
Abstract
Toughing melamine-formaldehyde (MF) rigid closed-cell foams were prepared by using ethylene glycol (EG) and carbon fiber (CF) as composite toughening agents. The pulverization rate, compressive strength, bending strength, cellular structure, closed-cell ratio, water absorption ratio, thermal conductivity, thermal stability, limiting oxygen index (LOI), and char yield were characterized to study the morphology, mechanical, thermal, and fire-retardant properties of as-prepared toughing MF rigid foams. The pulverization rate result showed that introduction of composite modifier can obviously improve the toughness of MF rigid foams. The cellular structure, closed-cell ratio, and water absorption results showed that the addition of EG/CF can increase the closed-cell ratio and control the cell size of MF rigid foams. The compressive strength and bending strength results showed that the incorporation of composite modifier of MF rigid foams dramatically improved the mechanical properties. The LOI, char yield, and thermal stability results showed that the toughing MF rigid foams remained more intact char skeleton with flame-retardant effect, thus reducing the fire hazards. The as-prepared toughing MF rigid foams showed the best comprehensive performance with pulverization rate of 5.21%, compressive strength of 355.3 kPa, bending strength of 0.44 MPa, closed-cell ratio of 79.1%, water absorption of 9%, thermal conductivity of 0.031 W m−1 K−1, and LOI of 39.6%. Compared with unmodified MF rigid foams, toughing rigid closed-cell MF foams possess excellent pulverization rate, compressive strength, bending strength, cellular structure, thermal insulation, and flame retardancy.
Keywords
Introduction
Melamine-formaldehyde (MF) rigid foams was a kind of thermoset polymer foams, 1 -3 which was manufactured through the oven-heating or microwave-foaming process by the condensation reaction of the two monomers of melamine and formaldehyde. Due to the enriched structure of carbon and nitrogen, flame-retardant gases, such as NH3, CO2, CO, and so on which can dilute oxygen, were generated during the combustion process of MF foams. 4 -6 Thus, MF rigid foam owns intrinsic flame retardancy as compared to other polymer foams that were highly flammable. 7 -9 However, MF rigid foams suffered from high brittleness, high pulverization ratio, and low strength, which severely limited its applications in the fields of absorbing sound, insulating from heat and electricity, building components, aircraft insulation, and packaging. 10 To more fully expand its application field, MF rigid foams must be toughened. 11
Over the past few decades, different approaches have been developed to toughen polymer foams, such as rigid polyurethane foams (PUFs), 12 phenolic foams (PFs), 13 and so on and these approaches fall into three categories: inter-fillers, 14 fiber reinforcement, 15 and chemical modification. 16 -18 Among them, chemical modification has attracted extensive attention for its notable toughening effect. Generally, a flexible molecular chain with the active groups was introduced into prepolymer as the toughening mechanism of chemical modification. 19 -21 Recently, many studies have focused on reaction-type toughening agents. Jing et al. used cardanol as modifier to prepare PF, which showed that cardanol significantly improved the toughness and thermal stability of PF. 22 Hu et al. prepared elastic phenol-urea-formaldehyde foams, which possessed excellent thermal stability, insulation property, and flame retardancy, by chemically introduced polyethylene glycol. 23 Yang et al. prepared PUF with long ultra-high molecular weight polyethylene (UHMWPE) fibers used as modifier, and the addition of UHMWPE significantly improved the mechanical properties of PUF. 24 Gao et al. modified the brittleness of the PF with dicyandiamide, the mechanical test results showed that the incorporation of dicyandiamide into PF dramatically improved the mechanical strength, and the modified PF had better flame-retardant performance. 25 Luo et al. chemical modified the MF foam. Two kinds of foams based on MF condensates (polyvinyl alcohol (PVA)/MF, PVA/3‐triethoxysilylpropylamine (APTES)/MF) had been prepared by chemical modification. The test results showed that modified MF foam exhibited better resilience compared to that of MF foam. And modified MF foam has good flame retardancy and thermal stability. 7
Inter-fillers and fiber reinforcement were also effective ways to toughen MF rigid foams. The fillers were uniformly introduced into the foaming liquid by rapid mechanical stirring. More spherical closed-cell structure formed and the cellular strength can be improved by filler reinforcement. 26 -28 In the last years, the use of reinforcements from natural resources, such as glass fiber, 29,30 nano-clay, 31 and nano-particles, 32 which possessed low density and cost, in polymeric foams had attracted the attention of many researchers. Liu et al. fabricated the intrinsic flame-retardant urea-formaldehyde/aramid fiber (UF/AF) composite foam, the incorporation of AF into UF foams could reduce the cell size and porosity. And as the “pillar” structure, AF enhanced the stiffness of the cell wall, while under compressive stress. 33 Belén et al. studied the PF modified by lignin particles and wood flour, the results indicated that the incorporation of lignin particles decreased friability of the PF, while wood flour increased it. 34 In the study of Yan et al. nano-SiO2 particles were precipitated on the surface of the fibers composed of MF via sol-gel method to construct a protective inorganic gel layer. And the results indicated that the thermal stability and flame resistance of the MF foam was remarkably improved. 35
At present, few literatures were available on improving the strength and toughness of MF foams. In this study, ethylene glycol (EG) was used as chemical modification agent, and carbon fiber (CF) was used as reinforcing fiber. Toughing MF rigid closed-cell foams were prepared by using EG and CF as composite toughening agents. The effects of EG/CF on the mechanical properties, microstructure, flame retardancy, and thermal stability of the toughing MF rigid foams were investigated. The as-prepared toughing MF rigid foams possessed suitable apparent density, low water absorption, low pulverization rate, high compressive strength, excellent thermal insulation, and flame retardancy properties.
