
Abstract
Hydrophobization is one of the most common types of final finishing of textile materials for special purposes. In recent years, in this connection, the attention of researchers has been focused on the development and production of hydrophobic materials of a new generation. Obtaining hydrophobic materials necessitates the creation of new highly effective chemical preparations, increasing the heterogeneity of the material surface. To solve this problem, in this paper, we studied the dependence of the hydrophobicity of a textile material on the surface structure of the fabric and the type of water-repellent composition based on polymers. The processing of various relief structure fabrics with water-repellent compositions was carried out using the padding method. The combined action of the relief structure of the fabric surface obtained by weaving and low surface energy imparted by water-repellent compositions ensures the hydrophobicity of the textile material. The water-repellent property stability is achieved by heat treatment of padded samples at a temperature of 150–160°C for 6–7 minutes. Studies of the processing stability showed the preservation of a sufficiently high hydrophobicity after five washes.
Keywords
Fabrics that are water repellent, superhydrophobic, and water and oil repellent, superamphiphobic, offer numerous benefits at the industrial and consumer level. However, studies show that water repellency decreases over time. This is largely due to chemical or physical changes in the coating due to prolonged exposure to relatively harsh environmental conditions. 1 In recent years, special attention has been paid to the development of multifunctional fabrics that meet new standards and consumer demand, in addition, these fabrics should not only be practical but also attractive.2–4 In this direction, the study of the processes of obtaining hydrophobic fabrics and the study of their surface properties is very relevant. The authors provide a survey of the used chemicals and methods for imparting hydrophobic properties to textile materials. According to the results of the analysis, it was found that water and splash-proof processing occupies an important place in the finishing processes, contributing to the change in the characteristics of textile materials. An aqueous solution based on organosilicon compounds was used to hydrophobize textile products while maintaining their operational and hygienic characteristics. 5 Studies showed that it is impossible to obtain the same high hydrophobic effect on fabrics that were previously tinted using pigment technology as on fabrics that do not contain pigment. 6 This is due to the surface structure of the fabric. The film formed during pigment dyeing and printing prevents the formation of a hydrophobic effect.
Fabrics treated with water-repellent compositions offer numerous industrial and consumer benefits. However, over time, the water repellency, which was achieved due to adsorption forces, decreases. In this aspect, scientists proposed a new method for imparting special properties to textile materials by graft copolymerization of acrylic monomers with a cellulose macromolecule, 7 which contributes to the preservation of the water-repellent properties of cotton fabric in operation. They studied the mechanism of graft copolymerization by comparative analysis of infrared (IR) and nuclear magnetic resonance (NMR) spectra of cellulose, potassium persulfate, acrylic monomers, and reaction products. According to the results of spectroscopic studies, it was found that the interaction between the substrate and the composition proceeds due to chemisorption.
Based on the use of organofluorine substances that form nanoscale layers from interpolymer complexes, it is possible to obtain textile materials with the properties of superhydrophobicity, oleophobicity and dirt repellency, in which the polymer plays the role of a fixing, anchoring component. As a result of the formation of a fragmented nanorough layer, a superhydrophobic textile material can be obtained. 8 The proposed method for modifying textile materials allows us to obtain an effect resistant to dry cleaning, but not able to be preserved when washing in an alkaline environment.
Hydrophobic finishing, creating a water-repellent effect, also affects the color characteristics of cellulose textile material. 9 The formation of a thin continuous film on the cellulose fiber surface during its modification helps to achieve hydrophobic properties. In this case, the grafting of the film to the fiber occurs due to the formation of covalent polar bonds between the film and cellulose. Depending on the film structure, the cellulose material retains air permeability, acquires increased abrasion resistance, water resistance, and retains aesthetic, operational, and hygienic properties. 10
Superhydrophobic structures have special water-repellent properties. As is known, in nature, this effect helps protect lotus leaves from colonization by microorganisms, and butterflies do not get wet. 11 Most often, such materials consist of small-sized rough edges, 12 relief and inhomogeneous 13 structure, which are achieved by mechanical, physical or chemical modification of the woven fabric surface. Micro-patterns or nano-patterns or wrinkles formed on the fabric surface contribute to the production of hydrophobic fabrics. In such surfaces, water is distributed perpendicular to the folds and it acquires a non-circular shape and drops stick to their edges. 14 The fabric surface structure determines the degree of wetting and surface interaction with liquids, that is, a structured surface is more hydrophobic than a smooth surface. 15 Surfaces that combine low surface energy with high roughness, so-called superhydrophobic surfaces, offer the greatest potential in terms of their exceptional water repellency. The two key elements that determine superhydrophobicity are surface energy and surface roughness. Surfaces with water-repellent properties are gaining more and more interest due to their application in various areas such as self-cleaning, sportswear and outerwear. Such surfaces are usually achieved through a combination of the surface’s geometric structure and the chemical composition used in the finishing process. 16 Maqsood et al. showed in their studies that by adjusting the type of weave and density of the thread, it is possible to achieve the required surface structure of the fabric, which has its barrier ability to the action of various liquids. 17 The authors found that the surface structure, the fabric morphology can be changed by adjusting the loom parameters.
It was noted that with the development of the materials science and textile industry, superhydrophobic fabrics became an important category of superhydrophobic materials and are increasingly attracting the attention of researchers. 18 Based on the above, a variety of methods was developed to produce a superhydrophobic surface, including the padding method,19–22 sedimentation method, 23 and electrospinning method. 24 However, these methods have their own limitations, such as the complexity of the manufacturing process, complex tools, severe reaction conditions, the use of expensive materials, and low mechanical strength.
Most of the studies published in the literature are focused on the study of the hydrophobicity of the textile material depending on the compositions used, on their structure and composition. Basically, the ongoing research is aimed at studying the creation of a rough structure on the fabric surface using various chemical compounds and methods of blocking the hydroxyl groups of cellulose, which prevent the textile material from getting wet. However, the influence of different weave structures in integration with the chemical finishing of fabrics with various water-repellent compositions has not been sufficiently studied. In this connection, this work is devoted to the study of the hydrophobic properties of cotton fabric of various weaves, depending on the type of water repellency.
Materials and methods
Materials
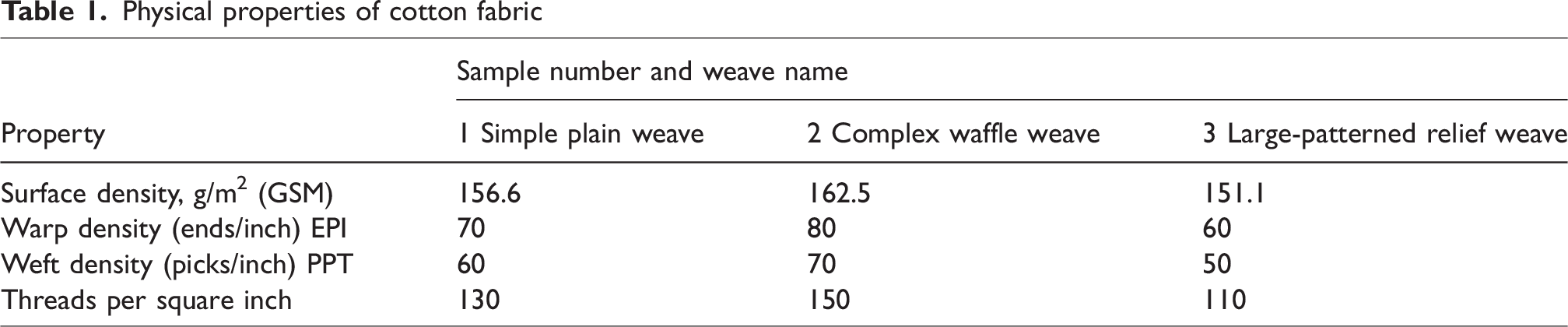
Three different forms of cotton fabric were used. Their physical properties are listed in Table 1.
Physical properties of cotton fabric
Kollasol CDA – Bezema CHT (Switzerland) is a surfactant-wetting agent, a mixture of hydrophilic silicone surface active agents with higher alcohols, based on the new type of silicone surfactant.
Tubicoat FIX H26 – Bezema CHT (Switzerland) is a blocked polyfunctional isocyanate, does not contain butanone oxime and fluorine, increases the degree of fixation of synthetic dispersions, and is a non-ionic drug.
Tubiguard Fixierer FC – Bezema CHT (Switzerland) is a FC containing paste for the water and oil repellency effect.
Water-repellent compositions
Ecoperl Active – Bezema CHT (Switzerland) is a fluorocarbon-free combination of auxiliary substances to ensure hydrophobicity. Ecoperl Active are special functionalized polymers/waxes, biobased, cationic preparation, pH 5.0–6.0. 25
Tubiguard SCS-F – Bezema CHT (Switzerland) is an auxiliary substance for imparting water and oil-repellent properties, fluorine-containing dispersion, non-ionic, pH 3.5–4.5. 25
Water-repellent emulsion consists of low molecular weight chlorosulfonated polyethylene, silicone rubber SKTN, melamine, zinc stearate and surfactant, pH 4.5, the solids content is 17%, the emulsion is transparent.
Silicone rubber SKTN is resistant to temperatures from −60°C to +300°C, has high hydrophobicity, chemical inertness, dielectric properties, vibration resistance, resistance to the action of fungi and microorganisms, resistance to the action of ozone, oxidants and ultraviolet rays. Silicone rubber SKTN produced in China was used in the research.
Chlorosulfonated polyethylene is a rubbery product obtained by the interaction of polyethylene with chlorine and sulfur dioxide. It is highly resistant to thermal and chemical influences, is not destroyed by acids and alkalis, and has a water-repellent property. Low-temperature chlorosulfonated polyethylene synthesized at Tashkent Scientific Research Institute of Chemical Technology was used in the research.
Melamine (1,3,5-triazine-2,4,6-triamine) is a colorless crystal, slightly soluble in water. It is used to obtain melamine-formaldehyde resins, tanning agents, ion-exchange resins, corrosion inhibitors; in the production of dyes and herbicides.
