
Abstract
Polyether sulfone (PES) in filter material has been reported extensively. However, PES fibers have not yet been used in flame-retardant composites. This study systematically investigates the effect of PES/carbon fiber (CF)/polyethylene terephthalate (PET) fiber content, hot-pressing temperature, pressure, and duration on the flame-retardant property. The flame-retardant properties, tensile properties, morphology, and thermogravimetric analysis (TGA) have been studied. The results show that the optimum parameter is PES/CF/PET fiber content of 65/30/5 wt%, hot-pressing temperature of 270°C, hot-pressing pressure of 35 MPa, and hot-pressing duration of 50 min. The fiber hybrid composite has a 50% lower density compared to conventional CF composites. The sample successfully passes the vertical burning test (UL-94) V-0 flammability rating, and it can be immediately extinguished and no droplets are produced during the testing process. Further, the cone calorimeter results demonstrated that the composite also has a low heat release rate (the peak of the heat release rate is 47.226 kW/m2) and a low smoke density (the peak of the smoke production rate is 0.0107 m2/s). The carbon residue rate of the PES/CF/PET fiber hybrid composite reached 44.45% at 900°C. The carbonization of the benzene ring on the PES fiber backbone is the main mechanism of flame retardancy of the PES/CF/PET fiber hybrid composite.
The key advantages of fiber-reinforced polymer composites over many metals and ceramic-matrix composites include low density, high specific stiffness and specific strength, good fatigue endurance, excellent corrosion resistance, outstanding thermal insulation, and low thermal expansion. 1 In comparison, the disadvantage of poor fire performance due to the polymer matrix's inherent flammability has narrowed its application in the fields of high-demanding fire-safety properties. 2 The flame retardancy of the composites can be greatly improved by adding flame retardants. However, the mechanical properties of the composite are reduced due to the poor compatibility of the polymer matrix and flame-retardant additives, 3 and increasing flame-retardant loading will cause environmental issues for waste treatment and recycling. 4 The lightweight and environmentally friendly nature of flame-retardant composites is an important direction of research at present.
Polyether sulfone (PES) is a high‐performance thermoplastic polymer. 5 Not only do they have excellent temperature resistance, but PES polymers also have good thermo-mechanical properties and remarkable fire behavior. 6 The limited oxygen index (LOI) of PES is about 38%. 7 The modulus of PES is almost unchanged from –100°C to 200°C, especially above 100°C, which is better than any kind of thermoplastic resin. In addition, PES is one of the best thermoplastic resins in terms of creep resistance in the temperature range below 180°C.8,9 As a self-extinguishing fiber, PES fiber has not been used in the field of flame retardants, let alone the studied for the PES fiber-reinforced composite fire-resistant property. Therefore, it is technically important to study the flame retardancy of PES/carbon fiber (CF) composites.
Self-extinguishing polymers are usually due to the existence of some side groups or some atoms in the main chain, which can achieve the characteristics of self-extinguishing and combustion without dripping. Semi-crystalline poly(ether ether ketone) (PEEK) fiber, one of the most thermally stable thermoplastic polymers, has a high fire-resistance property with a melting point (Tm) of 343°C. 10 The LOI of PEEK fiber reached 33%. 11 However, the price of PEEK is much higher than that of PES, which can increase construction costs and raise a host of management issues. Polyphenylene sulfide (PPS) is a semi-crystalline super-engineering plastic with high flame retardancy and a LOI of 44%, 12 resulting in self-extinguishing properties. 13 The low mechanical property of PPS has limited its engineering applications. 14 Polyether imide (PEI) is a thermoplastic material with high flame resistance and low smoke generation. 15 The material contains bisphenol A (BPA), which may cause human health problems, such as endocrine disorders, cancer, metabolic disorders, etc. 16
This paper uses PES fiber as the major material to make the flame-retardant composite. A CF nonwoven mat with pores is used as reinforcing material to improve the mechanical property. Polyethylene terephthalate (PET) fiber is used as the adhesive polymer to maintain dimensional stability. The PES/CF/PET fiber hybrid composites with high flame retardancy and low density (50% reduction in density compared to conventional CF composites) are prepared. The effect of the fiber content and hot-pressing parameters on the thermal stability, mechanical properties, and flame retardancy of the composites was investigated. The flame-retardant mechanism and fracture mechanism of the composites are further discussed.
Experimental details
Materials
Poly(vinyl alcohol) (PVA)-based CF felt was purchased from Yangjiang Yingpu Singularity Hardware Manufacturing Co., Ltd, China. The specification of the CF felt was 30 g/m2, raw CF with a diameter of 7 µm and density of 1.8 g/cm3. The PES fiber was supplied by Sichuan University. PET fiber was purchased from Hunan Kangbaoyuan Technology Industrial Co., Ltd, China. The relevant parameters of the PES fiber and PET fiber are shown in Table 1.
Various parameters of the resin matrix

PES: polyether sulfone; PET: polyethylene terephthalate.
Preparation of preforms
The preparation process of PES/CF/PET fiber hybrid preforms with different fiber contents was as follows: the PES filaments were cut into a length of 40–60 mm. Then, the PES fibers and PET fibers were opened and expanded into single fibers and fed into the carding airflow forming machine, respectively, to form a single-layer web of the desired weight. Finally, the single-layer webs of different qualities of the PES fiber and PET fiber were cross-laminated with CF felts according to a specific mass ratio. The PET fiber content added was 5 wt%, which was used as a binder. The process is shown in Figure 1(a). The preparation process of the PES preform was the carding and web formation of PES fibers. The process is shown in Figure 1(b). The preparation process of the PES/PET preform was the carding and web formation of PES and PET fibers. Then, the PES fiber webs and PET fiber webs were cross-laminated according to the mass ratio of 70/30. The process is shown in Figure 1(c). The preparation process of the PES/CF preform was the carding and web formation of PES fibers. Then, the PES fiber webs and CF felts were cross-laminated according to the mass ratio of 70/30. The process is shown in Figure 1(d).
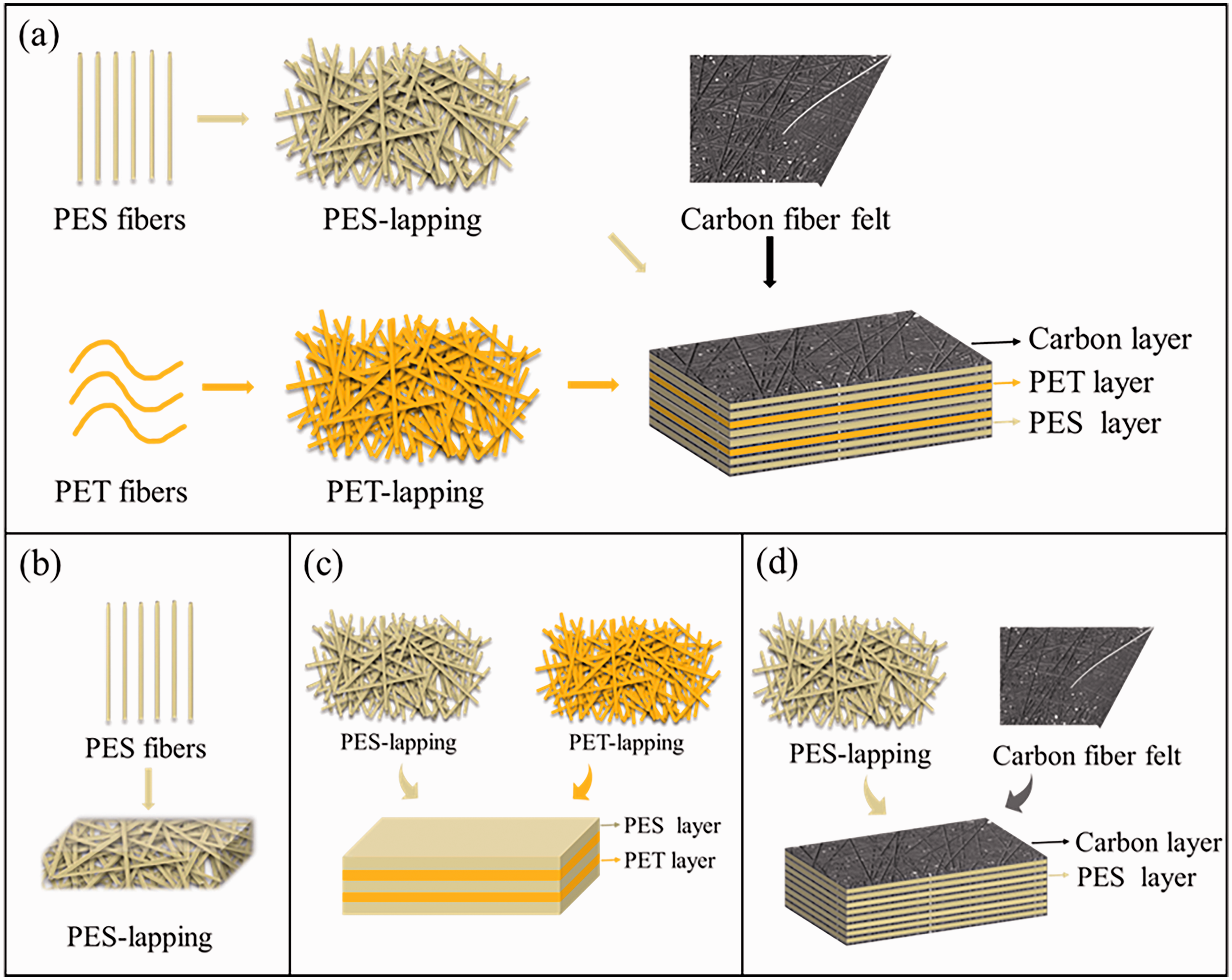
The preparation processes of the preforms: (a) polyether sulfone (PES)/carbon fiber (CF)/polyethylene terephthalate (PET) fiber hybrid preform; (b) PES preform; (c) PES/PET preform and (d) PES/CF preform.
