
Abstract
This work presents the results of efforts focused on the development of sound absorptive woven fabrics by the raising process. Four woven fabrics with rib and basket weave patterns were produced for the raising process. Micro-fiber-based polyester weft yarns were used in one set of rib and basket weave fabrics, while weft yarns comprising regular polyester fibers were used in the other set. Fabrics were subjected to dyeing and heat setting prior to the raising process. Fabrics were then passed one to three times through the raising unit in order to obtain fabrics with different voluminous characteristics and different quantities of fiber ends on the fabric surface. The mass per unit area, thickness, air permeability, and sound absorption coefficient of the fabrics were measured and surface images of the fabrics were taken. The solid volume fraction and airflow resistivity of the fabrics decreased significantly after the first and second raising passes. Increasing the number of raising passes up to two passes resulted in higher sound absorption (average increment of 20% at 5 kHz) in the higher frequencies at the expense of that in the lower frequencies. Sound absorption change beyond two passes was insignificant, though. The results demonstrated that raised fabrics having a lower solid volume fraction and airflow resistivity had better acoustical properties in the higher frequency region.
Raising is a mechanical finishing process whereby a large number of surface fibers are pulled out partly from the yarn structure to form a pile surface on a fabric. Fibers are raised by rotating cylinders covered with metal wires or teasels in a raising machine. The resulting fabrics are softer, thicker, bulky,1,2 and have a hairy surface appearance.1,3 Raised fiber ends cover and hide the fabric structure and make the surface smoother. 2 Giving the desired raising effect in only one raising pass can require higher pulling forces, which can result in the deterioration of a fabric and the generation of fly. 4 To avoid excessive mechanical stress, fabrics are often passed through the raising unit several times until the desired appearance is achieved. 4
Raising has been used for years to enhance the appearance and hand of fabrics.2,5 The influence of the raising process on fabric hand, smoothness, and softness has been investigated in the finishing-related literature of textiles.1,6,7 Matsudaira and Matsui 1 investigated the fabric properties, especially fabric handle, of polyester fabrics through the finishing stages and found that raising enhanced the fabric handle. Brooks 6 reported the results of the subjective assessment of raised woolen fabrics for smoothness, softness, and stiffness. It was found that fabric smoothness and softness were clearly related to the amount of raise given to the fabrics. 6 In addition to the appearance and fabric hand, the raising process enhances some technical properties of fabrics. For instance, the created air pores within the increased volume of the fabric structure improve the thermal insulation and warmth of the fabric.2,3,7,8 Bueno et al. 2 described a tribological method for investigating the effects of raising and sanding on the surface characteristics of some woven and knitted fabrics. According to their study, the hairs were longer after raising than after sanding for the same fabric. 2 Raising created a fiber mat over the fabric in which air was confined. 2 In the paper of Gunesoglu et al., 9 the effect of raising treatment on the thermal contact properties of knitted fabrics, which determines the feeling when the human skin touches an object for a brief period of time, was reported. It was found that raised fabrics had a warmer feeling due to the entrapped air in the hairy and bulky structure. 9 Sabir and Doba Kadem 8 studied the comfort and some mechanical properties of raised denim fabrics. The thermal resistance of fabrics was improved by raising, according to their results. Raising also caused air permeability to increase. The results of the raised fabrics did not reveal any significant negative outcomes with respect to their mechanical performance. 8 Roh et al. 7 evaluated the effect of raising on the mechanical, comfort, and hand properties of artificial suede knitted fabrics made of nylon/polyester micro-fibers. After raising, water vapor transmission decreased, but the thermal resistance and water repellency of the artificial suede fabrics increased. Increasing the number of raising passes caused the suede to stiffen, but it kept the soft and smooth surface. 7
In the sound absorption-related literature of woven fabrics, the effect of structural parameters on the sound absorption behavior of woven fabrics has been investigated.10–13 Barburski et al. 10 performed acoustic tests on various woven fabrics. Dense fabric constructions of satin and double cloth weave showed better acoustical properties according to the results of the study. 10 Segura-Alcaraz et al. 11 reported the effect of the yarn density of woven fabric on the sound absorption performance. The highest sound absorption values were obtained from woven samples with higher yarn density. 11 Soltani and Zerrebini 12 also studied the sound absorption behavior of woven fabrics. Fabric weight, density, and porosity were found to be effective fabric parameters. Plain weave fabric, having the highest density and the lowest porosity, absorbed more sound energy than the other fabric types in this study. 12 The sound absorption of woven fabrics produced from rotor spun yarns was also found to be higher than that of the fabrics from ring and compact yarns. This is because of the bulky structure of the rotor spun yarns. 12 In another study by Soltani and Zerrebini, 13 the effect of weft yarn twist on the sound absorption coefficient was investigated. The sound absorption decreased as the weft yarn twist was increased. A higher yarn twist increased the yarn compactness, which in turn reduced both the fabric cover and the number of voids in the yarns, which caused lower sound absorption values. 13 Small voids are required in fibrous structures, since sound absorption in these structures mainly occurs due to frictional resistance between the fibers and air trapped in the pores that dissipates acoustic energy during sound wave propagation.14–17 Bulky and thick fibrous structures absorb more sound energy due to longer tortuous paths that offer more frictional resistance while sound waves pass through.14–16,18 Raised fabrics have the potential to absorb more sound energy compared to their base fabrics, since raised fabrics contain extra air pores in the raised surface and have voluminous structures.
The upholstery industry has been looking for a good surface appearance and a soft hand, 19 which are the two major features that raised fabrics inherently have. That is why raised fabrics have been widely used in home textile products, such as curtains, furnishing, and decorative fabrics. These fabrics also have the potential to increase the comfort of a room in terms of sound absorption. In this study, the effect of the raising process on the sound absorption behavior of woven fabrics is investigated.
Materials and methods
Fabric formation
Four different double-layer woven fabrics with various construction parameters were produced in this study. Fabrics produced for raising should be initially strong enough to allow for the consequent loss in strength. 3 For this reason, double-layered woven fabrics with interconnected back and face layers were produced. In double-layer fabric construction, the back layer keeps fabric strong while the face layer is raised under mechanical stress during the raising process.
Description of the fabrics and properties of the yarns used
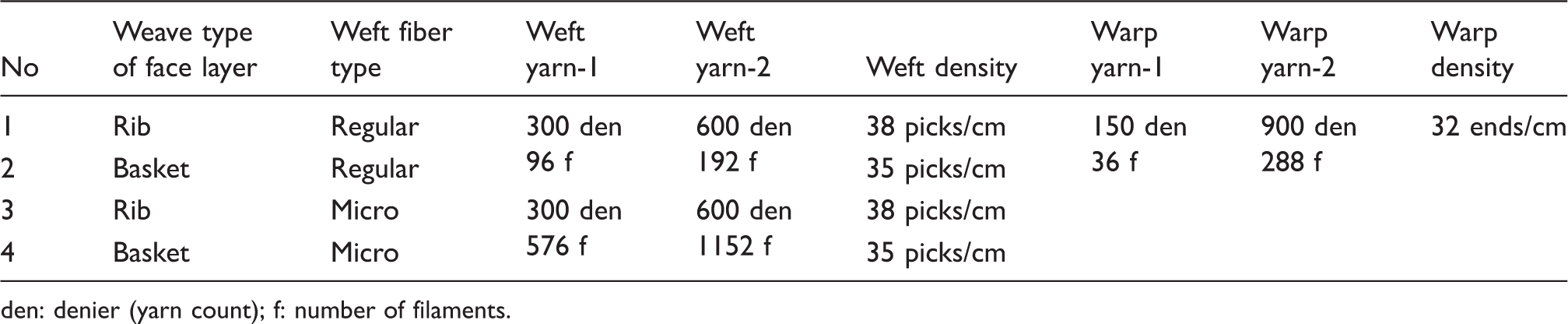
den: denier (yarn count); f: number of filaments.
