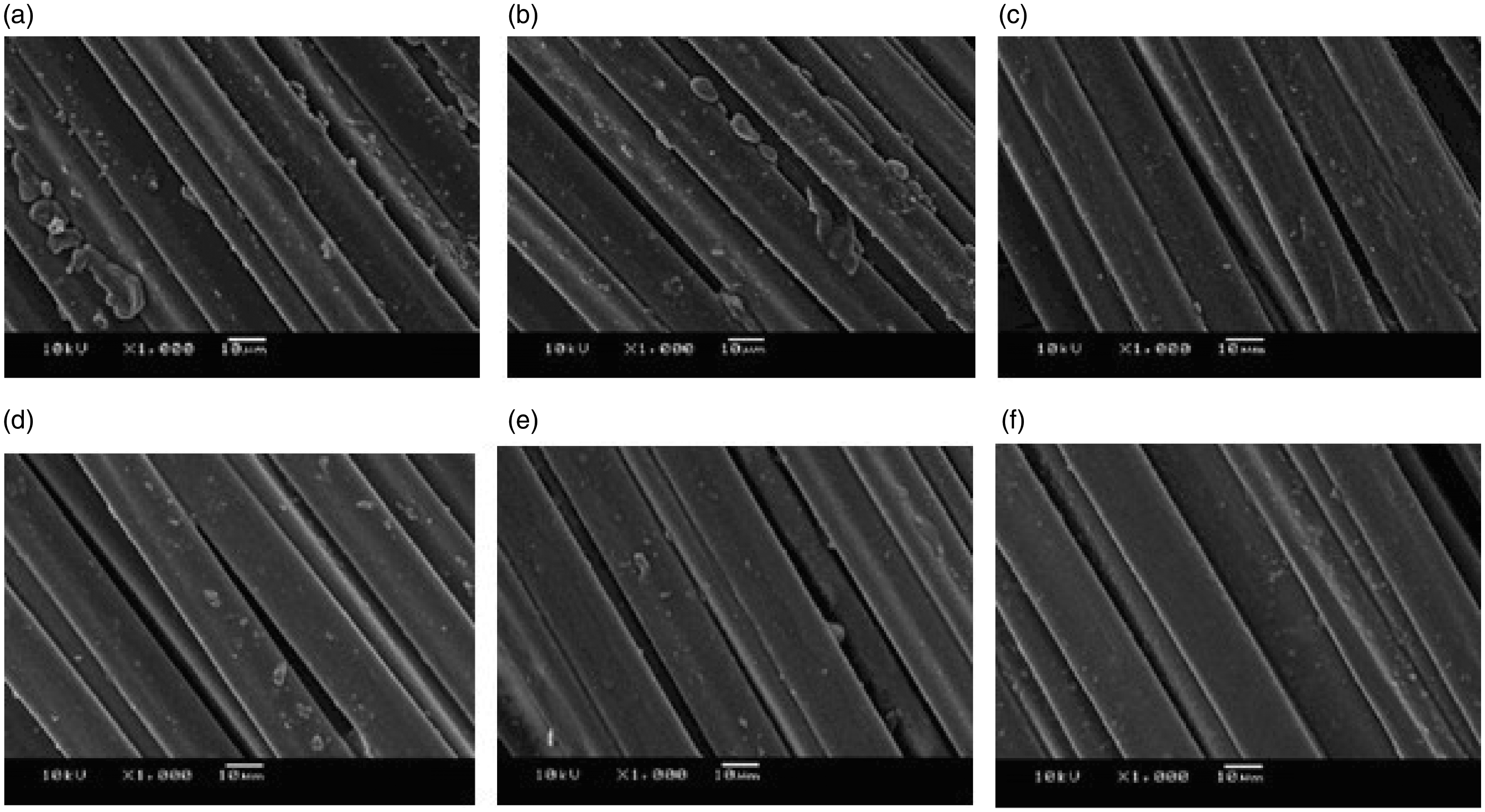
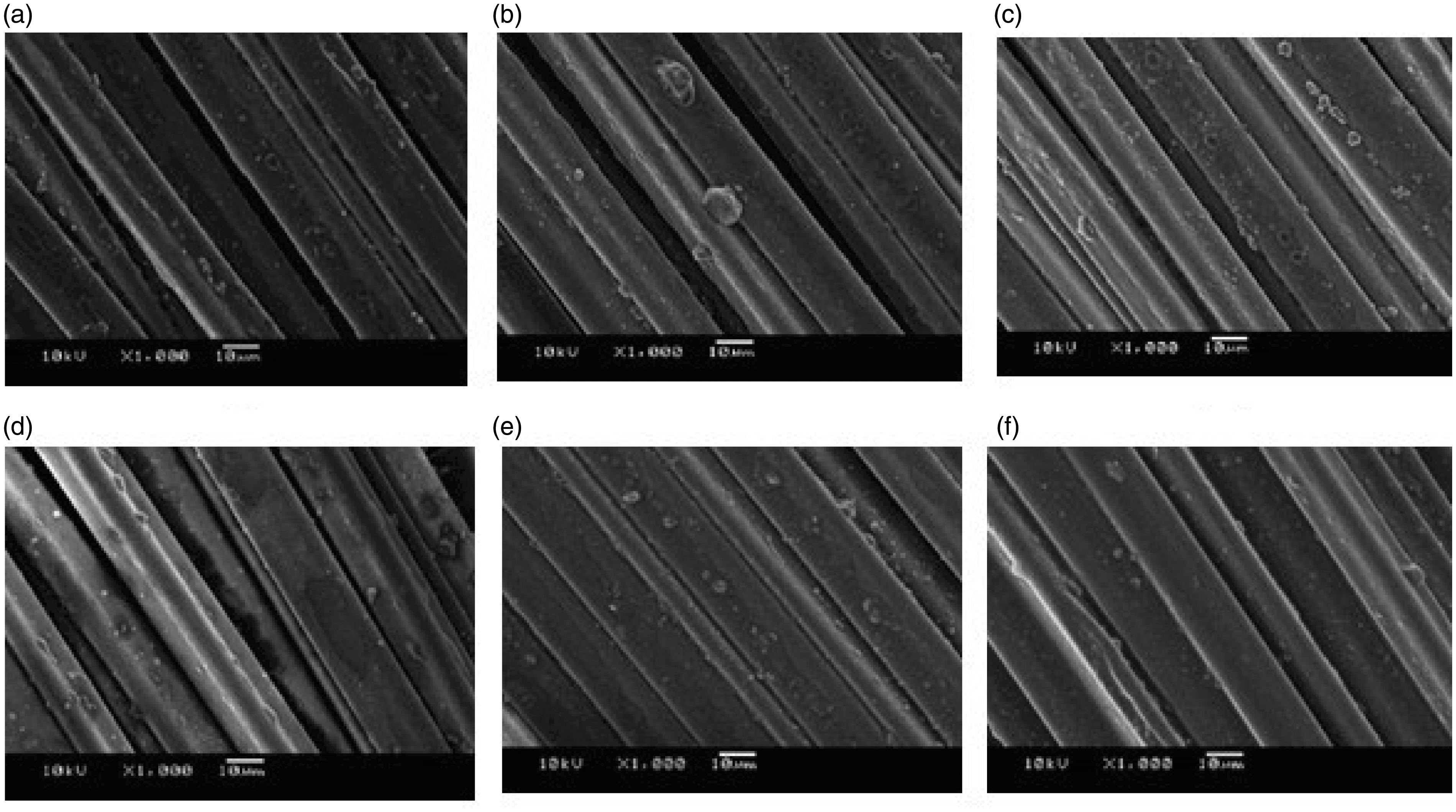
All coated fabrics exhibit thick coating layers with rougher surfaces. The coating surface appears thicker and more uniform when the number of coating layers increased from three to five and seven BLs. Moreover, it is observed that there are some particles embedded between the BLs. The SEM micrographs of coated fabrics using BPEI 0.5% wt/APP1 and BPEI 0.5% wt/APP2 showed more agglomeration on the surface than for the uncoated fabric. The morphology of the coatings indicated that the LBL coating was successfully applied on the fabrics. The higher the number of layers, the thicker coatings and rougher surface were obtained. Likewise, the greater the amount of APP, the thicker coatings and rougher surface were obtained.
