
Abstract
Cool-touch polyester knitted fabrics with excellent thermal-wet and cooling comfort ability are desired for summer and sports clothing. Jade nanoparticle content and twist of filaments have significant effects on comfort-related properties. In this work, the effects of jade content and twist level of two types of cross-section polyester filament on fabric comfort-related properties were investigated in detail. Filaments were prepared and further knitted to fabric samples. The physical performance of polyester filaments, the thermal-wet transfer properties and dynamic cooling property of their fabrics were measured and analyzed. It was found that the jade nanoparticles mainly affected thermal transfer property of fabrics, and the best thermal transfer was exhibited by fabric with 7% cool-touch PET chip. With the increase of twist level, air permeability, water spreading and drying performance improved but thermal transfer ability decreased, and lower twist level of yarns was beneficial for achieving real moisture cooling properties. These results showed a major advance in developing thermal-wet comfort knitted fabrics using cool-touch filaments with appropriate twist level.
Comfort of clothing is gaining more interest in the global market with the development of society and the improvement of people's living standards. 1 Especially, excellent thermal-wet performance is required for fabrics used to produce summer and sports clothing. It has been verified that poor thermal-wet transfer of fabrics results in a decreasing level of comfort-related properties. 2 Comfort-related properties are mainly influenced by air permeability, moisture management and heat transfer performance. 3 A large amount of heat could be absorbed and diffused in the moisture transfer process, which promotes the cooling function of clothing.4,5 In terms of the evaluation of thermal-wet properties, wicking height6,7 is commonly used to express the liquid moisture transfer property; moisture management properties7–10 are measured to show the liquid water absorption, spreading and one-way transfer properties; drying rate7,9 represents the drying property of fabrics, which is a common method to evaluate fast-dry fabrics. Thus, the overall assessment of thermal-wet properties could be presented by tests and analysis of air permeability, moisture transfer and thermal transfer properties.6–10
To date, polyester fiber has been widely used in fabrication of clothing textiles and other fabrics due to its excellent physical and chemical characteristics. 11 However, the hydrophobicity and poor thermal transfer performance of polyester fiber limits its wide application for summer and sports clothing. 12 Much work has been conducted to improve these limitations. Fabricating yarns from fibers with an irregular cross-section benefits the water transfer performance of fabrics made from these yarns,13,14 such as COOLMAX® (polyester fibers with defined channels). Filament cross-section also has a significant effect on air permeability. 15 In addition, the fiber cross-section affects the thermal transfer of fabric. For example, fibers with a hollow core increase thermal resistance of fabric due to poor thermal conductivity of air. 16 Thermal transfer properties of materials have an important effect on thermal comfort properties. It is well known that blending particles, such as metal 17 or ceramic, 18 with high thermal conductivity is a common method to enhance a polymer's thermal conductivity. 19 Many studies have reported that adding nanoparticles with great thermal conductivity into polyester yarn20–23 is an effective way to improve the thermal transfer performance of its fabric. Typically, jade nanoparticles24–26 have been widely used to promote the thermal conductivity of polyester fibers. The main ingredients of nano-jade powder are silicon dioxide, magnesium oxide, aluminum oxide and other small amounts of inorganic salts. The thermal conductivities of silicon dioxide, magnesium oxide and aluminum oxide are 25 W/m/K, 36 W/m/K and 26∼40 W/m/K, respectively, 27 and they are much higher than polyester (0.084 W/m/K). A cooling and moisture wicking fabric was fabricated by jade-containing polyester and cotton. 28 Furthermore, jade is rich in minerals and trace elements, which are beneficial for human health. 29
Many studies have demonstrated that yarn twist has a significant effect on the physical properties of yarn and its fabrics.30–35 Twist of a staple or spun yarn can improve the interactions between individual fibers in terms of friction forces; 32 it effectively increases yarn strength (up to a certain limit) and decreases fabric pilling. Twist level was found to affect the mechanical and thermal property of nylon and polyester tire cords. 33 Initial modulus values were decreased, whereas breaking energy was increased, and the fatigue resistance improved significantly with the increasing twist factor of polyester cords. In general, the staple yarn tensile strength increases when twisted to a correct level. However, multifilament yarns lose strength as twist level is increased. High twist level results in greater shrinkage adhesion and fatigue, but lower shrink force. 33 Furthermore, more twists were conducive to increasing elasticity of yarns. 34 Materials, yarns and fabric structures are also critical for thermal-wet properties of fabrics,36,37 and the hydrophobicity or hydrophilicity of fibers presented in the structure greatly influences the wicking behavior. 38 Sampath et al. 39 investigated the dependence of fiber arrangement in polyester, polyester/cotton and cotton yarns on fabric porosity and thermal transmission behavior. Özdil and co-workers 35 found yarn twist affected thermal comfort properties of cotton knitted fabrics. Briefly, with the increase of twist coefficient, the yarn becomes finer, resulting in thinner fabric as well as lower thermal resistance. In addition, the twist level of yarns also has an effect on moisture transfer of fabric. Fabric construction and pore size are influenced by yarn twist. 40 In general, with the increase of twist level, the wicking height of yarn ascends until it reaches the maximum height, and then descends. 13 Therefore, twist plays a significant role in comfort-related properties.