Zinc stearate is a white solid that repels water. It is insoluble in polar solvents such as alcohol and ether; however, it is soluble in aromatic hydrocarbons (such as benzene) and chlorinated hydrocarbons when heated. It is the most powerful release agent of all metal soaps. It contains no electrolyte and is hydrophobic.
All chemicals were used as purchased without any further purification or processing.
Preparing the water-repellent emulsion
The emulsion is obtained in a 500 ml three-necked flask equipped with a stirrer, thermometer and drop funnel, by dissolving 0.5 g of sodium lauryl sulfate in 100 ml of water; 40 g of silicone rubber SKTN’s aqueous emulsion is added to the solution and the mixture is heated to boiling for 1 hour with stirring. Then the solution is filtered and 0.2 g of zinc stearate (as a catalyst) is added; 30.5 g of low molecular weight chlorosulfonated rubbery polyethylene aqueous emulsion is poured into this solution for 0.5 hour with stirring at 70°C. The reaction mass is stirred for one hour at a temperature of 80–90°C until a homogeneous mass is obtained, then the product is cooled to a temperature of 60°C and 4 g of melamine (as a modifier) is loaded into the obtained solution. The total time for preparing the water-repellent composition is 3 hours. The product with a yield of 82% is an aqueous emulsion.
Physicochemical parameters of the obtained water-repellent emulsion: density, g/cm3, 26 – 1.14. Resistance to various aggressive environments. 27 Resistant to dilute acids, alkalis, salt solutions, oil and petrol resistant.
Processing of the cotton fabric with water-repellent compositions
The cotton fabric was processed at room temperature with solutions of water-repellent compositions with a liquor ratio of 1.7:1, by a continuous method in a laboratory padding machine: horizontal type padder – DL-2500V (Korea). Then the samples were squeezed out to a weight pick up of 80–90%. After that, the samples were dried in a dryer at a temperature of 98 ± 2°C, then heat treatment was carried out in order to fix the water repellency in a drying cabinet: Chamber manuals – HB-105SG (Korea) at a temperature of 150–170°C for 5–10 minutes.
The finishing mixture composition is based on Tubiguard SCS-F: 80% acetic acid (0.5–1.0 g/l), Kollasol CDA (0.1–0.3 g/l), Tubiguard SCS-F (20–60 g/l), Tubiguard Fixierer FC (10–20 g/l), pH of the solution is 4.0–6.0. The finishing mixture composition based on Ecoperl Active: 60% acetic acid (0.5 g/l), Ecoperl Active (20–80 g/l), Kollasol CDA (0.5–1.0 g/l), Tubicoat FIX H26 (5.0–20.0 g/l), pH of the solution is 4.0–6.0. The finishing mixture composition based on the water-repellent emulsion of silicone rubber SKTN: 3–5% of the material weight, the emulsion consisting of silicone rubber SKTN, melamine, low molecular weight chlorosulfonated polyethylene, zinc stearate and surfactant, pH of the hydrophobic emulsion is 4.5.
Dyeing with reactive dyes
Dyeing of the cotton fabric samples was carried out according to the method of reactive dyes from BEZEMA according to the periodic method. 28 Dyeing was carried out at a liquor ratio M = 30:1 according to the periodic method in a dye liquor containing 10 g/l Na2CO3, 75 g/l Na2SO4 and 2% by weight of the test material of the reactive dye (dichlorotriazine) at a temperature of 80°C for 60 minutes. Then washing was carried out in warm, hot and cold water. Then washing was carried out in a surfactant solution (2 g/l) at the boil for 10 minutes to remove unfixed dye.
Analysis methods
Determination of physical and mechanical parameters of textile materials
The breaking load and breaking elongation of textile materials were determined in the certification laboratory of Tashkent Institute of Textile and Light Industry (TITLI) on AG-1 Shimadzu (Japan) machine of ISO 5082-82. Textiles – woven fabrics – determination of breaking strength – grab method. According to GOSTs, when testing fabrics for breaking characteristics, the samples are cut along the warp and weft in the form of strips 300 × 50 mm in size. After that, the samples are fixed in clamps. The distance between the clamps is 200 mm. When the start button is pressed, the upper clamp starts to rise. After fabric break, the test results appear on the computer screen in the form of a graph and a table. They display the following information: (a) breaking load, N; (b) breaking elongation, %; (c) coefficient of variation for breaking load, %; (d) coefficient of variation for elongation, %.
The water resistance of the cotton fabric samples was determined using a WR-1600E water resistance tester (Wintree Corporation Suita, Osaka, Japan). The tester complies with ASTM and JIS requirements. The sample is loaded into the device and fixed with a clamp and a fixing screw. A 20 × 20 cm in size sample is set so that the outside of the fabric is facing the water surface. The switch is set to pressure mode. The reservoir rises at a speed of 10 cm/min or 60 cm/min and draws pressure on the sample. The water pressure can be viewed in the vertical pressure gauge. As soon as three drops of water appear in different places on the sample, the reservoir movement stops, the pressure readings are recorded on the scale in the vertical pressure gauge. The test results are based on the average of three test samples (the results are calculated to 0.01). After testing, the reservoir is lowered to its original position and filled with water.
Determination of the water repellency of the cotton fabric samples was carried out according to the method according to ISO 4920:2012(en): Textile fabrics – Determination of resistance to surface wetting (spray test). The water-repellent ability of the cotton fabric samples was assessed by spraying at Kor-Uz Textile Technopark using a fabric water-spray tester, DL-3012 (Korea). The instrument consists of a metal frame that allows distilled water to be sprayed through a nozzle onto the test sample at an angle of 45° and at a distance of 150 mm below the nozzle.
The coloristic parameters of the cotton fabric samples after hydrophobic finishing were determined on a laboratory spectrophotometer X-RiteCi7800 (Korea) according to the method defined in Abdukarimova et al. 28 A desktop spectrophotometer X-Rite of new generation Ci7800 can simultaneously accurately measure color coordinates and lustre levels. Ci7800 has a user-friendly LED display that simplifies the operator’s work. The use of user-friendly software automatically to configure the device before starting work simplifies and speeds up the configuration of the device and eliminates the possibility of errors in operation.
The whiteness of the cotton fabric samples before and after proofing was determined in TITLI on a spectrocolorimeter, Minolta (Japan) according to the method defined in the computer color matching system operation and maintenance manual. 29
The color fastness to rubbing was determined on a rubbing color fastness tester DL-2007A (Korea) according to the method defined in Ergashev et al. 30
The air permeability of the cotton fabric samples was tested by an AP-360SM device (Japan) according to the manufacturer’s method.
The water absorption of the cotton fabric samples with various surface structures was determined according to ISO 20158:2018: Textiles – Determination of water absorption time and water absorption capacity of textile fabrics.
The crease recovery angle of the cotton fabric samples with various surface structures was determined according to ISO 2313-2:2021: Textiles – Determination of the recovery from creasing of a horizontally folded specimen of fabric by measuring the angle of recovery.
The bending stiffness of the cotton fabric samples with various surface structures was determined according to GOST 10550-93: Textiles. Cloth. Methods for determination of resistance to bending stiffness.
The capillarity of the cotton fabric samples with various surface structures was determined according to ISO 9073-6:2000: Textiles – Test methods for nonwovens – Part 6: Absorption.
The IR spectra were recorded in potassium bromide tablets on a Nicolet iS50 IR-Fourier spectrometer (Thermo Fisher Scientific, USA) in the wavelength range of 6000–500 cm−1.
Images of the cotton fabric samples were obtained using a JEOL JSM6490LV scanning electron microscope.
Experimental results and discussion
Preparation of samples for proofing
Before proofing, cotton fabrics with various surface structures were boiled and bleached in a solution containing sodium hydroxide (30 g/l), hydrogen peroxide (3 g/l), surfactant (5 g/l), and organic peroxide stabilizer – Stabilol M-Neu (Pulcra Chemicals) (10 g/l) at a temperature of 95°C for 90 minutes. The processing quality was assessed by capillarity and whiteness of the samples. The results are listed in Table 2.
Quality properties of cotton fabrics with various surface structuresa

The crude fabric properties are in the numerator, the bleached fabric properties are in the denominator.
As can be seen from Table 2, although all three samples consist of 100% cotton fiber and were prepared for proofing under the same conditions, sample no. 3 has the highest capillarity. This is due to the sample’s structure. In addition, the results listed in Table 2 show that the breaking load of the bleached samples increases. This is due to the technology of the bleaching process, that is, the bleaching process was carried out in laboratory conditions according to the periodic method. During the bleaching process, fabrics in a free state shrink, which leads to fabric compaction and, therefore, the mechanical strength of the samples showed increased results.
The process of liquid absorption by a fiber is significantly influenced by adsorption, forces of electric attraction, etc. Thereby, the impregnating liquid penetration into the capillary depths present in the fibers cannot be significant. For practical purposes, the absorbed liquid penetration in the space between the fibers or threads of the textile material is of great importance. 31 In sample no. 2, where the relief on the fabric surface is formed denser with the smallest height, the capillarity has the lowest value.
Proofing of samples
To assess the effectiveness of hydrophobic finishing of textile materials, the following indicators are used:
capillarity: characterized by the wetting liquid rise after a certain time; contact angle; water absorption: characterizes the amount of water absorbed by the material when it is directly and completely immersed in water (its value is sometimes used to assess the water resistance of products). When it is higher, the water absorption is lower; water resistance (water repellency): the ability of products to pass water by the liquid column height through the penetrometer at the time of the formation of the first three water drops on the fabric surface at a constant pressure of the water column; air permeability: the ability of products to pass air, characterized by the coefficient of air permeability, which shows the amount of air in cubic meters passing through 1 m2 of the product in 1 second at a constant specified pressure drop on both sides of the sample.
