
Abstract
In this article, the fatigue strength in composite materials of wind turbine blades under dry–wet conditions is predicted using artificial neural networks. Compression–compression constant amplitude fatigue tests were performed on thermoset polymer resins including polyesters and vinyl esters. Coupons were tested under an air temperature of 20°C and 50°C in both “dry” and “wet” conditions. The results show that artificial neural network can provide accurate fatigue strength prediction for different resin matrices under different values of temperature.
Introduction
Environmental effects on composite materials have to be considered in the early stages of design, otherwise the design iterations and failure will manifest in a waste of time, energy, and money. Usually, the degree of sensitivity of composites to individual environmental factors is quite different. For wind turbine blade design, temperature and moisture are the most important environmental degradation factors to consider. The primary environmental effects are on the matrix phase and possibly the interface.
As the blade is an essential structural component within the wind turbine machine, it must, therefore, be designed structurally strong enough to support the various loads to which it may be exposed (Attaf, 2013). The efficiency of the wind turbine depends on the material of the blade, shape, and angle. Therefore, the material of the turbine blade plays a vital role in the wind turbines. The material of the blade should possess high stiffness, low density, and long fatigue life features (Eker and Eker, 2013).
Up to now, the class of materials that has best met these requirements has been glass fiber-reinforced plastics (GFRPs; Nijssen, 2006). GFRP composites are generally characterized by good static and fatigue mechanical properties combined with low-cost components and fabrication processes. However, several key properties are dominated by the matrix resin, including fatigue strength (Li, 2000; Mandell et al., 2000); it is a dominant failure mode in composite material structures, leading to the breakdown of structural integrity in areas such as the trailing edge, spars, and root connections as shown in Figure 1.
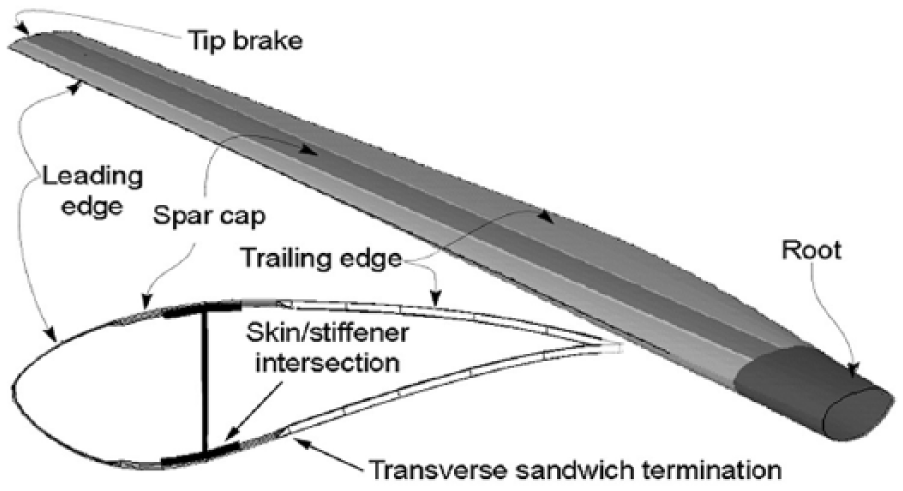
Top view of an AOC 15/50 wind turbine blade segment (Ladean et al., 2001; Van Dam et al., 2003).
Artificial neural networks (ANNs) have proved to be useful for various engineering applications. Due to their massively parallel structure, they can deal with many multivariable nonlinear problems for which an accurate analytical solution is difficult to obtain. Al-Assadi et al. (2010, 2011) concluded that in the area of composite materials, ANNs have already been used in modeling the static and cyclic behaviors of these materials, controlling the manufacturing parameters used in their machining, and predicting their wear properties, among others. The system can be considered as a black box rendering the knowledge of its internal behavior unnecessary to most users.
Pleune and Chopra (2000) trained a back-propagation neural network to predict the fatigue life of carbon and low-alloy steels for specified sets of loading and environmental conditions. They showed that ANNs have greater potential for predicting environmentally assisted corrosion due to the fact that the prediction is purely based on data and not on preconceptions. Another advantage was that the ANNs could interpolate effects by learning trends and patterns when complete datasets are not available.