The first set of warp (warp yarn-1) and weft (weft yarn-1) yarns is used only in the back, while the second set of warp (warp yarn-2) and weft (weft yarn-2) yarns is mostly used in the face layer of the fabrics. The back and face layers of the fabrics are connected by the second set of warp and weft yarns. All the yarns are draw textured yarns. Schematic illustrations of the weave repeat of the produced fabrics are given in Figure 1. Columns and rows represent warp and weft yarns, respectively. Black squares show interlacements where warp yarn-1 crosses over weft yarn-1 or -2 at the back layer of the fabric. Red squares show the interlacements where warp yarn-2 crosses over weft yarn-2 at the face layer. Squares with diagonal lines represent interlacements where warp yarn-2 goes over weft yarn-1.
Schematic illustrations of the weave repeats: (a) back and face layers of fabric no. 1 and 3; (b) back and face layers of fabric no. 2 and 4. (Color online only.)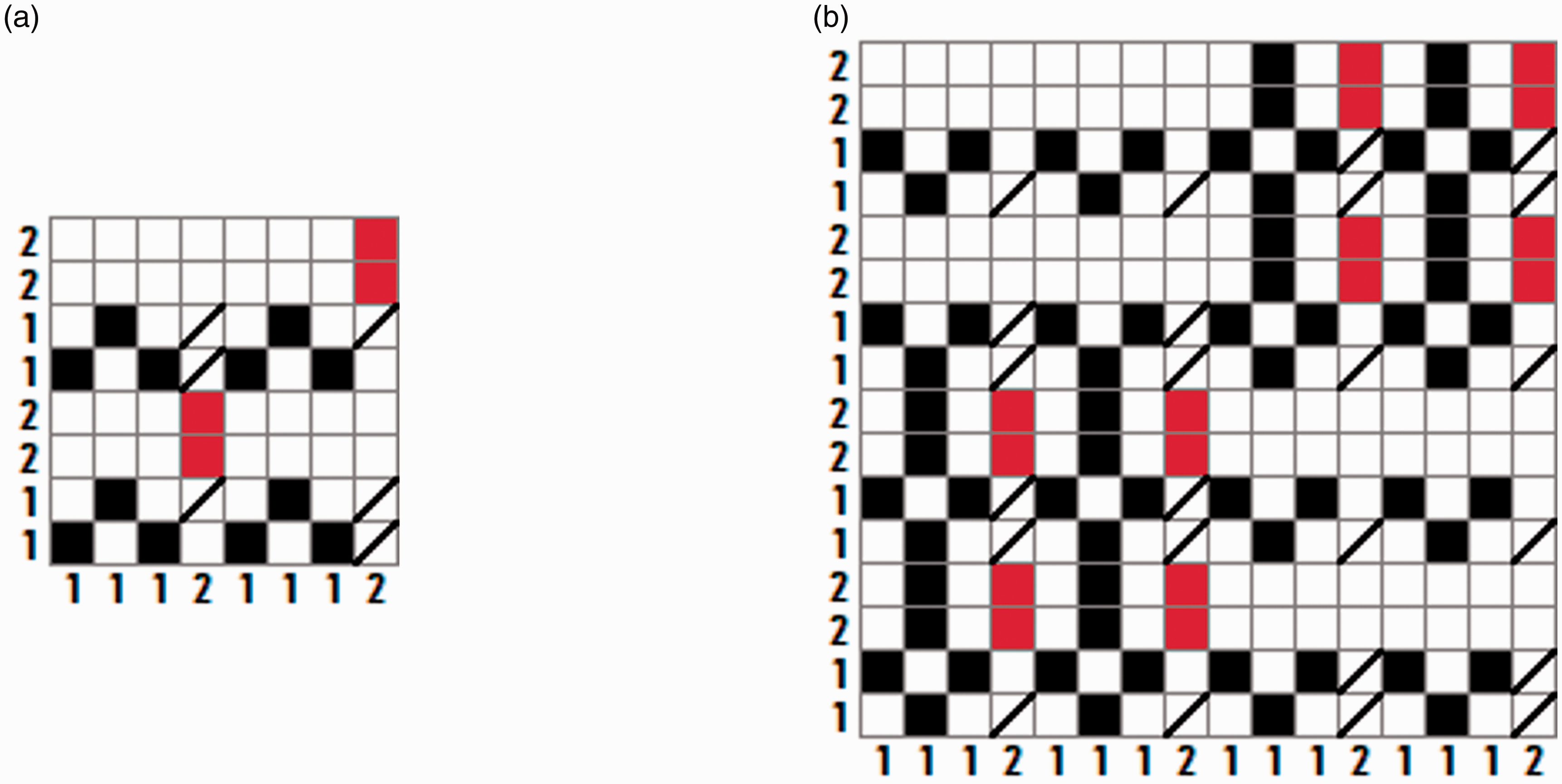
Fabrics that contain 600 denier 1152 filaments weft yarns in the face layer and 300 denier 576 filaments weft yarns in the back layer are named ‘micro-fiber fabric’ since the filament diameter of these weft yarns is relatively small at approximately 7.3 microns. Fabric face layers with rib and basket weaves were produced using micro-fiber and regular weft yarns to investigate the effect of weave type on the sound absorption performance of the raised fabrics.
Finishing stages of fabrics before raising
In the raising process, fabric opened to its full width entered the machine and contacted with a driven roller, which fed the fabric to the large raising cylinder. The rotating speed of the large raising cylinder, which rotated in the direction of movement of the passing fabric, was 80 rpm. Twenty-four raising rollers covered with metal wires were distributed around the large cylinder. Fabrics were raised by the action of the metal wires that penetrated the fabric and pulled out the fibers while the fabric was passing through the raising unit. Brushes below the large raising cylinder removed lint and the dust to keep the wires clean. Fabrics were raised at the speed of 15 m/min at each pass. Fabrics were passed one to three times through the raising unit in order to obtain different quantities of fiber ends on the fabric surface.
Testing methods
The impedance tube method was used to determine the sound absorption coefficients of the fabrics in this work. The main approach of the method is to generate a specific sound wave and measure the effect of the presence of the material on the sound wave propagation. The most important advantage of this method and instrument is the accommodation of small samples. The sound absorption coefficients of the samples were measured by the BSWA Impedance Tube (model no: SW 260) with the small tube setup. In this setup, the small sound receiving (impedance) tube is mounted facing the open end of the large emitting tube with a loudspeaker, and the small sample holder is placed at the far end of the small tube. As a sound source, the loudspeaker generates broadband, stationary sound waves in the range of 1–6.1 kHz. The impedance tube is designed to generate plane waves that propagate in the tube toward the sample and interact with it.
Round specimens of 30 mm diameter were sampled from fabrics by using a die cutter. The sound absorption coefficients of six specimens of each type of fabric were measured with 7 mm air space behind the specimens in accordance with ASTM E 1050-12.
Fabric mass per unit area was determined according to ASTM D 3776-07, where six specimens of 100 cm 2 were taken from fabrics by a sample cutter, and weights were measured with an analytical balance. Thickness was measured by using a thickness gauge according to the ASTM D 1777-96 conditions.
Air permeability tests were performed using an SDL Atlas M021A Air Permeability Test device as per ASMT D 737-18. The pressure drop and test area were chosen as 125 Pa and 20 cm2, respectively. Eight samples from each fabric were tested. Average results were calculated. For the calculation of the airflow resistivity 
In Equation (1), Ap is the air permeability (cfm), l is the thickness of fabric (m), and
Fabric images were taken in order to examine the raised layer on the fabric surface. Images were obtained with an Olympus light microscope.