Experimental
Materials
Melamine with a purity of 95% was supplied by Sichuan Jinxiang Sai Rui Chemical Co., Ltd (China). Dimethyl silicone oil (10 mPa·s) was purchased from Shandong Dayi Chemical Co., Ltd (China). Paraformaldehyde, hexamethylenetetramine, sodium tetraborate decahydrate, EG, n-hexane, hydrochloric acid with a purity of 37% were of analytical grade and purchased from Sinopharm Chemical Reagent Co., Ltd. CF with the length of 300–600 µm and the diameter of 20–30 µm was supplied by Nanjing Weida Chemical Co., Ltd (China), and there was no treatment on the surface of CF.
Preparation of EG/MF prepolymer
Distilled water (706 g) and paraformaldehyde (451 g) were placed in a three-neck glass flask with a reflux condenser and a mechanical stirrer. When the temperature reached 85°C, melamine (600 g) was added into the flask. The mixture reacted under stirring until it became clear. The pH value was adjusted to 8–9 by adding hexamethylenetetramine. Then a certain amount of EG (0–108 g) was added into the flask. After further reaction for 120 min, the pH value of the solution was adjusted to 10 by adding sodium tetraborate decahydrate. The EG/MF prepolymer with specific viscosity was obtained by lowering the temperature of product to 30°C and kept it at that temperature for a certain period of time. The synthesis route and structure of EG/MF prepolymer was shown in Figure 1.

Synthesis route and structure of EG/MF prepolymer. EG: ethylene glycol; MF: melamine-formaldehyde.
Preparation of CF/EG/MF rigid foams
Schematic diagram of the fabrication process of toughing MF rigid foams was shown in Figure 2. EG/MF prepolymer with a certain viscosity (200 g), n-hexane (10 g), dimethyl silicone oil (4 g), certain hydrochloric acid (1.3 g), and CF (0–2.4 g) were mixed in a plastic beaker with strong stirring (1500 r min−1) for 5 min. The foaming liquid was quickly poured into an open mold (100 × 200 × 100 mm3) and foamed for 30 min at the given temperature (100°C) in an oven. After that, the as-prepared MF foam was kept in an oven at 120°C for 5 h to accelerate the curing process.

Schematic diagram of the fabrication process of MF rigid foams. MF: melamine-formaldehyde.
Except for the addition of modifier of EG and CF, the preparation method of pure MF foam was the same as above. The formulations of samples were given in Table 1.
The formulations of each sample.
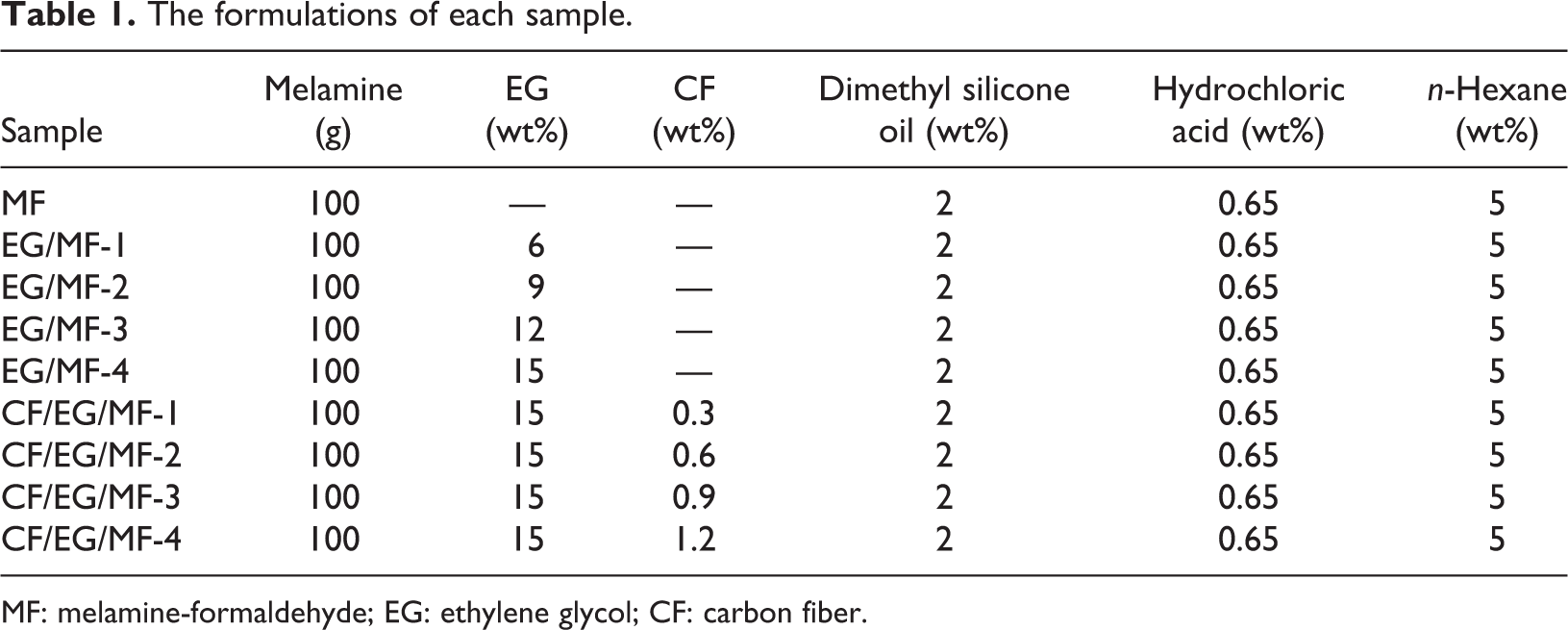
MF: melamine-formaldehyde; EG: ethylene glycol; CF: carbon fiber.
