
Abstract
Wet comfort is a critical performance for fabrics, especially when human bodies release sweat in daily life. Despite excellent moisture absorption performance, cotton yarns are still limited in the moisture release/transfer ability. Here, based on a novel electrospinning technology, polyacrylonitrile and polystyrene (PS) electrospun nanofiber/cotton composite yarns were produced, respectively. Under fluorescence microscopic observation, electrospun fibers within the composite yarns showed a uniform distribution. As a result, these composite yarn-based knitted fabrics obtained a good water transport ability and a fast water evaporation rate. According to the moisture management test, PS electrospun nanofiber composite yarn-based fabrics exhibited a relatively high one-way transport index R (400%), claiming an enhanced moisture management performance. Finally, specific surface area tests and finite element analyses were used to analyze the water transport mechanism inside the yarns. The results proved that a small number of electrospun fibers played a predominant role in enhancing the moisture management ability of the composite yarns.
Keywords
Wet comfort is considered as one of the most important characteristics reflecting textile performance during wearing.1,2 Scientifically, wet comfort is commonly defined as moisture management ability,3,4 and it can be characterized quantitively by a moisture management test, 5 which is an effective method to analyze this characterization and has been used widely in recent research.6–9
In the textile industry, cotton is the most popular natural material and is applied widely because it is soft, comfortable, and breathable. 10 However, cotton fibers hold liquid moisture and become heavier, clinging to the skin and causing discomfort. In order to solve this problem and improve its moisture management ability, some advanced fabric structures have been designed.11,12 Sarkar et al. 13 and Fan et al. 14 reported a kind of biomimetic woven fabric with three layers, where the warp yarns moved back and forth between the top layer and the bottom layer. These warp yarns provided a continuous path for water transportation. Supuren et al. 15 designed double-face knitted fabrics that used cotton as the outer layer and polypropylene (PP) as the inner layer. In these fabrics, water was more likely to be directly transferred to the outer surface and absorbed by the cotton fibers because of the hydrophobicity difference between the two layers. However, the water transport in these structures was limited and these fabrics were usually heavy and thick.
To address these limitations, many researches have been done on fibers and yarns, expecting a fast water transport ability in the yarn structure. Profiled fibers, 16 polyester fibers, 17 hollow yarn structures, 18 twistless yarns, 19 and core-spun yarns 20 were applied. Recently, electrospinning has been widely used for developing various porous materials with controlled fiber properties21,22 and high surface area for functional moisture-wicking textiles. 23 Miao et al. 24 reported a three-layered fibrous membrane that was based on different electrospun nanofibers with different wettability. Textiles produced from these membranes were able to pull the liquid moisture away from the skin, showing a spontaneous and directional water transport property. Mao et al.25,26 reported a core-spun yarn prepared by coating cotton yarns with electrospun nanofibers. Fabrics woven by these yarns showed a good moisture-wicking function such that water could be transported outside of the cloth effectively. However, most researches on water transport with electrospinning have concentrated on the membrane structure and small-scale preparation in the laboratory.
In this work, electrospun nanofiber/cotton composite yarns with enhanced moisture management ability were reported. Firstly, two different polymers, polyacrylonitrile (PAN) and polystyrene (PS), with different properties, were designed into the composite yarns respectively by using a scalable electrospinning system. In the process of electrospinning, the electrospun fibers were embedded into the cotton fiber web and then composite yarns were produced through the traditional spinning process. PAN and PS electrospun nanofibers had different morphologies within the yarns, leading to different moisture-wicking performance. Secondly, typical knitted fabrics were fabricated by these composite yarns. As a result, PAN electrospun fiber composite yarn-based fabrics showed a better water absorption ability, while PS electrospun fiber composite yarn-based fabrics had a faster water evaporation rate. Furthermore, according to the moisture management test, it was proved that PS electrospun fiber composite yarn-based fabrics could transfer water out of the fabrics fast and effectively, indicating an enhanced moisture management ability. Finally, the finite element simulation result showed that a small number of electrospun fibers could significantly improve the moisture management ability of composite yarns.
Experimental details
Materials
Raw cotton fibers, which had been opened and cleaned, were supplied by Dezhou Hengfeng, China, and used to produce the cotton web. PAN (Mw 86,000) was purchased from Shanghai Macklin Biochemical Co., Ltd, China; PS (Mw 150,000) was purchased from Sigma-Aldrich, China; and dimethylformamide (DMF) was obtained through Shanghai Ling Feng Chemical Reagent Co., Ltd, China. Commercial profiled polyester yarns were obtained from Fujian Billion Polymerization Technology Industrial Co., Ltd. Eosin Y (water soluble) was obtained from China National Pharmaceutical Group Co., Ltd. Eosin Y is a kind of fluorescent dye. Its aqueous solution is red and the dilute solution can emit bright green fluorescence by fluorescence microscopy.