Venkatesh and Rack (1999) also trained a back-propagation neural network to predict the elevated temperature creep–fatigue behavior of Ni-base alloy INCONEL 690. They concluded that the prediction accuracy using a few iterations and simple network architecture showed significant improvement.
Carbon fiber and glass fiber-reinforced composites have been used by Lee et al. (1999) to evaluate the performance of ANN in predicting fatigue failure of laminates under various stress ratios. They used the maximum and minimum values of the stress as well as the failure probability level as input parameters to the ANN while obtaining the number of cycles to failure as an output.
The purpose of this work is to identify resins that have good temperature–moisture resistance while providing improved fatigue resistance. The resins included ortho- or iso-polyesters and vinyl esters. They are both appropriate for wind turbine blades in terms of cost and low viscosity for easy processing by resin transfer molding (RTM).
This article is organized as follows: section “Experimental procedure and specimen” presents the experimental phase which was conducted with wind turbine blades dedicated materials. Section “Analytical procedure” describes how the ANN accurately predicts fatigue behavior under different values of temperature. Section “Results and discussion” explains the fatigue strength of various resin matrices subjected to compression–compression fatigue loads. Finally, some conclusions are drawn in section “Conclusion.”
Experimental procedure and specimen
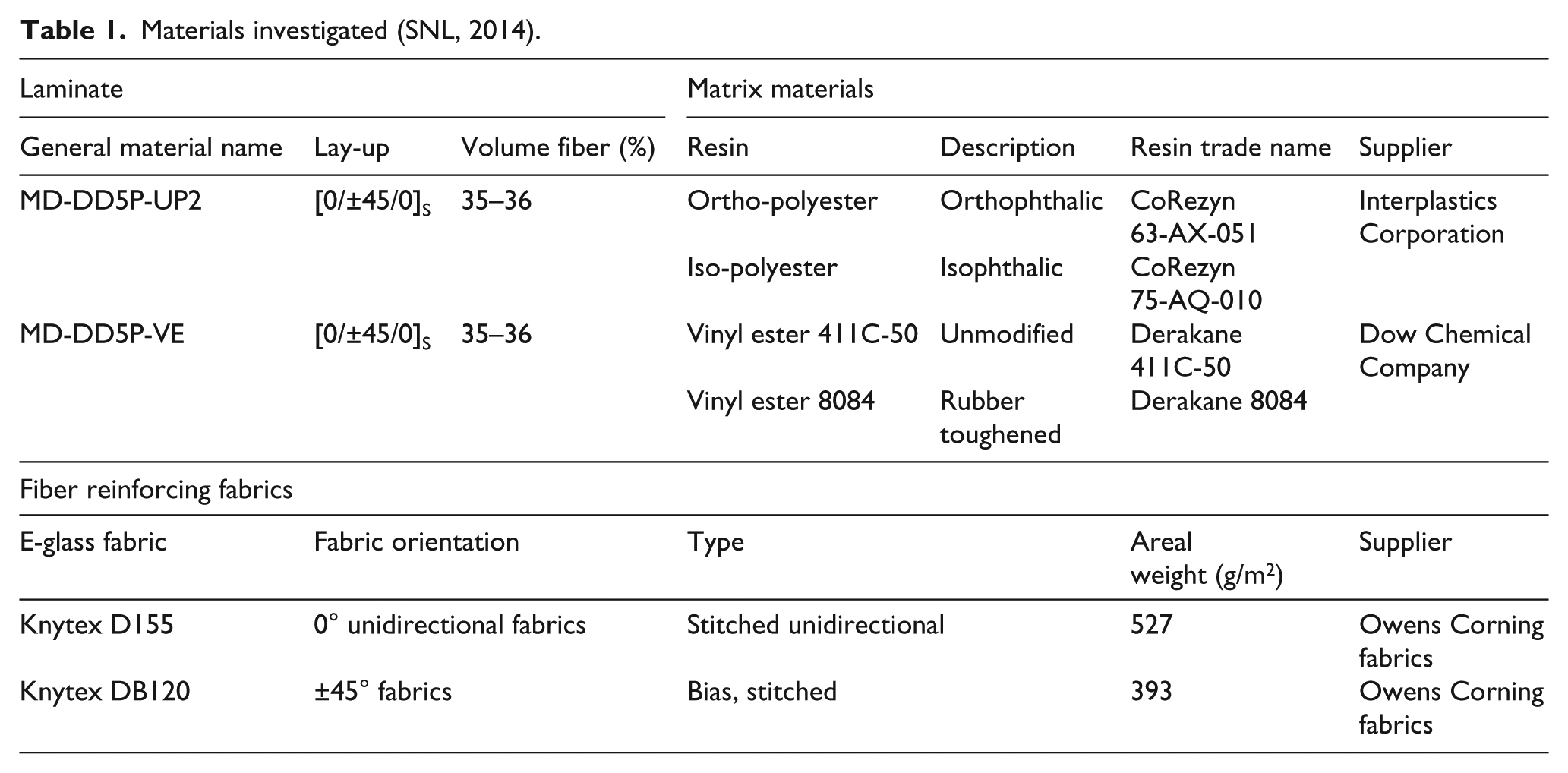
The experimental phase of this study was conducted with wind turbine dedicated materials by Sandia National Laboratories (SNL; 2014) and published on the laboratory’s website. Table 1 lists the types and sources of resins and reinforcement used during the manufacturing process. All materials were resin transfer molded in closed molds, including neat resin samples (without reinforcement), which were molded into their final dogbone shape without machining.
Materials investigated (SNL, 2014).
Glass reinforcement materials