Preparation of PES/CF/PET fiber hybrid composites
The PES/CF/PET fiber hybrid composites prepared followed the traditional thermal plastic process using hot compression molding. Firstly, the PES/CF/PET fiber hybrid preforms were cut into the mold size (150 mm × 80 mm/100 mm × 60 mm/120 mm × 120 mm) and then placed in the mold. The mold was put into the hot-press machine and the forming procedure was prepared for execution. The temperature was heated from room temperature to the desired temperature. Then, the mold was held at the hot-pressing temperature and the hot-pressing pressure. Afterward, the mold cooled down to 100°C. Finally, the mold was taken out. The hot-pressing procedure is shown in Figure 2. The PES/CF/PET fiber hybrid composites were obtained after molding. For comparison, a PES sheet, PES/PET composite, and PES/CF composite with the same thickness and density were also prepared by the same process.
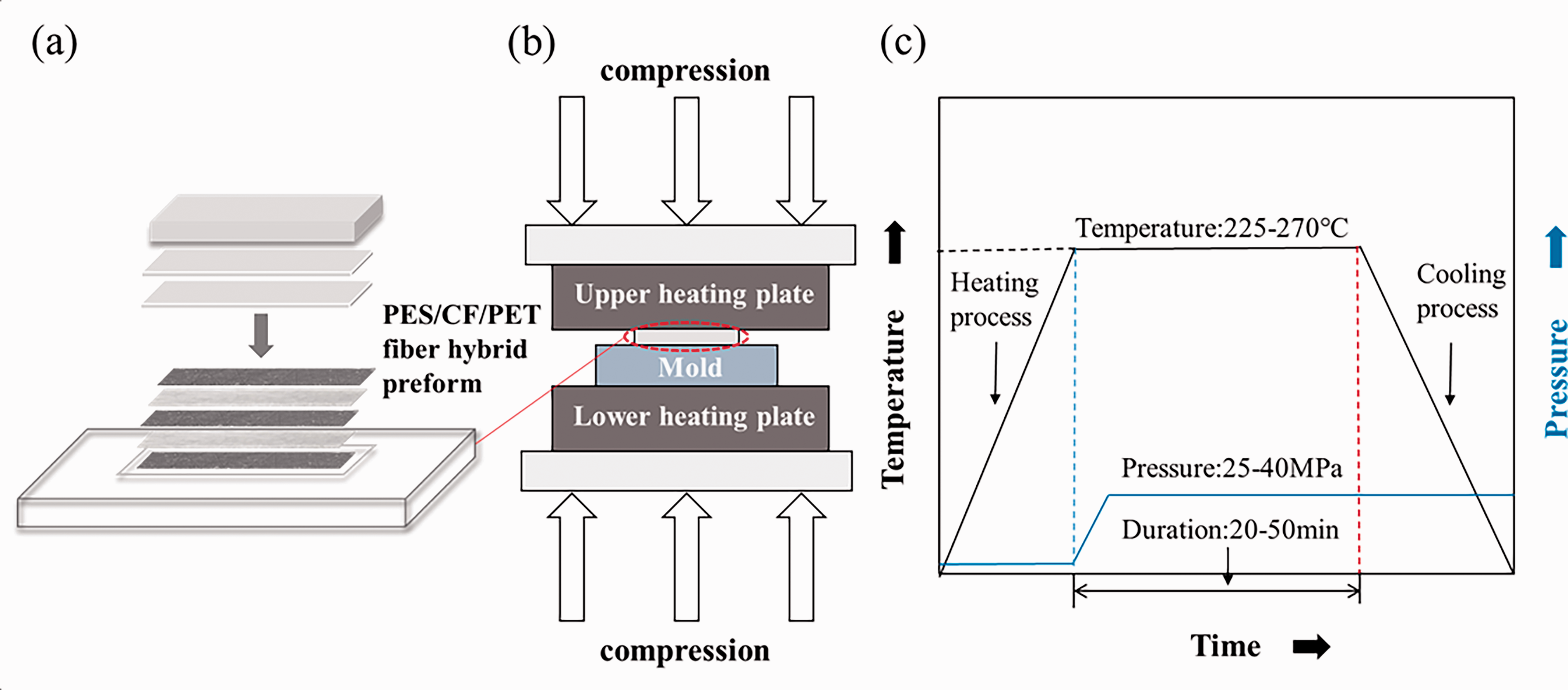
The molding process of polyether sulfone (PES)/carbon fiber (CF)/polyethylene terephthalate (PET) fiber hybrid composites: (a) diagram of placing the preform in the mold; (b) schematic of the molding device and (c) the molding process.
Orthogonal experiment
There were two major categories of parameters to be considered for the orthogonal experiment, namely the processing parameters (hot-pressing temperature, pressure, and duration) and raw material contents. The PET fiber had excellent thermal bonding and good flowability during processing, allowing better bonding of the CF and PES in the composite. However, its flame-retardant performance was poor, and too much addition leads to the deterioration of the flame-retardant performance of the composite. According to the preliminary experimental results and the literature, 17 the composite material has better overall performance at a low content of PET fiber; therefore, the additional amount was chosen to be 5 wt%.
Based on the results of previous studies on process parameters through single-factor tests, the flame-retardant properties of the composites vary widely when the PES fiber content was controlled below 65%. In addition, the results of single-factor tests show that the influence of the hot-pressing process parameters on resin morphology makes the mechanical properties of composites vary greatly. Therefore, four levels of the PES/CF/PET content (factor A), the hot-pressing temperature (factor B), the hot-pressing pressure (factor C), and the hot-pressing duration (factor D) were selected. The four levels were set for each factor, and the L16 (45) table was selected for the orthogonal design. The chosen factors and levels can be seen in Table 2.
Factors and levels of the orthogonal experiment

PES: polyether sulfone; PET: polyethylene terephthalate; CF: carbon fiber.
Characterization
Thickness and density
According to the GB/T3820-1997 standard, a digital thickness gauge (YG141N, Nantong Hongda Experimental Instrument Co., Ltd, China) was used to measure the thickness of the samples in at least 10 positions in different directions to get the average value. In this study, density was measured directly from the sample dimensions. It was calculated by measuring the volume and weight of the sample and then combining the values to calculate the density.
