
Abstract
In this study, montmorillonite (MMT) clay was utilized as solid particle contributing to stabilize high internal phase emulsions (HIPEs) for the production of polyHIPE foam composites. Cetyltrimethylammonium bromide (CTAB) immobilization onto the MMT surface was carried out using cryoscopic expansion (C-XP) and physical adsorption in solution (SOL) techniques. A series of experiments were conducted to determine the amounts of clay and surfactant that provide the stability of HIPE. In addition, the morphologies, surface areas, dye adsorption capacities and glass transition temperatures together with heat capacity differences of the PolyHIPE materials were investigated in terms of nanoclay modification techniques and surfactant and MMT clay amounts. It was found that minimum 5% (vol.) of surfactant was needed to maintain the stability of neat HIPE whereas the surfactant requirement to ensure emulsion stability decreased to 1 vol in presence of the clays in quite low amounts (0.25 to 1.00 wt%). In all composites, polyHIPE morphology was preserved, predominantly resulting in open-cell structures. In fixed amounts of both clays, decreasing surfactant concentration reduced homogeneity of pore size distribution and caused pores in different sizes. An opposite effect was observed with increasing clay content at a fixed surfactant concentration, leading to a reduction in pore sizes and homogenization of pore size distribution. The cationic dye (Nile Blue) adsorption capacity of the composites was evaluated and the highest adsorption capacity among them was exhibited by the composite containing 0.75% CTAB-XP-MMT, which adsorbed 589% more dye compared to neat polyHIPE foam. Moreover, helping to ensure the emulsion stability of the clays, they also benefit in terms of taking an active role in the adsorption of the dye from water.
Introduction
Highly porous, open-cell polymer foams are materials that find wide application due to their low density and inter-connected structure. High internal phase emulsions (HIPE) offer an efficient way to prepare polymer foams called polyHIPEs. HIPEs are defined as concentrated emulsions with an internal phase content of at least 70% of the emulsion volume. Conventional polyHIPE foam materials are HIPE-templated polymers and formed by polymerization of water-in-oil (w/o) type HIPEs consisting of water phase in an organic continuous oil phase consisting of monomers and crosslinkers. 1 The continuous phase is the less abundant phase in the emulsion and is stabilized against coalescence by nonionic surfactants. 2 PolyHIPE foams are attractive materials for many engineering applications like adsorption 3 as they have desirable properties such as high porosity and low foam density. Open-cell polymer foams can be used as substrates in tissue engineering, as support materials in solid state chemistry, as monoliths in heavy metal removal and chromatography, while closed-cell polymer foams are used as intermediate materials in roof decking or as thermal insulating materials. 2 In recent years, new PolyHIPEs with additional properties such as biodegradability, thermosensitivity, or pH sensitivity have been developed for use in biomedical and agricultural applications. 4 PolyHIPE foams prepared from emulsions formed from a continuous organic phase and an aqueous internal phase are stabilized by high amounts of surfactants. Particle stabilized emulsions, known as Pickering emulsions,4–8 are of recent interest. Solid particles used as stabilizers for the production of organic molds enable the production of composite materials with additional properties such as superior mechanical strength and electrical/thermal conductivity. Compared to conventional emulsions stabilized with surfactants, Pickering emulsions have many advantages. PolyPickering HIPEs are much more advantageous for use in biomaterials as solid particles are less toxic than surfactants. 9 The concentration of surfactant used in most surfactant-stabilized emulsions ranges from 5 to 50%. The irreversible adherence of solid particles at the liquid-liquid interface makes Pickering emulsions stabilized by them incredibly stable. Therefore, the emulsions can be stabilized with less concentration of solid particles. Moreover, porous polymers prepared from Pickering emulsions are much more favorable since solid particles are less hazardous than surfactants.4–8 The superiority of Pickering emulsions over surfactant-based emulsions opens up many potential applications. The absence of surfactant in these emulsions avoids some of the negative properties of surfactant (irritant, toxic, hemolytic behavior). They can be used especially in applications for drug release. In Pickering emulsion, the dense coating of emulsion droplets with solid particles acts as a barrier for the diffusion of drug molecules and thus Pickering emulsion droplets act as an encapsulation system. Unlike surfactant-based emulsions, the specific properties imparted to the droplet surfaces in Pickering emulsions enable access to the targeted tissue. 8
Nanoparticles can be used as co-surfactants together with conventional surfactants to stabilize Pickering emulsions. Nanoparticles are dispersed in the oil or water phase and emulsification is performed as in surfactant-based emulsions. The appropriate solid particle is selected by taking into account the oil and water partial wetting necessary for adsorption at the water-oil interface. Pickering emulsions form a rigid layer that acts as a barrier to prevent deformation and transfer of material to the interface by coating the surface of the emulsion droplet with solid particles, thus preventing destabilization by the coalescence of droplets. This property provides an important advantage both in drug release and in the synthesis of porous materials. 8 One of the most popular particles used in Pickering emulsion is silica (SiO2). The surface of silica is easily made hydrophobic by modifying it by grafting organo-silanes. By treating silica with dichlorodimethylsilane or hexamethyldisilazane, hydrophobic dimethylsilyl groups are attached to the silica surface. Thus, the hydrophobic character of silica and its ability to wet with water and oil are controlled. 8 Binks and Lumbsdon studied the stabilization of water/oil (w/o) emulsions with nanoscale hydrophobic silica (SiO2). The stability of water/oil emulsions formed separately from perfluorohexane, tetradecane, polydimethylsiloxane (PDMS) and diiodomethane selected as the oil phase in the presence of silica particles modified with dichlorodimethylsilane was studied. Emulsions of 0.6 µm diameter were stabilized against coalescence by the particles adsorbed at the oil-water interface. By increasing the concentration of the particles, the stability increased due to the network they formed in the oil phase. In the study, it was stated that the hydrophile-lipophile balance depends on the wettability of the particles. 10 Destribas et al. modified the surface of silica nanoparticles with the cationic surfactant CTAB and used it as a stabilizer in the production of macroporous foams by sol-gel process. Macroporous foams were obtained from oil/water (o/w) Pickering emulsions using tetraethylorthosilicate as monomer and hexadecane in the oil phase. The emulsions were evaluated by optical microscopy and the polymeric material by SEM and TEM. The obtained material showed micro and mesoporosity. 11 Cauvin et al. achieved the stability of oil/water (o/w) emulsions using only clay (laponite) particles and carried out the polymerization of these emulsions. They used styrene as monomer in the oil phase. As a result of morphological characterization, it was observed that the laponite clay layers having a diameter of ∼145 nm covered the polystyrene latex droplets and acted as barriers against destabilization. 12 Yu et al. used montmorillonite (MMT) clay particles modified with γ-methacryloxy propyl trimethoxy silane (γ-MPTMS) to prepare stable octadecenylsuccinide anhydride (ODSA) Pickering oil/water (o/w) emulsions. The stability of the prepared emulsions increased in the presence of modified MMT and decreased with decreasing pH. The critical pH was found to be ∼7 where phase separation occurs for ODSA emulsions. The research highlighted the critical roles of pH, oil-to-water ratio, and particle concentration in governing emulsion stability. The findings of the work seems to offer a promising, surfactant-free alternative for developing durable and eco-friendly internal sizing agents. 13 Hermant et al. prepared conductive Pickering polyHIPE foam composites using carbon nanotubes. They prepared water/oil (w/o) emulsions using styrene as a monomer and DVB as a crosslinker. The stability of the emulsions was ensured by the addition of polymeric surfactant poly (styrene-b-dimethylaminoethyl methacrylate) with solid carbon nanotube particles. The effect of different percentages of carbon nanotubes on the structure was evaluated by SEM images. It was found that the morphology of the polymer foams obtained was highly dependent on the carbon nanotube loading, whereas the conductivity of the foams was independent of the conductive nanofiller. A critical concentration of just 0.007 wt% SWCNTs was sufficient to form stable high internal phase emulsions and generate conductive networks within the resulting polymer matrix. This methodology offers significant potential for lightweight, conductive foam materials in advanced engineering applications. 14 Cui et al. pretreated montmorillonite (MMT) clay layers with quaternary amine surfactants (Berol R648 and Ethoquad C/12) to stabilize oil/water (o/w) Pickering emulsions. Polydecene was used as the oil phase. The stability of the emulsions in the presence of MMT alone, surfactant alone and quaternary amine-treated MMT was investigated. The stability of the prepared emulsions was evaluated by microscope images. Microscopy revealed that clay platelets predominantly oriented flat at the oil–water interface, forming multilayered stacks. Emulsion stabilization was better in the presence of MMT treated with Berol R648, which is much more hydrophilic. The research emphasizes the importance of surfactant selection and interfacial particle behavior in optimizing the formulation of particle-stabilized emulsions. 15 These studies collectively highlight the versatility of Pickering emulsions for tailoring product properties by careful design of particle surface chemistry and interfacial behavior. Each approach illustrates a distinct strategy: stabilizing hydrophobic actives, 13 introducing functionality like conductivity, 14 and enhancing stability using hybrid surfactant-clay systems. 15 Abbasian and Moghbeli prepared styrene/acrylonitrile porous polymers and then added organomontmorilonite to improve the mechanical properties. They used styrene and acrylonitrile as monomers, DVB as crosslinker, Span 80 as surfactant, organoclay Cloisite30 B as stabilizing solid particle and prepared polyHIPE foams by polymerization from water/oil (w/o) emulsions. The morphologies of the obtained polyHIPE foams were elucidated by SEM, the distribution of organoclay in the foam copolymer matrix was evaluated by TEM and the thermal behavior in the presence of organoclay was evaluated by TGA. The addition of organoclay reduced the Young’s modulus of nanocomposite foams compared to those without organoclay. The organoclay reinforcement was found to reduce void size and improve crush strength significantly at 3 wt% loading, though Young’s modulus decreases. The added organoclay also acted as a co-surfactant improving the performance of the nonionic surfactant used (Span 80) and mechanical enhancer. 16 We recently synthesized polyHIPE foam composites from styrene/divinylbenzene (DVB) based w/o type concentrated emulsions including Spirulina (Sp) biosorbent immobilized montmorillonite (MMT) nanoclay. 17 By utilizing varying amounts of modified nanoclays with an internal phase volume of 80%, highly porous nanocomposites were produced. Sp modified MMT was used to reduce the crucial amount of surfactant (5 vol%) required for emulsion stability to 2 vol%. The MMT clay modified with Sp by the use of cryoscopic expansion (C-XP) technique resulted in nanocomposite that had a 580% greater capacity for cationic dye adsorption, in comparison with neat polyHIPE foam. This advantage was acheved with just 0.5% clay loading and 2 vol% surfactant. It was reported that hierarchical porosity obtained via dual emulsifiers (clay and surfactant) optimizes adsorption, positioning C-XP as a superior method for functional polyHIPE design unlike conventional solution mixing technique. 17 These last two studies emphasize effects of clay modification techniques 17 and effect of organoclay clay in mechanical reinforcement 16 in polyHIPE foam composite materials.
