
Abstract
Wool is one of the most moisture sensitive natural fibers. This paper investigated changes of wool fiber diameter, fabric dimensions and fabric dimensional properties, as a function of moisture regain, temperature and pH. Experiments were conducted on fabrics with different weave structures as well as on fabrics with and without a permanent set.
Results showed that the fabrics tended to contract when they were subjected to increased temperature at saturated regain. The degree of contraction appeared to depend on the weave structure of the fabrics and permanent setting treatments. Dimensions of the wool fabrics were also found to be dependent on the pH. Greater fabric dimensions were observed at pH 7.2 than at pH 2.1. The contraction effect was almost reversible when unset fabric samples were measured in pH 2.1.
The reasons for the changes of dimensional property were analyzed in terms of changes in wool fiber swelling, yarn crimp and polymer relaxation phenomena with changes in regain, temperature and pH. Industrial implications from outcomes of this research to practical wool processing are discussed in the paper.
Wool has complex physical and chemical structures, which give the fiber unique insulating and moisture absorbing properties and make it one of the most comfortable fibers for apparel. Its unique labile crosslinking system is also responsible for the wool setting during dyeing and finishing processes.
It is known that dry wool fibers can absorb up to 34% of their own weight of water. 1 Wool fabric can vary its length, width and thickness depending on the environment. These variations can be large and are largely determined by the method of manufacture of the fabric. Dimensional properties of wool, such as hygral expansion (HE) and relaxation shrinkage, have received much attention in the past decades.
In contrast to the hygral behavior of fabric caused by changes in regain at constant temperature, little is known about the way in which fabric dimensions may be affected by temperature, especially under saturated conditions. “Thermal expansion” of wool fabrics was first predicted by Shaw in 1978, 2 who claimed that HE/relaxation shrinkage theory was incapable of explaining shrinkage during both Hoffman pressing and fusing in a hot-head press. Subsequently, Cook and Fleischfresser 3 suggested that thermal expansion effects might be the cause of some otherwise inexplicable results in their studies on pressure decatizing. The term “thermal expansion” has been used ever since to describe a reversible dimensional change of wool fabric caused by an increase in the temperature at constant regain. When Baird et al. 4 extended the measurements to saturated regain, however, they found no thermal dimensional changes at regains greater than 25%.
Many studies have been aimed at understanding and controlling dimensional properties during wool processing, because it is recognized that inappropriate values of these properties are the cause of many problems during garment making and subsequent laundry, pressing (ironing) and wearing
5
(Figure 1).
Various poor appearances of a garment during wearing as a result of inappropriate values of fabric dimensional properties, summarized from De Boos.
5

Despite the extensive studies on this subject, however, the way in which various factors, such as moisture regain, temperature, processing conditions (such as tension and time) and fabric pH, interact during wool dyeing and finishing processes to influence fabric dimensional properties is not yet fully understood. A comprehensive basic understanding of the thermal behavior of fabric is an important component of any theories that seek to account for the changes in dimensional properties that result from finishing processes carried out with steam or hot water, such as scouring, milling, dyeing, crabbing, decatizing and pressing.
Under industrial conditions, systematic studies of dimensional properties have been inhibited because of difficulties in controlling and accurately measuring all the significant variables. Attempts to obtain fundamental information on the process have been hampered by the complexity of the process and limitations in machinery design. In particular, there are no simple methods for the measurement or accurate control of dimensions while fabric is being crabbed, decatized or dyed in conventional machinery. Also, the situation is complicated by changes to relaxed fabric dimensions caused by permanent setting of fabric while it is being processed.