Flame-retardant property
The vertical burning test (UL-94) was carried out as per the ASTM D3801 standard. The vertical burning test was performed on an SDL M233M instrument (Silai – Asia Pacific Ras Co., Ltd, China). The specimen dimension used in the test was 125 × 13 × 1 mm3. The increasing values of UL-94 ratings were as follows: V-2, V-1, and V-0.
Burning behavior was determined by using cone calorimetry (Suzhou Yangyi Wolch Detection Technology Co., Ltd, China) with a sample dimension of 100 × 100 × 1 mm3 at 35 kW/m2 of heat flux according to the ISO 5660 standard.
Tensile property
According to the ASTM D638-14 standard, a universal testing machine (CMT 5204 microcontroller, Beijing Heng De Instrumentation Co., Ltd, China) was used to investigate the tensile strength properties of the composites at room temperature. The specimen dimension used in the test was 70 × 6 × 1 mm3. The crosshead speed was 1 mm/min. The average of five individual results was obtained.
Scanning electron microscopy
Scanning electron microscopy (SEM) images of PET, PES, and CF samples after gold plating were recorded at an accelerated voltage of 10 kV. The test was performed on a DXS-10ACKT instrument (Serge Technology Co. Ltd, China).
Thermogravimetric analysis
Thermogravimetric analysis (TGA; TGA 4000, Perkin Elmer Instruments Co., Ltd) was used to measure the thermal decomposition behaviors from 30°C to 900°C at a heating rate of 15°C/min in a nitrogen atmosphere. The mass of the samples was in the range of 5–10 mg.
Results and discussion
Orthogonal experimental analyses of the retardant property of the PES/CF/PET fiber hybrid composites
An orthogonal experiment was designed and performed, as shown in Table 3, to get the most accurate parameters for the PES/CF/PET fiber hybrid composites with fire-retardant properties. The lower the data of the UL-94, the higher the fire-resistant properties were. 18 The results indicated that the PES/CF/PET fiber hybrid composite presented a flame-retardant grade that reached V-0 per the UL-94 standard. In addition, the porosity results in Table 3 show that the porosity of the composites decreases with increasing resin content, and the porous structure of the prepared composites was the main reason for their low density.
Orthogonal experimental results of polyether sulfone/carbon fiber/polyethylene terephthalate fiber hybrid composites
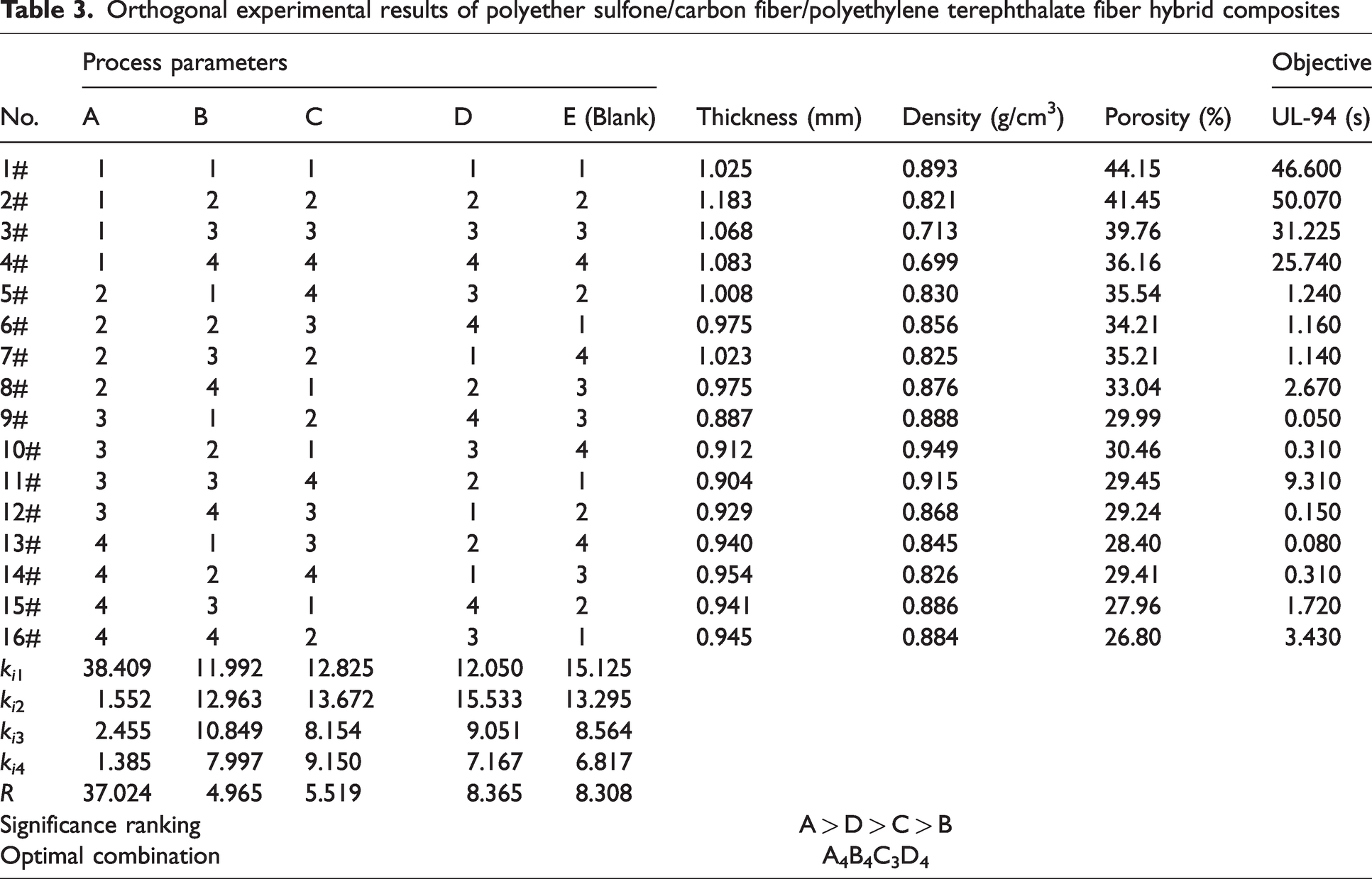
Here, Kij (i = 1,2,3,4) and R are important parameters, where Kij is defined as the average value of the test performed at the j (j = 1,2,3,4) level of the corresponding factor fi (f = A, B, C, D; i = 1,2,3,4) and R is defined as the difference between the Kmax and Kmin values in the corresponding factor column. For example, for UL-94, when the factor f = A is 1 (35/60/5 wt%), K1 = (46.600 + 50.070 + 31.225 + 25.740)/4 = 38.409, R = max{38.409, 1.552, 2.455,1.385} – min{38.409, 1.552, 2.455, 1.385} = 37.024. By comparing the K-values, the optimal factor level can be obtained. The R-value is an important analysis indicator, which indicates the fluctuation range of the K-value. Therefore, the larger the R-value, the more important this factor is.19,20
The PES/CF/PET fiber content with the largest R-value had the most significance for the flame-retardant property. It can be seen that with the increase of PES content in the composites and the corresponding decrease of CF content, the flame-retardant properties of the composites improve. Because the flame-retardant performance of the composites mainly depends on their carbon formation effect, th“candle wick effect” introduced by the CF will accelerate the thermal decomposition rate and reduce the material's thermal stability. With the increase of PES content, coating the CF with the carbon layer formed by PES will lessen the “candle wick effect” effect. The R-value of the heat compress temperature (225–270°C) and pressure (25–40 MPa) was less than the blank sample. The low R-value indicated that these two parameters did not make much difference to the flame-retardant property. The optimum parameter combination obtained by the orthogonal test results was PES/CF/PET fiber content of 65/30/5 wt%, hot-pressing temperature of 270°C, hot-pressing pressure of 35 MPa, and hot-pressing duration of 50 min.
The morphologies of the PES/CF/PET fiber hybrid composites after the vertical burning test are shown in Figure 3. The area highlighted with translucent blue was the part damaged during the test. The results showed that all the samples were not entirely burned out. These PES/CF/PET fiber hybrid composites had excellent flame-retardant properties. The benzene ring on the PES fiber main chain was conducive to carbon formation, and the rapidly generated carbon layer affects the transfer of heat and mass flow, reducing the volatilization of volatile components. The carbonization can form a heat transfer barrier, thus protecting the lower layer of the composite. In addition, the formation process of the carbon layer was a heat absorption reaction, which will reduce the ambient temperature. Due to the low gas permeability of the composites, the residual gas leads to the expansion and delamination of the composites. 2 At the same time, the burning and decomposing of the PET polymer used as adhesive material during the test process increased the thickness of the damaged part.