Proofing of the cotton fabric samples was carried out according to the above method. After the fabric impregnation with various concentration preparations, the hydrophobic effect was determined by the water resistance value. The experimental results on the study of the effect of the finishing mixtures’ concentration on the water resistance of the cotton fabric samples of various surface structures are presented in Table 3. 32
Effect of the finishing mixtures’ type and concentration on the cotton fabric’s hydrophobic property
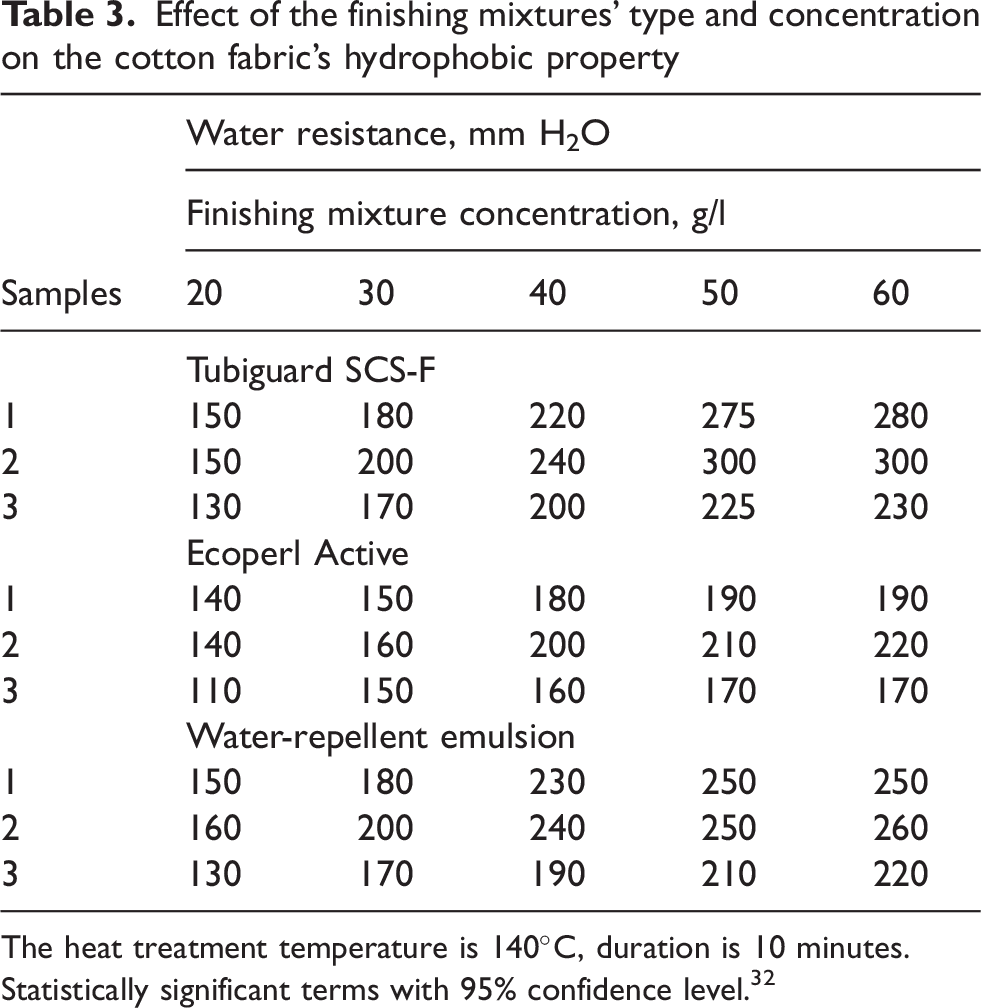
The heat treatment temperature is 140°C, duration is 10 minutes.
Statistically significant terms with 95% confidence level. 32
As shown in Table 4, with an increase in the finishing mixtures’ concentration, an increase in the material’s water resistance values is observed. The highest parameter values are observed in the samples processed with Tubiguard SCS-F and water-repellent emulsion, and the lowest in the sample impregnated with Ecoperl Active. For comparison, the water resistance of the starting material is 20 mm H2O. During the experiments, it was also noted that samples sized with Ecoperl Active were dripping wet. In turn, samples impregnated with Tubiguard SCS-F and water-repellent emulsion do not get wet, retaining their hydrophobic properties. With an increase in the concentration of Tubiguard SCS-F, the water repellency of the sample increases, this is probably due to the fact that proofing with a fluorine-containing finishing mixture contributes to the increase in the surface roughness of the textile material. When using a silicate-containing water-repellent emulsion, due to the chemical interaction with the fiber, or due to blocking of the hydroxyl reactive groups of the fiber, a high degree of hydrophobicity of the cotton fabric samples of various surface structures is achieved. As follows from the above data, the effectiveness of fluorine-containing and silicone-containing finishing mixtures is higher compared to Ecoperl Active.
Dependence of the cotton fabric samples’ coloristic indicators on the finishing mixture type
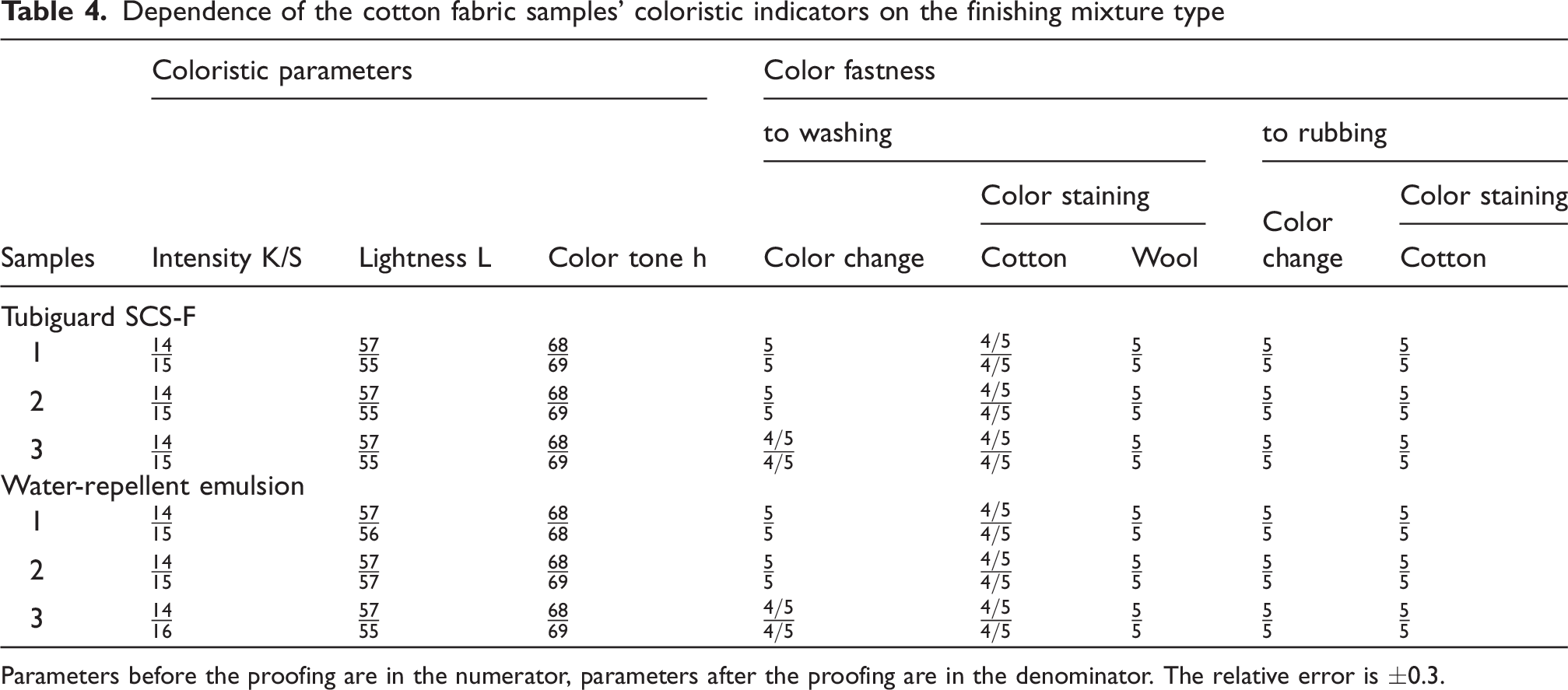
Parameters before the proofing are in the numerator, parameters after the proofing are in the denominator. The relative error is ±0.3.
