
Abstract
The purpose of this study is to investigate the effect of drying parameters on drying performance in an air-vented tumble dryer, and to optimize its drying performance by adjusting parameters. The critical drying parameters that influenced specific moisture extraction rate (SMER), final moisture content, evenness of drying, and smoothness appearance were determined by the analysis of variance in JMP software, which were rotational speed of the motor and load size, with clearly significant individual effects and binary interactions. In order to improve the applicability of the outcomes obtained in this study and to take into account the interactions between drying parameters and drum structure parameters on drying efficiency, non-dimensional analysis was used and the correlation between drying efficiency and dimensionless variables was studied. The Buckingham Pi theorem was applied to the problem to derive dimensionless Pi terms upon which the drying efficiency depends. A step regression analysis was then conducted to test the assumption that SMER was influenced by the dimensionless parameters based on the standard least squares fitting. Results indicated that the regression model showed an explanatory power of 73.8%. By adjusting the dimensionless parameters in the model, an optimized energy-saving drying program was obtained with the desirability goal of reducing the value of SMER. Compared with the original program, energy efficiency was improved by 32.4%.
Keywords
Clothes dryers are becoming common household appliances in China, because of not only the changes in lifestyle and residential environments, but also the increase in air pollution and climate change.1,2 However, the process of drying clothes in a dryer has a significant environmental impact due to the consumption of energy and water, 3 and may also cause damage to textiles including shrinkage, wrinkles, color loss, and less softness. 4
In many households, a dryer is the third most energy-hungry appliance, after the refrigerator and the washer. According to statistics, the annual electricity consumption of US domestic clothes dryers was approximately 60 TWh, accounting for 4% of the total energy use in 2017. 5 In addition, it was reported that Americans spent 9 billion dollars a year on drying their clothes, and own 89 million domestic clothes dryers, of which 75% are electric models and 25% use natural gas. 6 Although heat pump clothes dryers are increasingly popular these days, electric dryers still dominate the market, especially in the United States. Owing to their great environmental impact and huge cost in energy, improvement of energy efficiency in clothes dryers has become the subject of a considerable amount of researches.7–9
Bassily and Colver pointed out that the drying efficiency of an electric clothes dryer was improved by optimizing operating parameters. 10 Piccagli et al. introduced a control methodology for domestic condensation dryers. 11 By satisfying the required constraints, the control strategy reduced energy consumption by up to 3%. Stawreberg and Nilsson performed research focusing on the control strategy for small drying loads to improve specific moisture extraction rate (SMER) by reducing the heat supply and the airflow. 12 Jian and Luo increased the energy efficiency, exergy efficiency, and drying performance of a domestic venting tumble clothes dryer by applying a heat pipe heat recovery heat exchanger. 13 Unfortunately, fabric damage after tumble drying was not considered. In practice, longer drying time can easily increase the wrinkling behavior of fabric. 14 Also, it may require additional ironing afterwards to remove the wrinkles, which consumes time and energy. 15 Although energy efficiency is an essential requirement for the optimization of clothes dryers and we still need to focus on the improvement of energy efficiency, fabric damage is also a non-negligible performance aspect to consider. However, there is insufficient research on the optimization of drying process that takes into consideration both drying efficiency and fabric performance after drying.
Clothes drying is the process that removes moisture from a load of laundry, usually shortly after it has been washed in a washer. Clothes are dried inside a tumble dryer through which heated air is circulated to evaporate the moisture, while the tumbler is rotated to maintain the air space between the drying loads so as to ensure the contact between textiles and air. Therefore, the drying performance can be affected by the interactions of numerous thermophysical influences and mechanical actions. To achieve a better drying performance, it is necessary to fully analyze the influencing factors including the textile, heat, moisture, time, drying air and the dryer itself. A review of the literature shows that several studies investigated the effect of various factors on drying performance and drying efficiency.10,16–18 Higgins et al. analyzed the effect of moisture content, time, and temperature settings on the dimensional stability and appearance of both knitted and woven cotton fabrics.19,20 Their study indicated that the appearance of plain-woven cotton fabrics was slightly improved by the low temperature setting and the prolonged exposure to agitation, while knitted fabrics shrank in both width and length as the moisture content decreased. In addition, they stated in another study that the mechanical action during tumble drying had a significant influence on the dimensional stability and the distortion of weft knitted cotton fabrics. 21 Yu et al. carried out the research on the wrinkle-forming stage of woven cotton fabrics in a clothes dryer by dividing the whole drying process into several stages and adjusting the drying parameters accordingly. 22 Results showed that heater power in the falling-rate period and the relative humidity dividing point between the falling-rate period and the unheated air blowing stage were two main factors that influenced the smoothness appearance of the fabric, which indicated that wrinkles were formed in the latter part of the drying process when fabrics were almost dry. They also pointed out that fabric properties had no significant impact on the smoothness appearance. Novak et al. examined the impact of air temperature, relative humidity, and airflow rate on the textile drying process. 23 Santiago et al. found that lowering the initial moisture content of the fabric and raising the level of restriction of the exhaust duct for gases led to the shortest drying time and the lowest energy consumption. 24 By taking into consideration heater power, fan speed, drum speed, weight, initial moisture content of textile, and air leakage, Gatarić et al. developed linear regression models for energy consumption and drying time, 25 which were expressed by the significant influencing factors determined by the results of 27 drying tests. Mass load, drum speed, and fan speed were found to be significant in determining the energy consumption and drying time. Yu and Ding investigated the transverse motion of fabrics in domestic tumble dryers. 26 They defined the bulk and the disperse regions as two most significant motion regions. The increasing size of the disperse region not only expended the contact area between the fabric and the drying air, but also contributed positively to the heat and moisture transfer during drying process and to the prevention of wrinkles.