Generally, with the increase of particles content, the thermal conductivity of blend polymer increases. However, jade polyester fiber shows a porous structure, 29 and a large amount of pores has a negative influence on thermal conductivity, which may decrease the thermal conductivity of polyester fiber due to the very low thermal conductivity of air (0.024 W/m/K). Meanwhile, jade particles as an impurity affects the mechanical properties of fiber, and mechanical properties have a significant effect on the knitting technology. Even though the literature has reported physical properties of cool-touch polyester fibers blended with jade nanoparticles, the effect of jade content on mechanical and thermal comfort properties of polyester fabrics, and the effect of twist on comfort-related performance of cool-touch polyester knitted fabric have not yet been thoroughly investigated. In this work, we prepared circular cross-section polyester filaments with varied jade nanoparticles contents and crisscross section filament with fixed nanoparticles content, and twisted these filaments with different twist levels. Considering the interlock structure is a symmetrical structure, which is able to decrease the effect of structure on properties of fabrics, then ten 1 × 1 interlock knitted fabrics were fabricated using these yarns. The effects of jade content and twist level on mechanical properties of cool-touch polyester filaments and thermal-wet comfort of knitted fabric samples were investigated. These knitted fabrics may be used for making summer or sports clothing, not only promoting thermal transfer but also solving the problems of sweat management.
Materials and methods
In order to investigate the effects of jade content and twist of cool-touch polyester filaments on thermal-wet properties of knitted fabrics, polyester filaments of the same size (75D/72F), but different jade content (0%, 3%, 5%, 7% and 9%) were prepared by melt spinning technology using common polyester (PET) chips and cool-touch polyester chips (80% PET and 20% jade nanoparticles). Through conducting pretests, 7% cool-touch PET chips were found to be suitable for improvement of thermal transfer capacity of fabrics. Therefore, 7% cool-touch PET filaments with crisscross section were also prepared for investigating the effect of cross-section on yarn and fabric properties.
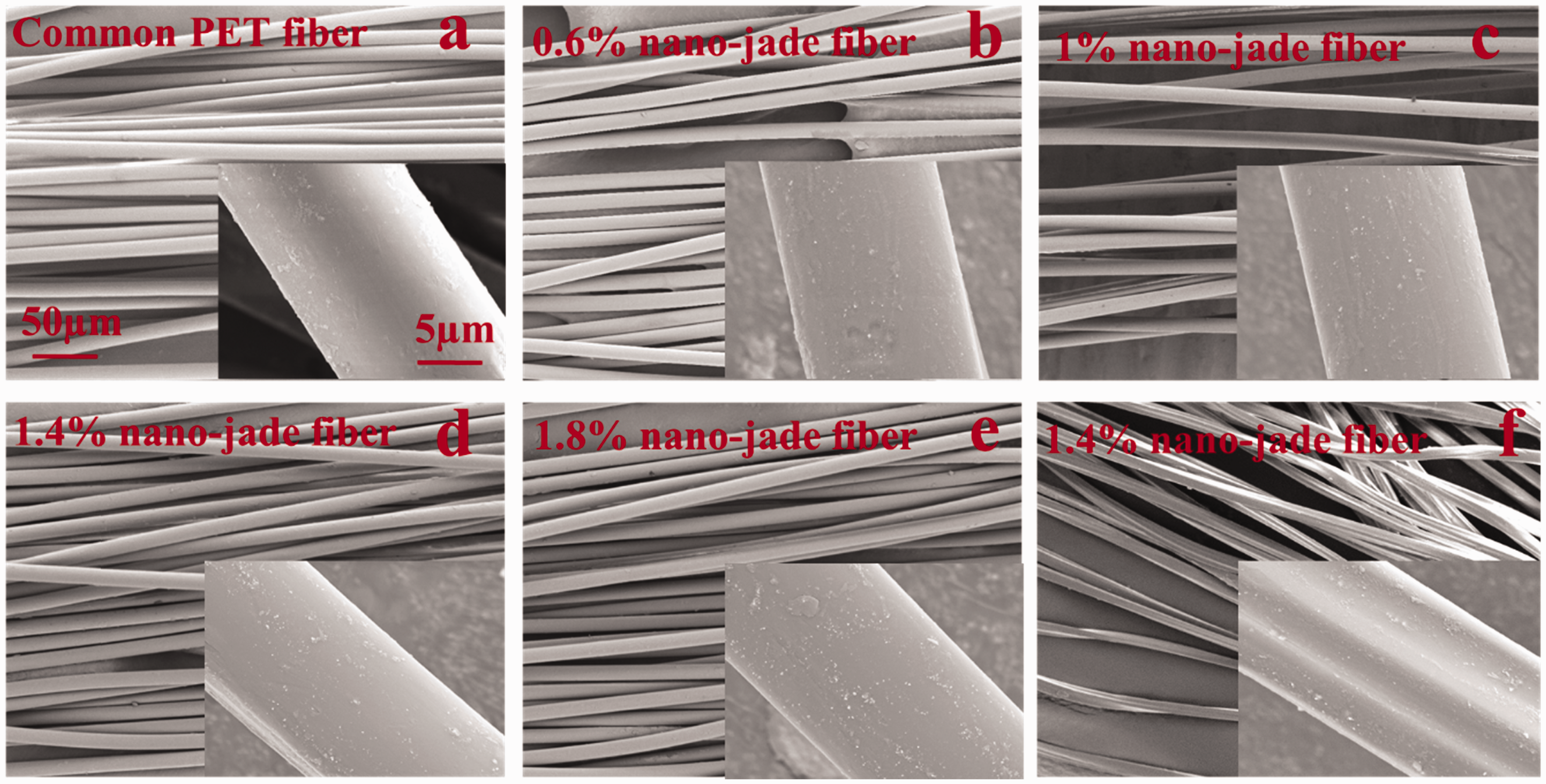
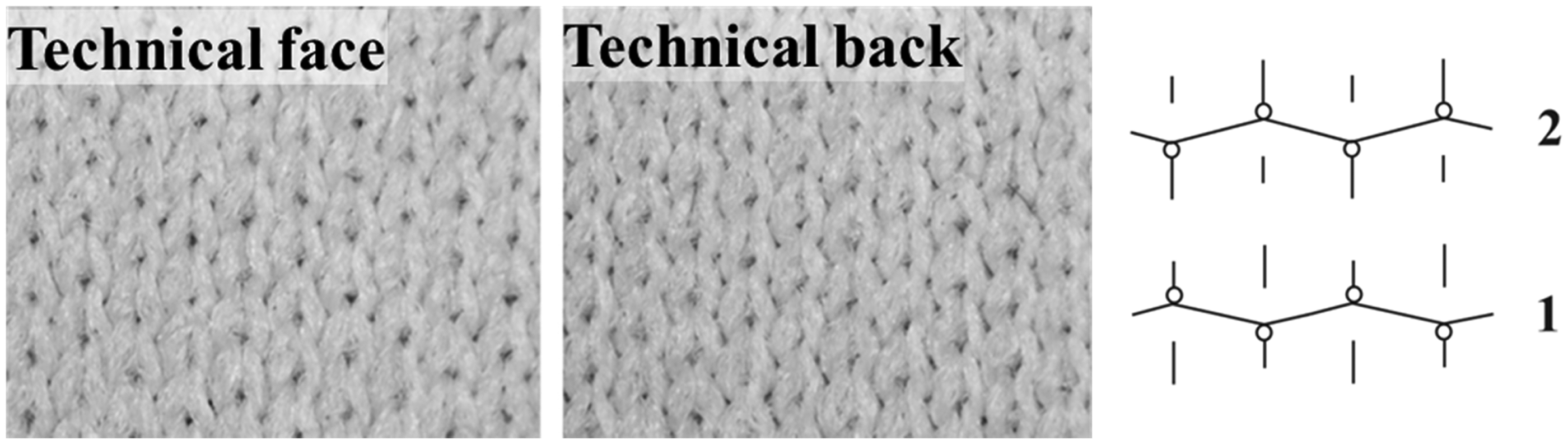
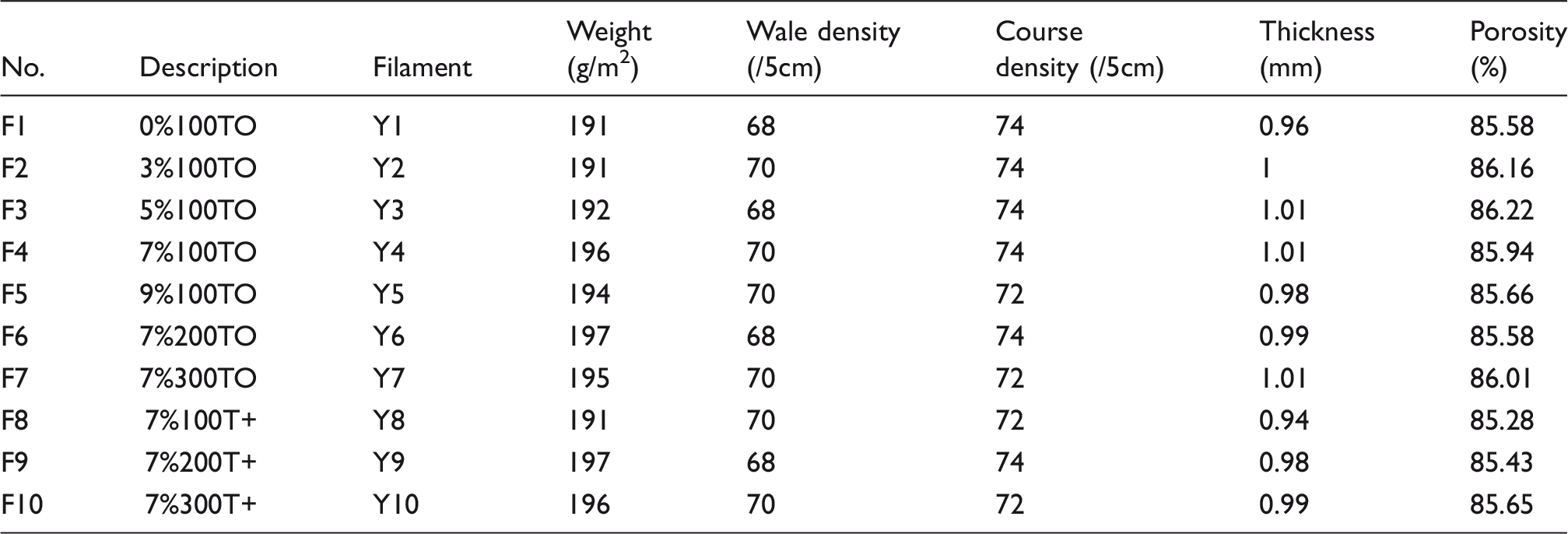
The size of jade nanoparticles is in the range of tens to hundreds of nanometers. Appearance of these raw materials is shown in Figure 1. The enlarged scanning electron microscope (SEM) image on the right-hand side of Figure 1 shows small particles presented on the chip surface. The color of cool-touch PET chips is darker than common PET chips due to the addition of jade nanoparticles. The production process of these filaments consists of the following main steps: drying and melting chips, melt extrusion, cooling, collection and oiling, and winding cylinders. Processing parameters are shown in Table 1. Fabrication of these filaments with different jade content was conducted by Tongkun Group Co. Ltd. Fiber appearance of these filaments is shown in Figure 2. Figure 2(a) to (e) show circular cross-section fibers with different content of jade nanoparticles, and Figure 2(f) shows crisscross section fibers with 7% cool-touch PET chips. A twisting frame (DHU N-01, Donghua University, China) was used to prepare yarns with designed twist for investigating effect of yarn twist on thermal comfort properties of fabrics. Then interlock knitted fabrics were fabricated using a circular knitting machine (BCM/60RG, B.Y.T. GROUP, China) (E22). Yarn and fabric specifications are shown in Table 2 and Table 3, respectively. The 1 × 1 interlock knitting structure appearance and knitting pattern are shown in Figure 3.
Appearance of common PET chips and cool-touch PET chips. Fiber appearance of yarns with different jade nanoparticles content and cross-section. Interlock knitting structure appearance and knitting pattern. Technological parameters in the spinning process D/Y ratio is defined as the value of surface linear velocity of the friction disc (false twister) divided by velocity at which the spinning fiber leaves the friction disc (false twister). Specifications of polyester yarn samples Specifications of interlock knitted fabric samples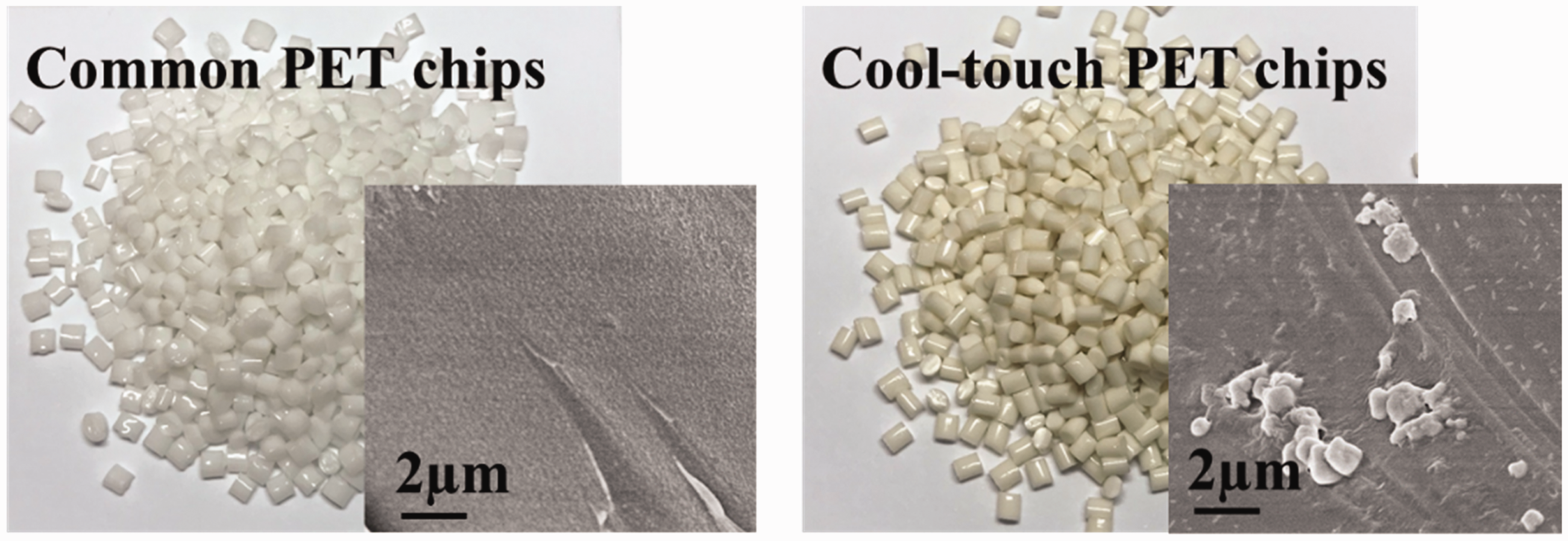


Property of yarns
The mechanical property of a yarn plays an important role in the production process of fabrics, and it was measured with a yarn tensile tester (XL-1A, Shanghai New Fiber Instrument Co., Ltd, China) according to standard GB/T 14344-2008 (pre-tension is linear density (dtex) × (0.05 ± 0.005 (cN/dtex)). Gauge length is 500 mm, and drawing speed is 500 mm/min).