This study describes the preparation of a different series of polystyrene-based polyHIPE foam composites through the crosslinking reaction of w/o HIPEs, which were simultaneously stabilized by cetyltrimethylammonium bromide (CTAB) modified MMT clay and Span-80 as a non-ionic surfactant. Two distinct modification strategies were used to immobilize the CTAB onto MMT clay: in-situ cryoscopic expansion (C-XP)17,18 and physical adsorption in solution (SOL). Both techniques have an effect on the modified clay’s stabilizer role, which is crucial in defining the size of droplets that determine the stabilities of HIPEs. The emulsion stabilization, and morphological and thermal properties of the polyHIPE foam materials were investigated. It was also anticipated that these new porous styrene-based polyHIPE nanocomposites with both CTAB and MMT will function well as dye adsorbers. In light of this, their adsorption performances were also investigated as a possible application and compared with that of neat polyHIPE foam with respect to the degree of clay loading and the methods employed for clay modification.
Experimental
Materials
Styrene (Merck, Darmstadt, Germany), divinylbenzene (80%, Aldrich, Steinheim, Germany), surfactant (Span 80, Aldrich Chemicals, Steinheim, Germany), Cetyl trimethyl ammonium bromide (CTAB, Merck, Darmstadt, Germany) calcium chloride dihydrate (CaCl2.2H2O, Tekkim Chemistry, Ltd. Co., Bursa, Turkey) and Nile Blue (Merck, Darmstadt, Germany) were used without any purification. 2,2ʹ-azobisisobutyronitrile, AIBN (98%, Aldrich, Steinheim, Germany) was used by recrystallization from ethanol. Sodium montmorillonite (NaMMT) nanoclay (Nanofil 1080) was obtained from Süd Chemie (Moosburg, Germany). Deionized water was used in all experiments.
Modification of Na-montmorillonite (Na-MMT) clay with CTAB by using the solution method and cryoscopic expansion (C-XP) method
For the modification of NaMMT using the solution method, 2 g of CTAB and 2 g of NaMMT were mixed separately with 200 mL and 300 mL of deionized water respectively, at 50°C for 1 h. Then, the MMT clay solution was combined with the CTAB solution. After the solution’s total volume was completed to 600 mL, it was agitated at 50°C for another 4 h and the modified clay was precipitated by centrifugation. The resulting organophilic MMT (CTAB-SOL-MMT) was washed with deionized water and dried under vacuum at 50°C for 48 h.
In the C-XP method,17,18 0.5 g of NaMMT was stirred in 20 mL of deionized water at 40°C for 30 min. 0.6 g of CTAB was added to this solution and the stirring was continued for 2 h and then the solution was frozen. The frozen solution was dried in a lyophilizer for 48 h to obtain modified MMT clay (CTAB-XP-MMT).
Preparation of neat PolyHIPE and PolyHIPE composites
PolyHIPE foam composites were prepared by polymerization of HIPEs (high internal phase emulsions) containing 80% internal phase and 20% continuous phase by volume. Styrene (90% by volume of total monomer) and divinyl benzene (10% by volume) were used as monomer and crosslinker, respectively. Emulsions were prepared by adding the modified MMTs (in varying percentages by weight) to the continuous phase consisting of AIBN initiator (1 mol%) and Span 80 surfactant (in varying percentages by volume) dissolved in the monomer mixture, followed by the addition of deionized water containing CaCl2 as the internal phase. After mixing, the emulsion was transferred into capped polyethylene tubes and polymerization was carried out at 70°C for 24 h. The samples were then extracted with ethanol in a Soxhlet extractor for 24 h and dried in a vacuum oven at 40°C. MMT-free neat polyHIPE foam material was produced in previous studies using the procedure described above and the results were reported.17,19 The CTAB-SOL-MMT and CTAB-XP-MMT filled polyHIPE composites were named as xCTAB-SOL-MMT-ysur and xCTAB-XP-MMT-ysur, respectively, where x represents clay loading degree (wt %) while y represents surfactant (Span 80) concentration (vol.%)
Characterization
The crystal structures of neat MMT and organophilic MMTs were investigated by X-ray diffraction (XRD) (Rigaku D/Max 2200 Ultimat diffractometer, CuKα radiation, λ = 1.54 Å, Rigaku, Tokyo, Japan) technique at a scan rate of 2°/min at 40 kV and 40 mA operating conditions. The interaction of CTAB modification agent with MMT clay was also elucidated by thermogravimetric analysis technique (TGA) with Seiko TG/DTA 6300 thermal analyzer (Seiko Instruments, Tokyo, Japan) at a heating rate of 10°C/min and under nitrogen atmosphere. Morphological characterization of MMT clays and polyHIPE composites were performed by Scanning Electron Microscope (SEM) analysis (ESEM-FEG/EDAX Philips XL-30 microscope, Philips, Eindhoven, The Netherlands).
The results together with related discussion for SEM, XRD and TG analyses of the MMTs are given in Supplementary Material File (Figures S1-S7, Table S1). The measurements of pore sizes in the polyHIPE foam materials from their SEM images were done with Image J.JS processing and analysis software.
The glass transition temperature as the inflection point and heat capacity jump (ΔCp) values of the selected samples were investigated with help of a DSC Q200 (TA Instruments, New Castle, Delaware, USA) instrument under nitrogen flow. The samples were heated from 30°C to 200°C at a heating rate of 10°C/min.
Specific surface area measurements of the materials were performed by Micromeritics Gemini VII 2390t Fully Automatic BET Surface Area Analyzer (Micromeritics Instrument Corporation, USA) based on the Brunauer-Emmet-Teller (BET) adsorption model. Dye adsorption properties of the HIPE materials were determined by Ultraviolet/Visible (UV/VIS) analysis. For this purpose, an aqueous solution of Nile Blue at a concentration of 1.10−5M was prepared at pH of 5-5.5 and polyHIPE foam composites were immersed in the prepared solution. Absorbance values were measured at 635 nm by UV-Vis spectrophotometer (T80+ UV/VIS Spectrophotometer, double beam optical system, PG Instruments Ltd, United Kingdom). The adsorption capacity of the polyHIPE composites was determined according to the absorbance value of the dye remaining in aqueous solution. Accordingly, the amount (mg) of dye adsorbed by 1 g of polyHIPE composite was calculated using the following equation:

C0 and Ct are the initial and final concentrations (mg/L) of the dye solution at each time interval, respectively, V is the volume of the dye solution (L), W, weight of polyHIPE composite used in the adsorption process (g).
Results and discussion
Stability of HIPEs
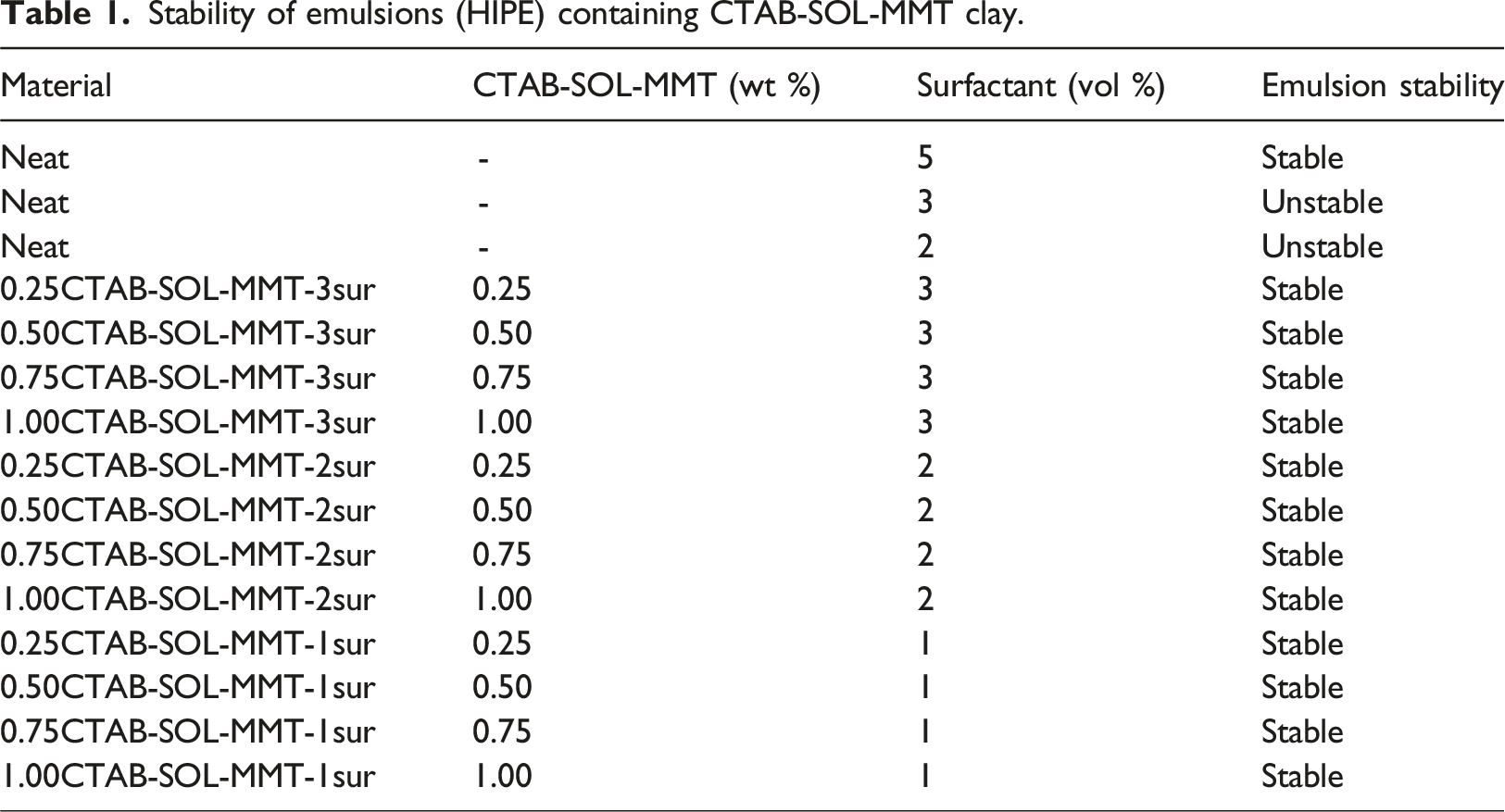
Stability of emulsions (HIPE) containing CTAB-SOL-MMT clay.
