
Abstract
The main stages in the development of a bird-strike-resistant heated curved organic laminate for aircraft glazing are described: the selection of the polymeric materials; the application of a heated coating to the polymeric material; the moulding of glazing elements; the application of leads to the conductive coating; autoclave pressing of the laminated polymer material.
Keywords
The present work was carried out within the framework of implementing complex directive 15.4: Optical materials and glazing materials (‘Strategic directions for the development of materials and of technologies for their processing for the period up to 2030’) [1].
Introduction
In modern aviation technology, wide use is made of multifunctional composite materials combining high strength, low density, and special properties [2–5]. For example, laminated polymeric materials for glazing with special optical coatings along with high transparency and specific impact strength make it possible to ensure protection of crew and avionics against excess radiation from land-based and on-board radar, and also solar radiation [6–9].
One of the key elements in ensuring fight safety is the use of multilayer electrically heated glazing, which makes it possible to eliminate negative factors such as deterioration in vision as a result of icing over and misting up of glazing. At the present time, in Russia and abroad, heated glazing based on silicate glass is used. Furthermore, abroad, the companies Saint Gobain Sully (France) and PPG Aerospace (USA) have developed heated glazing elements based on polymer glasses. The replacement of silicate glass with polymer glass halves the weight of the heated elements of the glazing. An analysis of existing foreign trends in the design of aviation glazing indicates that the best lightweight bird-strike-resistant materials are organo-organic and organosilicate (heterogeneous) composites.
In glazing of this kind, for the upper layer it is expedient to use new AO-120SM chemically modified organic glass of partially crosslinked structure, developed at VIAM and possessing increased resistance to surface cracking (so-called ‘silvering’ resistance) and improved resistance to atmospheric factors [10,11].
The heating function is provided by a transparent conductive thin-film coating applied to polycarbonate or polyethylene terephthalate (PET) film, the surface resistance of which should be no more than 30 Ω/sq, while for uniform heating of the glazing, leads with a resistance per linear meter of no more than 10 Ω are placed on opposite edges of the obtained heated element.
The joining of the entire composite is ensured by intermediate layers of bonding polyurethane film.
Equipment and Methods
The technology for producing a heated curved organic laminate for glazing includes the following main operations:
the moulding of individual glazing elements;
the application of a transparent conductive coating onto the fat or moulded curved surface of the polymeric material;
the application of leads to the obtained coating to supply electrical energy;
autoclave pressing of the glazing elements.
To study the possibility of manufacturing heated curved glazing elements from fat laminate, investigations were conducted to find pneumatic moulding regimes for PET-film-based heated elements with leads in order to determine the minimum radius of curvature of the glazing element with which the conductive coating is still able to operate efficiently. A schematic diagram of pneumatic moulding is shown in
Work on investigating the regimes for applying a transparent conductive coating to the polymer substrate to obtain a heated element was conducted on a UNIP-900P magnetron vacuum unit [12]. Indium tin oxide (ITO) was chosen as the material for the transparent conductive coating. The given material possesses high transparency in the visible region of the spectrum, and also a high electrical conductivity and chemical resistance [13,14].
To produce leads on specimens of the heated polymer element, the method of low-temperature application of PSP-2 metal-containing paste was used.
The pressing of blanks of the glazing material was done using a Scholz gas autoclave.
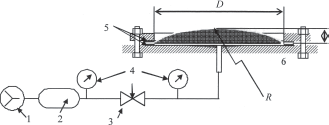
A schematic diagram of the experimental stand for pneumatic moulding: 1 – compressor; 2 – receiver; 3 – reduction gear; 4 – manometer; 5 – seal; 6, 7 – equipment for fastening the film specimen
Results
The aim of investigating the application of an ITO coating was to determine the regimes for reactive magnetron sputtering of a metal target with an alloy containing 90 wt% indium and 10 wt% tin in a thin mixture of argon with oxygen with which a coating with a transmittance in the visible region of the spectrum of at least 80% and a surface resistance of no more than 30 Ω/sq is formed on the polymer substrate. The coating can be applied both to a fat specimen of polymer film and to a moulded specimen of polycarbonate or film.
To apply an ITO coating, the vacuum chamber was evacuated to a pressure of no more than 0.01 Pa. Using an ion source, plasma chemical purification and activation of the surface of the polymer substrate were carried out.
Leads were applied to the obtained coating on the PET film by the method described above, and lamination of the polymer film with an adhesive layer was carried out. Results showed that lamination and subsequent heating have no effect on the electrical properties of the polymer-based element to be heated. Before lamination, the resistance of specimens of the heated element amounted to 24.0–27.8 Ω, and after lamination to 24.2–28.0 Ω. After heating, the surface resistance of the investigated specimens changed by no more than 1 Ω.