Scanning electron micrographs of coated polyester fabric by using branched-polyethyleneimine (BPEI) 0.5% wt/APP1 5% at three (a), five (b) and seven (c) bilayers (BLs) and BPEI 0.5% wt/APP2 5% at three (d), five (e) and seven (f) BLs via a layer-by-layer assembly, with magnification of 1000 × at 10 kV. APP: ammonium polyphosphate. Scanning electron micrographs of coated polyester fabric by using branched-polyethyleneimine (BPEI) 0.5% wt/APP1 7% at three (a), five (b) and seven (c) bilayers (BLs) and BPEI 0.5% wt/APP2 7% at three (d), five (e) and seven (f) BLs via a layer-by-layer assembly, with magnification of 1000 × at 10 kV. APP: ammonium polyphosphate. Scanning electron micrographs of coated polyester fabric by using branched-polyethyleneimine (BPEI) 0.5% wt/APP1 10% at three (a), five (b) and seven (c) bilayers (BLs), BPEI 0.5% wt/APP2 10% at three (d), five (e) and seven (f) BLs via a layer-by-layer assembly, with magnification of 1000 × at 10 kV. APP: ammonium polyphosphate.
Flame behavior
UL-94 vertical burning test data of uncoated and layer-by-layer coated polyester fabric with branched-polyethyleneimine (BPEI)/ammonium polyphosphate (APP)
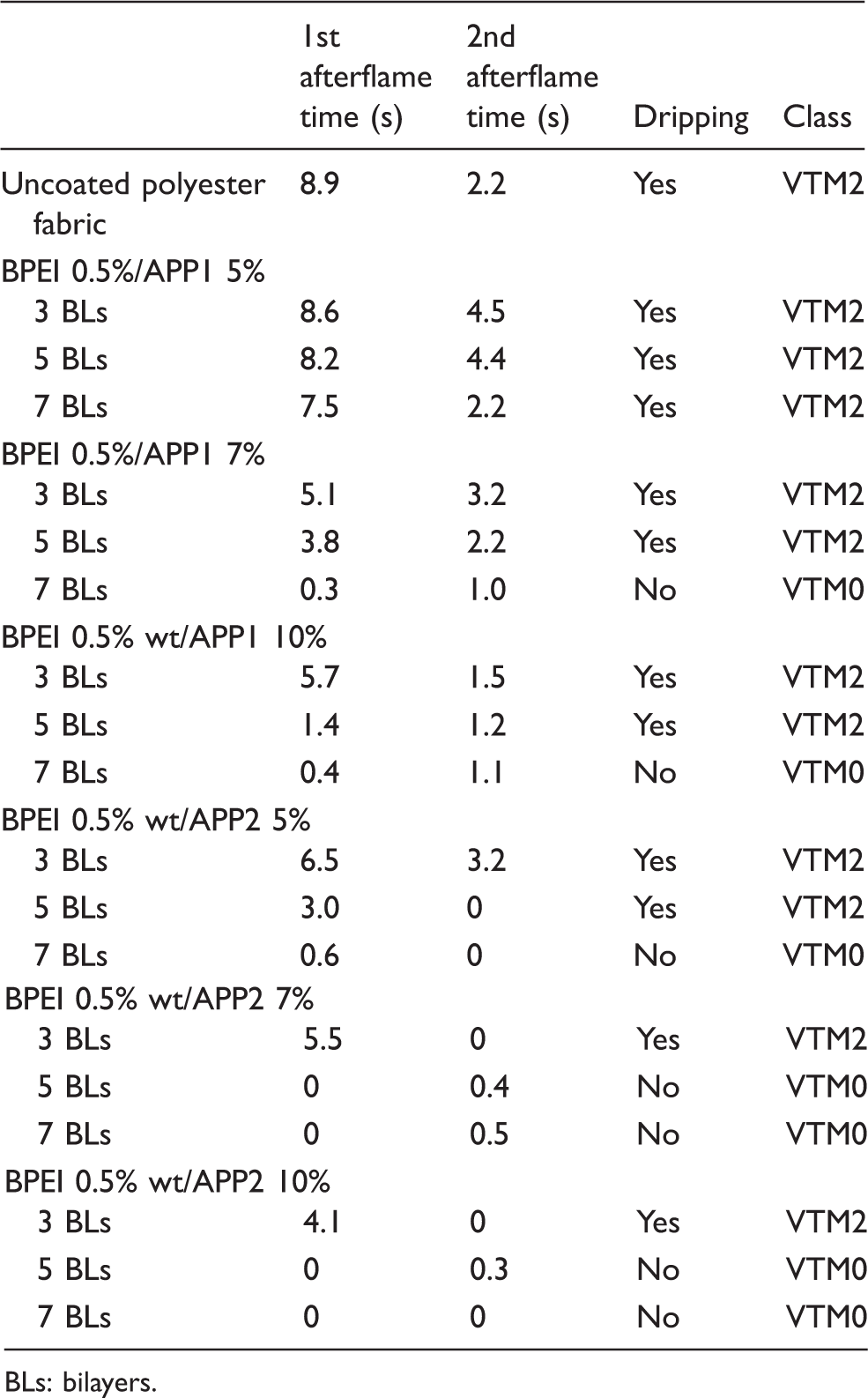
BLs: bilayers.