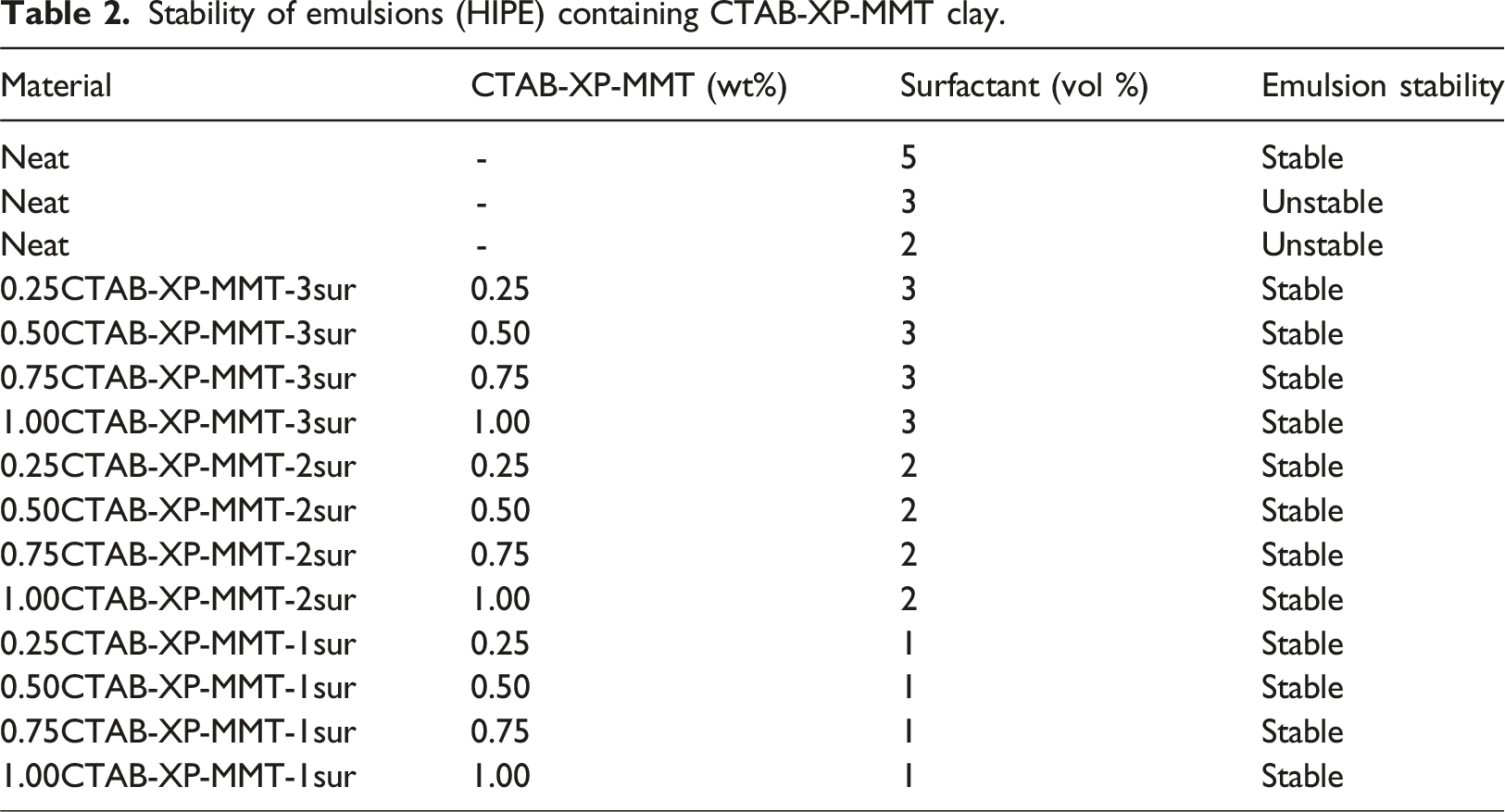
Stability of emulsions (HIPE) containing CTAB-XP-MMT clay.
Morphological and surface area characterizations of polyHIPE composites having CTAB-SOL-MMT clay
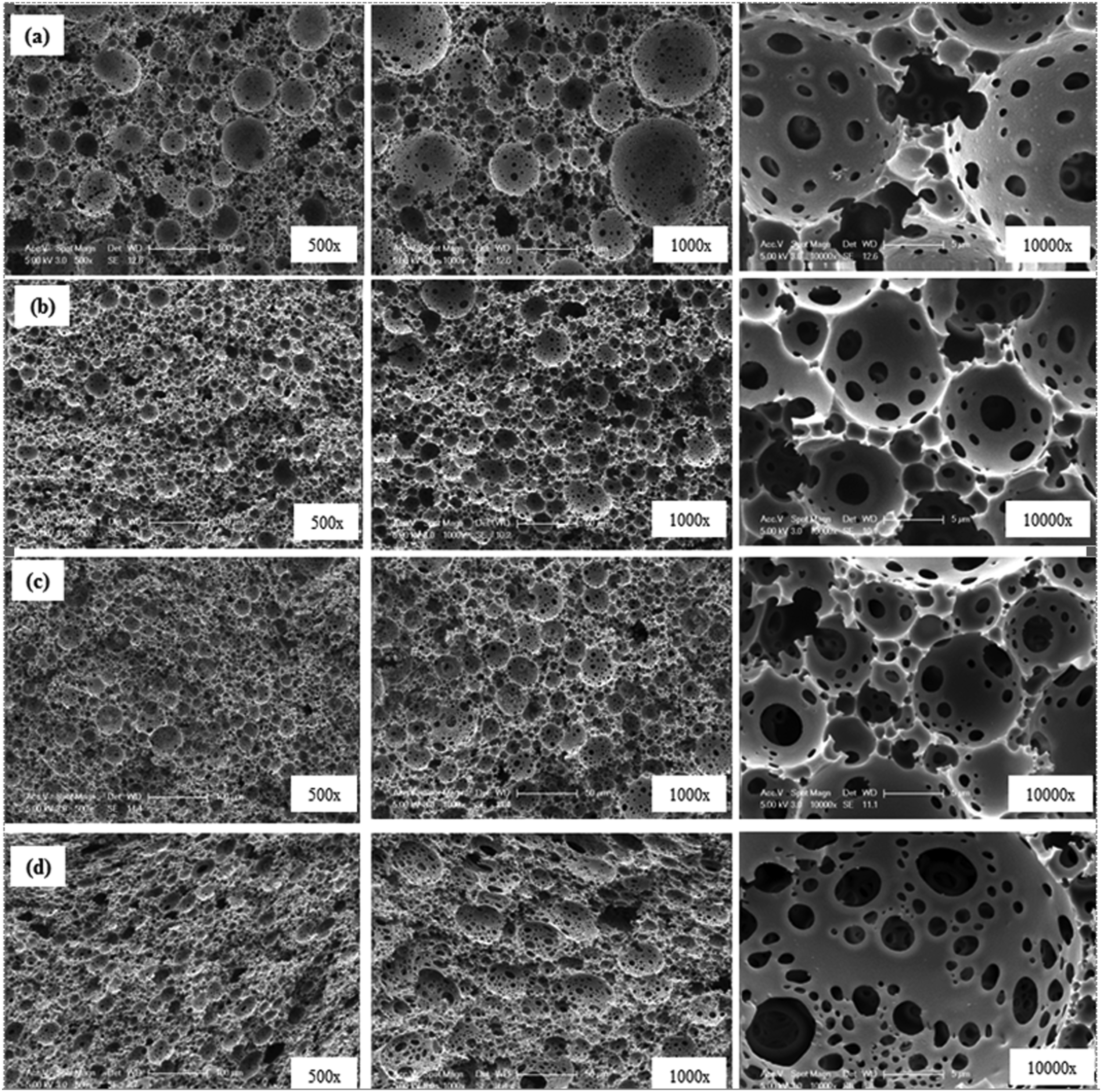
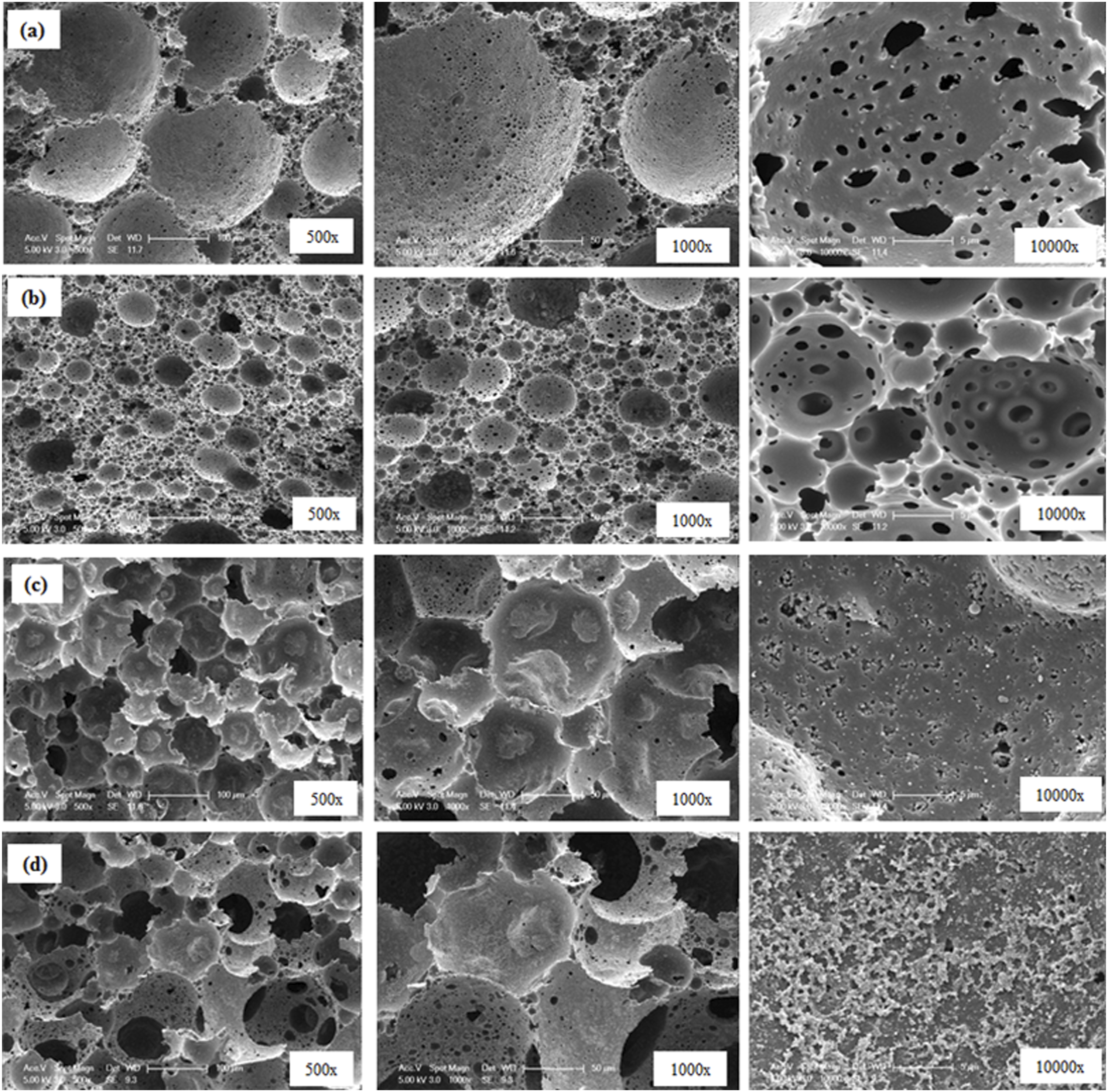
The PolyHIPE composites prepared using different amounts of CTAB-SOL-MMT and surfactant are shown in Figure 1 and their SEM images are given in Figure 2, Figures 3 and 4. PolyHIPE morphology was preserved in all the materials with formation of mostly open-cellular structures. PolyHIPEs containing different percentages of CTAB-SOL-MMT clay and surfactant. SEM images of porous polymers at different magnifications containing (a) 0.25% (b) 0.50% (c) 0.75% (d) 1.00% CTAB-SOL-MMT clay at 3 vol% surfactant. SEM images of porous polymers at different magnifications containing (a) 0.25% (b) 0.50% (c) 0.75% (d) 1.00% CTAB-SOL-MMT clay at 2 vol% surfactant. SEM images of porous polymers at different magnifications containing (a) 0.25% (b) 0.50% (c) 0.75% (d) 1.00% CTAB-SOL-MMT clay at 1 vol% surfactant.
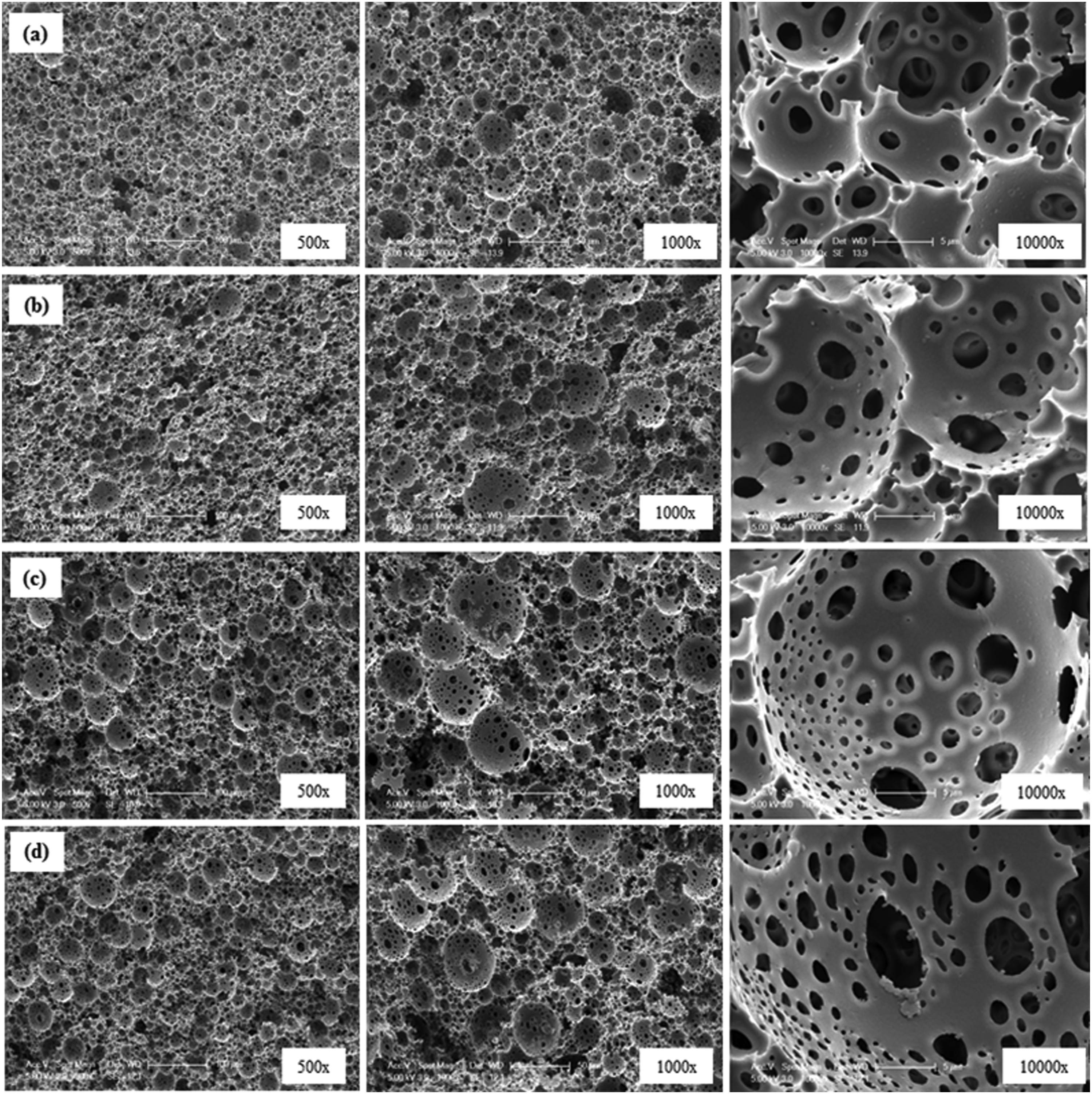

SEM images at different magnifications of neat polyHIPE foam having 5 vol% surfactant and without the clay are presented in Figure S8 (Supplemental Material File) showing open-cell structure having the average pore diameter of 23.78 µm, interconnected with high amount of pore-throats. 