The temperature distribution over the surface of specimens of the obtained heated element was investigated. Heating of specimens was conducted by passing alternating current over the conductive coating between the leads. The surface resistance in the selected zones of the specimen was determined by the ‘square’ method.
The temperature distribution over the surface of the specimen of the heated element with an electrical resistance of the coating between the leads of 27.8 Ω and an integral transmittance of visible light of 80.9% is given in
The temperature distribution over the surface of a specimen of a (locally) heated element (initial temperature 18°C)
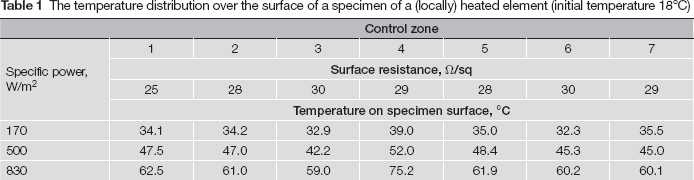
It was established that inhomogeneity of the surface resistance correlates with non-uniformity of heating of the heated element.
In zones with low surface resistance, the surface temperature of the specimen is generally higher than in zones with increased surface resistance. With a specific power supply of 830 W/m2, the maximum and minimum temperature on the surface of the specimen amounted to 75.2 and 59.0°C respectively. The temperature difference between the different zones of the specimen with increase in power in some experiments led to warping of the polymer film, which was due to the small thickness (0.1–0.2 μm) and heat capacity of the polymer film. After integration of the heated element into the laminated glazing material, the power supply may be increased.
To create a laminate for glazing, the parameters of orientation and moulding of SO-120SM organic glass of partially crosslinked structure were developed and investigated [15].
The orientation of SO-120SM organic glass is carried out by a regime of high-elastic deformation of the glass with strict adherence to the temperature conditions of drawing. Deviation from the optimum temperature in either direction generally leads to rupture of the glass during drawing. The optimum drawing temperature for SO-120SM organic glass is 20–30°C, which is higher than the softening point of the glass. The production of oriented organic glass of partially crosslinked structure has been assimilated in the industry.
The processes of relaxation of internal stresses in oriented AO-120SM glass were investigated. It was shown that in oriented organic glass the relaxation processes with complete heating through (disorientation) occur at a temperature 30°C higher than the disorientation temperature of standard AO-120 organic glass of linear structure. This makes it possible to apply organic glass of partially crosslinked structure in the oriented state at higher temperatures, both with complete heating through and with a temperature difference through the thickness of the glass.
The moulding parameters for organic glass of partially crosslinked structure of grade AO-120SM were optimised, and the technological recommendation ‘The moulding of organic glass of partially crosslinked structure of grade AO-120SM with a high degree of orientation’ was issued. Investigations of the properties of initial and moulded AO-120SM organic glass of partially crosslinked structure with a high degree of orientation (73%) showed that its properties lie at the same level and meet the specifications for abrasive-resistant heated organic laminate (‘silvering’ resistance – an increased resistance to surface cracking of at least 20 min, an impact strength of at least 30 kJ/m2): integral transmittance 90.0–91.0%, impact strength 34.7–38.5 kJ/m2, and ‘silvering’ resistance with respect to acetone ≥20 min.
Along with clear advantages over silicate glasses, such as ease of machining, high service parameters, and lower weight (less than half), organic glass has certain inherent shortcomings. Organic glass has a lower abrasion resistance, and it is susceptible to the effect of ultraviolet solar radiation.
One of the ways of solving problems of increasing the abrasion resistance of the surface of organic glasses is to apply protective coatings to the surface of articles.
At present, the method of increasing the abrasion resistance of organic glasses by applying liquid organosilicon compositions is widely used. The method of treating the surface of organic glasses with liquid organosilicon compositions is an effective alternative to gas-phase or vacuum spraying and does not require special equipment. The given method of protecting the surface of organic glasses is timely and the most economically expedient.
At the State Scientific Research Institute of the Chemistry and Technology of Heteroorganic Compounds (GNIIKhTEOS) and VIAM, specimens of optimum composition for the production of an abrasive-resistant coating and its application to AO-120SM oriented organic glass of partially crosslinked structure for a heated organic laminate were investigated and selected.
Procedures have been developed for assessing the weather and abrasion resistance of oriented organic glasses of partially crosslinked structure. The obtained results of investigations by the given procedures make it possible to select abrasion-resistant coatings and to conduct a comparative assessment of the effect of abrasion-resistant coatings on the properties of oriented organic glass of partially crosslinked structure that is intended for application in glazing elements.
