
Abstract
This paper presents the experimental works on rigid palm oil-based polyurethane (PU) foam reinforced with sodium-montmorillonite (Na-MMT). Filler loading was varied between 1 and 10 wt %., and the obtained foam was characterized for its combustibility, morphology, thermal stability, and mechanical response. Exfoliated clay microstructure was exhibited at lower Na-MMT loadings. Addition of nanoclay into the PU foam failed to impart any discernable improvement with regards to its flammability, believed due to stronger influence of low-functionality palm oil polyol used. Apparent improvement in thermal stability was observed at low clay amounts. Foam with finer cell size was obtained in the presence of Na-MMT, however only until a certain loading limit. Compressive strength generally increases with increasing clay content, but after 3 wt % the property deteriorated. Peculiarly, compressive strength rose again at 5 wt % and 6 wt % – postulated due to additional load-bearing effect of ‘integral skin’ – before plummeting back again beyond this value.
Introduction
Polyurethane (PU) foam is a type of cellular plastic, widely used in domestic and industrial applications – from shoe insoles and car seat cushions to insulating systems in structural and aeronautical industries1–3 – mainly owed to PUs superior properties, including excellent insulation properties and strength-to-weight ratio.2,4 The global demand for PU is astounding. It was reported that global PU consumption reached USD 60.5 billion in 2017 and was projected to reach USD 79 billion by 2021. 5 Among foamed plastics, PU also accounts for the largest global market share with 53%, 6 and 23% constitutes rigid PU foam. 7 This alarming figure indubitably highlights a critical issue since polyol used in the conventional production of PU foam relies on petroleum feedstock. With deteriorating petroleum supply and sustainability issues currently faced worldwide, efforts were made to find a viable alternative for polyol. Vegetable and plant-based oil are suitable replacements for polyol. The literature has reported plant-based oils such as castor, palm oil, rapeseed, canola, and soybean being converted into polyols and subsequently used in PU foam production.8–12 With Malaysia being the second largest palm oil producer globally, renewable raw material supply is abundant for PU foam manufacture. This forms the focus of this study.
However, it is worth pointing out that bio-based polyols partially or completely in PU foam production often come with a trade-off of reduced foam properties. For instance, Lumcharoen et al. 13 reported tensile strength dropped at 40% substitution of palm oil-based polyol; and Marcovich et al. 14 reported reduced compressive strength and modulus upon 70% substitution of palm oil-based polyol;. To cater for this issue, it is an uncommon practice in industries to add additives into PU foam formulation – such as surfactant, blowing agent, colouring pigment, filler, chain extender, and fire retardant. Besides generally enhancing the material’s properties, additives are also incorporated to impart certain aspects of its host PU foam, such as improved aesthetics, thermal insulation, or flammability – all tailored to suit the required end-product. In the past decade, incorporating nanoclays inside PU foams had garnered the attention of researchers and industrialists alike due to improvements imparted by the clay on various foam properties. For example, Liang and Shi 8 obtained denser PU foams with reduced cell size in the presence of nanoclay; Ali and Ahmad 15 reported improved compressive properties as clay proportion was increased inside PU foam formulation; Chuayjuljit and co-researchers 16 claimed that incorporation of nanoclay improved thermal stability of their bio-based foam; and Bahrambeygi et al. 17 managed to enhance the sound absorption capabilities of PU foam with clay.
Another crucial PU foam characteristic to study is its flammability. Being inherently organic, PU foam is vulnerable to fire. This is often further exacerbated with the presence of bio-based polyols – Dzulkifli et al. 9 reported poor flame retardancy upon complete replacement with palm oil-based polyol. In the past, fire retardants such as ammonium polyphosphate (APP), aluminium triphosphate (ATP) and magnesium hydroxide (Mg(OH)2) are included in PU foam as conventional fire-retarding methods. However, they are not environmentally friendly. On the other hand, nanoclays such as montmorillonite (MMT) have shown promising fire-retarding capabilities in various polymer matrix systems.18–20 Several studies investigated the influence of MMT on flame retardancy of PU foam.21,22 However, these were limited to petrochemical-based foams. In the past, several methods have been employed to reduce the flammability of bio-based PU foams, such as incorporation of phosphate ester 23 and natural fibers; 24 as well as utilization of phosphorylated bio-based polyols.25–27 It is therefore intriguing to investigate its effect in palm oil-based PU foam systems. This paper reports on palm oil-based polyurethane foam incorporated with sodium-montmorillonite (Na-MMT) nanoclay. The included filler varied between 1 and 10 wt%, and the obtained bio-nanocomposite foam was characterised by its flammability, thermal stability, foam morphology, and mechanical properties.
Experimental
Materials
The materials in this work include palm oil-based polyol (POP) obtained from Maskimi Polyol Sdn. Bhd.; polymeric 4,4’-diphenylmethane diisocyanate (p-MDI) supplied by Merck Sdn. Bhd.; sodium-montmorillonite (Na-MMT) nanoclay supplied by Gelest Inc. USA; silicone surfactant Tegostab B-8404 from Evonik M Sdn. Bhd.; and laboratory-produced distilled water. All materials were used as received without any further purification.