17 This kind of morphology is thought to produce material with a high capacity for liquid absorption by capillary action. 4 The polyHIPE composites filled with CTAB-SOL-MMT clay were found to have heterogeneous distributions in the pore size in the range of 8.40 – 259.18 µm. As can be seen from Figure 2, at a constant surfactant concentration of 3%, the materials containing 0.25% and 0.50% CTAB-SOL-MMT are similar in terms of pore size (average pore size: 17.31 µm and 18.90 µm) (Figure S9, Supplemental Material File) and pore size distribution (Figure 2(a) and (b)). At higher clay loadings (above 0.50%), although there is no change in the pore size in general appearance, the formation of relatively larger pores having an average size of 25 µm with smaller pore-interconnections is observed. These results are consistent with those in the literature 20 that explain formation of larger cavities as a result of stabilization of high amount of emulsion droplets with clay particles in terms of preparation of polyPickering-HIPEs. It is also clear from Figure 2 that homogeneous distribution of the pores and pore-throats is maintained at all clay loadings at 3 vol% surfactant. Moreover, with increasing amount of clay, it was observed that the clays did not close pore-throats/pore-interconnectios. This is clearly seen in the SEM images at high magnification (Figure 2(a)–(d), Mag: 10000x). Therefore, it can be said that the open-cell morphology is preserved at all clay amounts at 3% surfactant concentration.