Dimensional stability is the term used to describe the tendency of a textile fabric to resist changes in length, width and thickness in various humidity environments and temperatures and also in response to applied forces encountered during finishing processes, garment manufacture, laundering and wear. Fabrics with good dimensional properties do not change their dimensions excessively. For certain end uses, such as tailoring of garments, optimal ranges of changes measured in standard tests are usually specified. Complete stability is not always desirable; for example, in tailoring structured jackets, low levels of relaxation shrinkage (around 1%) assist the process of molding fabric into a three-dimensional shape where a sleeve joins a garment at the shoulder. 5
Recent decades have seen much attention paid to the effect of the textile manufacturing process and domestic garment laundering on fabric dimensional stability.6–17 During these processes, fabric dimensional properties are largely affected by moisture content and temperature. Attention has also been extended from wool6–8 to other textile materials, such as cotton,9–11 linen, 12 silk 13 and polyester.14,15 The dimensions of cotton fabric in the saturated regain were found to be closely related to the level of yarn crimp when the temperature changes. The mechanism behind this was, however, unclear. 9
In this study, we are concerned mainly about how wool fabric dimensions and shapes vary depending on the environment in which the fabric is placed, and the way in which fabric dimensional properties may be changed during finishing processes. It is demonstrated that the interaction of various factors, such as moisture regain, temperature, pH, level of permanent setting and the fabric weaving structure, all make contributions to the fabric dimensional stability during the wool finishing and garment manufacturing processes. The reasons for the changes of dimensional property are discussed in terms of changes in wool fiber swelling, yarn crimp and polymer relaxation phenomena with changes in regain and temperature. Wool is one of the most moisture sensitive fibers. The study of the dimensional properties of wool is expected to have implications for other textile materials, both natural and synthetic.
Experimental details
Fiber samples
Australian Merino top with an average fiber diameter of 21.0 µm was used. Fiber samples were first cleaned by washing twice with Hydrapol 1 g/l TN450 (Huntsman, Australia) and 0.5 g/l sodium carbonate at 60℃ for 10 min and afterward rinsed well with warm water, dried and conditioned at 20 ± 2℃ and 65 ± 2% relative humidity.
Measurement of fiber diameter
The average diameters of wool fibers were measured with an OFDA 2000 (BSC Electronics) fiber diameter analyzer. 18 For each measurement, the whole plate was scanned at least five times and a minimum of 8000 fibers were measured in each scan.
Fabric samples
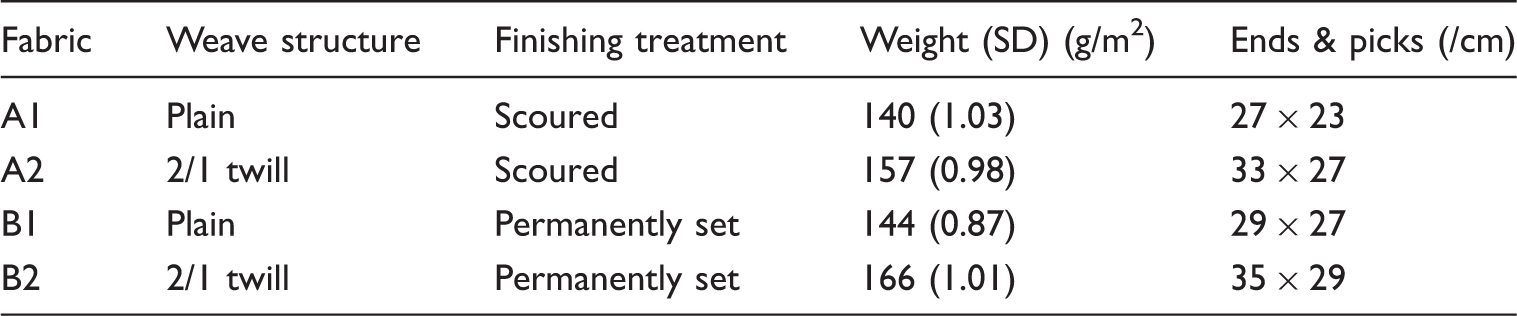
Unset fabrics were loomstate, undyed, plain weave and twill pure wool fabric samples taken from ordinary mill production, designated A1 and A2 respectively. The samples were prepared for measurement after being scoured in aqueous solutions containing 2 g/l Hydrapol TN450 and 0.5 g/l sodium carbonate, at room temperature for 1 h.