Measurements and characterization
Kinematic viscosity
The kinematic viscosity was carried out using SNB-1 Digital viscometer (Shanghai Tianmei Balance Instrument Co., Ltd, China) at the temperature of 25°C in accordance with GB/T 10247-2008.
Scanning electron microscopy
The morphology of foam cell of MF foams was observed using an FEI (Hillsboro, Oregon, USA) SIRION200 scanning electron microscopy (SEM). Image Pro-plus software (Image Pro-plus 6.0) was used to analyze the SEM images. The size of foam cell was characterized by measuring the average diameters (D) and calculated using the following equation:

where ni was the number of foam cells with a perimeter-equivalent diameter of di. The closed-cell ratio (Rc) of the foamed material was calculated corresponding to the ratio of the number of the complete foam cells to the total number of the foam cells as the following equation:

where Nc and Nt were the number of complete cells and total cells, respectively.
Apparent density
The apparent density (ρ) of the MF foams was measured according to ISO 845: 2006, which was calculated as the following equation:

where m was the mass of the MF foams and v was the volume of MF foams. The dimensions of the specimens used were 50 × 50 × 10 mm3. Parallel tests should be done at least three times.
Water absorption
The water absorption (

where m 1 was the mass of dry sample before immersion, m 2 was the mass of cage immersed in water, m 3 was the mass of mesh cage with sample immersed in water, v 0 was the volume of dry sample before immersion, v 1 was the volume of foam after immersion in the water, and ρ was the water density. Each sample was measured three times, and the average value was taken finally.
Compressive strength
The compressive tests were carried out using a universal testing machine (CMT4000 (Shenzhen SANS Testing Machine Co., Ltd, China)) at room temperature in accordance with GB/T 8813-2008. The test direction of sample was parallel to the height direction of the mold. The values reported represent an average of five test samples.
Bending strength
The bending tests were carried out using a universal testing machine (CMT4000) at room temperature in accordance with GB/T8812-2007. The test direction of sample was parallel to the height direction of the mold. The values reported represent an average of five test samples.
Flame retardancy
Limiting oxygen index (LOI) was measured according to GB/T 2406.1-2008. The apparatus used was an HC-2 oxygen index meter (Nanjing Jiangning Analytical Instrument Co., Ltd, China). The values reported represent an average of five test samples.
Pulverization ratio
Pulverization ratio test was performed according to GB/T 12812-2006. The specimens were weighted before and after test, pulverization ratio was determined as the percent of mass loss during the test as the following equation:

where mt was the pulverization ratio, m 1 was the original mass, and m 2 was the final mass of the sample. Each sample was measured five times, and the average value was taken finally.
Thermogravimetry analysis
Thermogravimetric analysis (TGA) was performed under nitrogen flow on a 209F3 thermo-analyzer instrument (TA Co., New Castle, Delaware, USA) at a heating rate of 30°C min−1.
Thermal conductivity
The thermal conductivity of the MF foams was measured according to ISO 22007-2.2 using a Thermal analyzer (TPS 2500S, Hot Disk, Uppsala, Sweden), which was based on the Transient Plane Source Method. The double helix probe of 4 mm diameter was placed between two lamellar samples of 2 mm thickness, flat on both sides.
Results and discussion
Viscosity of MF and EG/MF prepolymer
Figure 3 showed the viscosity of MF and modified MF prepolymer changed with time. 36 The increase of viscosity was not so noticeable before 100 h, while the viscosity has increased sharply after 100 h, and with the increasing content of EG, the viscosity changed slowly. The reason for this trend could be that EG, which has a flexible molecular chain with the active groups as hydroxyl, was introduced into MF prepolymer through hydroxylation reaction. The introduction of EG increased the distance between two relatively rigid triazine rings and reduced the steric hindrance effect between the molecules of the MF prepolymer. As a result, the crosslinking degree and molecular weight of MF prepolymer were reduced, which resulted in the slowly changing viscosity and improved storage stability.