Preparation of PU/Na-MMT foam
The PU foams were prepared via a direct mixing method. 50 g of POP was first mixed with 1.5 parts per hundred parts polyols (pphp) of distilled water, 2.0 pphp of Tegostab B-8404, and Na-MMT. The amount of Na-MMT loadings varied between 0, 1, 2, 3, 4, 5, 6, 8, and 10 wt%, which denotes the sample names; i.e., sample PC0 contains 0 wt % Na-MMT whereas PC5 contains 5 wt % Na-MMT, respectively. This mixture was stirred at 150 r/min using a shear stirrer for approximately 10 min to form a homogenous solution. Later, 50 g of p-MDI was added to the pre-mixed solution and stirred at 250 r/min for approximately 60 s, followed by immediate discharge to a closed, waxed aluminium mould and left to undergo the foaming and rising process for 24 h. The PU foam was then demoulded and further processed according to the required characterisation tests.
Characterization tests
Clay dispersibility inside the PU matrix can be determined by measuring the interlayer or d-spacing of the Na-MMT via X-ray diffraction (XRD). 2θ value was measured between 2 and 10°. The d-spacing can be determined following Bragg’s equation

Limiting Oxygen Index (LOI) was carried out according to ASTM D2863, using Dynisco LOI Chamber. Different combination of oxygen gas, O2 and nitrogen gas, N2 was released inside the combustion chamber to achieve the desired oxygen concentration level. Specimens with dimensions 100 × 10 × 10 mm3 were prepared from different PU foam samples. The combustion time and distance on each specimen were recorded and compared to specified conditions provided in the standard. At least five specimens were tested.
A vertical combustion test was conducted according to ASTM D3801. A controlled flame source was used to ignite the lower part of a test specimen mounted securely upright by its top part onto a test rig. A set of five specimens measuring 125 × 13 × 13 mm3 was prepared from each foam formulation. Ratings were given based on combustion behaviour outlined in the standard.
Temperature-mass loss curve of the PU bio-nanocomposite samples was obtained by heating the specimens from 30°C to 900°C in Shimadzu DTG-60H. The heating rate was set at 10°C·min−1, and heating was done in an inert atmosphere with N2 flow rate of 1 L·min−1.
Optical microscopy was conducted using the RaxVision Y100 microscope. The obtained micrography was analysed using ImageJ image processing software to obtain the cell size and density. The cellular density can be estimated using the following equation:
28

where N is the cellular density in the number of cells per cubic centimetre, n is the number of observable cells in the microgram, A is the area in the cross-section microgram image, ρsolid is the density of solid PU valued at 1200 kg·m−3, and ρfoam is the obtained apparent density of the foam samples.
Helium gas psychometry was carried out using Quantachrome Pentapyc 5200e pycnometer to determine the open-cell percentage of the PU foam samples according to ASTM D6226. Specimens measuring 12.5 × 12.5 × 12.5 mm3 were prepared from different PU foam samples. Three specimens were considered from each sample and averaged.
The apparent density of the PU foam was determined according to ASTM D1622. Specimens with dimensions 50 × 50 × 30 mm3 were prepared. Each specimen dimension was measured using a vernier calliper four times and averaged, while the mass of specimens was measured using digital weight accurate to two decimal points. At least five specimens were measured and averaged.
The compressive properties of the PU bio-nanocomposite foams were determined according to ASTM D1621. Specimens measuring 50 × 50 × 30 m3 were prepared from each foam formulation. Universal Testing Machine Shimadzu Autograph AG-X Plus with a load cell of 1 kN was used, with at least five specimens considered and averaged. Due to the absence of a yield point, the compressive properties were determined at 10% deformation as per outlined in the standard. To compensate for the effect of foam density, the compressive properties of the foam were normalised to a density of 100 kg·m−3 in accordance to the following equation:
29
Results and discussion
Filler dispersibility is one of the key parameters governing the overall properties of composite materials; it is measurable via X-ray diffraction (XRD), as shown by the diffractogram patterns in Figure 1. An increase in peak intensities at 2θ values with a higher amount of Na-MMT was noticed upon inclusion of 3 wt % of Na-MMT, a broad peak was detected at a 2θ value of 5.89°, which corresponded to clay basal spacing or d-spacing value of 15.01 Å. In contrast, a more accentuated peak was detected at 5.24° with an addition of 5 wt% clay filler, corresponding to the d-spacing value of 16.87 Å and indicating the formation of intercalated clay microstructure. It can be inferred that at higher clay loadings, the Na-MMT became agglomerated, which was reflected by the existence of the aforementioned peaks – the absence of such peaks signifies proper exfoliation of the PU polymer chain inside the clay gallery.30,31 Less defined peak at 3 wt% Na-MMT loading might also suggest the formation of smaller, localised stacks of clays or tactoids with disordered intercalation structures.
32
Clay dispersibility inside its host polymer decreases at higher loadings owing to its hydrophilicity which creates immiscibility with the polymer matrix.