On the other hand, the morphologies of the composites with 2% and 1% surfactant (Figures 3 and 4) are slightly different from those obtained with 3 % surfactant. While decreasing surfactant concentration from 3% to 2% caused an increased average pore size (32.55 µm) and distribution at 0.25% clay loading (Figure 2(a) and Figure 3(a)). It is also seen from Figure 3 that the heterogeneously distributed pores observed at 0.25% clay loading became smaller with increasing amount of the clay and a homogeneous pore distribution was obtained (Figure 3(a)–(c)). However, at clay amounts above 0.75%, it was observed that the pores were relatively enlarged again to an average size of 53.76 µm and the pore-interconnections were partially closed due to the excessive amount of the clay (Figure 3(d)).
In terms of use of 1 vol% surfactant concentration, a similar situation was observed in the materials (Figure 4). It is clear in the SEM images of the material having 0.25% clay with 1% surfactant (Figure 4(a)) that the average size of the pores was found to increase (75.96 µm) as compared to those (17.31 µm and 32.55 µm) with the same amount of the clay at higher surfactant concentrations (Figure 2(a) and Figure 3(a), respectively). Therefore, it can be said that decreasing surfactant concentration at constant amount of the clay causes the pores to grow and disrupts the homogeneity of the pore size distribution. However, at constant 1% surfactant concentration, increasing the amount of the clay caused the average pore size to decrease to 56.52 µm and 25.68 µm (Figures 4(b) and 4(c)). This can be explained by the fact that CTAB-SOL-MMT acts as a co-surfactant and is effective in emulsion stability. This is also evidenced by the fact that at least 5% surfactant was required for the formation of polyHIPE morphology in a similar composition without clay. The pores having an average pore size of 100.76 µm seem to almost completely closed when the amount of the clay was increased above 0.75% (Figure 4(d)). The complete closure of the pore walls and passages by CTAB-SOL-MMT clay is clearly visible in the SEM images at high magnification (Figure 4(d), Mag: 1000x). At low surfactant concentration and high clay loading, this is an expected result in the polyHIPE morphology obtained by Pickering emulsion method.
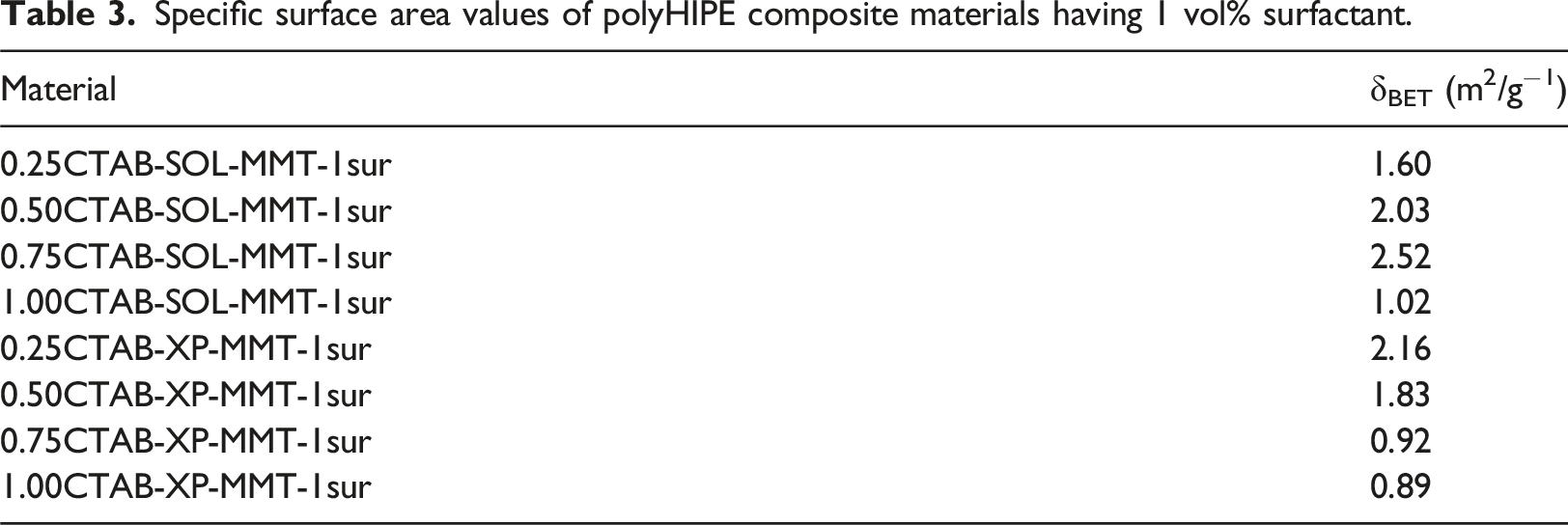
Specific surface area values of polyHIPE composite materials having 1 vol% surfactant.
Morphological and surface area characterizations of polyHIPE foam composites having CTAB-XP-MMT clay
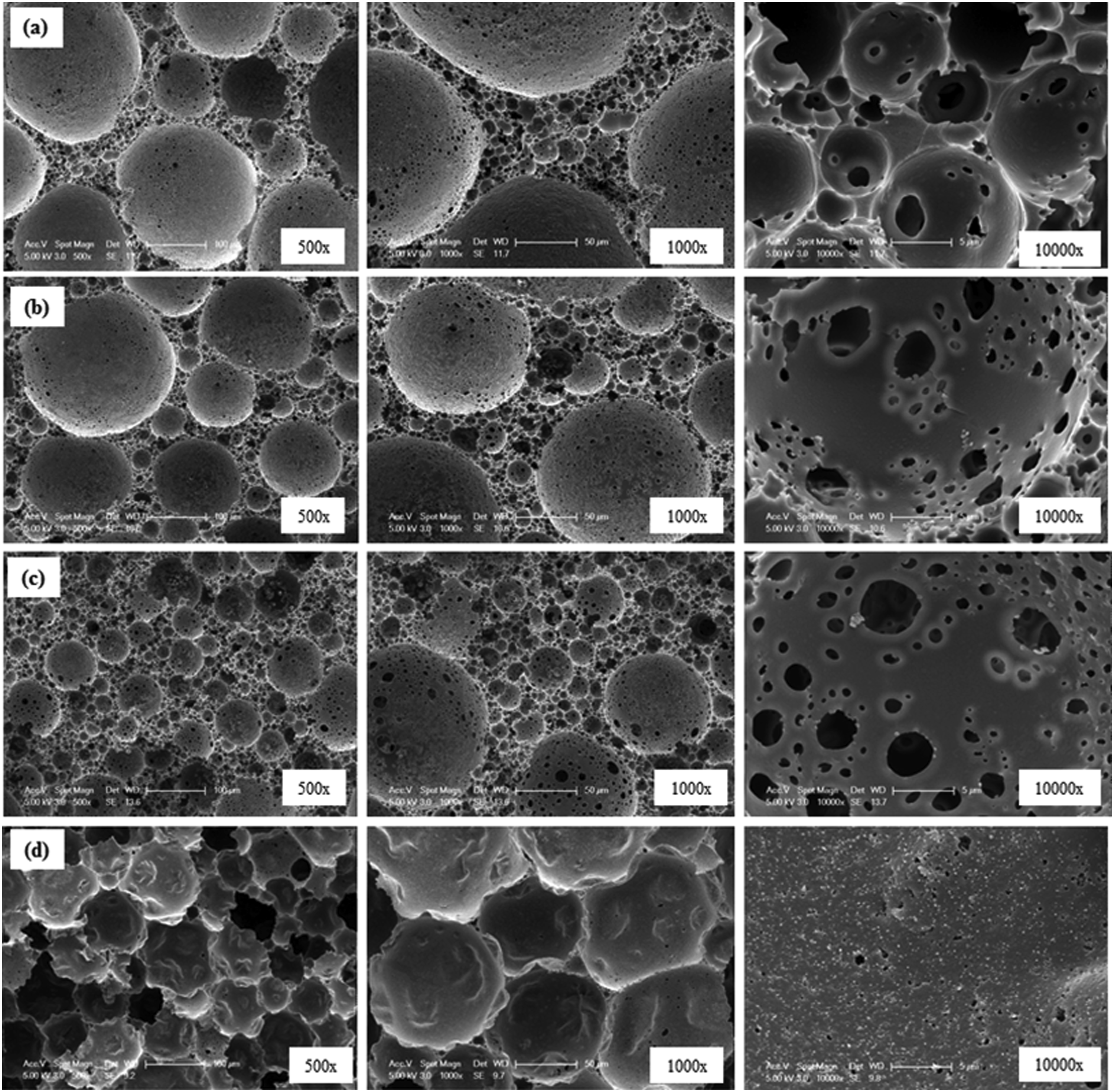
The porous polymers prepared using CTAB-XP-MMT clay are shown in Figure 5, while their SEM images are shown in Figure 6, Figures 7 and 8. As can be seen from the SEM images, the polyHIPE composites containing CTAB-XP-MMT clay exhibited a wide pore size distribution in the range of 8.47 µm – 256.52 µm, as did the CTAB-SOL-MMT composites. PolyHIPEs containing different percentages of CTAB-XP-MMT clay and surfactant. SEM images of porous polymers at different magnifications containing (a) 0.25% (b) 0.50% (c) 0.75% (d) 1.00% CTAB-XP-MMT clay at 3 vol% surfactant. SEM images of porous polymers at different magnifications containing (a) 0.25% (b) 0.50% (c) 0.75% (d) 1.00% CTAB-XP-MMT clay at 2 vol% surfactant. SEM images of porous polymers at different magnifications containing (a) 0.25% (b) 0.50% (c) 0.75% (d) 1.00% CTAB-XP-MMT clay at 1 vol% surfactant.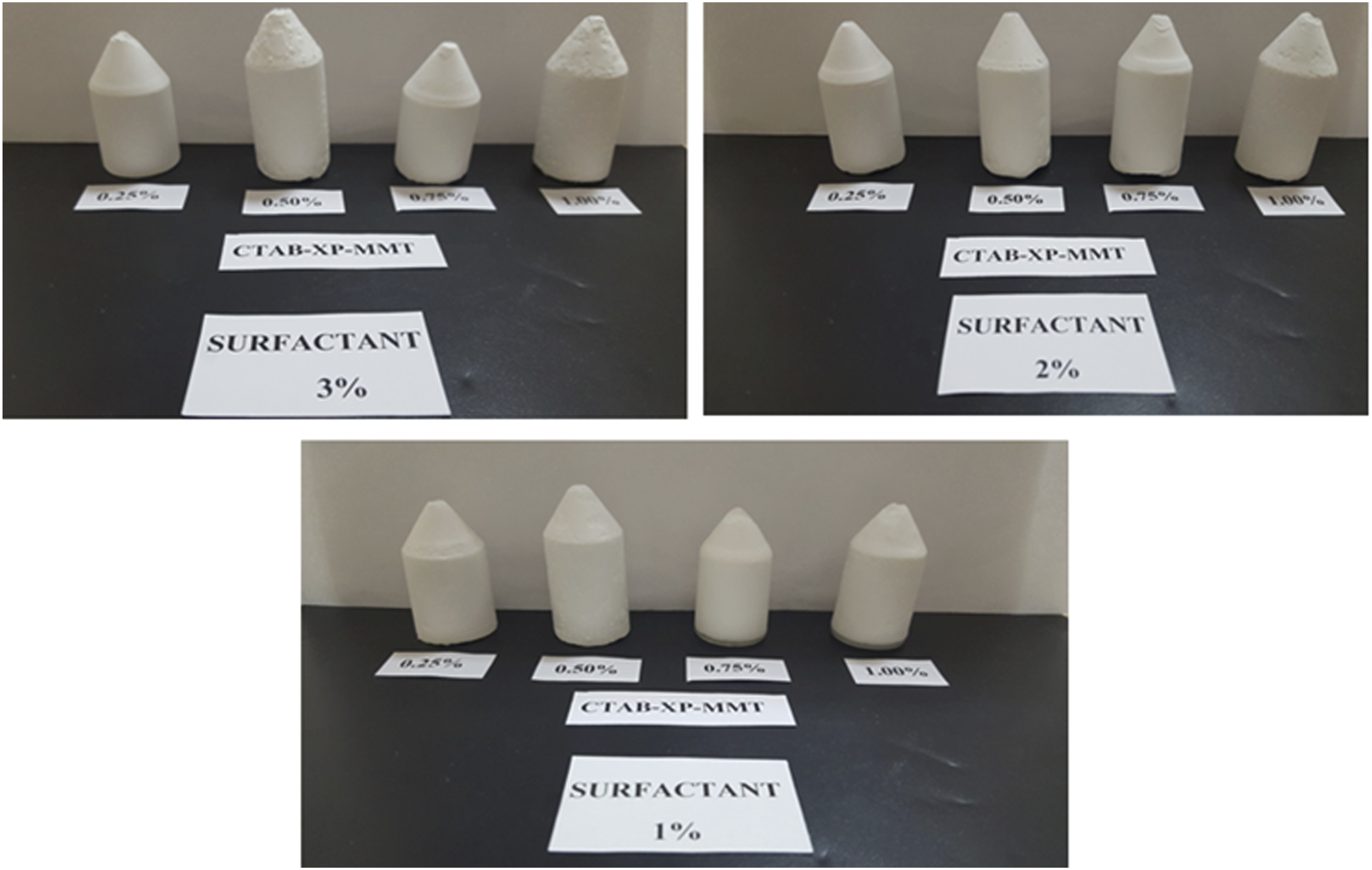