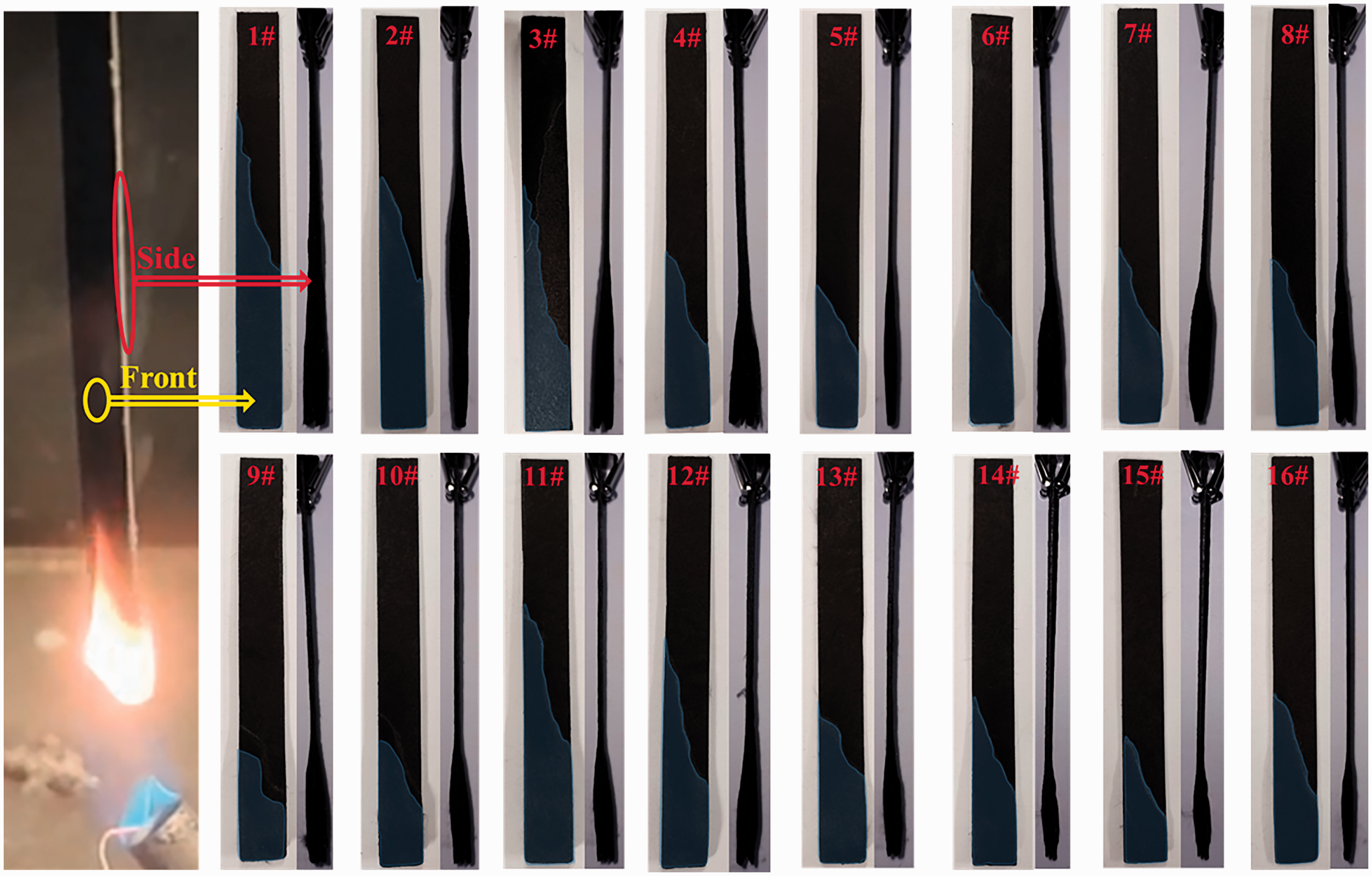
Diagrams of different polyether sulfone/carbon fiber/polyethylene terephthalate fiber hybrid composite samples after the vertical burning test (color online only).
The strength of the carbon layer was one of the important factors affecting the protective ability. When the carbon layer was exposed to fire, it became brittle due to internal and external pressures. If there were cracks or collapse, the fire resistance of the carbon layer will be damaged or disappear. Figure 4 shows the tensile properties of different PES/CF/PET fiber hybrid composites before and after the vertical burning test. The tensile fracture of all samples occurred at the carbon residue position after combustion during the stretching of the samples after vertical burning. Although the tensile strength at this time was only about one-third of the sample before the vertical burning test and the elongation at break was only about one-10th of the sample before the vertical burning test, the composites still maintain high mechanical properties after the vertical burning test. The higher the strength of the carbon layer, the higher the ability of heat and mass transfer, and the better the flame-retardant effect.
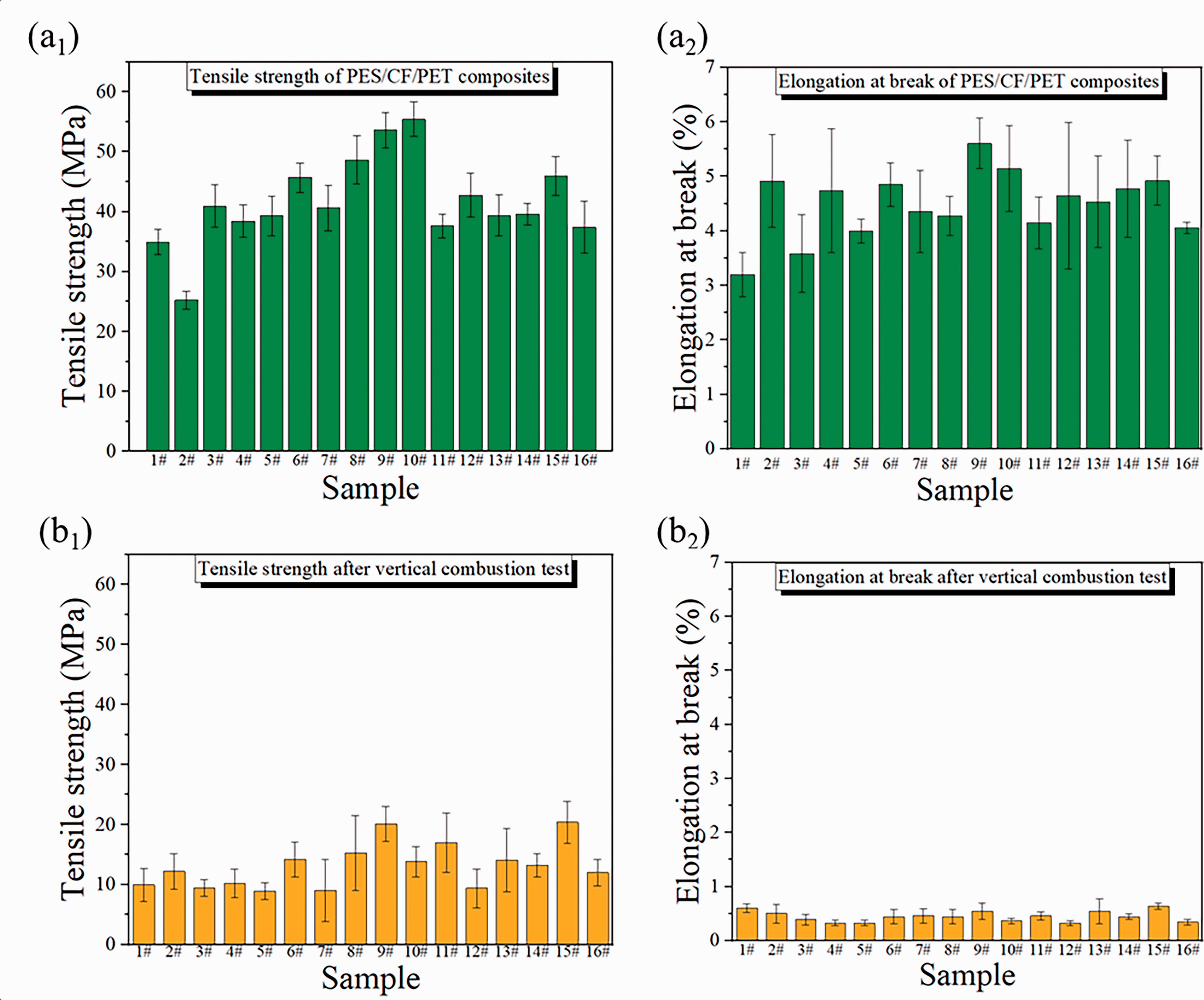
Tensile strength (a1) and elongation at break (a2) of different polyether sulfone (PES)/carbon fiber (CF)/polyethylene terephthalate (PET) fiber hybrid composites before the vertical burning test. Tensile strength (b1) and elongation at break (b2) of different PES/CF/PET fiber hybrid composites after the vertical burning test.
