
Abstract
With the development of the material engineering and textile industry, superhydrophobic textiles have been an important category of superhydrophobic materials and have increasingly attracted the attentions of researchers. In recent years, many potential applications of these products have been explored by researchers. However, industrial production of the superhydrophobic textiles is still challenging to textile scientists and engineers, especially with increased environmental and human safety regulations. In this article, recent progress in the research and development of superhydrophobic textiles is reviewed and the advantages and disadvantages of the preparation methods of superhydrophobic textiles are generalized. Potential applications of superhydrophobic textiles in industrial, medical, and civilian fields are summarized. The challenges faced in research on superhydrophobic textiles are analyzed, mainly including restrictions on the use of environmentally hazardous fluorocarbons and organic solvents, demand for durable functional stability, economic and technical limitations of textile wet processing industry. This article will provide some reference and inspiration for the design, optimization and application of superhydrophobic textiles.
Hydrophobic surfaces are generally considered as surfaces repellent to water and to have a water contact angle at least above 90°. In recent years, superhydrophobic surfaces have found applications in material science, medicine, engineering, and other fields,1 –3 including self-cleaning,4,5 antifouling,6,7 anti-icing,8,9 and oil-water separation.10 –12 The superhydrophobic functions can prevent freezing and accumulation of snow on outdoor antennae, 13 reduce biofouling and corrosion on ships, 14 eliminate adhesion of expensive drugs on syringe needles and reduce pollution from the drugs, 15 avoid photovoltaic solar panels from being covered with stains,16,17 and provide self-healing functions on superhydrophobic surfaces. 18 The direct expression of surface hydrophobicity is based on the water contact angle on the surface. Surfaces with a water contact angles (WCA) higher than 150° and a water sliding angle (SA) of less than 10° are often referred to as superhydrophobic surfaces. 19
To obtain the superhydrophobic surface, two important characteristics are needed: micro or nano structured rough morphology and non-polar surface chemistry. Nano or micro-scale roughness of hydrophobic surfaces is a key feature of superhydrophobic materials, and many approaches have been made to provide desired roughness on substrate surfaces, including dip coating,20,21 photolithography,22,23 template,24,25 spin coating,26,27 and chemical vapor deposition processes. 28 By combining surface roughness and low surface energy materials, these processes have successfully resulted in materials surfaces with superhydrophobic performance. 29
Among these superhydrophobic surfaces, textiles with superhydrophobic properties have attracted great interest, which can be seen from the numbers of published papers and significant breakthroughs made in this field in the past 10 years. By searching in the Institute for Scientific Information (ISI) Web of Science using the topic of “superhydrophobic fabric,” we can observe that the number of papers during 2011–2021 is increasing on the whole (Figure 1). In this decade, about 1050 refereed journal articles were tracked, which provides clear evidence of active research in the field. As can be seen from Figure 1, the number of papers published in 2017–2021 was increasing more rapidly and was about twice the total number of the papers published in 2011–2016, due to the increased interest in this field.
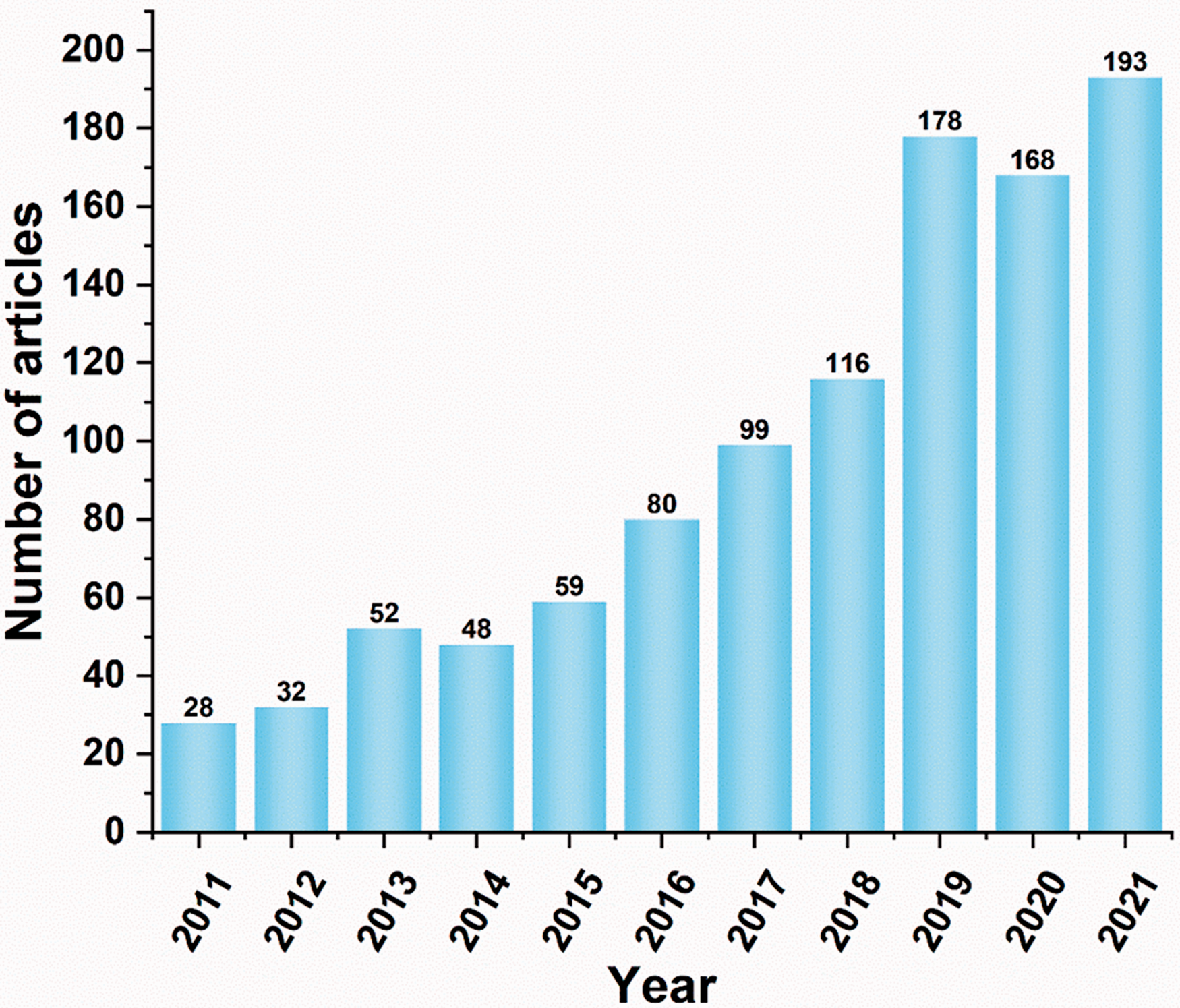
Number of papers on superhydrophobic textiles published during 2011–2021.
Although many significant and successful achievements have been made in the preparation of superhydrophobic textiles, the latest developments have not been systematically and comprehensively reviewed. This review will attempt to clarify the development status of superhydrophobic textiles in recent years, discuss common preparation methods of superhydrophobic textiles, and analyze the advantages and concerns of these methods, especially the environmental problems in large-scale production methods, as well as the functional durability of superhydrophobic textiles. The application of superhydrophobic textiles in industrial, medical, and civilian fields will be summarized, together with the outlook for functional textiles. At the same time, we hope this review could be helpful for future developments of the superhydrophobic textiles.
Preparation methods of superhydrophobic textiles
Textile materials mainly include all-natural and synthetic fibers of cotton, rayon, wool, silk, polyester, nylon, acrylics, and polypropylene, widely employed in apparel, household products, and engineering materials.30 –32 Many preparation techniques have been employed for incorporating superhydrophobicity functions onto textile materials, including dip coating, sol-gel methods, spray coating, spin coating, deposition, electrospinning, and chemical vapor deposition, which are discussed below in order.
Dip coating
Dip coating is the most common and versatile technique for building superhydrophobic coatings on various materials and textiles by immersing the subjects directly into a solution containing functional chemicals and then drying or curing under elevated temperatures, resulting in the surface of the materials becoming covered with a hydrophobic functional layer (Figure 2). The dip coating steps could be repeated several times to incorporate different layers of agents with varied morphologies. Typically, the impregnation liquid contains polymer components that can form micro-nano roughness, binder, or crosslinker components that can increase the binding strength, and common hydrophobic agents that can reduce the surface energy of the coating, which are mainly fluorocarbon or silane compounds. When the impregnation liquid has strong adhesion to surfaces of fibers and a stable micro-nano rough structure composition, the superhydrophobic fabric constructed by the dip coating process tends to have better functional durability.