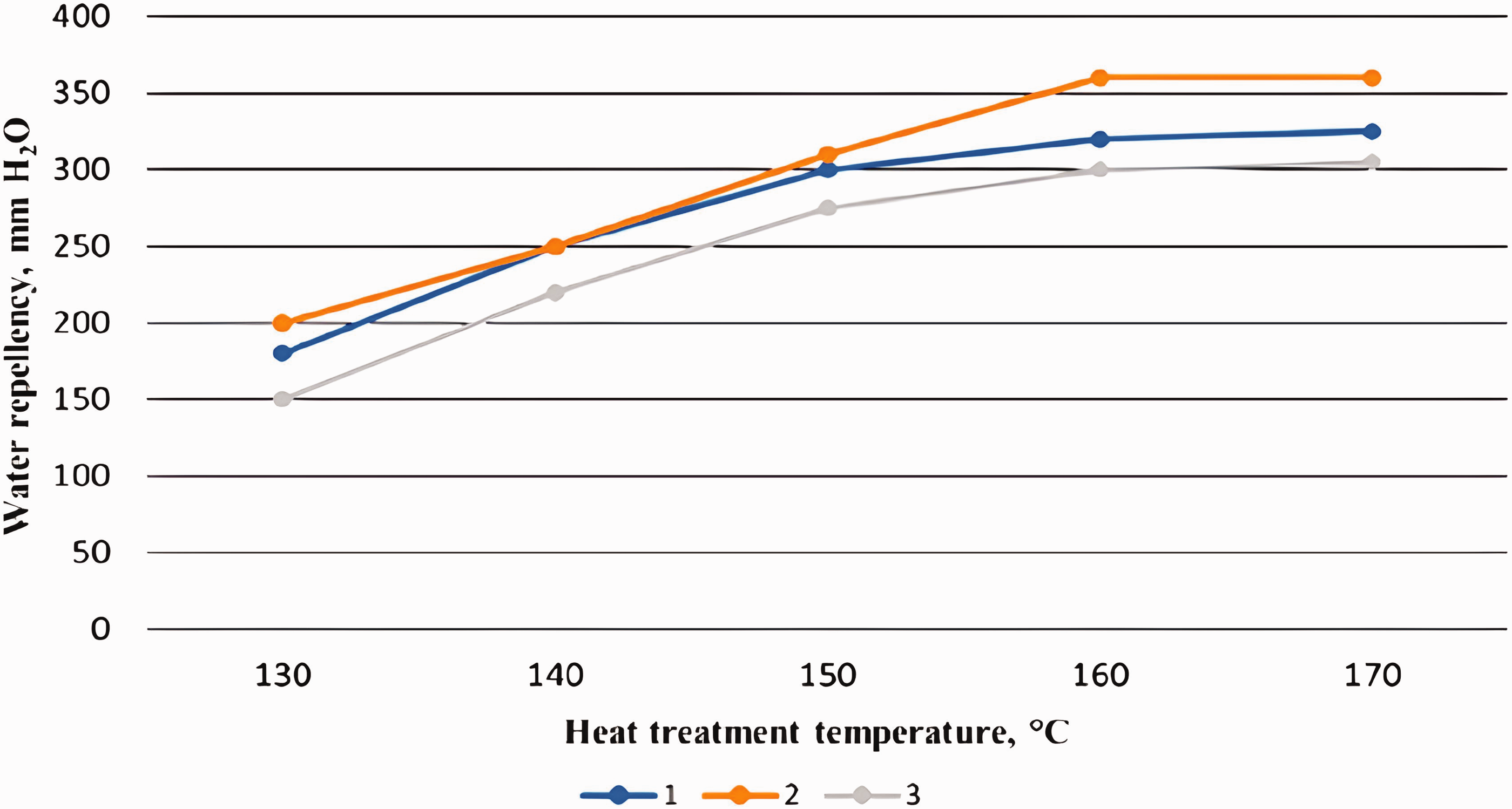
It is known that the main reaction between the finishing mixture constituents and cellulose macromolecules occurs at high temperatures. The experimental results of the laboratory process of final finishing with finishing mixtures, in particular the dependence of the samples’ water resistance on the heat treatment temperature of the finishing mixtures padded with solutions and dried samples, are summarized in Figures 1 and 2.
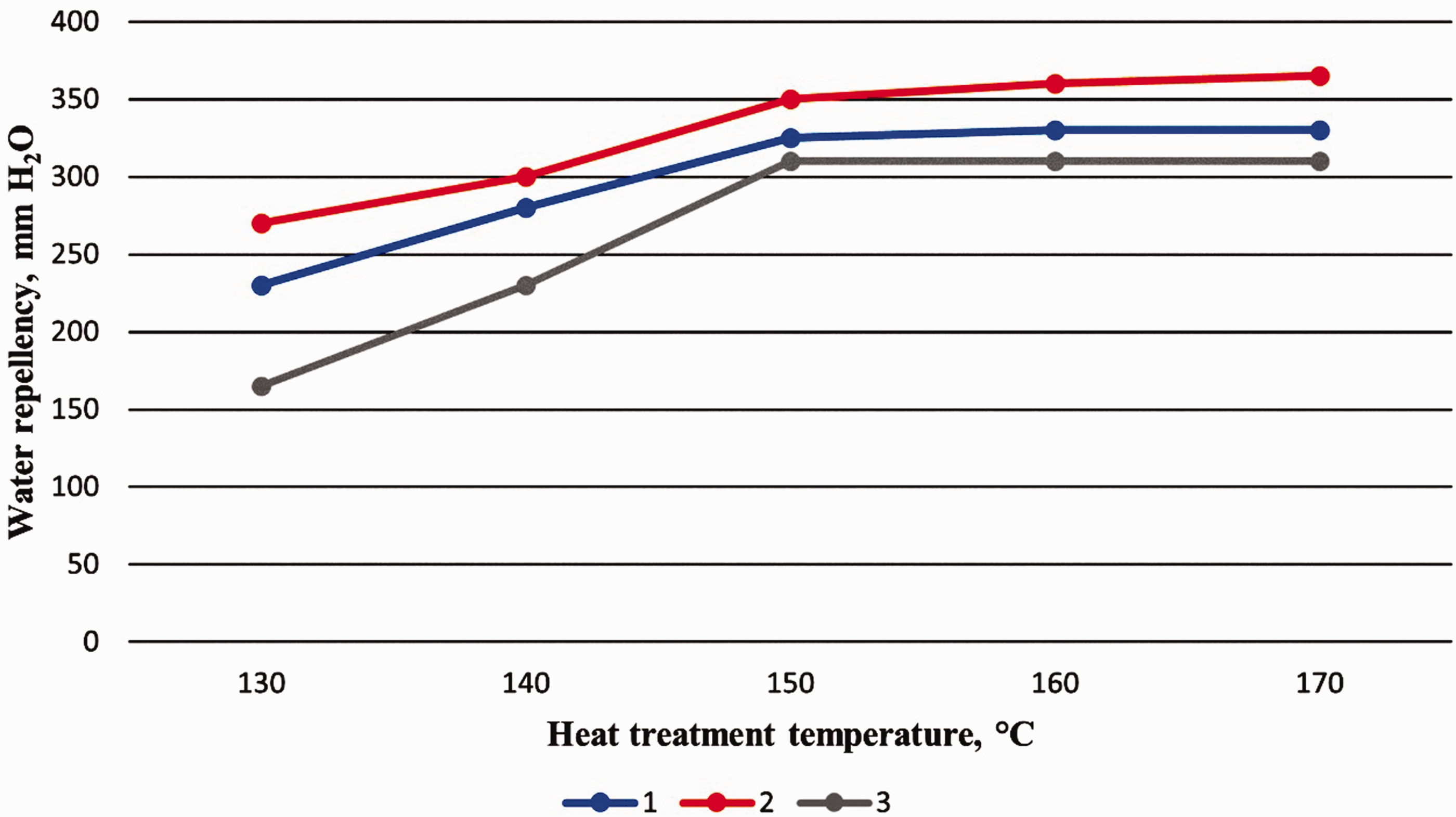
Dependence of the various structure cotton fabric samples’ water-repellent properties on the heat treatment temperature (Tubiguard SCS-F). The relative error is ±0.3%. 1 A simple plain weave fabric with a smooth surface; –2– A complex waffle weave fabric, which has characteristic rectangular cells on the surface; –3– A large-patterned weave fabric with large patterns on the surface. Processing conditions: duration 10 minutes, Tubiguard SCS-F concentration 50 g/l.
Dependence of the various structure cotton fabric samples’ water-repellent properties on the heat treatment temperature (water-repellent emulsion). The relative error is ±0.5%. –1– A simple plain weave fabric with a smooth surface; –2– A complex waffle weave fabric, which has characteristic rectangular cells on the surface; –3– A large-patterned weave fabric with large patterns on the surface. Processing conditions: duration 10 minutes, water-repellent emulsion concentration 50 g/l.
It can be seen that the maximum of the water-repellency dependence curves correspond to the heat treatment mode, which is carried out at a temperature of 150°C for Tubiguard SCS-F and 160°C for water-repellent emulsion for 10 minutes. Carrying out the heat treatment above a temperature of 150–160°C does not lead to significant changes in the material hydrophobicity. This is due to the interaction of the finishing mixture’s functional groups with free hydroxyl groups of cellulose during the heat treatment at a temperature of 150–160°C. 33 From the data presented it follows that the manifestation of the studied finishing mixtures’ water-repellent properties significantly depends both on the fabric surface structure and on the heat treatment temperature.
Water-repellent substances impart hydrophobicity to fabrics due to the chemical interaction of functional groups with hydrophilic groups of fibers, as well as due to the blocking of the latter by means of formation of a hydrophobic cover from hydrocarbon chains in the fiber, and cotton fabrics lose their breaking strength from 7% to 11% (Figure 3).
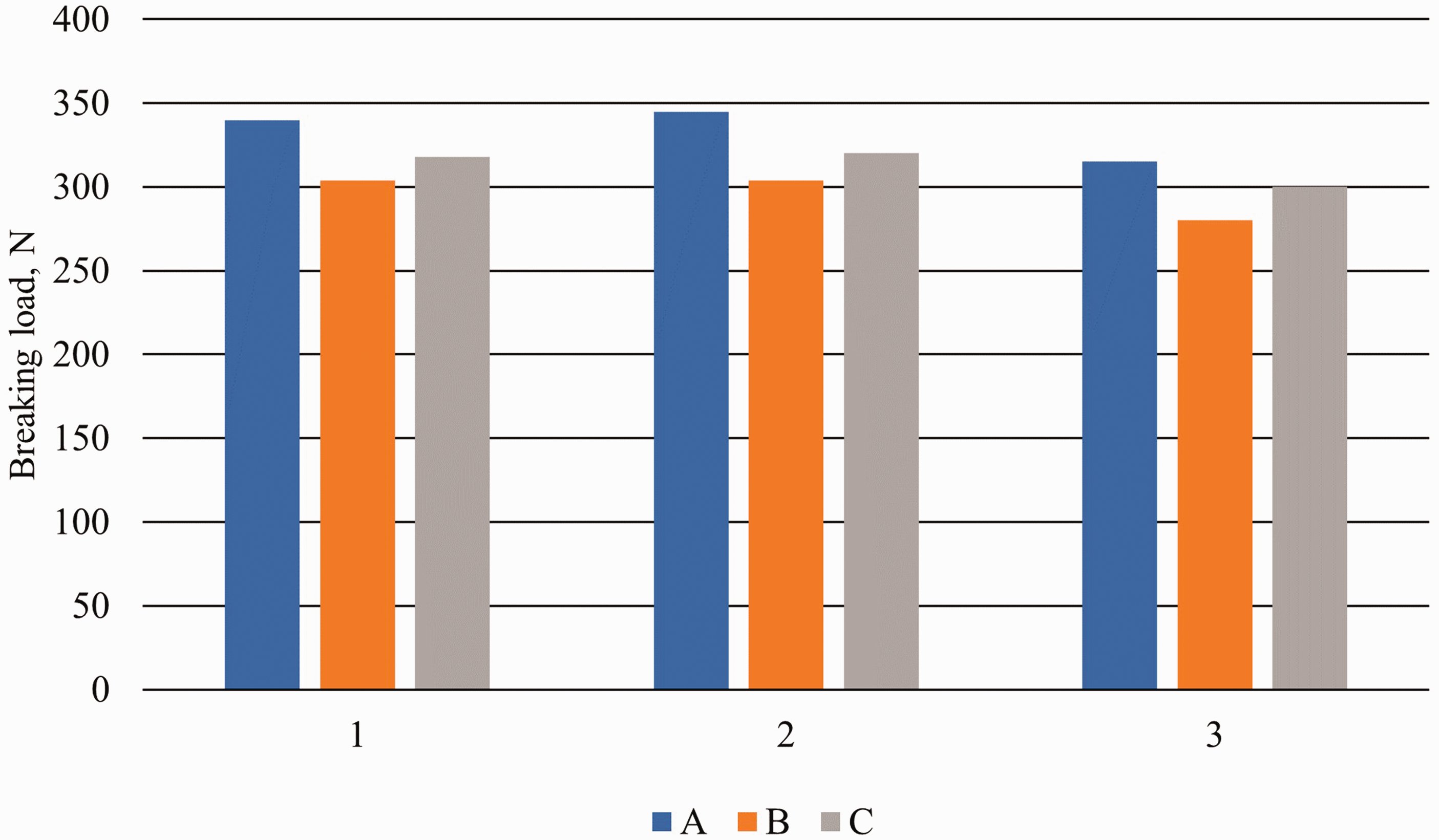
Cotton fabric samples’ breaking load dependence on the finishing mixture type. A Unsized samples. B Samples sized with Tubiguard SCS-F. C Samples processed with water-repellent emulsion no. 3. *The relative error is ±0.5.