Char morphology
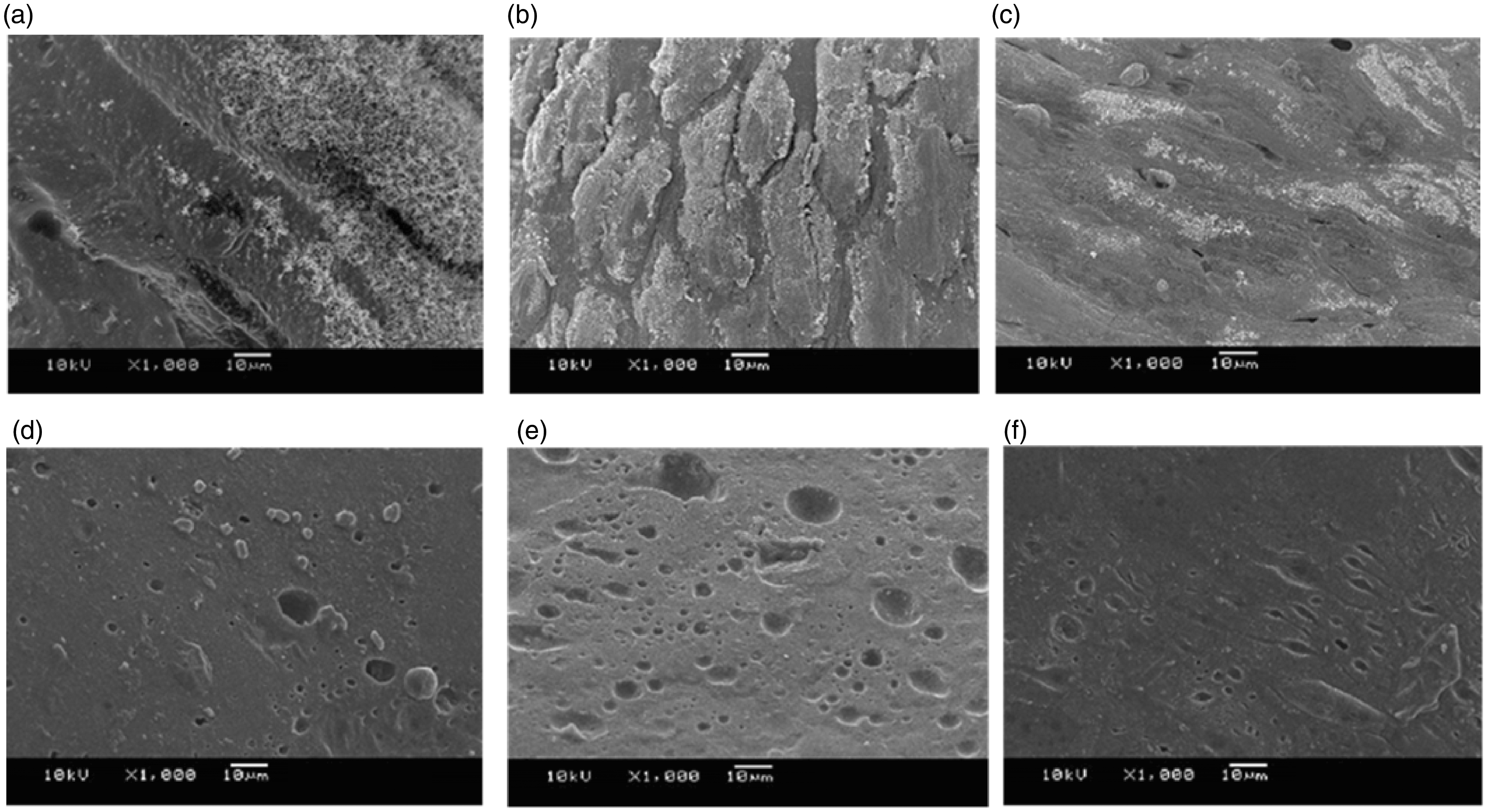
The morphology of the char from uncoated and LBL coated PET fabric with BPEI 0.5% wt/APP1(5%, 7% and 10%) and with BPEI 0.5% wt/APP2 (5%, 7% and 10%) at three, five and seven BLs was investigated using a SEM, as shown in Figures 5–7. The SEM was operated at 10 kV with magnification of 1000×. The char from the uncoated PET fabric was quite smooth,
16
while that of the LBL coated PET fabrics was noticeable rough and porous. The rough and porous char confirmed the typical appearance of intumescent char.