Comfort-related properties of fabrics
Porosity values of fabrics were calculated from equation (1)
9

Where, P is the porosity; m, the fabric weight (g); ρ, the fiber density (g/cm3); h, the fabric thickness (m).
Air permeability of fabrics was evaluated by an automatic gas permeability tester (YG461E-III, Ningbo Textile Instrument Factory, China) according to ISO 9237-1995 (R2017). The test area of fabric was 20 cm2 and the given pressure was 100 Pa. Wicking height was measured through the vertical wicking test method. The fabric strips (2.5 cm × 30 cm) were suspended vertically in such a way that their lower ends were immersed in a reservoir with distilled water. The scale adjacent to the stripes was used to measure the wicking height in six intervals (each of five minutes) for 30 minutes.
Liquid water spreading properties were evaluated using a moisture management tester (MMT) (M290, SDL Atlas, USA), according to ASTM D1776-2008 standard. 41 The test area of each sample was 8 cm × 8 cm. Synthetic sweat was used to simulate sweating. It was prepared from one liter distilled water with approximately 9 g sodium chloride.
Drying rate was tested by a RF4008HP Drying Rate Tester (heated-plate method, REFOND Equipment Co., China) according to standard AATCC MT 201. The infrared temperature sensor was used to record the fabric drying process, and drying rate was measured automatically. The test area of sample is 15 cm × 15 cm. Thermal-physiological properties of fabrics were evaluated through a Sweat Guarded Hot Plate apparatus (YG606, Ningbo Textile Instrument Factory, China), according to standard ASTM D1776/D1776M-16-2008.
Dynamic cool property shows the dynamic thermal transfer of dry fabric, and dynamic moisture releasing behavior, heat transfer and dissipation after absorbing water. The test includes two processes, measuring thermal properties of dry fabric and thermal property of wet fabric.
42
The thermal properties of fabric were performed by a YG606 II Thermal Resistance Tester (Ningbo Textile Instrument Factory, China) that was refitted by adding a program to control heating power. The test results include heat transfer and radiation of fabric inherent performance, and combined performance of the fabric itself, moisture evaporation and diffusion, respectively. According to the definition of thermal resistance from standard ISO 11092, the thermal resistance is calculated from equation (2).

Where:
In this work a new term, moisture cooling capacity, was introduced; this is the opposite of the dynamic thermal resistance of wet knitted fabric samples. When the moisture cooling capacity increases, the cooling ability of fabrics through thermal-wet transferring and moisture evaporating is better. It is calculated from equation (3).

Where: MCC is moisture cooling capacity, 10−3m2•K/W;
Results and discussion
Mechanical property of yarns
The knitting process is highly dependent on the mechanical property of yarns. Knitting tension is determined by the strength of yarns. The turn number of per unit length increases with the increase of twist level, which results in the amount of yarn increasing per unit length. Filaments are tightened and the contact area within the plied filaments increases in unit length with the increasing twist level. Therefore, the direction of plies and the surface changes are very dependent on the twist level of filaments and with the increase of twist level the mechanical and thermal properties of yarns should be affected in varying degrees. 33
As shown in Figure 4, there are two different regions of the stress-strain curves. They are the elastic region including yield point and the strain-hardening region. It is observed that the elastic region changes significantly and the yield points appeared at lower loads, but the elongation at break increases in the second region as a result of addition of jade nanoparticles (Figure 4(a)). The breaking strength and initial modulus of polyester filaments decreases with the increasing content of jade nanoparticles (Figure 5(a)). These results show that the addition of nano-jades affects mechanical performance of fibers. In addition, the results give us the possibility to monitor the properties of cool-touch polyester by adjusting jade nanoparticle contents during functional fibers or yarns production.
Tenacity-strain curves of filament samples. Mechanical property of yarns with different jade contents (a) and different twist (b).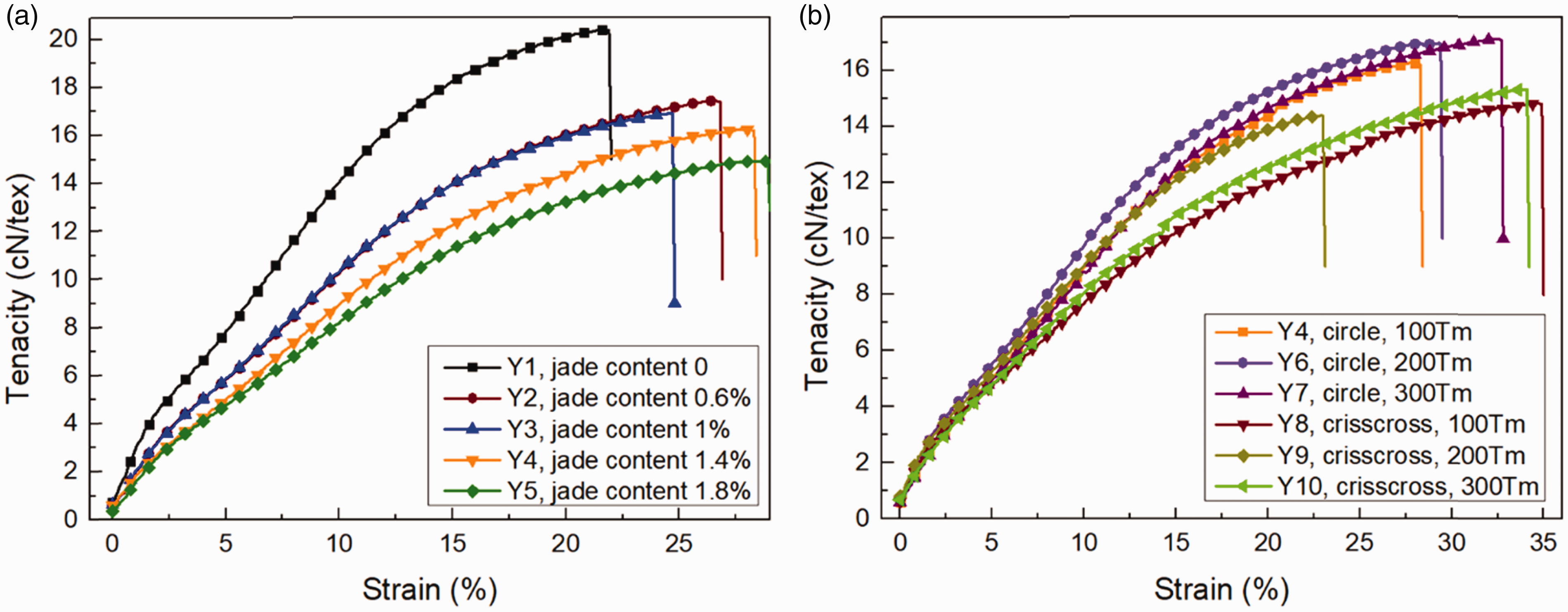
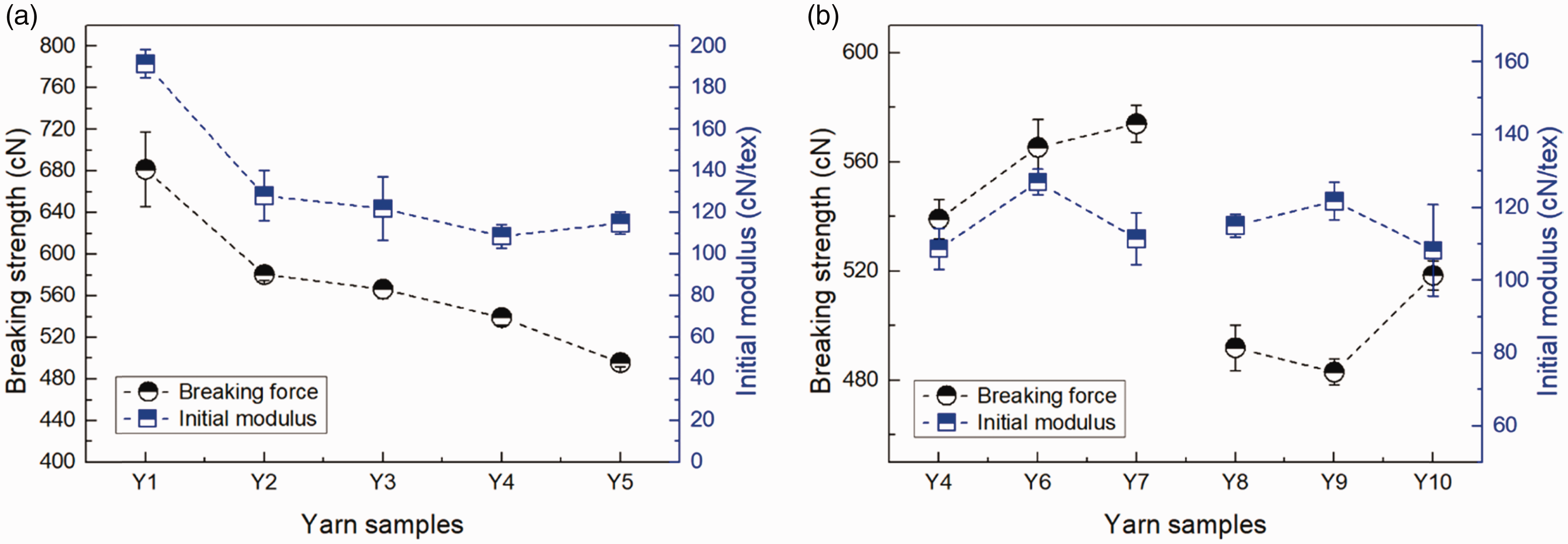
In Figure 4(b) it is shown that with increasing twist level, the elastic region does not change significantly for the two types of filaments with different cross-section, and the yield points also appear at lower loads. On the other hand, the change in the second region is obvious with the increase of twist level. The elongation at break of circular cross-section yarns increases when their twist level increases, but the elongation at break of crisscross section yarns decreases initially and then increases. Furthermore, the breaking strength of circular cross-section yarns is significantly higher than that of crisscross section yarns (Figure 5(b)). This may be due to grooves on the surface of crisscross section fibers which reduce the fiber strength. The initial modulus of the two types of yarns also changes similarly, increasing initially then decreasing (Figure 5(b)). It is well known that the breaking strength of staple spun yarns increases initially up to an optimum twist level, and then decreases, which depends on materials. 33
Comfort-related properties of fabrics
Air permeability
Air permeability is a key factor for the breathability and thermo-physiological property of fabric. One-way variance analysis (ANOVA) was conducted by SPSS software. Results showed that there was no significant difference of air permeability between samples F1–F5 with different nanoparticle contents at 95% confidence intervals. This illustrated that the jade content had no significant influence on air permeability. As shown in Figure 6, air permeability of all samples F1–F5 is around 600 L/m2/s. The difference in air permeability of samples with different twist level is statistically significant. As shown in Figure 6, the air permeability of circular section samples F4, F6 and F7 increases with the increase of twist. Meanwhile, the air permeability of crisscross section samples F8, F9 and F10 also increases as the twist increases. Similarly, porosity of samples with different twist also had similar variation, which is consistent with a previous study.