Preparation with the optimal parameter
The PES/CF/PET fiber hybrid composite was prepared according to the optimization parameters in Table 3. The flame retardant and tensile properties of different composites are shown in Table 4. The vertical burning test can reach the UL-94 V-0 grade; it can be immediately extinguished and no droplets were produced during the whole testing process. The PES/PET composites can only reach the UL-94 V-2 rating and molten droplets were produced during the test, indicating that the addition of too much PET significantly reduces the flame retardancy of the composite. The flame-retardant grades of polyamide 6 (PA6), polycarbonate (PC), and poly(1,4-butylene terephthalate) (PBT)/glass fiber (GF) composites without flame retardant were all below V-2. The prepared composites can reach grade V-0 only by adding flame retardants. Adding flame retardant improves the flame-retardant performance of the material, but it greatly increases the production cost and damages the environment. The density of the PES/CF/PET fiber hybrid composite was 0.858 g/cm3, much lower than that of the CF/PA6 composite (1.430 g/cm3), 21 CF/PEEK composite (1.410 g/cm3), GF/PEEK composite (1.510 g/cm3), 10 and CF/PPS composite (1.350 g/cm3). 22
The flame-retardant and tensile properties of different composites
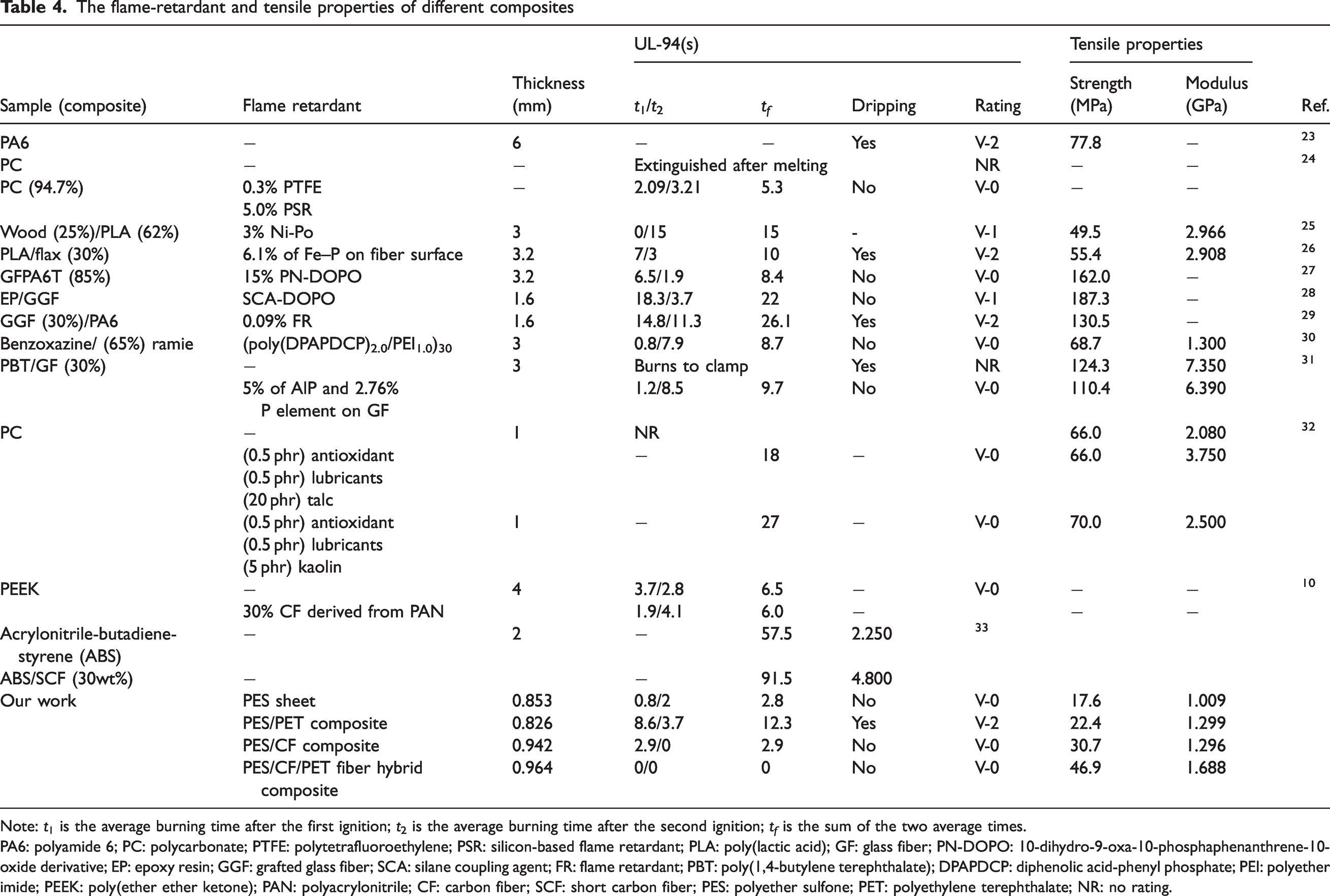
Note: t1 is the average burning time after the first ignition; t2 is the average burning time after the second ignition; tf is the sum of the two average times.
PA6: polyamide 6; PC: polycarbonate; PTFE: polytetrafluoroethylene; PSR: silicon-based flame retardant; PLA: poly(lactic acid); GF: glass fiber; PN-DOPO: 10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide derivative; EP: epoxy resin; GGF: grafted glass fiber; SCA: silane coupling agent; FR: flame retardant; PBT: poly(1,4-butylene terephthalate); DPAPDCP: diphenolic acid-phenyl phosphate; PEI: polyether imide; PEEK: poly(ether ether ketone); PAN: polyacrylonitrile; CF: carbon fiber; SCF: short carbon fiber; PES: polyether sulfone; PET: polyethylene terephthalate; NR: no rating.
The tensile strengths of the PES sheet, PES/PET composite, PES/CF composite, and PES/CF/PET fiber hybrid composite were 17.6, 22.4, 30.7, and 46.9 MPa, respectively. Although the flame-retardant properties of the PES sheets and PES/CF composites were excellent, their tensile properties were poor. CF was used as a reinforcement to improve the mechanical properties of the composites. The properties of the composites depend on the type of matrix and fiber, the manufacturing processes, fiber concentration, fiber length, fiber matrix adhesion, and other factors. All of them are interrelated. The CF used in this paper was short-cut CF felt. In addition, the PVA adhesive on the CF felt will make the CF surface smoother so that the infiltration of the resin becomes worse, and the interaction force becomes weak and easy to be pulled out by external forces, affecting its tensile properties.
