
Abstract
In the research project presented in this paper, the effects of welding width, pressure force, power, and speed of ultrasonic welding parameters on hydrostatic pressure resistance were examined. A flexible and lightweight PVC-coated hybrid textile material with uniform thickness was used for weather protection purposes. Three main welding parameters at three different levels were selected based on the preliminary test results involving welding widths of 6 and 12 mm. A lapped type of seam was applied for ultrasonic welding and conventional joining techniques. A conventionally sewn zigzag seam was produced using three main factors at two different levels according to the application area. To avoid seam permeability, the conventional seam was sealed with tape by means of hot-air tape welding and subsequently investigated regarding its hydrostatic pressure resistance. The hydrostatic pressure resistance value of the conventional seam was then compared with ultrasonic weld seams of 6 and 12 mm welding width, and its parametric influence on the quality of the seam was analyzed. The result shows that the ultrasonic weld seam with a 12 mm welding width provided a higher hydrostatic pressure resistance than the 6 mm welding width and the conventionally sewn seam. Statistical analyses were also carried out to prove the significant effect of welding process parameters on hydrostatic pressure resistance, whereby the obtained results were statistically significant. A suitable nonlinear numerical model was also developed to predict the hydrostatic pressure resistance.
Keywords
There are two types of seam permeability or porosity in conventional sewing techniques. Vertical porosity is perpendicular to the surface of the fabrics joined and is caused by the needle penetrating the fabric, while horizontal porosity is parallel to the fabric surface and occurs due to inadequate pressure of the thread in machine sewing acting on fabric layers. It is usually taken for granted that new joining techniques like ultrasonic welding ensure seam impermeability; however, this is not always the case; generally, there is no horizontal or vertical seam leakage, provided that impermeable fabrics are used in the process. The only instance in which horizontal permeability could occur in ultrasonic welding is if an engraved roller with a discontinuous pressing surface (dotted weld, weld with a series of discontinuous lines) is employed. Horizontal leakage is avoided if engraved anvil wheels with a single or multiple continuous lines or an anvil wheel with an engraved sinusoid or zigzag pattern are selected. However, to make a weld vertically impermeable, it is necessary to optimize processing parameters, which, if inappropriate, could cause micro-porosity, thus making the product inadequate for some of the intended end-uses, including protective clothing, tents, reservoirs, and roof or weather protection. 1
Many investigations have focused on the weldability of materials to obtain a high-quality waterproof seam. For example, Gutnik et al. 2 reported that thermoplastic material was the most suitable option for joining via ultrasonic welding. Thermoplastic material can be divided into three types according to weldability: rigid polymers (polystyrene), semi-rigid polymers (polypropylene), and flexible polymers (polymer films). The waterproof fabric used in this particular study was a type of flexible polymer that is characterized by a low modulus of elasticity, and therefore large mechanical energy losses, making it suitable for continuous ultrasonic welding. 3 Previous studies have shown that the shape of the ultrasonic welding machine roller surface and seam type decisively affect the resulting seam properties. 4 , 5 To obtain a waterproof seam with favorable mechanical properties, the ultrasonic welding processes and the combination of parameters must be optimized. The basic parameters of ultrasonic welding were considered as determinant factors for the amount of mechanical energy delivered to the welded materials and transformed into heat, such as the amplitude of the vibrations (A, µm), frequency of mechanical vibrations (f, kHz), welding time (t, s), welding speed (v, m/s), and pressure (P, N) caused by contact of the anvil roller or sonotrode. The auxiliary parameters, including material, shape, and size of the working instrument (sonotrode), have a secondary effect on high-quality welding. 2
Outdoor applications require waterproof performance. The waterproof quality largely depends on the performance of seams. Previous studies have shown that water resistance could be achieved by waterproof fabrics combined with seam connection technologies.6–8 It has been reported that joining is a critical step in the process of manufacturing thermoplastic composite products. 6 , 9 The major defects detected in quality inspections are due to the seam connection technology, leading to air bubbles inside seam tapes, seam tape edges peeling off, and burned or broken seam tapes, etc. 6 , 7 Simona et al. 10 reported on the conventional sewing method, in which seams were made waterproof by attaching a waterproof adhesive tape onto the seam area by means of hot-air welding technology. It was proven that the welding frequency softened the membrane and due to the simultaneous influence of welding pressure, the yarn of the below-knitted layer was impressed into the membrane. The combination of these two effects damaged the membrane and the welded seams showed no resistance to water in the seam area. 10