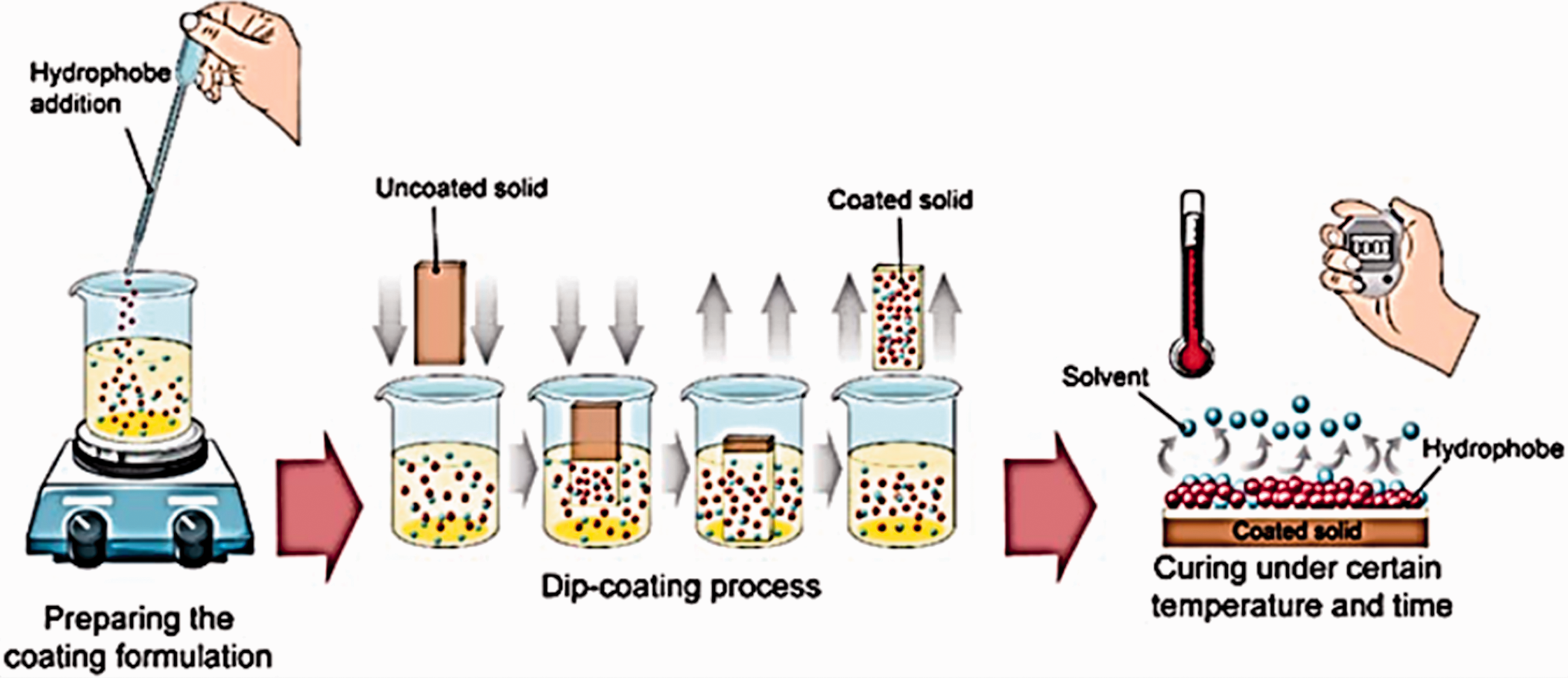
Schematic illustration of a typical dip coating process to make a superhydrophobic coating onto a desired substrate. Reproduced with permission. 33 Copyright 2019, The Royal Society of Chemistry.
As an example, Cao et al. 34 employed a dip coating method to deposit organically modified silica aerogel (Ormosil) and polydimethylsiloxane (PDMS) onto the surface of cotton fabrics in two steps (Figure 3), offering the cotton fabric excellent superhydrophobic properties with a water contact angle higher than 160° and a sliding angle less than 10°. In this preparation process, Ormosil provides a nano or micro-scaled rough structure on the surfaces of the fabrics, while PDMS provides the low surface energy of the outermost layer, a combination of both necessary features on the cotton fabrics. Using a similar finishing process, Zhao et al. 35 dipped a polyester fabric into a solution containing PDMS, dioctyltin dilaurate (DOTDL), and solid paraffin for 24 h, and then the polyester fabric was taken out and dried in an oven to remove the solvent to prepare a superhydrophobic polyester. After the chemical modification, the WCA of the fabric was about 157°. Unfortunately, an assessment of the laundry performance of the treated fabrics was not provided, which is an important feature of consumer textile products. In addition, DOTDL is a toxic chemical, and the use of it on surfaces of textiles could be of concern to the safety of wearers and environment.
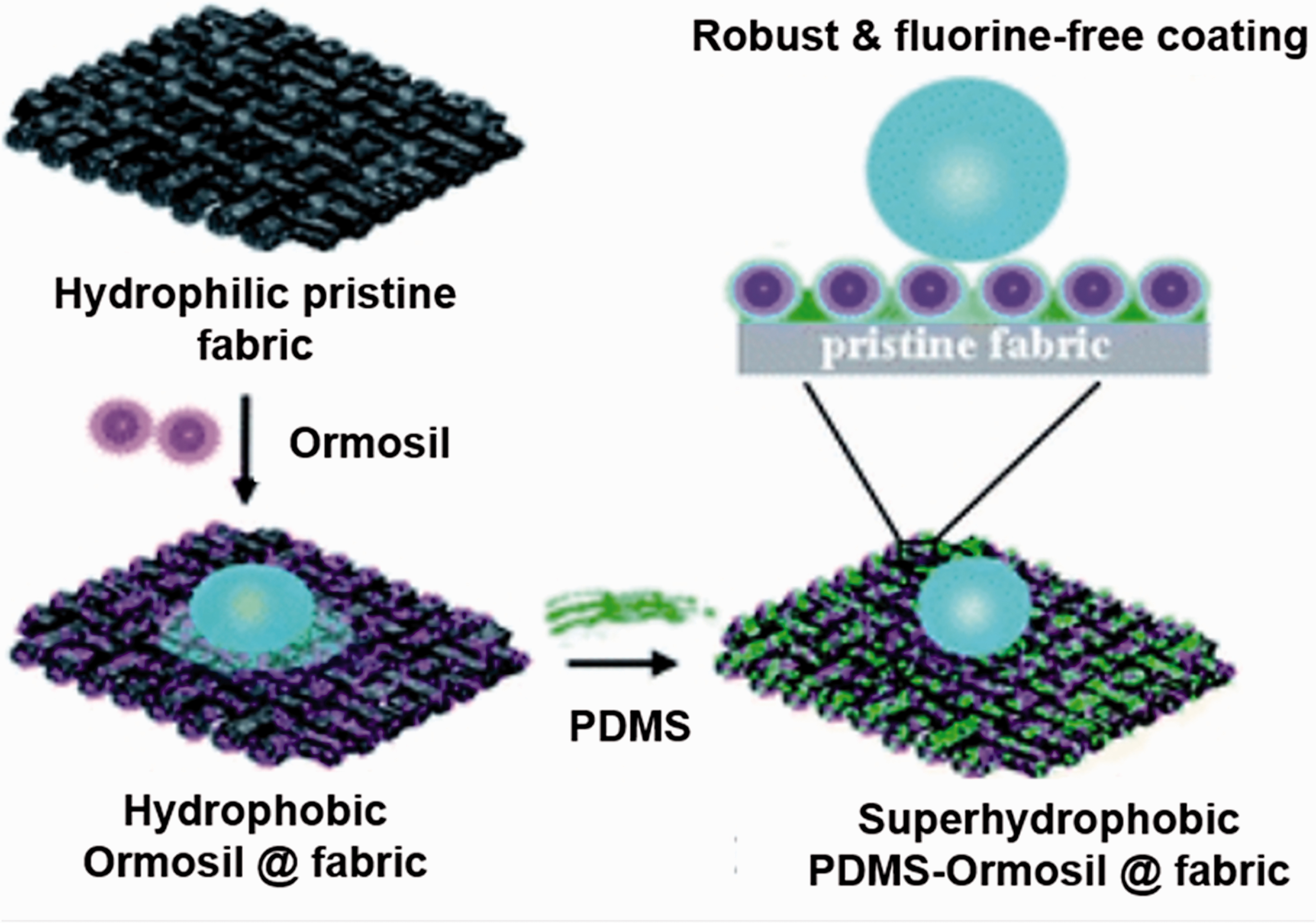
Schematic illustration of the procedure used to construct fluorine-free versatile fabrics with special wettability: hydrophilic pristine fabric, unstable highly hydrophobic Ormosil@fabric, and robust and environmentally friendly superhydrophobic polydimethylsiloxane (PDMS)-Ormosil@fabric. Reproduced with permission. 34 Copyright 2016, The Royal Society of Chemistry.
In view of this, Li et al. 36 placed a cotton-spandex fabric into an ethanol solution containing octadecyltrimethoxysilane (OTMS) and tetraethyl orthosilicate (TEOS). After 2 h of ultrasonic radiation, a micro/nano rough structure containing low surface energy silicon and TiO2 nanoparticles was deposited on the fiber surface, and the WCA of the fabric reached 158°. The prepared superhydrophobic fabric possessed good mechanical wear resistance, and the WCA of the superhydrophobic fabric was still higher than 150° after 300 scratch cycles. However, the use of ethanol as a solvent, long duration of the ultrasound treatment, and the additional heating for 1 h in the treatments reduced the practicality and environmental friendliness of the process. In addition, TiO2 nanoparticles can be potentially harmful to the human body if they are directly touched or inhaled in the process of long-term use. Recently, Huang et al. 37 demonstrated how the preparation of superhydrophobic cotton fabric with a double-coated construction was achieved by a simple multi-step dipping process. Multiple impregnations of the same hydrophobic component liquid were conducive to the further enhancement of superhydrophobicity and the improvement of the coating uniformity to a certain extent. When impregnated with different functional fluids, the fabric can be given more functions in addition to superhydrophobic properties.
In fact, many researchers employed dip coating of PDMS, TEOS, and silane compounds in preparation of the superhydrophobic fabrics,38 –45 due to the fact that these compounds could provide the desired functions and could be easily employed in the dip coating processes. The superhydrophobic textiles, unlike other materials, need to be washed in most practical applications. The siloxane R-Si-O-C connection structure is unstable in water and easily hydrolyzed. Elevated temperature and increased acidity or alkalinity of aqueous solutions can accelerate the hydrolysis of the silane-treated textiles, resulting in dissociation of the R-Si-O-C connection of the hydrophobic moieties with the fibers, limiting applications of silicone-based superhydrophobic textiles in products that require repeated washing and rubbing. Exploration of agents that can form durable covalent bonds with fibers is necessary for improving the wear resistance and washing durability of superhydrophobic textiles. In addition to the washing fastness of the function, the use of organic solvents is always a problem in dip coating processes, including n-hexane, tetrahydrofuran, or alcohol used as solvents of low surface energy PDMS, long alkyl chain silane, or fluorinated silanes. As an alternative to regular solvents in dip coating processes, Matsuyama et al. 46 provided a novel strategy to prepare superhydrophobic textiles by using high-pressure liquid carbon dioxide as a green solvent under ultrasound treatment, which is environmentally friendly and has potential for commercial production. Compared with other superhydrophobic textile preparation processes, the content and uniformity of chemical substances on the surface of the fabric are difficult to control, and enhancing functional robustness and developing green solvents are still the major challenges.