33
One method to increase Na-MMT’s dispersibility is via surface modification, as has been proven by the literature.34,35 X-ray diffractograms of PU foams with 3 wt % and 5 wt % Na-MMT.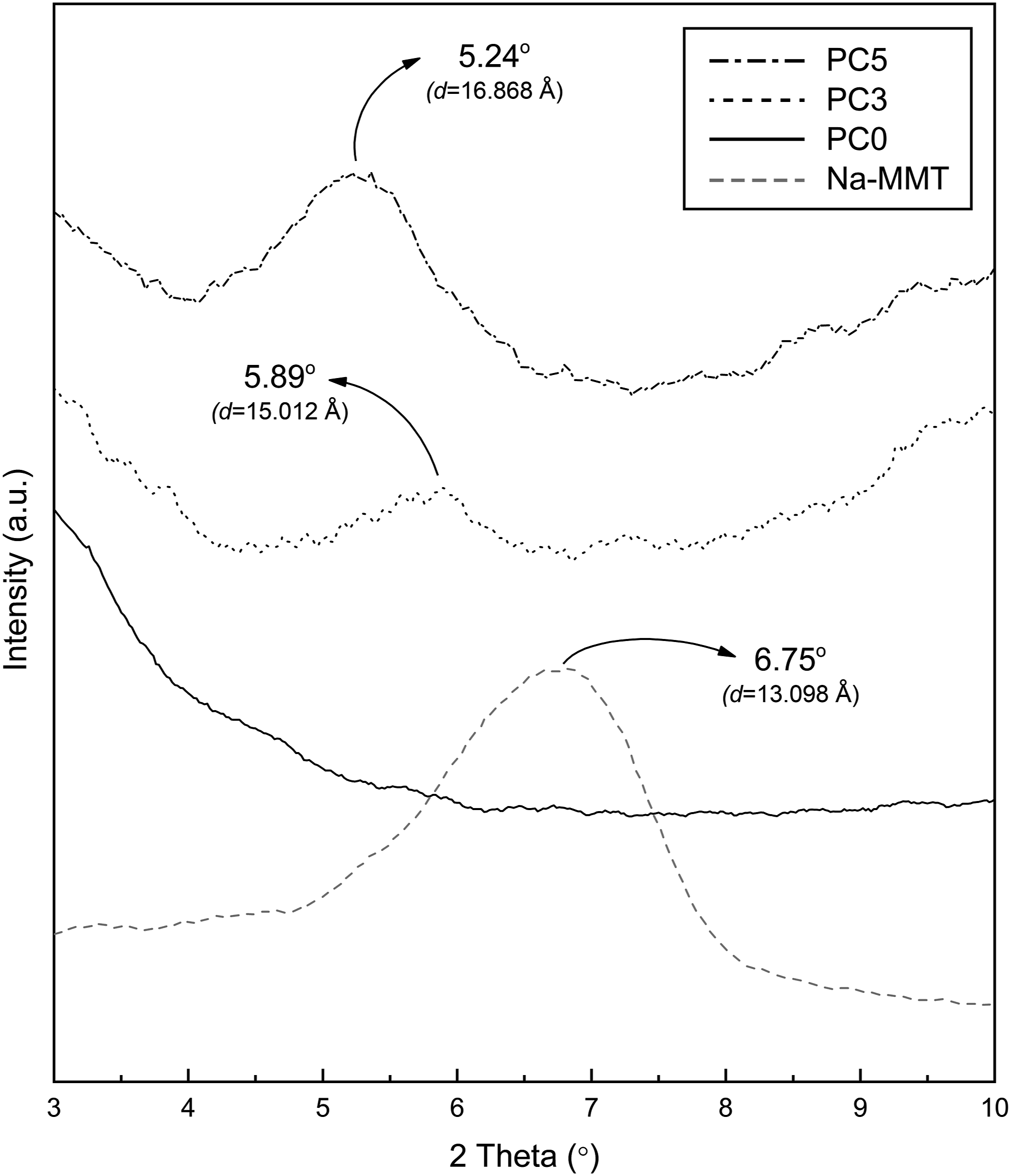
UL-94 vertical combustion test and limiting oxygen index (LOI) of PU foams.
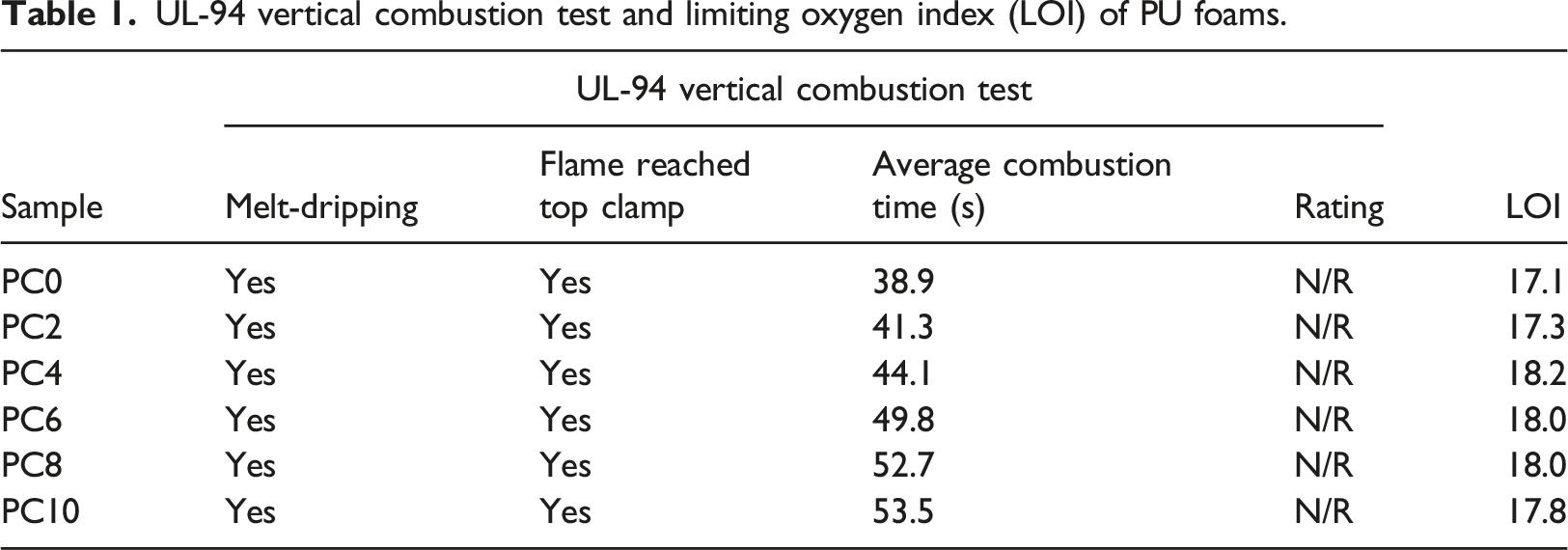
MMT nanoclay reduces flammability in polymeric systems by forming a carbonaceous char layer, which acts as a barrier between the combustion zone and the polymer.37,38 Kiliaris and Papaspyrides, 39 on the other hand, explained that stagnant or decreasing LOI values with increasing MMT content could be tied to melt-dripping of polymers during combustion implying the char barrier effect is no longer acting as a governing factor. Melt-dripping occurs during polymer combustion with lower melt viscosity; higher melt viscosity could be achieved by higher clay content due to restricted chain mobility. 36 However, high melt viscosity hinders the clay mechanism from forming char layer efficient enough, causing more combustibles to remain in the combustion zone, as evidently shown by current work.