Permanently set fabrics were prepared from the scoured unset plain (A1) and twill (A2) fabrics described above, and were designated B1 and B2. Fabrics were permanently set by stretching them while wet on a pin-frame by 2–3% in both warp and weft directions and then boiling them in water (pH 7.2) for 30 min. The level of permanent set (PS) of the fabrics was calculated from the crease angle according to Equation (1). The crease angle test method was described in the FAST (Fabric Assurance by Simple Testing) test procedure
19
Crease angle test procedure for the determination of the level of permanent set.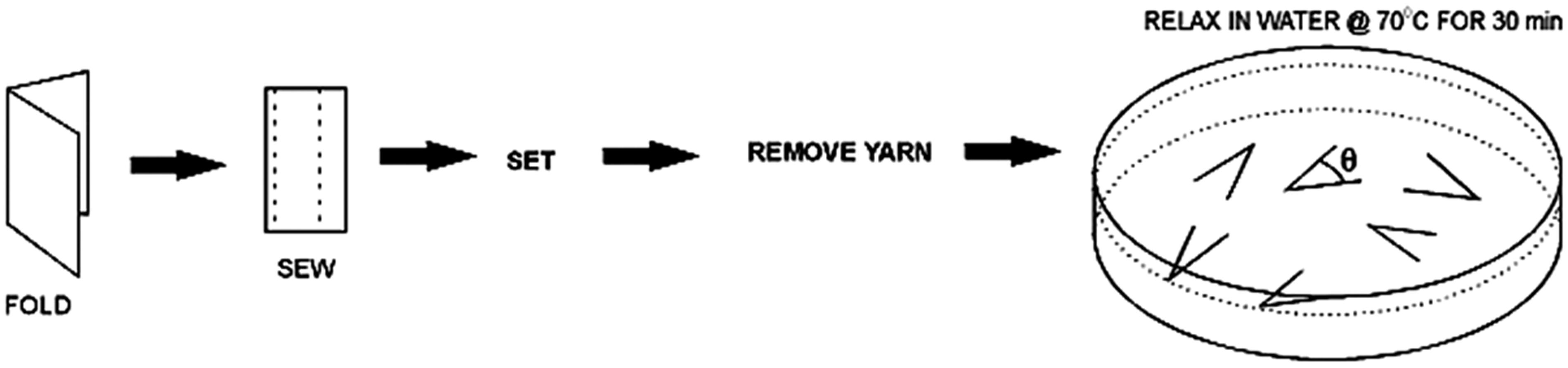

Structural details of the pure wool fabric samples
Hygral expansion
HE was determined by Equation (2), according to the FAST procedure
19

Measurement of fabric dry and conditioned dimensions
Samples were dried in two stages to prevent the introduction of relaxation shrinkage. 20 Firstly, the samples were gently pressed between layers of absorbent paper and left to dry under ambient conditions on a non-stick horizontal surface, for 12 h. The samples were then placed on a non-stick horizontal surface in an oven at 105oC for 60 min. The dimensions were measured immediately after removal of the samples from the oven.
Dimension of fabrics were measured after samples were conditioned at 20 ± 2℃ and 65 ± 2% relative humidity for 24 h. At least three fabric samples were used for the testing. Two sets of measurements were made on each sample of fabric and the results for the warp and weft were averaged.
Measurement of the fabric wet dimension
Fabric was wet-relaxed by soaking, without restraint, in aqueous solution contained in a shallow trough, for 2 h. Dimensions of the wet fabric were measured directly in the solution. Fabric samples were subjected to two repeated FAST cycles to check that the measurement was reproducible before the thermal experiment.
Procedure for the measurement of dimensional properties
Fabric samples were cut in appropriate sizes and then marked with dark sewn-in threads, about 20 cm apart, in both the warp and weft directions. At least three fabric samples were used for the testing. Two sets of measurements were made on each sample of fabric and the results for the warp and weft were averaged. The treatment sequence for measurement followed the FAST test method procedures 19 such that condition → dry → wet → dry → condition.
Heating bath
It is known that the pH value affects the degree of PS obtained in wet finishing processes. The higher the pH, the greater the degree of set. 21 Experiments for measuring temperature-induced dimensional changes of fiber and fabric were carried out in buffer solution at pH 2.1, obtained by mixing 0.2 M sodium di-hydrogen phosphate and 0.2 M phosphoric acid. For making comparisons, a heating bath of deionized water at pH 7.2 was also used for the measurement of temperature-induced dimensional changes of fabrics.