Spray coating
Another technique often used in the preparation of superhydrophobic textiles is the spray coating process, involving dispersing the required superhydrophobic chemicals into solvents, atomizing, and spraying the solution on the surface of textiles through certain devices. Then the fabrics undergo drying/curing treatments to evaporate the residual solvents to obtain superhydrophobicity. Similar to the dip coating method, this technology is flexible for different materials and suitable for textiles of any size, but it has a unique advantage of preparing materials with two surfaces with different hydrophobicity or hydrophilicity, such as Janus superhydrophobic textiles (face and back sides of fabrics having different hydrophobicity).
For example, Li et al. 47 initiated polymerization of 1H, 1H, 2H, 2H-perfluorooctyl acrylate (TFOA) into a polymer (PTFOA) via an atom transfer radical polymerization (ATRP) process initiated by 2-hydroxyethyl-2-bromoisobutyrate (HEBiB). Then terminal hydroxyl groups of PTFOA and terminal carboxyl groups of polycaprolactone (PCL) were esterified to prepare low surface energy superhydrophobic PTFOA-PCL spherical block polymers. Finally, the PTFOA-PCL was dissolved in chloroform, and the solution was atomized and sprayed onto the surface of the cotton fabric by an electrostatic device (Figure 4). The WCA and SA of the prepared cotton fabrics were 164° and 6.8°, respectively. However, the fabric could not retain the superhydrophobicity under increased soaping time and abrasion cycles, and the use of fluorocarbon chemicals may bring in environmental concerns.
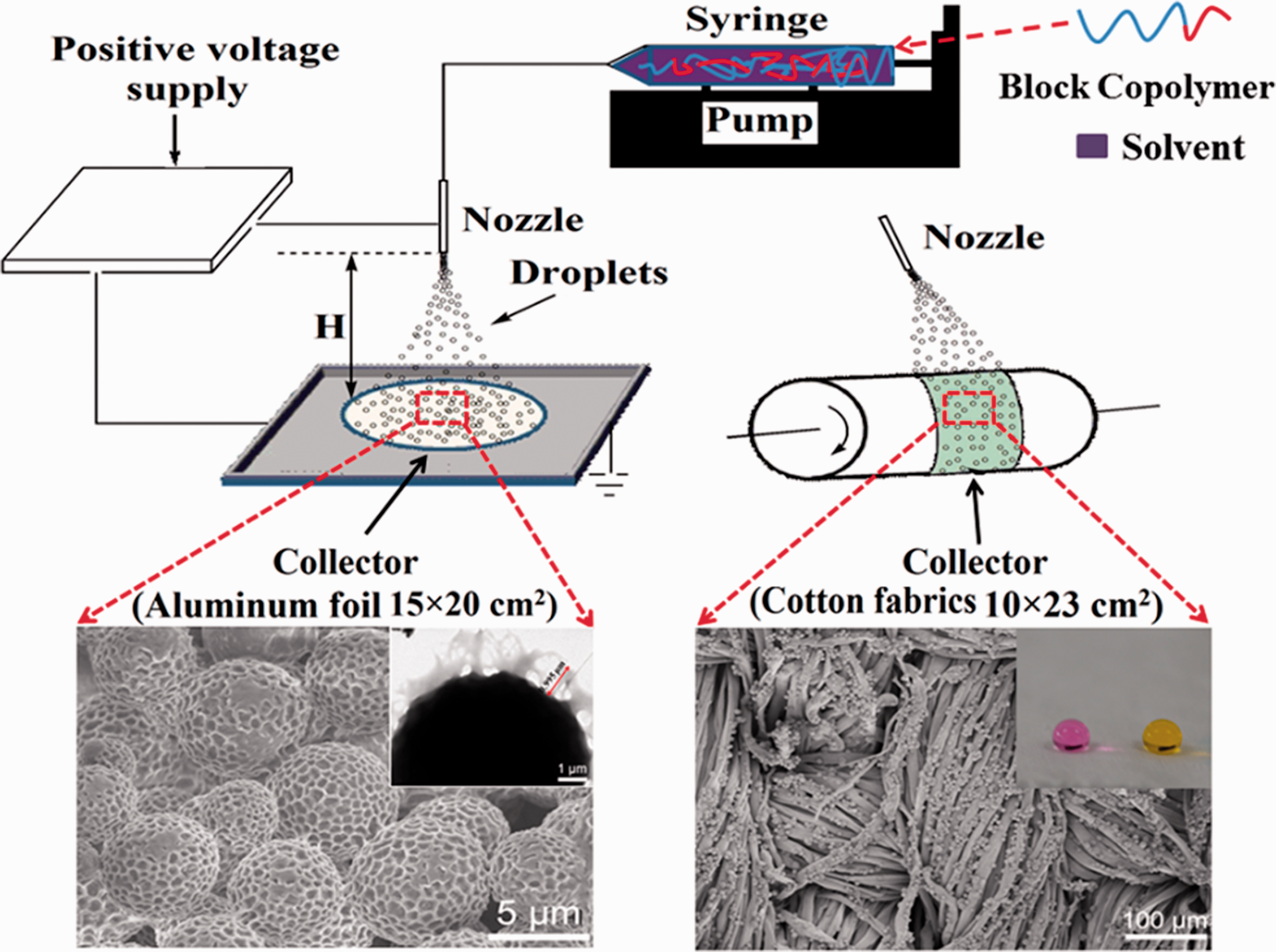
Schematic of the electro-spraying process with various collectors. Adapted with permission. 47 Copyright 2019, John Wiley and Sons.
Mohseni et al. 48 successively applied different silanes and siloxanes onto the fabric surface by multiple spraying steps to obtain a durable and comfortable superhydrophobic textile. Foorginezhad and Zerafat 49 fabricated a fluorine-free superhydrophobic cotton fabric by using a similar spraying method. First, TiO2 sol was sprayed onto a cotton fabric, then n-heptane solution of PDMS, TEOS, and dibutyltin dilaurate (DBTDL) were also subsequently sprayed on the cotton fabric to provide rough hydrophobic surfaces. The WCA of the treated cotton fabric was as high as 170°. Furthermore, the superhydrophobicity of the coated cotton fabric showed very good thermal stability under elevated temperatures. Similarly, Wang et al. 50 modified TiO2 and Mg(OH)2 particles with PDMS, and then the modified particles were dispersed in hexane and sprayed onto polyethylene terephthalate (PET) and cotton fabrics (Figure 5). The prepared superhydrophobic cotton fabric has strong hydrophobicity, the WCA of which was about 164°. These fabrication methods did not use long fluorocarbon chemicals but employed TiO2 or other inorganic particles which could be concerns to human safety as well. The search of human safety and environmentally friendly hydrophobic reagent will still be the main demand in the preparation of superhydrophobic textiles.
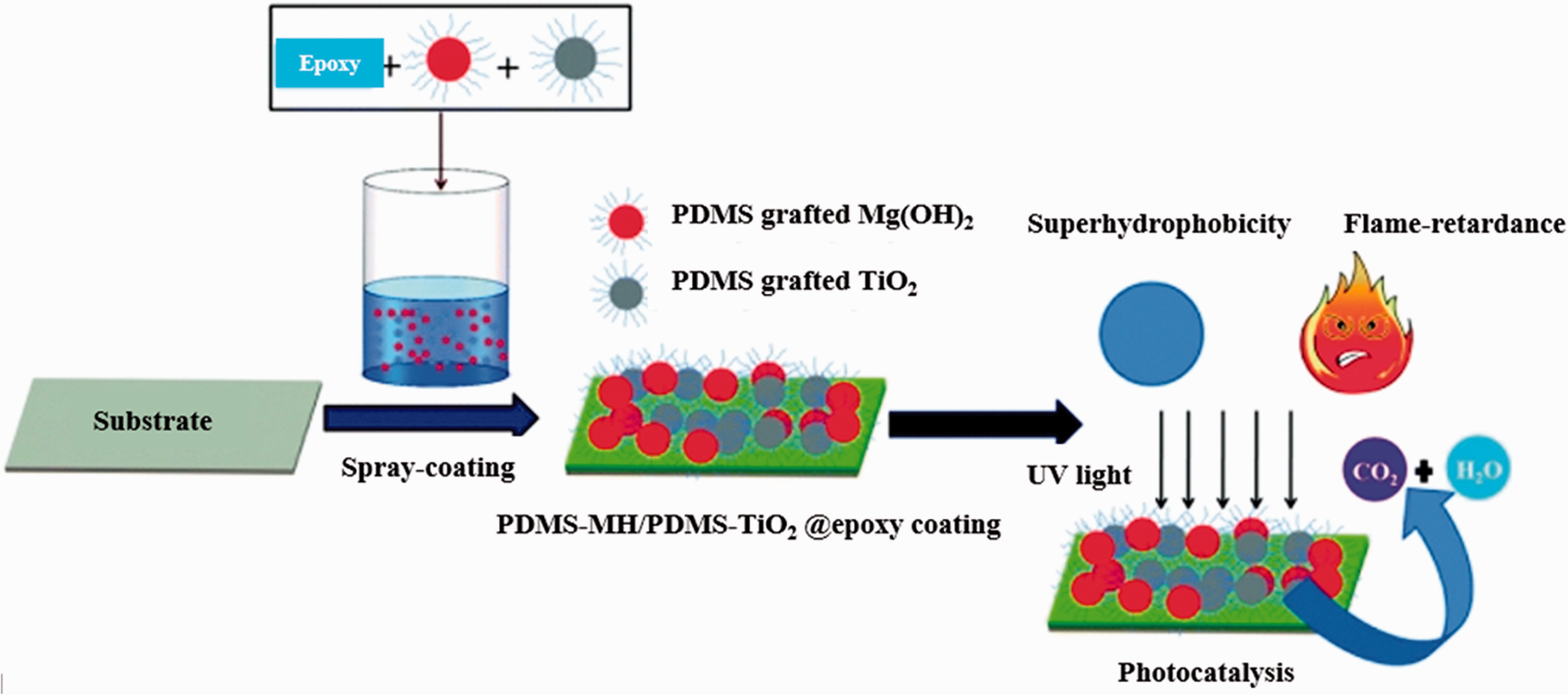
Schematic for fabricating multifunctional superhydrophobic surfaces. Reproduced with permission. 50 Copyright 2019, The Royal Society of Chemistry. PDMS: polydimethylsiloxane.