The solid volume fraction (SVF) is the ratio of solid material volume to the total volume of the fabric and can be calculated according to Equation (2).
21

Performed tests on fabrics

Results and discussion
The effect of the number of raising passes on the sound absorption performance of fabrics
Fabrics were passed one to three times through the raising unit to obtain different levels of raising effect. Figure 2 shows surface images of the basket weave fabrics containing micro-fiber weft yarns before and after each raising pass. The surface texture of the fabric quickly changes at the first pass. Raised fibers of the weft yarns and surface warp yarns (vertical yarns) are recognized in the surface images of the raised fabrics. Note that it is remarkable that warp yarns of the one-pass fabric are more apparent than those of the two- and three-pass fabrics.
Surface images of micro-fiber basket weave fabrics before and after raising passes: (a) base fabric; (b) one-pass fabric; (c) two-pass fabric; (d) three-pass fabric.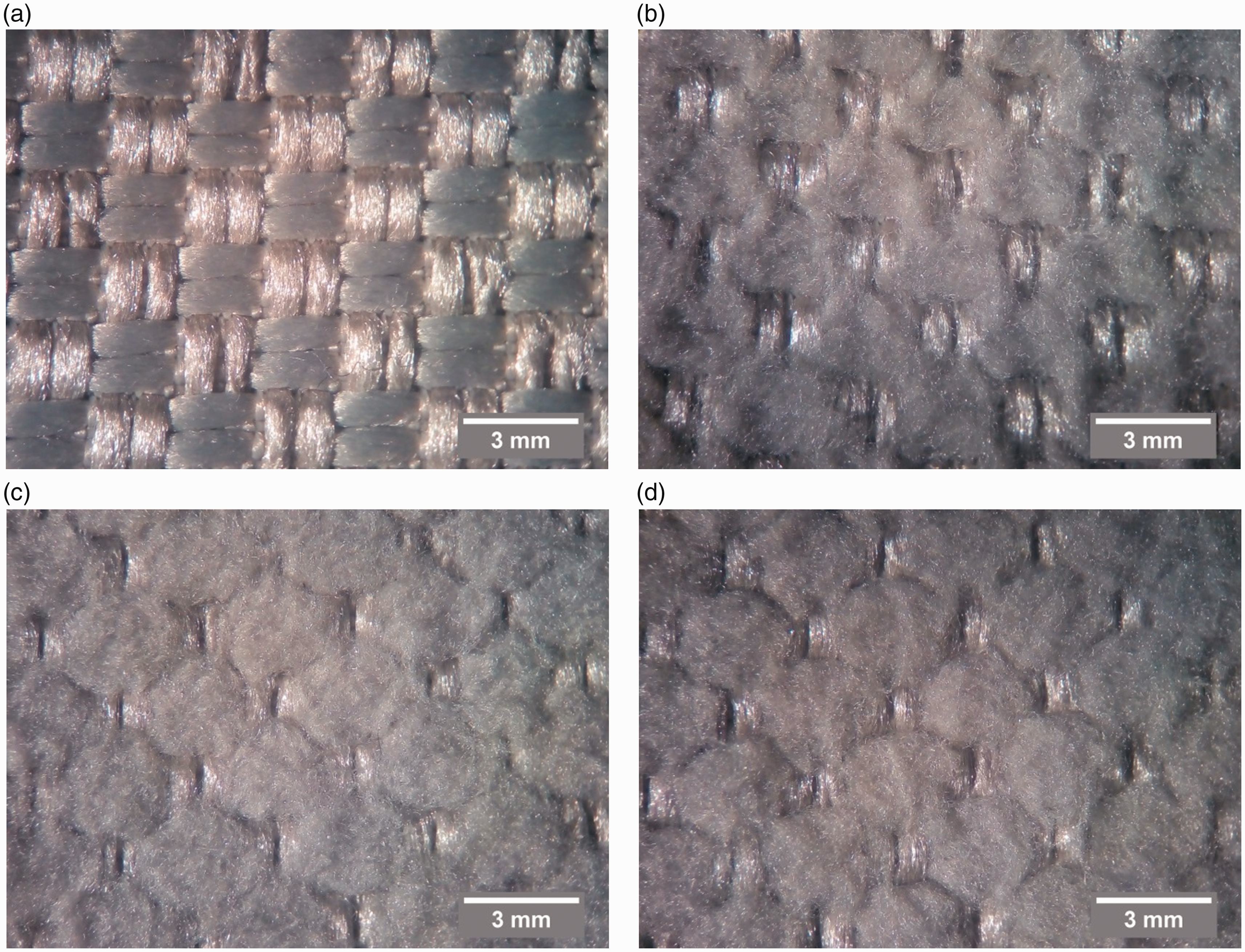
Figure 3 shows surface images of the regular-fiber rib weave fabric before and after each raising pass. Although the weave pattern at one pass is barely visible due to the existence of some unraised fibers, the surface texture of the fabric changes because of the raising action.
Surface images of regular-fiber rib weave fabrics before and after raising passes: (a) base fabric; (b) one-pass fabric; (c) two-pass fabric; (d) three-pass fabric.
Mass per unit area results of the raised fabrics (in g/m2)
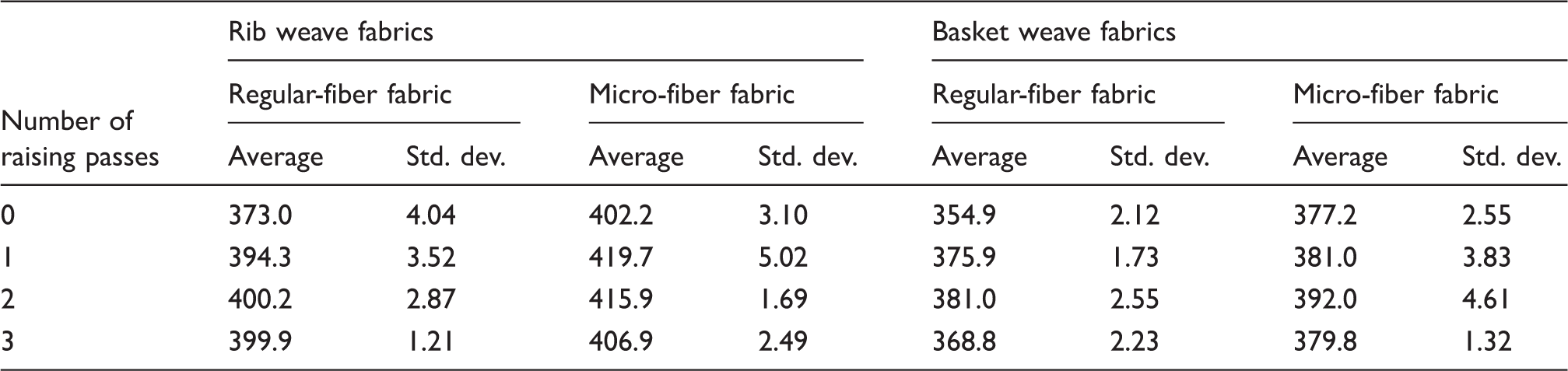
Thickness results of the raised fabrics (in mm)

The weight and thickness values reported above are used to calculate the solidity or SVF of the fabrics.
The SVF results of the fabrics after each raising pass are given in Figures 4–7. The ratio of solid (fiber) volume in the fabric structure decreases after each raising pass. This is an expected result, since the raising process increases thickness and gives a voluminous characteristic to the fabrics. Note that after two passes, SVF decrement appears to be minimal. A LSD test was performed to all SVF data following an ANOVA F-test with α = 0.05 to establish whether the experimental results have a significant difference. The SVF decrement after the first and the second raising passes is significant. The SVF values of the two-pass and three-pass fabrics are the same according to the statistical test results. It seems that beyond two passes, little structural change occurred in the fabrics.