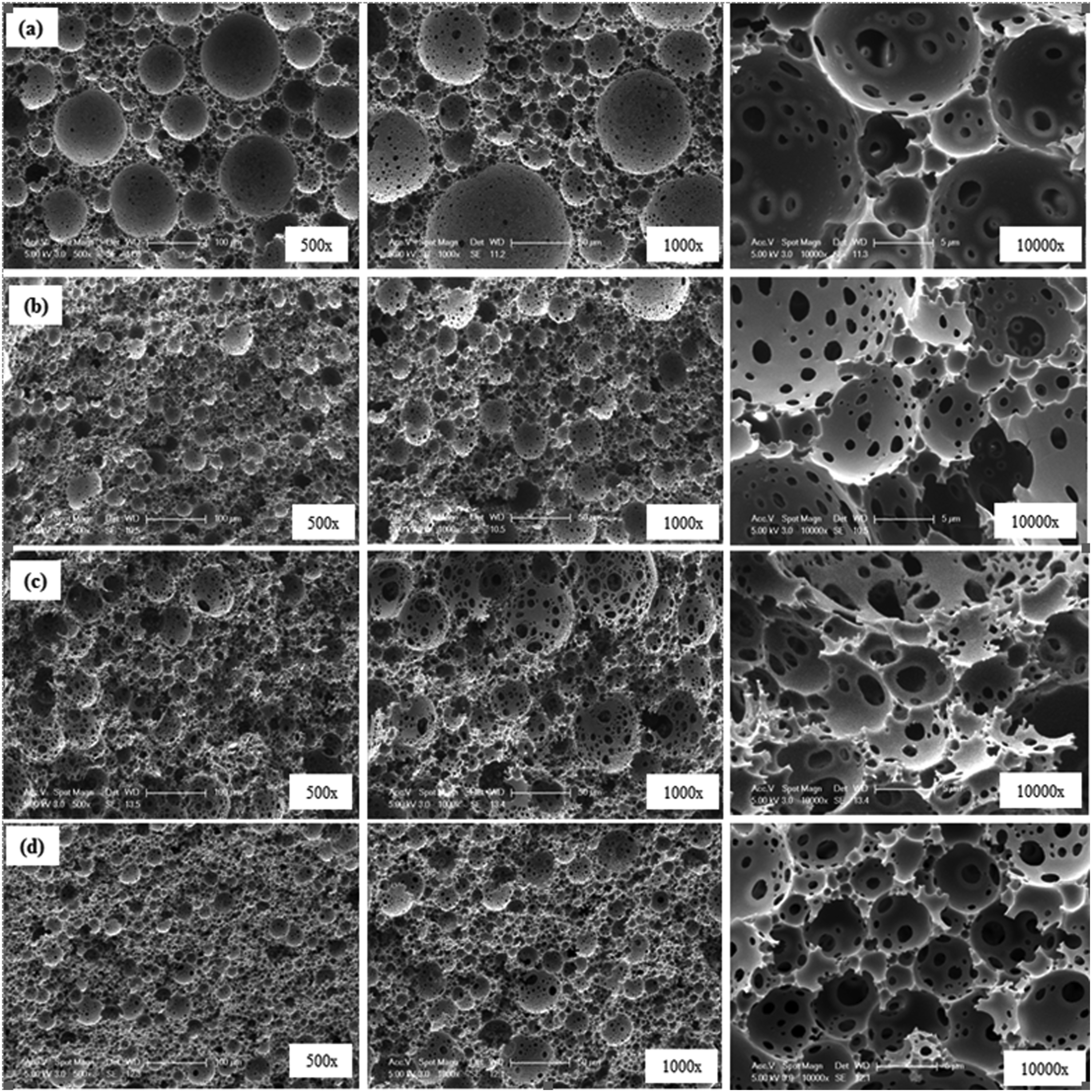
As it can be seen in Figure 6, the increase in the amount of CTAB-XP-MMT at a constant surfactant concentration of 3 vol% resulted in a decrease in the size distribution of the pores and the formation of relatively smaller pores. At 3% surfactant concentration, when 0.25% CTAB-XP-MMT clay was used, relatively larger pores with an average size of 25 µm and the maximum pore size (80.25 µm) were observed in conjunction with small pore-throats (Figure 6(a)), but the pores tend to become relatively smaller (19.5 µm and 20.87 µm) with increasing clay content up to 0.75 µm and a morphology with homogeneous pore distribution was obtained (Figure 6(b)-(c)). At 1 wt % loading, although average size seems to be closer (28.58 µm) to that of the composite foam having 0.25 wt%, its maximum pore size is relatively much smaller (53 µm). Moreover, at all clay loading levels, open-cell polyHIPEs were formed and the presence of clay agglomerates/aggregates on the pore walls and the walls of the pore-interconnections were observed at high magnification images.
Interms of polyHIPE foam having 2 vol% surfactant and 0.25% CTAB-XP-MMT, relatively larger average pore size (30.72 µm) with a maximum pore size of 124.57 µm were formed (Figure 7(a)) as compared to that having 3 vol% surfactant (Figure 6(a)). This is an expected result with decreasing surfactant concentration at constant clay amount. It was also observed that the average pore size decreases to 20.96 µm, 30.08 µm and 18.58 µm for 0.50, 0.75 and 1.0 wt % CTAB-XP-MMT filled composites, respectively. Moreover, these polyHIPE composites exhibited homogeneous pore size distribution with increasing amount of clay (Figure 7 (b)–(d)). Additionally, the high magnification SEM pictures make it evident that the pores are homogeneous in size and spherical in shape at 1% clay loading (Figure 7(d), Mag: 10000×). Moreover, it can be said that all polyHIPE morphologies prepared at 2% surfactant concentration and different clay amounts have open-cell structures.
The polyHIPE composite containing 1 vol% surfactant and 0.25% CTAB-XP-MMT showed larger average pore size (74.62 µm) (Figure 8(a)) with decreasing surfactant concentration as compared to that containing 2 vol% surfactant (Figure 7(a)). This composite also has the maximum pore size of the 256.52 µm among the polyHIPE foams produced. However, at a constant surfactant concentration of 1 vol%, increasing the amount of clay from 0.25% to 0.50% decreased the average pore size to 21.75 µm (Figure 8(a) and (b)). Although there was no decrease in pore size in the composites where the clay amount exceeded 0.50%, closed-cell polyHIPE morphology was formed as a result of covering the pore walls and pore-interconnections with CTAB-XP-MMT (Figure 8(c) and (d)). The dense distribution of the clay particles in the pore walls is clearly visible in the high magnification SEM pictures (Figure 8(c) and (d), Mag: 10000×).