In general, the influencing factors can be classified into three categories, which are fabric properties, drying parameters, and drum structures parameters, according to the literature review. Most studies were carried out by considering only one or two factors from the three categories, and we also found only a few references to the interactions among influencing factors. It is reasonable to assume that differences in drum diameter will impact on the drying efficiency and performance when drying the same load size. Therefore, it is important to investigate different kinds of parameters as well as how the interactions between them influence the drying process, so as to improve the repeatability of the experimental work and to extend the applicability of the research outcomes.
According to the above discussion, the objectives of this study were to investigate the effect of drying parameters (motor rotational speed, load size, and airflow velocity) on drying efficiency, final moisture content, evenness of drying, and appearance of fabric. What’s more, the correlation between drying operating parameters, drum structures, and drying efficiency was investigated by using the non-dimensionalization method. Specifically, the Buckingham Pi theorem was applied to this problem to determine dimensionless indexes on which efficiency and performance indicators depended. Finally, based on the requirement of relatively lower energy consumption, an optimized drying program was selected by adjusting dimensionless parameters to an optimal combination.
Experimental details
Materials
A commercially available pure cotton fabric was chosen for use in this study to evaluate the wrinkling problem caused by the drying process under different conditions. Each cotton sample for wrinkling evaluation measured 38 × 38 cm2. Details of the selected test fabric are 100% plain-weave cotton fabric with a density of 26 × 14 warp/cm and weft/cm, yarn count of 16 tex for both of the warp and weft, mass per unit area of 120 g/m2, and thickness of 0.36 mm. Prior to being cut to the standard size, the test fabric was washed with standard laundry powder (GB/T 13171.1-2009 27 ) using tap water and dried at room ambient conditions three times, so as to eliminate any surface starches and strain caused by the production process.
In order to obtain the required load masses in this study, a filling load which consisted of several pieces of cotton base load (GB/T 8629-2001 28 ) was used to achieve a load size of 1 kg, 3 kg, and 5 kg, respectively. The size of each piece of cotton base load measured 92 × 92 (±2) cm 2 and the weight of each piece was approximately 130 g.
The entire test load was stored under standard ambient atmosphere (IEC 61121-2012 29 ) at least 24 h before its conditioned mass was measured. Then prewashing treatment, by wetting and spinning the whole load, was performed to obtain the initial moisture content of 70.0 ± 5 % for each cycle of the drying experiment.
Machine and equipment
The drying platform, shown in Figure 1, was an air vented tumble dryer (Haier GDZ10-977) with a rated capacity of 10 kg. The drum volume is 0.98 m3, with a diameter of 650 mm and a depth of 590 mm. For easier observation of fabric movement patterns during the drying cycle, the front door of the dryer was converted to transparent acrylic.
Schematic of experimental apparatus.
The experimental setup was equipped with several sensors located at different positions in the dryer to monitor the changes in temperature, relative humidity, mass of the drying load, and airflow rate during the whole drying process. PT100 temperature sensors with an accuracy of ±0.1℃, a temperature and relative humidity sensor (Eyc, THS74-2011-MD) with an accuracy of ±0.5℃ for temperature and ±3.0% for relative humidity, and several iButton® temperature loggers (DS1922T) with an accuracy of ±0.5℃ were installed at appropriate positons in the dryer, as seen in Figure 1. The electrical power was measured by an ammeter (DDS238-1 ZN) with an accuracy of 1.0 grade. Integration of electrical power was used to determine the energy consumption. A weight scale with an accuracy of ±10 g was used for weighing the drying load over time during the whole process. The actual drum speed was measured by a Huoer sensor (A1103LWA-T) with an accuracy of ±2 r/min. The airflow velocity settings were checked with a sensor (Eyc, FTS64-2011-MD) with an accuracy of ±0.33 m/s which was fitted at the exit of the exhaust duct. All measured data of the fabric drying process were recorded with a JY-DAM-PT12 data logger (Juying Technology Co., Ltd. Beijing, China) and sampled every 2 s.
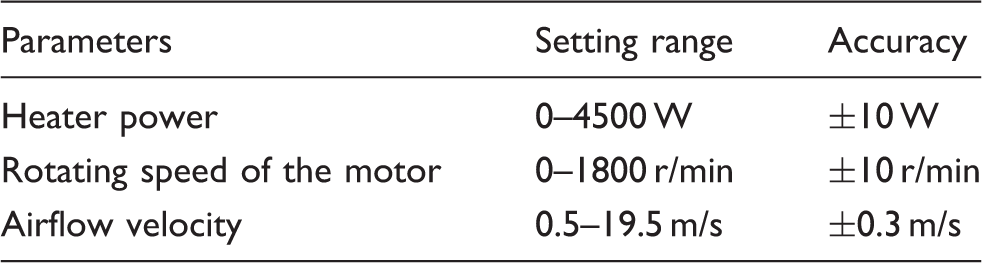
Adjustable parameters of the test dryer
Experimental design
JMP software is data analysis software developed by the JMP business unit of SAS. 30 In this study, JMP’s custom designer was used to design experiments.
Drying parameters and levels
Drying parameters, attributable to the mechanical action, that have an impact on drying efficiency and drying performance, were determined based on the previous study. 31 Their base levels were set according to the drying capability of the testing dryer as well as the actual drying conditions which were summarized from literatures and advices taken from professionals.
Specifically, the rotational speed of the motor (in r/min, revolutions per minute) was selected depending on the moving pattern, which would affect the effective contact between the fabric and the air. Based on this, the rotational speed of the motor, which is also referenced as the set rotational speed in order to be different from the rotational speed of the drum in the following analysis process, was set at 800, 1000, and 1200 r/min, respectively. In this study, the rotational speed of the motor instead of the drum rotational speed was selected as one of the influencing factors since it is much easier to control the rotational speed of the motor at fixed values by employed a PLC unit to the DC motor of the experimental setup. As for the drum rotational speed, it was measured by a Huoer sensor (A1103LWA-T) with an accuracy of ±2 r/min for each drying program. The drying load sizes were differentiated as 1 kg, 3 kg, and 5 kg according to the practical drying loads discussed in the literature.12,32 As for the airflow velocities, which influence the duration of the airflow inside the drum in contact with the textile, were also set at three levels – 4.8, 7.8, and 10.8 m/s. Besides these variables, the heater power remained constant at 3000 W. The termination of each drying cycle was controlled manually and ended when the mass of the drying load dropped to the conditioned dry weight, or if a change in the mass was found no more than 10 g within approximate 10 min.
As aforementioned, there are three important influencing factors, each of which has three levels. In order to comprehensively reflect the significance of all controlling factors on the final results of drying performance, it is important to determine the total number of tests with various combinations before conducting the experiments. This is a typical design of experiments (DOE) problem and the most classic method to screen factors is the full factorial design which takes into account all individual and interactions among the factors. In our case, the total number of experiments, N, of required combinations for a full factorial design is determined by