The reinforcement throughout the experiments is E-glass fabric supplied by Owens Corning (Knytex). There are two kinds of fabrics used in the specimen preparation (Samborsky et al., 1999). The 0° layers (relative to the load direction) were reinforced with stitched D155 warp unidirectional fabric; the ±45° layers were reinforced with stitched DB120 bias ply fabrics. All fibers included a general-purpose silane-based coupling agent which is compatible with all of the resin types used. Further details of the reinforcing fabrics can be found in Mandell and Samborsky (1997).
Resin matrix materials
Four types of resins are compared for this study, representing the potential resins for wind turbine blades in terms of cost and suitability for RTM (low viscosity). Thermoset polymer resins including polyesters and vinyl esters were investigated:
CoRezyn unsaturated orthophthalic polyester (63-AX-051), supplied by Interplastics Corporation. The resin was cured by the addition of 1.5% methyl ethyl ketone peroxide (MEKP; Astrom, 1997). This resin is the current primary resin used for Department of Energy (DOE)/Montana State University (MSU) fatigue database and has been used in blade manufacture. This is the lowest cost resin and serves as a baseline system to which other resins are compared (Orozco, 1999).
Isophthalic polyester (75-AQ-010) supplied by Interplastics Corporation cured with 1.5% MEKP.
Derakane 411C-50 vinyl ester, supplied by Dow Chemical Company, cured with 2% Trigomox 239A as the catalyst (Launikitis, 1982).
Derakane 8084 rubber-toughened vinyl ester, supplied by Dow Chemical Company. Cobalt naphthenate-6% (CoNap) is added as the promoter, and 2% Trigomox 239A is added as the catalyst (Launikitis, 1982).
Specimen preparation and geometry
Stiffened composite skins are a widely used engineering structure. Besides the current application in wind turbine blades, skin-stiffener structures are utilized in nearly all aircraft fuselage designs (Figure 2(a)). A primary failure mode for these detail regions is delamination. This is due to a number of factors relating to material properties, design methodology, and load transfer paths (Haugen, 1998).