As mentioned above, Janus superhydrophobic textiles can be obtained by using the spraying method. Zhu et al. 51 dissolved paraffin wax in n-hexane, and the homogeneous solution was sprayed onto one side of hydrophilic cotton wound dressing fabric and gauze using a commercially available spray bottle to obtain Janus superhydrophobic cotton textiles. Similarly, Shiratori et al. 52 fabricated Janus superhydrophobic cotton fabric by a one-step spray coating method using a biocompatible mixture of hydrophobic SiO2 nanoparticles (NPs), and ethyl-α-cyanoacrylate superglue. By changing the distance between the fabric and the spray nozzle, the penetration distance of the coating in the fabric could be controlled, thereby making one side of the fabric superhydrophobic and the other side hydrophilic (Figure 6). The WCA of the superhydrophobic side was 154° with a water SA at 16°, while its blood contact angle (CA) was 151.4° with an SA at 12.4°. However, the use of superglue on cotton fabrics could reduce the flexibility and wearability of the textiles.
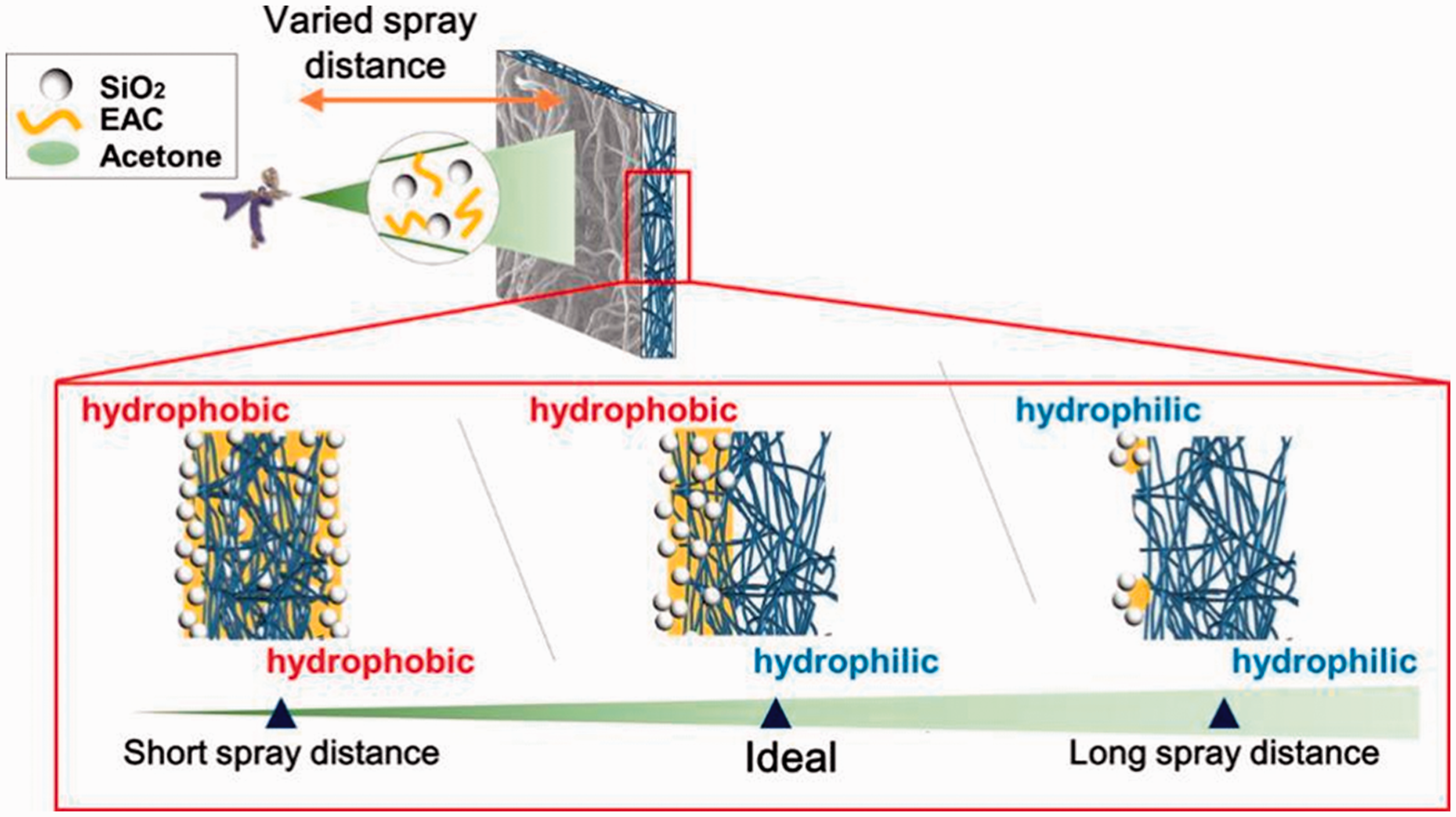
Illustration of sprayed cotton fabrics. By changing the spray distance, the permeability of the mixture can be controlled. Reprinted with permission. 52 Copyright 2015, American Chemical Society. EAC: ethyl-α-cyanoacrylate.
Spraying of hydrophobic chemicals on fabrics could be achieved by using spray nozzles and an electrospraying process, which can rapidly establish rough multiscale hierarchies on controlled surfaces. The unique success of the spraying method is the preparation of Janus superhydrophobic textiles, which is hard to achieve by using other methods. However, due to the use of similar hydrophobic chemicals on fabrics, the poor stability and durability of the superhydrophobic coating is still a problem, although the self-healing of the superhydrophobic coating on surfaces of materials has been studied. 53
Sol-gel method
The sol-gel method is another commonly used technique for preparing superhydrophobic textiles. In this process, small molecules (precursors) of chemical active compounds form colloidal solutions (sols) and three-dimensional networks (gels) by hydrolysis and polymerization. The sol and gel are dried to remove the solvent and cured to fix these inorganic moieties on textiles, which are also interactive with hydrophobic chemicals such as siloxanes and fluorocarbons. The sol-gel method usually uses silica sol and titanium sol, which connect with fiber by covalent bonds such as siloxane or titanoxane bonds.
For example, Jiang et al. 54 successfully grafted low surface energy materials containing fluorocarbons onto the surface of cotton fabrics modified by TiO2 sol and mercaptosilane. The functionalized cotton fabric exhibited excellent superhydrophobicity and self-cleaning performance with a WCA of 157.7° and a water SA of 4°. Moreover, because of the existence of photoactive TiO2 nanoparticles on the surfaces, the fabric could degrade Oil Red O under ultraviolet irradiation (Figure 7). It is noteworthy to state that the superhydrophobic cotton fabrics possess good tolerance to strong acid or alkali conditions, corrosive organic solvents, washing, and mechanical wear. However, the multiple step process and the use of perfluorocarbons and TiO2 bring in concerns regarding the practicality of the process and the safety of environmental and human health of the products.
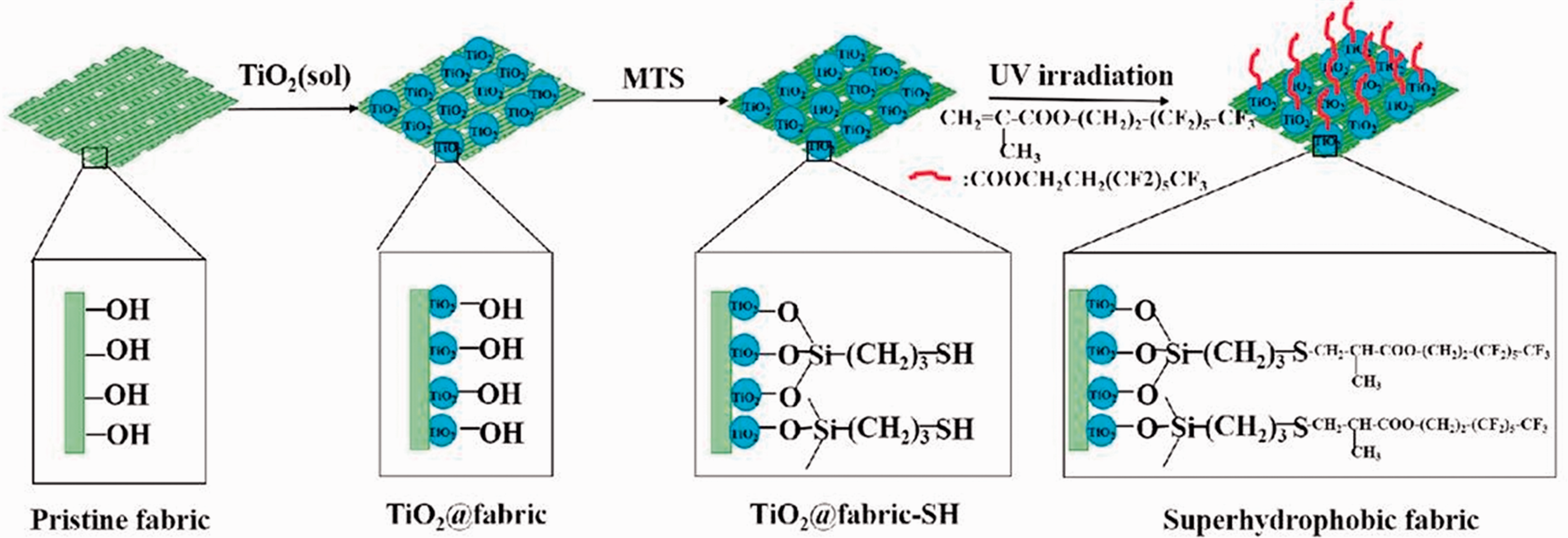
Schematic diagram of preparation of superhydrophobic cotton fabric with photocatalytic activity. Adapted with permission. 54 Copyright 2019, Elsevier. MTS: mercaptosilane.