The mechanical property of the PES/CF/PET fiber hybrid composite
Figure 5 shows representative tensile stress/strain graphs of the PES sheet (a), PES/PET composite (b), PES/CF composite (c), and PES/CF/PET fiber hybrid composite (d). Five samples were tested and averaged. The tensile stress–strain curves in Figure 5(a) show the brittle fracture for all PES sheets, where the tensile strength was 17.6 ± 2.2 MPa, the tensile modulus was 1.009 ± 0.079 GPa, and the elongation at break was 2.335 ± 0.233%. The tensile stress–strain curves in Figure 5(c) show the brittle fracture for all PES/CF composites, where the tensile strength was 30.7 ± 4.1 MPa, the tensile modulus was 1.296 ± 0.235 GPa, and the elongation at break was 3.677 ± 0.598%. The tensile stress–strain curves in Figure 5(d) show the brittle fracture for all PES/CF/PET fiber hybrid composites, where the tensile strength was 46.9 ± 2.3 MPa and the tensile modulus was 1.688 ± 0.097 GPa. It can be seen that the addition of CF significantly improves the tensile properties of the composites. In addition, the improvement of the interfacial adhesion between PES and CF through adding PET improved the tensile properties of the composite. The fracture in the tensile stress–strain curve was caused by microcracks in the matrix. The curve maintained a linear trend at the beginning and then grew with the appearance of small cracks in the matrix around the CF. When the applied load reached the peak, the CF was destroyed by the expansion generated at the crack front until the CF broke, because the fracture of the CF itself was an instantaneous brittle fracture, and the whole composite was destroyed instantly. The PES/CF/PET fiber hybrid composite had a high tensile strength compared to other composites, such as palmyra/GF (26.2 MPa) 34 and EP/sugar palm fiber (SPF)/GF (31.6 MPa). 35 The PES/CF/PET fiber hybrid composite also had a high elongation at break, reaching 4.559 ± 0.520%, much higher than CF/PA6 composite (1.000%), 21 PBT/GF composite (1.850%), 31 and epoxy resin (EP)/GF composite (0.769%). 35 The large elongation at break increased the impact energy absorption, which was important for the cushion material.
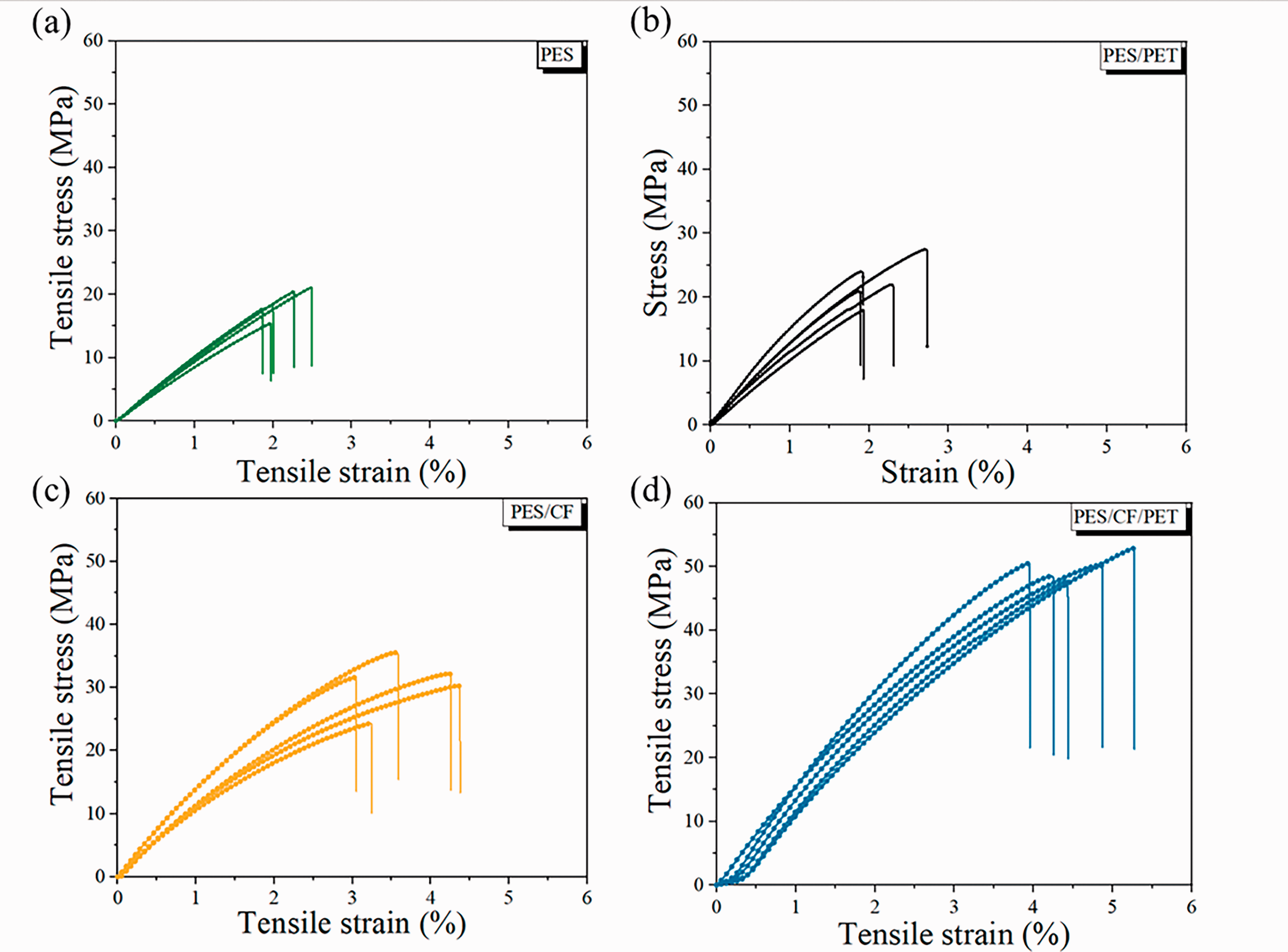
The mechanical property of the polyether sulfone (PES) sheet (a), PES/polyethylene terephthalate (PET) composite (b), PES/carbon fiber (CF) composite (c), and PES/CF/PET fiber hybrid composite (d).