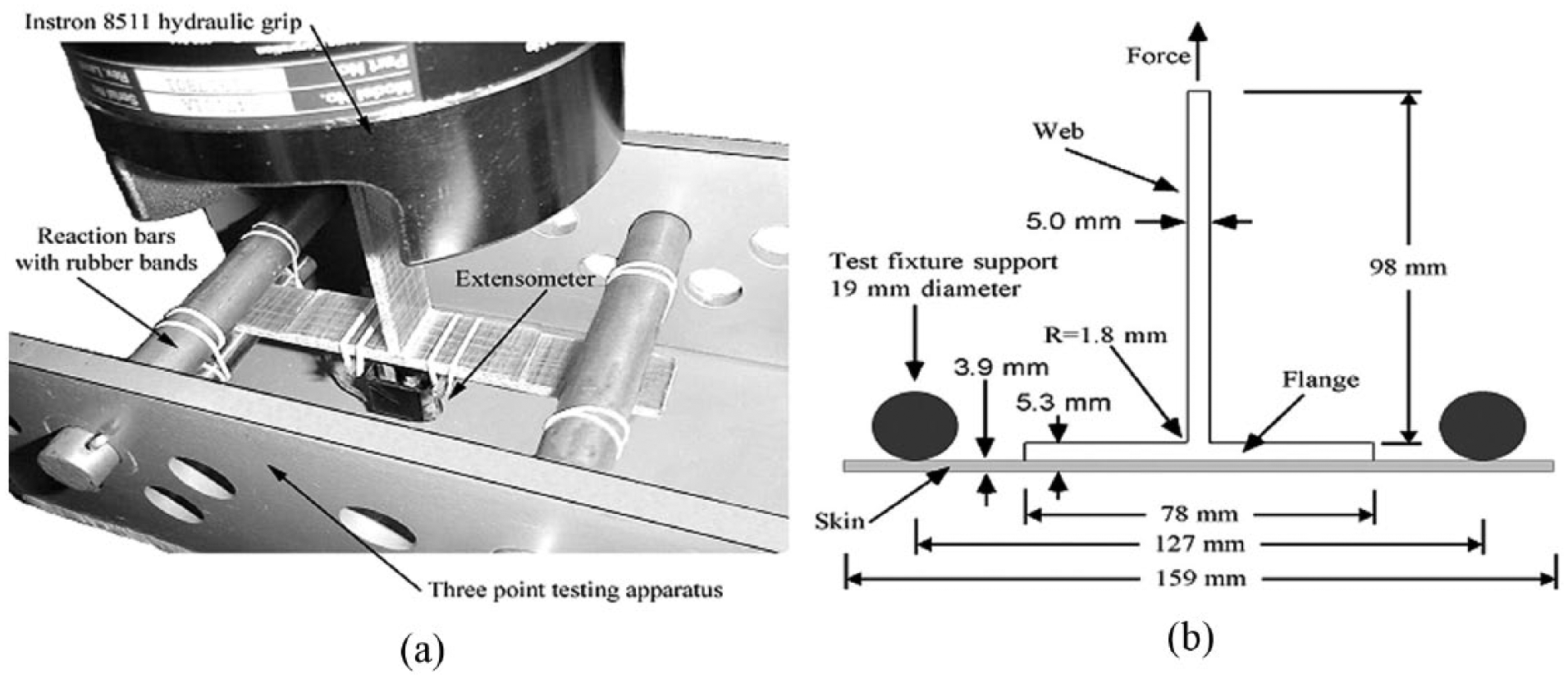
(a) Typical skin-stiffener fatigue test (Haugen, 1998; Mandell and Cairns, 2003) and (b) loading and approximate dimensions for skin-stiffener T-specimen (Haugen, 1998; Mandell and Cairns, 2003).
Once the plates were manufactured and tabbed, the samples could be cut. The geometry of the specimen (Figure 2(b)) can strongly affect the experimental results, and it is important to decide which one to use for the tests (Bortolotti, 2012). All specimens were prepared using RTM. Fabrics were cut by a rolling cutter and stacked in the mold following the lay-up sequence given in each case. The specific resin, mixed with corresponding catalyst, was transferred into the mold cavity using an RTM 2100 system from Radius Engineering Incorporation or a peristaltic pump from Cole–Parmer Co. (model 7553; Li, 2000); choice of the equipment depended on the size of the plate and curing process requirements.