6
Scanning electron micrographs of char from coated polyester fabric by using branched-polyethyleneimine (BPEI) 0.5% wt/APP1 5% at three (a), five (b) and seven (c) bilayers (BLs) and BPEI 0.5% wt/APP2 5% at three (d), five (e) and seven (f) BLs via a layer-by-layer assembly, with magnification of 1000 × at 10 kV. APP: ammonium polyphosphate. Scanning electron micrographs of char from coated polyester fabric by using branched-polyethyleneimine (BPEI) 0.5% wt/APP1 7% at three (a), five (b) and seven (c) bilayers (BLs) and BPEI 0.5% wt/APP2 7% at three (d), five (e) and seven (f) BLs via a layer-by-layer assembly, with magnification of 1000 × at 10 kV. APP: ammonium polyphosphate. Scanning electron micrographs of char of coated polyester fabric by using branched-polyethyleneimine (BPEI) 0.5% wt/APP1 10% at three (a), five (b) and seven (c) bilayers (BLs) and BPEI 0.5% wt/APP2 10% at three (d), five (e) and seven (f) bilayers (BLs) via a layer-by-layer assembly, with magnification of 1000 × at 10 kV. APP: ammonium polyphosphate.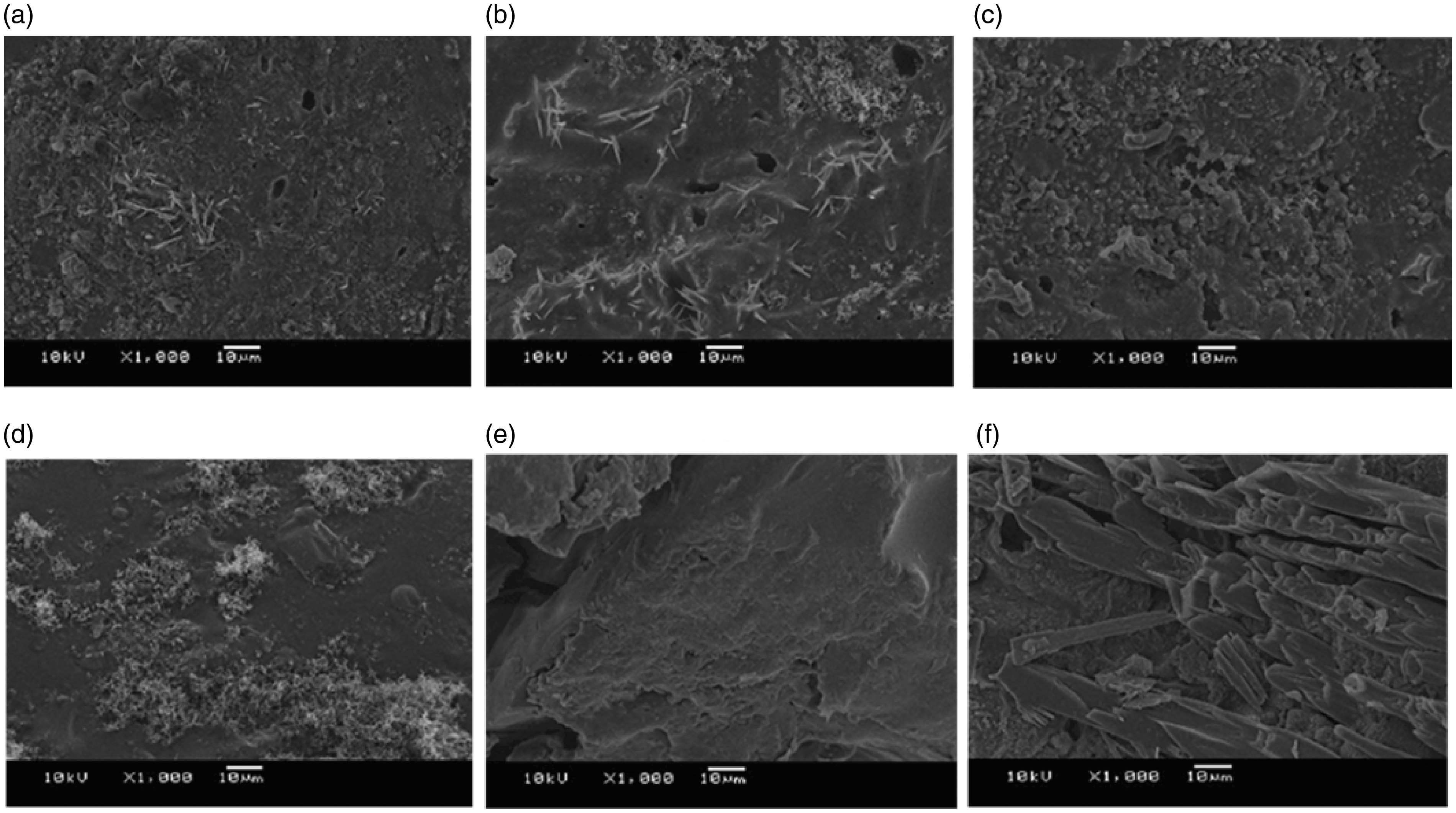
Durability of flame retardancy on washing
UL-94 vertical burning test data of uncoated and layer-by-layer coated polyester fabric with branched-polyethyleneimine (BPEI)/ammonium polyphosphate (APP) before and after one and five washes

PET: polyester; BLs: bilayers.
Mechanical properties
Tensile strength of uncoated and layer-by-layer coated polyester fabric with branched-polyethyleneimine (BPEI)/ammonium polyphosphate (APP)

PET: polyester; BLs: bilayers.
The bending length and flexural rigidity tests according to BS3356 were carried out to investigate the stiffness of fabric. The test results, as shown in Figures 8 and 9, indicate that all coated fabrics were more rigid than the uncoated fabric. The increasing amount of APP and also the increasing number of coating layers lead to the increase in rigidity of the coated fabric. The appearance of the LBL coated fabrics with BPEI 0.5% wt/APP1 (5%, 7% and 10%) and with BPEI 0.5% wt/APP2 (5%, 7% and 10%) at three, five and seven BLs was much more rigid when compared with the uncoated fabric.