The data in Figure 3 show a slight deterioration in the breaking strength, which indicates a decrease in the elasticity and flexibility of cellulose fibers due to the reactions of the finishing mixture components and the substrate macromolecule.
As is known, the proofing is carried out at the final stage of textile materials’ chemical finishing. The used water-repellent compositions should improve the appearance of fabrics, give them the necessary elasticity, silkiness, significantly increase the resistance of the material to abrasion, create conditions for the convenience of cutting the fabric and sewing the product, and not affect the color characteristics of the textile material. The experimental results on the study of the effect of the proofing variable factors on the bleached samples’ whiteness and coloristic properties of samples stained with reactive dye are illustrated in Figure 4 and shown in Table 4.
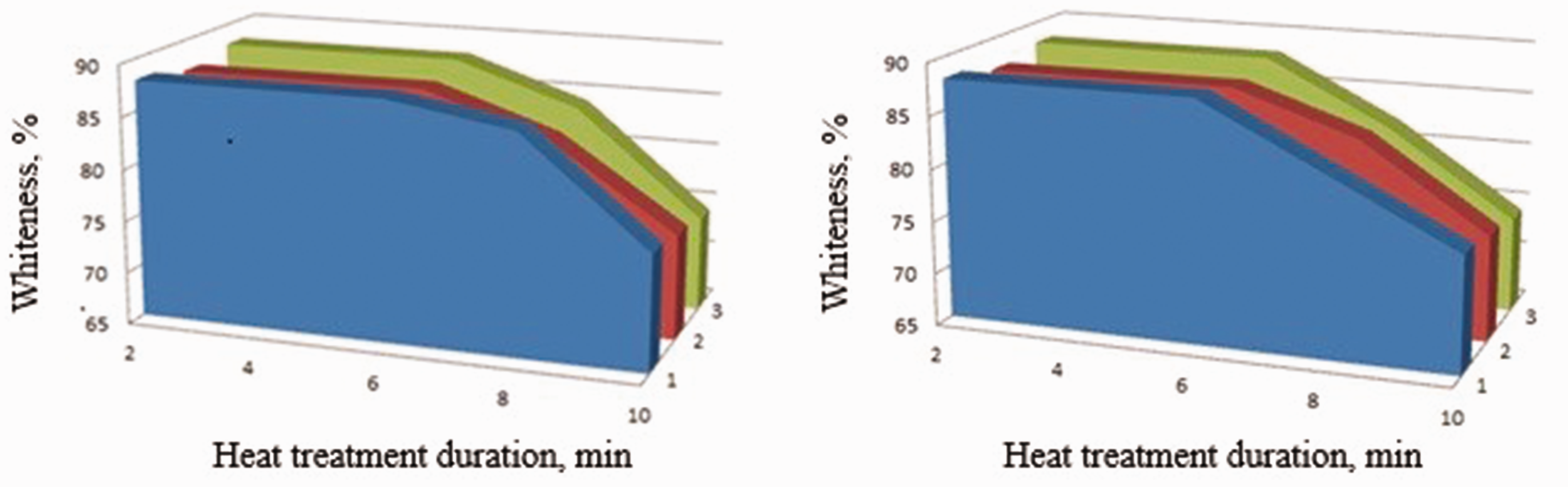
Dependence of the whiteness on the heat treatment duration in the cotton fabric samples’ hydrophobic finishing. (а) Tubiguard SCS-F and (b) Water-repellent emulsion. *The relative error is ±0.3.
When applied to the fabric, the used finishing mixtures form on its surface transparent and highly elastic films, which have a high adhesive ability in relation to cellulose, and therefore the intensity, richness and color tone of the dyed cotton fabric samples almost do not change. However, in the proofing of the bleached fabric, a slight decrease in the samples’ whiteness is observed, which increases with an increase in the heat treatment duration.
Based on the data obtained, it is recommended to carry out the heat treatment process for 6–7 minutes at a temperature of 150°C in the case of Tubiguard SCS-F and at 160°C in the case of water-repellent emulsion. From the experimental data presented, it was found that the coloristic and optical parameters of the sized samples do not depend on the cotton fabric surface structure.
To determine the fabric capillarity, a solution of potassium dichromate (5 g/l) was used. In the fabric samples (5 × 25 cm) placed at one end in the solution, the liquid rise height was measured after 60 minutes. In the course of the experiments carried out, the capillary rise was not observed for samples sized with both compositions in all samples of various surface structures (Table 5). The capillary effect consists of the liquid rise or fall in narrow channels or porous bodies. In our cases, due to the blocking of the hydroxyl groups of the cellulose macromolecule by the water-repellent composition components, as well as the formation of a film on the fabric thread surface, that is, the capillary effect on all three samples of cotton fabric treated with water-repellent compositions is not observed.
Dependence of the samples’ capillarity, water absorption and air permeability on the fabric surface structure and the finishing mixture typea
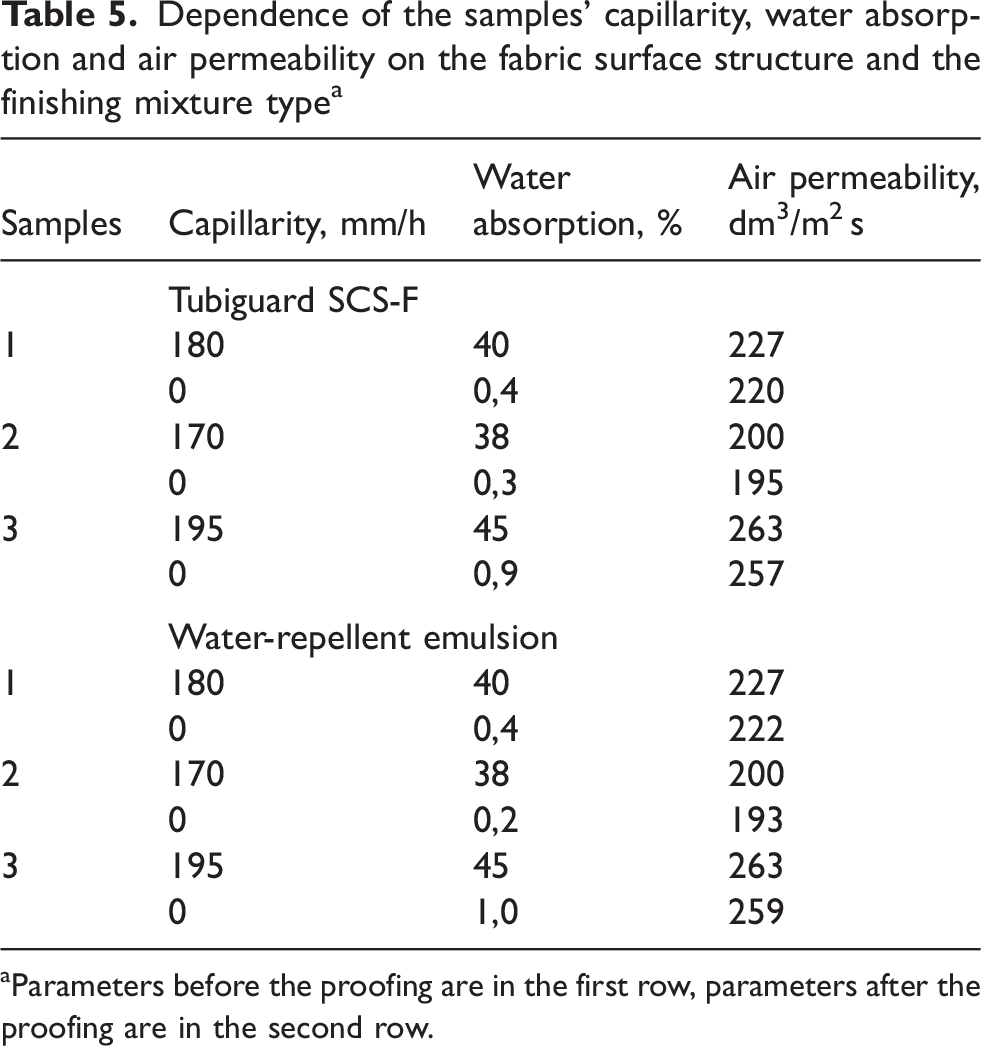
Parameters before the proofing are in the first row, parameters after the proofing are in the second row.