Methods
Preparation of composite yarns and fabrics
For the preparation of PAN-Eosin Y solution, 20 g PAN and 0.1 g Eosin Y were dissolved in 190.5 mL DMF at room temperature under continuous magnetic stirring for 12 h. For the preparation of PS-Eosin Y solution, 40 g PS and 0.2 g Eosin Y were dissolved in 169.3 mL DMF at 60°C under continuous magnetic stirring for 12 h. Based on the novel electrospinning technology we reported previously,
27
electrospinning nanofibers were embedded into the cotton fiber web (Figure 1(a)). During the electrospinning, 50 mL as-prepared solution was added into the pyramid-shaped spinneret. The distance between the spinneret and the cotton web was set to 20 cm; the direct current voltage was set to 55 kV; the relative humidity was around 50%; and the temperature was around 23°C. In this electrospinning setup, a negative-pressure suction system was used to keep the cotton web in suspension, so that electrospun nanofibers could be composited with cotton fibers. The composite yarns were produced through the traditional spinning process (Figure 1(b)), including drawing, roving, and spinning. The linear density of produced electrospun nanofiber/cotton composite slivers was 25 g/5 m; the composite roving was 5 g/10 m; and the composite yarn was 21 Ne. Typical weft plain fabrics were knitted by using these composite yarns through a semiautomatic weft knitting machine. The thickness, wale density, and course density of the composite yarn-based fabric were measured respectively (Table 1). The porosity of the fabric could be calculated based on the following equation

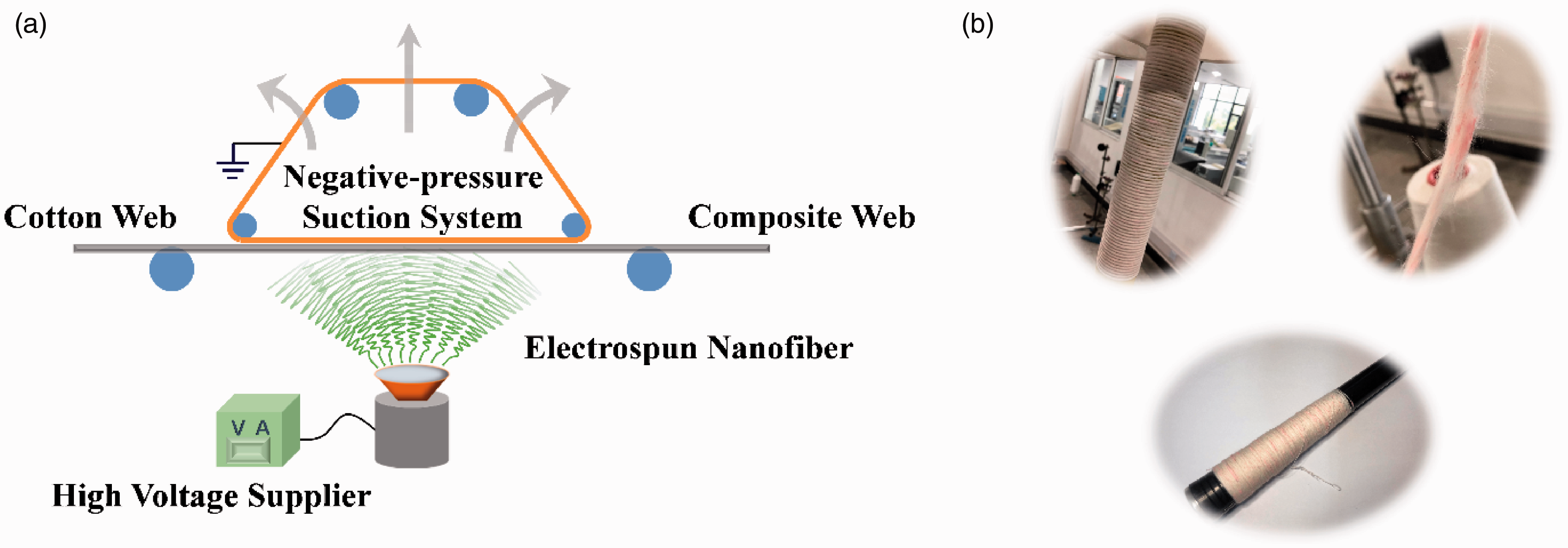
Preparation of cotton–nanofiber composite yarns: (a) the process of electrospinning; (b) the process of yarn spinning.
Specifications of yarn and fabric samples

Note: data in brackets is the standard deviation.
PAN: polyacrylonitrile; PS: polystyrene.
Morphological analysis of composite yarns and fabrics
The surface morphology of composite yarns was observed by a HITACHI TM 3000 scanning electron microscope. The average diameter of PAN and PS fiber was measured based on their scanning electron microscopy (SEM) images. By using Photoshop Adobe software, the diameter of fibers on the SEM images could be calculated to the diameter, in reality according to the scale of the image. A fluorescence microscope (Ti−S, Nikon Corporation) was used to observe the nanofibers inside the composite yarns. The structure of the composite fabrics was observed by a stereomicroscope (PXS8-T). The specific surface area of the yarn was measured by a Surface Area and Porosimetry Analyzer (Micromeritics ASAP 2460). The mass content of Fiber 1 and Fiber 2 within the composite yarn could be calculated by using the following equations.
Here, we assume that mass content of Fiber 1 is C1 (%) and that of Fiber 2 is C2 (%). So that




The value of specific surface area for all the samples
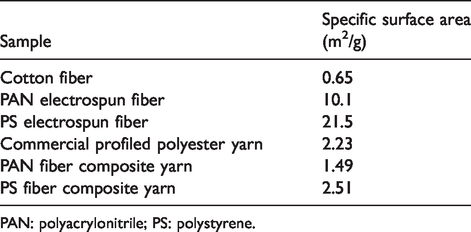
PAN: polyacrylonitrile; PS: polystyrene.
Analysis of water management performance
Before doing the analysis, all these samples were pretreated within a water bath with 20 g/L Na2CO3 and 2 g/L NaOH at 90°C for 30 min. The wicking height test was taken on the basis of the AATCC TM 197 standard. The samples were prepared by cutting the composite yarn-based knitted fabrics into 20 cm × 3 cm strips along the warp direction. The water evaporation rate test was taken by a water evaporation rate tester (FFZ191, Wenzhou Fang Yuan Co., Ltd, China), where the 10 cm × 10 cm sample was wetted by 0.2 g deionized water and the weight change was tested every 5 min. Water contact angles (4 µL) were measured by collecting electrospun nanofibers on aluminum foil and using a contact angle measurement apparatus (OCA15EC, GmbH). The test for every sample was repeated five times. Water vapor permeabilities were measured based on the GB/T 12704.1-2009 standard and every sample was tested three times. Moisture management ability was characterized according to the AATCC TM 195 method by using a moisture management tester (MMT, SDL Atlas M290). The MMT is a useful apparatus to monitor the change of water content within the fabric during the test, and then the liquid moisture management properties could be graded on the basis of the water content change.