Similarly, Dong et al. 55 used a sol-gel formed by TEOS and perfluorododecyltriethoxysilane (PFDTES) to modify PET. The modified PET is an excellent superhydrophobic filtration material, the WCA and SA of which are 163.2° and 6.2°, respectively. However, the use of long-chain fluorocarbon compounds in the process would impose an environmental burden. Yang et al. 56 fabricated a fluoronated TiO2 sol by reacting TiO2 sol with tetrabutyl titanate and a PHFBMA-MPTES copolymer of hexafluorobutyl methacrylate (HFBMA) with (3-mercaptopropyl) triethoxysilane (MPTES). Subsequently, a cotton fabric was dipped into the fluorinated sol to provide superhydrophobic functions on cotton fabrics with a WCA of 152° (Figure 8). In their study, the hydrophobic fluorocarbon components were short carbon chain compounds, which was better than long chain structures based on environmental persistence of the fluorocarbons but still contain fluorine. Recently, Zhang et al. 57 combined dopamine self-polymerization and the sol-gel method to grow SiO2 in situ on the surface of PDA-modified fabric, then coated the fabric with a layer of PDMS, and successfully obtained PDMS-SiO2-PDA@fabric with a water contact angle of 155°. Due to the high reactivity of PDA clusters, the prepared fabric had stronger interfacial binding force with SiO2, giving the fabric improved tolerance under various extreme conditions and functional durability.
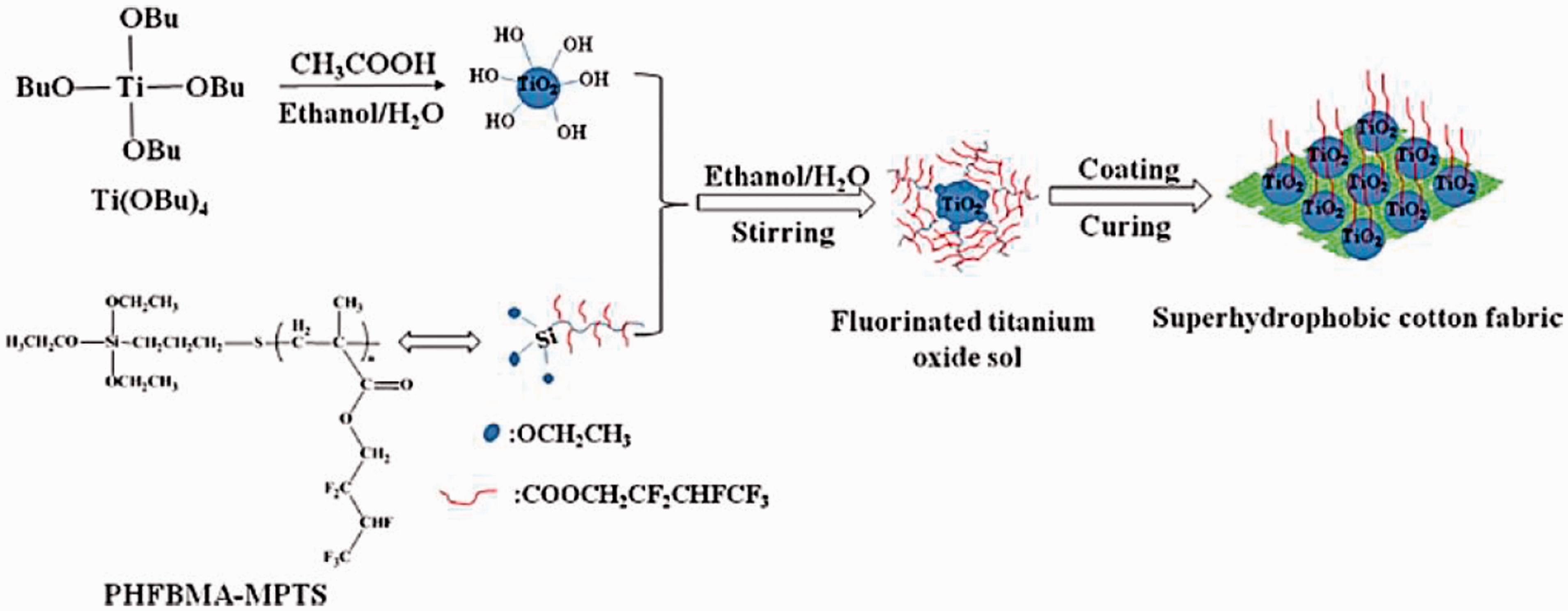
Reaction route of fluorinated TiO2 sol preparation and coating procedure. Adapted with permission. 56 Copyright 2018, Elsevier.
The sol-gel method could result in fabrics with durable superhydrophobic properties but it relys on the siloxane (-Si-O-C-) or titanium-oxygen (-Ti-O-C-) connections between fibers and hydrophobic agents. The structures are sensitive to thermal treatment and pH, prone to crack and require long processing time. 58
Chemical vapor deposition
The chemical vapor deposition (CVD) method is a physical process to deposit vaporous functional precursors onto surfaces of materials such as textiles under a certain temperature. The surfaces of textiles and the agents have good affinity and interaction, leading to strong adsorption. Subsequent reactions of the chemicals with the substrates will form a thin micro/nano hierarchical structure or solid coating.
Pour et al. 59 modified polyester fabric with vapor phase deposition of dimethyldichlorosilane (DMDCS), which formed a low surface energy coating with a slightly rough structure on the surface of the polyester fibers. The treated fabric showed super hydrophobicity with a WCA more than 150° (Figure 9). This superhydrophobic polyester fabric presented excellent oil-water separation performance and the separation efficiency could be maintained at 98.9% even after 20 repeated uses. The hydrophobic nature and strong dipole-dipole interaction between DMDCS and polyester fibers may provide the good durability in oil-water separation operations.
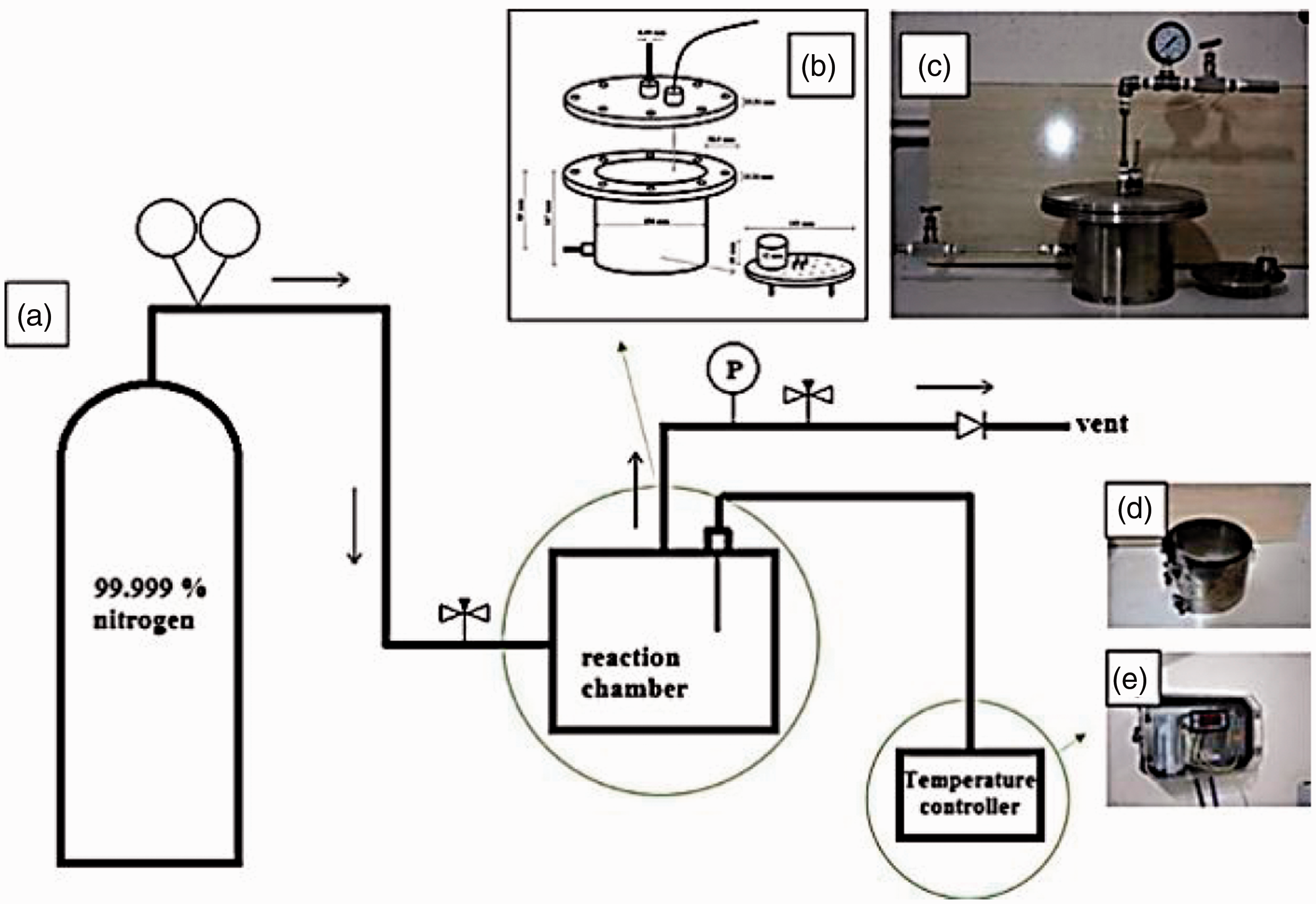
(a) Schematic diagram of the textile coating setup, (b) Schematic and dimensions of the chemical vapor deposition (CVD) reaction chamber, (c) picture of CVD reaction chamber, (d) heating element, and (e) temperature controller. Adapted with permission. 59 Copyright 2019, Elsevier.