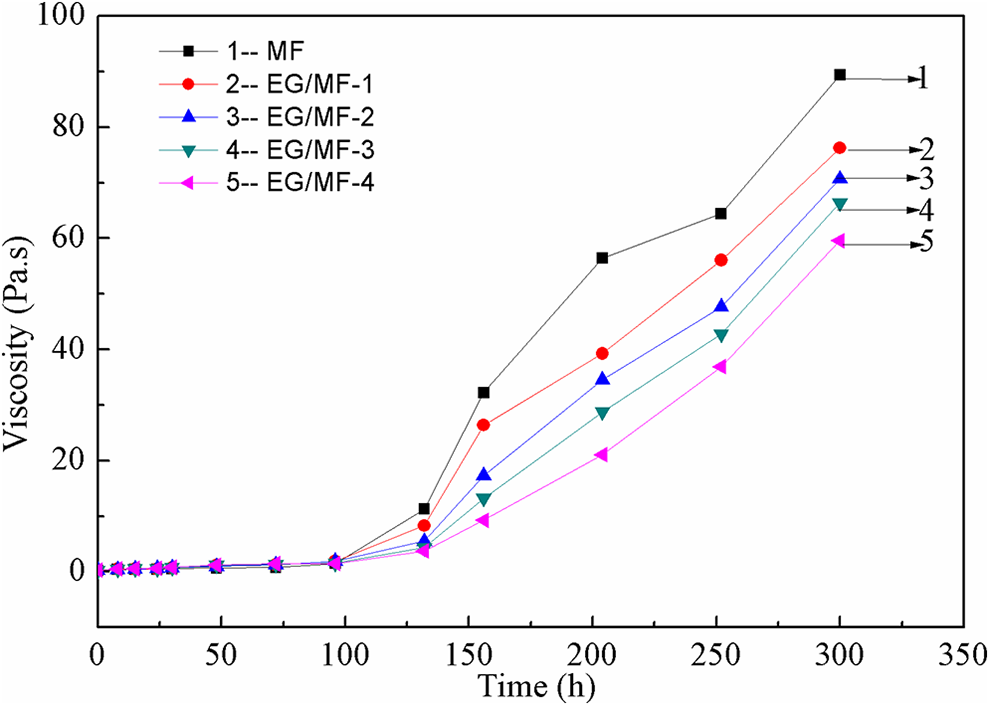
The viscosity of MF and EG/MF prepolymer versus time curve. MF: melamine-formaldehyde; EG: ethylene glycol; CF: carbon fiber.
Microstructure of MF rigid foams
The morphologies of pure MF rigid foam and modified MF rigid foams were characterized by SEM, and the images were shown in Figure 4. The closed-cell ratio and the average cell diameters were given in Table 2. As can be seen from the SEM images, MF rigid foams present many circular and elliptical closed cells. Besides, the pore size and distribution of foams turned smaller and more homogenous with an increasing content of EG. The mean cell size of pure MF foam was 170.3 µm and cell sizes distribution was from 80 µm to 220 µm as shown in Figure 4(a), the mean cell size of EG/MF-4 foam was 151.5 µm and cell sizes distribution was from 110 µm to 210 µm as shown in Figure 4(e).

SEM images and the corresponding cell size distribution of MF rigid foams: (a) MF, (b) EG/MF-1, (c) EG/MF-2, (d) EG/MF-3, (e) EG/MF-4, (f) CF/EG/MF-1, (g) CF/EG/MF-2, (h) CF/EG/MF-3, and (i) CF/EG/MF-4. MF: melamine-formaldehyde; EG: ethylene glycol; CF: carbon fiber.
Average cell diameter and closed-cell ratio of MF rigid foams.

MF: melamine-formaldehyde; EG: ethylene glycol; CF: carbon fiber.
There are two factors for the existence of various pore sizes and distributions of MF rigid foams. First of all, because of the steric hindrance, the difference in cure rate between molecules with long carbon chains and rigid groups causes the difference in cell size. Then, viscosity of the resin was decided by the molecular weight of polymer. Viscosity was another important factor for the structure of foam. With the increase of viscosity, the average pore size in the foam becomes smaller. The greater the molecular weight is, the smaller the pore size of the foam becomes. That is because the molecular weight affects the curing time. When the degree of polymerization was too low, the curing will need a long time. Low viscosity cannot maintain the growth of cells during the foaming process, leading to excessive cell size or cell cracking, while high viscosity makes the motion of the molecules difficult and also delays coalescence of the generated bubbles. The introduction of EG can change the main chain structure of MF prepolymer, further modify the crosslinking density and molecular weight of prepolymer. Therefore, the size and distribution of MF rigid foams can be improved by adding a certain amount of EG to MF prepolymer.
With regard to toughing MF rigid foams, a proper amount of CF was uniformly introduced into the EG/MF matrix by rapid mechanical stirring which forms a nucleating influence during the foaming process, which increased the number of cells per unit volume. Besides, due to the interaction between CF and the resin matrix, the strength of foam cells was improved, and the combination of cells was effectively suppressed, which was advantageous for obtained a small cell size and a uniform bubble diameter distribution. However, excessive CF caused the viscosity of foaming liquid further increased and made the foaming more and more difficult, resulting in excessive density and uneven cell.
Water absorption and apparent density of MF rigid foams
Figure 5 showed the effect of EG and EG/CF composite modifier on the apparent density and water absorption of MF rigid foams. The apparent density of toughing MF rigid foam modified by EG and EG/CF was similar except the sample of CF/EG/MF-4, which possessed the slightly higher apparent density of 63.22 kg m−3. This was mainly because of the rapid increase in viscosity of foaming liquid caused by the addition of excessive CF, which made bubbles relatively difficult to expand and the apparent density of MF foams was increased.