Finite element analysis
Finite element analysis of the stationary velocity magnitude and velocity magnitude of the electrospun fiber composite yarns was employed using COMSOL Multiphysics software, where stationary two-dimensional (2D) laminar flow was studied. Here, a simplified model for the simulation was used, where the model was set up directly inside the COMSOL Multiphysics software; the physics module was laminar flow; the meshing was free triangular and boundary layers. The inflow speed was decided by the inlet velocity (0.05 m/s) in the moisture management test. In order to simplify the simulation, we assumed that the electrospun fibers were all inside the composite yarns. Based on the fiber density, the weight content was converted into the volume content. According to the references we reported previously,25,26 the distance between the fibers in the yarns was calculated. When calculating the distance between fibers, the solid volume fraction (SVF) of the yarn should be calculated. Here we assumed the yarn was in the shape of a cylinder and consisted of non-twisted, aligned fibers. In this case, the distance could be expressed as follows

Results
Surface morphology of composite yarns and fabrics
Two kinds of electrospun fiber composite yarns were prepared by using the electrospinning apparatus as described previously.27–29 Among them, PAN is a type of conjugated polymer and has a large number of polar CN groups so that it has a good electron absorption capacity and electrical conductivity.30,31 During electrospinning (under the strong electric field), a large number of electrons would accumulate on the surface of PAN nanofibers, leading to high cohesive force. However, adhesion force to PS, a polyolefin insulator, 31 is small because of low wettability and nonreactivity. 32 As a result, the stacking state of PAN electrospun fibers was much denser than that of PS electrospun fibers, since the cohesive force between PAN fibers is relatively high. 33 In the process of electrospinning, Eosin Y was added into the solution so that electrospun nanofibers would appear in a pink color, especially when fibers were agglomerating. As shown in Figures 2(a) and (b), the aggregation of PAN fibers occurred more frequently so that fiber segments were more likely to be formed in their composite yarns. During the following spinning process, these fiber segments would be transferred from the inner part to the surface of the yarn. In contrast, PS electrospun fibers tended to be dispersed more uniformly inside the yarn because of the lower cohesive force between single fibers (Figures 2(c) and (d)). The composite yarns were spun in the fineness of 21 Ne and they were used for the fabrication of knitted fabrics. The yarn and fabric specifications are shown in Table 1. The average diameter of yarns was similar, since they were spun in the same linear density and fabrics had the same wale density and course density because they were fabricated under the same parameters. The surface morphology images of these two fabrics were similar, which is demonstrated in Figure 3. In general, electrospun fibers had a relatively even distribution, although fiber aggregation occurred occasionally. This phenomenon was more serious in the PAN electrospun nanofiber composite yarn-based knitted fabrics because of the reason mentioned above.
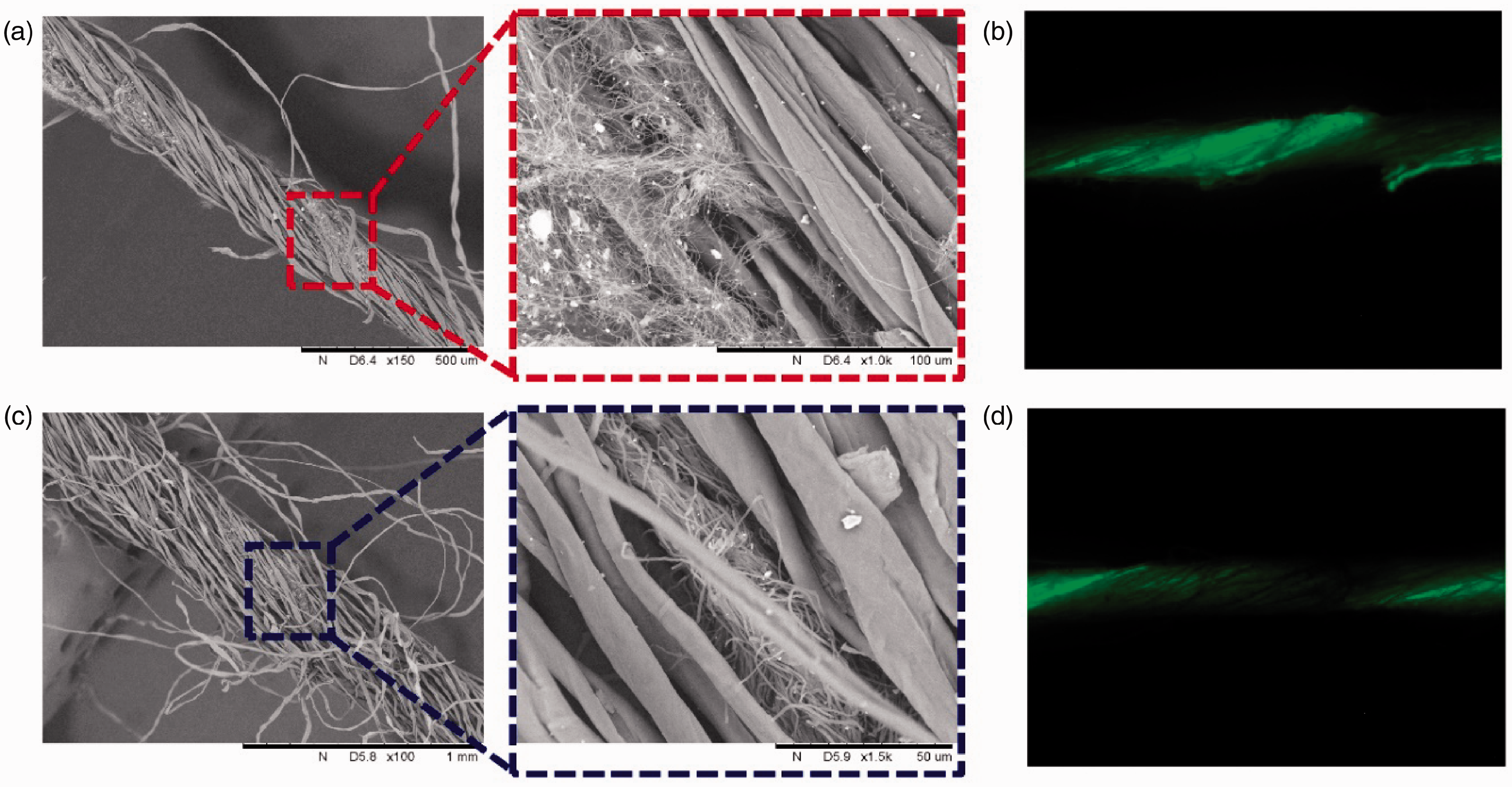
Surface morphology of composite yarns: (a) scanning electron microscopy (SEM) and (b) fluorescence images of polyacrylonitrile electrospun fiber composite yarns. (c) SEM and (d) fluorescence images of polystyrene electrospun fiber composite yarns.