Environmental conditioning
All specimens were machined from plates using a water-cooled diamond saw; the edges were sanded prior to conditioning. Some dry specimens were stored in ambient air of the laboratory, which is defined as room temperature, dry laboratory is not temperature or moisture controlled but is generally around 23°C with low humidity (Li, 2000). Some dry samples were stored in the oven at 50°C and are defined as 50°C dry. The wet samples were stored in a plastic container of distilled water at 50°C in an oven; this is defined as 50°C wet (ASTM D5229/D5229M:2004, 2004).
Analytical procedure
ANNs
ANNs are networks of simple processing elements (called “neurons”) operating on their local data and communicating with other elements (Svozil et al., 1997). The design of ANNs was motivated by the structure of a real brain, but the processing elements and the architectures used in ANN have gone far from their biological inspiration as shown in Figure 3. In recent years, ANNs have found their application in the field of fatigue for various purposes. They can be categorized as feedforward or recurrent depending on the processing of data through the network. According to the learning rules, they can be further classified as supervised, unsupervised, or reinforcement ANN (Mohanty et al., 2009).
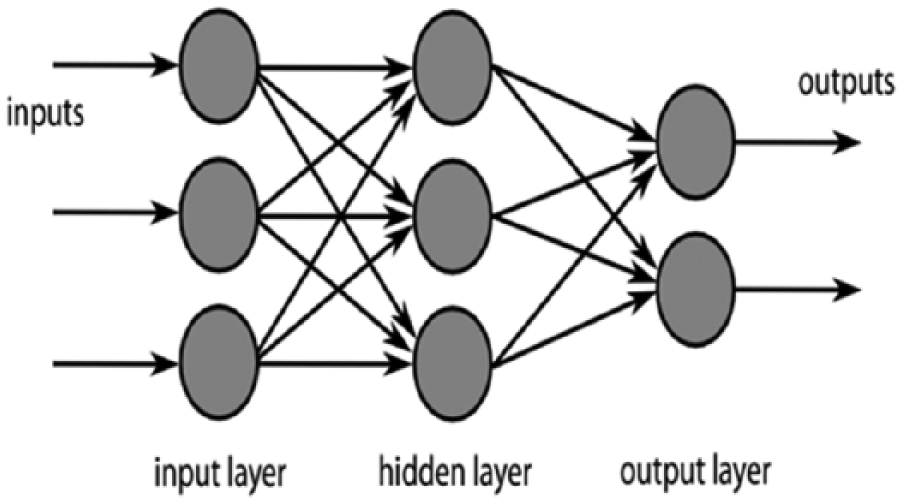
Diagram of a multilayer feedforward artificial neural network.
In general, feedforward ANNs consist of a layer of input neurons, a layer of output neurons, and one or more layers of hidden neurons (Al-Assaf and El-Kadi, 2001; Vassilopoulos et al., 2007). Usually, those networks are fully connected, which means that a neuron in any layer of the network is connected to all the neurons in the previous layer. Every neuron in the output and hidden layers follows the general model of the neuron (Al-Assadi et al., 2010). The input signal propagates through the network in a forward direction, on a layer-by-layer basis. Various transfer functions such as sigmoidal, linear, or triangular were used to model the neuron activity.
The input to a node i in the kth layer is given by

where wi,j,k represents the weight connection strengths for node j in the (k − 1)th layer to node i in the kth layer, outi,k is the output of node i in the kth layer, and θi,k is the threshold associated with node i in the kth layer (Al-Assaf and El-Kadi, 2001; MathWorks, 2014).
The back-propagation training algorithm is commonly used to iteratively minimize the following cost function with respect to the interconnection weights and neuron thresholds

where P is the number of training patterns and N is the number of outputs nodes. di and zi are the desired and actual responses for output node i, respectively. The interconnection weights between the jth node and the ith node are updated as

where α is a momentum constant, η the learning rate, xi the input pattern at the iterative sample t,
Materials and testing
Test coupons utilizing a [0/±45/0]S lay-up (D155 0’s and DB120 45’s) and volume fiber (VF) = 0.36 were manufactured using four different resin systems (Samborsky et al., 1999). The resin systems included CoRezyn 63-AX-051 orthophthalic polyester, CoRezyn 75-AQ-010 isophthalic polyester, Derakane 411C-50 vinyl ester, and Derakane 8084 vinyl ester. Coupons were conditioned and placed in distilled water at 50°C for 2200 h and then at 20°C until tested. The final fatigue test was completed approximately 7000 h after first immersion. The temperature was lowered to 20°C after 2200 h to equalize the through-thickness moisture content, while obtaining a high enough moisture content in a reasonable amount of time. The 50°C maximum soaking temperature was determined from prior tests, which at 60°C showed extraction of material from the ortho-polyester resin system (Mandell et al., 2000).