Usually, it takes at least 2 h to complete one drying cycle, which is impractical and inefficient to conduct all drying programs according to the full factorial design. In fact, this large number of tests stems from the interaction effects among controlling factors. In order to effectively reduce the number of tests without ignoring the interaction effects, custom design performed by the JMP can be used to design the experiments, which confounds all interaction effects as new main effects.33–35 Thus, the total number of experiments N is calculated as:

This method allows us to examine the main and interactive effects of all three factors with only 10 experiments. Additionally, due to the fact that all information in this new approach of design is used to estimate the parameters, leaving no degree of freedom to estimate the error term, we then double the test numbers and finally decide that
Drying programs and test results

In order to ensure the statistical significance in investigating the effect of drying parameters on drying efficiency and drying performance, we examined the fraction of design space plot shown in Figure 2. From the observation of the plot, we can evaluate the predicted performance of the design. After checking the prediction variance at fraction of 0.8, which was a little above 0.3 but less than 0.33, it was found that the prediction variance of this design can be used to represent the average accuracy of each experimental trail repeated at least three times.
Fraction of design space plot of the optimal design of experiment by JMP’s custom design.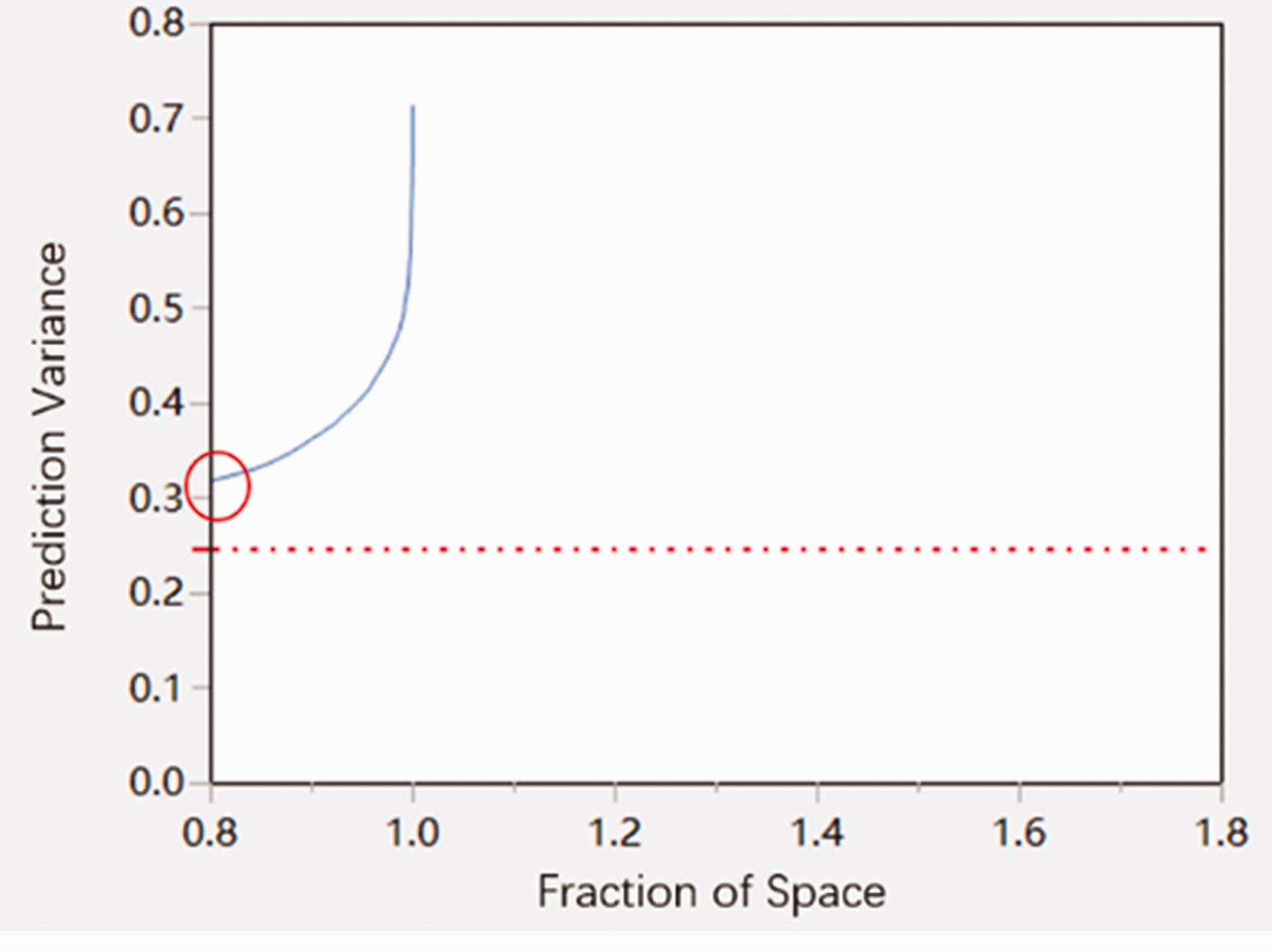
Indicators and measurements
In order to examine the drying efficiency and drying performance under different operating conditions, SMER, final moisture content of fabric, evenness of drying and smoothness appearance were measured. The test methods are as follows.
Specific moisture extraction rate (SMER)
The practice of energy efficiency is a critical component that contributes to energy saving in the drying process. Energy efficiency involves removing more water with the same unit of energy.
36
SMER is a very commonly used index as a performance indicator to evaluate and compare the performance of energy consumption in a domestic tumble dryer. SMER can be viewed as the energy consumption when 1 kg of moisture is removed from the drying load, as given by

Final moisture content of the test load
Final moisture content,
In order to obtain the conditioned mass, all test load items are placed in an ambient controlled room with an ambient temperature of 20 ± 2℃ and relative humidity of 65 ± 5% which is maintained in accordance with IEC 61121-2012. 29 The load is left for a period of not less than 24 h to reach an equilibrium moisture content. After conditioning, the mass of the test load is measured which denotes the mass of the conditioned test load. If the test load is to be used for evenness measurements, the mass of each test load item in its conditioned state shall be measured as well.
The final moisture content reflects the dryness of the whole test load. Higher value of final moisture content means more water is trapped in the fabric rather than being evaporated during the drying process. According to IEC 61121-2012, 29 the target final moisture content values for drying cotton fabrics are in the range from −3% to +3%.
Evenness of drying
In order to evaluate the evenness of drying, the individual conditioning weight and final weight of each item, k, of the whole test load were measured respectively. Based on the measurement of moisture content, for each individual item k in the test load, the final moisture content is