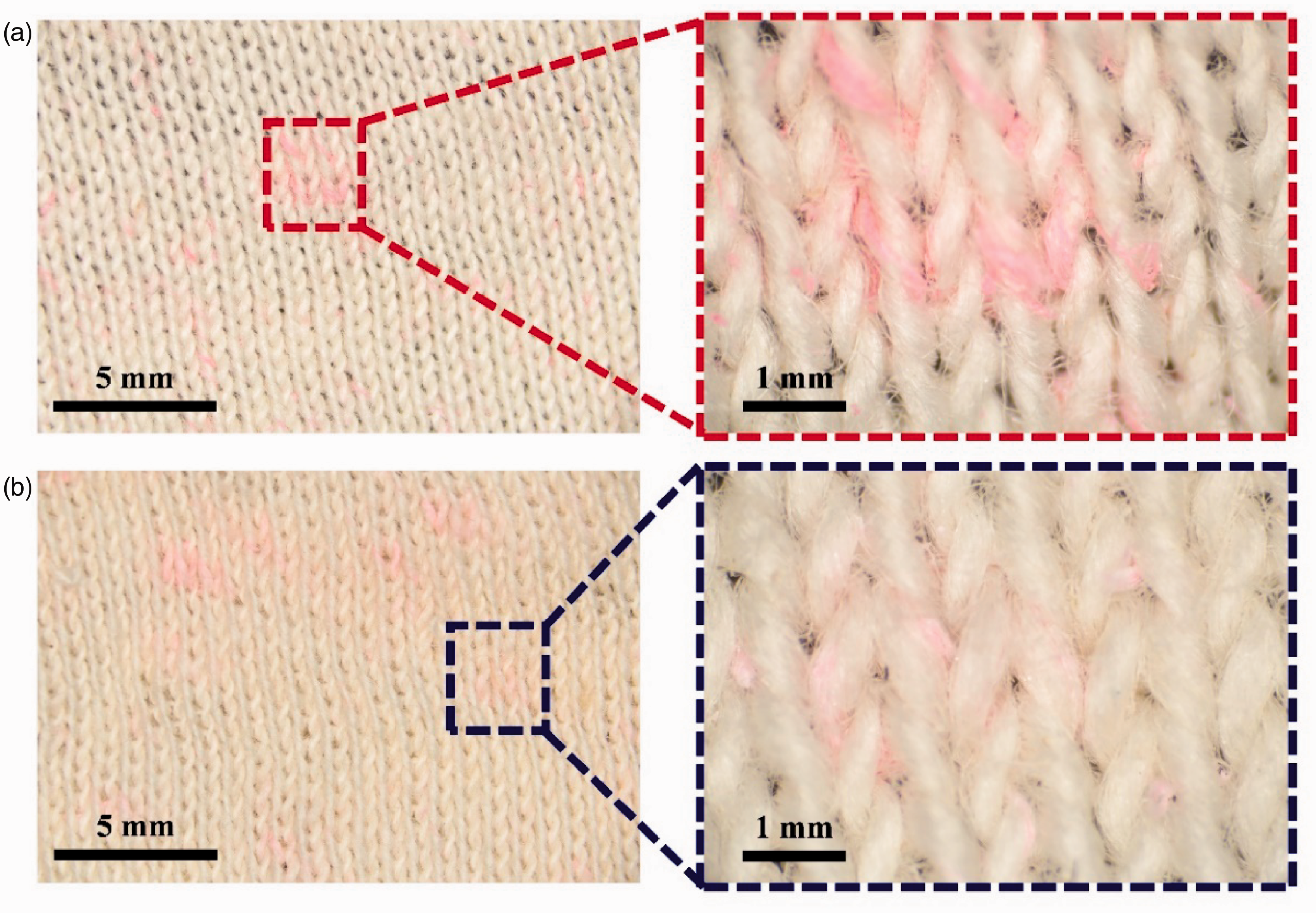
Stereomicroscope images of (a) polyacrylonitrile electrospun nanofiber and (b) polystyrene electrospun fiber composite yarn-based knitted fabrics.
Wetting property of composite yarns and fabrics
Cotton, PAN, and PS fibers have different wetting properties. As is known, cotton is a kind of natural textile material that is hydrophilic, comfortable, and skin-friendly. 10 PAN is a kind of polar polymer34,35 that is widely used in electrospinning, and PAN electrospun fibers are ultrafine, of which the diameters are commonly in the nanometer scale. As illustrated in Figures 4(a) and (b), the average diameter of PAN electrospun fibers was 316 nm and the contact angle was around 58.1°. In contrast, PS is a kind of non-polar polymer, whose solution drop is relatively difficult to be stretched under a strong electric field.36,37 Therefore, the average diameter of PS electrospun fibers was around 2160 nm and the contact angle was around 121.3°, all much higher than PAN fibers.
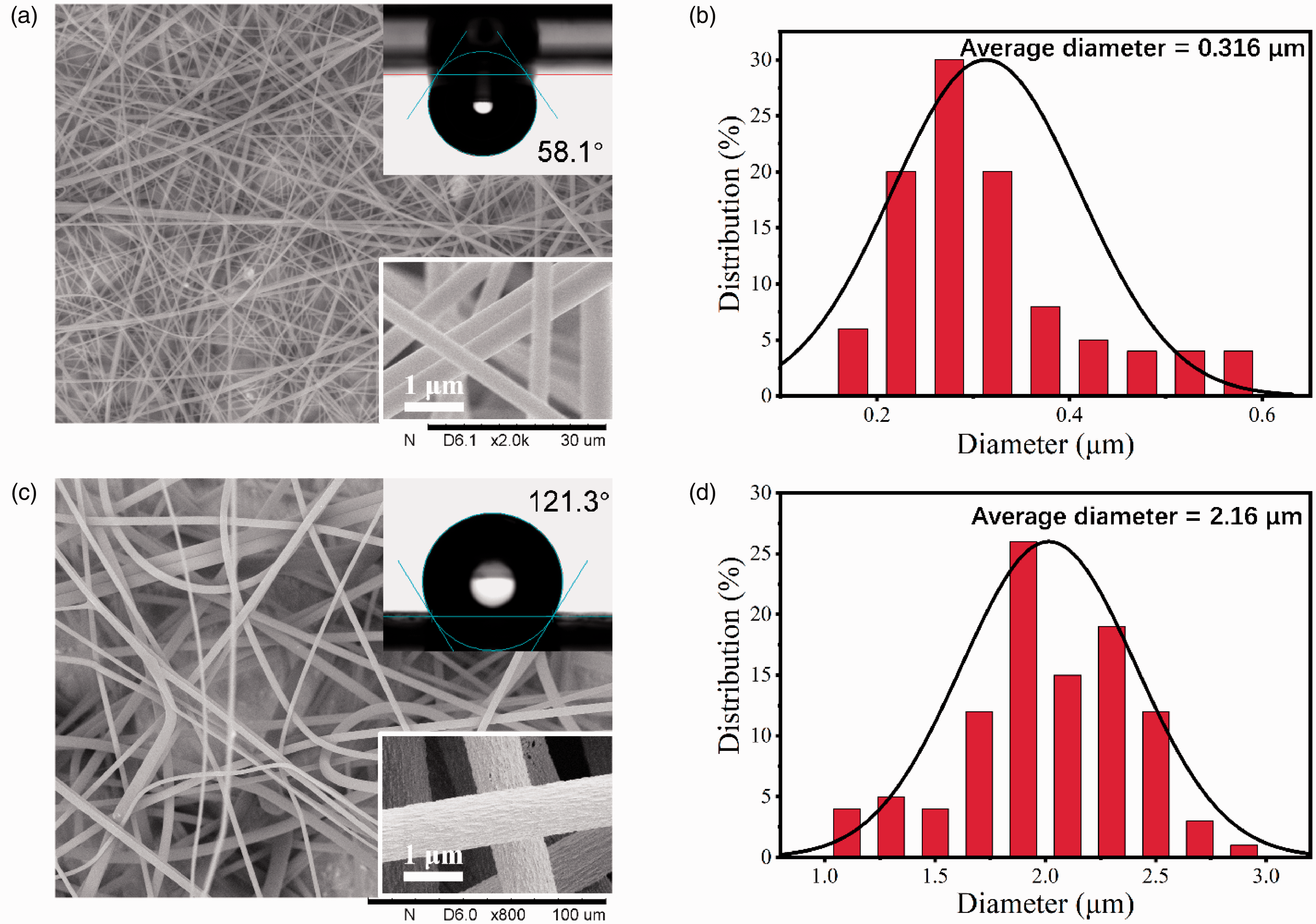
(a) The scanning electron microscopy (SEM) image and (b) the fiber diameter distributions of polyacrylonitrile electrospun fibers. (c) The SEM image and (d) the fiber diameter distributions of polystyrene electrospun fibers.