Measurement of thermally induced dimensional changes
Fabric samples were heated in a bath while laid flat without restraint. The temperature in the heating bath was increased at approximately 30℃/h and raised from room temperature of 20℃ to 95℃. The dimensions of the fabrics were recorded directly when the fabric was wet at 20℃, 40℃, 70℃ and 90℃. After heating, the heating bath was allowed to cool down to room temperature of 20℃, and the dimensions were recorded again for the calculation of unrecovered dimensional changes (UD), using Equation (3)

Results and discussion
Fiber swelling as a result of changes in moisture regain and temperature
Results of measured fiber mean diameter and calculated values of the percentage of fiber radial swelling relative to the dry diameter, as a function of moisture regain and temperature, are shown in Figure 3. It can be seen that there is an increasing fiber diameter as the environment changed from dry to wet (saturated regain). A significant increase occurred when regain increased from conditioned (65% relative humidity) to saturation. Upon reaching saturation, an approximately linear increase in average wool fiber diameter is shown as a function of temperature. It can also be seen that the mean diameters increased by around 15% as the temperature rose from ambient to 70oC.
Changes in wool fiber mean diameter and fiber radial swelling relative to the dry diameter, as a function of moisture regain and temperature (RH: relative humidity; wet: in water at saturated regain). The bar graph represents the fiber diameter, while the line graph represents fiber radial swelling.
It can also be seen from Figure 3 that the percentage value for fiber radial swelling at saturated regain (20oC) relative to the dry state is around 21%, which is greater than the value of 16% known for wool. 1 This is because the measurement was conducted at a buffer solution of pH 2.1, which was designed to keep the pH value inside the fibers low and to give a consistent experimental condition for the subsequent measurements of fabric dimension. In water at around pH 7, the polypeptide chains of wool bear a weak negative charge. However, at pH 2.1, keratin assumes a high net positive charge and the consequent repulsion between the polypeptide chains is apparently responsible for the increased fiber swelling. 7
Level of permanent set and fabric hygral expansion
The results of crease angle measurements described in the Fabric samples section showed that 85% PS was introduced into fabric samples B1 and B2 after permanent setting. This permanent setting treatment produced permanent changes in the dry and wet dimensions of the fabrics at room temperature and significantly increased the HE values, as shown in Figure 4. It is also seen from Figure 4 that for both unset and permanently set fabric samples, fabrics with a twill structure presented higher HE values than the fabrics with a plain weave structure. It followed, therefore, that fabric with less yarn crimp produced greater HE.
Hygral expansion values of the fabric samples.
Fabric dimensional changes as a function of temperature at saturated regain
As mentioned previously, a pH 2.1 buffer solution was used as the heating bath in the experiments to keep the pH value inside the fibers low, in order to minimize the permanent setting of wool fabrics while they were being heated and thereby minimize the possibility that any dimensional changes observed were due to the permanent setting of fabric rather than to thermal effects. Deionized water at pH 7.2 was used for comparison purposes. The results of temperature-induced fabric dimensional changes are shown in Figure 5. It can be seen that as the temperature increased, contraction of all fabrics was observed. The contraction was approximately linear within experimental error in each case. The contraction of the plain weave fabric samples (A1 and B1) was greater than that of the twill fabric samples (A2 and B2). It followed, therefore, that fabric structure must modify thermal dimensional behavior to some extent.
Dimensions of the fabric samples measured in pH 2.1 buffer solution as a function of temperature, relative to their dimensions at 20 ℃.
When the mean HE values of the samples, shown in Figure 4, are compared with the slopes of the lines in Figure 5, it appears that there is a general trend for fabrics with low values of HE to also show relatively lower contraction with increasing temperature. In particular, this can be seen by comparing the properties of the plain weave and twill fabric samples before and after the preliminary permanent setting treatment. The unset samples (A1 and A2) gave lower values of both HE and thermal contraction than the samples that had been permanently set under tension (B1 and B2).
Fabric unrecovered dimensional changes resulting from heating are shown in Figure 6. As can be seen when measured in pH 2.1, unset samples A1 and A2 recovered to their original dimensions to a large extent (within experimental error of ±0.2%) when they were cooled to ambient temperature at the end of the heating cycle. The samples that had received a PS nearly, but not totally, returned to the initial values. It appears also that fabrics heated in water at pH 7.2 tended to contract to a greater extent than fabrics that received treatment in pH 2.1 buffer solution. This observation could be due to the fact that fabric had been permanently set to a greater degree when it was heated in water at pH 7.2 than at pH 2.1.