The average final moisture content of all the individual pieces in the test load 
Since the evenness of drying signifies the standard deviation of the final moisture content of the pieces in the test load, it is expressed by

Evenness of drying is another important indicator which is commonly used to describe the dryness of the test load after it is tumble dried. However, unlike the final moisture content, which indicates the dryness of the total load, evenness of drying reflects the dryness of each piece. The higher the evenness of drying is, the greater the variation among all the pieces can be expected.
Smoothness appearance
‘AATCC 124 Standard test method for smoothness appearance of fabrics after repeated home laundering’ 37 was used to evaluate and compare the fabric appearance under different conditions. Rating results were given between 1 and 5, and a higher value means fewer wrinkles on the fabric. Three trained assessors rated the appearance of the test samples independently. The results for each drying cycle were the average scores of the three trained observers. The averages were rounded to the nearest tenth of a grade.
Results and discussion
Effect of drying parameters on drying performance
Results of the parameter estimates for SMER

SMER
The results of the parameter estimate and effect tests for SMER are shown in Table 3. According to p values, the impact ranking of the selected statistically significant factors affecting SMER measurements are: set rotational speed*load size (p < .0001) > load size (p < .0001) > set rotational speed (p = .0005) > set rotational speed*set rotational speed (p = .0018). Consequently, these parameters were found to significantly affect energy consumption. The interaction effect between Set rotational speed and load size, together with the load size, were the two main factors influencing drying efficiency. From the coefficient estimate, the binary combinations of set rotational speed*load size and load size were found to have negative effects on drying efficiency while the individual effect of set rotational speed and the binary combinations of set rotational speed*set rotational speed had positive relations with drying efficiency.
The main effects of load size and motor rotational speed are indicated in Figure 3. From Figure 3(a), it can be observed that the SMER decreases as the load size increases. It is indicated that the energy supply per kilogram of evaporated water is at its lowest for the 5 kg load. This can be explained by the fact that when the heater power is fixed at a constant value, the increase of the size of the contact between the fabrics and the surrounding hot air in the case of a relatively larger load size may positively contribute to the moisture transfer from the fabrics to the drying air passing by, and to the reduction in heat loss. As a result, less energy is required when a unit of moisture is removed, leading to a smaller value of SMER.
12
As seen in Figure 3(b), when the rotational speed of the motor increases from 800 to 1200 r/min, the SMER value decreases slightly at the speed of 1000 r/min but reaches the highest level at 1200 r/min. The lowest value of SMER with the highest drying efficiency is found at a speed of 1000 r/min. The significant effect of the second-order term of set rotational speed*set rotational speed seen in Table 3 also indicates that the effect of motor rotational speed on drying efficiency is not monotonic. This is because rotational speed determines the moving pattern of fabric which has a great impact on the effectiveness of contact between the fabric and the drying air.
38
When the rotational speed of the motor is 1000 r/min, a relatively larger exchange area for heat and mass transfer of the fabric and the drying air can be observed, resulting in a lower SMER.
The individual effects of load size and rotational speed of the motor on SMER: (a) load size; (b) rotational speed of the motor.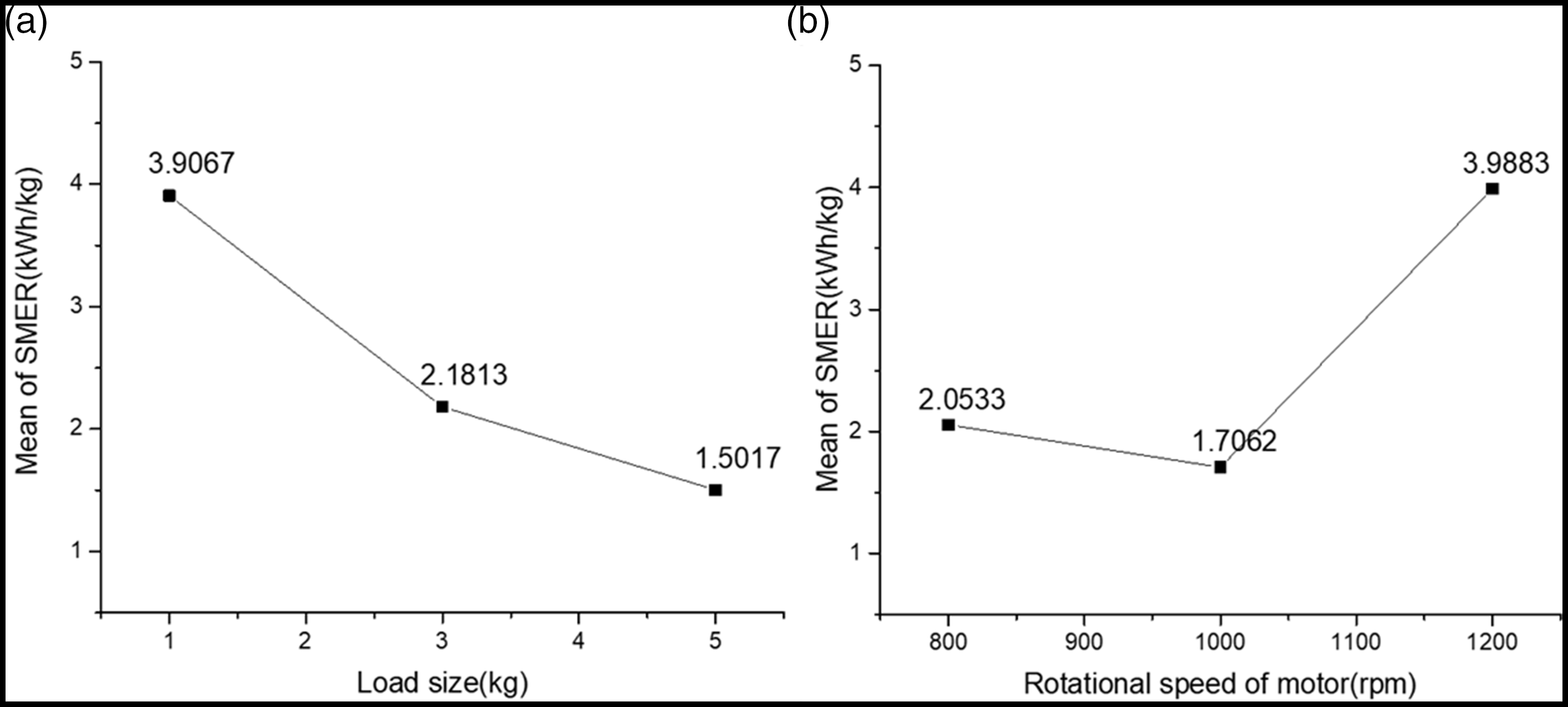
The interaction effect of the set rotational speed and load size can be seen in Figure 4. In the case of a load size of 1 kg, the value of SMER increases from 1.78 to 6.67 as the rotational speed of the motor increases from 800 to 1200 r/min. However, in the case of 5 kg, the effect of the set rotational speed on SMER diminishes. SMER remains at a relatively lower range of 0.50–2.33, and reaches its lowest value of 0.50 at the set rotational speed of 1000 r/min.
Interaction effect of set rotational speed and load size.
The reason why this interaction effect was observed is that, when drying a small load size of 1 kg, changes in the rotational speed of the motor dramatically influenced the actual rotational speed of the drying drum which determined the dynamic behavior of the fabrics. In the case of 1 kg, the actual drum speeds were measured approximately 34.4, 45.2, and 56.9 r/min when the rotational speed of the motor was set as 800, 1000, and 1200 r/min, respectively, resulting in different motion patterns for fabrics. 39 By performing different moving patterns, the contact between the fabric and the drying air was differentiated, affecting the heat and mass transfer process, thus causing a significant difference in SMER values. However, for a larger load size like 5 kg, the dynamics of fabric motion were observed similarly for all set rotational speeds due to limited moving space in the drying drum. The effect of the motor speed on fabric motion patterns was limited, which means there was no significant change in the contact between the fabric and the surrounding air. As a result, there is less obvious change in SMER.
Additionally, at the set rotational speed of 800 r/min there was insignificant change for SMER from 1.78 to 2.33 when the load size increased from 1 to 5 kg. While at the set rotational speed of 1200 r/min, SMER drops sharply from 6.67 to 1.31 when the load size increases from 1 to 5 kg. This can be explained by the fact that fabrics appeared to stick to the drum wall and rotate with it during the whole drying process under the operating condition of the load size of 1 kg and the set rotational speed of 1200 r/min, causing an empty region located in the middle of the drum where drying air passes through without sufficient heat and mass transfer with the fabrics. Thus, a great amount of heat is wasted leading to a high SMER.
Final moisture content
Results of the parameter estimates for final moisture content

