
Abstract
In this paper, size formulations for cotton yarns suitable for weaving fabrics in an environment of lower relative humidity (RHs) are investigated, which is desirable for both human comfort and the reduction of energy costs during fabric production. Moisture regain, tensile strength and abrasion resistance of cotton yarns sized with different size formulations were studied at 28℃ and various RHs. While the tensile strength of sized yarns with different size formulations was hardly affected by RH, both their abrasion resistance and weavability vary significantly with RH. Better abrasion resistance and weavability of cotton yarns sized with polyvinyl alcohol (PVA) and modified starch were achieved at 60% RH, and they were obtained at 70% RH for cotton yarns sized with PVA, modified starch and polyacrylic acid size. It was thus concluded that the selection of suitable size formulations could enable corresponding sized yarns to be weaved at lower RH. The suitable size formulation was composed of 60% oxidized starch, 30% PVA1799 and 10% polyacrylic acid size. It was noticed that better abrasion resistance of yarns sized with solely modified starches were obtained at 65% RH.
Textile warp sizing is an important process to reduce warp breakages in weaving because it can protect the yarns from the stress, strain and abrasion.1,2 However, only if sized warps have been woven in a workshop of high relative humidity (RH) at high temperature can the looms can be kept at high weaving efficiency. Temperature and RH are currently at 28–30℃ and 74–80% RH, respectively. 3 When RH is above 70%, the skin wettedness feeling is unacceptable and physical responses are more tired. In Japan, RH indoors is limited between 40% and 70% RH.4–6 Not only are workers uncomfortable in the hot-humid weaving room, but also it is harmful to their health. Theunissen et al. 7 showed that bacteria had a higher activity and easily caused health problems and discomfort in the high humidity condition. Moreover, it is disadvantageous to machines and there is extra energy consumption at high RH. The cost of humidification at 80% RH is comparable to that for driving the loom and approximately twice as much as that at 65–70% RH. 8
The research on the effects of temperature and humidity on properties of yarns was started early. However, only some of them were found. Peirce and Stephenson 9 studied the effects of humidity on the strength, elongation and other properties of sized and unsized cotton yarns in early 1926. Hari and Tewary 8 Behera and Hari 10 investigated the relationship between the RH and properties of sized cotton yarns. They also studied the relationship between sizing materials and moisture regain of sized polyester yarns. Chen et al. 11 reported the influences of RH on the adhesiveness of polyvinyl alcohol (PVA) and soy protein sizes to polyester and polyester/cotton rovings, respectively. We studied the effects of moisture regain of size films on their mechanical properties.12,13 From the perspective of thermal comfort in weaving, there has been no research on warp sizing. The objective of our study was to investigate the size formulations of cotton yarns for the purpose of accomplishing weaving in the environment of lower RH because it not only provides comfort for workers, but also reduces maintenance costs.
Experimental details
Materials
The combed ring-spun cotton yarns used in this study were obtained courtesy of Xi’an Textile Group Limited Liability Company, China. The linear density of the yarn was 9.7 tex.
The granular starches SPR and A115 were kindly supplied by AVEBE Co. Ltd (Holland). Both of them were starch derivatives. Starch SPR modified by etherification was sodium carboxymethyl starch. Starch A115 was made by oxidization. PVA was obtained from Chongqing Sinopec SVW Chemical Co. Ltd (China). The degree of polymerization was 1700 and degree of hydrolysis was 99 mol%. Polyacrylic acid (PAA) was offered by Shanghai Liming Auxiliary Co. Ltd (China). It was 30% solid content of aqueous solution. Starches SPR and A115, PVA and PAA were all commercially available products.
Size formulation design
Nowadays starch, PVA and PAA size are usually used as primary materials in warp sizing. In our size formulations they were chosen as size base materials. Size formulation used for warp yarns also contains some additives, such as lubricants and softeners. The additives act to increase one or more of the desirable properties of sizing. However, sizing additives were not used in our experiments. It was possible to weaken the variations of sizing efficiency when primary size materials or RH were changed and this was a disadvantage of our research.