Changes in fabric dimension relative to the initial dimension, as measured in the bath at room temperature of 20 ℃ before and after heating.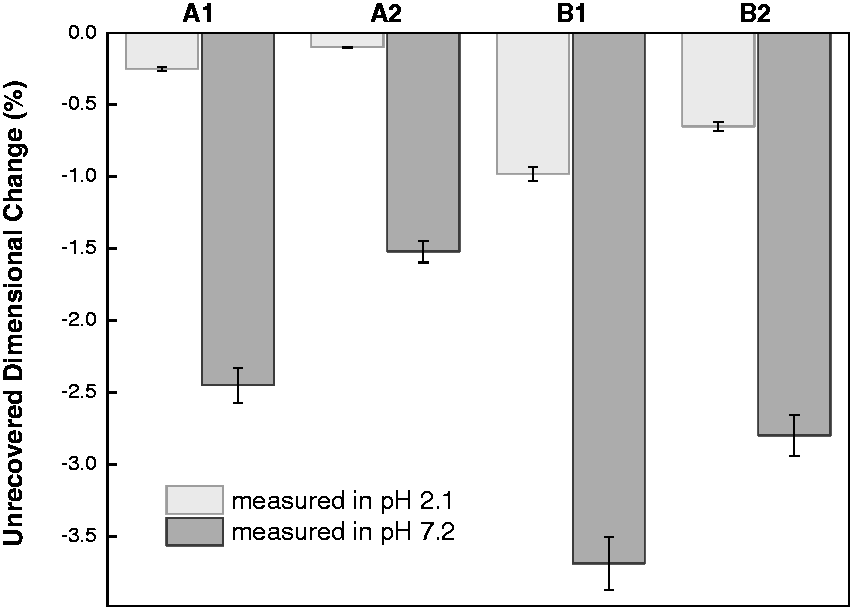
The relationship between hygral behavior and temperature-induced shrinkage
It is known from fabric hygral response that fabric dimensions initially increase with increasing regain but eventually reach a maximum, after which the fabric begins to contract. 22 This is referred to as fabric “swelling shrinkage” at saturated regain.
If further swelling of fibers occurred in water as the temperature was increased beyond ambient, then the observed fabric contraction could be readily explained by the swelling shrinkage of an already jammed fabric structure. Evidence for increased fiber swelling in water with increasing temperature was shown in Figure 3. It appeared, therefore, that fiber thermal swelling at saturated regain was the cause of fabric shrinkage. This is represented in Figure 7.
A schematic representation of regain and temperature-induced fabric shrinkage due to fiber swelling.
Figure 8 shows the variations in fabric dimensions (relative to the dimensions in the dry state) with fiber swelling. The curves are third-order polynomial regression lines derived from the data. It is seen that the shape of the curves is similar to that of hygral curves, with a pronounced maximum between the dry and saturated states.
Dimensions of fabrics as a function of fiber swelling relative to the dimensions in the dry state: (a) plain; (b) twill.
It is seen from Figure 8 that the onset of swelling shrinkage in all the fabrics occurred after the fibers were swollen by at least 8%, although the amount of swelling required to initiate swelling shrinkage seems to have varied to some extent. The effect of permanent setting of fabrics B1 and B2 under tension was to increase the value of fiber swelling at which swelling shrinkage became established, relative to the unset fabrics A1 and A2, respectively. The shapes of the curves of fabrics B1 and B2 also indicated that the level of inter-yarn forces remained relatively high, despite the fact that some stress-relaxation of the fibers has taken place during the permanent setting process. This was due to the actual construction of the fabric and the fact that the fabrics were permanently set under tension. 22
None of the fabrics examined in this work showed thermal expansion. The thermal expansion observed by other researchers could be because of the use of piece dyed fabrics under relaxed conditions. These fabrics generally have a low level of yarn–yarn interaction and their hygral curves would not reveal the presence of swelling shrinkage at high regains.
A further factor that may have influenced the magnitude of the temperature-induced fabric contraction is the progressive reduction in fiber bending rigidity that is known to take place with increasing temperature in water. Figure 9 shows the Hookean modulus of wool fibers measured in water at various temperatures. It is seen that as the temperature increased from ambient to 100℃, there was a 25% decrease in the Hookean modulus of wool fibers.