Morphology of the PES/CF/PET fiber hybrid composite
The morphology of the PET/PES/CF fiber hybrid flame-retardant composite is shown in Figure 6. The PET fibers were melted at a high temperature to bond the CF and PES fibers. The resin combined PET and PES fibers penetrated into the fiber bundles in different layers, which makes the fiber and matrix combine better. Good adhesion effectively transfers the load from one fiber end to the other, thus improving the tensile property of the composite. 36 The cross-section of the samples after the tensile test is shown in Figure 6(e). In the process of tensile fracture, the resin matrix transfers most of the load to the CF, and the fracture of the sample was the result of the joint action of the matrix and the CF. 37 The tensile fracture mechanism of the composite can be divided into two types: the fiber was pulled out and debonding, and the fiber itself broke. When the tensile fracture mechanism of the composite occurs in the process of fiber extraction and debonding, most of the fibers pulled out were coated by the resin matrix, and the cross-section was relatively flat. The composite tensile failure mechanism was mainly due to fiber fracture, and the sample rupture resulted from resin and CF joint action. Because of the good bonding force between the fiber and the resin, the resin matrix transfers most of the load to the CF when an external force stretches it, so most of the fracture finally occurs on the CF.37,38 As shown in Figure 6(f), after combustion of the PES/CF/PET fiber hybrid composite, a large number of particles adhere to the surface of the CF, which makes the whole carbon layer structure more compact, thus inhibiting the exchange of oxygen, thermal degradation products, and heat in the combustion zone, and improving the flame-retardant performance of the composite. 39
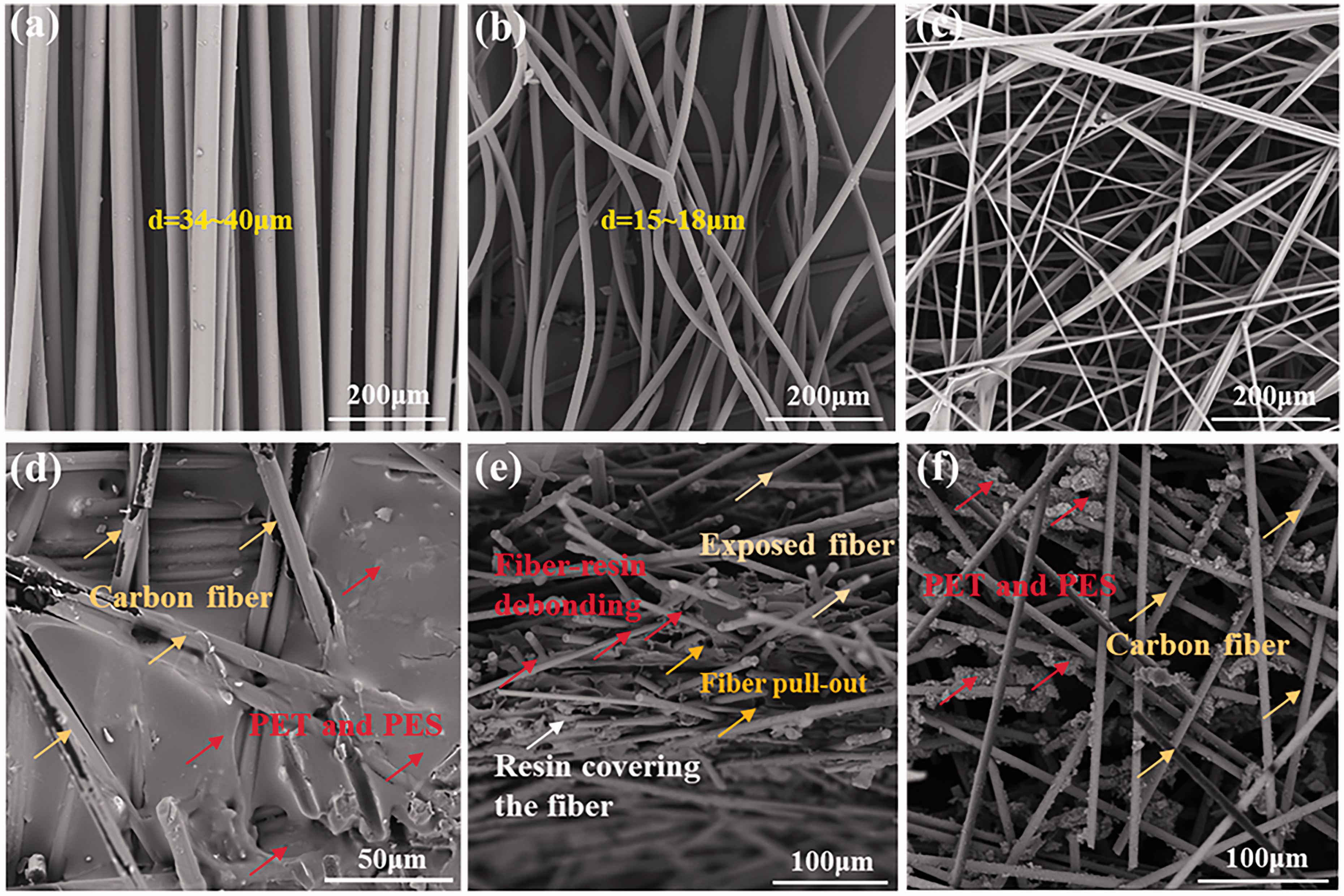
Scanning electron microscopy images of (a) the surface of polyether sulfone (PES) fiber, (b) the surface of polyethylene terephthalate (PET) fiber, (c) the surface of carbon fiber (CF) felt, (d) the surface of the PES/CF/PET fiber hybrid composite, (e) the tensile cross-section of the PES/CF/PET fiber hybrid composite, and (f) the surface of the PES/CF/PET fiber hybrid composite after flaming.
TGA of the PES/CF/PET fiber hybrid composite
Figure 7 shows the TG and derivative thermogravimetric (DTG) curves of PES fiber, CF, PET fiber, and the PES/CF/PET fiber hybrid composite under N2 conditions. The specific data is shown in Table 5. The corresponding data included T5%, defined as the initial decomposition temperature at which 5 wt% mass loss occurred, while Tmax was defined as the temperature at which the maximum weight loss rate occurred, and the char residues at 900°C. CF exhibits excellent thermal stability at temperatures from very low (liquid oxygen) to ultra-high (more than 1600°C). 40 The weight loss of PES fiber, CF, and the PES/CF/PET fiber hybrid composite reached 63.99%, 22.90%, and 55.55%, respectively, while the weight loss of PET fiber was up to 83.68%.
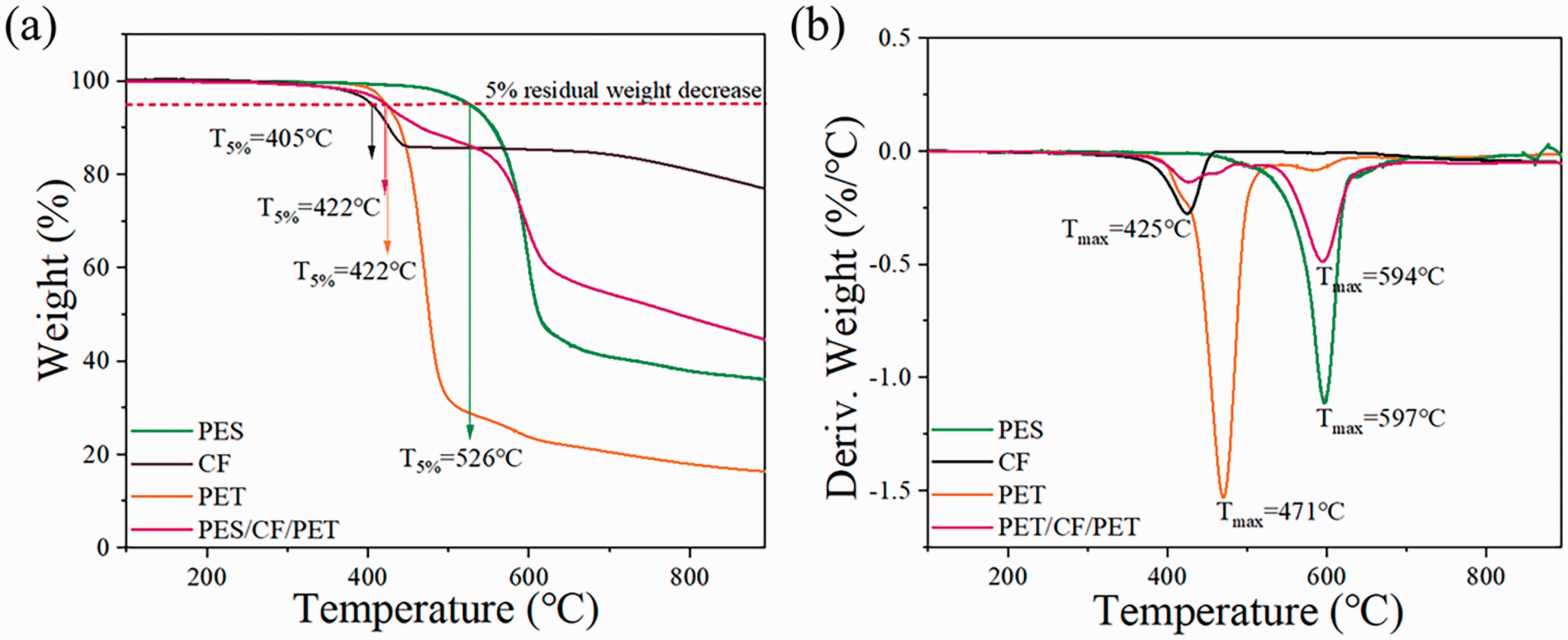
Thermogravimetric (a) and corresponding derivative thermogravimetric (b) thermograms of polyether sulfone (PES) fiber, carbon fiber (CF), polyethylene terephthalate (PET) fiber, and the PES/CF/PET fiber hybrid composite in a N2 atmosphere.