Before analyzing the wetting properties of composite yarn-based fabrics, all the samples were pretreated because on the surface of raw cotton fibers there were many other substances, including pectin, lipids, and waxes. 38 These substances form a hydrophobic protective layer but have an adverse effect on the wettability of cotton fibers. The test results are shown in Figure 5. In general, the addition of PAN and PS electrospun fibers made an effective impact on the wetting property of composited yarn-based fabrics. PAN electrospun fiber composited yarn-based fabrics had the maximum wicking height of over 12 cm at 10 min and finally 16.3 cm at 30 min. This was attributed to the strong capillary effect produced by PAN nanofibers. As described before, PAN nanofibers were ultrafine and they were more likely to be aggregated inside the yarn, forming numerous small capillaries and accelerating water movement. PS electrospun fiber composite yarn-based fabrics had a medium value (14.2 cm at 30 min), but much higher than that of pure cotton fabrics (11.5 cm at 30 min). Meanwhile, the water evaporation rate increased notably for the PS electrospun fiber composite yarn-based fabrics and the evaporation capacity achieved 80% at 30 min and 99% at 50 min, demonstrating the quick-dry performance. However, PAN electrospun fiber composite yarn-based fabrics and cotton fabrics showed a slow evaporation rate. The differences in the water evaporation values of these samples mainly depended on the specific surface area of their yarns. According to the measurement, PS electrospun fiber composite yarn obtained the largest specific surface area in this work, which was higher than that of commercial profiled polyester yarns and, thus, their fabrics achieved a fast water evaporation rate. Furthermore, the porosity and water vapor permeability of fabric samples were tested (Table 3). Since water vapor permeability mainly depended on the structure of the tested samples,39–41 such as density, thickness, and porosity, fabrics with similar specifications exhibited similar water vapor permeability. Among them, pure cotton fabrics had relatively high porosity (77.92%) and water vapor permeability (3890.45 g/m2/day).
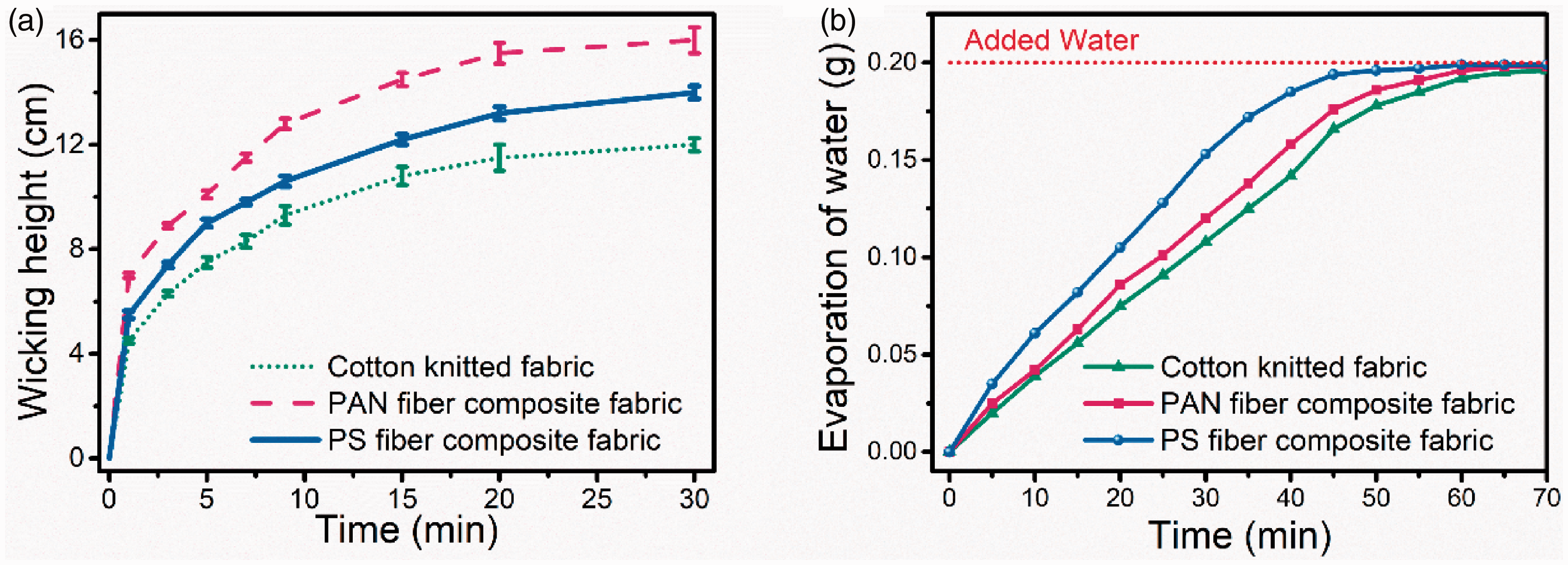
(a) Wicking height and (b) water evaporation rate of the corresponding fabrics. PAN: polyacrylonitrile; PS: polystyrene.