In the case of final moisture content, interaction effects dominate the final performance. From the observation of interaction effects in Figure 5, the interaction between the set rotational speed and the load size showed a significant influence on the final moisture content. Specifically, the final moisture content increased with the load size when the rotational speed of the motor remains at 800 r/min, but showed an opposite trend with the set rotational speed of 1200 r/min where the final moisture content declined with an increase in load size. The lowest final moisture contents for both set rotational speeds were found at the load size of 1 kg and 5 kg, respectively. The rotating drum provided fabrics with more mixings resulting in more effective contact area between the fabric and the drying air compared to the other levels of load size at the same motor rotational speed. Thus, more water was removed, resulting in a lower final moisture content.
Interaction effects of drying parameters on final moisture content: (a) interaction between set rotational speed and load size; (b) load size–airflow velocity; (c) set rotational speed–airflow velocity.
Evenness of drying
Results of the parameter estimates for the evenness of drying

Results of the parameter estimates for smoothness appearance

The individual effect of the set rotational speed is shown in Figure 6. It is clear that drying at a medium-level of rotational speed resulted in a lower value of evenness of drying when compared with those of high- and low-level motor rotational speeds. It is believed that more even contact between each piece of fabric and the drying air at the medium-level rotational speed positively contributed to the decline in the evenness of drying.
The individual effects of rotational speed of motor on evenness of drying.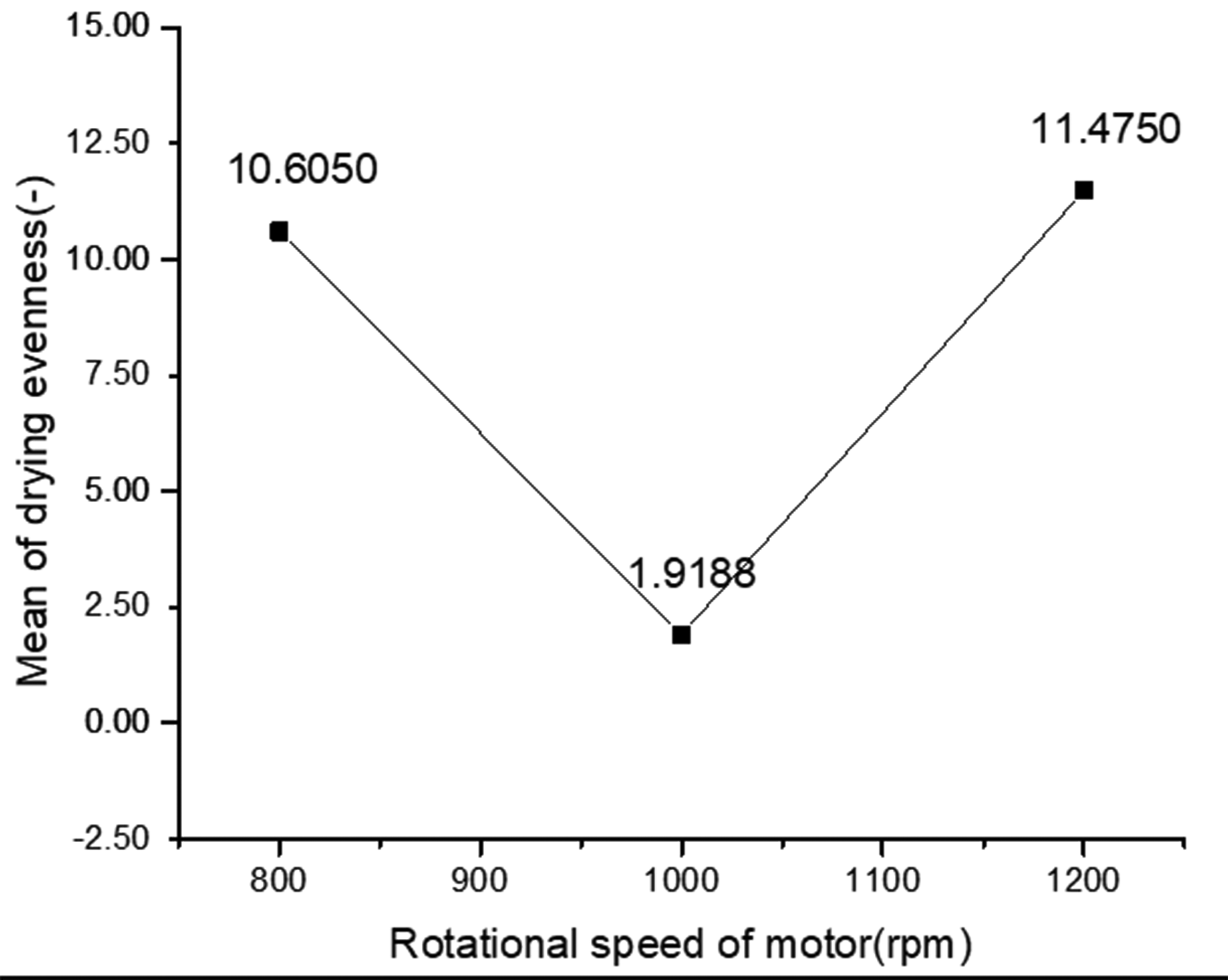
The interaction of binary combinations of the set rotational speed and load size on evenness of drying can be seen in Figure 7. It is indicated that the effect of load size on evenness of drying showed two opposite inclinations when the rotational speed of the motor was set at a low-level (800 r/min) and a high-level (1200 r/min) respectively. For 800 r/min, a positive correlation was shown while for 1200 r/min, a negative correlation was shown. It is also clear that the interaction between the rotational speed of motor and load size had a significant impact on the dynamics of fabric motion. Thus, mixings of fabrics, which made great contributions to the contact between the fabric and the drying air, were affected. As a result, the evenness of drying appeared to be differentiated under various combinations of the set rotational speed and the load size.