Solid volume fraction of the regular-fiber rib weave fabric at different raising passes. Solid volume fraction of the regular-fiber basket weave fabric at different raising passes.

The airflow resistivity results are shown in Figures 8–11. According to the results, the airflow resistivity decreases after each raising pass. It seems that fabrics with higher SVF offer more resistance to passing air, since these fabrics are less porous. Further analysis is required to compare the airflow resistivity values of the two-pass and three-pass fabrics, in particular. For this purpose, a LSD test was applied to all airflow resistivity data following an ANOVA F-test with α = 0.05 to compare the means. According to the statistical results, the means of the two-pass and three-pass fabrics are not significantly different. There is little difference, however, between the means of two- and three-pass rib weave fabrics that contain weft yarns from regular fibers. Thickness, SVF, and airflow resistivity results together lead to the conclusion that beyond two passes raising does not change the voluminous characteristic and inner structure of the fabrics at all.
Solid volume fraction of the micro-fiber rib weave fabric at different raising passes. Solid volume fraction of the micro-fiber basket weave fabric at different raising passes. Airflow resistivity of the regular-fiber rib weave fabric at different raising passes. Airflow resistivity of the regular-fiber basket weave fabric at different raising passes. Airflow resistivity of the micro-fiber rib weave fabric at different raising passes. Airflow resistivity of the micro-fiber basket weave fabric at different raising passes.

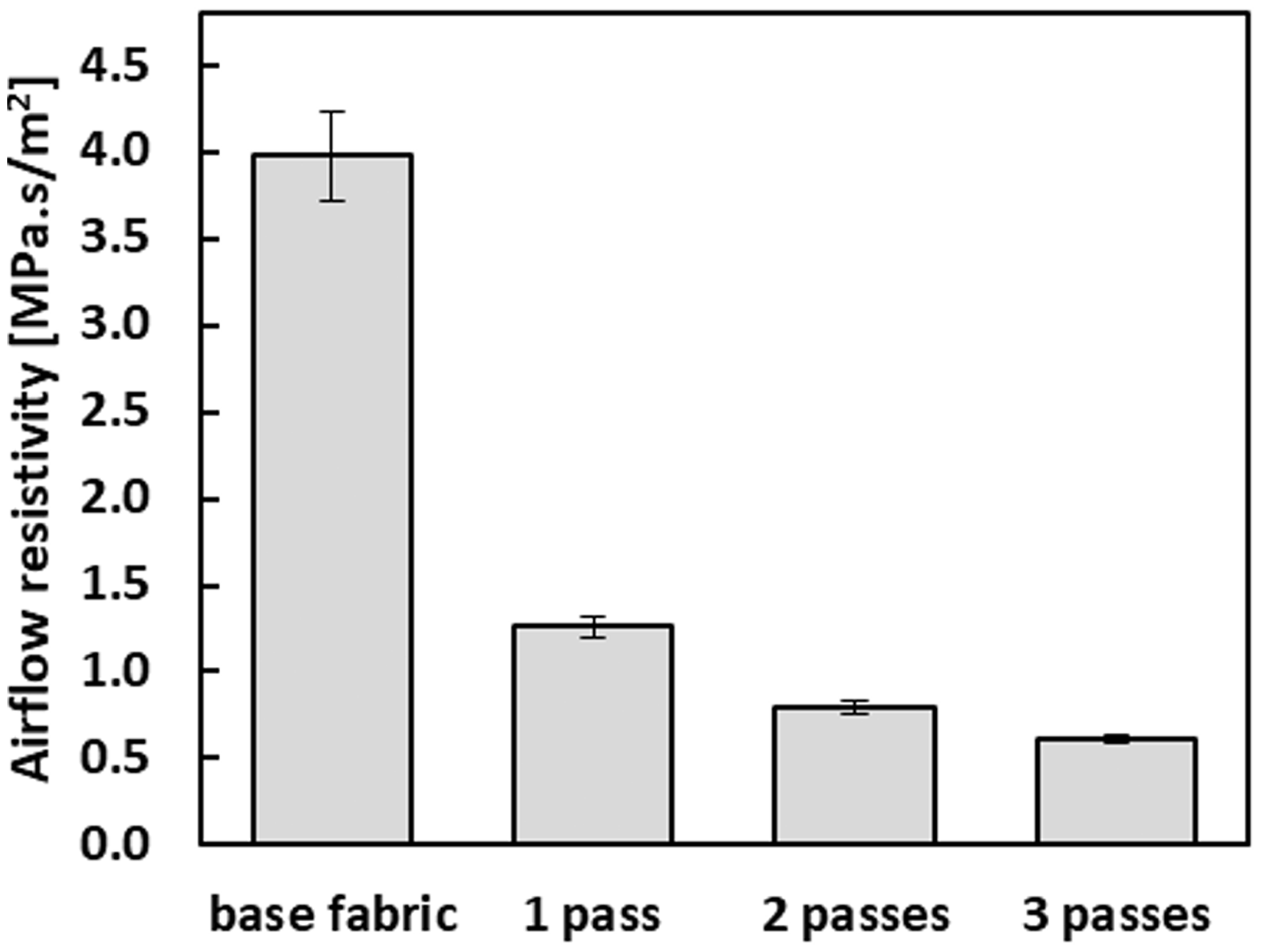
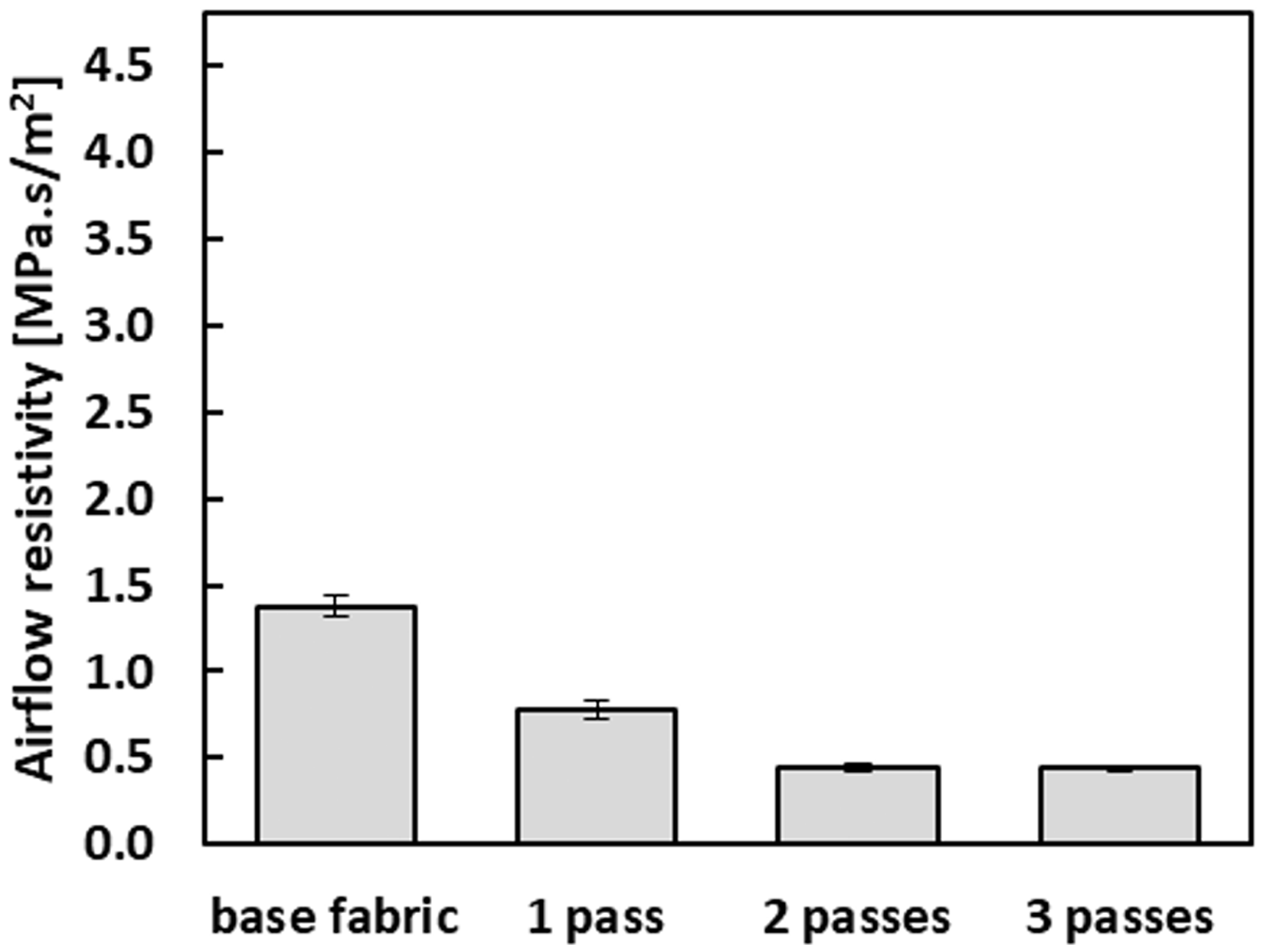
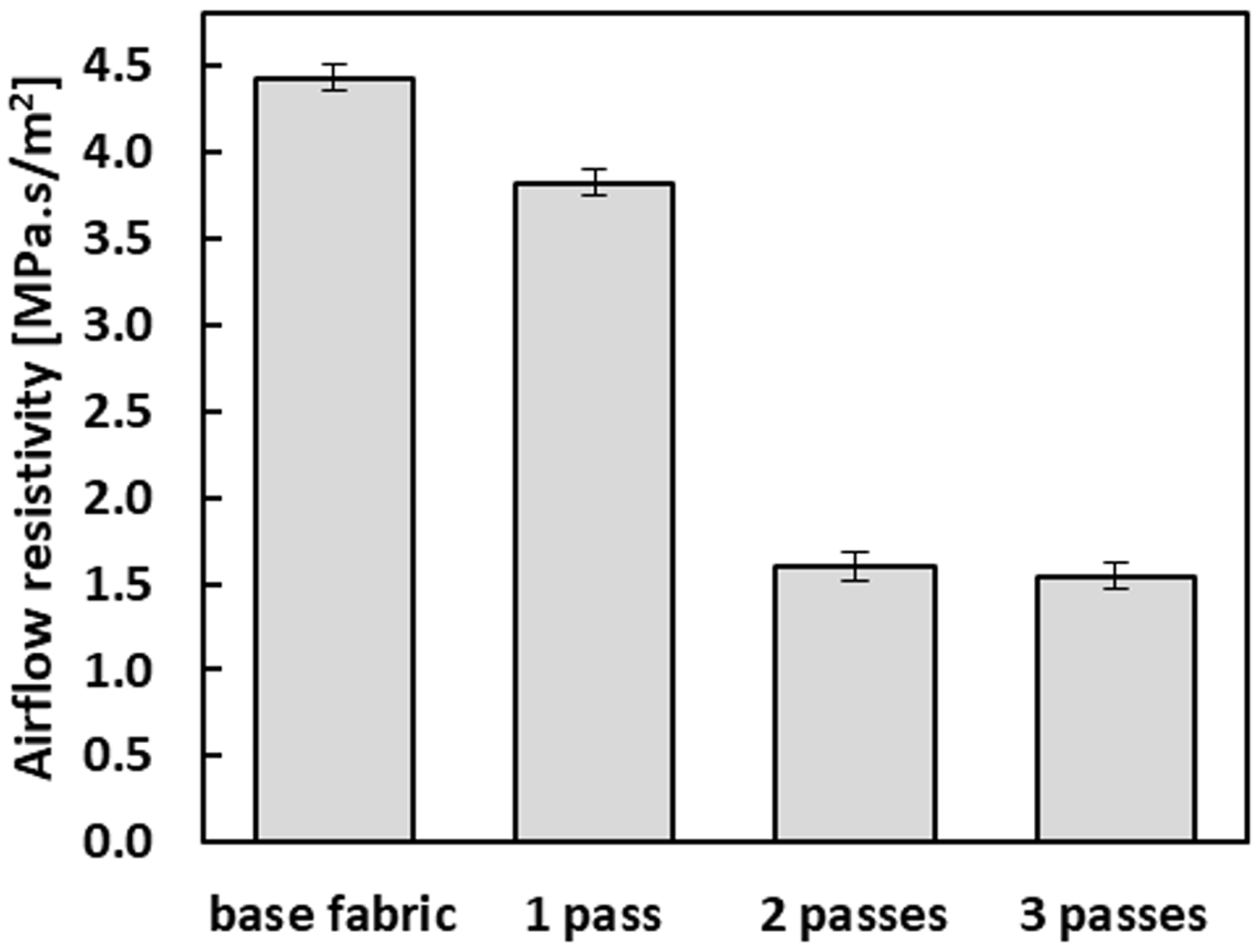
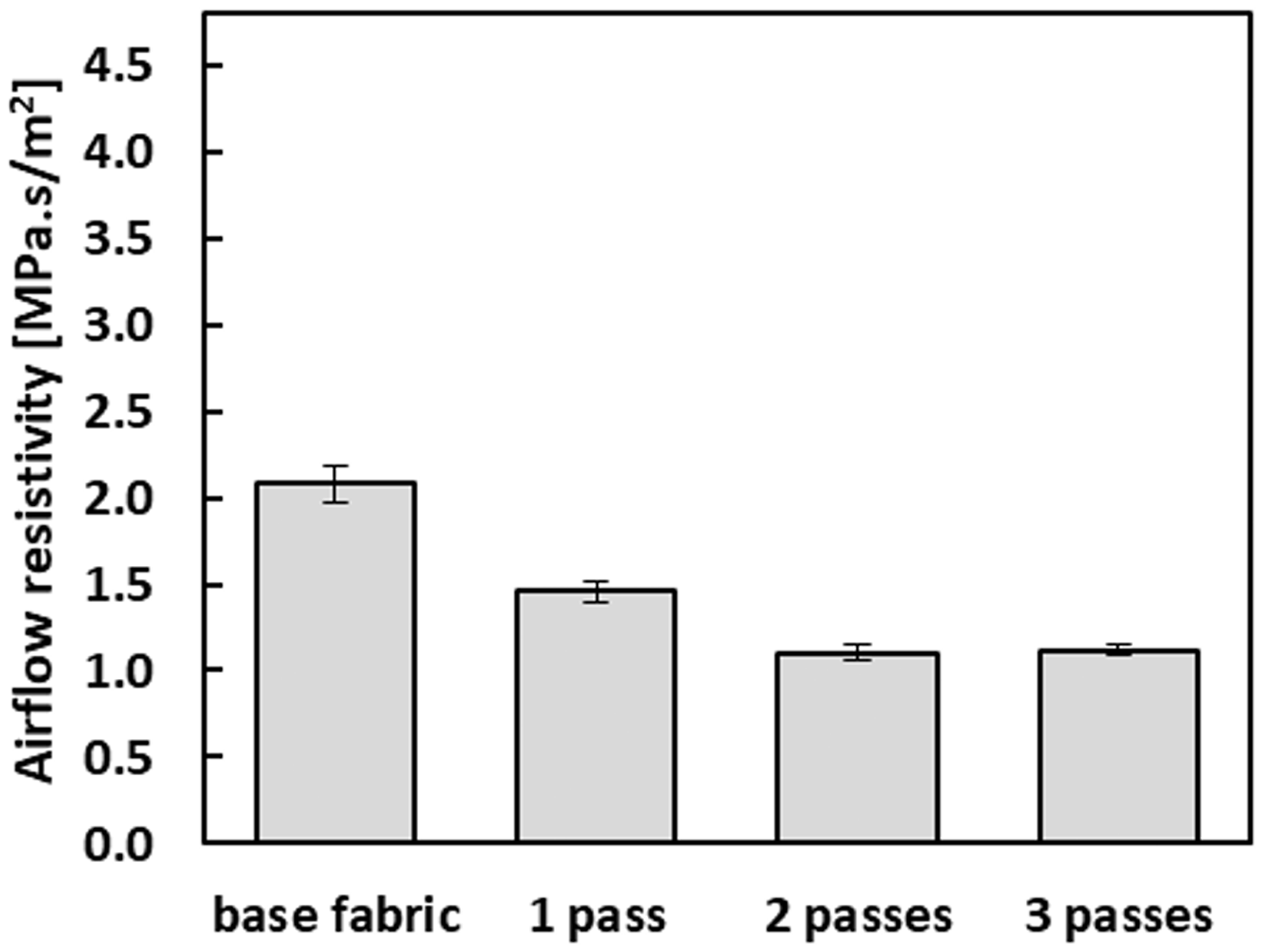
It should be noted that the airflow resistivity results of the micro-fiber fabrics are greater than those of the regular-fiber-based fabrics. More thin fibers cause more resistance to the airflow, as expected. The airflow resistivity results of the basket weave fabrics are lower than those of the rib weave fabrics. Longer weave floats, fewer interlacements, and consequently more inter-yarn spacing of the basket weave structure cause lower resistance to airflow.