Size formulations
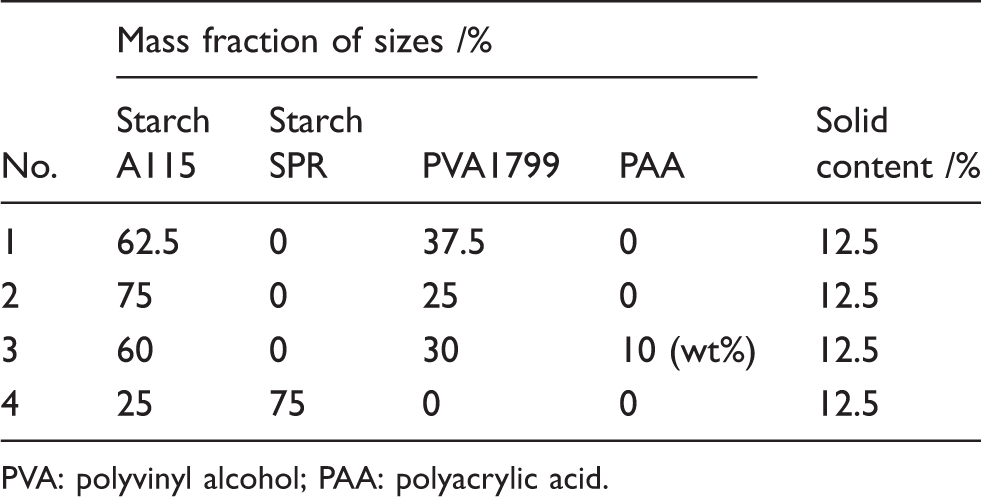
PVA: polyvinyl alcohol; PAA: polyacrylic acid.
Size preparation and sizing
According to the size formulation in Table 1, the required amount of starch, PVA, PAA size and water were added to a cooking kettle and stirred for 10–15 min at room temperature. The size slurry was heated slowly to 95℃ and cooked for 30 min. Then the size liquid was pumped into a size box. All yarns used in our studies were sized on a Benninger sizing machine, which was equipped with a single size box, having an immersion roll and two pairs of squeeze rolls. Figure 1 shows a schematic diagram of the size box and its essential components.
Schematic diagram of the size box.
The warp yarns were passed through a single size box at 95℃. The squeeze pressure was 4.2 kg per linear cm. Yarns were dried on four cylinders heated to 120℃. The sizing machine was run at the rate (generally about 14 m/min) required to dry yarns to a moisture regain of 3.0%, as indicated by a Strandburg moisture monitor. The width of the warp sheet was set so that the yarns occupied 40% of available space at the squeeze rolls.
Measurement of tensile properties of sized and unsized yarns
Before testing, the samples were conditioned for 48 h in a standard atmosphere (20℃, 65% RH). A HD021N electronic single yarn strength tester (Nantong Hongda Instrument Co., Ltd, China) was used to measure the breaking strength of sized and unsized yarns. The procedure specified by ASTM method D2256-2015 was followed using at least 30 successful samples for each sizing condition. 14
Measurement of abrasion resistance of sized and unsized yarns
Before testing, the samples were conditioned for 48 h in a standard atmosphere (20℃, 65% RH). Abrasion resistance of sized and unsized yarns was measured on a Y731 abrasion tester (Changzhou Textile Instrument Plant, China) with a preliminary tension of 19.6 cN per end and an abrasion speed of 120 rpm. The average number of abrasion cycles at break for at least 30 successful samples in each sizing condition was used. 15
Measurement of moisture regain of sized and unsized yarns
The moisture regain of sized and unsized yarns was measured in accordance with Chinese National Standard GB/T9995-1997 based on ASTM D 2654-1989. The yarns were dried in an oven at 100℃ until a constant weight was achieved for each sample and the dry weight was recorded. They were then conditioned at 28℃ and a required RH for 48 h. The wet weight was recorded. Moisture regain of yarn was calculated by the following equation

Measurement of size pick-up of sized yarns
The yarns were weighed before and after sizing and the size pick-up of sized yarn was calculated by the following equation16,17

Weaving
The sized yarns were woven into satin fabrics on a Picanol 1360 air jet loom with a weaving rate of 450 r/min at 28℃. The weaving was carried out at different RHs, that is, 56%, 60%, 65%, 70% and 74%. The linear density of the weft yarn was 9.7 tex and it was a combed ring-spun cotton yarn. The construction of the fabric was 200 ends and 90 picks per inch and its width was 200 cm. Warp stops were recorded per 10,000 picks. The weaving efficiency is the ratio of the actual weaving length to the theoretical weaving length in 24 h.