Xue’s group combined CVD and dip coating methods to produce a superhydrophobic cotton fabric (Figure 10). 60 Cotton fabric was first placed into vapor phase 3-mercaptopropyltriethoxysilane (MPTES), so that the surface of the cotton fabric was covered by the silane structures containing -SH (fabric-SH) groups. Then the fabric was immersed into a mixture containing octavinyl-polyhedral oligomeric silsesquioxane (OV-POSS), pentaerythritol tetrakis (3-mercaptopropionate) (PETMP), and 2,2-dimethoxy-2-phenylacetophenone (DMPA) under UV irradiation to form a polyhedral oligomeric silsesquioxane (POSS) polymer layer on the fibers. The POSS-based polymers provide the desired surface roughness and low surface energy for the fabrics. In addition, the WCA of the superhydrophobic cotton fabric could still be maintained above 150° even after 500 abrasion tests or 30 laundering cycles. The POSS structure might prevent the hydrolysis of siloxane connections on cotton fabric. However, the sulfide bond connection between POSS and the silane modified fibers is more vulnerable to oxidation in air or common oxidizing agents such as fabric bleaches. Zeng et al. 61 fabricated a novel superhydrophobic cotton fabric with photothermal conversion effect and efficient crude oil separation by a simple and inexpensive vapor deposition method. After Fe3+ was adsorbed on cotton fabric, stearic acid with low surface energy was introduced into the fabric. Then pyrrole monomer was oxidatively polymerized to polypyrrole (PPy) by Fe3+ to obtain a fabric with photothermal properties and super hydrophobicity. The modified fabric showed good wear resistance, acid and alkali resistance, and self-cleaning performance.
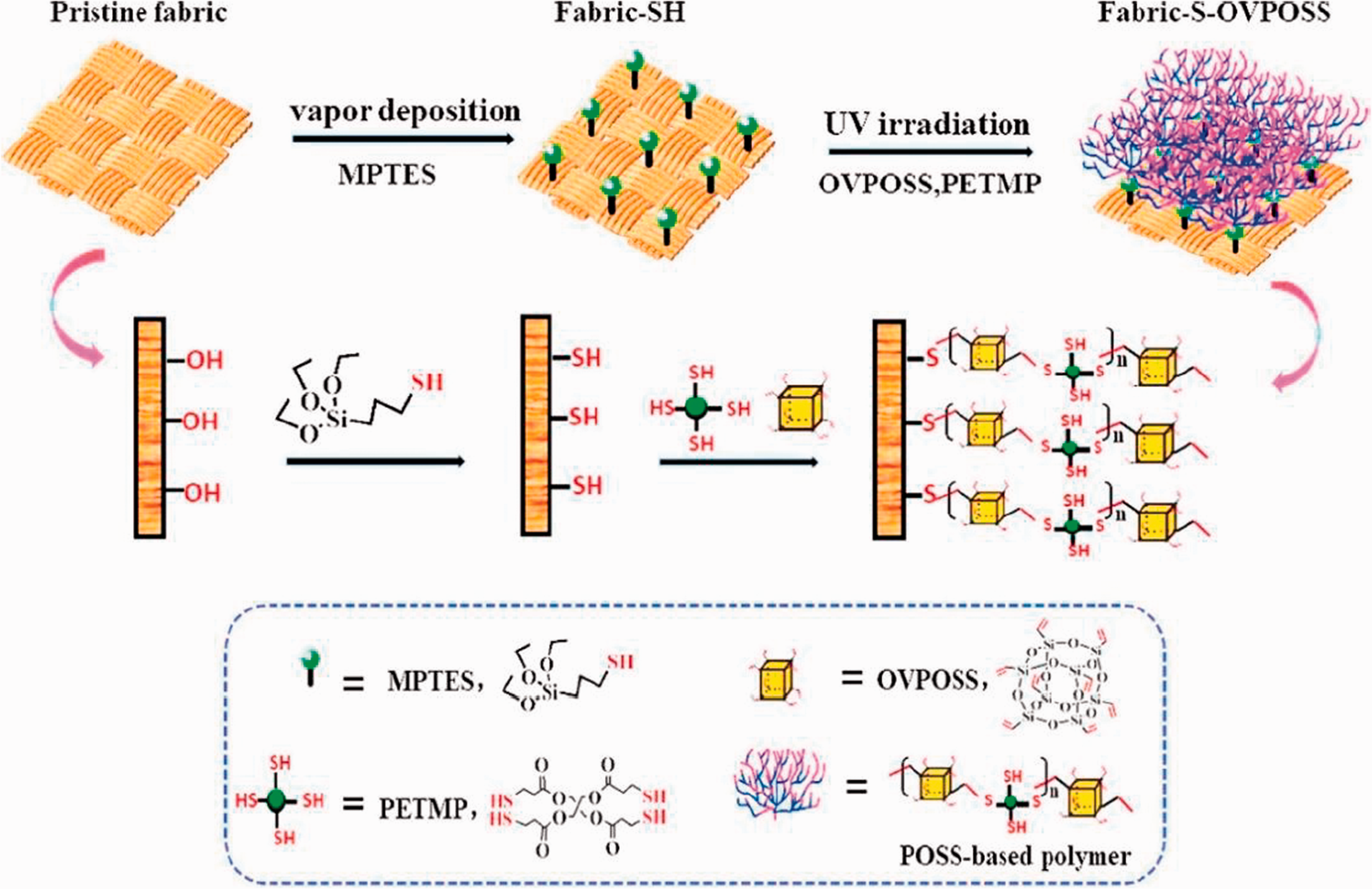
Schematic illustration of the fabrication of superhydrophobic fabrics. Adapted with permission. 60 Copyright 2019, Elsevier. MPTES: 3-mercaptopropyltriethoxysilane; OV-POSS: octavinyl-polyhedral oligomeric silsesquioxane; PETMP: pentaerythritol tetrakis (3-mercaptopropionate).
In the CVD process, hydrophobic compounds can be efficiently deposited and bound to the surfaces of cotton, polyester and other fibers, and micro-rough structures such as nanotubes, nanorods, and nanobeads could be easily formed during the deposition process. Even without the use of perfluorocarbons as a low surface energy layer, the WCA value of the treated fabric is usually higher. However, the washing and rubbing fastness properties of fluorocarbon-free fabrics are limited, especially under acidic or alkaline conditions. In addition, the CVD method is difficult to scale up for commercial production of textiles and the operation cost is high.
Pad-dry-cure method
The pad-dry-cure method is the most unique chemical treatment process for preparation of superhydrophobic textiles, different from many other materials. Similar to the dip treatment, the entire material will be treated. Fabrics are first dipped into an aqueous solution containing functional chemicals and squeezed under padder rollers with known pressure to control residual solutions on the fabrics. Afterward the fabrics are dried to evaporate the solvent (water) and then cured at an elevated temperature. The process of the three steps can be continuously conducted in a finishing range. Depending on the different finishing agents, the curing process of cotton or blended fabrics is usually between 120–160°C for 3–5 min. Generally speaking, the curing time is short when the curing temperature is high. Conversely, the curing time is longer when the curing temperature is low.
Dasdemir and Ibili 62 fabricated superhydrophobic polypropylene nonwovens by using both electro-spraying and pad-dry-cure methods. A mixed aqueous solution containing fluoroalkyl acrylate copolymer, emulsifiers, and tripropylene glycol was employed in repeated padding-electrospinning-padding. Subsequently, the treated nonwoven fabric was dried and cured to obtain a superhydrophobic surface. The WCA of the prepared superhydrophobic nonwoven fabric was approximately 156°. However, all unreacted residual chemicals on the treated nonwoven fabrics could become concerns without a thorough washing process. In addition, such chemical treatment of nonwoven fabrics with soaking, spraying, and repeated padding could alter fabric structures and affect other necessary performance such as air permeability and filtration efficiency.
Xue et al. 63 prepared superhydrophobic cotton fabrics by using the pad-dry-cure process. Firstly, they fabricated the polymethacryloxypropylsilsesquioxane (PSQ) latex particles by using 3-(trimethoxysilyl)propyl methacrylate. Then the PSQ latex particles were subsequently mixed with methylmethylate, butyl acrylate, and dodeca fluoroheptyl methylate to obtain the soap-free latex. Finally, the cotton fabric treated with diammonium phosphate solution was immersed in the mixture of ammonium polyphosphate (APP) and the soap-free latex for a certain period of time, and then the superhydrophobic cotton fabric was be obtained by a pad-dry-cure method (Figure 11). Although the prepared samples have robust superhydrophobicity, the use of many organic reagents brings in high cost and high pollution. Recently, Afzal et al. 64 combined both sol-gel and pad-dry-cure processes to attach TiO2 sol onto cotton fabric by a dip-pad-dry-cure process, and then grafted meso-tetra (4-carboxyphenyl) porphyrin (TCPP) and trimethoxy (octadecyl) silane (OTMS) onto the fabric. Through the above treatments, a cotton fabric with superhydrophobic and photocatalytic self-cleaning performance was obtained.