Ayse and Bahar 11 investigated the water permeability of ultrasonic seaming on PU-coated fabrics. They observed that the waterproofing capacity of an ultrasonic seam is higher compared to a conventional seam before and after washing processes. The difference between the waterproofing performances of the ultrasonic and the conventional seaming methods was found to be statistically significant. In ultrasonically seamed samples, waterproofing values decreased with increased seaming velocity. When the values were statistically investigated, the differences between them were found to be insignificant. Among all evaluated fabrics, the poorest waterproofing performance before and after washing processes was provided by the lightest fabric. For the ultrasonic seaming method, higher waterproofing values were observed in plain-woven fabrics than in twill structures at the equivalent weight in grams prior to washing; the difference was considered to be statistically significant. In contrast, the differences between the fabrics considering all values for both ultrasonic and conventional seam types before and after washing processes were found to be statistically insignificant. 11
Selin et al. 12 studied the ultrasonic welding of nonwovens used for surgical gowns. The bonding strength and permeability properties of ultrasonically bonded polypropylene-based nonwovens, a spun-bond, an SMS (spun-bond–melt-blown–spun-bond), and a PE-coated spun-bond, were compared with conventionally stitched samples in this study. They analyzed the penetration properties of fabrics. Water penetration was not observed in ultrasonically welded joints in the membrane of reinforced fabrics, which is a very important performance property in surgical gowns. Water permeability resistance of traditionally sewn pieces with membrane reinforcement showed that water penetrated through the stitches due to needle holes in the fabric. Thus, in real use scenarios, this poses a risk for healthcare personnel. However, membrane reinforcements in nonwoven fabrics provided the required resistance against water and air without sacrificing breathability. It was also found that the ultrasonic welding technique is a suitable method for joining layers in surgical gown production, together with acceptable bonding strength. 12
Hui Shi et al. 6 conducted research on the seam performance of waterproof clothing based on continuous ultrasonic welding technology. The authors reported that the traditional sewing part in the sewing-thermo adhesive tape sealing (S-TATS) process can be successfully replaced by ultrasonic welding (USW) technology in the ultrasonic welding-thermo adhesive tape sealing (USW-TATS) process. The waterproofing performance and dimensional stability of the seam were improved in the USW-TATS process. The relationships between USW parameters and the performance of the USW-TATS seam by applying nonlinear regression fitting were also explored. It was shown that hydrostatic pressure increased first, then subsequently decreased due to a further increase in USW parameters. Hydrostatic pressure grew with an increase in amplitude. However, hydrostatic pressure obviously decreased once the amplitude reached 95%, which most likely resulted from destroyed fabric weldability due to high temperature. The maximum hydrostatic pressure was 31.62 kPa. It was observed that the average hydrostatic pressure increased at first and then started to decline once roller pressure was further increased. The average hydrostatic pressure showed a slight rise prior to a precipitous decline due to an increasing roller speed. 6
Despite widespread applications of ultrasonic bonding techniques in the textile industry, hardly any research has been dedicated to the bonding and heating mechanisms of woven hybrid textile materials using a continuous mode of operation. Most of the previously performed empirical studies addressed the effect of welding parameters on joint strength using a plunge mode of operation that limits the use of this technology in textiles; very few studies have focused on the parameters of the ultrasonic welding process and their effect on hydrostatic pressure resistance as well as the quality of the welded seam for technical applications. The current work investigated the parameters of the welding process for a specific material that is commonly used for weather protection as a trial to identify tendencies in the relations and to assess superior hydrostatic pressure resistance yielding parametric levels of PVC-coated hybrid textile for ultrasonic welding and conventional joining techniques. After a review of the state of the art, the materials, methods, and machines selected for this study are explained. Various results at different speeds are analyzed and critically commented on. The results of this study will shed more light on the potential for using ultrasonic technology for outdoor applications of industrially produced weather protection textiles.
Materials and methods
Materials
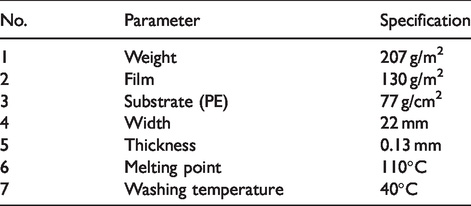
LOUP 22130 two-ply seam-sealing tape of double film based on PE–PU with PE substrate
Specification of used material H5571-0283-ECO tentorium 650
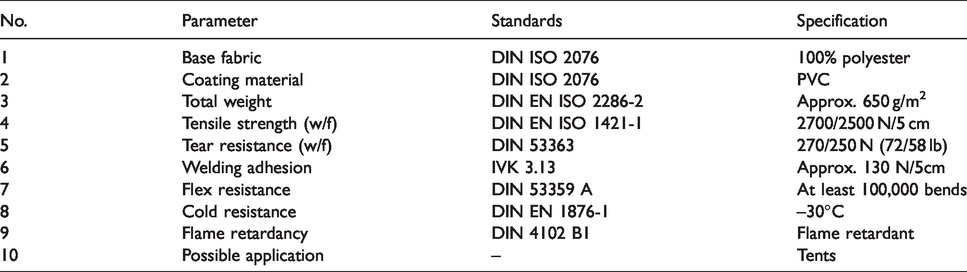
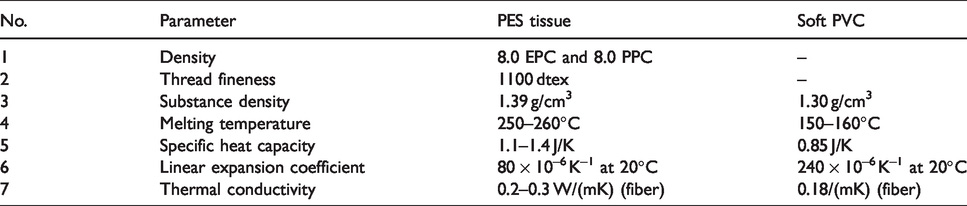
A woven construction is a relatively rigid structure with little stretch that is typically used in the coating process to impart high stress and tension. The selected lightweight textile material is a plain-woven fabric, made from 100% polyester, which is coated with PVC in consideration of the desired end-use application. Plain-woven structures are most frequently used for coating, and PVC is the most commonly used coating material due to its low cost, excellent physical properties, and ease of processing. 1 Weight and thickness were measured according to DIN EN ISO 2286-2 and ISO5084 standards, resulting in values of 639 g/m2 and 0.52 mm, respectively. The physical properties of the hybrid textile material are stated in Table 3 for woven polyester (PES) and coated PVC.