The value of the slope of the Hooken region of wool fibers tested in water at various temperatures The rate of extension of the fibers was 8%/min, as re-plotted from Feughelman and Mitchell.
23

The consequence of losing rigidity would be to make the fibers more flexible and less stiff. In this case, swelling shrinkage is enhanced in fabrics with well-defined weave structures because the fabrics have become more pliable.
In closely woven unset fabrics, inter-yarn forces at yarn crossover points are high and, consequently, the fabric is stiff and unyielding, with high values of bending and shear modulus. As already described, all setting media (e.g. steam, reducing agents, hot water, etc.) cause the fibers and yarns to swell to some degree, and in order to accommodate this swelling, the yarn crimp has to increase, and fabric becomes set in this configuration. On drying after setting, de-swelling occurs and results in a fabric structure with lower inter-yarn forces. Consequently, the permanently set fabric is less stiff in bending and shear, and is more extensible. 24 This could be the other reason why permanently set fabric exhibited more thermal contraction than unset fabric for a given fabric structure.
Industrial implications
This work has important implications for the pressure decatizing process. It is clear that the usual practice of applying warp tension to fabric before steaming, as it is being interleaved with the wrapper during formation of a batch, can have the effect of reducing, or eliminating, the shrinkage that would otherwise occur as a result of the permanent setting process.
The pressure steaming setting method used in these experiments had the advantages that the fabric dimensions and regain were under more accurate control. In decatizing, the use of tension rails to set warp tension is not very precise and there is little control over weft tension. In addition, dimensional changes in fabrics during steaming are only inhibited by lateral pressure exerted by a wrapper blanket. Also, the regain of the wool during pressure decatizing is much more problematical because of the influence of the blanket. 21 Under industrial conditions, incomplete cooling of batches is likely to result in less steam being condensed in the wrapper, so that the wrapper may take moisture from incoming wool reducing its regain before the steaming process commences. On the other hand, inefficient drying of the wrapper could result in more moisture being transferred to the wool so that setting would take place at higher than expected regains.
It is clear that even if temperature and time of steaming are controlled accurately, reproducible results in pressure decatizing will not be possible unless the amounts of stretch in both the warp and weft directions also are accurately controlled during batching up. At present, decatizers are not fitted with suitable devices to achieve this. However, width and overfeed control is mandatory on stenters and is also used in compressive shrinkage machines, particularly for cotton fabrics. Further work is needed to quantify optimum fabric tensions in association with the hygral behavior of the fabric and other setting variables during pressure decatizing.
Although it is clear that an amount of pre-tensioning is able to reduce setting shrinkage, HE and relaxation shrinkage that result from pressure decatizing, it is not suggested that fabric be stretched too much as an excessive strain would decrease extensibility due to reductions in HE. This must be taken into account when assessing the required properties of the finished fabric. There will always be a trade-off between HE and extensibility.
Conclusions
In this paper the interaction of various factors, such as moisture regain, temperature, pH, level of PS and fabric weaving structure, and the way they make contributions to the fabric dimensional properties the during wool finishing and garment manufacturing processes have been demonstrated. Results showed that the wool fiber diameter, fabric dimensions and dimensional properties can change as a function of moisture regain, temperature and pH. With wool fabrics measured in this work, increasing temperature produces contraction at saturated condition, rather than expansion. The magnitude of the contraction appeared to be affected by fabric construction, level of PS and fabric pH. Fabric with higher yarn crimp in the weave structure was found to contract to a greater extent than fabric with a relatively lower yarn crimp. The higher the pH, the greater the fabric thermal contraction. Fabric contraction with increasing temperature can be explained by a combination of increasing fiber and yarn swelling (swelling shrinkage) and the progressive loss of rigidity of wet wool fibers.
The results of this work can have implications for wool processing and garment manufacture where moisture regain and temperature play important roles in the determination of the dimensional properties of final products.
Footnotes
Acknowledgements
The authors appreciate the encouragement, advice, and support of this study from Australian Wool Innovation (AWI), and from Professor Peter R Brady who has dedicated his research career to wool science and who has now retired from Deakin University, Australia.