Interaction effects of set rotational speed-load size on evenness of drying.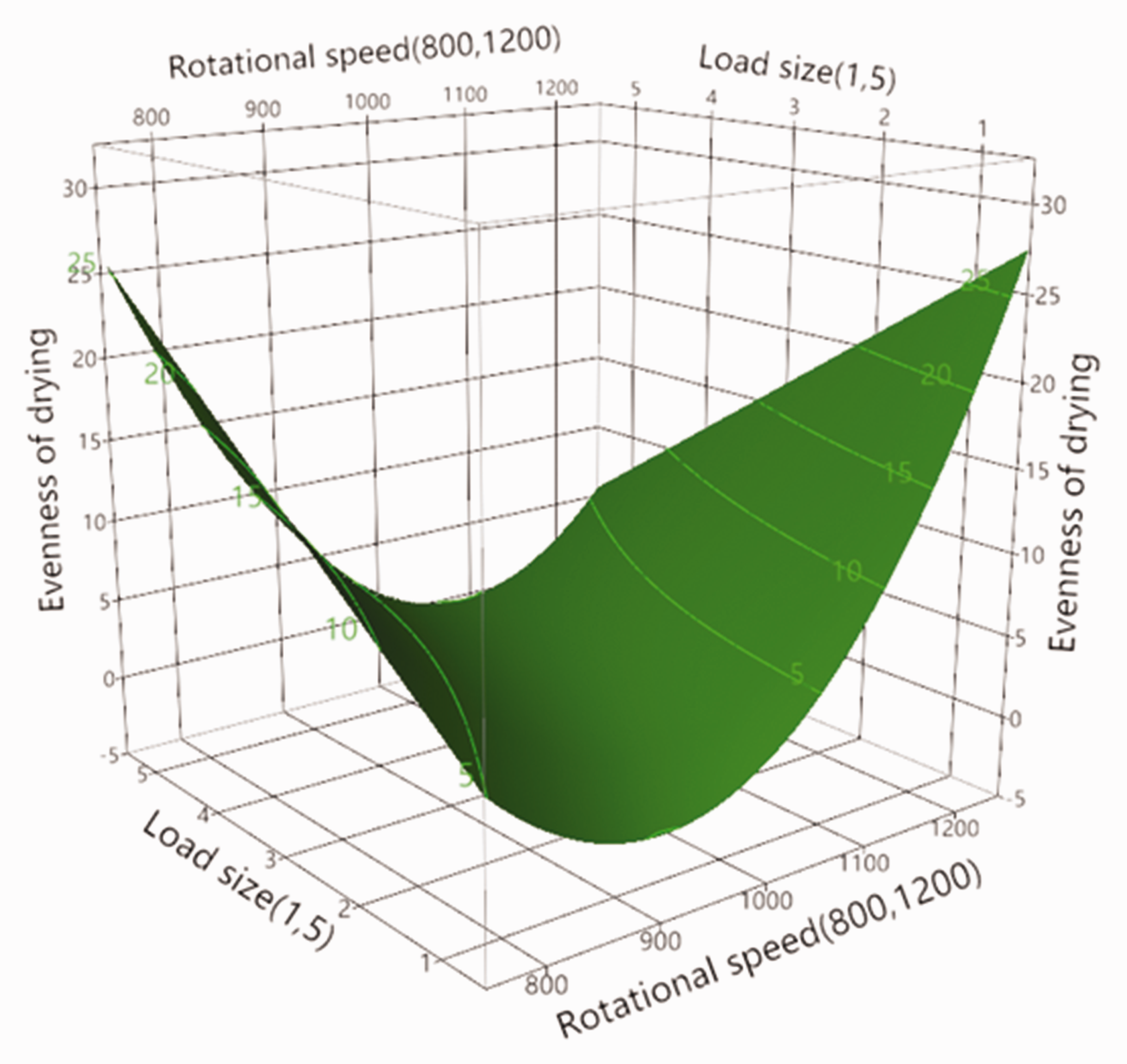
Smoothness appearance
The results of the parameter estimate and effect tests for fabric appearance are presented in Table 6. Load size (p = .0229) and rotational speed of motor (p = .0331) were parameters that showed significant effects with both of the correlations being nonlinear.
When the individual effect of load size is considered, it is clear from Figure 8(a) that the slightly higher value of smoothness appearance is obtained when a load size of 1 kg is dried. This is because for a fixed drum volume, drying a small load size of fabric means more free space is provided for fabric movement, usually on the condition that the drying process is operated at a reasonable rotational speed. Based on this, it is believed that the free motion of a fabric, as opposed to it being entangled or trapped for a long time, may constantly change the unfolding state of fabric, thus fewer wrinkles are fixed, resulting in a relatively high rating of smoothness appearance. As the load size increased, the free space for individual fabric pieces decreased leading to higher tendency to get tangled and accumulate wrinkles. Note that the smoothness of 3 kg was slightly lower, about 0.18 grades, than that of 5 kg. This can be explained by the randomness of fabric motion. In fact, more times of all drying fabrics automatically rolling up as a roll under the mechanical action were found in the case of 3 kg, where fabric samples for smoothness ratings which had a relatively smaller size compared to the drying load fabrics were easily trapped inside the roll, resulting in a poorer smoothness appearance.
The individual effects of load size and rotational speed of motor on smoothness appearance: (a) load size; (b)rotational speed of motor.
The effect of the set rotational speed on smoothness appearance can be seen in Figure 8(b). A relatively higher rating of smoothness is achieved at the motor rotational speed of 1000 r/min, where more complex movements and mixings can be observed. At a lower set rotational speed, fabrics always moved almost as a packed rigid body at the bottom of the drum, while at a higher set rotational speed, fabrics were likely to repose on the wall and rotate with the drum. Both of these two situations are undesirable. It is indicated that a proper set rotational speed with more mixings contributes to the fully spread of the entire drying load. Thus, fabrics can change their unfolding state every now and then instead of maintaining a folding state which causes wrinkles over a long period of time.