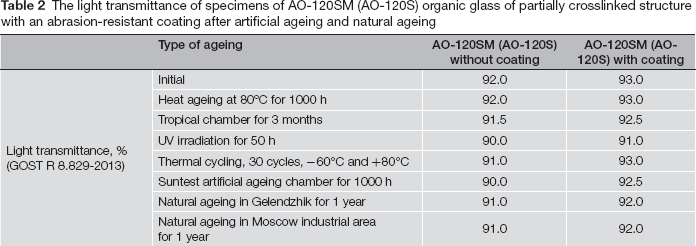
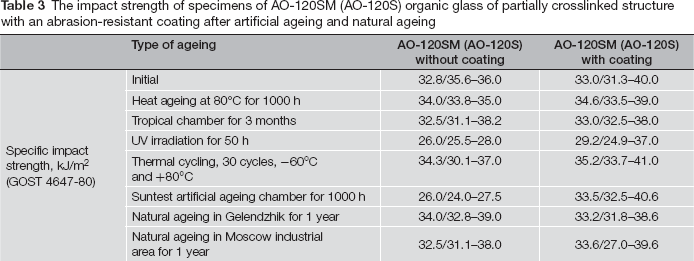
Data from investigating the influence of individual climatic (service) factors are presented in
The light transmittance of specimens of AO-120SM (AO-120S) organic glass of partially crosslinked structure with an abrasion-resistant coating after artificial ageing and natural ageing
The impact strength of specimens of AO-120SM (AO-120S) organic glass of partially crosslinked structure with an abrasion-resistant coating after artificial ageing and natural ageing
The abrasion resistance of specimens of AO-120SM (AO-120S) organic glass of partially crosslinked structure with an abrasion-resistant coating after artificial ageing and natural ageing
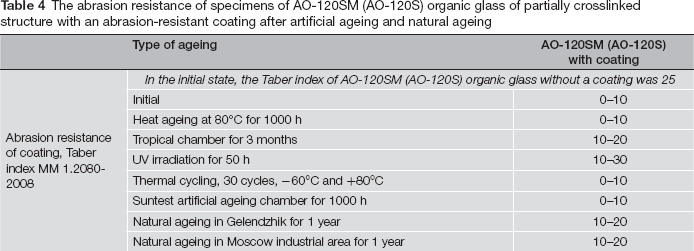
An analysis of the influence of climatic (service) factors [holding under natural climatic conditions – in the temperate warm climate of Gelendzhik on the Black Sea (GTsKI) and in the temperate climate of an industrial zone in Moscow (MTsKI) – for 3 months and for 1 year, and under artificial conditions: UV ageing (GOST 10667), thermal cycling (30 cycles,–60°C/+80°C), heat ageing (+80°C for 1000 h), tropical ageing (t = 60°C,φ = 100%, for 3 months), and ageing under conditions of a Suntest XXL+ xenon lamp weathering and light fastness test chamber for 1000 h (16 h cycle – light flux intensity 65 W/m2, temperature on the surface of the specimen 65–70°C,φ = 35–40%; 8 h cycle – temperature 60°C,φ = 98%)] on the characteristics of organic glass AO-120SM with an abrasion-resistant coating showed that no visible change in the abrasion-resistant coating is observed, but there is an increase in the Tabar abrasion resistance index to 20, which does not exceed the given characteristic of uncoated organic glass, while the following characteristics remain at their former level: resistance to surface cracking (‘silvering’ resistance) 20 min, integral light transmittance 93.0%, the impact strength 33–35 kJ/m2.
To study the possibility of manufacturing heated curved glazing elements from the investigated fat laminate, investigations were carried out to optimise the regimes for pneumatic moulding of the heated element with leads based on PET film (laminated and unlaminated) [17,18].
The aim of the investigation was to determine the minimum radius of curvature of a glazing element moulded from a fat laminate with which the conductive coating remains able to operate efficiently, and also to determine the pneumatic moulding conditions. Investigations on optimising the pneumatic moulding regimes of specimens of heated elements were conducted in the temperature range 60–160°C with an excess pressure of 10–60 kPa.
Investigations of the pneumatic moulding regimes showed that, with a radius of curvature of the moulded element of no less than 700 mm, the resistance of the conductive coating varies by no more than 1 Ω, and such a coating retains efficiency when heated by electric current. With values of the radius of curvature of less than 650–700 mm, the resistance of the coating increases by more than 3–5 Ω, and the coating loses efficiency when heated by electric current (sparking occurs in the coating). Investigations of the optical properties showed that moulding does not adversely affect the transmittance of heated elements, which amounted to 80–82%.