Physical properties of H5571-0283-ECO tentorium 650

(a) Brother sewing machine; (b) Hot-air tape welding machine; (c) Nucleus Rotosonic DX1 ultrasonic machine.
Methods
All measurements were carried out under standard testing climatic conditions at a temperature of 20 ± 2°C and 65 ± 4% relative humidity. Traditional stitching and an ultrasonic weld seam were tested according to the hydrostatic pressure test for water penetration resistance. The test was selected considering the end-use application of the material. Ultrasonic welding was performed for 6 and 12 mm welding widths. Both welding widths were selected (from three types of available welding widths) according to preliminary test results of the selected material regarding the required technical application in order to investigate the effect of welding width on hydrostatic pressure resistance of the weld. During welding, a suitable type of lapped seam was produced by placing 15 mm edges of one textile material on top of another, 10 which exceeds the width of the anvil wheel. A flat or plain anvil wheel was used with a 65 mm diameter. Welding power, speed, and pressure forces were the welding parameters for this research. The level of each welding parameter was set based on the preliminary experimental investigation on the hybrid textile material. The working ranges of welding power (40–100 W), speed (1–3 m/min), and pressure force (40–300 N) were investigated for a 6 mm welding width, while the working ranges of welding power (60–120 W), speed (1–3 m/min), and pressure force (40–350 N) were investigated for a 12 mm welding width. The selected levels as per preliminary experiments are shown in Figure 2 by considering three factors at three levels for both 6 and 12 mm welding widths. A welding combination of pressure force, power, and speed at different levels (Figure 2(a)) was employed to evaluate the effect of welding widths in the cases of 6 and 12 mm. In contrast, the effect of welding power, pressure force, and their combined effect were evaluated based on the welding combination illustrated in Figure 2(b–d) for a 12 mm welding width. Furthermore, a conventional seam was produced considering the stitch pattern, stitch length, and stitch width as sewing factors with two different levels using a lapped type of seam with a 15 mm seam allowance to compare the test result with the weld seam. The selected levels were 2 and 3 for the stitch pattern, 2 and 2.5 mm for stitch length, and 4 and 8 mm for stitch width based on the preliminary experimental study on the material.
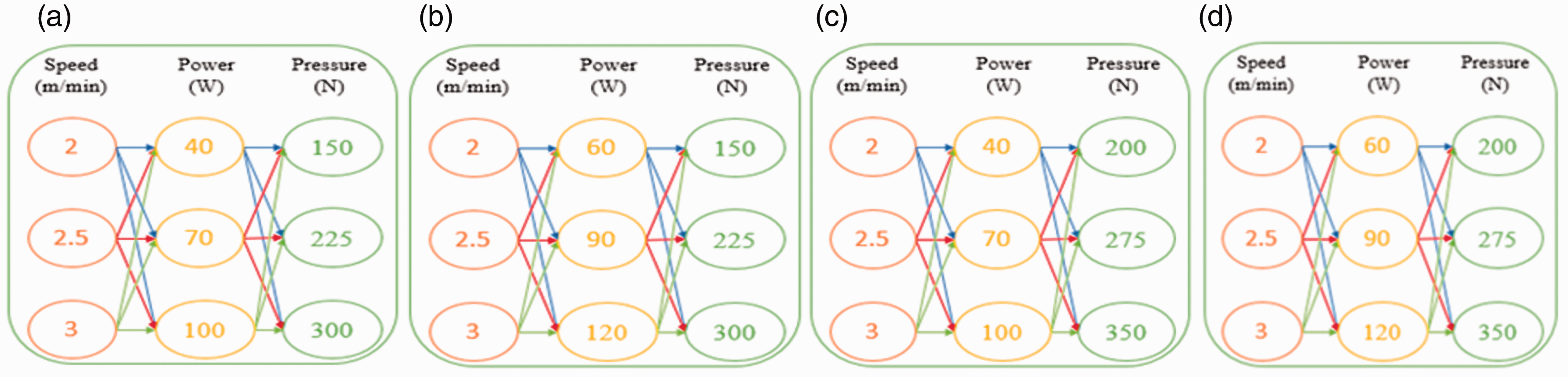
Welding combination of 33 full factorial designs of the experiments.