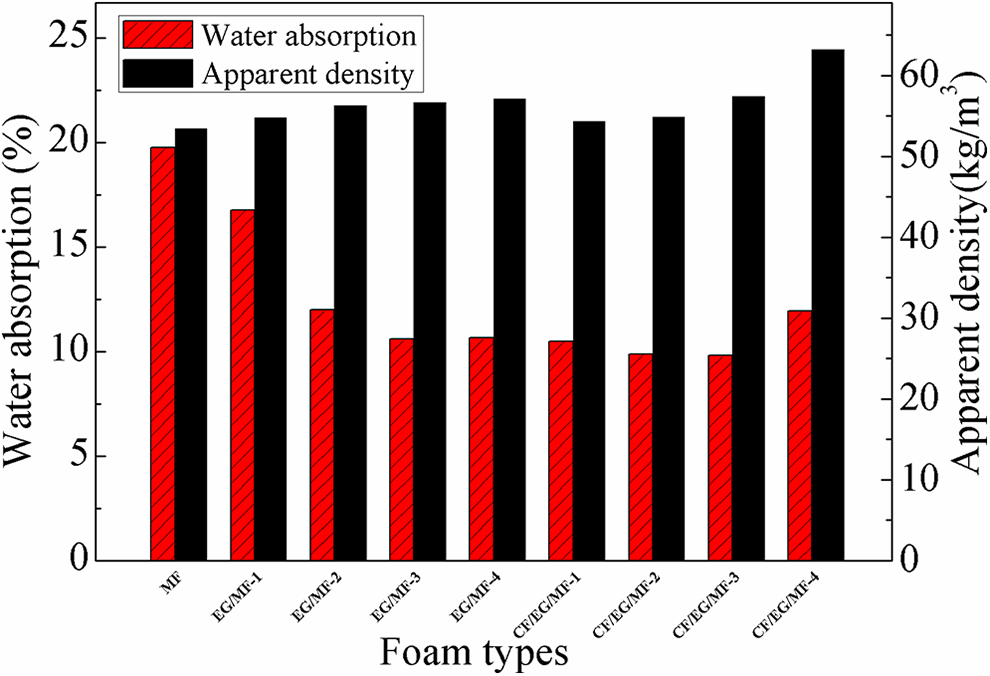
The apparent density and water absorption of MF rigid foams. MF: melamine-formaldehyde.
The water absorption capability of foams was directly related to its closed-cell structure, and lower water absorption usually indicated enhanced closed-cell structure. In general, the toughing MF rigid foams with a more closed-cell structure possessed lower water absorption. As shown in Figure 5, compared with that (19%) of pure MF foam, the water absorption of the toughing MF foams decreased with the increasing content of EG and the minimum value reached 9% (EG/MF-3). This was because the addition of EG enhanced the toughness of the MF foams, improved the toughness of the MF foams wall, and reduced the bursting of the foaming agent into the cell, which increased the cell closing. 37 It can be seen that the water absorption of the CF/EG composite modified MF foams declined slightly at first and then increased with further increasing of CF. When the CF content was 0.9 wt%, the water absorption reached the minimum. This was explained by the fact that CF has little influence on the water absorption of MF foams. However, the foam was prone to agglomeration owing to excess CF, and this leads to uneven cell and bubble rupture, which increases the water absorption of foams.
Mechanical performance of MF rigid foams
Figure 6 showed the curves of compressive strength and bending strength as a function of modifier content. It was apparent from the figure that the compressive strength and bending strength of toughing MF rigid foams were improved. Pure MF foam has the lowest compressive strength and bending strength, which are 167.1 kPa and 0.23 MPa, respectively. The compressive strength and bending strength of the toughing MF rigid foams slightly increase first and then decrease with an increasing quantity of CF, reaching the maximum value when 0.9 wt% CF is added, which are 335.3 kPa and 0.44 MPa, respectively.

Mechanical strength of MF rigid foams. MF: melamine-formaldehyde.
Generally, the mechanical strengths of the polymeric foams depend on the foam structure, such as the size of cells, the uniformity of cells, the toughness of foams, and the strength of cell wall. The compressive strength and bending strength results showed that the addition of EG and CF/EG improved the mechanical properties of MF rigid foams. First, with the increasing content of EG, the distribution of foam cells become more homogenous and the pore size would turn smaller. High closed-cell structures scattered and absorbed the stress and energy to keep the integrity of the framework, which could ensure that the material has a high strength. 38 Second, the amount of CF added and the degree of uniform dispersion also affected the mechanical properties of MF foams. Figure 7 showed the microscopic image of MF rigid foam modified by CF (sample of CF/EG/MF-4). As shown in Figure 7, when a proper amount of CF was uniformly dispersed into the foaming liquid, CF uniformly dispersed into the bubble wall of the foam, and the CF acts as a support through the foam wall, which was beneficial to transfer internal stress and improve the mechanical properties of the foam. CF can also effectively strengthen the pillars and weaken the cell deformation, which was beneficial to maintain the gas released by the decomposition of the foaming agent during the foaming process, forming a closed-cell structure and stabilizing the pores.
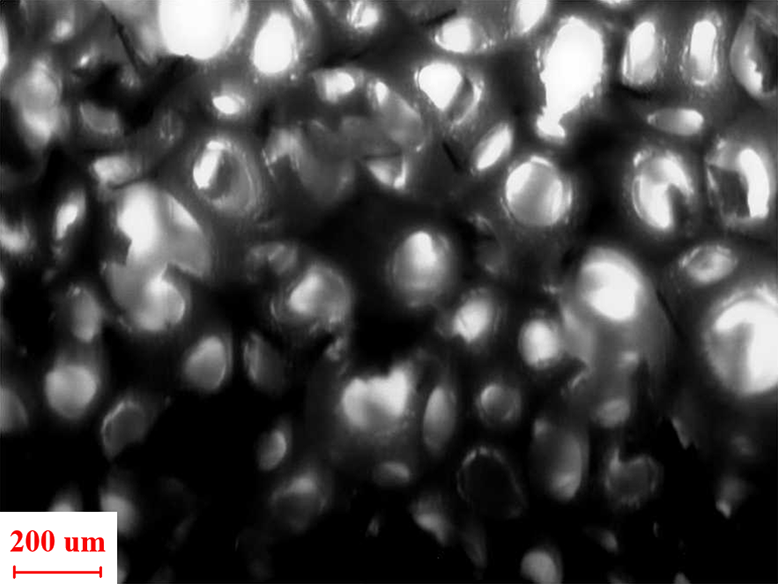
Microscopic image of MF rigid foam modified by CF. MF: melamine-formaldehyde; CF: carbon fiber.