Another possible factor in this finding could be using palm oil polyol. In our past work, 9 instead of charring as exhibited by petroleum-based PU foam, neat palm oil-based PU foam showed severe melt-dripping upon combustion, which is thought to be due to the difference in structures of both polyols used. Such a difference resulted in either longer or shorter soft segments inside the PU network, and PUs with longer soft segments impart better fire retardancy. 40
It is also worth noting that this observation is true for tests involving candle-like ignition-initiated combustions such as LOI and UL-94 Vertical Combustion Test and not in simulated developing fires such as cone calorimetry.
39
Several other studies reported reduced or no improvement in LOI values at higher MMT amounts.41,42 In our case, we postulate that the amounts of Na-MMT added to the POP-PU foam formulations are insufficient to induce the formation of a char layer quick enough for a functioning barrier to taking form. To further validate this finding, selected images during the combustion tests were studied, as shown in Figure 2. The char barrier effect formed by the Na-MMT, indicated by the black layers forming on the PU foam; was more prominent for PU with 5 wt% clay loading – and yet, melt-dripping still occurred. The ember-like burning process ‘inside’ the barrier layer might validate layered silicates’ fire-retarding mechanism; by migrating to the combustion surface and forming a char barrier.
36
This ember-like combustion phenomenon is thought to be the result of the flame propagating to the foam’s interior after char layer has been formed on the outer surface. Selected images from UL-94 Vertical Combustion Test for PU foam with (a) 1 wt % Na-MMT; and (b) 5 wt % Na-MMT.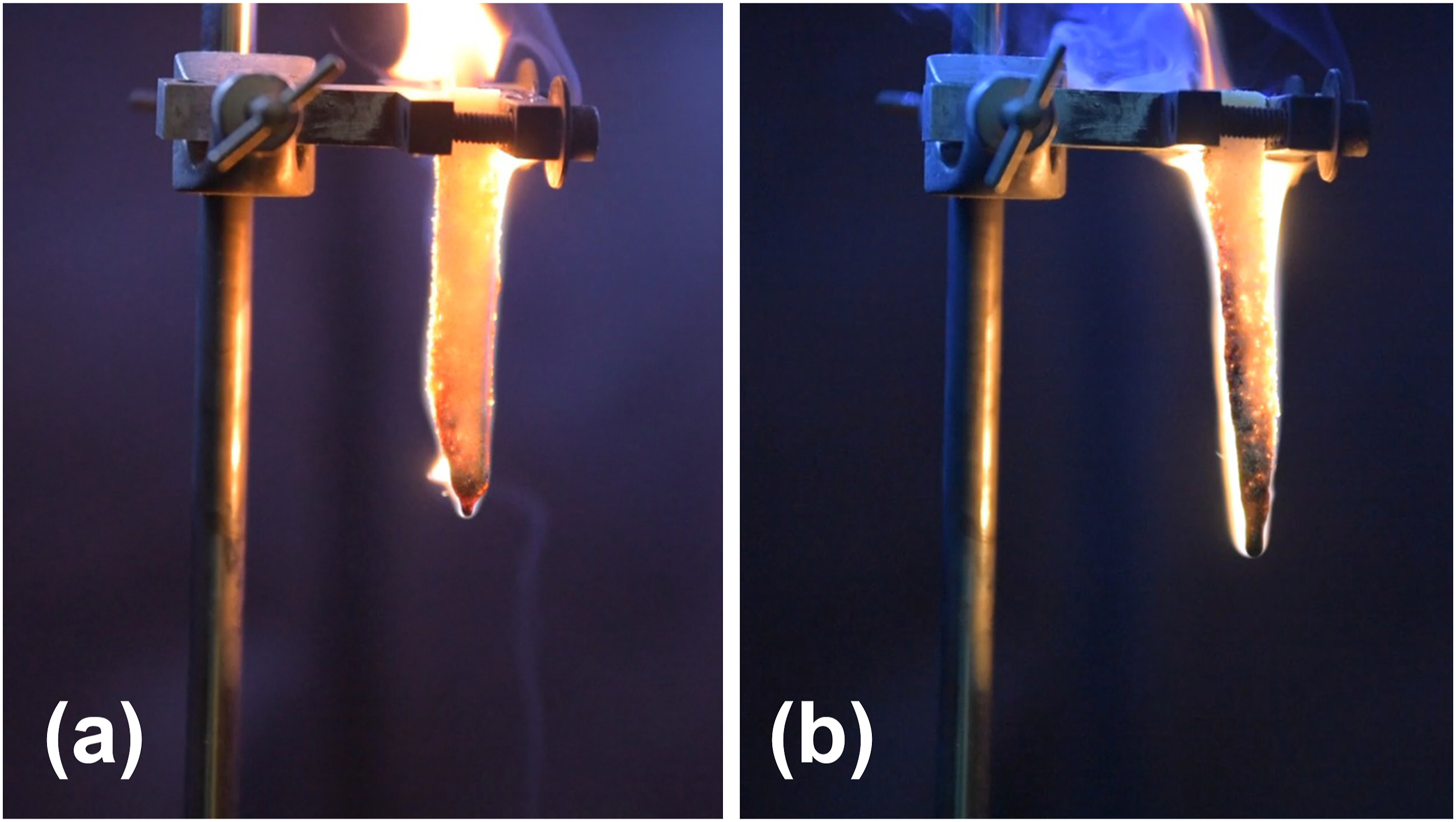
The sporadically-scattered clays obstruct the escape pathways of decomposing radicals for a certain period, enabling radical recombination reaction and, consequently, longer burning time. With reference to Table 1, an increase in the average burning time of the PU foams with increasing clay amount can also be observed. Wilkie and Morgan 43 argued that this extended burning time could be related to labyrinth-barrier effects imparted by Na-MMT. The protective barrier formed by layered silicates such as Na-MMT only decelerates the fuel pyrolysis process but does not completely hinder it. With continued exposure to fire, all polymer mass will eventually be completely pyrolysed. 43 This might explain that even though the presence of Na-MMT can lower the heat release rate in polymer combustion, it is still not able to improve the LOI value or rated according to UL-94 ratings,39,44 as evidenced in this study.