It is important that the water absorption of the fabric samples processed with the investigated finishing mixtures is 0.2–1.0%, which is significantly lower compared to the unprocessed samples (38–40%). As is known, the air permeability of a material is its ability to pass air. This parameter affects the heat exchange processes of a person in the operating conditions of clothing. Depending on the fabric purpose, the requirements for its air permeability are also different. From the data presented in Table 5, it follows that, in comparison with the air permeability parameter of the starting material, the different nature of the finishing mixtures practically does not affect the value of this coefficient. These data are also confirmed by the photographs below of the cotton fabric samples of various surface structures before and after the proofing.
From Figure 5 it can be seen that on the fabric surface, a continuous film of the used finishing mixtures was not formed, and the fabric porosity was maintained in all fabric samples with various surface structures, where it is clearly seen that the fabric structure, more precisely, the interfiber space, remains open and practically does not change. The processed samples, along with the acquisition of hydrophobicity, retained the breathability and soft surface characteristic to the touch quite well. Typically, the softness of a fabric is measured in terms of bending stiffness. Bending stiffness is the ability of a textile material to resist the action of an external bending force. The ability of a fabric to resist bending depends on its stiffness, and the ability to uncrumple, returning its original state, depends on elasticity, which can be assessed through crease resistance. Crease resistance is the property of a fabric to resist bending, crushing and return to its original state after the removal of the force that causes it to bend and crush. Crease resistance is determined through the total opening angle. Table 6 lists the results of the stiffness and crease resistance of the samples obtained experimentally.
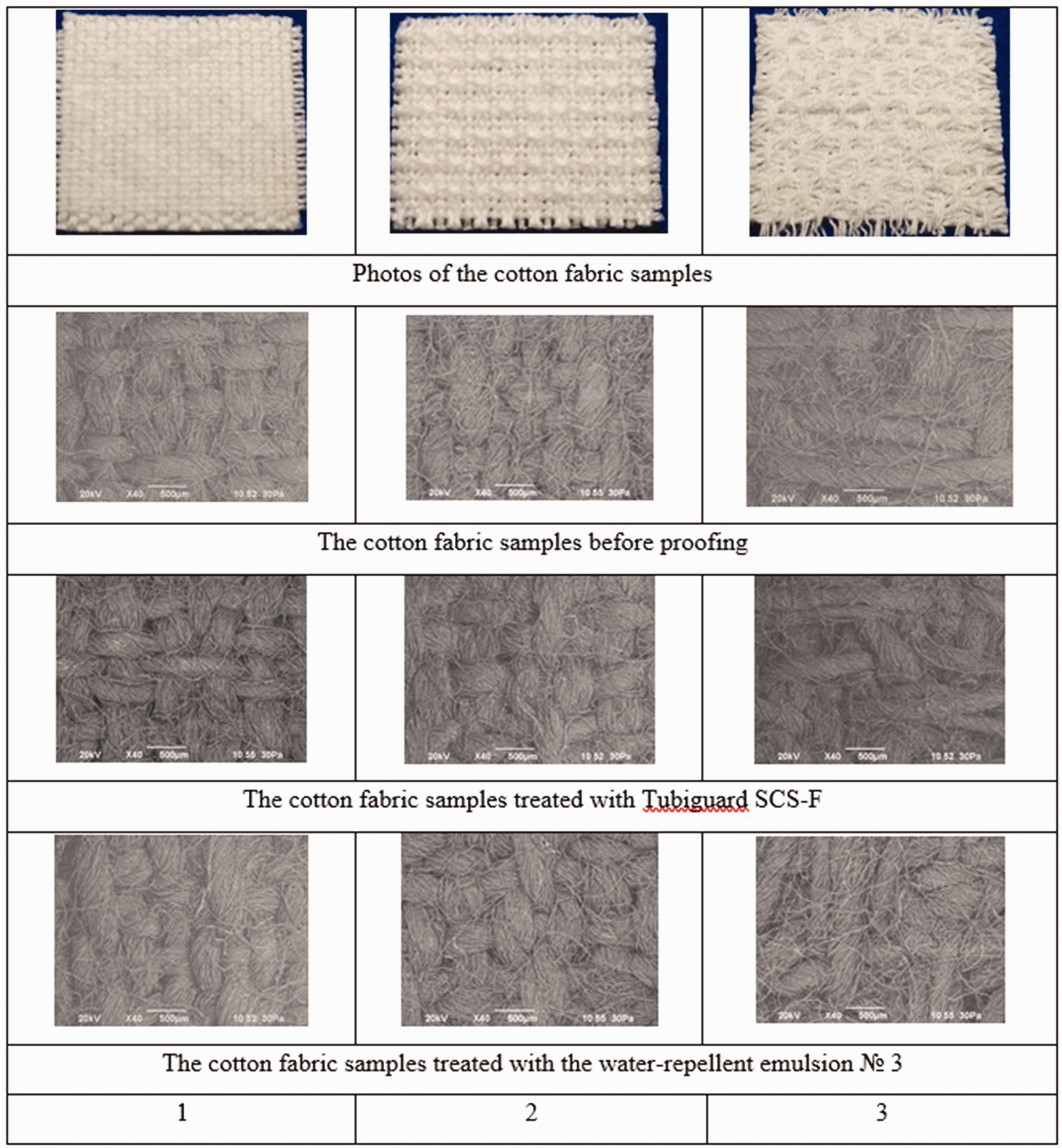
The cotton fabric samples of various surface structures before and after the processing with water-repellent compositions.
Dependence of the cotton fabric samples’ deformation properties on the type of weave and water repellent
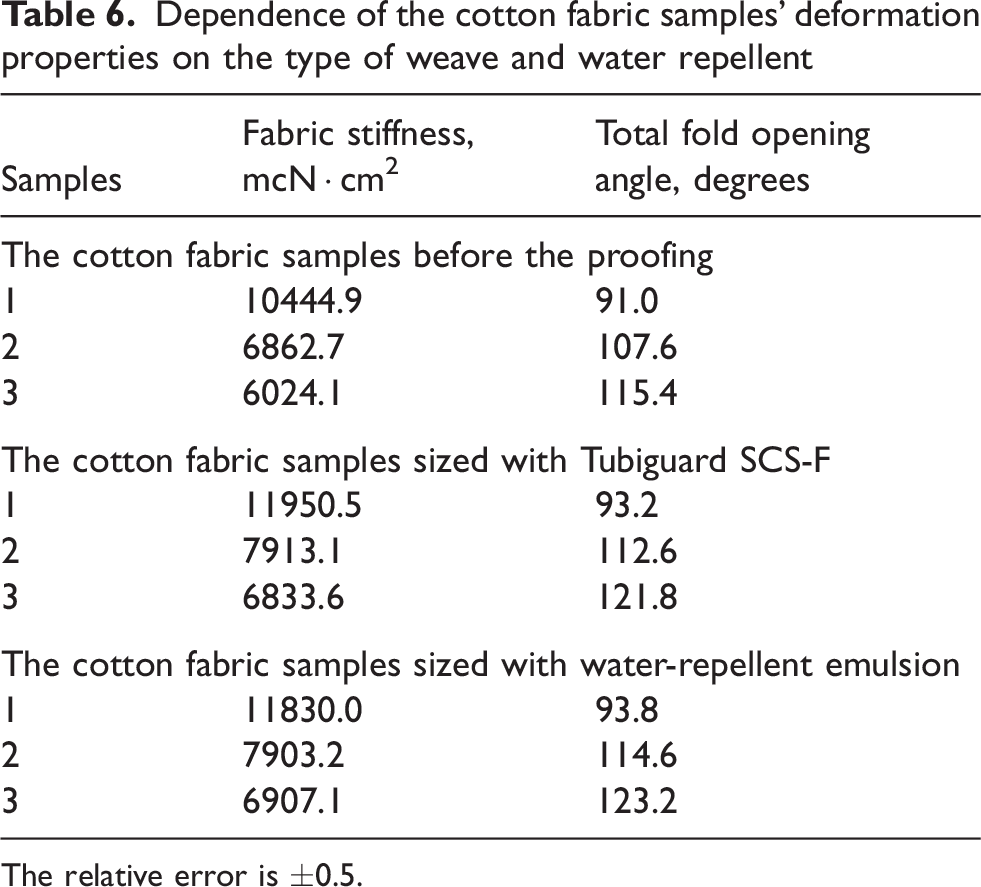
The relative error is ±0.5.