Porosity and water vapor permeability of the fabric samples
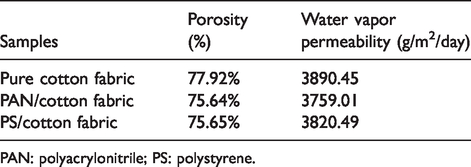
PAN: polyacrylonitrile; PS: polystyrene.
Moisture management performance of composite yarn-based fabrics
Moisture management performance of composite yarn-based fabrics was characterized by a MMT. The MMT has both top and bottom sensor rings, which can monitor the electrical resistance change while the top surface and bottom surface of the fabrics were being wetted. Thus, the wetting behavior of samples could be recorded precisely. 42 As shown in Figure 6, the pure cotton knitted fabrics had a Wetting Time Top surface (WTT) of 8.6 s and a Wetting Time Bottom surface (WTB) of 14.6 s. During the test time, the top surface maintained a high water content value and the bottom surface maintained a low water content but had no reduction throughout the process, which means a large amount of water was locked in the top surface and little was transported to the bottom surface. At the same time, the wetting area of the two surfaces was small, implying that the water did not spread fast on either of the surfaces. These test results confirmed that pure cotton fabrics had a good ability of water absorption but a serious deficiency in water transport. This was because cotton fibers consist mainly of cellulose, which is rich in hydroxyl groups and partially responsible for the high moisture sorption capabilities.
Moisture management test result of pure cotton yarn-based fabrics (insets: the wetting area of the top and bottom surfaces).
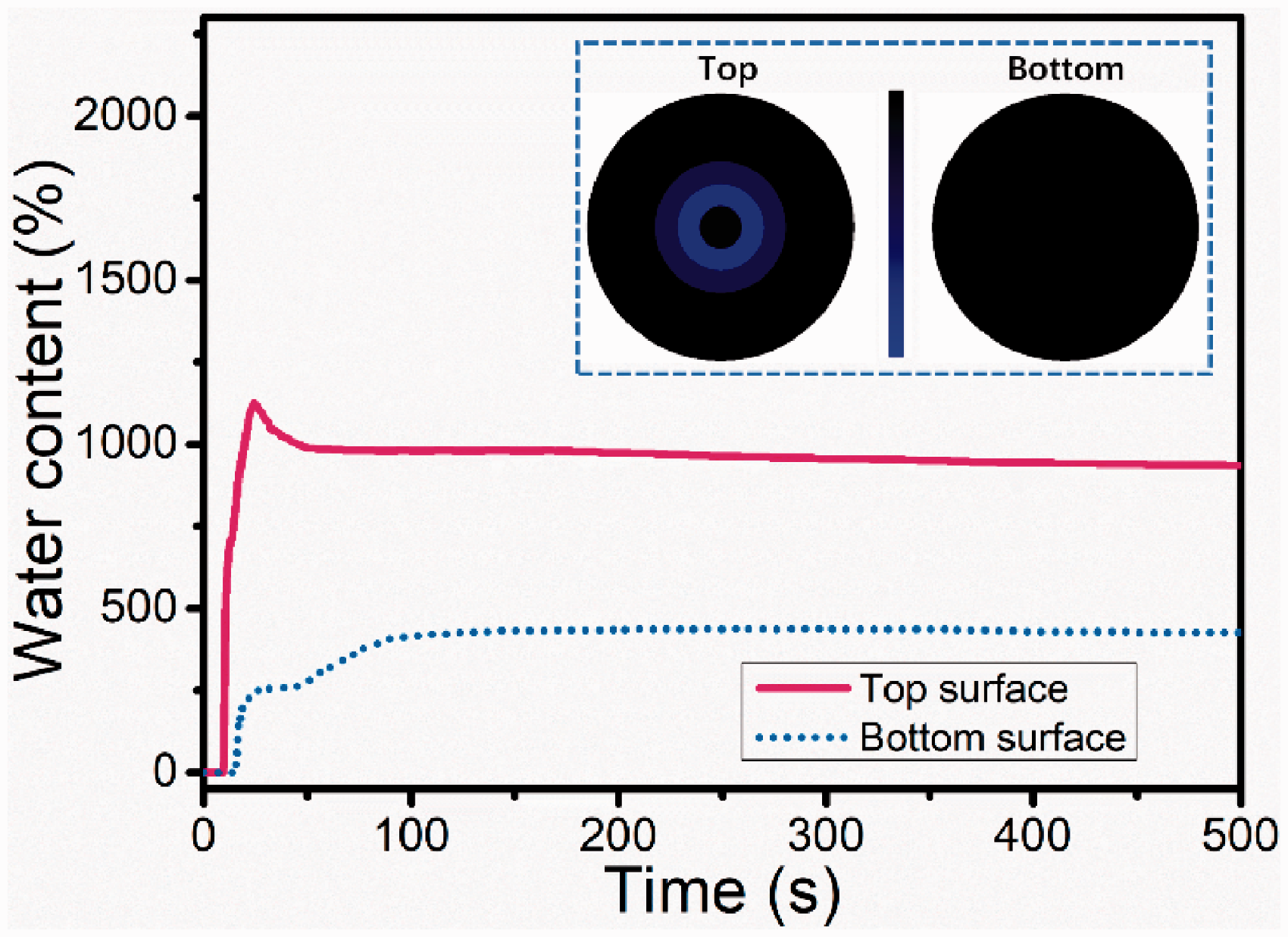
PAN electrospun fiber composite fabrics (Figure 7(a) and Table 4) showed a short WTT of 1.4 s and WTB of 5.8 s. PAN fibers, which were embedded in the yarns, accelerated the speed of wetting. Meanwhile, the water content of its bottom surface increased over two times compared with pure cotton fabrics, but was still lower than that of the top surface, and the wetting area of the bottom surface was enlarged notably. This was because the PAN electrospun nanofibers inside the yarns formed extremely small capillaries, creating a strong capillary effect, which accelerated water movement. However, PAN is a kind of hydrophilic polymer such that water would be locked inside the yarn. For PS electrospun fiber composite yarn-based fabrics (Figure 7(b)), the water content of the bottom surface was higher than that of the top surface. More specifically, in the beginning of the test, after raising rapidly, the water content of the top surface declined significantly, while the water content of the bottom surface was increasing continuously, indicating that water was being transferred from the top to the bottom surfaces continuously. Moreover, in the following period of test time, the water content of the bottom surface had a tendency of decline and the wetting area achieved the maximum value in this study. The capillaries formed by the PS electrospun fibers and cotton fibers were more likely to transport water out of the yarn. Although these capillaries were larger than those inside the PAN composite yarns, the lower water absorption and higher specific surface area of PS fibers were beneficial to water transport. The one-way transport indexes R of the pure cotton fabrics, PAN electrospun fiber composite yarn-based fabrics, and PS electrospun fiber composite yarn-based fabrics were –616.8%, –163.1%, and 400.9%, respectively.