The presence of Na-MMT inside PU foam formulation did not alter its pyrolytic path, as evidenced by its similar degradation profiles in Figure 3(a) and (b). 3 wt% clay-reinforced samples degraded in two major stages, as depicted by two major peaks in the DTG thermogram, whereas three major decomposition stages were detected for PU foam with 5 wt% Na-MMT content. The first major decomposition occurred between 180 and 300°C and corresponded to approximately 35% mass loss, attributed to dissociation of urethane bonds and directly followed by decomposition of the hard segment. For PC5, its second decomposition stage occurred between 300°C and 400°C, which could be ascribed to the dehydroxylation of the nanoclay within the polymer system.45–47 The absence of this peak in sample PC3 might be due to the insubstantial loading of clay included to cause any noticeable differences. The final degradation stage happened within 350 °C–500°C, which accounts for 40%–50% mass loss associated with the breaking down PU soft segment and polyol components.48,49 The effect of adding Na-MMT into the formulation can be observed immediately as 5 wt % weight loss temperature, T5 of filled PU foam increased by 5°C compared to pristine PU foam (Table 2); similarly, the temperature at 50 wt% weight loss, T50 shifted by approximately 20°C. According to Rihayat et al.,
50
this is attributed to the Na-MMT acting as a thermal shield that retards heat spread and, in return, decelerates further degradation. (a) TGA; and (b) DTG of PU/Na-MMT foam. Selected thermal degradation data of PU/Na-MMT foam.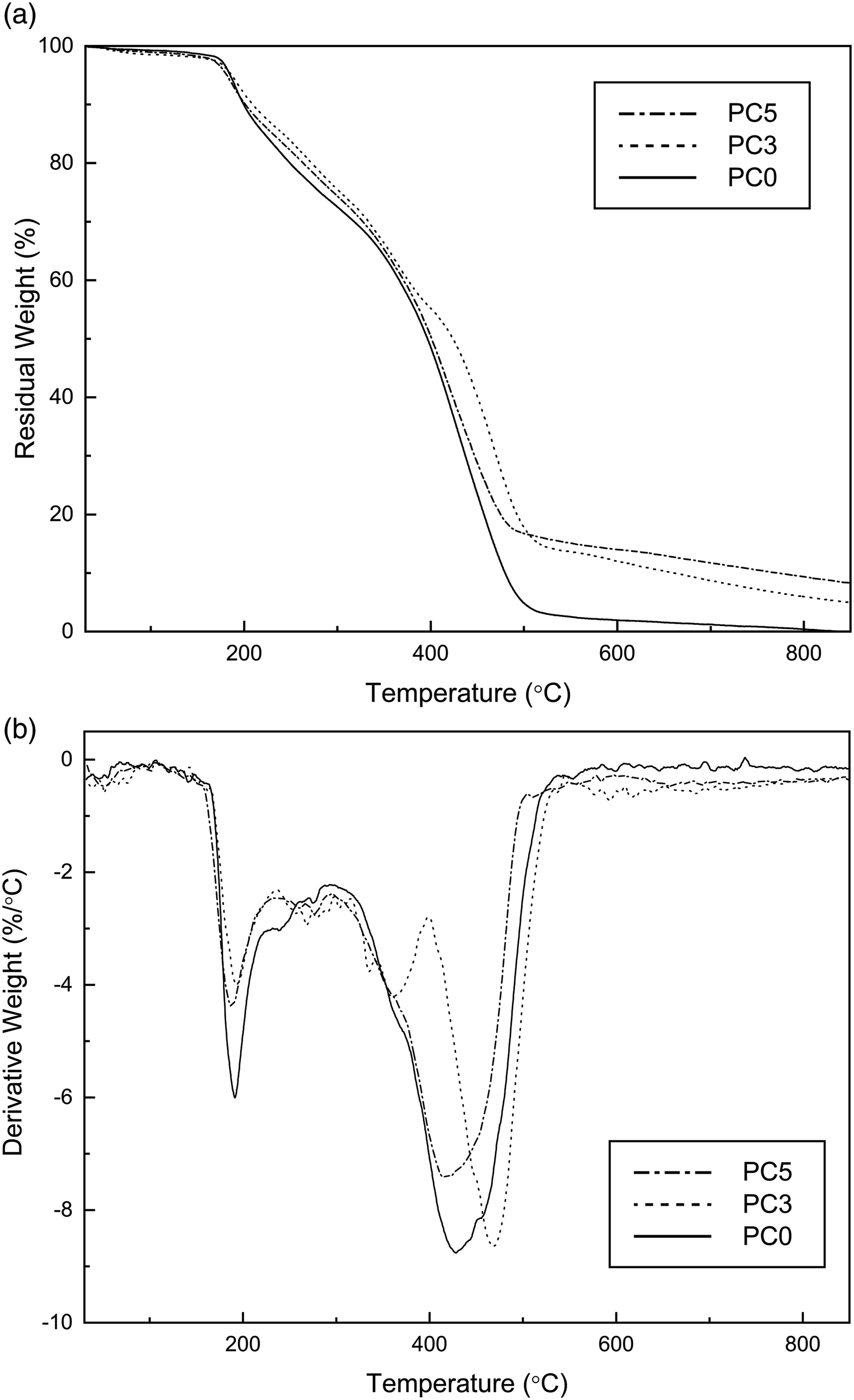

Comparing the data from Table 2, higher temperatures of T5 and T50 were observed for PC3 than PC5. The effect was more pronounced for T50 with 22°C temperature difference. PC3 also clearly portrayed delayed second-stage decomposition, as evidenced by TGA and DTG thermograms in Figure 3(a) and (b), respectively. This could be related to the scattering of the Na-MMT inside the PU foam. Previous XRD result suggests the formation of small tactoids or slight ordered-intercalation structures within the PU foams at 3 wt% Na-MMT loading. Past literature has indicated the dependence of layered silicates dispersibility inside its host matrix to thermal stability and fire retardancy, claiming better performance is observed with more efficient scattering.36,43 It is worth mentioning that despite better second-stage degradation performance, PC3 yielded 12% char residue, which is lower than 14.03% by PC5. As PC5 possesses a higher amount of nanoclays, it is expected that the sample would yield a higher amount of char residue as MMTs deteriorate at elevated temperatures. 