The sound absorption coefficient results of the fabrics with different raising passes are given in Figures 12–15.
Sound absorption results of the regular-fiber rib weave fabrics. Sound absorption results of the regular-fiber basket weave fabrics. Sound absorption results of the micro-fiber rib weave fabrics. Sound absorption results of the micro-fiber basket weave fabrics.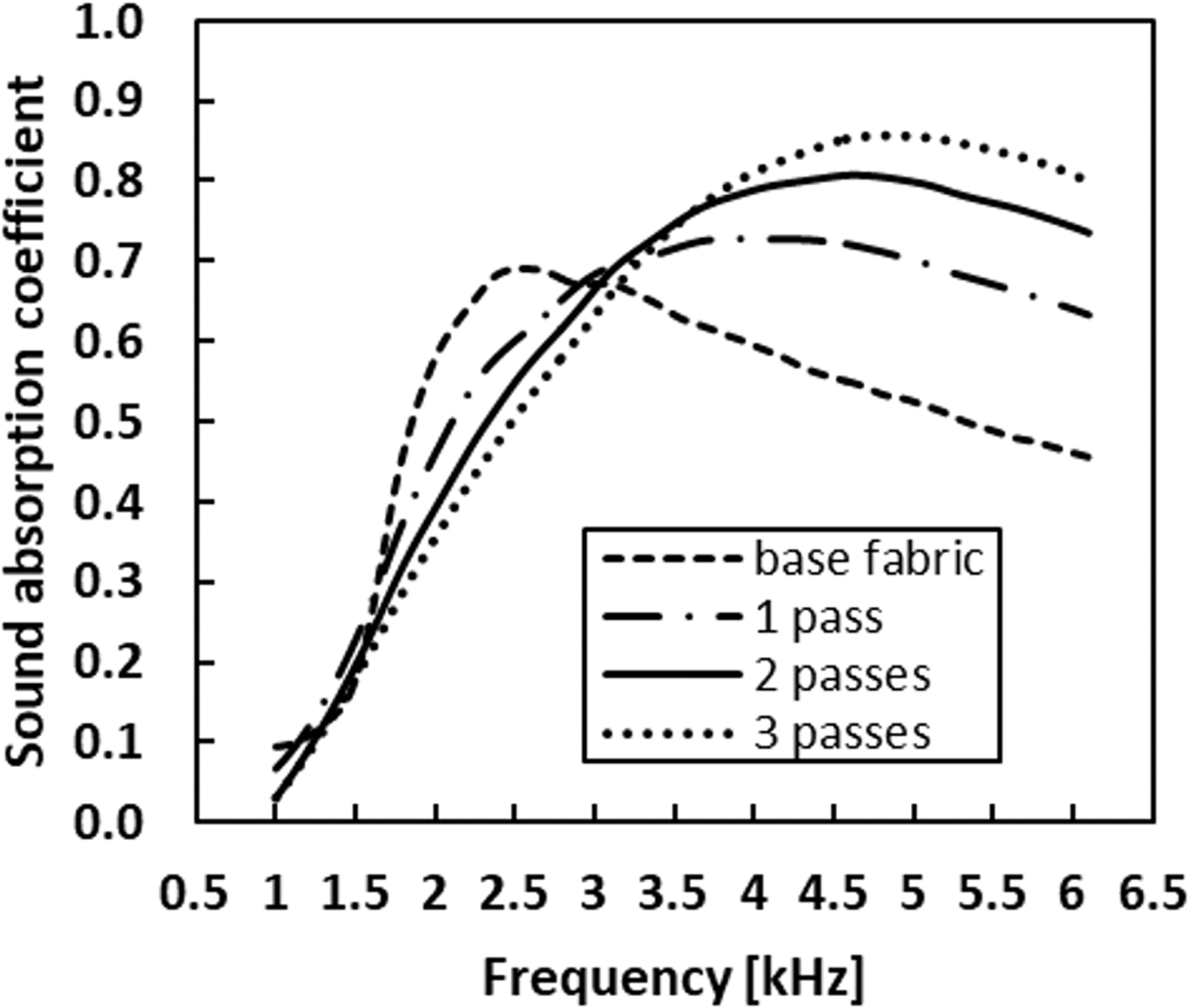

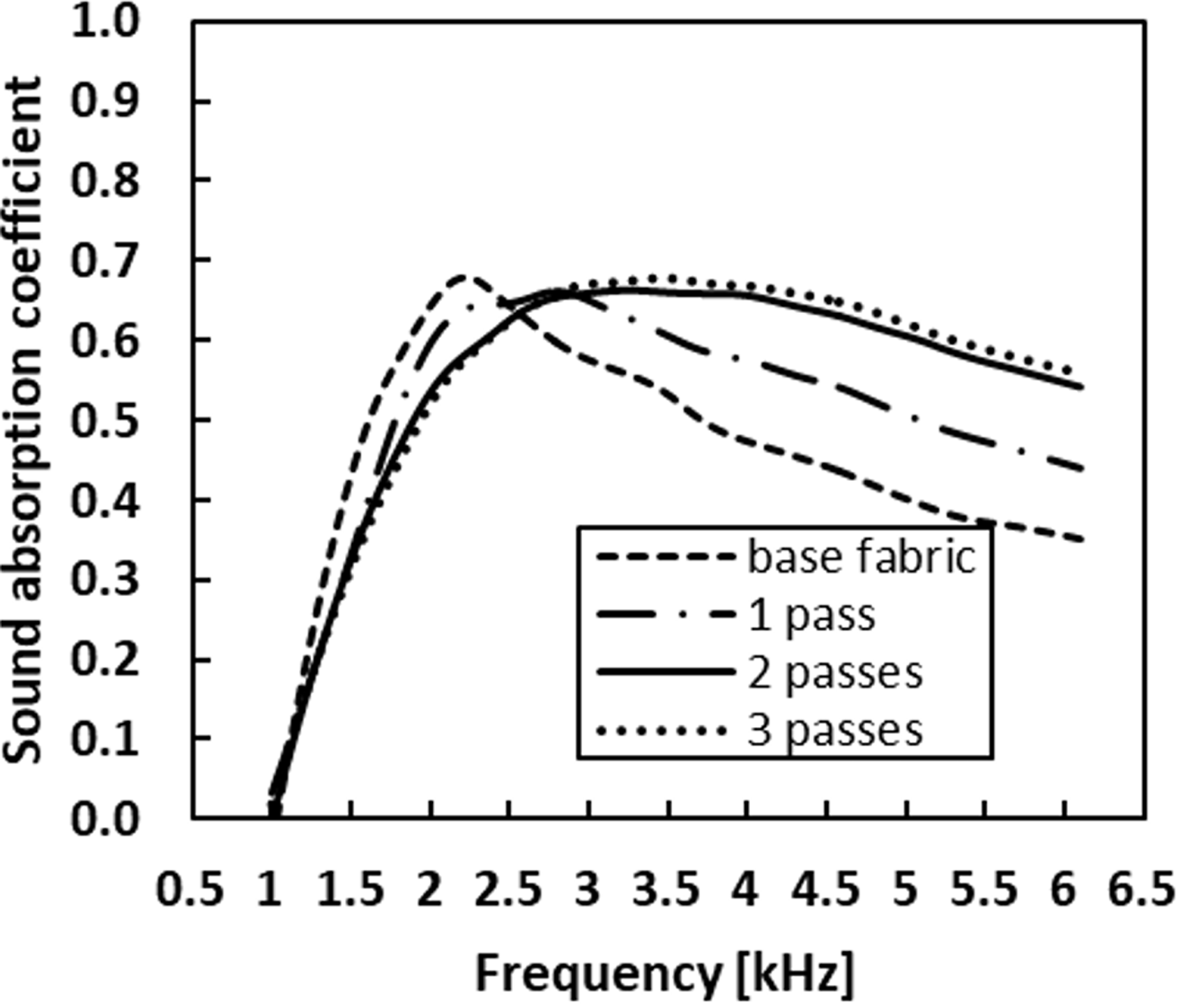
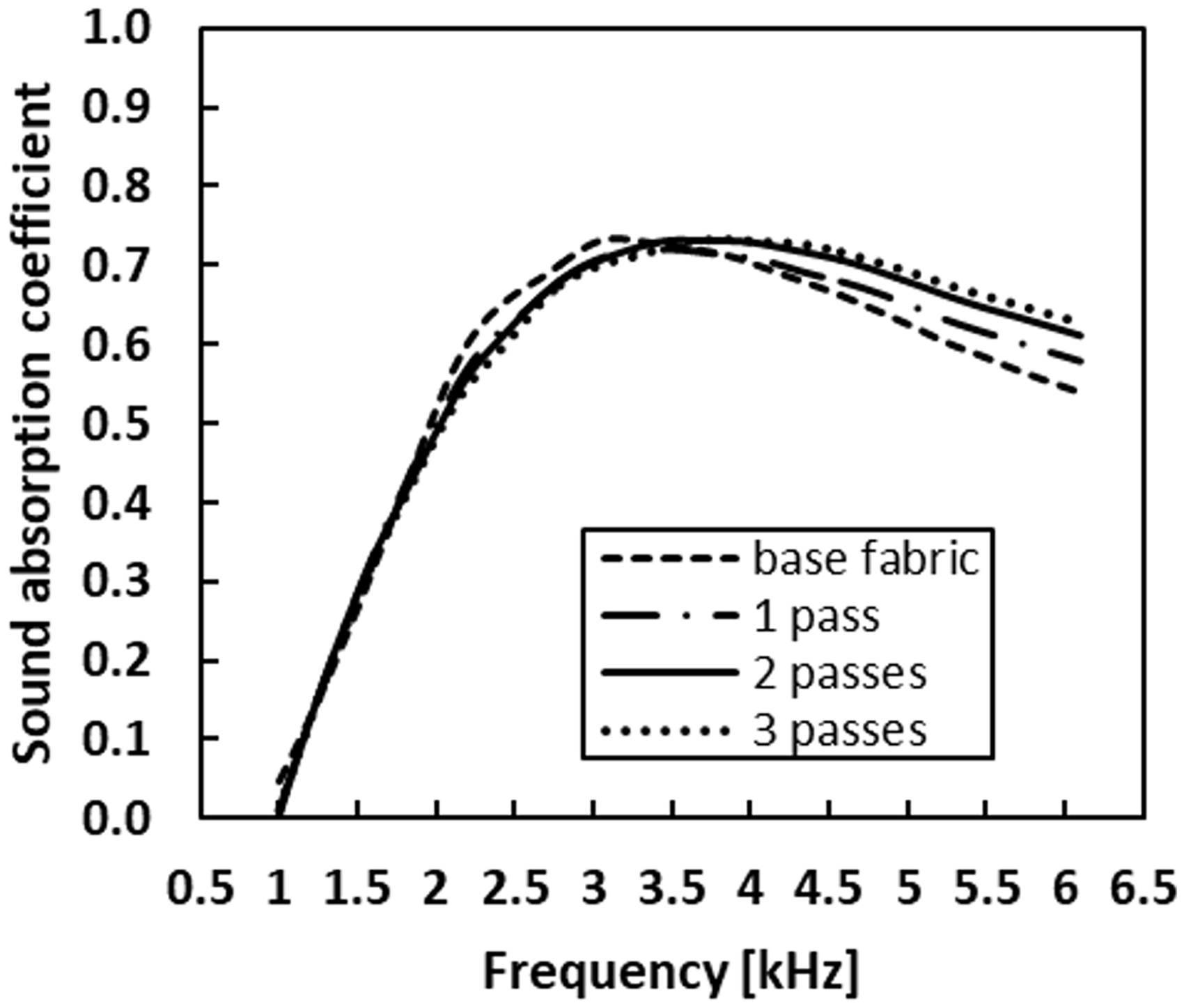
Generally, the sound absorption coefficient increases in higher frequencies with the increase of raising passes for all fabric types. The sound absorption coefficient decrement, in contrast, is seen in lower frequencies. Also note that fabrics with a higher SVF (especially base fabrics) have a maximum sound absorption coefficient value at lower frequencies with a relatively narrow sound absorption curve. A similar result was also found in Aso and Kinoshita’s work, 22 in which the sound absorption mechanism of the woven fabrics was analyzed. Fabrics having higher densities (corresponding to higher SVF in this study) showed a sound absorption coefficient peak at lower frequencies, then the sound absorption decreased with the increasing frequency. 22 This type of sound absorption behavior is mostly seen on resonant-type absorbers, such as membranes,23,24 which have normally very high SVF values compared to fibrous materials. Resonant-type absorbers dissipate the narrow frequency band of sound energy at relatively lower frequencies with a characteristic absorption coefficient peak. 24 The resonant-type absorbers work on the principle of dissipating acoustic energy with structure vibration. 