Results and discussions
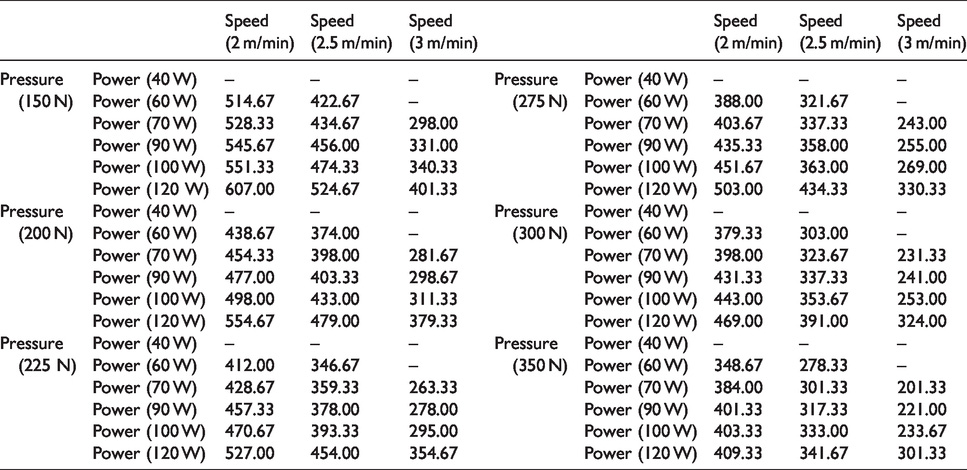
Individual experiments were carried out to investigate the effects of welding pressure force, power, speed, and width on hydrostatic pressure resistance. The welding pressure force (150, 200, 225, 275, 300, and 350 N) and welding power (40, 60, 70, 90, 100, and 120 W) at a constant welding speed (2, 2.5, and 3 m/min) and different levels were used. Subsequently, 33 full factorial designs of experiments were utilized to study the effects of each welding parameter on hydrostatic pressure resistance. The hydrostatic pressure resistance of the ultrasonic weld seam was determined for 18, 21, 21, and 18 welding combinations using a 12 mm welding width to investigate the effects of welding pressure force, power, speed, and width, respectively. The values obtained from testing are presented in Table 4 in terms of water pressure resistance in cmH2O, which is equivalent to mbar or 100 Pa. The average value of the three samples is listed for each combination.
Weld seam hydrostatic pressure resistance (cmH2O) results for 12 mm welding width
Effect of welding parameters on hydrostatic pressure resistance
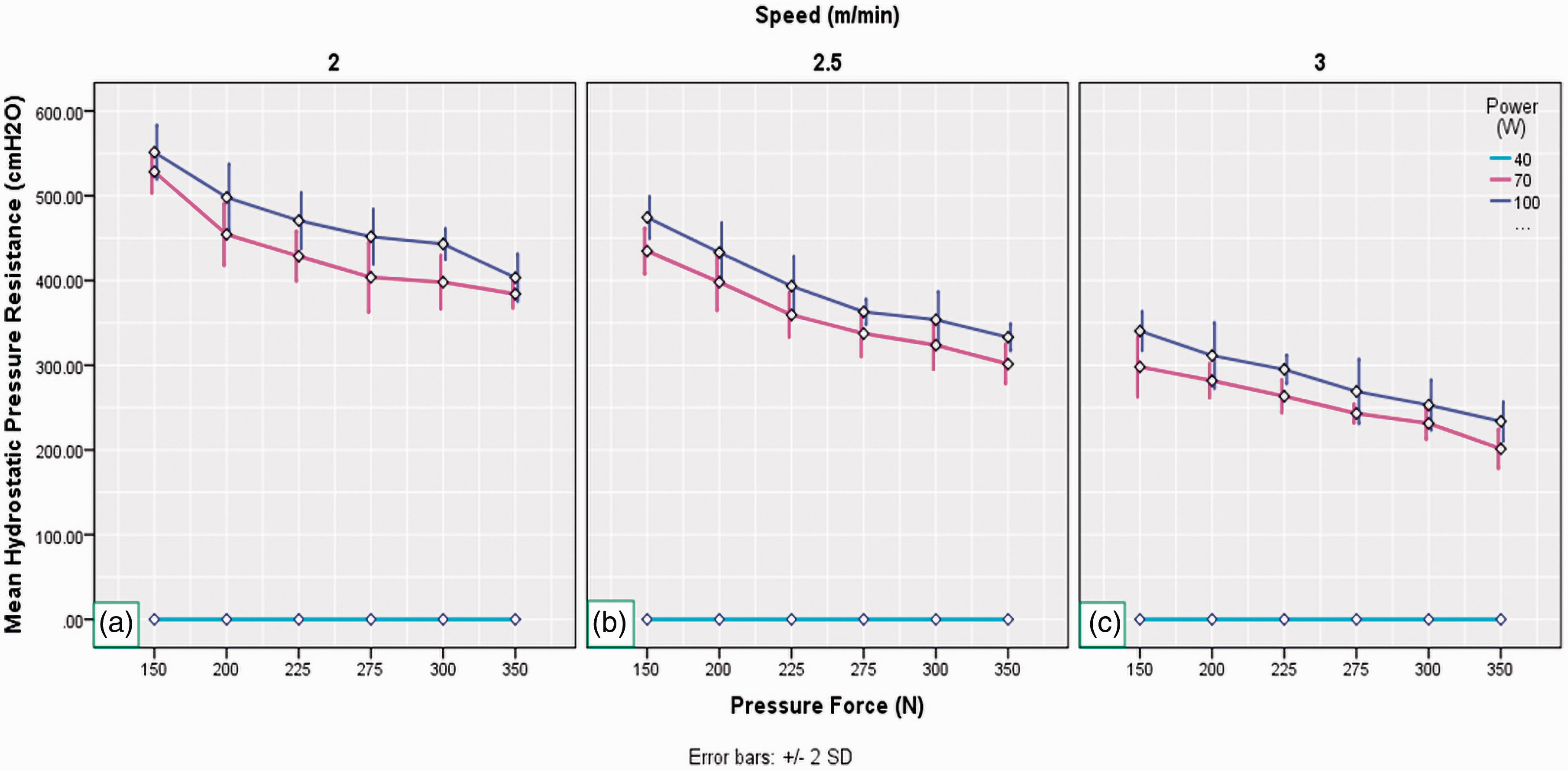
The impact and interaction effects of ultrasonic welding parameters (i.e., pressure force, power, speed, and width) on hydrostatic pressure resistance are illustrated in Figures 3–5 based on a 12 mm welding width; a statistical analysis is provided in Table 6. The welded samples of hydrostatic pressure resistance shown in Figure 3(a–c) ranged from 348.67 to 607 cmH2O, 278.33 to 524.67 cmH2O, and 201.33 to 401.33 cmH2O at 2, 2.5, and 3 m/min welding speeds, respectively. A 12 mm plain anvil wheel was used for all samples. The highest hydrostatic pressure resistance was observed for the experimental combination used to demonstrate the effect of welding power at the lowest welding pressure force (150 N), highest welding power (120 W), and lowest welding speed (2 m/min) according to Figure 3(a). In contrast, the lowest hydrostatic pressure resistance was obtained for the experimental combination used to show the effect of welding pressure force at the highest welding pressure force (350 N), a lower welding power (70 W), and the highest welding speed (3 m/min) (Figure 3(c)). These results will be valid for other types of textile material as well, provided that the material and welding conditions correspond to these aspects: a lower melting temperature difference (<22°C), a high amount of thermoplastic content (>65%), and thickness in addition to a flexible and lightweight coated/laminated textile. Hence, ultrasonic welding has to be performed in the working range of welding parameters as part of a high-quality welding process based on a closer welding width and an identical anvil engraving.