Compression coupons were tested without any additional tab material, which is consistent with the other tests in the database (SNL, 2014). This also avoids environmental problems with tab adhesives. Wet coupons were stored in water until tested to prevent drying. Wet and dry control coupons (four each per resin and condition) were routinely weighed to determine moisture absorption. The dry control coupons did not change weight significantly (±0.03%).
A temperature chamber was constructed inexpensively from plywood which encased the hydraulic grip assemblies and the coupon area. Two separate 1200-W elements with 5-m3/min blowers (100% regenerative) supplied the heat. This approach eliminated any grip thermal sinks and allowed for a large range of testing gage lengths. At 50°C, the temperature control was ±1°C. Temperature control was maintained by a thermocouple placed on or within 1 mm of the test coupon gage surface (Mandell et al., 2002). With wet specimens, the thermocouple was in contact with a plastic bag enclosing the specimen during the test. For the 50°C tests, the coupons were placed in the oven for 10–15 min before testing was started.
Compressive (R = 10) constant amplitude fatigue tests were performed on all the resin systems. Coupons were tested under an air temperature of 20°C (laboratory air temperature ±3°C) and 50°C ± 1°C in both “dry” and “wet” conditions (Mandell et al., 2000, 2002). The wet coupons were sealed in a plastic bag containing a water-soaked fabric to prevent drying. Since the compressive gage length was 13 mm, a thin sheet of plastic encased the water-soaked fabric and was sealed or attached to the composite gage section with a thin rubber O-ring assembly and super glue. This reduced the amount of water contact with the hydraulic wedge gripping surfaces, which oxidized under these conditions.
Results and discussion
This work concentrates on the fatigue strength of different resin matrices subjected to compression–compression fatigue loads. Data were collected from a variety of MSU/DOE fatigue database (SNL, 2014) with a stress ratio of 10 (R = σmin/σmax = 10). Once the ANN has been shown to accurately predict fatigue failure under this condition, the same method can be extended to predict the fatigue behavior under different values of the stress ratio.
Table 2 shows one of the experimental fatigue data for ortho-polyester resin used in the present investigation since the stress ratio is the same for all experimental data.
Summary of compressive fatigue data for ortho-polyester resin CoRezyn 63-AX-051.

UCS: ultimate compressive strength.
For strength prediction analysis of previous resins mentioned in Table 1, it will be assumed that the fatigue is a function of the testing temperature, minimum (σmin) and maximum (σmax) stresses applied to the specimen and the environmental conditions such as dry–wet conditions.
Other parameters that could affect the material’s strength such as the microstructure and process parameters will not be considered in this work. It will be assumed that all specimens have similar features in that regard.
Development of ANN
As mentioned before, an appropriate selection of ANN inputs and network structure is very critical in achieving adequate results. Fatigue experimental data from the materials shown in Table 1 were used to train and test the network. The effects of ANN architecture, training algorithm, as well as number of neurons per hidden layer were considered to obtain the optimum fatigue strength prediction.
Since the range of number of cycles to failure varied between 10 and 6,000,000 cycles, training the networks to learn such a wide range will produce unacceptable and unbalanced modeling performance. This will occur since the ANN will strive to minimize the overall error for all input patterns. Hence, minimizing the difference between the network output and observed data for high values of stress cycles would lead to incorrect results for the patterns associated with lower values of number of cycles to failure. A more suitable method would be the normalization of the logarithmic values of the number of cycles to reach a range between 0 and 10. The maximum applied compressive stress varied between −10 and −50 MPa. These values were also normalized after taking the absolute values of the stress. The MATLAB© software was used to construct, train, and test the networks.