When considering the effects of all parameters, it is worth mentioning that the rotational speed of the motor and the load size, with clearly significant individual effects and binary interactions, are the most significant parameters with regard to influencing SMER, final moisture content, evenness of drying, and smoothness appearance. As mentioned earlier, the reasons why these parameters affected drying performance are that they both showed an effect on the actual rotational speed of drum. Since the rotational speed of drum was a critical factor in determining the fabric dynamics inside the drum which further influenced the contact between the fabric and the drying air, drying indicators to some extent were affected and exhibited different results. Additionally, it should be noted that the effect of drum rotational speed on fabric movement or residence time of the drying air can also be different when the drum structure is changed; 40 hence, it is necessary to take both of the drying parameters and drum structure into consideration so that the mechanism of drying can be fully understood and the drying process can be optimized. For that reason, the non-dimensional analysis was used to accommodate the multivariate nature of this problem and help us to find an optimal solution to achieve a relative higher drying efficiency, which is discussed in the next section of this paper. Considering the interaction effect between the rotational speed of motor and the load size on the dynamics of fabric motion, the actual drum rotational speed under each drying condition was measured and considered for statistically analysis in the remaining part of study.
Determination of non-dimensional ∏ terms
Taking into account several factors, including drying parameters and drum structure parameters, the non-dimensional analysis based on the Buckingham Pi theorem was applied to this problem. Accordingly, several dimensionless terms were derived. Considering that this analysis is performed for a particular fabric type and fabric properties were not taken into consideration in this paper, the effect of using different fabric types is for future investigations.
Expression of each variable in basic dimensions
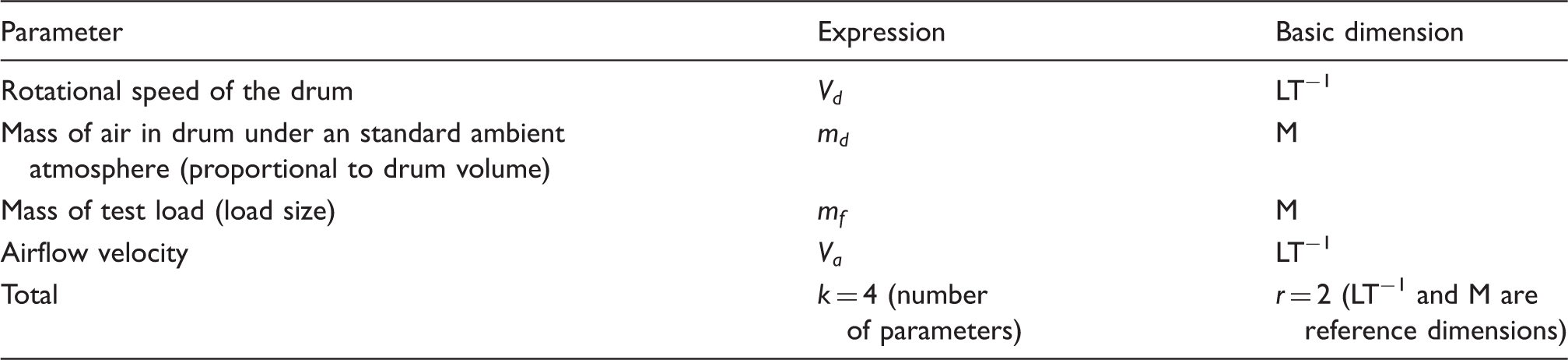
Next, based on the Buckingham Pi theorem, the required number, N, of dimensionless terms is determined by