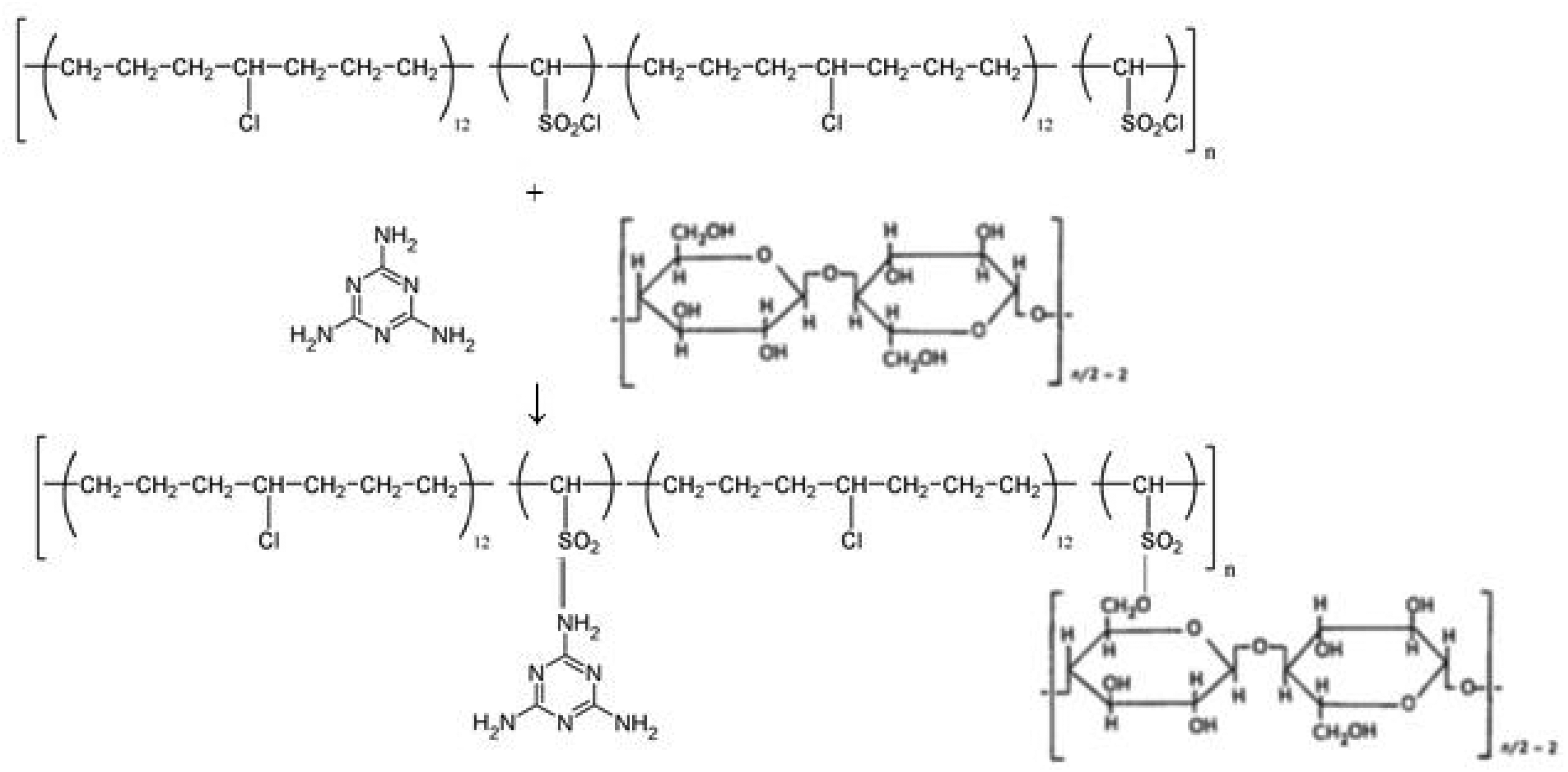
Structural formula of the interaction of a water-repellent emulsion with cellulose.
The stiffness of a textile material largely depends on its structural parameters – the type of weave, the density of the warp and weft threads, as well as the weight/unit area. As can be seen from Table 6, the sample of plain weave after the processing with various water repellents is stiffer than other samples. Also, the first sample has an increased crease retention, that is, plain weave fabric due to the high cohesion of the threads in the structure, as they require the greatest effort to bend them. Waffle and relief weave samples have the least crease retention, as they have unevenly scattered overlaps. Due to the increase in the overlap length, the crease retention of the fabric decreases, because the forces that arise in the outer layers of the thread when bending such a fabric counteract the bending. An increase in the stiffness and crease retention of samples after processing with water repellents is associated with the formation of a crosslink between cellulose and water repellents, which reduces the macromolecule mobility.
Any chemical compound used for a water-repellent finish must contain long chain hydrocarbon radicals and active polar groups, through which the water repellent is attached to the fiber.
The intended reaction between the water-repellent emulsion and cellulose can be written as follows. A covalent bond is formed between the nitrogen from the amino radical melamine of chlorosulfonated polyethylene and the oxygen of cellulose by a donor-active mechanism, which occurs due to the difference in the relative electronegativity of these elements by 0.5.
The possible formation of the ether bond C–O–C between melamine chlorosulfonated polyethylene and cellulose ensures crosslinking of the polymer with the fiber surface by a covalent polar bond, which determines the resistance of the finish to washing and dry cleaning. 34
As is known, fluorine-containing preparations are the most effective in imparting hydrophobic properties to fabrics; they lower the free surface energy of the material being processed as much as possible.
Considering that Tubiguard SCS-F is a fluorine-containing preparation with six fluorinated carbon atoms, the expected reaction of this preparation with cellulose can be depicted as follows: 35
The molecules of water repellents are located on the fiber in such a way that their hydrophobic parts form a continuous barrier, that is, a new hydrophobic surface. The degree of hydrophobicity of the material depends on how integral this surface is, and the resistance of the finish to washing depends on the strength of the bond with the fiber. In this connection, the finishing mixtures must be sufficiently firmly held on the fiber, not washed out during washing (Table 7). The washing was carried out for 30 minutes at a temperature of 40°C in a soap solution (5 g/l) in a wash fastness DL-2002 washing machine (Korea).
Retaining the samples’ water-repellent ability depending on the washing frequency
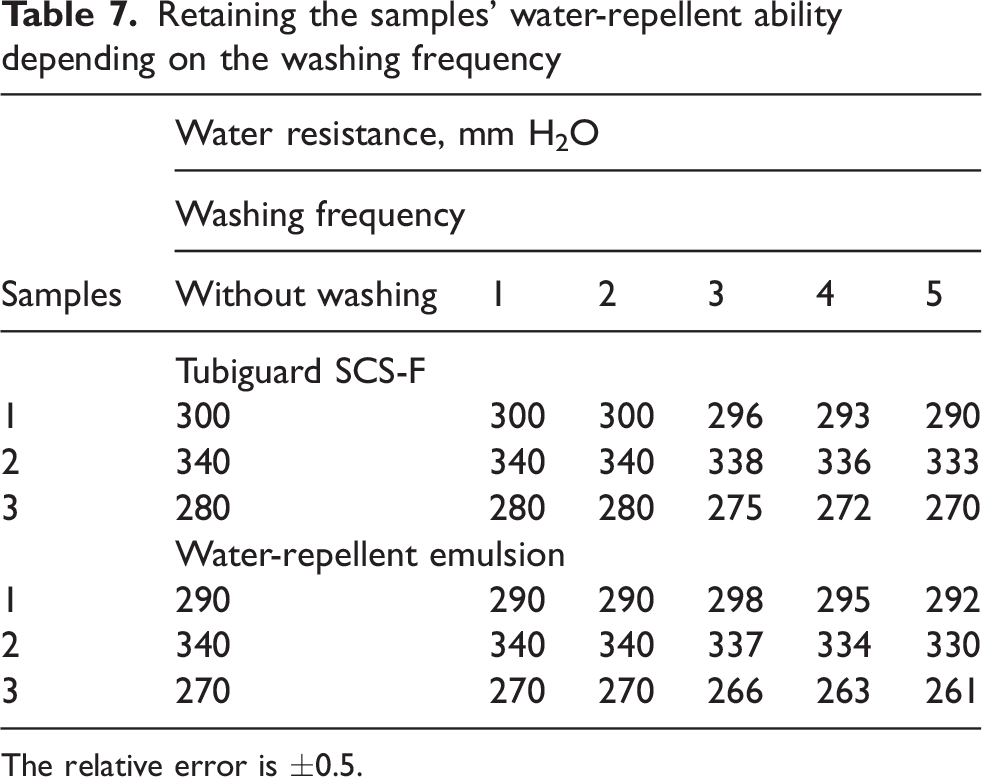
The relative error is ±0.5.
It is important that sample no. 3 retains its hydrophobic properties even after washing, regardless of the finishing mixture type. The reason for choosing only sample no. 3 is that if the properties tested are comparable for this surface structure, then the hydrophobic finishing strength for other samples will remain comparable as the first and second samples, having a denser structure with the smallest relief height or smooth structure, have higher hydrophobicity parameters. Therefore, to increase the hydrophobicity, it is also necessary to increase the inhomogeneity (roughness) of the material surface. 36
Further, the studied cotton fabric samples’ hydrophobicity was investigated by the contact angle method, which is determined by the angle formed between the material surface and the drop surface at the point of their contact. The figures obtained are illustrated in Figure 7.
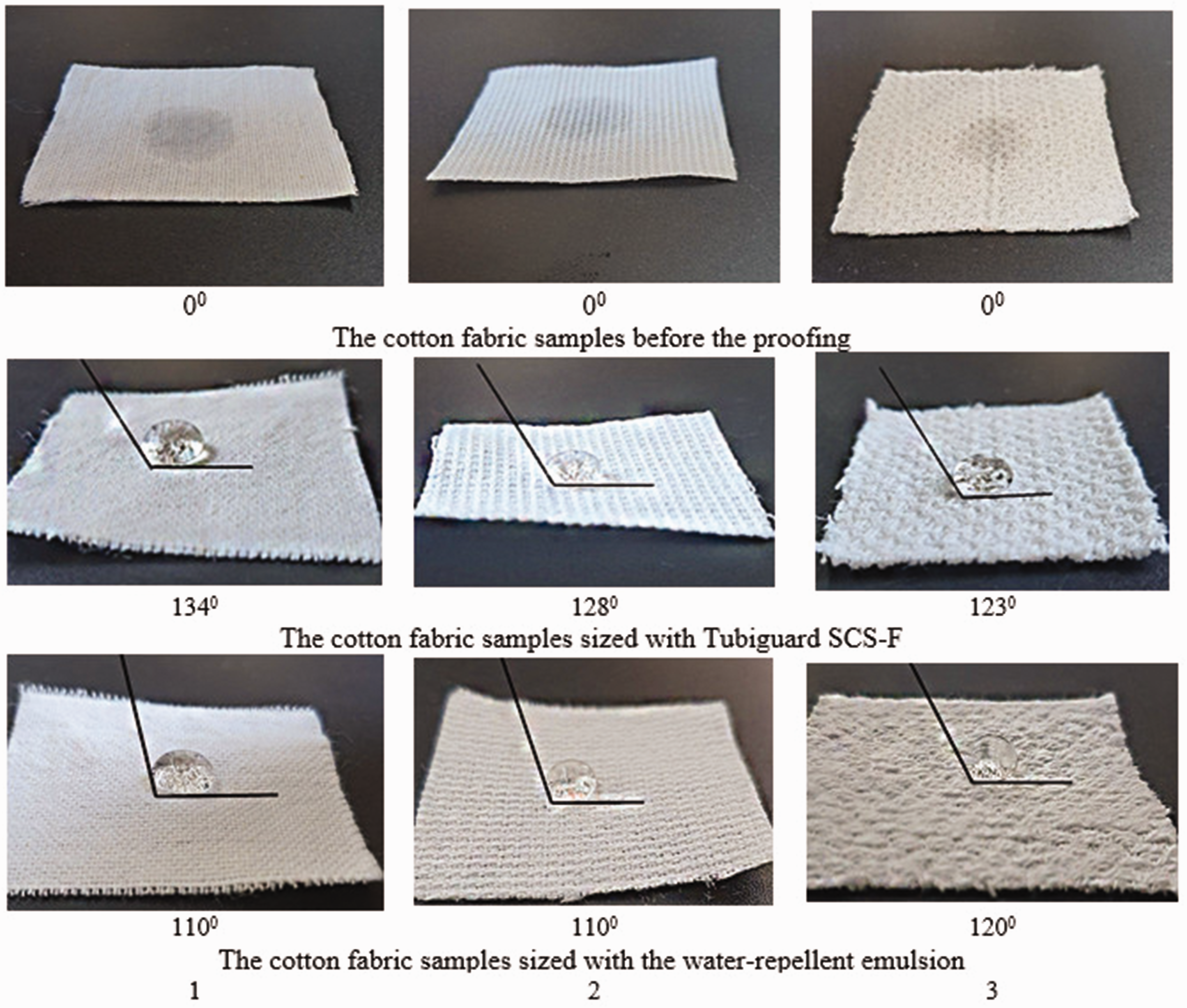
The cotton fabric samples of various surface structures before and after the proofing. The images were obtained by a Nikon COOLPIXB500 digital camera.