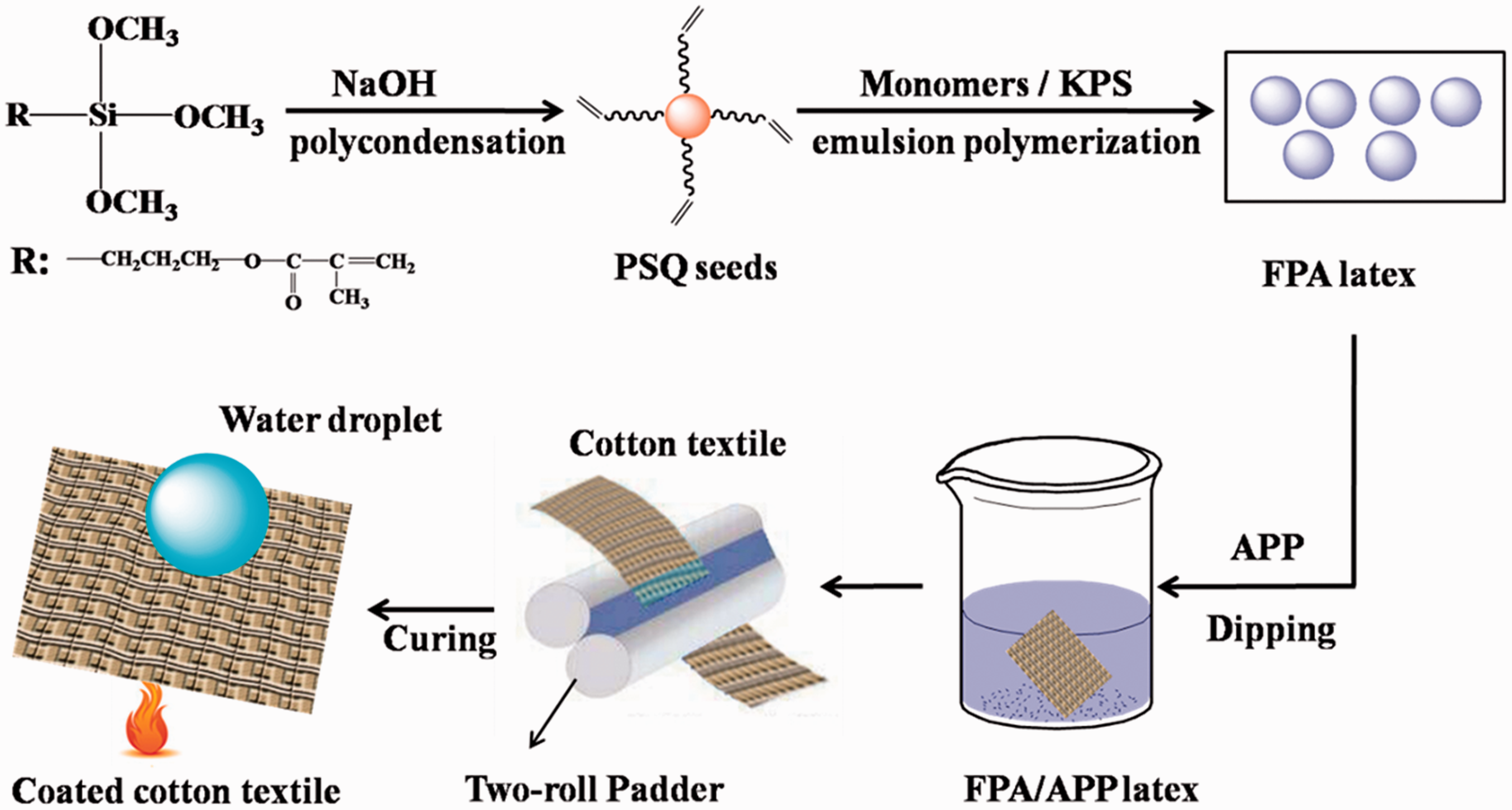
Schematic illustration of the fabrication of superhydrophobic and flame-retardant textiles. Reprinted with permission. 63 Copyright 2016, Springer Nature. APP: ammonium polyphosphate; FPA: polyacrylate soap-free latex; KPS: potassium persulfate.
The pad-dry-cure method relies on external physical force to squeeze surface modifiers into fabric structures, which can greatly enhance contact of the functional chemicals with the surfaces of fibers and promote reactions between them. However, some fabric structures could be altered under pressure padding and the properties of treated fabrics will be affected, such as air permeability, filtration efficiency, and mechanical strength.
Other methods
Other techniques used to prepare superhydrophobic textiles include layer-by-layer (LbL) assembly, plasma, supercritical carbon dioxide (SC CO2), drop casting, and electrospinning. The choice of the appropriate preparation method depends on the ultimate application, and each method has its own advantages and disadvantages.
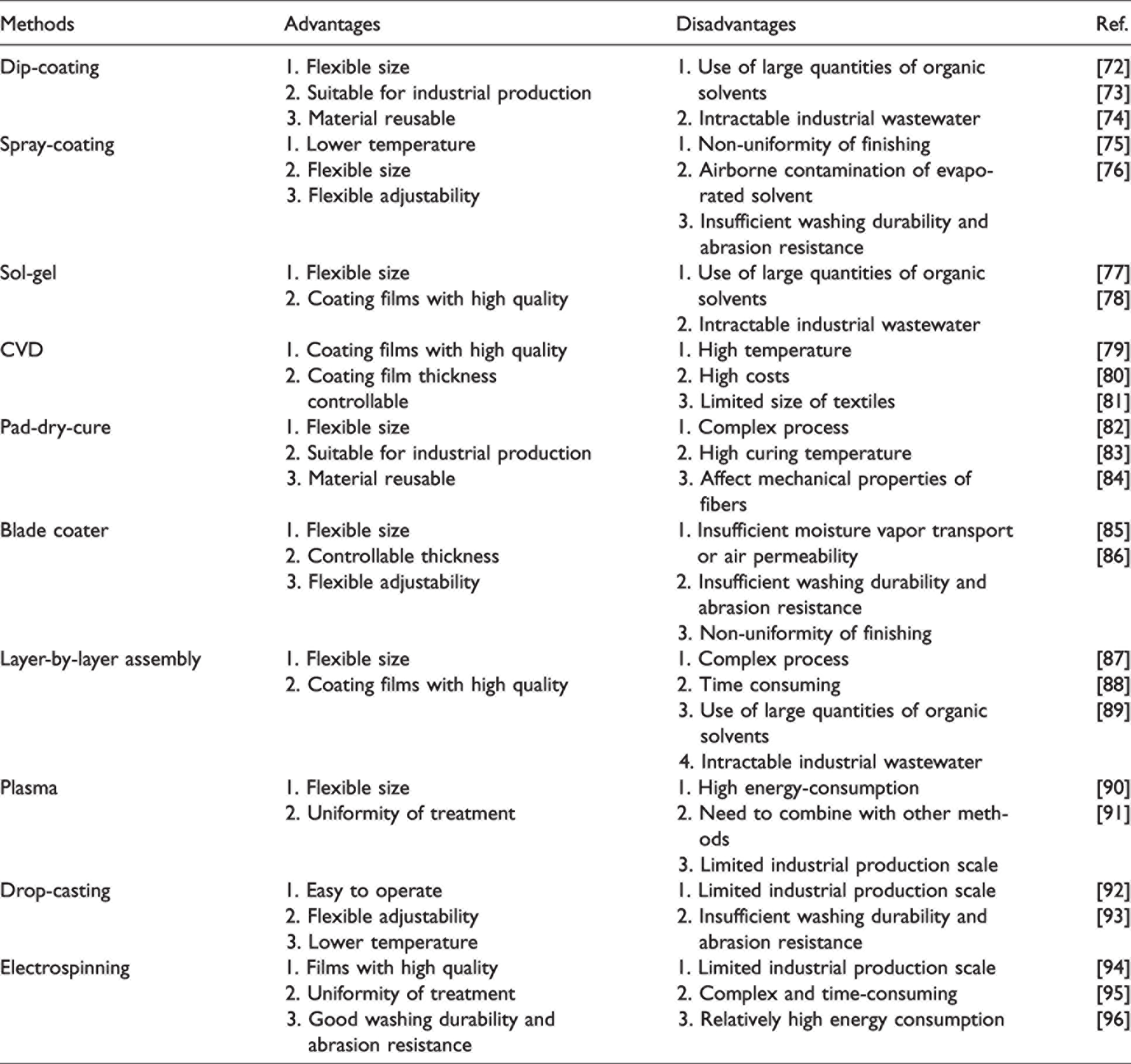
LbL assembly is a multiple dip-coating process, which is usually cumbersome and time-consuming. Layer-to-layer adhesion is enhanced by electrostatic action of oppositely charged colloidal particles or polymers, and the overall mechanical stability is greatly enhanced. Based on these features, the LbL assembly method facilitates the construction of robust superhydrophobicity on the surface of the fabric. For example, Xiong et al. 65 dipped cotton fabric into a SiO2-H dispersion and poly (diallyl dimethyl ammonium chloride) (PDDA) solution in turn, and then the fabric was immersed in hexadecyltrimethoxy silane (HDTMS) solution and dried to obtain a superhydrophobic and UV-resistant cotton fabric. Oxygen plasma treatment can etch the surfaces of fibers and produce rough structures with reactive groups. It is generally used in combination with other methods because simple etching on the surface of the fiber is not enough to make the surface hydrophobic. For example, Nguyen-Tri et al. 66 used alkali and plasma were employed to etch the surface of the cotton fibers, which were then dipped into a SiO2 NPs and TEOS solution to achieve superhydrophobic performance with the WCA of 173°. The alkaline condition could swell cotton fibers, while the plasma treatment probably increased the surface roughness of the cotton fibers and exposed more hydroxyl groups for siloxane connections. In addition to the use of traditional solvents, SC CO2 has been studied as a solvent for reaction media. Zefirov et al. 67 fabricated perfluoroalkyl methacrylate/hydroxyalkyl methacrylate copolymers in SC CO2, and the copolymers were collected as dispersed powders. Subsequently, the powders, a cross-linking agent-hexamethylene diisocyanate, and nylon textiles were also placed in SC CO2 to prepare nylon fabrics with high hydrophobicity. Compared with other preparation processes, this method is more environmentally friendly but comes with a higher cost and is more difficult to scale up due to the use of supercritical fluid. The drop coating process is used to drop functional chemicals onto the surfaces of textiles in a controlled manner, which is obviously not suitable for mass production. For instance, Jia et al. 68 loaded silver nanowires (Ag NWs), carbon nanotubes (CNTs), polytetrafluoroethylene nanoparticles (PTFE NPs), and fluoroacrylic polymers onto a polyester and spandex blend fabric by a drop coating method. The treated fabric showed excellent electromagnetic shielding performance and superhydrophobic functions, the WCA and SA of which were 160.8° and 2.9°, respectively. This method is more suitable for the preparation of small-sized flexible conductive fabrics or films than for commercial production of superhydrophobic textiles. Similarly, the electrospinning method is also suitable for preparing superhydrophobic textiles of small sizes.69,70 Yuennan et al. 71 fabricated superhydrophobic poly (vinylidenefluoridene-hexafluoropropylene) (P(VDF-HFP)) fibers by using an electrospinning technique. The WCA values of the P(VDF-HFP) fibers could reach up to 158.6°. Table 1 shows additional examples of methods in preparing superhydrophobic textiles, as well as the advantages and disadvantages of various treatment processes.