Figure 8 was provided in an effort to clearly illustrate the details of the interaction between CF and the foam matrix. 39
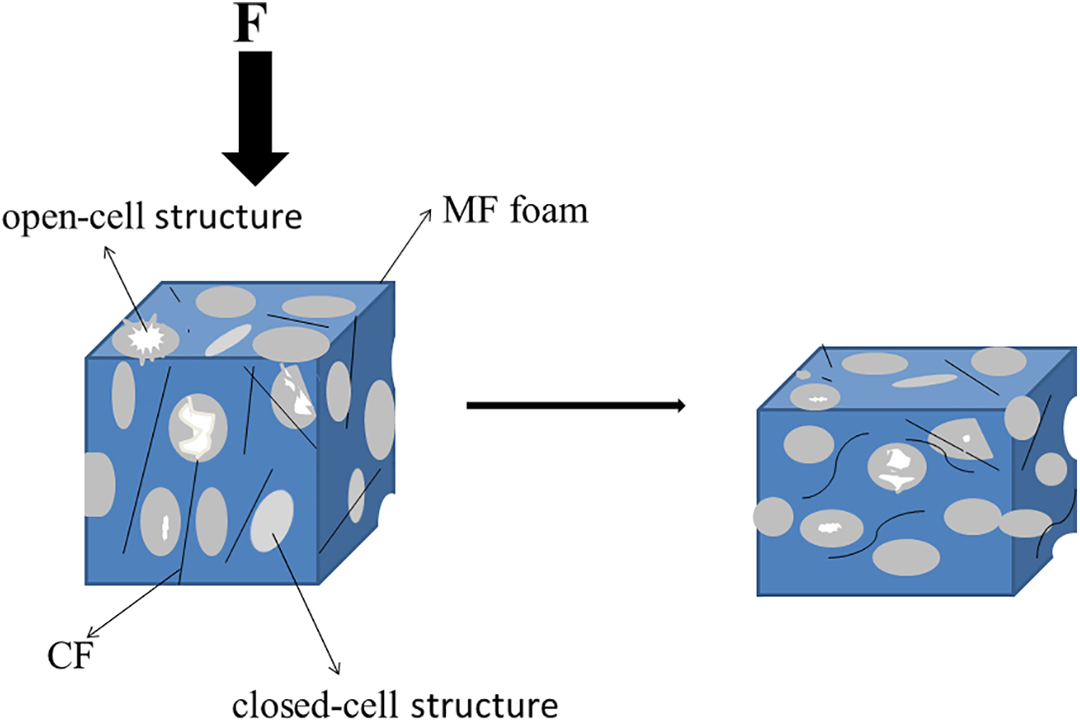
Schematic diagrams of the strengthening mechanism of toughing MF rigid foams under low strain. MF: melamine-formaldehyde.
Thermal stability of MF rigid foams
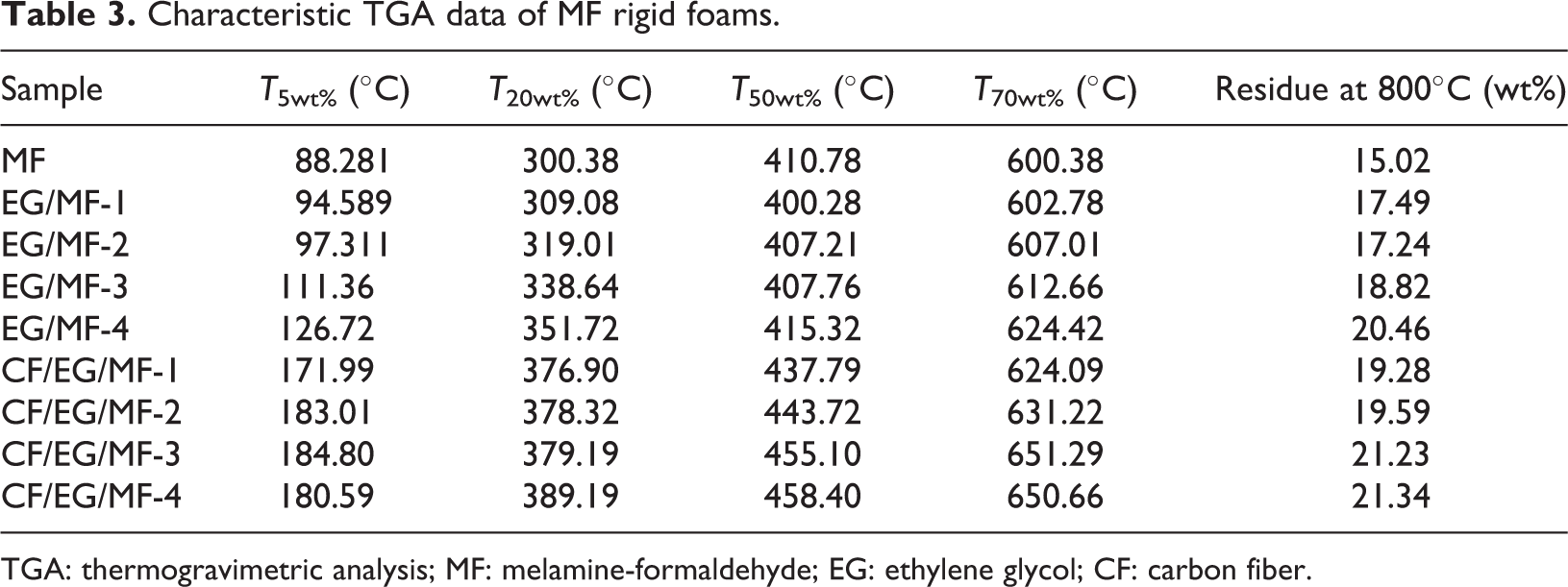
The TGA curves of MF rigid foams toughed with different modifiers were shown in Figure 9 and their characteristic data were listed in Table 3. The TGA curves mainly included the release of decomposition products and the formation of chars, the thermal degradation of pure MF foam and modified MF foams showed two decomposition stages. The first weight loss stage in the range of 80–160°C was assigned to the water evaporation and the free formaldehyde emission of the foams. The second weight loss stage was observed in the range of 350–450°C, which was due to the chain breaking and degradation of MF molecule. It can be noted from Figure 9(a) that the maximum degradation temperature of EG/MF foams was slightly lower than that of pure MF foam. This phenomenon was due to the introduction of flexible carbon chain of MF resin. However, compared with that (15.02 wt%) of the pure MF foam, owing to their uniform cell shape, higher closed-cell structure and narrower cell sizes distribution, the char yield of all EG/MF foams increased with increasing content of EG as given in Table 3, and the char yield of EG/MF-4 at 800°C arrived 20.46 wt%. As shown in Figure 9(b), thermal stability of the CF/EG/MF foam was increased by the addition of CF. The early decomposition of CF in the foam could generate more stable chars in high-temperature region and the increasing of the char yield was ascribed to the char formation promoted by the CF, which slowed down heat and mass transferred between the external gas and interior foam during combustion. In addition, with the increasing content of CF, the char yield of CF/EG/MF foams was further increased. And when the addition content of CF was 1.2 wt%, the char yield of CF/EG/MF-4 foam reached 21.34 wt%, which showed good flame retardancy.