Results and discussion
Properties of cotton yarns sized with starch and PVA at various RHs
Properties of yarns sized with polyvinyl alcohol and starch at various relative humidities

From Table 2 the properties of sized yarns at various RHs are observed. No matter whether using Formulation 1 or Formulation 2 to size cotton yarns, similar changes are shown.
Moisture regain of sized yarns increased with increasing RH. Since RH increased, there are more water molecules in the environment, causing sized yarns to absorb more water molecules.
Tensile strength and abrasion resistance of sized yarns increased with increasing RH of the environment, reached a maximum at 60%, and then decreased gradually. This might be attributed to the following reasons: when RH was controlled below 60%, more water molecules were absorbed into sized yarns with increasing RH. Because of the plasticization of water molecules, there was improved flexibility of sized yarns. Consequently, it brought about some increase in tensile strength and abrasion resistance. Above 60% RH, a large number of water molecules were absorbed in sized yarns, leading to swelling. This caused an increase in the distance between macromolecular chains of cellulose and broke some bonding forces between them. Moreover, since excessive water molecules in sized yarns and size films may weaken and soften, this will cause a decrease of the adhesiveness of sizes to yarns. So, the tensile strength and abrasion resistance of sized yarns decreased.
The traditional Formulation 1 was suitable for sizing cotton yarns and was widely used in the textile sizing industry. PVA has excellent film-forming ability, so it became one of the industry’s most vital and most versatile polymers for sizing. However, PVA is not easily biodegraded and causes environmental pollution. Now PVA has been banned for textile warp sizing in Europe. There is also a proposal to limit the use of PVA in textile mills in China.18,19 Use of Formulation 2, in which the amount of PVA was decreased, was attempted. Compared with the properties of yarns sized with Formulations 1 and 2 in Table 2, it was found that moisture regain and abrasion resistance of yarns sized with Formulation 1 were higher than those with Formulation 2, and the tensile strength of yarns sized with Formulation 1 was lower than that with Formulation 2. Because it is widely accepted that the abrasion resistance of sized yarns is one of the key factors controlling their weavability, effective of Formulation 1 was superior to Formulation 2.
Properties of cotton yarns sized with polyacrylic acid at various RHs
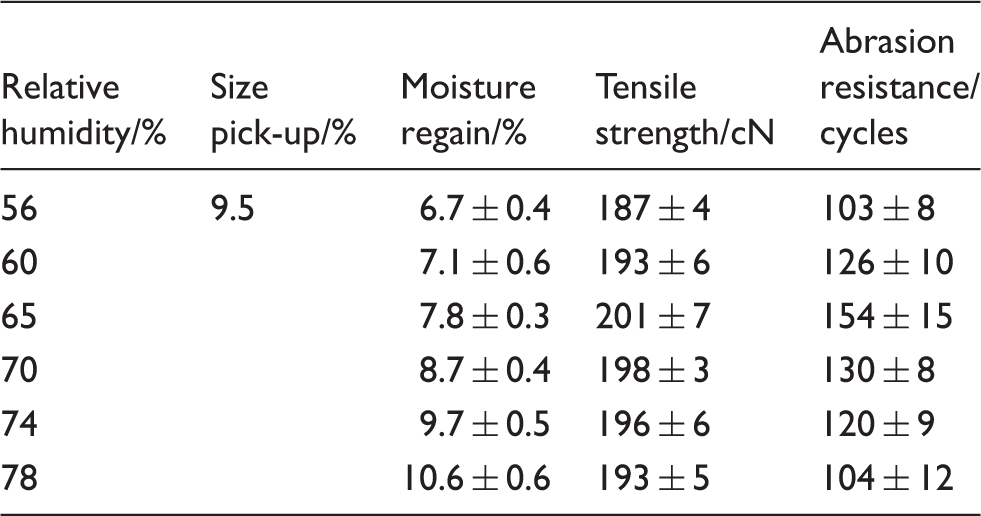
Properties of yarns sized with polyacrylic acid at various relative humidities

Similar results are shown in Table 3. The moisture regain of sized yarns increased with increasing RH. Tensile strength and abrasion resistance of sized yarns increased with increasing RH, reached a maximum at 70% and then decreased gradually.