As can be seen from Figure 7, the unsized fabric samples are well moistened with water. The fabric samples processed with both finishing mixtures show the so-called ‘lotus effect’, that is, water is not absorbed into the fabric, but remains on the surface in the form of clear drops. The effect of the surface roughness of a solid on the wetting characteristics is usually studied for model textures of solids, while the roughness of textile is largely deformed. 37 However, even in this case, it is clearly seen that the surface structure plays an important role in preparing textile materials with a stable hydrophobic effect. It can be seen from Figure 7 that the contact angle of the processed cotton fabrics is higher than 90°, which indicates that the cotton fabric has become hydrophobic. Another observation is that the contact angle is almost constant between 110° and 134°. This shows that the type of used finishing mixtures has minimal effect on the cotton hydrophobicity.
The appearance of the sample is compared with an additional photographic scale (AATCC 22-2010: Water repellency: spray test, 2010). The obtained test results are illustrated in Figure 8.
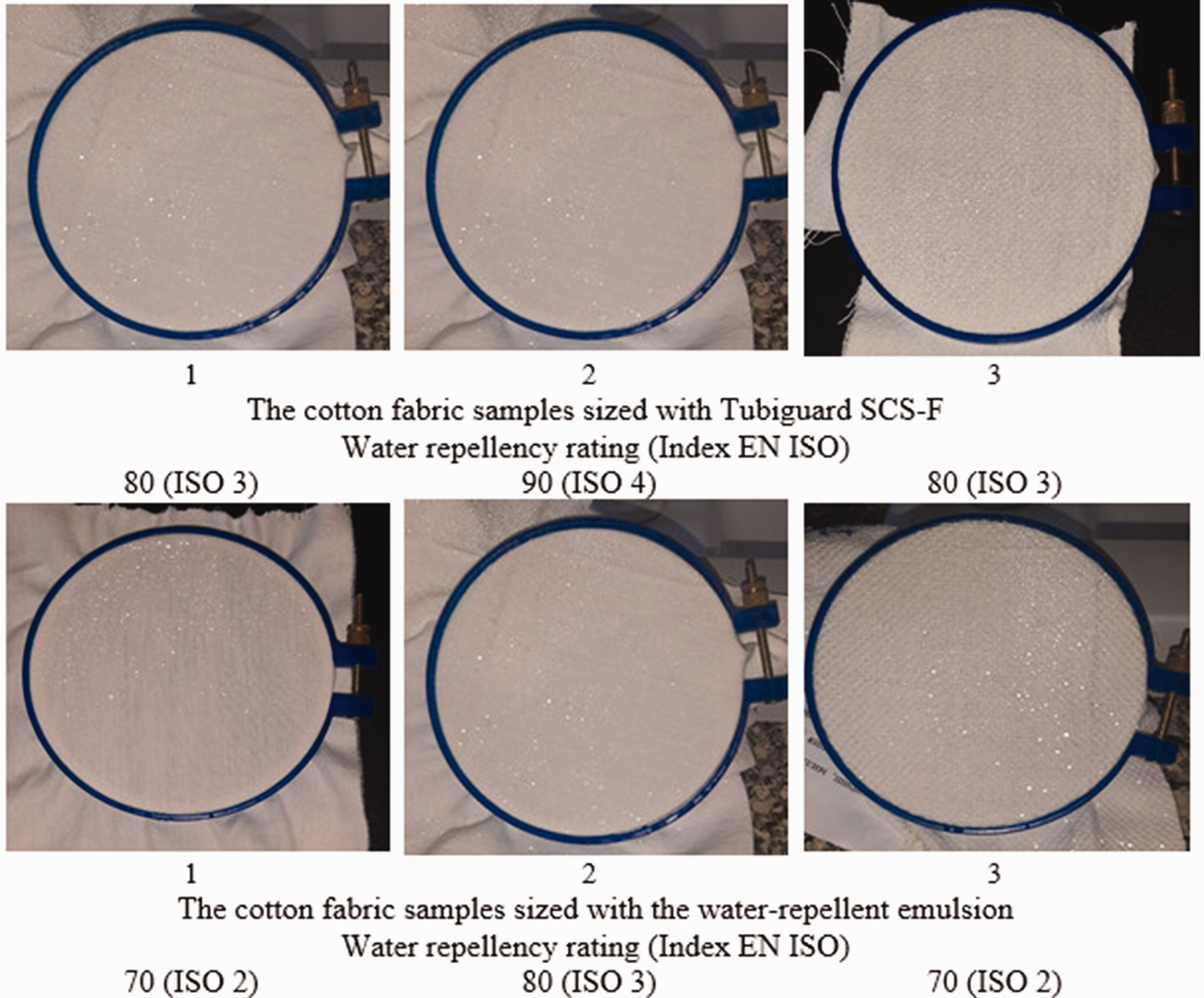
The cotton fabric samples’ water-repellent properties dependence on the type of weave and water repellent.
The samples were assessed using a rating table of tests for water-repellent properties. The value ISO 4 (90 rating) indicates that individual small drops adhered to the sample surface, but did not penetrate it. The value ISO 3 (80 rating) indicates that the sample wets easily, but the wetted surface is less than a fraction of the entire sample. The value ISO 2 (70 rating) indicates partial wetting of the sample surface beyond the spray points, where the sample wetting exceeds part of the surface but does not extend to the entire surface.
The used finishing mixtures have the water-repellent effect on the textile materials either due to the chemical interaction with the fiber, or due to the blocking of hydroxyl or other reactive groups of the fibers. Also, the functional groups of the components that make up the finishing mixture form a continuous barrier on the fiber surfaces, preventing the contact of water with the fiber hydroxyl groups.
Thus, it was established that the obtained experimental results on water resistance, degree of whiteness, strength and color indicators slightly depend on the type of water repellents. However, water resistance is most important in sample no. 2 of waffle weave, which has a denser structure than the other samples. According to the results of one-factor experiments, it was revealed that in order to obtain the highest water-resistance results, the variable factors of the processing for both water-repellent compositions should have almost the same values. In this connection, in order to determine the significant factors in processing the cotton fabric, a full-factorial experiment was carried out and a regression equation was obtained for sample no. 2:

Here У is the water resistance of the sample no. 2, mm H2О; x1, x2, x3 are the input parameters of processing the cotton fabric of waffle weave, namely: x1 is the concentration of the water-repellent emulsion, %; x2 is the heat treatment temperature, °C; x3 is the process duration, minutes.
According to the regression equation obtained in the final form, the following conclusions can be drawn. 38 All selected independent variables (factors) were significant. The dependence is a linear increasing function, with the concentration of the solution (%) having the greatest influence, because the coefficient at x1 is 23.75.
Conclusions
In this scientific work, the influence of the water-repellent composition based on polymers on the hydrophobicity and performance properties of the cotton fabrics of various surface structures was studied. It is recommended to process the fabric samples with Tubiguard SCS-F at 150°C and 160°C with the water-repellent emulsion for 6–7 minutes. It was established that the samples processed with this finishing mixture do not leak, it remains in the form of drops, forming a ‘lotus effect’. When studying the hydrophobicity of the studied cotton fabric samples by the wetting angle method, it was found that at an angle above 90°, the cotton fabric becomes hydrophobic. In the surface structure of the fabric, its relief pattern helps to increase the water-repellent effect when processed with chemical reagents, proving that the surface structure is important to enhance the hydrophobic effect. It was established that the coloristic and optical parameters of the dressed samples do not depend on the surface structure of the cotton fabric. The processed samples, along with the acquisition of hydrophobicity, retained their air permeability quite well. The dependence of the increase in stiffness and crease retention of the samples after the processing with hydrophobizing compositions with a decrease in the mobility of the macromolecule is shown. Linking the polymer to the fiber surface with a polar covalent bond contributes to the finish’s resistance to washing and dry cleaning. The results of the study contribute to the expansion of the range of fabrics with hydrophobic properties for domestic and technical purposes by regulating the hydrophobic composition and processing mode, as well as the choice of fabrics with different surface structures.
Footnotes
Acknowledgements
The authors would like to express their gratitude to the chair ‘Chemical Technology’ of Tashkent Institute of Textile and Light Industry, Uzbek-Turkish Test Center JV LLC ‘O’zbek-Turk Test Markazi’, Textile Educational Research Technopark ‘Kor-Uz Textile Technopark’ and testing regional laboratory of engineering profile ‘Structural and biochemical materials’ of M Auezov SKU, for providing research opportunities in carrying out this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.