23 With the effect of the raising process SVF, in other words, the solid fiber volume per unit volume of fabric decreases and, consequently, fabrics become more porous. Raised fabrics show mostly fibrous and porous material absorption characteristic curves in which sound absorption performance at higher frequencies is better. 14
Since the sound absorption results seem close to each other for the raised fabrics of two and three passes, statistical comparison is required. A LSD test was run following an ANOVA F-test with α = 0.05 to figure out if the sound absorption results of two- and three-pass fabrics are significantly different. Probability (p) values were calculated for the all sound absorption coefficient data between 1 and 6.1 kHz with 2.7 Hz intervals. Statistically, the effect of the first and second raising passes on the sound absorption results for all fabric types is significant for most of the frequency range. According to the test results, the sound absorption coefficients of the raised fabrics of two and three passes are nearly the same over the entire frequency range, statistically. There is an exception, however, for the results of two- and three-pass regular-fiber rib weave fabrics. The third pass significantly affected the sound absorption results of the regular-fiber rib weave fabric after the frequency of 3838 Hz. In general, the effect of the third pass on the sound absorption results of the fabrics is limited due to the close voluminous characteristic and inner structure of the two- and three-pass fabrics. Two passes of raising can be regarded as optimal with respect to the sound absorption performance of the fabrics produced in this study.