43
Air permeability is determined by porosity of fabric. With the increase in porosity, air permeability increases. The enhancement in air permeability is due to the large space between yarns in fabrics when increasing the twist level, as shown in Figure 7. Through conducting one-way ANOVA, there was significant difference of air permeability between samples F4 and F6 made up of circular cross-section filaments and crisscross section filaments F8 and F9, except sample group F7 and F10. Samples F4 and F6 with circular cross-section have lower air permeability values than samples F8 and F9 with crisscross section. This illustrates that crisscross section benefits the breathability of fabric as a result of more air transfer channels produced by grooves on the fiber surface. However, with the increase of twist level, air permeability of fabrics is mainly determined by spaces between yarns, thus similar air permeability is shown by samples F7 and F10. Therefore, suitably increasing twist level of filament and using filament made of special shaped fibers are conducive to improving the breathability of knitted fabrics.
Air permeability of knitted fabric samples. The appearance of knitted samples with different twist.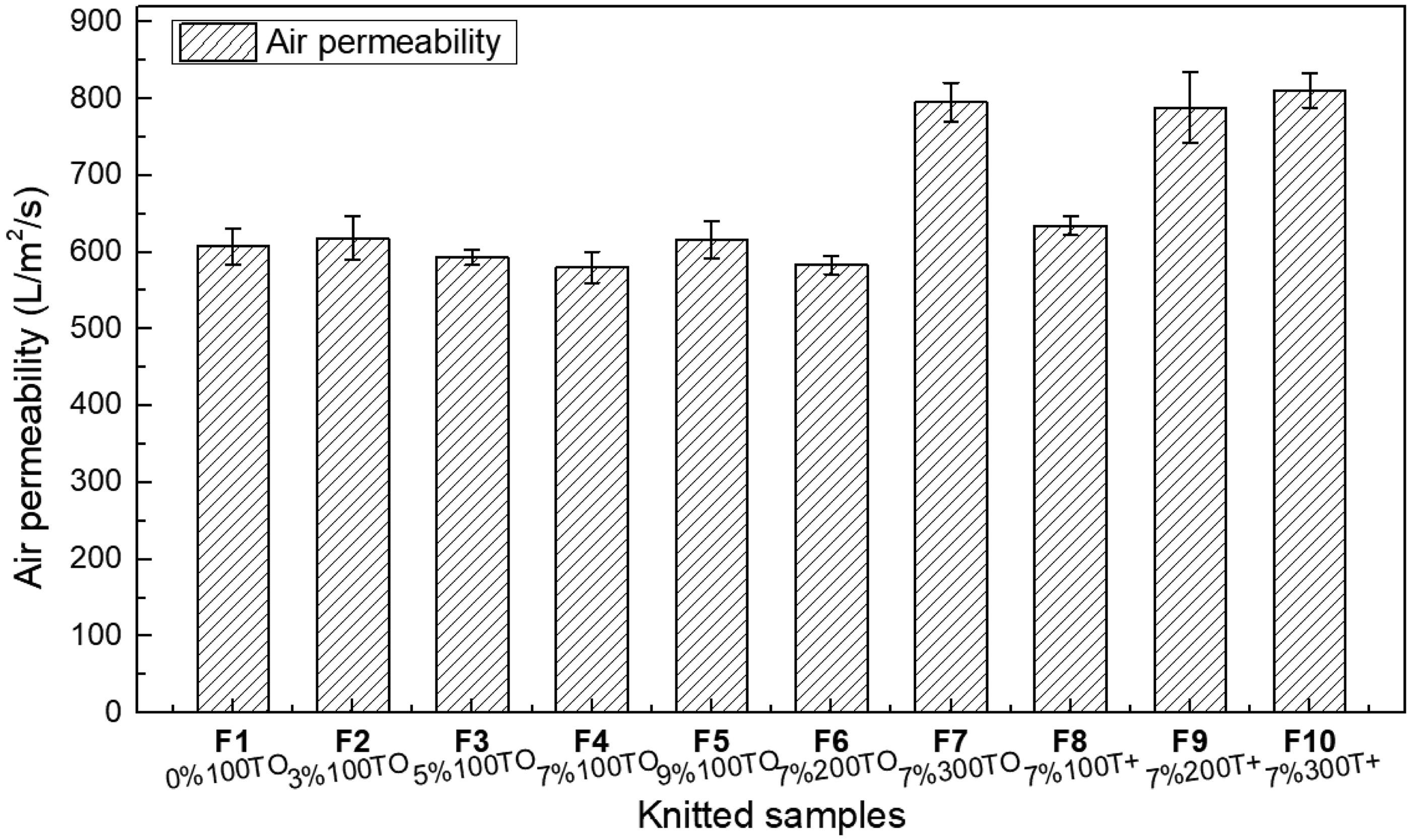

Wicking height
Warp wicking and course wicking height of knitted samples, cm
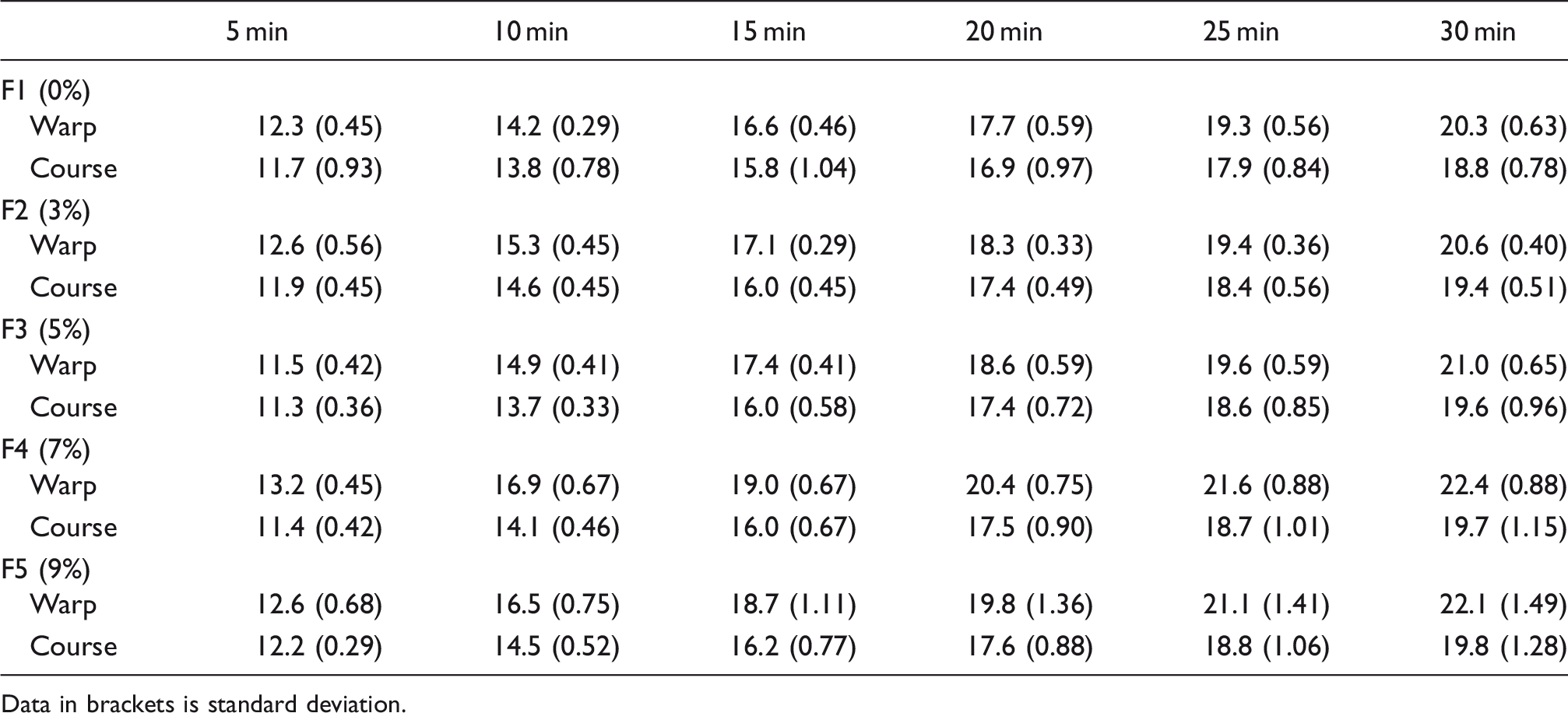
Data in brackets is standard deviation.
Figure 8 shows the wicking height with time of all knitted fabric samples. It illustrates how the vertical wicking height increases with a decrease in slope. This is because liquid movement begins firstly in the smaller pores, in which the action is faster due to the influence of capillary action and higher capillary pressure, then continues to fill in the larger pores with a decreasing wicking rate.44,45 Circular section knitted samples and crisscross section samples have similar trends of wicking height with time. This decreases initially, and then increases, with the increasing twist level. For the filament yarns, fibers are well-oriented, and spiked wicking is caused by random wicking due to multifilament heterogeneity along the yarn at low twist levels.