By analysis of the conducted investigations, two variants of heated organic laminate for curved glazing were developed (
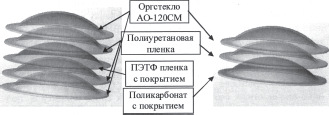
Variants of the heated curved organic glazing laminate. Wording in boxes, from top to bottom: AO-120SM organic glass; Polyurethane film; PET film with coating; Polycarbonate with coating
During autoclave pressing by the first variant, in some cases warping of the PET was observed, which led to the appearance of optical distortions. The warping was caused by the different coefficients of thermal expansion of the PET film (0.123 mm/m °C) and the organic glass (0.065 mm/m °C). During autoclave pressing, heating of a stack of five layers is carried out: two layers of organic glass, two layers of polyurethane film, and a layer of PET film with a conductive coating and leads on the convex surface. Here, the layers of organic glass and PET film have different thickness and rigidity, they expand and deform in different ways, and at the stage of cooling of the laminate, warping of the PET occurs.
In the second variant, the coefficients of thermal expansion, the thickness, and the rigidity of the organic glass and polycarbonate are comparable, and no warping of the heated element or optical distortions associated with it are observed (coefficient of thermal expansion of polycarbonate 0.07 mm/m °C).
Therefore, as the final variant for the production of laminated abrasion-resistant polymeric material for glazing with an integrated heated element, the second variant was chosen (
On the basis of the conducted investigations, technology was developed for producing laminated abrasion-resistant polymer glazing with an integrated heated curved element, which includes the following stages:
the moulding of a blank of AO-120SM organic glass;
the moulding of blanks of polycarbonate;
the application of a conductive coating to the surface of the moulded polycarbonate specimen;
the application of leads;
preparation for the bonding of the laminated polymer glazing to the integrated heated curved element;
the autoclave pressing of the laminated polymer glazing with the integrated heated curved element;
the application of the abrasion-resistant coating.
At the ‘Tekhnologiya’ Obninsk Scientific and Production Association, a typical element for the front glazing of a helicopter was manufactured. Its bird-strike resistance (impact resistance) was investigated. It was established that, after a bird strike, the article retained its integrity, thus confirming the high impact strength of the developed composite.
At VIAM, complex investigations of the optical and physicomechanical properties of specimens of a typical helicopter glazing element of abrasion-resistant heated organic laminate were carried out.
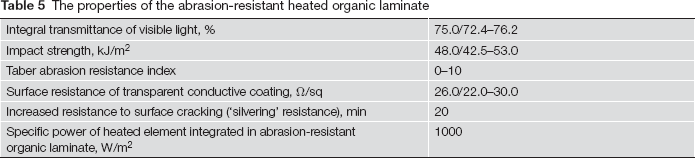
The properties of the abrasion-resistant heated organic laminate for typical helicopter glazing are given in
The properties of the abrasion-resistant heated organic laminate
From the results of the conducted investigations, the following conclusions can be made:
Investigations of the application of a transparent conductive ITO coating showed that the most critical technological parameter is the oxygen consumption. With an oxygen consumption lower than the critical, the transmittance of specimens with a surface resistance of 30 Ω/sq was less than 80%, while with an oxygen consumption above the critical it proved impossible to produce specimens with a surface resistance lower than 30 Ω/sq.
Investigations of the optical properties of specimens of a heated element without and with lamination after electric heating showed that the integrated transmittance of visible light by specimens of the heated element is retained after heating.
An analysis of the results of investigating the moulding of heated glazing elements showed that the method of pneumatic moulding can be used only for elements with a radius of curvature of more than 700 mm. For this case, a regime for cold pneumatic moulding was selected: temperature 60 ± 5°C, pressure 10–15 kPa. To manufacture a heated element with a radius of curvature of less than 700 mm, the polymer base must be moulded beforehand, and then the conductive coating and leads must be applied.
Technology has been developed for producing bird-strike-resistant laminated abrasion-resistant polymer glazing with an integrated heated curved element.
The application of the laminated polymer material with an integrated heated element for helicopter glazing elements will make it possible:
to increase fight safety by eliminating negative effects such as misting up and icing over of polymer elements of the helicopter cabin glazing;
to halve the weight of the glazing based on polymeric materials by comparison with silicate glazing;
to increase by a factor of 1.5–2 the service life of helicopter heated glazing elements based on polymeric materials;
to ensure bird-strike resistance of the glazing elements by creating an impact-resistant composite.
Patent No. 2564650 ‘Method for applying an electrically conductive coating for the heated element of organic glazing’ has been obtained, and an application has been made for Invention No. 2015144210 ‘Method for producing an abrasion-resistant, electrically heated polymer laminate’.
Footnotes
Acknowledgements
This study was supported financially by the Russian Foundation for Basic Research (grant 16–29–05385 ofi_m).