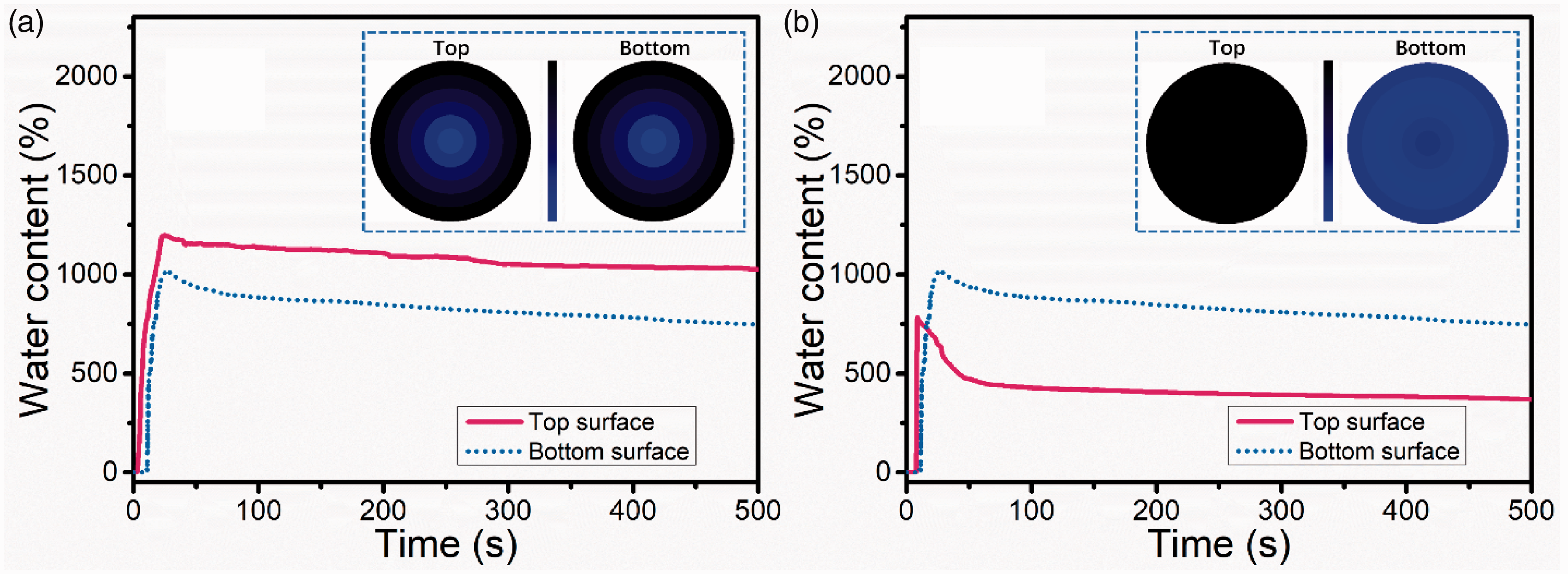
Moisture management test result of (a) polyacrylonitrile electrospun fiber composite yarn-based fabrics and (b) polystyrene electrospun fiber composite yarn-based fabrics (insets: the wetting area of the top and bottom surfaces).
Moisture management test results of fabric samples
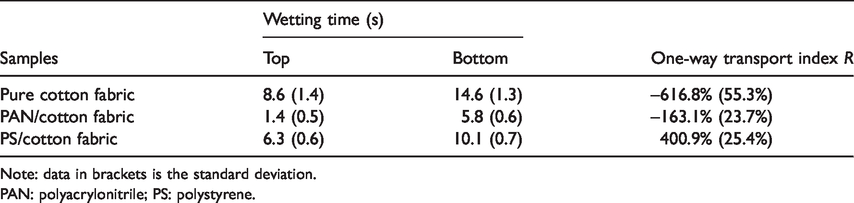
Note: data in brackets is the standard deviation.
PAN: polyacrylonitrile; PS: polystyrene.
Discussion
According to the moisture management test result, PS electrospun fiber composite yarn-based fabrics obtained obviously enhanced moisture management ability. Several reasons lead to this result. Firstly, since PAN is a kind of polar polymer, the aggregation of PAN electrospun fibers occurred with a high frequency in the process of preparation of composite yarns, which means they did not have an even distribution within the yarns and the same for the fabrics. In contrast, PS electrospun fibers had a more uniform dispersion. Secondly, PAN electrospun fibers were ultrafine, whose average diameter was around 316 nm and the contact angle was small, around 58°. Based on the Young–Laplace equation

In order to visualize the fluid velocity change within the electrospun fiber composite yarn in the process of the water transport, finite element simulation was used to analyze the velocity magnitude and velocity field of the yarns by COMSOL Multiphysics software. The model of the yarns used for the simulation was structurally simplified, which was aimed to provide basic information about water flow acceleration in two defined structures. Figure 8(a) shows a model of the cross-section of a pure cotton yarn, and water was set to transport from the inlet boundary (the top surface of the yarn) to the outlet boundary (the bottom surface of the yarn). The diameter of fiber was set as 15 µm, the distance between fibers was 8 µm, and the inflow velocity was 0.05 m/s. The velocity distribution at the outlet boundary demonstrated the peak of the velocity of around 0.24 m/s (Figure 8(b)). Compared with the pure cotton yarn model under the same condition, the outlet boundary in the electrospun fiber composite yarn model had a larger velocity (Figures 8(c) and (d)). In the composite yarn model, the small circles (the diameter was 1 µm), which represent the electrospun fibers, were added into the simulation. Here, we assumed that the electrospun fibers were evenly distributed into the cotton yarn, these fiber models were arranged randomly, and the volume content was around 8%. As a result, the peak of the velocity on the outlet boundary was increased nearly to 0.32 m/s, representing fast water transport. Based on the finite element simulation, the addition of the electrospun fiber could accelerate the speed of the water flow inside the composite yarn notably, indicating enhanced moisture management ability by these submicron fibers.