Finally, it can be stated that when the effects of the modification techniques (SOL and C-XP) used for MMT clay on the resulting polyHIPE composite morphology were evaluated, similar properties were obtained. Decreasing surfactant concentration at constant amounts of CTAB-SOL-MMT and CTAB-XP-MMT clays reduced the homogeneity of the pore size distribution and resulted in the formation of pores in different sizes. However, the opposite effect was observed with increasing clay amount at constant surfactant concentration. Increasing loading degrees of MMTs led to a decrease in pore size and homogenization of the size distribution. Interms of polyHIPEs prepared with organomodified clays at 1 vol% surfactant concentration, closed cells were obtained when 1 % CTAB-SOL-MMT was used, while CTAB-XP-MMT clay formed closed cell structures when used at 0.75% and 1.00% loading degrees. This can be explained by the fact that a larger amount of CTAB agent was immobilized into the MMT clay by the C-XP method. This result was supported by the XRD result of the CTAB-XP-MMT clay (Figure S5, Supplemental Material File) and its higher interlayer distance value as compared to that of CTAB-XP-MMT (Table S1, Supplemental Material File). The interlayer distance value of the MMT clay modified by the C-XP method (d001 38.05 Å) is higher than that of the MMT modified by the SOL method (d001 36.18 Å). In other words, the clay layers were more intercalated with CTAB in the C-XP method. In addition, the TGA thermogram in Figure S6 (Supplemental Material File), which exhibits that the CTAB-XP-MMT clay undergoes more weight loss, shows that immobilization of a larger amount of CTAB agent is achieved via C-XP method. It can be said that the CTAB-XP-MMT results in a polyHIPE foam structure with much more homogeneous and smaller pores due to the smaller emulsion droplets, which may be due to relatively larger interlayer spacing of the clay (Figure S5 and Table S1, Supplemental Material File) leading to its dispersion in the polyHIPE system homogeneously.
Table 3 also shows the specific surface area measurements of porous composites containing CTAB-XP-MMT clay obtained via 1 vol% surfactant. The values show an initial increase compared to neat polyHIPE (1.80 m2/g). 17 The maximum value (2.16 m2/g) was achieved via 0.25 wt % clay loading which is 20 % higher than that of neat polyHIPE. On the other hand, the surface areas gradually decreased at 0.75% and 1.00% clay loadings exhibiting closed pore morphology and were lower than that of neat polyHIPE foam.
DSC analysis
Results of DSC analyses of polyHIPE materials.

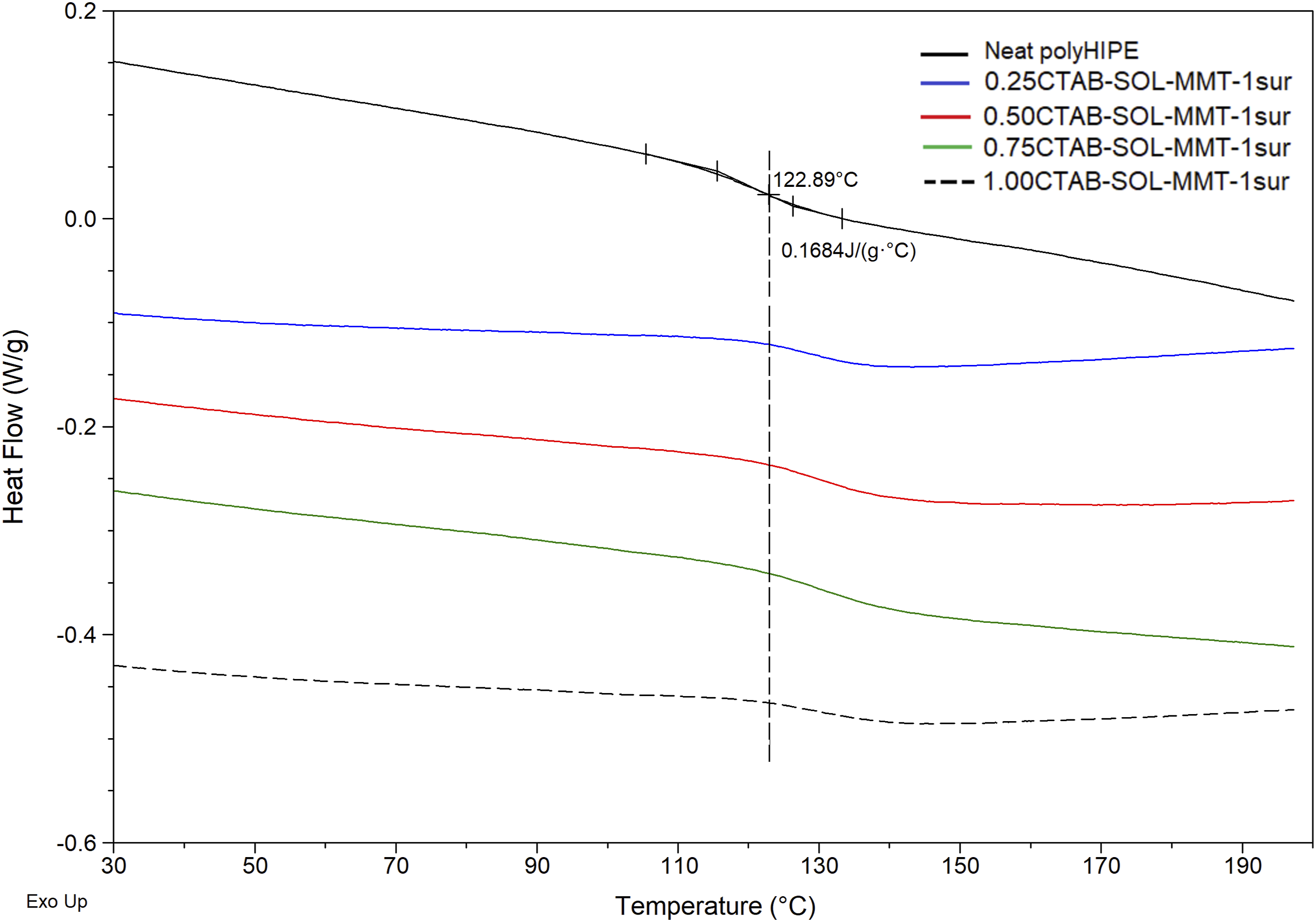
DSC thermograms of polyHIPEs containing different percentages of CTAB-SOL-MMT clay 1 vol% surfactant.
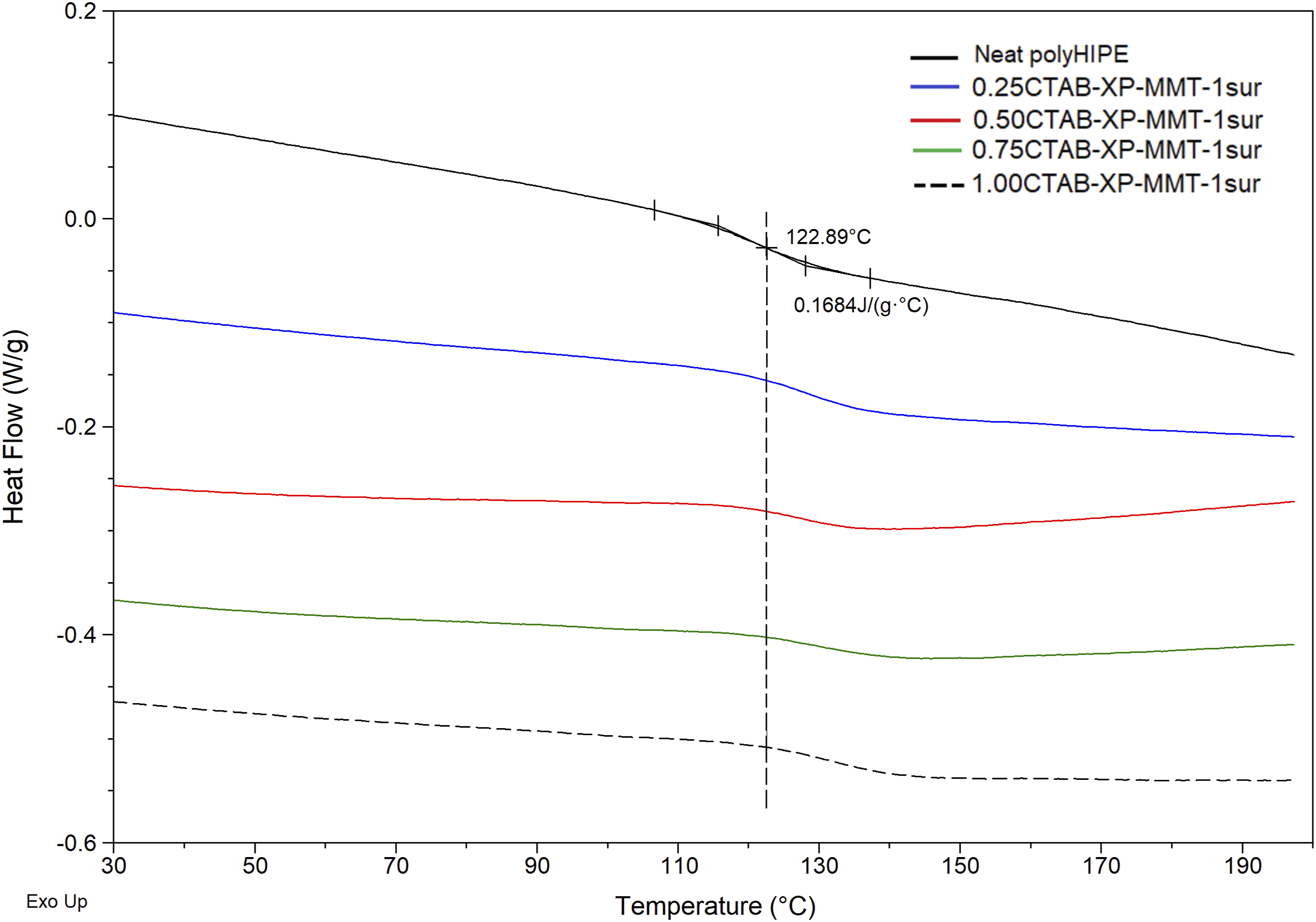
DSC thermograms of polyHIPEs containing different percentages of CTAB-XP-MMT clay 1 vol% surfactant.