Accordingly, the number of ∏ terms is 2. In order to define these ∏ terms, the method of repeating variables was applied to this problem. 40 Two dimensionally independent repeating variables (equal to the number of reference dimensions) were chosen from Table 7 which are rotational speed of drum, Vd, and mass of air in the drum, md.
The first ∏ term was determined by the mass of test load and two repeating variables raised to unknown exponents a1 and b1 as follows:

In order to make ∏1 a non-dimensional term, each variable in equation (9) is presented as its basic dimension and dimensionally equated by

By solving equation (10) for the two unknowns including a1 and b1, ∏1 was finally given in the following equation and denoted by ϕ:

ϕ signifies the “weight fraction,” which is the load size normalized to the mass of air in the drum. Based on equation (11), with the other variables remaining constant, ϕ appears to be higher for any condition including:
larger load size, mf smaller drum volume, md.
According to the same procedure, the second ∏ term was determined by the airflow velocity and two repeating variables raised to unknown exponents a2 and b2 as follows:

The dimensional equation is expressed by

By solving equation (13) for the two unknowns including a2 and b2, ∏2 was finally given in the following equation (14) and denoted by γ:

γ signifies the “relative airflow rate,” which is the airflow velocity normalized to the rotational speed of the drum. Based on equation (14), with the other variables remaining constant, γ appears to be higher for any condition including:
higher airflow velocity, Va lower rotational speed of drum, Vd.
It is reported that Froude number Fr is a criterion that is commonly used for solid motion in rotating drums,
31
which is defined as the ratio of centrifugal force to gravity. Therefore, Fr was included in analyzing the relationship between drying parameters and drying performance. Since the Froude number is dimensionless, it is designated ∏3 and its reference dimensions are not used in the Buckingham Pi theorem. Since the Froude number does not need to be combined with other variables to form a dimensionless product, we made it the third ∏ term as expressed in

Based on equation (15), with the other variables remaining constant, Fr appears to be higher for any condition including:
larger rotational speed of drum, Vd smaller drum radius, r.
Summary of the derived dimensionless ∏ terms

∏ terms for each drying trial

Optimal program by balancing non-dimensional variables to save energy

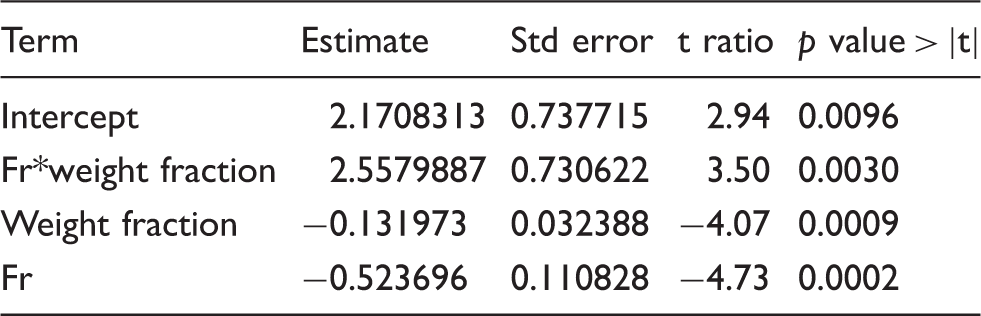
Results of the parameter estimates of dimensionless terms for SMER
Analysis of variance of SMER model

From the regression model, the interaction between the Froude number and weight fraction is the most significant factor affecting energy efficiency. Since the Froude number and weight fraction are critical parameters in determining the motion pattern of solid inside a rotating drum, future studies should be performed to examine the effect of fabric motion on drying efficiency.
Parameters and SMER of the original and optimized program

Comparing the original program to the optimized program, the energy consumption after optimization improved significantly. Since the drying platform of the two programs was the same and the heater power was fixed at the same level, it is believed that the SMER was reduced by adjusting the three dimensionless parameters. To verify the conclusion, five repeated experiments of the two programs were conducted respectively in the same experimental setup used in this study. The drying experiment was carried out in the standard atmosphere of 20 ± 2℃ in temperature and 65 ± 5% in relative humidity. The drying cycle ends when the mass of the drying load drops to the conditioned dry weight. The results indicated that by optimizing the drying parameters, the SMER of the optimized program was about 32.4% lower than the original one. It is suggested that the clothes drying process should be conducted with a relatively higher Froude number and weight fraction to achieve a better drying efficiency.
In general, this work introduced the non-dimensional analysis, with the consideration of both drying parameters (drum rotational speed, load size and airflow velocity) and drum structure parameters (drum radius and drum volume), to accommodate the multivariate nature of the studied problem. Although the method of analysis appeared to be applicable, the limitation of the results still needs to be stated. In this study, the optimized program with higher Froude number and weight fraction basically means increased load mass and drum rotational speed because the drum dimensions of the experimental setup were constant due to the restrictions of the experimental conditions. The optimal Fr and weight fraction reached the highest test values, which did not simulate the condition of daily laundry because the laundry loads in actual situation is usually approximately 3.25 kg or less. Domestic tumble dryers in the open market have various drum dimensions as well as various structural parameters; future studies should take more parameters into account so as to improve the applicability of the outcomes.
Conclusion
This work aims at investigating the effect of drying parameters on drying performance, and optimizing the drying program by adjusting parameters that were obtained according to the non-dimensional analysis to improve drying efficiency.
From the results of standard least squares fitting by JMP, major drying parameters were identified that showed significant impact on the four indicators. In general, the rotational speed of the motor, load size and their interactions were found to be the most significant factors determining SMER, final moisture content, evenness of drying and smoothness appearance. This can be explained by the fact that when these factors were differentiated, the speed of the drum appeared to be different, which further influenced the fabric interactions with each other, and with the drying air.
In order to improve the applicability of the outcomes obtained in this study and to fully understand the mechanism of drying so as to better optimize the drying process, the non-dimensional analysis, with the consideration of both drying parameters (drum rotational speed, load size and airflow velocity) and drum structure parameters (drum radius and drum volume), was used to accommodate the multivariate nature of this problem. Three dimensionless Pi terms were derived based on the Buckingham Pi theorem: Froude number Fr, weight fraction ϕ, and relative airflow rate γ.
A step regression analysis was conducted to test the assumption that SMER was influenced by the dimensionless parameters. The results showed that the interaction between the Froude number and weight fraction is the most significant factor affecting energy efficiency. In addition, the optimized program to achieve a lower SMER was also established. By adjusting the dimensionless parameters with significant influences, the energy efficiency of the optimized program was improved by 32.4%. Compared to the previous study, the optimized program employed a higher drum rotational speed and a higher load size. The outcomes of this research present an efficient correlation between drying performance and non-dimensional factors which include drying parameters and drum structure parameters. In order to eliminate the limitation of the applicability of the research outcomes, future research should be performed with more considerations of the actual laundry or drying conditions. Moreover, future research is being carried out to investigate the effect of fabric motion forms on drying performance.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Fundamental Research Funds for the Central Universities (Grant No. 2232020G-08), National Key R&D Program of China (Grant No. 2019YFB1706304), Shanghai Science and Technology Committee (Grant No. 17DZ2202900), Shanghai Summit Discipline in Design (Grant No. DD18005).