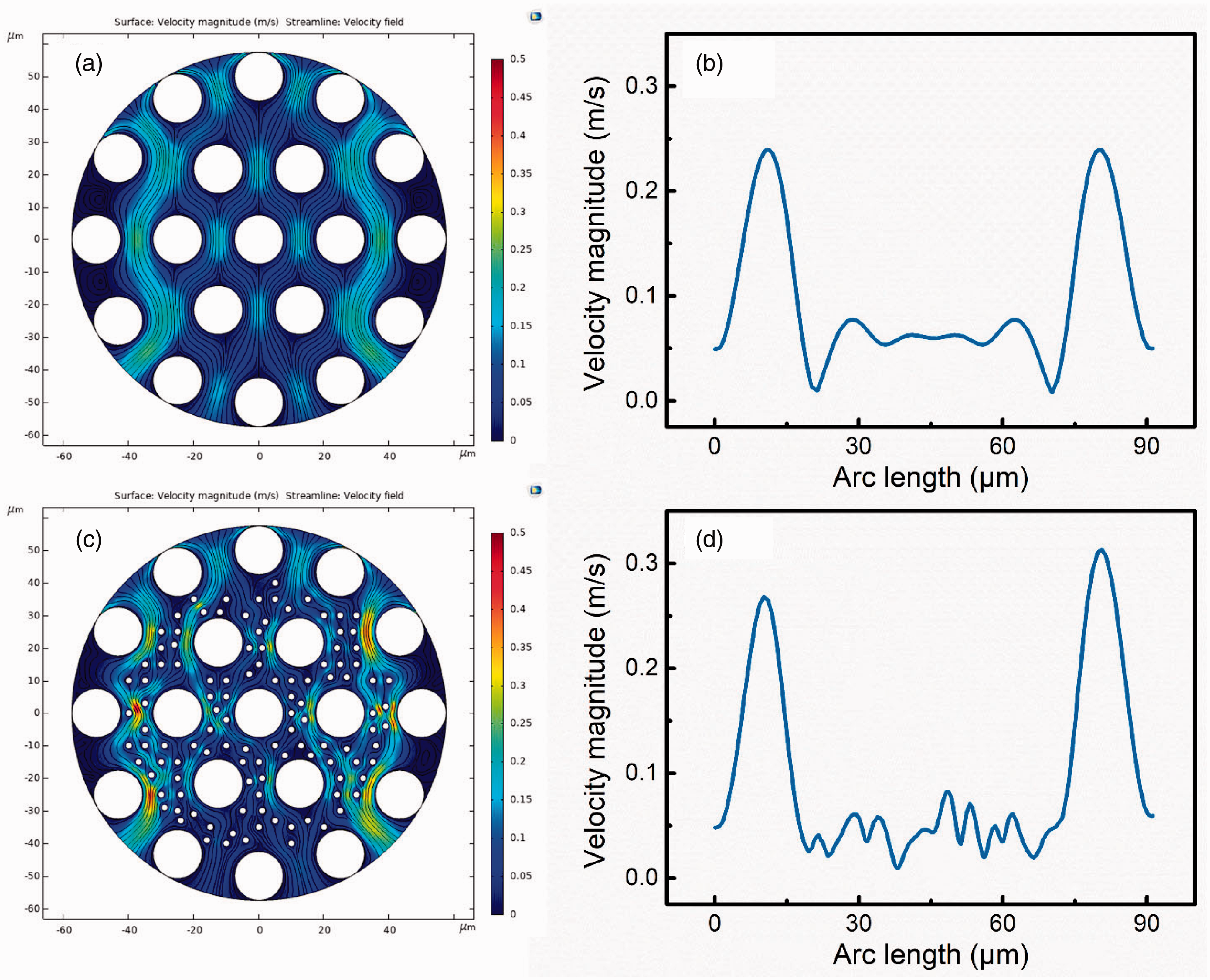
COMSOL Multiphysics software simulation result of water transport showing (a) the velocity magnitude and velocity field of the pure cotton yarn model and (b) velocity distribution on its outlet boundary. (c) The velocity magnitude and velocity field of the electrospun fiber composite yarn model and (d) velocity distribution on its outlet boundary.
Conclusions
In summary, we reported a composite yarn with enhanced moisture management ability, which consisted of electrospun fibers and cotton fibers. The PAN and PS fiber composite yarns were prepared successfully through a novel electrospinning system. Inside the yarns, the aggregation of PAN fibers occurred frequently, while PS fibers had a relatively uniform distribution. With the addition of PS electrospun fibers, the composite yarn-based fabrics exhibited the desired water evaporation rate and water transport ability, which were better than those of the PAN electrospun fiber composite yarn. According to the capillary pressure analysis and specific surface area test, the small capillaries and high specific area produced by PS fibers played important roles in the effective water transport. Moreover, finite element analyses results proved that an extremely small number of electrospun fibers could accelerate the water movement within the yarns and, thus, these yarns could provide a quick-dry effect in the process of wearing. Consequently, as we expected, the moisture management ability of cotton yarns could be effectively enhanced by electrospun fibers, showing a potential utility for moisture-wicking functional cotton textiles.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Fundamental Research Funds for the Central Universities (2232020D-15, 2232020A-08, 2232020G-01, 2232020D-14, 2232019D3-11, and 2232018A3-11) and the National Natural Science Foundation of China (51773037, 51973027, 51803023, 52003044, and 61771123); the Chang Jiang Youth Scholars Program of China and the Innovation Program of Shanghai Municipal Education Commission to Prof. Xiaohong Qin; the Shanghai Sailing Program (18YF 1400400), the Project Funded by the China Postdoctoral Science Foundation (2018M640317), and the “Open fund of Shanghai center for high performance fibers and composites” (X12811901/015) to Dr Zhenzhen Quan; the Shanghai Sailing Program (19YF1400700), the Opening Project of the State Key Laboratory of High Performance Ceramics and Superfine Microstructure (SKL201906SIC), the Young Elite Scientists Sponsorship Program by CAST, and the DHU Distinguished Young Professor Program to Prof. Liming Wang; and the Graduate Student Innovation Fund of Donghua University (CUSFDH-D-2019040 and BCZD2020001) to Mr Ning Mao.