51 Regardless, it is worth pointing out that sample degradation still occurs even at elevated temperatures of ∼600°C, as depicted by the broad peak in the vicinity of this temperature in the DTG curve in Figure 3(b), suggesting weak structural integrity of the formed char layer. Zheng and co-workers 52 clarified that a weak char structure enables the diffusion of combustible gases, prolonging combustion and inflicting further degradation. Referring to Table 2, it is evident that deterioration of thermal properties occurred beyond PC3 and as such have opted out to continue in conducting thermal characterization of the PU bio-nanocomposite foams at higher Na-MMT loadings.
Figure 4 shows the optical microscopy images of POP-PU foam embedded with 1 wt% and 3 wt% Na-MMT. In general, similar polyhedral structure morphology can be observed for all samples. The average cellular size, density, and open-cell contents of selected nanoclay-reinforced PU foams are listed in Table 3. The average cell size decreased as Na-MMT increased within the PU foam formulation from 0 wt% until 3 wt% loadings. This phenomenon is attributed to the role of Na-MMT, which acts as nucleation sites within the PU matrix.8,53 The addition of nanoclays into the formulation enables lower threshold energy for bubble formation. This, in return, enables more bubbles to proliferate concurrently and subsequently leads to the formation of finer cells as a reduced amount of gas is now available for bubble growth.54,55 Apart from that, a higher amount of nanoclays also increased polymer viscosity, limiting cell expansion, hence reducing cell sizes.
56
Optical microscopy image of PU foam with (a) 1 wt % Na-MMT; and (b) 3 wt % Na-MMT. Average cell size, cellular density, and open cell contents of PU/Na-MMT foam.
Consequent to the change in average cell size, cellular density was also reflected – an almost 400% increase in cell density from 6.057 × 109 cells·cm−3 is observed when 3 wt% Na-MMT is included relative to that of pristine foam. Further increasing the amount of Na-MMT to 5 wt%, a negative effect could be observed: cell size rose by approximately 22% to 342.78 μm while cell density dropped to almost half its value 13.24 × 109 cell·cm−3. Anadão 55 and Li et al. 56 elucidated that this is due to two inter-related governing factors of cellular density; nanoclay dispersibility and aspect ratio. The exceptionally large aspect ratio of MMT nanoclay provides more sites for the nucleation stage; on the other hand, well-dispersed nanoclay inside the polymer matrix improves the nucleation rate due to the larger interfacial area between individual clay particles and the polymer matrix. This observation correlates with previous findings from XRD, which clearly detected clay agglomeration at 5 wt% Na-MMT loading, elucidating the negative effect it imparts on the cellular size and density of the foam.