46
Pores between yarns are homogeneous (Figure 7, 100Tm), and water is absorbed along the orientation of yarns under the action of capillary force. Increasing twist level slightly results in a change of fiber arranged direction, which makes water transfer along the yarn twist, and lengthens the distance of water movement. Whereas, with the twist increased to relatively high levels, fibers in the yarns hold each other more tightly (Figure 7(c) and (f)), and more effective capillary channels and force are formed and benefit the wicking height of knitted fabrics. Therefore, the wicking height decreases initially and then increases with the twist level in a limited range.
The wicking height of knitted samples (a) warp direction, (b) course direction.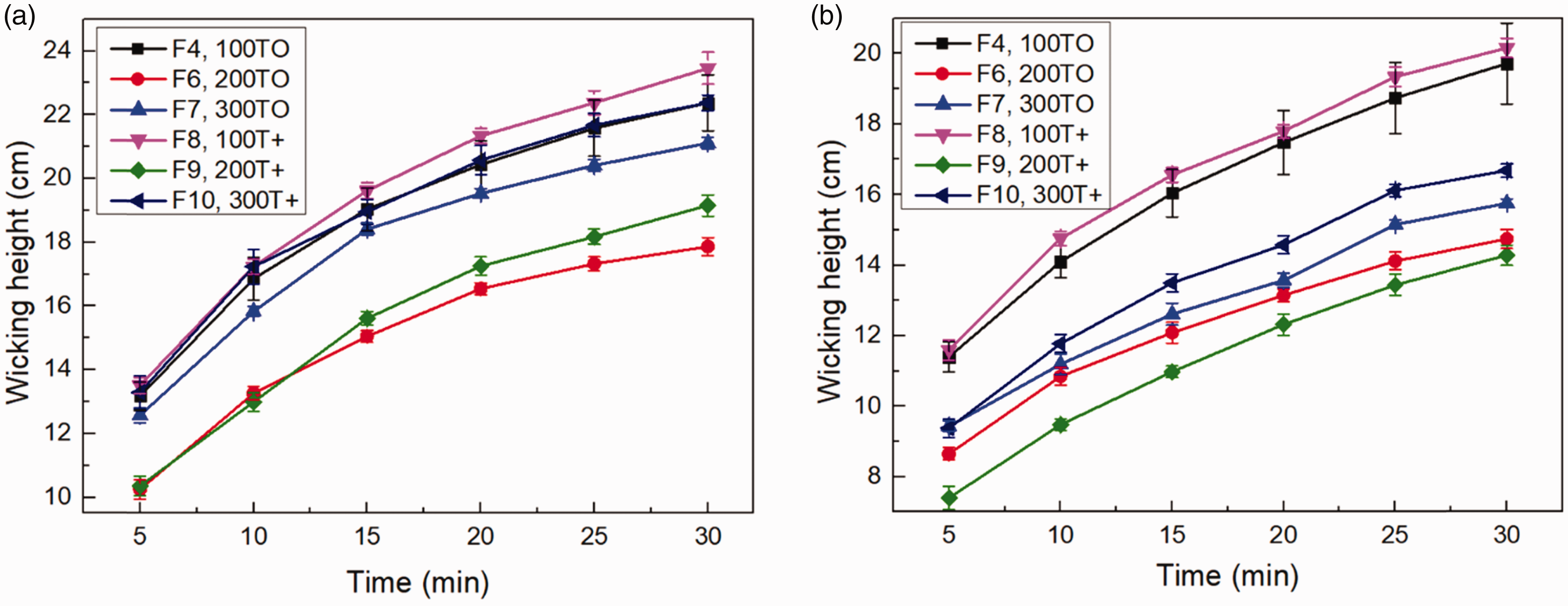
Water spreading property
Water spreading property of fabric was determined by capillary effect of fabric.
47
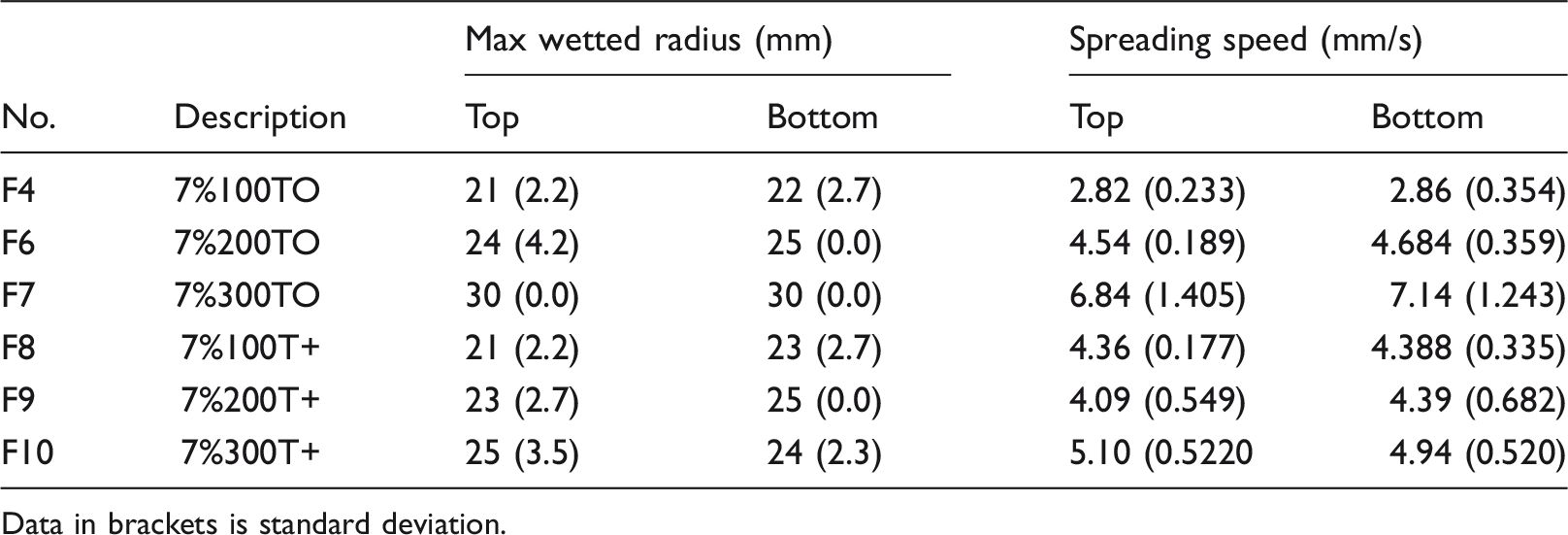
However, the added content of jade nanoparticles had no significant effect on wicking height of fabrics. Therefore, this section discusses only the water spreading property of samples with different fiber cross-section and yarn twist. Figure 9 shows the water spreading behavior of knitted fabric samples with different fiber cross-section and twist level of yarns. As shown in Figure 9, with the increasing twist level, the water wetted radius of circular section knitted fabrics (samples F4, F6 and F7) increases. This is similar to the crisscross section knitted samples (samples F8, F9 and F10). Although higher twist level results in slightly lower vertical capillary effect, the water spreading movement is along the horizontal direction of fabrics. The increase in twist level leads to production of more effective capillary channels, which promotes the capillary effect. As shown in Table 4, the max wetted radius increases with the increase in twist level. There was no significant difference of max wetted radius between samples with circular cross-section and crisscross section. Similarly, the twist level has a significant effect on spreading speed (P < 0.05). With the increasing twist level, the spreading speed of the two types of knitted samples increases, and the cross-section rarely affects the spreading speed of samples (Table 5).
Water wetted radius of knitted fabric samples. Water spreading description of knitted fabric samples Data in brackets is standard deviation.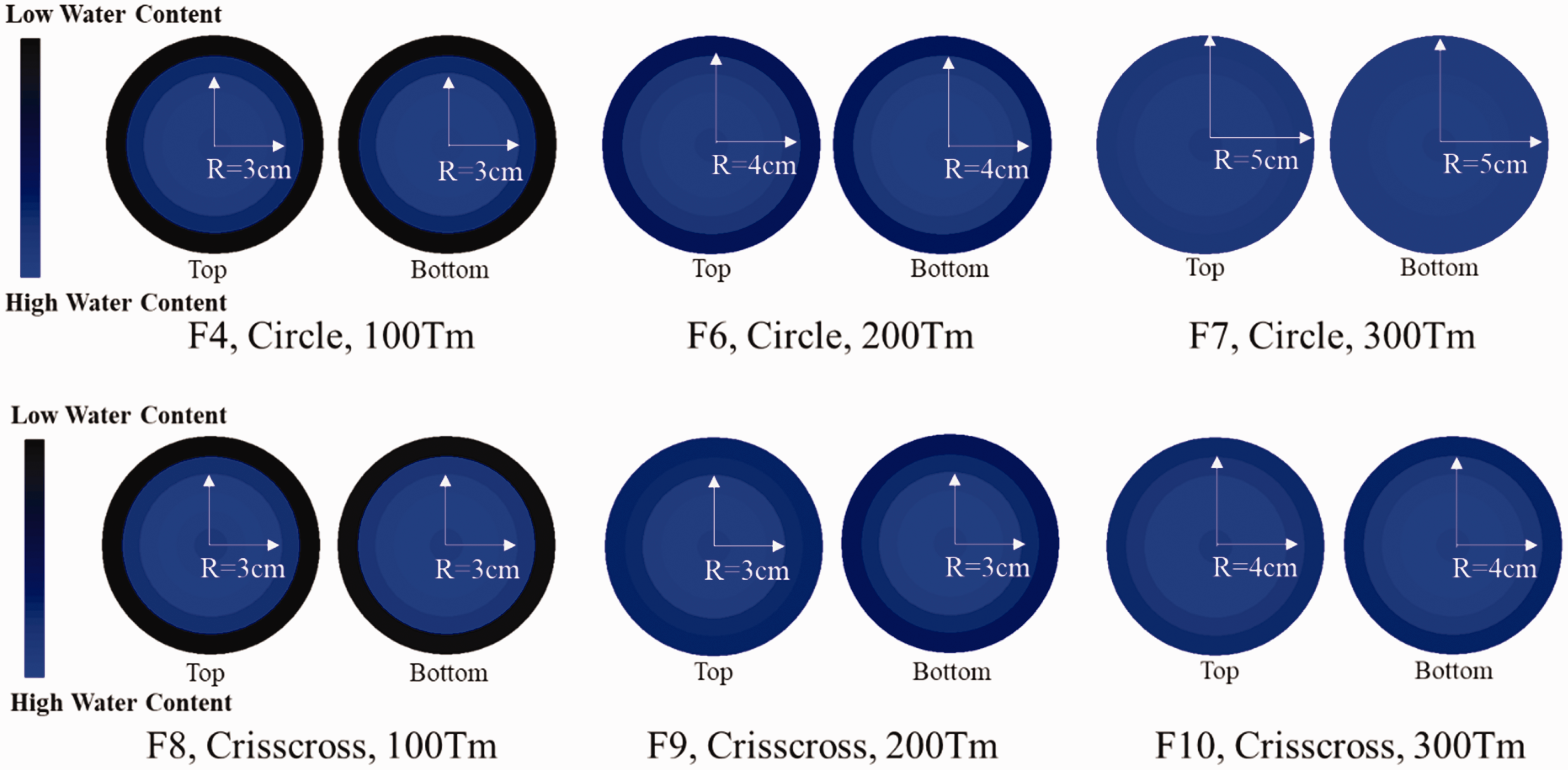
Drying performance
As shown in Figure 10(a), there is a significant correlation between jade content and drying rate of knitted fabric samples with a confidence level of 95%. With the increase of jade content, the drying rate decreased. From Figure 10(b), it is seen that the drying rate of knitted fabric samples (circular samples F4, F6 and F7, and crisscross section samples F8, F9 and F10) increases with the increase in twist level. The drying rate of crisscross section samples is higher than that of circular section samples because the crisscross section provides a larger water contact area for moisture evaporating, so the yarn with the crisscross section is conducive to dry performance of fabric. As a result, twisting yarns and producing special shaped cross-section yarns are good way to improve the drying performance of knitted fabrics.