Hydrostatic pressure resistance (cmH2O) of 12 mm welding width at (a) 2, (b) 2.5, and (c) 3 m/min welding speed.
Hydrostatic pressure resistance (cmH2O) as a function of pressure force (N) for 12 mm welding width at (a) 2, (b) 2.5, and (c) 3 m/min welding speed.

Hydrostatic pressure resistance (cmH2O) as a function of power (W) for 12 mm welding width at (a) 2, (b) 2.5, and (c) 3 m/min welding speed.
Weld seam hydrostatic pressure resistance (cmH2O) results for 6 mm welding width

The welded samples for hydrostatic pressure resistance shown in Figure 6(a–c) varied from 145 to 206.5 cmH2O, 135 to 188 cmH2O, and 137 to 158 cmH2O at welding speeds of 2, 2.5, and 3 m/min, respectively, using a 6 mm plain anvil wheel. The highest hydrostatic pressure resistance of the bond was obtained at the lowest welding pressure force of 150 N at a medium (70 W) and the highest (100 W) welding power and the lowest welding speed (2 m/min) (Figure 6(a)). In contrast, the lowest hydrostatic pressure resistance was obtained at a medium welding pressure force (225 N) and the highest welding power (100 W) at the highest welding speed (3 m/min) (Figure 6(c)). Similarly, the hydrostatic pressure resistance ranged from 398 to 551.33 cmH2O, 323.67 to 474.33 cmH2O, and 231.33 to 340.33 cmH2O at welding speeds of 2, 2.5, and 3 m/min (Figure 6(a–c)) using a 12 mm plain anvil wheel. The highest hydrostatic pressure resistance of the bond was observed for the experimental combination that was utilized to reveal the effect of welding width for the lowest welding pressure force (150 N) and the highest welding power (100 W) at the lowest welding speed (2 m/min) (Figure 6(a)). However, the lowest hydrostatic pressure resistance was obtained in the case of the highest welding pressure force (300 N) and a lower welding power (70 W) at the highest welding speed (3 m/min) (Figure 6(c)).

Hydrostatic pressure resistance (cmH2O) of 6 and 12 mm welding width at (a) 2, (b) 2.5, and (c) 3 m/min welding speed.
Figure 6(a–c) suggests that the hydrostatic pressure resistance value for a 12 mm welding width was higher than that in the case of a 6 mm welding width due to the fact that more heat was generated and used to form a bond in the material once ultrasonic energy was transmitted rather than dissipated. The effect of the welding pressure force decreased when the welding width was higher because the amount of stress developed in the welding area was inversely proportional to the welding width. Due to the higher effect of welding pressure force, the developed frictional work decreased with a lower welding width—a behavior that could not be observed in the case of a higher welding width. If the effect of welding pressure force was higher for a 6 mm welding width, the dissipated friction due to thermal softening (surface effect) at the coated material–sonotrode interface would cause higher plastic dissipation 16 , 17 at the coated material–sonotrode interface compared to a welding width of 12 mm. Thus, the increase in plastic dissipation at a coated material–sonotrode interface is a reason for the resulting higher material deformation on the interface or a reduced thickness for a 6 mm welding width. In conclusion, lower hydrostatic pressure resistance occurred for a welding width of 6 mm compared to 12 mm. The hydrostatic pressure resistance value of 12 mm welding width samples showed an increment of up to 71% and 166.99% compared to a 6 mm welding width against its minimum and maximum values, respectively. The effects of welding pressure force, power, and speed on hydrostatic pressure resistance were less significant compared to the welding width. Therefore, the welding width is considered as the most important variable affecting the hydrostatic pressure resistance of a welded seam.