Dye adsorption capacities of PolyHIPE foam materials
The dye adsorption capacities of porous composite materials obtained at the lowest surfactant concentration (1 vol%) and neat polyHIPE material prepared using 5 vol% surfactant were investigated. For this purpose, as previously mentioned, an aqueous solution of Nile Blue dye at a concentration of 1 × 10−5 M and pH 5-5.5 was prepared and absorbance measurements were performed by UV/VIS spectrophotometry at a wavelength of 635 nm.
Dye adsorption capacities of composites containing CTAB-SOL-MMT and CTAB-XP-MMT together with neat polyHIPE are shown in Figure 11. As shown in both graphs, neat polyHIPE was determined as the material with the lowest adsorption capacity. This result is expected due to the apolar character of the pure polyHIPE material structure resulting from the styrene/DVB system and the fact that the polymeric structure does not contain any effective functional group for adsorption. For the composite materials containing CTAB-SOL-MMT (Figure 11(a)), it was found that use of 0.25%, 0.50%, 0.75% and 1% clay resulted in adsorption values of 0.33 mg/g, 0.43 mg/g, 0.49 mg/g and 0.45 mg/g, respectively. According to these results, it can be said that the adsorption capacities of the materials increase with the increase in the percentage of clay they contain, but there is a slight decrease at 1% loading degree. This result can be attributed to the pore passages which are almost completely closed at 1% clay loading as can be seen from the SEM images in Figure 4(d) (Mag: 10000 ×). Apart from this, it can also be said that the higher adsorption capacities compared to neat polyHIPE are due to the effective behavior of the negatively charged silicate layers of the MMT silicate layers in adsorbing the cationic dye.
17
The highest adsorption capacity of 0.49 mg/g was obtained at 0.75% clay loading and the 0.75%CTAB-SOL-MMT composite adsorbed about two times more dye. Dye adsorption capacities of neat polyHIPE foam and its composites containing (a) CTAB-SOL-MMT (b) CTAB-XP-MMT.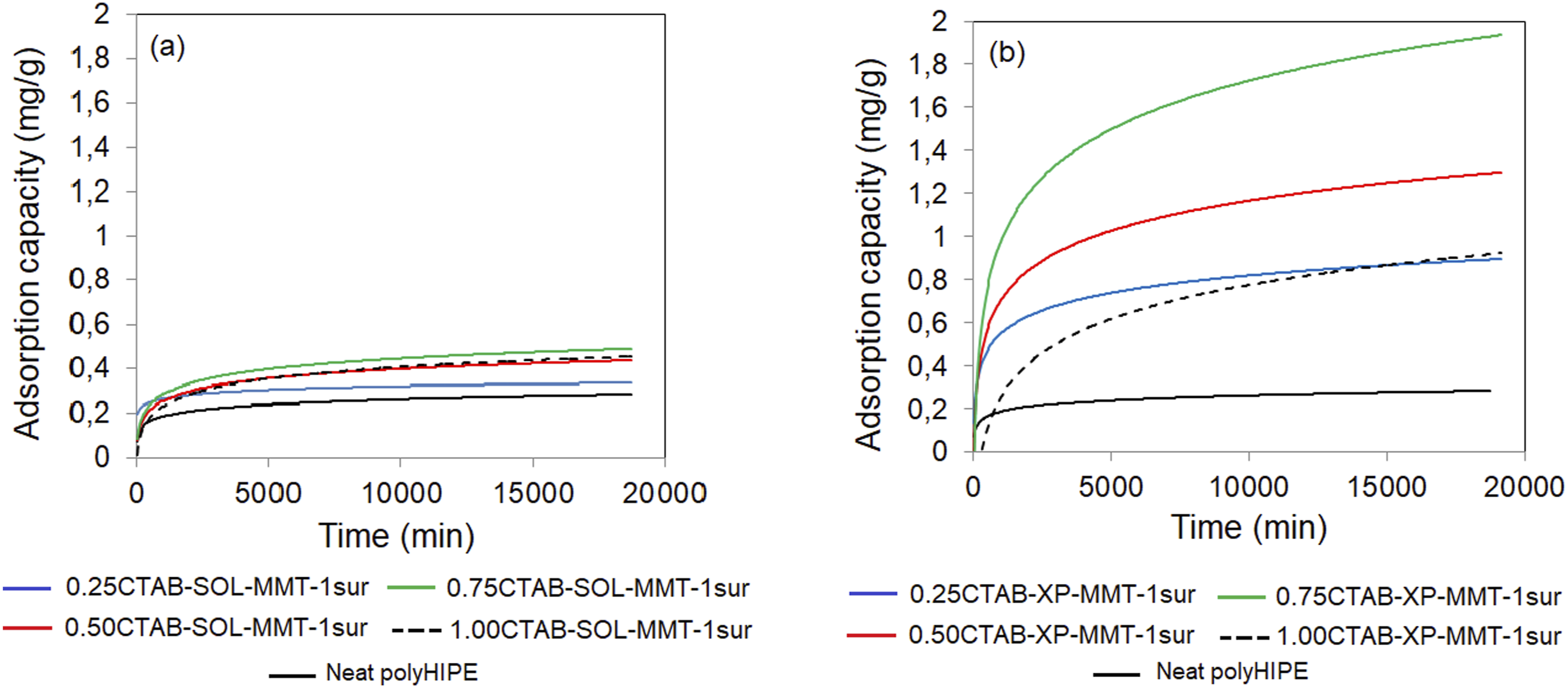
Figure 11(b) shows the adsorption capacities of the composites using CTAB-XP-MMT clay. The dye adsorption capacities of these composite materials were found to be 0.89 mg/g, 1.29 mg/g, 1.93 mg/g and 0.91 mg/g for 0.25%, 0.50%, 0.75% and 1.00% clay loadings in the composites, respectively. The 0.75CTAB-XP-MMT-1sur composite with the highest adsorption capacity adsorbed 589% more dye compared to neat polyHIPE. It was also observed that all dye adsorption values obtained with the use of CTAB-XP-MMT (Figure 11(b)) were significantly higher compared to the adsorption performances of the composites containing CTAB-SOL-MMT given in Figure 11(a). Among the composites containing CTAB-SOL-MMT, the performance of 0.75CTAB-SOL-MMT composite with the highest adsorption capacity was 0.49 mg/g, while 0.25CTAB-XP-MMT composite with the least amount of cryoscopically modified MMT showed a higher performance with a value of 0.89 mg/g, as an advantage of cryoscopic expansion (C-XP) based modification. It was observed that the adsorption capacity increased with increasing clay content in composites containing CTAB-XP-MMT but a decrease was observed at 1.00% loading degree of the clay. This situation may be attributed to the possibility that the non-homogeneously distributed and excessive amount of CTAB-XP-MMT clay closed pore passages more in comparison to other composites (Figure 8(d), Mag: 10000x). Therefore, it can be said that the diffusion and entrapment of the dye solution into the material are hindered.
Conclusions
The modification of MMT clay with CTAB was successfully achieved by both solution (SOL) and cryoscopic-expansion (C-XP) methods. The lowest surfactant concentration at which stability was achieved in emulsions containing MMT clays modified by these two methods was 1 vol%. The polyHIPE foam morphology was preserved in all the composite materials synthesized and it was observed that mostly open-cell structures were formed. Both SOL and C-XP modification techniques used for MMT clay showed similar properties in terms of the composite morphology. Lowering the concentration of surfactant while keeping the quantities of CTAB-SOL-MMT and CTAB-XP-MMT clays constant, led to less uniformity in pore size distribution, resulting in pores of varied sizes. Conversely, when maintaining a consistent surfactant concentration, increasing the amount of clay caused a reduction in pore sizes and enhanced homogeneity in size distribution. Upon comparing the material morphologies obtained from both clays, it was noted that employing the CTAB-SOL-MMT clay, acquired through the SOL method, at a surfactant concentration of 1 vol% resulted in closed-cell structures. However, the CTAB-XP-MMT clay, obtained through the C-XP method, yielded closed-cell structures when utilized at concentrations of 0.75% and 1.00%. In the case of the composites, it was found that the surfactant quantity necessary for emulsion stability decreased from 5 vol% to 1 vol%, highlighting the significant role of CTAB-immobilized clays in both emulsion stability and the formation of porous polymers. The dye adsorption values of the composites containing CTAB-XP-MMT clay were significantly higher compared to the adsorption performance of the composites containing the clay modified by SOL method. Among the CTAB-SOL-MMT filled composite series, the performance of the 0.75CTAB-SOL-MMT-1sur composite with the highest adsorption capacity was 0.49 mg/g, while the cryoscopically modified 0.25CTAB-XP-MMT-1sur composite with a minimum clay percentage exceeded it with a value of 0.89 mg/g. The highest adsorption performance in the CTAB-XP-MMT filled composite series belongs to the 0.75CTAB-XP-MMT-1sur with a value of 1.93 mg/g. Besides assisting in ensuring emulsion stability, the clays used in preparing porous composites improved their efficiency in adsorbing dyes. Considering the environmental problems caused by wastewater containing dye and the irreversible damage it causes to living organisms, the potential gains in terms of engineering and the environment are of great importance.
Supplemental Material
Supplemental Material - Synthesis of polyHIPE foam composite by using organophilic clay as a novel stabilizer for Pickering emulsions: Effects of clay modification methods
Supplemental Material for Synthesis of polyHIPE foam composite by using organophilic clay as a novel stabilizer for Pickering emulsions: Effects of clay modification methods by Hatice Hande Mert and Sinan Şen in Cellular Polymers.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The financial support provided by Yalova University Scientific Research Projects Coordination Department (project no. 2015/D/061) is gratefully acknowledged.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.