Drying rate of knitted samples with different jade content (a) and twist level (b).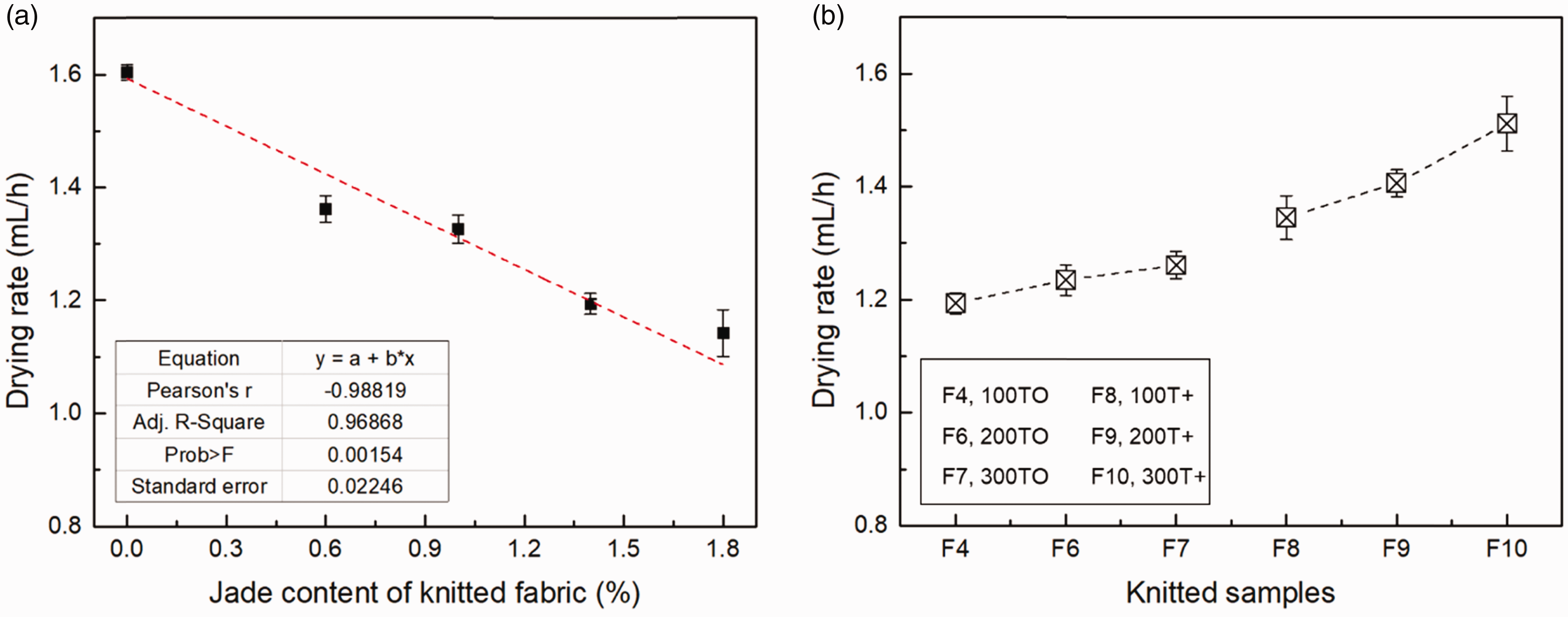
Thermal-physiological properties
Figure 11 shows that thermal resistance of knitted fabric samples decreases initially, and then increases with increasing jade content. It is well known that jade has better thermal transfer property than polyester, so the incorporation of jade into polyester enhances the thermal transfer of polyester filaments. However, the higher content of nano-jade results in the obvious change of fiber surface and inside structure; more pores can be generated and more still air stays in the fibers and fabrics. This leads to an initial decrease in thermal resistance and then an increase. There is no significant difference in water vapor resistance among samples F1–F5, which showed that jade content rarely affected the water vapor permeability of knitted fabric samples.
Thermal and water vapor resistance of knitted fabric samples.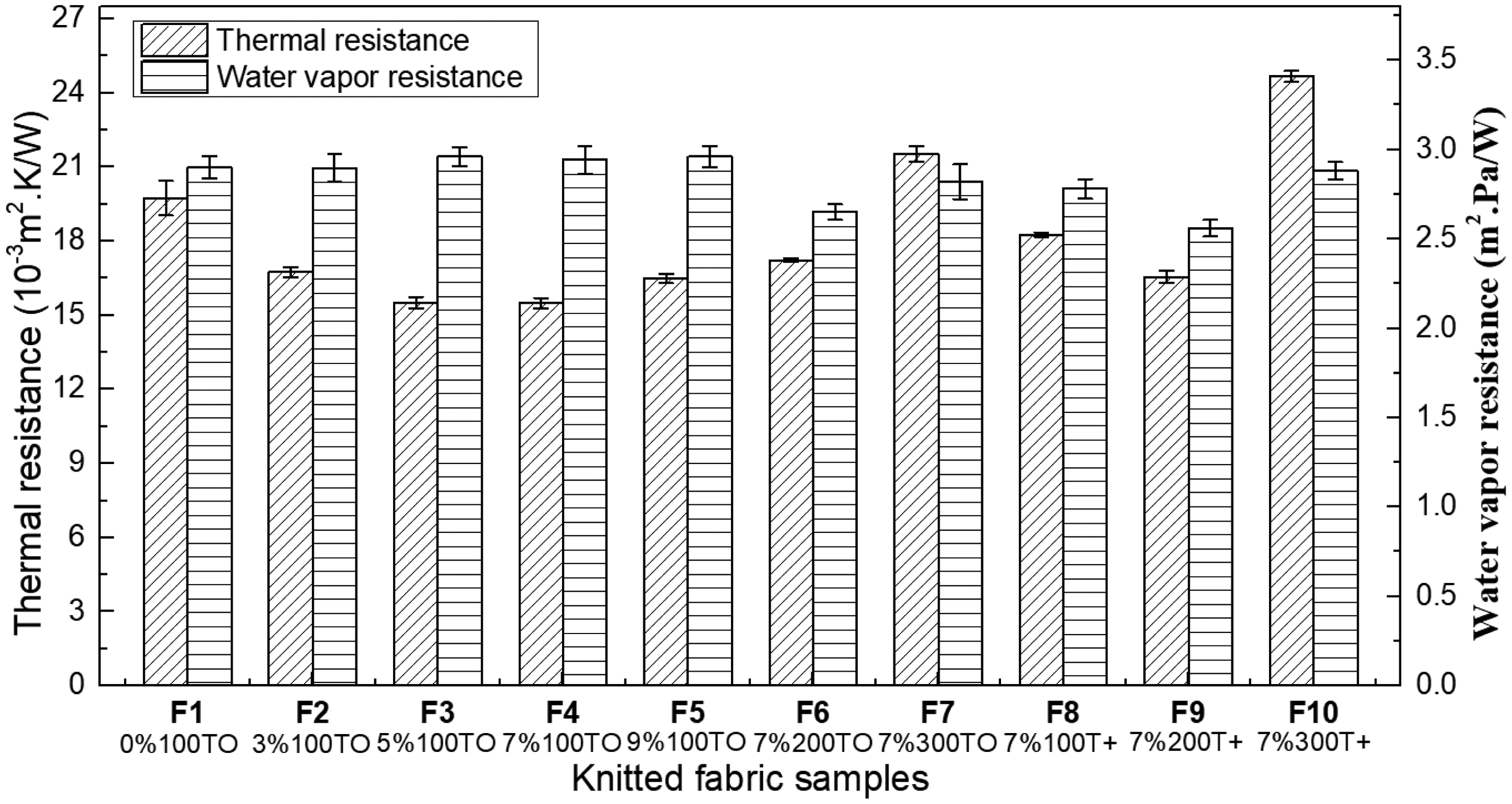
With increasing twist level, the thermal resistance of samples with circular section increases. Fibers become more tightened with the increased twist, so there is more space for still air inside fabrics. It protects heating from conducting to the outside, which promotes the increase of fabric thermal resistance. However, the thermal resistance of samples with crisscross section decreases initially, and then increases with increasing twist. This is attributed to the increase of contact area between fibers as the twist increases. However, with the continuous increase of twist, fibers are in contact with each other completely, which increases the spaces between yarns in fabric as shown in Figure 7, so the thermal resistance increases due to the lower thermal conductivity of air. 43 Water vapor resistance of these two types of samples has similar variation trend, which decreases initially, and then increases with increasing twist. This is because water vapor can be transferred through the pores between fibers and fibers, filaments and filaments at low twist level. When slightly increasing twist, pores between fibers decrease slightly, but there is no significant increase in spaces between yarns as shown in Figure 7. Thus, water vapor transfer is limited. However, with the twist increased to a fixed level, water vapor cannot be transferred through the space between fibers, just through the space between yarns. Bigger space between yarns, as shown in Figure 7, is generated because of more tightened filaments, which provides more effective transfer channels for water vapor.