Bending length of uncoated and layer-by-layer coated polyester fabric with branched-polyethyleneimine (BPEI)/ammonium polyphosphate (APP). BLs: bilayers. Flexural rigidity of uncoated and layer-by-layer coated polyester fabric with branched-polyethyleneimine (BPEI)/ammonium polyphosphate (APP). BLs: bilayers.

Conclusions
The intumescent coating using BPEI and prepared APP as a BL coating were successfully applied on PET fabric via a LBL assembly. The UL-94 vertical burning test exhibited the improved flame retardancy and anti-dripping of PET fabric. When the number of layers and the concentration of APP (5%, 7% and 10%) increased (especially seven BLs), the afterflame time of coated fabrics decreased and fabrics were self-extinguished. The coated fabrics prepared with APP 10% showed better flame retardancy without molten drips, whereas the uncoated PET fabric severely burned after removing the ignition source. Moreover, its melting and flaming drips led to severe burns of the underlying cotton pad. The rough and porous char of LBL coated fabric is typical of intumescent char appearance. APP acts as a dehydrating agent to form a carbonaceous char cover the fiber and BPEI then releases ammonia gas to blow up the char layers. It is worthy of note that the porous and thick char layers of the coating insulate the fabric and thus minimize the flow of heat to fabrics and play an important role in dripping resistance. However, wash durability in the flame retardancy test revealed that only the formulation of APP2 10% at seven BLs exhibited outstanding durability of flame retardancy after one wash. No melting and flaming drips occurred. The tensile strength of LBL coated PET fabric in terms of breaking force indicated that the intumescent coating using all prepared APP percentages did not deteriorate strength of PET fabric. However, the LBL coated PET fabric was much more rigid than the uncoated one. It is concluded that the improvement of flame retardancy and anti-dripping of PET fabrics could be obtained especially for home-textile applications where washing durability is not obligatorily required. The optimal intumescent coating formulation for PET fabric is composed of BPEI 0.5% wt and prepared APP2 10% at seven BLs.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.