Thermogravimetric and derivative thermogravimetric data of polyether sulfone (PES) fiber, carbon fiber (CF), polyethylene terephthalate (PET) fiber, and the PES/CF/PET fiber hybrid composite in a N2 atmosphere

The initial decomposition temperatures of PES fiber, CF, PET fiber, and the PES/CF/PET fiber hybrid composite were 526°C, 405°C, 422°C, and 422°C, respectively. This indicated that the PES fiber had a higher thermostability among these four materials. The degradation process of the PES/CF/PET fiber hybrid composite can be divided into four stages. The first stage was from 29°C to 422°C with a mass loss rate of 5%. The mass loss was mainly due to the evaporation of water in the composite 41 and the decomposition of some of the PVA adhesives on the CF felt. The second stage was from 422°C to 512°C with the mass loss rate increased to 12.96%. In this stage, the composite had a solid thermal decomposition of PET fiber, which can be seen from the DTG curve. In addition, partial decomposition of the PVA adhesives on the CF felt continued to occur. The third stage was from 512°C to 672°C and the mass loss rate increased from 12.96% to 43.99%, owing to the thermal decomposition of PES fiber. The fourth stage was from 672°C to 900°C with a mass loss rate of 55.55%. The mass loss was mainly due to the slow decomposition and carbonization of the residual resin and CF. 42
With the increase in the contact time of the composite in the fire, the matrix began to soften when the temperature reached the glass transition temperature (Tg). At this point, the location of the CFs began to expose and the composites began to lose their strength. When the temperature reached the thermal decomposition temperature, cracks began to appear in the resin matrix, the matrix around the CFs began to disappear, and the position of the CFs was more visible.
Conical calorimetry test of the PES/CF/PET fiber hybrid composite
The combustion behavior of the samples at the heat flux of 35 kW/m2 was investigated by cone calorimeter test. The data of the time to ignition (TTI), heat release rate (HRR), peak heat release rate (PHRR), total heat release rate (THR), smoke production rate (SPR), peak smoke production rate (PSPR), and total smoke production (TSP) of the PES sheet, PES/PET composite, and PES/CF/PET fiber hybrid composite were collected. In contrast to the PES sheet and PES/PET composite, PES/CF/PET exhibits lower PHRR, THR, and SPR. Figures 8(a) and (b) show the curves of the HRR versus time and THR versus time, respectively. The HRR was regarded as the most important parameter for predicting combustion risk. The PES/CF/PET fiber hybrid composite does not ignite easily with TTI of 59 s, PHRR of 47.226 kW/m2, and THR of only 9.871 MJ/m2 at 600 s. In actual fires, the greatest threat to life and injury is not the flames but rather the smoke and toxic gases emitted by combustible materials during combustion. Figures 8(c) and (d) show the curves of the SPR versus time and TSP versus time. The PSPR and TSP of the PES/CF/PET fiber hybrid composite were 0.0107 m2/s and 0.558 m2, respectively. The formation of carbon in the condensed phase reduces the volatile products, thus reducing the smoke generation of the composite. These results indicate that the PES/CF/PET fiber hybrid composite had a low HRR and smoke density.
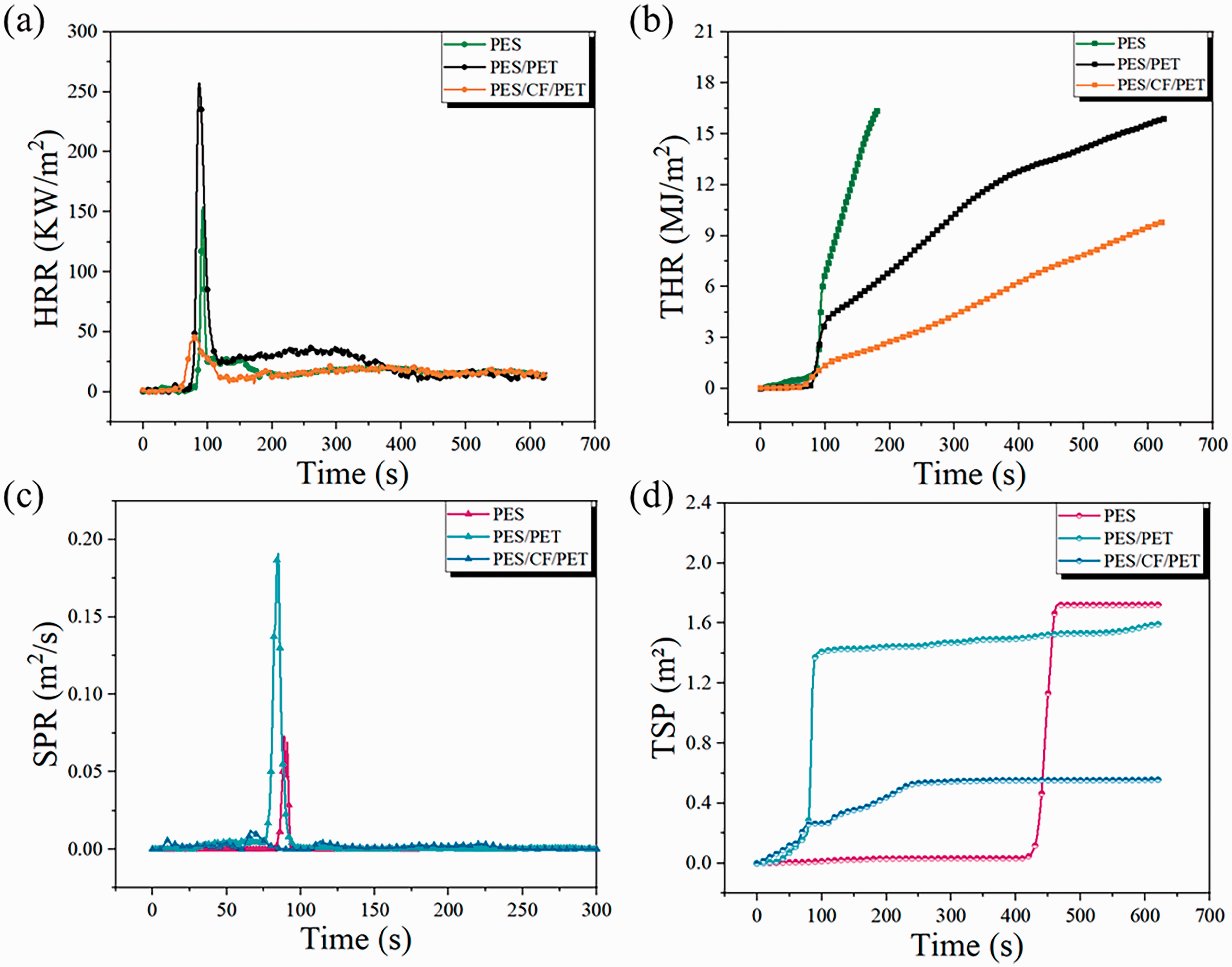
The heat release rate (HRR) (a), total heat release rate (THR) (b), smoke production rate (SPR) (c), and total smoke production (TSP) (d) of the polyether sulfone (PES) sheet, PES/polyethylene terephthalate (PET) composite, and PES/carbon fiber (CF)/PET fiber hybrid composite determined by the cone calorimeter test.
Conclusions
In this paper, PES fiber, PET fiber, and CF felt were used as raw materials to prepare fiber hybrid composites. The effects of the PES/CF/PET fiber content, hot-pressing temperature, pressure, and duration on the flame-retardant properties were investigated by orthogonal experiment. The optimum parameter combination obtained by orthogonal test results was PES/CF/PET fiber content of 65/30/5 wt%, hot-pressing temperature of 270°C, pressure of 35 MPa, and duration of 50 min. The density of the composite was 0.858 g/cm3 and the tensile strength was 46.9 MPa. The PES/CF/PET fiber hybrid composite had excellent flame-retardant performance, reaching the UL-94 V-0 standard and high carbon residue of more than 40% at 900°C. The carbon layer rapidly generated by the benzene ring on the main chain of PES fibers during combustion affects the heat and mass flow transfer and reduces the volatilization of combustible components. This allows the composite to show excellent flame-retardant properties. The carbon layer produced after combustion also had good mechanical properties. The composite also had low HRR (the PHRR was 47.226 kW/m2) and smoke density (the PSPR was 0.0107 m2/s). The low density, light weight, flame retardant, and good mechanical properties made the PES/CF/PET fiber hybrid composite a potential material that can meet the requirements of household boards and aircraft panels.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Grant No. 51776034), the special fund support for basic scientific research business expenses of central universities (2232023G-01); the Dazhou Research Institute of Basalt Fiber Industry (XXFC-2201); the modern silk National Engineering Laboratory (SDGC2244).