Referring to Table 3, PU foams with higher clay content possess higher proportions of open cells. Higher open-cell contents facilitate oxygen migration to the combustion zone 57 and consequently aid in prolonging the combustion process. Harikrishnan and co-workers 58 explained that including higher amounts of nanoclays into the PU foam formulation results in a delayed blowing reaction, causing the cells to rupture. This finding might also elucidate the non-improving flammability of the PU nanocomposite foams based on the LOI and UL-94 Vertical Combustion Test discussed previously. Similar to the findings on thermal stability characterization, cellular morphology characterization was concluded with PC5 (5 wt% of Na-MMT) due to reduction in properties as compared to PC3 (3 wt % of Na-MMT), specifically in terms of increased cell size, decreased cellular density, and high open cell contents.
Compressive strength is typically used to illustrate the mechanical properties of nano-reinforced foams; however, it is known to have a strong positive correlation with the foams’ apparent density.
16
To properly study the influence of incorporation of Na-MMT on the palm oil-based PU foam, the effect of apparent density has to be negated; as such, we decided to normalise the compressive strength to foams with a density of 100 kg m−3, as illustrated in Figure 5. It is worth to be mentioned that the obtained foam densities lie within the range of 107.81 kg·m−3 to 118.33 kg·m−3. The foam’s compressive strength suffered a sudden plummet upon introducing 1 wt% Na-MMT into the system is believed to be related to interrupted intermolecular H-bonding between urethane groups.
5
Beyond this point, a general trend of increasing compressive strength was observed with increasing clay content. At lower loadings (<4 wt %), the enhancement is believed to be owed to the smaller cell size structures due to effective dispersion of the Na-MMT within the PU matrix, which correlates with previous findings in optical microscopy and XRD, and is also in agreement with past literature.8,59 Ali and Ahmad
15
suggested this improvement is due to the higher effective surface area of the individual clays, implying that effectively-dispersed clays have more interfacial surface area with their host polymer for load transfer. Normalized compressive strength of PU foam samples with various loadings of Na-MMT.
Increasing the Na-MMT amount from 3 wt% to 4 wt% witnessed a drop in compressive strength by 13%. This could be attributed to increased cell size and cell density reduction due to excessive cell coalescence. 8 At 4 wt% clay loading, cell size and density are measured at 358.37 µm and 12.18 × 109 cells·cm−3, respectively. Comparing with 3 wt% Na-MMT clay loading, these values represent an almost 30% increase in cell size while the cell density is approximately halved. This could be tied to the intercalated microstructure of Na-MMT, which provides fewer bubble nucleation sites than exfoliated clay structures. 55 Consequently, this finding infers intercalated microstructure for 4 wt% Na-MMT, as this amount is not presented in previously discussed XRD findings.
Interestingly, a peculiarity can be observed upon increasing the clay loading to 5 wt%, at which the compressive strength portrayed a 40% rise to 181.35 kPa. Previous findings in XRD indicated agglomerated microstructure at 5 wt% clay loading. These contradicted findings of past literature relating to the intercalated clay microstructure with a drop in mechanical properties of PU foams.
8
Upon closer inspection of the post-compression test specimens of PC5 (Figure 6(a)), higher clay loading induced the formation of higher density ‘skin’ towards the surface of the foam, which is in contact with the mould in which it was synthesised. This denser skin was thought to withstand the additional load, thus increasing the compressive strength of the foam. Chian and Gan
60
reported similar findings while synthesising neat palm oil-based PU foam in a closed mould but offered no explanation. Similarly, Ashida
61
mentioned the existence of ‘integral skin’ for rigid PU foam synthesised in a closed mould, yet no further elaboration is available. Therefore, it can be postulated that this phenomenon is due to the rapid or premature curing effect experienced by the PU matrix in regions near the mold’s surface. This is evident by the thicker cell struts and small cell size as shown in the optical microscopy in Figure 6(b), signifying insufficient time for cell growth. Since this phenomenon was only observed in PU foams containing high amounts of Na-MMT, it is highly suggestive that heat produced via exothermal polyol-polyisocyanate reactions was blocked by the thermal barrier effect imparted by the clay and could not propagate – so significant that it caused a steep thermal gradient between the mould surface and polymer in contact, which in return might have induced premature curing. Literature reports that gradual temperature reduction during PU reaction denotes the onset of curing stage.
62
In this case, the PU matrix in the nearby vicinity of the lower-temperature aluminium mould might have bypassed the cell growth stage into the induced curing stage, while foaming stages proceed normally as they become farther from the mould surface. Further study is underway to validate this finding. (a) Post-compression image of PU foam sample with 5 wt % Na-MMT; and (b) optical microscopy of ‘integral skin’ of PU foam sample with 5 wt % Na-MMT.