Thus, the jade content mainly affects the thermal performance of knitted fabrics, and twist level affects the thermal-wet coupled property. The optimum parameters for the development of cool-touch polyester knitted fabric with good thermal-physiological properties are 7% cool-touch PET chip content and 200 twist.
Dynamic cool property
The dynamic cool property of dry samples explains the thermal conduction. The dynamic cool property of wetted samples explains the coupled thermal-moisture transfer performance, including thermal conduction of coupled fabric-moisture and cooling effect of moisture evaporation. This is a key factor for the development of knitted fabrics used for summer and sports clothing. Cool property improves with decreased dynamic thermal resistance. Figure 12 shows the obvious difference in variation trend of dynamic thermal properties of dry and wet samples. The main reason for this is that water evaporation takes away a lot of heat, resulting in slow increase of temperature during the heating process. With the decrease of moisture located in the fabric, temperature increases significantly. Therefore, there is a trend of increasing initially followed by decreasing according to equation (3). However, for dry samples, there is only thermal transfer in the heating process. The temperature change of dry samples is related to the thermal resistances of dry samples and heating power and it rises with the increase of heating time.
The cooling capacity of knitted fabric samples (a) dry samples, (b) wet samples.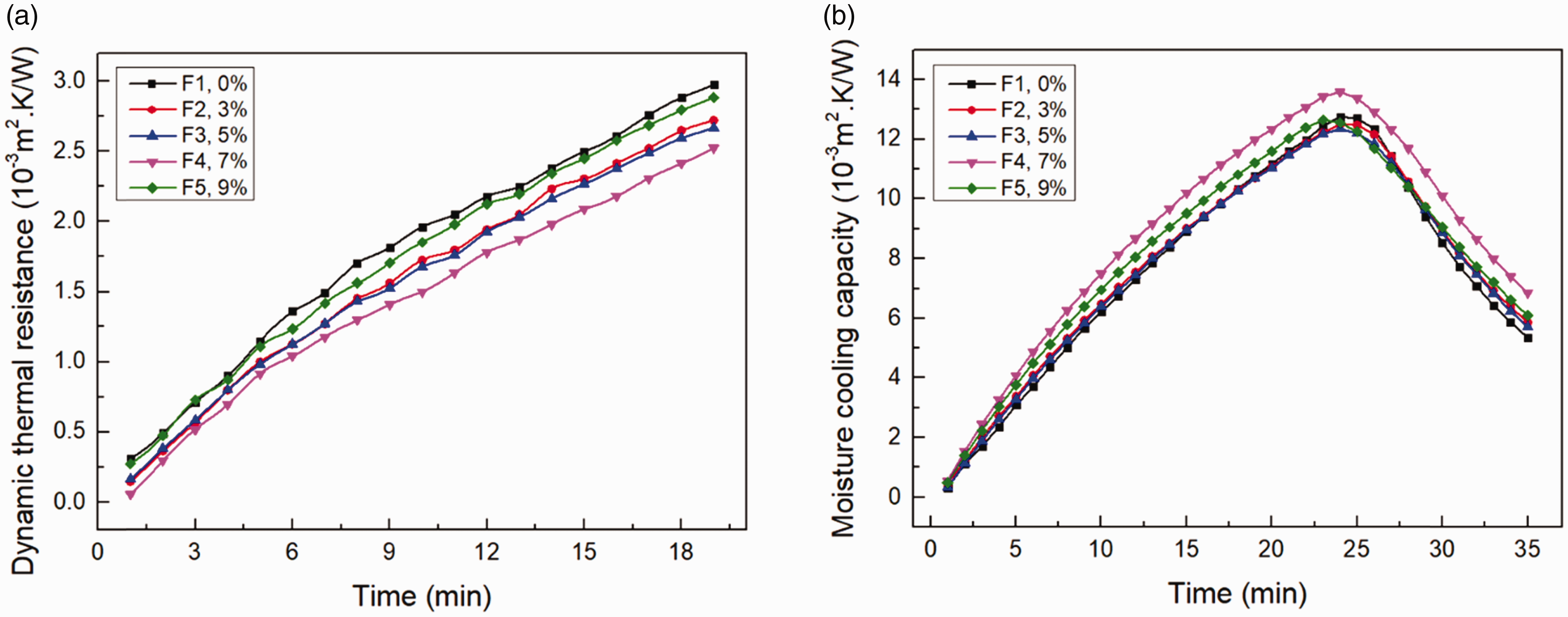
As shown in Figure 12(a), dynamic thermal resistance of dry samples increases with the heating time (temperature increased). The figure illustrates that temperature affects the thermal conductivity of fabric. For the samples with different jade content, the lowest dynamic thermal resistance is exhibited by sample F4 with 7% cool-touch PET chip, and sample F1 has the highest dynamic thermal resistance. This is similar to the result of static thermal resistance. The reasonable addition of jade nanoparticles can improve the cool property of knitted fabrics without sweating. Figure 12(b) shows that the greatest moisture cooling capacity is exhibited by sample F4 with 7% cool-touch PET chip, and other samples have similar cooling capacity. Similarly, the average moisture cooling rate can be calculated, as shown in Figure 13. The moisture cooling rate of sample F4 is the highest, followed by sample F5; sample F1 is the lowest. Therefore, the cool-touch PET chip content of 7% is good for the improvement of thermal transfer and moisture cooling capacity of cool-touch polyester filaments within selected samples.
The average moisture cooling rate of knitted samples with different jade content.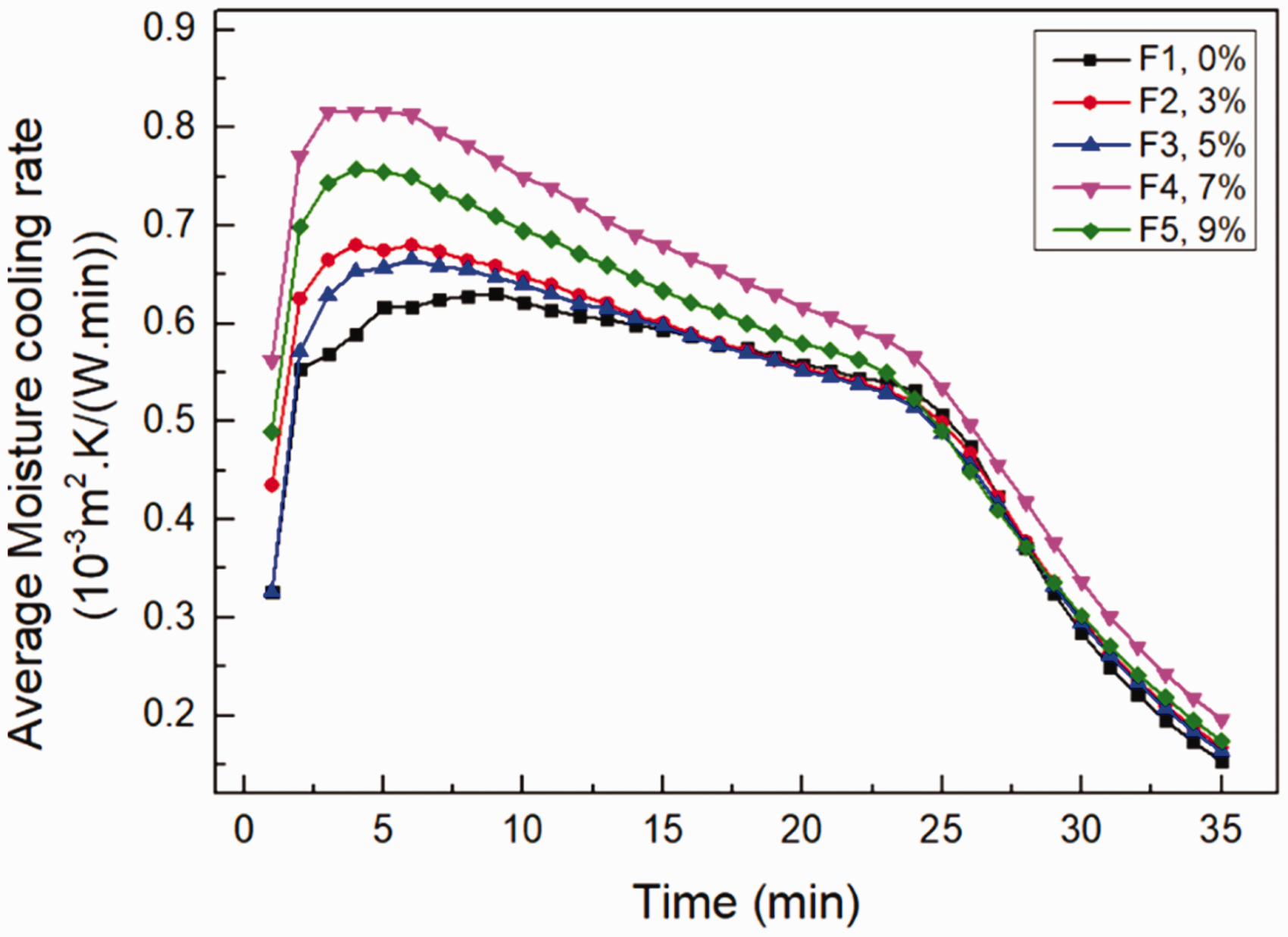
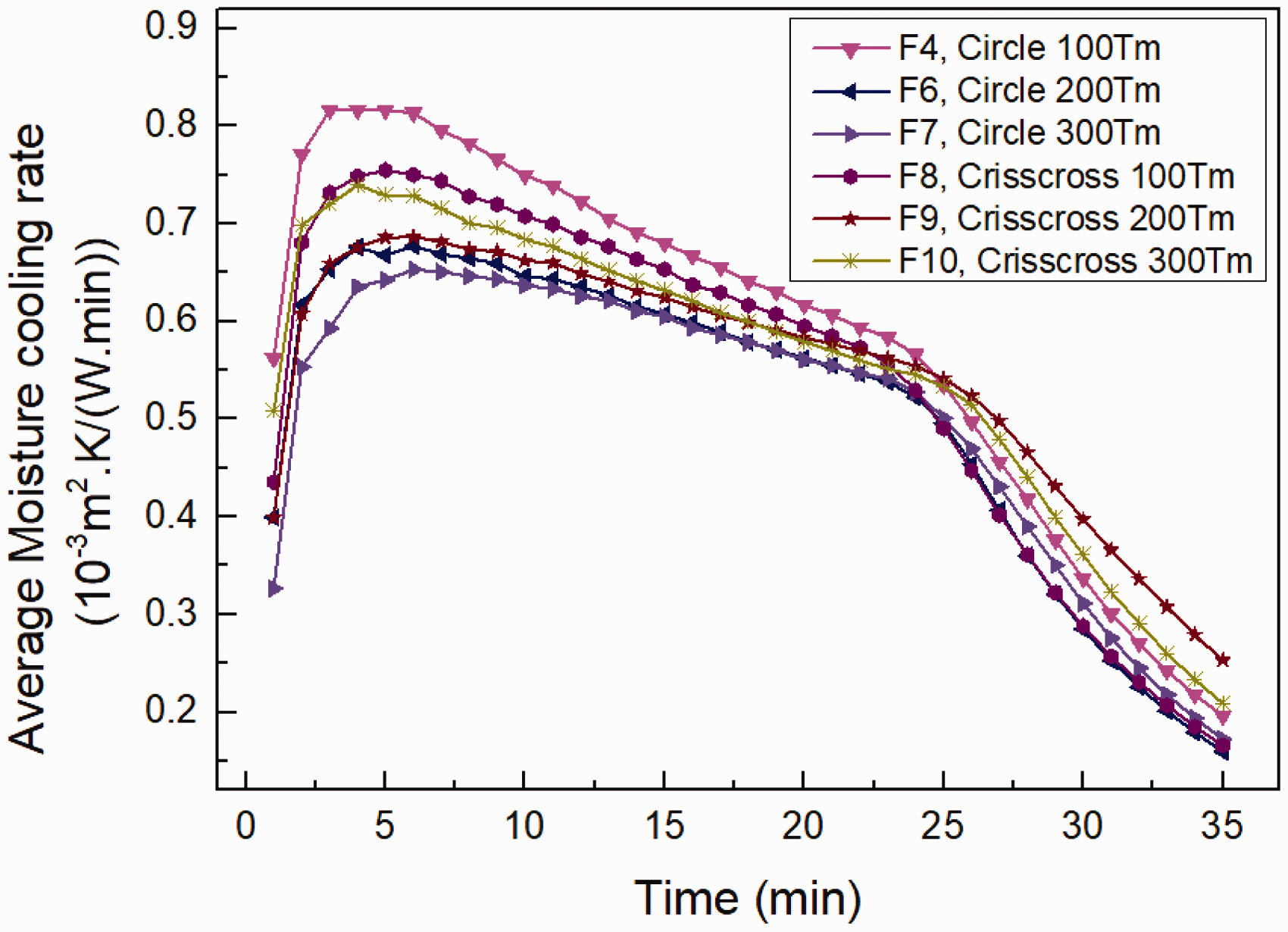