The effect of the fiber and weave type on the sound absorption performance of raised fabrics
Sound absorption results of the two-pass raised fabrics having different weave and yarn types are given together in Figure 16 for comparison purposes. The sound absorption coefficient results were compared between 1 and 6.1 kHz with 2.7 Hz intervals using a LSD test following an ANOVA F-test with α = 0.05. The sound absorption results of each fabric type are significantly different over nearly the entire frequency range according to the statistical test results. Clearly, the sound absorption of basket weave fabric containing regular fibers is greater at higher frequencies among the two-pass fabrics. Note that this fabric type has a lower solid material (fiber) volume compared to the total fabric volume (the lowest SVF of 0.164) and, consequently, has lower airflow resistivity, as shown in Figures 5 and 9, respectively. The more porous structure of this fabric type leads to better sound absorption performance at higher frequencies, which is a typical sound absorption behavior of fibrous and porous materials.
14
On the other hand, the sound absorption of rib weave fabric containing micro-fibers is greater at lower frequencies among the two-pass fabrics. The ratio of solid material (fiber) volume to the total fabric volume is higher for the micro-fiber rib weave fabric (the highest SVF of 0.263, see Figure 6) and, consequently, this fabric type has the highest airflow resistivity, as can be seen in Figure 10. It seems that the resonance-type absorption mechanism is partly responsible for the lower frequency sound absorption of this fabric type due to higher solidity of the fabric structure. Sound energy dissipation occurs due to the vibration of the sample in the resonance-type absorption mechanism.22,25
Sound absorption comparison of the two-pass raised fabrics.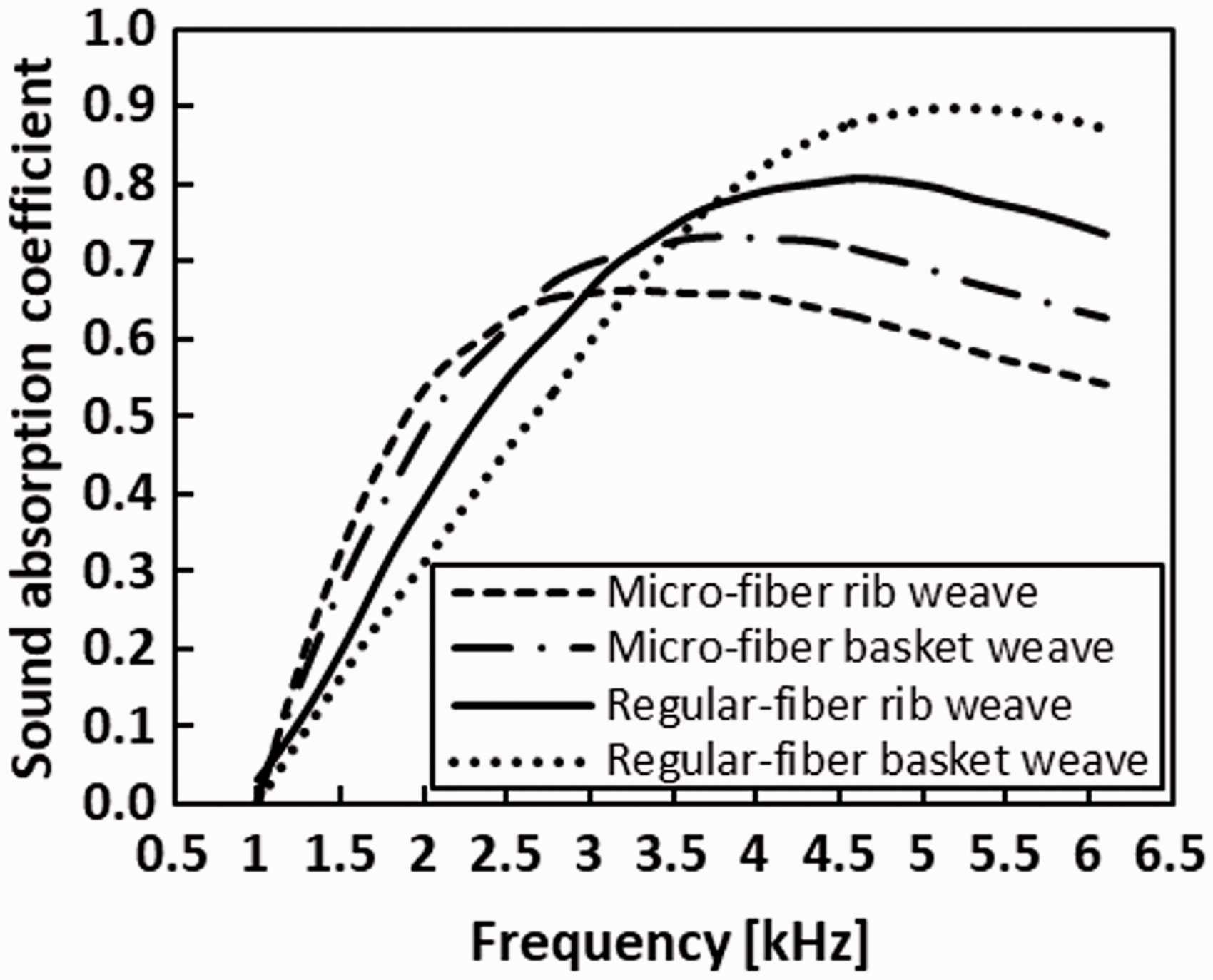
Conclusions
Woven fabrics with various construction parameters were produced and passed one to three times through the raising unit to obtain different levels of raising effect. The surface texture of the fabrics quickly changed after the first raising pass. The raising process increased the thickness and gave a voluminous characteristic to the fabrics. Up to two raising passes, the ratio of the fiber volume in the fabric structure and the airflow resistivity of the fabrics decreased significantly. Thickness, SVF and airflow resistivity results together led to the conclusion that beyond two passes raising did not change the voluminous characteristic of the fabrics at all. Increasing the number of raising passes up to two passes resulted in higher sound absorption in the higher frequencies at the expense of that in the lower frequencies. The effect of the third pass on the sound absorption results of the fabrics was limited due to the similar voluminous characteristic of the two-pass and three-pass fabrics. The sound absorption results of the two-pass raised fabrics having different yarn and weave types were compared. The sound absorption of two-pass raised basket weave fabric containing regular fibers was greater at higher frequencies. As a general result, raised fabrics, having lower SVF and airflow resistivity, showed fibrous material absorption characteristic curves in which sound absorption performance at higher frequencies is better. The effective sound absorption frequency range of the fabrics can be altered from the lower frequency to the higher frequency region with the raising process.
Footnotes
Acknowledgement
Fabrics were produced at Ustaoglu Tekstil Industry and Trade Co., Bursa, Turkey. Their support is gratefully acknowledged.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.