A comparison of advantages and disadvantages of textile finishing processes for preparing superhydrophobic textiles
Potential applications of superhydrophobic textiles
Industrial applications
Superhydrophobic textiles have been explored for applications in oil-water separation97 –101 and self-cleaning102 –104 in addition to the use in consumer products. For example, Cheng et al. 105 employed cellulose nanocrystals to generate rough surfaces on cotton fabrics, which were grafted with hydrophobic silane to produce superhydrophobic fabrics. The superhydrophobic cotton fabric exhibited high separation efficiency and could retain separation efficiency above 98% in the separation test of chloroform from water. Similarly, Cheng et al. 106 modified cotton fabrics by using polydivinylbenzene and the product was applied in the separation of decane from water. After 10 separation cycles, the separation efficiency of the fabric could still be maintained at 98.5% and the WCA of the material was higher than 158°. However, the applications of superhydrophobic textiles in oil-water separation were limited to simple separation processes of water-oil immiscible systems. In practical applications, most oil-water mixtures are complex emulsions of oil-water.
Huang et al. 107 fabricated a complicated superhydrophobic and superlipophilic inorganic nanofibrous membrane by calcination of electrospun TEOS/poly (vinyl alcohol) composite nanofibers and surface modification with nanoparticles and a fluorocarbon compound. The experimental results showed that the membrane possessed excellent oil separation efficiency from the emulsion with a high fluid flow flux at 892 ± 50 Lm−2 h−1. Even after 10 cycles of reuse, the flux of the material was almost unchanged, which was also an important reference factor for practical applications. Self cleaning performance is another early application of superhydrophobic textiles due to the low water SA. When water droplets in contact with the superhydrophobic textiles quickly roll and slide away from the surface under the action of gravity or slight external force due to the low surface energy of superhydrophobic surfaces, this can carry away dirt on the surface. The self-cleaning performance of superhydrophobic textile shows great commercial value in consumer products, such as clothes (especially baby clothes), outdoor tents, industrial fabrics, and so on.108,109
In addition to the above applications, superhydrophobic textiles have found applications in anti-icing, anti-corrosion, drag reduction of fluids, and many other industrial fields. 110 Due to their unique hydrophobicity, superhydrophobic textiles can prevent the adhesion of rain and snow on the internal and external walls, glass and metal frames, outdoor antennas, photoelectric converters, and solar panels of buildings, they can also reduce the cleaning and maintenance costs of buildings, and keep the beautiful appearance of buildings for a long time. In fuel cells, superhydrophobic materials, especially fibrous membrane structures, can effectively separate the liquid electrolyte from the active electrode material to prevent the electrode reaction and prolong the shelf life of the cells.
Biomedical uses
Superhydrophobic fabrics are good candidates in biological and biomedical materials and devices. 111 Superhydrophobic Janus effects on gauze and wound dressing materials in hemostasis experiments of mice are good examples, which reduce the amount of bleeding, accelerate wound healing, and prolong the survival time of mice in carotid artery injury model. Han et al. 112 also found that the prepared superhydrophobic patches effectively prevented tissue adhesion caused by whole blood coagulation with antibacterial and antifouling properties. At present, the application of superhydrophobic textiles in the biomedical field mainly focuses on the treatment and protection of external trauma, and there are still more applications for researchers to discover and explore.
Wearable products
Superhydrophobic textiles have found broad applications in sportswear, tents, personal protective equipment (PPE) for public and many occupations. 113 The superhydrophobic functions enhance protection against biological and chemical hazards in the working environment and in public spaces by reducing penetration and permeation of liquid hazards, consequently reducing surface contact and transmission of the hazards. However, the special functions of the textile materials need to meet the common and special requirements of products, including washing durability, sun/UV resistance, physical and mechanical properties, air permeability, moisture permeability, and comfort.
In summary of the potential applications of superhydrophobic textiles, the cotton and polyester fabrics are more widely used than woven fabrics in research, either plain or twill, for better liquid-resistance. The resulting products could obtain the desired superhydrophobicity and be successfully employed in applications of oil-water separation,114 –116 self-cleaning,117 –119 sewage disposal, 120 anti-icing, 121 anti-corrosion, 122 drag-reduction of fluids, 123 medical gauze and band-aids,124 –126 and protective clothing.127 –131
Conclusions and outlook
Over the past decade, superhydrophobic textiles have attracted extensive interest and research activities, which have resulted in significant progress in different applications. In this article, the existing preparation methods and strategies of superhydrophobic textiles have been summarized and assessed, with special attention to concerns on environmental, human safety, and functional durability of the processes and products. The application of superhydrophobic textiles in industrial, medical, and civilian fields have also been summarized. In addition, the problems that need to be solved in the current development of functional superhydrophobic textiles have been briefly discussed, and constructive suggestions were put forward for future development.
Traditional superhydrophobic textiles were made primarily by using fluorocarbon compounds, which are chemically persistent in the environment. 132 Hazardous impacts of the fluorochemicals and organic solvents to human and environmental health have led to pledges of phasing out fluorocarbon chemicals on textiles from major functional textile manufacturers zero discharge hazard chemical (ZDHC). 133 The development of preparation processes with water or other environment-friendly media such as solvent and fluorine-free compounds as low surface energy substances is related to the sustainable development of superhydrophobic textiles in the future. As one of the key areas, the functional durability of superhydrophobic textiles is also an urgent problem to be solved. Replacements of fluorocarbon compounds with other more environmentally friendly low surface energy substances seriously hinders the practical application of superhydrophobic surfaces and have been the focus of research activities in recent years, especially by using a siloxane derivative. The Si-O-C bonds are vulnerable to hydrolysis and hindered the durability of the hydrophobic performance on treated textiles, especially after repeated laundering. Roughness of the hydrophobic surfaces is another key to achieve superhydrophobicity on the textiles. The use of nanoparticles of TiO2 or others brings in potential nanotoxicity. In addition, mechanical damage could easily occur under repeated friction and washing as well. Nature has created many superhydrophobic surfaces in plants and animals that so far we are still unable to fully mimic. However, clues from biology and the development of technologies will provide us innovative approaches to develop more environmentally friendly superhydrophobic textiles.
The functional durability of superhydrophobic textiles is also an urgent problem to be solved. More recent research activities have shifted the focus on self-healing superhydrophobic materials, which can improve the durability of the fabrics against frictions and cuts. Through the response caused by spontaneous or external stimulation of the damaged surface, the healing agent is induced to repair the damaged superhydrophobic surface and restore the superhydrophobic characteristics of the surface. In the presence of such materials, the micro/nano rough structure on the surface of superhydrophobic textiles can be regenerated or low surface energy molecules can migrate to the damaged surface by adjusting external factors. However, the amount of low surface energy components is limited, and the regeneration speed of micro/nano rough structure is also limited. When the low surface energy components are exhausted and the regeneration speed of the micro/nano rough structure is very slow, it is difficult to recover superhydrophobicity.134,135 Therefore, how to accelerate the migration speed of low surface energy to the damaged surface and the regeneration speed of the rough structure will also be a great challenge. Of course, by learning and understanding the behavior of natural lives, more sustainable and novel technologies could be developed. Although some new manufacturing processes of superhydrophobic textiles have been improved and there are innovations compared with traditional manufacturing processes in recent years, including SC CO2 as an alternative to other solvents and environmental friendly enzyme etching as a replacement for acid or plasma treatments of textiles,136 –138 they need expensive technical equipment or harsh conditions to control surface properties, which makes these processes currently only carried out in the laboratory stage and difficult to scale and commercialize. Therefore, finding environmentally friendly, cost-effective, and scalable methods to prepare such interesting materials still needs further exploration by researchers.
In addition, the application potentials of superhydrophobic textiles are growing in aerospace, electronics, biomedicine, and many other industrial fields. Superhydrophobic textiles have the characteristics of flexibility, air permeability, mechanical stability, impact resistance, and biodegradability, and with improved environmental friendliness and economy they will become well-accepted by the industry. Furthermore, superhydrophobic textiles could still be endowed with multi-functions such as conductivity, flammability, radiation protection, microbial-resistance, and UV protection. We are looking forward to more rapid developments in the superhydrophobic textiles in the coming years.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the National Natural Science Foundation of China (51973144, 51741301); the Major Program of Natural Science Research of Jiangsu Higher Education Institutions of China (18KJA540002, 19KJB540003); the Foundation of Jiangsu Engineering Research Center of Textile Dyeing and Printing for Energy Conservation, Discharge Reduction and Cleaner Production (Q811580621) and the Priority Academic Program Development (PAPD) of Jiangsu Higher Education Institutions for Textile Engineering in Soochow University. QZ is grateful for a scholarship from China Scholarship Council for her study at University of California, Davis for 1 year.