Compared with the properties of yarns sized with Formulations 3 and 1 in Tables 2 and 3, respectively, it was found that moisture regain and tensile strength of yarns sized with Formulation 3 were lower than those with Formulation 1. However, abrasion resistance of yarns sized with Formulation 3 varied complicatedly. Abrasion resistance of yarns sized with Formulation 3 was lower than that with Formulation 1 at below 65% RH. That with Formulation 3 was significantly higher than that with Formulation 1 at above 70% RH. Better properties of yarns sized with Formulation 1 and Formulation 3 were achieved at 60% and 70% RH, respectively.
This might be attributed to the following reasons: PAA size offered a good ability of moisture absorption on account of some hydrophilic groups in its molecular chains. A significant number of water molecules were absorbed into sized yarns and plastified size film. This caused some increase in flexibility and wear resistance. Comparing starches with PAA sizes, the strength of starch film and flexibility of PAA size film are superior. Therefore, yarns sized with PAA had better mechanical properties only at high moisture regain.
Properties of cotton yarns sized with starches at various RHs
Nowadays, PVA has been more and more limited to use in warp sizing in China because of its pollution. In order to reduce the application of PVA we added PAA size into Formulation 3. However, after all, it was a synthetic material. Starch is a natural material. It is a trend in sizing materials because of environmental pollution. So, we attempted to size with an all-starch formulation. It was attempted to use starch SPR modified by etherification to size 9.7 tex cotton yarns because it had excellent properties, such as high tensile strength, high flexibility and good adhesion.
Properties of yarns sized with starch SPR at various relative humidities
It is shown in Table 4 that RH had a similar influences on moisture regain, tensile strength and abrasion resistance of yarns only when starches were used to size. The moisture regain of sized yarns increased with increasing RH. Tensile strength and abrasion resistance of sized yarns increased with increasing RH, reached a maximum at 65% and then decreased gradually.
Compared with properties of yarns sized with Formulations 4, 3 and 1 in Tables 2, 3 and 4, respectively, it was found that the moisture regain of yarns sized with Formulation 4 was higher than that with Formulation 3 and slightly different from that with Formulation 1. This was because starch SPR was modified by etherification and some anionic carboxyl groups were introduced into the starch molecules. So, the moisture absorption of starch SPR was improved and was superior to that of PAA size. The tensile strength of yarns sized with Formulation 4 was slightly different from that with Formulation 3 and was lower than that with Formulation 1. However, abrasion resistance of yarns sized with Formulation 4 was significantly lower than that with Formulations 3 and 1. Although the flexibility of starch SPR was improved by modification, it still had the primary characteristics of starch. Starch SPR film was relatively brittle and stiff, such that the elasticity of sized yarns was inferior to that of yarns sized with PVA or PAA size.
Better properties of yarns sized with Formulations 1, 3 and 4 were achieved at 60%, 70% and 65% RH, respectively. The suitable RH of Formulation 4 was higher than that of Formulation 1. This was because Formulation 4 was totally composed of starch. Starch films are quite stiff and brittle. The RH profoundly affects the stiffness or rigidity of yarns sized with starches. The plasticization of absorbed water could enhance the flexibility and wear resistance of sized yarns at high RH. Therefore, in contrast with Formulation 1, the yarns sized with Formulation 4 displayed their better properties only at high RH.
In conclusion, the summary of the above four types of size formulations is as follows.
Although there were some differences between ingredients of size formulations, the RH had a similar influence on moisture regain, tensile strength and abrasion resistance of sized yarns. Moisture regains of sized yarns increased with increasing RH. Tensile strength and abrasion resistance of sized yarns increased with increasing RH until the maximums were reached at a certain RH and then decreased gradually. With regard to Formulations 1, 2, 3 and 4, better properties of sized yarns were achieved at 60%, 60%, 70% and 65% RH, respectively.
Although RH had an influence on the tensile strength of sized yarns, variations were very slight. It may be thought that the tensile behavior of sized yarns was not sensitive to changes of RH. However, RH had a great influence on the abrasion resistance of sized yarns.
Up to now, although the performance of modified starches has been remarkably improved, an all-starch formulation cannot meet the requirements of sizing 9.7 tex cotton yarns, especially in terms of the abrasion resistance of sized yarns.