TGA curves of MF rigid foams in nitrogen atmosphere. TGA: thermogravimetric analysis. a) EG/MF rigid foam with different content of EG, (b) CF/EG/MF rigid foam with different content of CF.
Characteristic TGA data of MF rigid foams.
TGA: thermogravimetric analysis; MF: melamine-formaldehyde; EG: ethylene glycol; CF: carbon fiber.
Thermal conductivity of MF rigid foams
Thermal conductivity was the most important factor for thermal insulation materials. Table 4 presents the effect of modifier addition on the thermal conductivity of the MF foams. Compared with that (0.052 W m−1 K −1) of pure MF foam, the thermal conductivity of modified MF foams decreased from 0.045 W m−1 K−1 to 0.031 W m−1 K−1 with the increasing amount of modifier. Obviously, a uniform cell shape, higher closed-cell structure, and narrower cell sizes distribution may lead to an excellent thermal insulating property. The closed-cell structure gradually increased with the increasing content of modifier, which decreased the thermal conductivity and blocks heat transfer during the combustion process. However, the rebound of thermal conductivity of CF/EG/MF-4 was caused by the following two reasons. One is non-uniform morphology of cell size and higher open cell resulted from the agglomeration of excess CF, as shown in the morphology image of Figure 4(i). The other is the higher density (63.22 kg m−3), which increases the conduction through the solid phase.
Flammability properties, thermal conductivity, and pulverization ratio of MF rigid foams.
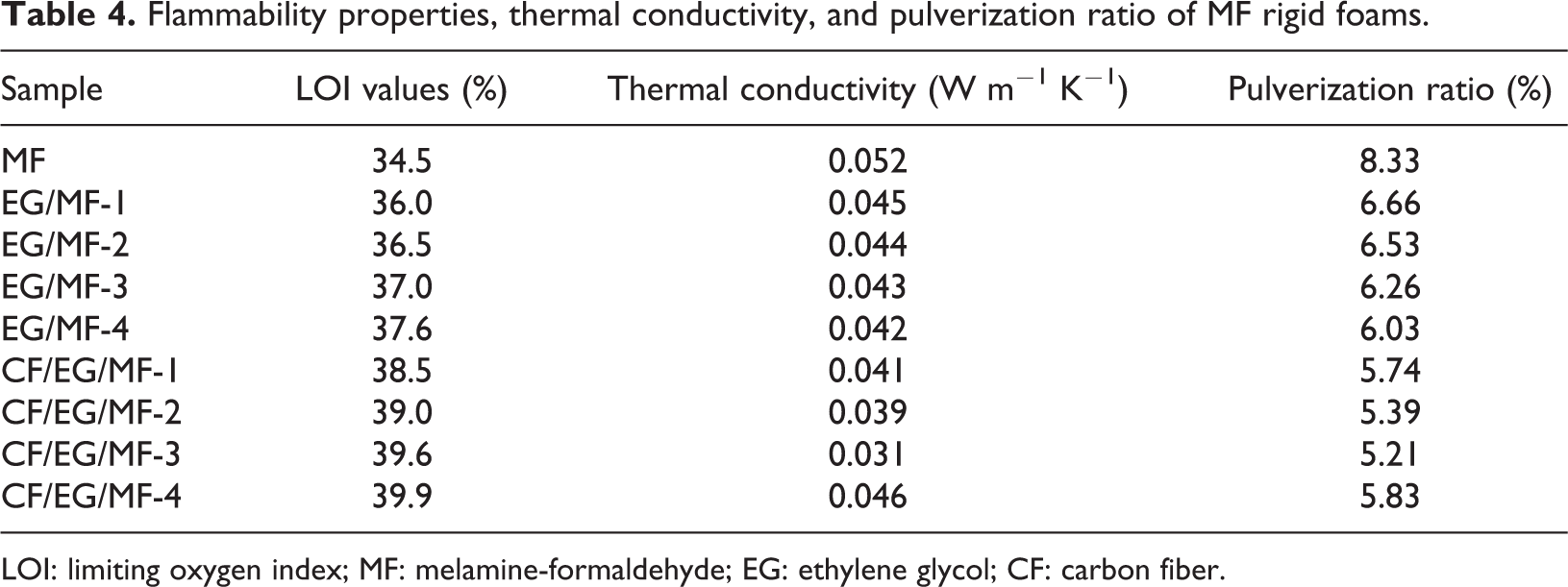
LOI: limiting oxygen index; MF: melamine-formaldehyde; EG: ethylene glycol; CF: carbon fiber.