Statistical analysis
A statistical analysis has been performed for welded seam hydrostatic pressure resistance data. It was taken into account that welding pressure force, power, and speed are the main independent variables for the response factor or dependent variables of hydrostatic pressure resistance. Different levels of welding pressure force (150, 225, and 300 N), power (40, 70, and 100 W), and speed (2, 2.5, and 3 m/min) were applied for a 6 mm welding width, and different levels of welding pressure force (200, 275, and 350 N), power (60, 90, and 120 W), and speed (2, 2.5, and 3 m/min) were used for a 12 mm welding width. The significance of the main effects and interaction effects was investigated.
Polynomial curve fittings were applied to represent the relationship between the independent variable (pressure force, power, and speed) and hydrostatic pressure resistance. Fitting aptness was assessed by comparison to the coefficient estimation (R2). The higher the coefficient, the better the model was fitted to the experimental data. Thus, the amount of variance accounted for by the main independent variable (pressure force, power, and speed) with its interaction effect in hydrostatic pressure resistance was 88.02% and 94.17% for 6 and 12 mm welding widths, respectively. The correlation coefficients (R2) were very high (more than 80%), so the fitted models were suitable to predict the relationship between the independent variable (pressure force, power, and speed) and hydrostatic pressure resistance. Thus, the model itself was significant, and the independent variable (pressure force, power, and speed) was a significant predictor of hydrostatic pressure resistance at F(9) = 13.88, p = 0.0001, and R2 = 0.8802 and F(9) = 30.49, p = 0.0001, and R2 = 0.9417 for welding widths of 6 and 12 mm, respectively, using an ANOVA analysis of the quadratic model. Based on model fit statistics, adjusted R2 = 0.8168, predicted R2 = 0.6958, and adequate precision = 13.3005 were found for a welding width of 6 mm, whereas adjusted R2 = 0.9108, predicted R2 = 0.8525, and adequate precision = 19.3987 were determined for a 12 mm welding width. When the difference between adjusted R2 and predicted R2 was below 0.2, the model was fitted; the difference was identified as 0.1210 and 0.0583 for welding widths of 6 and 12 mm, respectively. The investigation shows adequate precision, which is evaluated by the ratio between the signal and noise, whereby a ratio greater than 4 was desirable. Thus, the ratios of 13.300 and 19.399 indicated an adequate signal for 6 and 12 mm welding widths, respectively. Both models can be used to navigate the design space. A multiple correlation coefficient (R) showed a 92.8% and 96.7% correlation between hydrostatic pressure resistance and independent variables in the model summary analysis of nonlinear regression for 6 and 12 mm welding widths, respectively. Thereby, a higher correlation (more than 50%) was investigated for both welding widths.
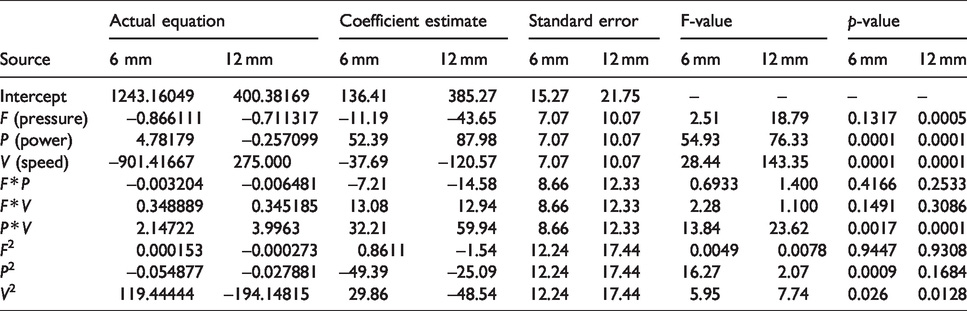
The coefficient analysis of the main independent variable (pressure force, power, and speed) proved that the pressure force was not a significant predictor of hydrostatic pressure resistance for the 6 mm welding width due to a higher p-value (0.1317). This was different in the case of the 12 mm welding width, where the pressure force, power, and speed were significant predictors of hydrostatic pressure resistance. However, the interaction effect between pressure force and power as well as between pressure force and speed was not a significant predictor for the 6 and 12 mm welding widths due to the higher p-values of 0.4166 and 0.1491 for 6 mm and 0.2533 and 0.3086 for 12 mm, respectively. The welding power square and speed square were significant predictors of hydrostatic pressure resistance for the 6 mm welding width, whereas they were insignificant predictors for the 12 mm welding width, resulting from the higher p-values (0.9308 and 0.1684). According to the Pearson correlation analysis, the pressure force and speed had negative correlation values of –0.131 and –0.443 with a two-tailed significant value of 0.242 and 0.000, respectively; however, the power had a positive correlation value of 0.615 with a two-tailed significant value of 0.000 to hydrostatic pressure resistance in the case of the 6 mm welding width. Furthermore, the pressure force and speed had a negative correlation values of –0.253 and –0.699 with a two-tailed significant value of 0.023 and 0.000, respectively; however, the power had a positive correlation value of 0.510 with a two-tailed significant value of 0.000 to hydrostatic pressure resistance for the 12 mm welding width. Since the two-tailed correlation was significant at the 0.01 level, the pressure force provided an insignificant correlation value with hydrostatic pressure resistance for both welding widths.