Upon increasing to 6 wt% clay loading, compressive strength portrayed over 12% increment to 204.16 kPa. Further increasing the clay contents beyond this point only imparts adverse effects as compressive strength dropped to 174.5 kPa at 10 wt% Na-MMT loading. As previously discussed, the improvement at 6 wt% could be attributed to the denser integral skin. It is worth mentioning that for all samples beyond 5 wt%, Na-MMT content exhibited the formation of high-density skin on their exterior. At elevated clay loadings, the presence of voids was noticeably apparent, as shown in Figure 7, which might be the dominant factor in deteriorating the mechanical properties despite the formation of high-density skins. The voids could be present due to excessive cell coalescence, which is commonly related to the agglomeration of clays inside the PU foam.8,55 Presence of large voids in PU foam sample with 10 wt % Na-MMT.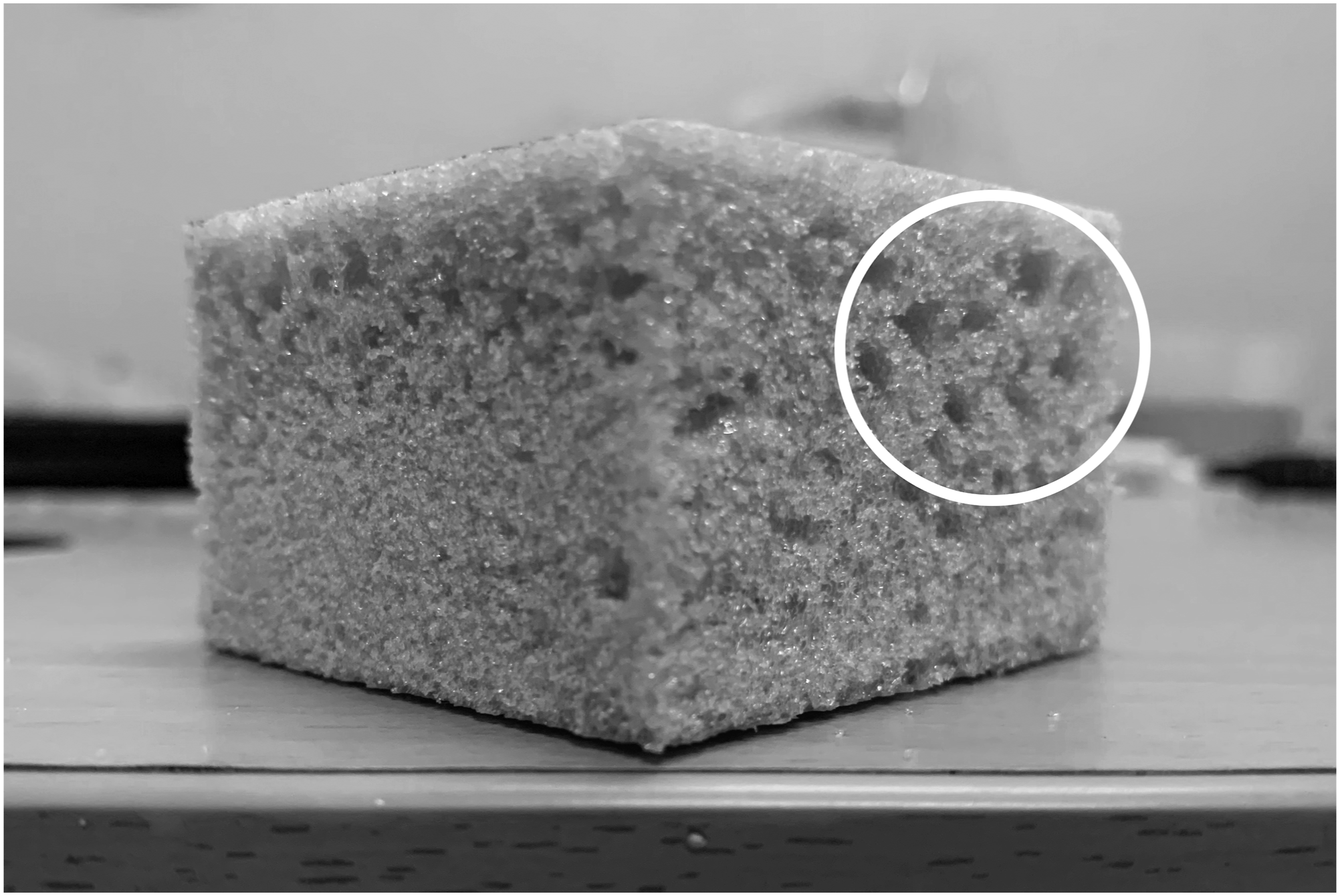
Conclusion
In this work, sodium-montmorillonite (Na-MMT) nanoclay was successfully incorporated inside palm oil-based polyurethane (PU) foam at different loadings and characterised for its flammability, thermal stability, foam morphology, and mechanical properties. Both LOI and UL-94 Vertical Combustion revealed no significant enhancement in flammability reduction regardless of the amount of nanoclay added to inefficient char formation to extinguish the flame and exacerbated by the melt-dripping phenomenon imposed by the usage of palm oil-based polyol. At lower loadings, Na-MMT dispersed properly inside PU matrix with the polymer completely exfoliating the clay galleries; however, the clay started to agglomerate as its amount was increased, forming an intercalated microstructure. The clustering of Na-MMT had adversely affected the properties of the PU foam – increased cell size and open-cell contents were observed for PU foams with higher Na-MMT amounts, in return contributing to deteriorating the fire retardancy, thermal, and mechanical properties of the foam. Although char residue increased with MMT content, both T 5 and T 50 exhibited noticeable reduction at higher loadings due to clay agglomeration, not to mention the gradual deterioration of the char residues at elevated temperature due to weak char structural integrity. Nonetheless, the reinforcing effect of the nanoclay was still apparent, denoted by increasing compressive strength at lower clay loadings (<4 wt%). Peculiarly, compressive strength showed improvement at 5 wt% clay content, despite a drop in value at 4 wt%. A higher clay content had induced the formation of ‘integral skin’ of higher density, which contributed to supporting load up to a certain degree only as the compressive strength still plummeted as Na-MMT content continued to increase beyond 6 wt%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Universiti Teknologi Malaysia for the UTM Fundamental Research Grant (UTMFR) under Vot. numbers Q.J130000.2551.21H00, as well as Collaborative Research Grant under Vot. number Q.J130000.2451.07G98.