Weavability of yarns sized with different size formulations
Weavability of yarns sized with different size formulations in various relative humidities
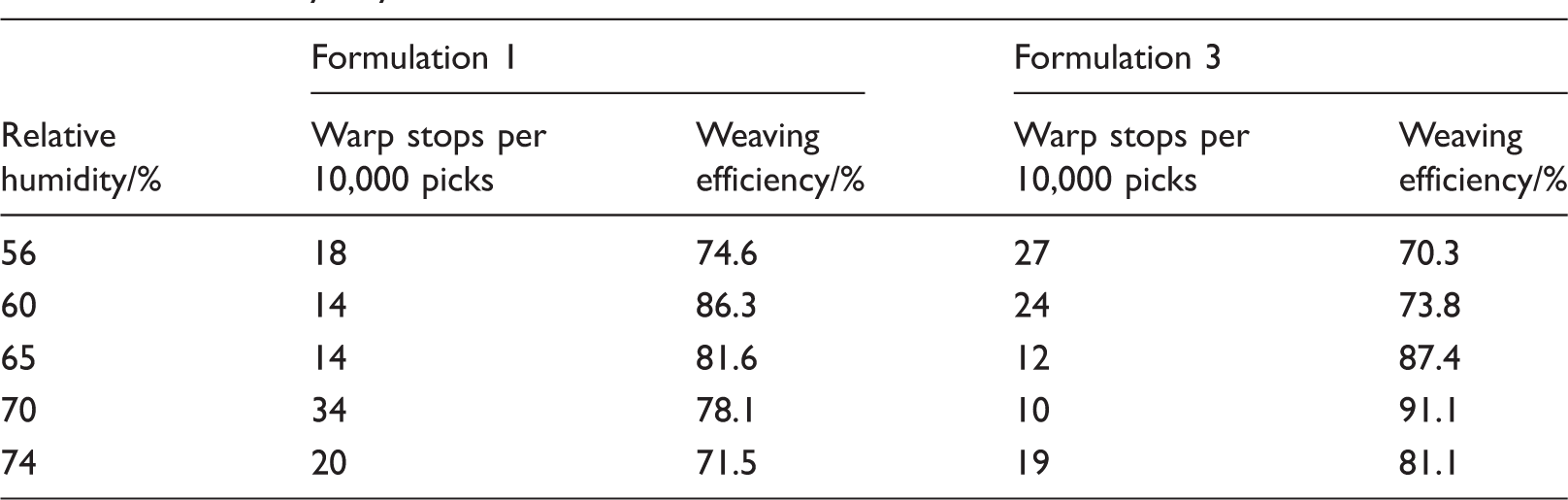
In our experiments it was also attempt to weave fabrics with sized yarns at 78% RH. However, the weaving work did not go well, in that the automatic data system of the loom could not get the available weaving information. So, it was regretful that the weavability of sized yarns at 78% RH cannot be shown in Table 5.
From Table 5 it was observed that the RH of the weaving workshop had an influence on warp stops and weaving efficiency. The cotton yarns sized with Formulations 1 and 3 provide maximum weavability at 60% and 70% RH, respectively. It was coincident with RH when properties of yarns were perfect, as shown in Tables 2 and 3. The number of machine stoppings was reduced and the weaving efficiency was significantly improved in comparison with weaving in other RH conditions. The weavability of yarns sized with Formulation 3 was superior to that with Formulation 1. This was because PAA size was added in Formulation 3 and it resulted in improved elasticity and flexibility of sized yarns. However, better properties of sized yarns were achieved at high RH. Therefore, the suitable RH of Formulation 3 was higher than that of Formulation 1 for the maximum weaving efficiency of sized yarns.
Conclusions
For weaving at lower RH, size formulations of starch, PVA and PAA size had been investigated. The properties of sized yarns had different changes at various RHs. An increase in RH increased the moisture regain of sized yarns and changed the tensile strength slightly. The RH had a great influence on abrasion resistance and weaving performance. Cotton yarns sized with PVA, modified starch and PAA size achieved better abrasion resistance and weaving performance at 70% RH compared to that with PVA and modified starch at 60% RH. The all-starch formulation showed better abrasion resistance at 65% RH.
The size formulation of 60% oxidized starch, 30% PVA1799 and 10% PAA size was suitable for cotton yarn weaving at lower RH. The properties of sized yarns were satisfactory at 70% RH. It was possible to weave at a lower RH by adjusting the size formulation.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the National Key R&D Program of China (Project No. 2017YFB0309100) and the Science and Technology Program of Shaanxi Province (Project No. 2019GY-177).