Based on model summary statistics and a sequential model sum of squares analysis, a nonlinear (quadratic) regression predictive model was suggested with two-factor interaction (2FI) for hydrostatic pressure resistance using the three main welding parameters and their interaction at three different levels. If some of these main independent variables (pressure force, power, and speed) and their interaction effect that are given in the coefficient analysis of Table 6 are not significant predictors of hydrostatic pressure resistance, they are not considered for the developed numerical model. Thus, a multiple nonlinear regression predictive equation of hydrostatic pressure resistance was generated for 6 and 12 mm welding widths, as presented in equations (1) and (2), respectively. Based on these equations, a hydrostatic pressure resistance surface plot was constructed to show the design points above and below the predicted value in Figures 7 and 8 for welding widths of 6 and 12 mm and at welding speeds of 2, 2.5, and 3 m/min. Moreover, the actual predicted values of hydrostatic pressure resistance are displayed in Figure 9 for both welding widths, considering zero as no weld.



Surface plot of hydrostatic pressure resistance (cmH2O) for 6 mm welding width at (a) 2, (b) 2.5, and (c) 3 m/min welding speed.

Surface plot of hydrostatic pressure resistance (cmH2O) for 12 mm welding width at (a) 2, (b) 2.5, and (c) 3 m/min welding speed.

Actual vs. predicted hydrostatic pressure resistance (cmH2O) of (a) 6 mm and (b) 12 mm welding width.
Comparison of conventionally sewn seam and ultrasonic weld seam
By means of the traditional joining technique, the material was joined in zigzag stitches with a lapped type of seam and then covered with seam-sealing tape using hot-air welding, as previously mentioned. This experiment was carried out to investigate the effect of sewing parameters on hydrostatic pressure resistance and to compare a conventional seam against an ultrasonic weld seam. It was conducted based on a 32 full factorial design of experiments including different levels of stitch pattern (2 and 3), stitch width (4 and 8 mm), and stitch length (2 and 2.5 mm). The hydrostatic pressure resistance of the conventionally sewn seam was determined for eight sewing combinations. Test results are presented in Table 7 in terms of water pressure resistance in cmH2O, which is equivalent to mbar or 100 Pa. The average value of the three samples is listed for each combination.
Coefficients analysis of hydrostatic pressure resistance (cmH2O) for 6 and 12 mm welding widths
Conventional seam hydrostatic pressure resistance (cmH2O) results

The hydrostatic pressure resistance of conventional seams ranged from 203 to 396.67 cmH2O and from 335 to 412 cmH2O for stitch lengths of 2 and 2.5 mm, respectively. The highest hydrostatic pressure resistance was obtained based on a stitch width of 8 mm, stitch pattern 2, and stitch length of 2.5 mm, whereas the lowest hydrostatic pressure resistance resulted from a stitch width of 4 mm, stitch pattern 3, and a stitch length of 2 mm. Once the stitch pattern was changed from 2 to 3, the hydrostatic pressure resistance rapidly decreased for stitch widths of 4 and 8 mm at a stitch length of 2 mm, while only slightly decreasing for a stitch width of 4 and 8 mm at a stitch length of 2.5 mm, as shown in Figure 10(a–b). Thus, hydrostatic pressure resistance increased with a rising stitch length and stitch width, whereas it decreased when the stitch pattern was changed from 2 to 3. It can therefore be stated that hydrostatic pressure resistance had a positive relationship with stitch length and stitch width. Also, a higher hydrostatic pressure resistance was observed in stitch pattern 2 compared to 3. Comparing the minimum and maximum values of hydrostatic pressure resistance, the conventional seam had a lower resistance value than the ultrasonic weld seam based on a 12 mm welding width; however, this relationship was reversed with a 6 mm welding width. The ultrasonic weld seam (12 mm welding width) showed an increment of up to 13.96% and 33.82% of hydrostatic pressure resistance compared to the conventionally sewn seam against the minimum (203 cmH2O) and maximum (412 cmH2O) values, respectively. In contrast, the ultrasonic weld seam (6 mm welding width) showed reductions of up to 33.5% and 49.88% of hydrostatic pressure resistance compared to the conventionally sewn seam against the minimum (203 cmH2O) and maximum (412 cmH2O) values, respectively. According to these results, it can be concluded that the ultrasonic welding technique, based on a 12 mm welding width and optimally selected parameters, can successfully replace the traditional joining technique. Additionally, the failure locations of the test samples were investigated for both seam types. It was found that water penetration positions were concentrated near the cross-point of seams, which may be due to weak mechanical properties. The failure locations of the ultrasonic weld seam were often right at the cross-point (one-third of failure locations) or near the cross-point (two-thirds of failure locations), where water penetration appeared first and then gathered into a drop. The failure locations of the conventional seam were on the edge of the seam tape near the cross-point of seams and in the surrounding area. It was observed that water penetration appeared very early at the cross-point area, where more needle holes were gathered in the case of conventional seams. Furthermore, it was observed that leakage occurred as water broke the thread and the tape so that the seam had been damaged prior to the third permeation in the traditional joining technique.