Pulverization ratio of MF rigid foams
Pulverization ratio was an important index to evaluate the brittleness of foams. Table 4 presents the pulverization ratios of different MF rigid foams. Owing to their inherent stiffness and poor water resistance, pure MF foam was a friable material and its pulverization ratio reached up to 8.33%. The pulverization ratio of EG modified MF foams decreased with the increasing content of EG and reached the minimum value of 6.03% in sample of EG/MF-4. For CF/EG composite modified MF foams, the pulverization ratio decreased first and then increased with the further addition of CF, reaching the minimum value of 5.21% in sample of CF/EG/MF-3. After that, with the increased content of CF, the pulverization ratio showed the opposite trend, which showed that the introduction of EG into the structure of MF resin increased its flexibility and made the EG/MF foams cell structure less susceptible to be damaged during the rubbing process. The pulverization rate of CF/EG/MF foams gradually decreased with an increased quantity of CF, this can be attributed to the fact that a certain content of CF dispersed uniformly in cell walls, which made the CF centered network structure formed to resist destruction and keep structural integrity for the foams during the friability tests. The slight increase in the pulverization ratio for sample CF/EG/MF-4 may be caused by non-uniform cell size resulting from the agglomeration of CF at a higher dosage.
Flammability properties of MF rigid foams
LOI was widely used to characterize the flammability of flame-retarded materials. The results for different MF rigid foams were presented in Table 4. Compared with that (34.5%) of pure MF foam, the LOI of modified MF rigid foams increased gradually from 34.6% to 37.6% with the increasing content of EG. This might be ascribed to the presence of higher closed-cell structure, smaller and more uniform pores in EG/MF foams, which blocked heat transfer during combustion. Similarly, compared with that of EG/MF foam, the LOI of CF/EG/MF foams was clearly higher. The LOI of CF/EG/MF foams increased from 38.5% to 39.9% with the increasing content of CF. In these cases, CF is used as modifier, which can strengthen the char formation ability and produce nonflammable gases near MF foams to protect the underlying material during combustion. Therefore, the flame retardancy of toughing MF rigid foams was enhanced.
In order to further evaluate the effect of modifier on the flame retardancy of MF rigid foams, the morphology of the char layers for pure MF foam, EG/MF foams, and CF/EG/MF foams after LOI test was observed by SEM and the results were presented in Figure 10. The pure MF foam skeleton collapses partly after burning as shown in Figure 10(a) and (b). Compared with pure MF foam, the collapses of EG/MF foams were not obvious as seen in Figure 10(c) and (d). Figure 10(e) and (f) showed that CF/EG/MF foam possessed more intact foam skeleton and covered by a layer of carbon substances, which was produced by the burning of CF, resulted in the formation of compact char layer and prevented the foam from further damage during the combustion process. Overall, the introduction of EG and CF increased the flame-retardant effect of MF rigid foams, and CF was helpful to protect MF foams from the thermal decomposition at high temperatures, leading to the formation of more compact char.

SEM images of different MF rigid foams after LOI test: (a) and (b) pure MF foam, (c) and (d) EG/MF foam, and (e) and (f) CF/EG/MF foam. MF: melamine-formaldehyde; EG: ethylene glycol; CF: carbon fiber; LOI: limiting oxygen index.
Conclusion
In this study, we described a new method to prepare toughing MF rigid foams. First, a novel EG modified MF prepolymer was synthesized through hydroxylation and dehydration synthesis reaction, and then foaming liquid was prepared by adding a certain amount of CF, n-hexane, dimethyl silicone oil, and hydrochloric acid into the MF prepolymer by strong stirring. Finally, a series of composite modified MF rigid foams were obtained. Generally, the addition of EG significantly improved the toughness, reduced the friability, and the pulverization rate of MF foams, and CF markedly increased the compressive strength, bending strength, the thermal stability, and flame retardancy properties. When the optimum modifier dosage was 15 wt% EG and 0.9 wt% CF, the toughing MF rigid foams processed excellent toughness. The as-prepared toughing MF rigid foams (CF/EG/MF-3) showed the best comprehensive performance with closed-cell ratio of 79.1%, pulverization rate of 5.21%, water absorption of 9%, compressive strength of 355.3 kPa, bending strength of 0.44 MPa, thermal conductivity of 0.031 W m−1 K−1, and LOI of 39.6%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.