In terms of samples made of circular section filaments, sample F4 with 100 twist had the greatest moisture cooling capacity, and samples F6 and F7 had lower values (Figure 14). Figure 15 shows that with an increase in twist level, the average moisture cooling rate decreases. This illustrates that twisting is not conducive to improving the integral moisture cooling effect of knitted fabrics. For samples made of crisscross section filament, samples F9 and F10 with the higher twist level have better moisture cooling capacity (Figure 14). Whereas, the average moisture cooling rate of sample F8 with the lowest twist level is the highest. In hot and humid environments or when doing exercise, the human body sweats constantly so a high moisture cooling rate is better for keeping cool and comfortable. Thus, a lower twist level of filaments for the development of knitted fabrics will benefit cooling properties.
Moisture cooling capacity. Average moisture cooling rate.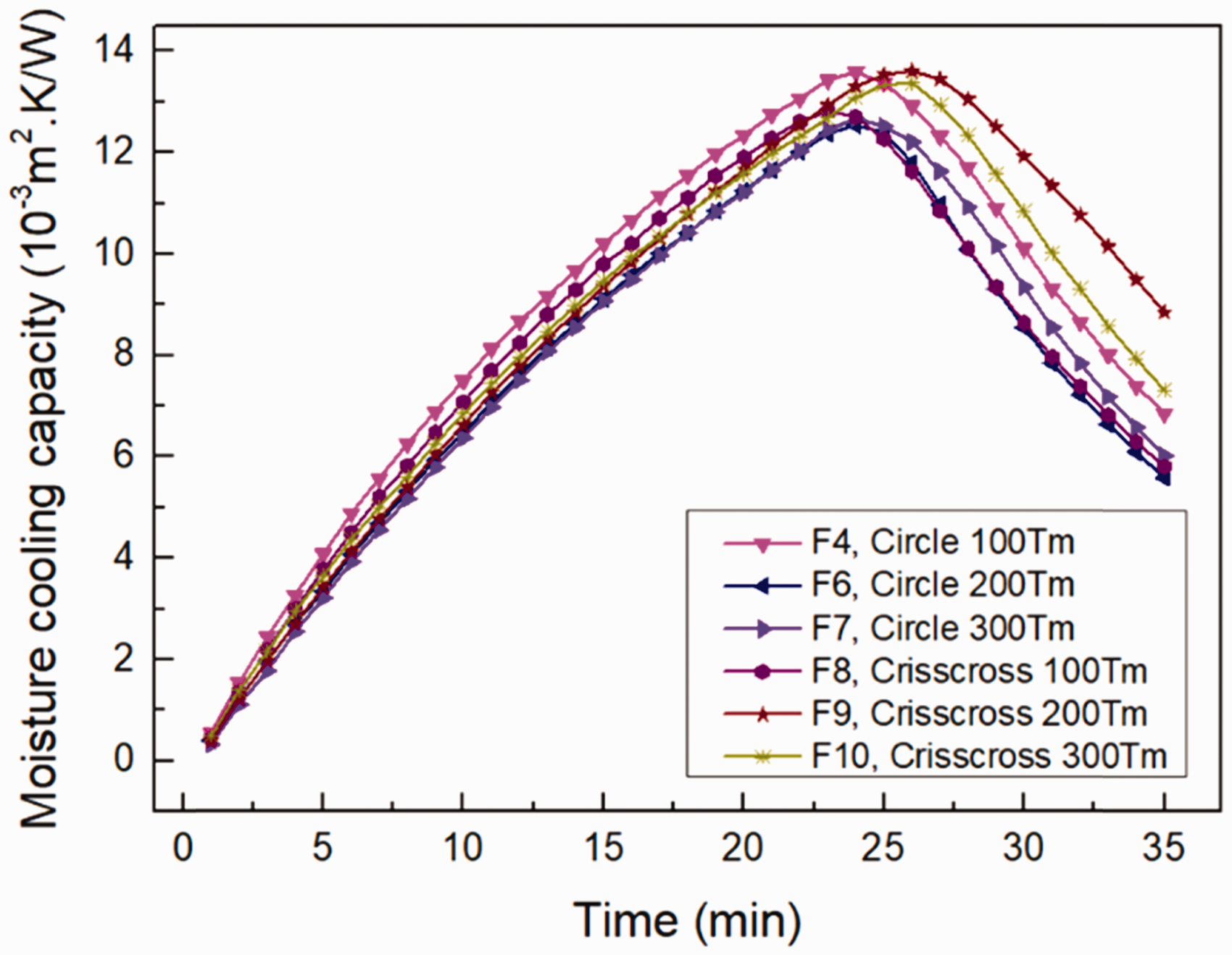
Conclusions
Research into the thermal comfort properties of cool-touch polyester knitted fabrics with varied jade content and yarn twist level could provide more possibility for the development of high quality knitted fabrics used for summer or sports clothing. In this work, filaments with different jade nanoparticles and fiber cross-section were prepared, and further twisted to different levels and knitted to produce 10 fabric samples. Mechanical properties of yarns and comfort-related properties of fabric samples were investigated. It was found that jade content and yarn twist had significant effects on mechanical and thermal comfort properties. The main results are as follows.
Jade nanoparticles mainly affected the mechanical performance of filaments and thermal property of fabrics. With the increase in jade content, the mechanical performance of filaments decreased, and the thermal transfer and cooling capacity of their knitted fabrics increased initially and then decreased. Twist affected mechanical performance of cool-touch polyester yarns and thermal comfort properties of knitted fabrics. The yarn mechanical strength of circular section samples increased with the increasing twist level, but the mechanical strength of crisscross samples decreased initially and then increased. With the increase in twist level, air permeability, water spreading and drying performance increased but thermal transfer decreased; wicking height and water vapor permeability decreased initially and then increased. Jade nanoparticles improved the thermal transfer capacity, and lower twist level of cool-touch yarns was beneficial for achieving moisture cooling properties of knitted fabrics. Therefore, adjusting the jade content and using reasonably low twist yarns are effective ways to develop knitted fabrics with great thermal transfer and moisture cooling properties.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Key R&D Program of China (Grant Number 2017YFB0309100), Fundamental Research Funds for the Central Universities (Grant Number CUSF-DH-D-2018024), College of Textiles, Donghua University, Shanghai, China, and China Scholarship Council (Grant Number 201806630035).