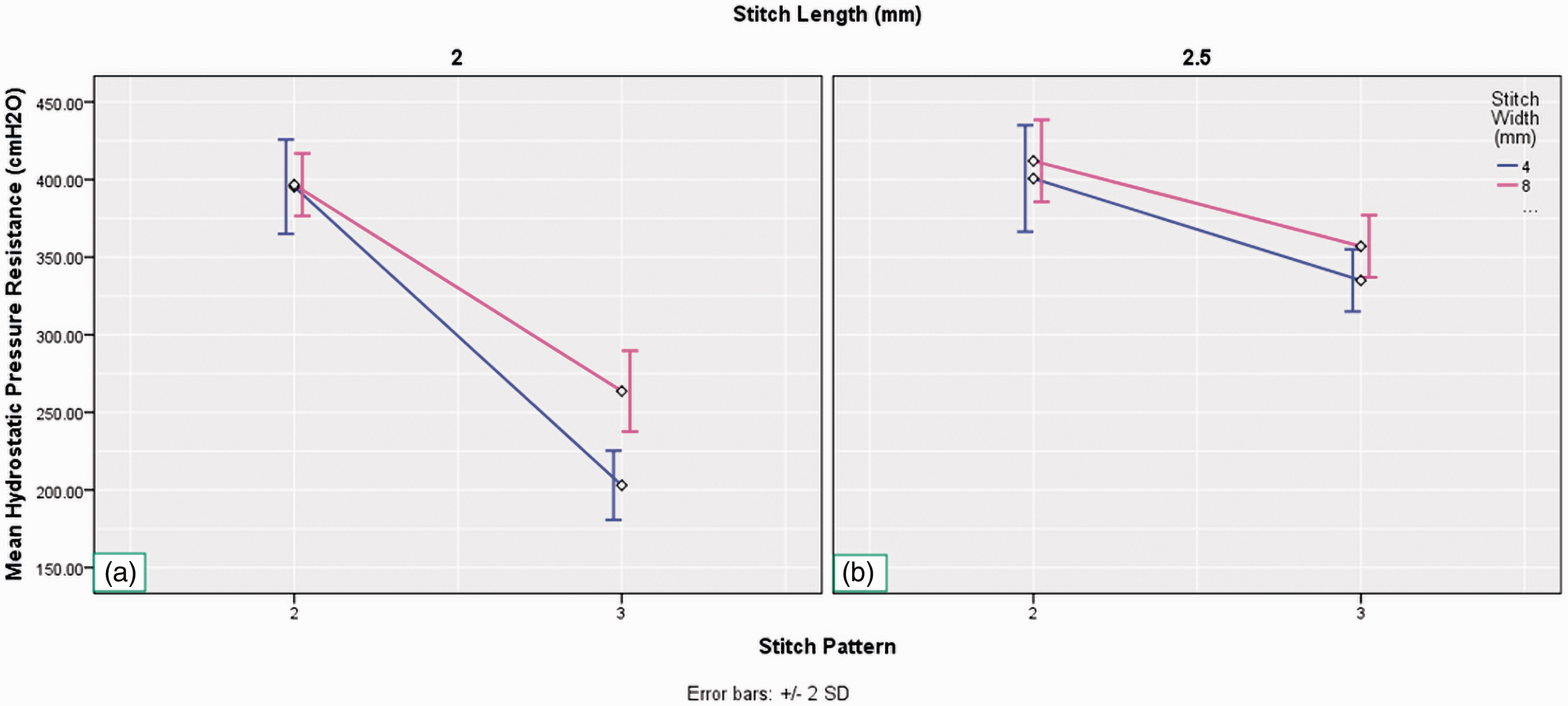
Hydrostatic pressure resistance (cmH2O) as a function of stitch length for 4 and 8 mm stitch width.
Conclusions
Based on the results of the investigation conducted within this work, it can be concluded that ultrasonic welding can successfully replace conventional sewing techniques, provided that an anvil wheel with appropriate welding width and optimal welding parameters are selected. The hydrostatic pressure resistance value of the conventional seam was lower than that of the ultrasonic weld seam with a 12 mm welding width, but higher than that of the ultrasonic weld seam with a 6 mm welding width against its minimum and maximum values. It was found that ultrasonic welding based on a welding width of 12 mm provided stable hydrostatic pressure resistance, which is one of the essential hydrostatic requirements for weather protection. According to the statistical analysis, it was concluded that the welding power and speed are a significant statistical welding parameter for hydrostatic pressure resistance in 6 mm welding width, whereas welding power, speed, and pressure force are statistically significant for a welding width of 12 mm. Unlike pressure force, welding power and speed have a significant correlation value with hydrostatic pressure resistance for both evaluated welding widths. It was shown that pressure force and speed had a negative correlation value, whereas power had a positive correlation value to the hydrostatic pressure resistance for the 6 and 12 mm welding widths. It was also found that the hydrostatic pressure resistance value of the welded seam using a 12 mm welding width was higher when compared to the 6 mm welding width. In conclusion, welding width is the most important variable affecting the hydrostatic pressure resistance of the welded seam compared to the effects of welding pressure force, power, and speed. It must also be noted that pressure force plays a major role in plastic deformation and plastic dissipation. Moreover, hydrostatic pressure resistance had a positive relationship with stitch length and width, whereby an enhanced result was found for stitch pattern 2.
Footnotes
Acknowledgments
The authors would like to thank the German Academic Exchange Service (DAAD), Ministry of Science and Higher Education (MOSHE), and Ethiopian Institute of Textile and Fashion Technology (EiTEX) for their valuable support of this research, and appreciate Nucleus GmbH for allowing us to work on their machine. The authors thank Jara Marder, Institute of Textile Machinery and High-Performance Material Technology (ITM) for language improvements in the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the German Academic Exchange Service (DAAD) through the EECBP Home Grown Ph.D. Scholarship Program 2019. The article processing charges (APC) was funded by the publication fund of the TU Dresden and Saxon State and University Library Dresden (SLUB).