The neural network used to predict the fatigue strength of all resin systems investigated was a two-layer feedforward network with one input (logarithm of number of cycles N), one hidden layer of 10 neurons which uses a sigmoid activation function, and a single output (absolute maximum compressive stress σmax) with one computation neuron using a linear activation function. The weights are trained using the Lenveberg–Marquardet (LM) and gradient descent with momentum (GDM) algorithms.
Fatigue strength prediction using ANN
Figures 4 to 7 show the comparison between the experimental and predicted values for different resin systems. Each plot consists of three different values of temperature. Generally, the prediction is reasonably accurate. However, the predictions for T = 20°C dry were found to be more accurate than those for the other temperatures. This is probably due to the increase in temperature and moisture that can deteriorate the material. Hence, these figures show typical fatigue strength predictions of ortho-polyester, iso-polyester, and both vinyl ester resins using feedforward back-propagation architecture with one hidden layer containing 10 neurons. The MSEs obtained using feedforward were found to be included among (11.8%–18.3%). These figures also show a shift between the experiments and the predicted values along the σ-axis for the laminate with [0/±45/0]S fiber orientations.
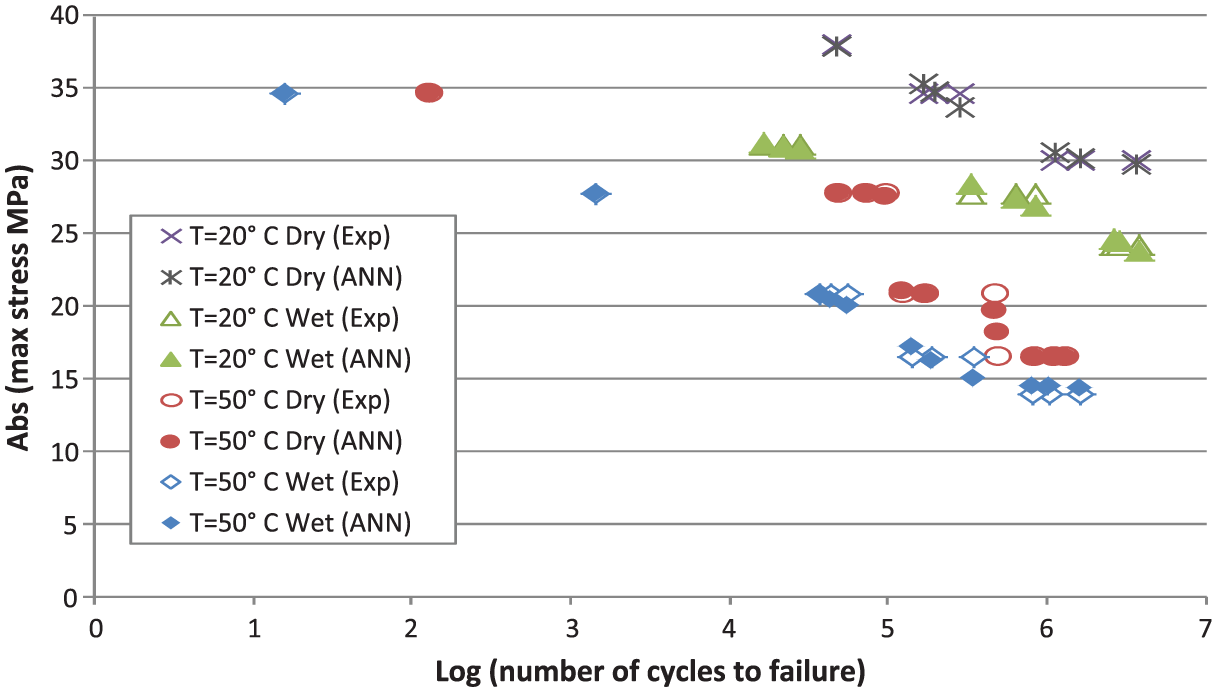
Fatigue strength prediction of ortho-polyester resin (CoRezyn 63-AX-051) for dry and moisture conditions (wet coupons in 1.0% distilled water).
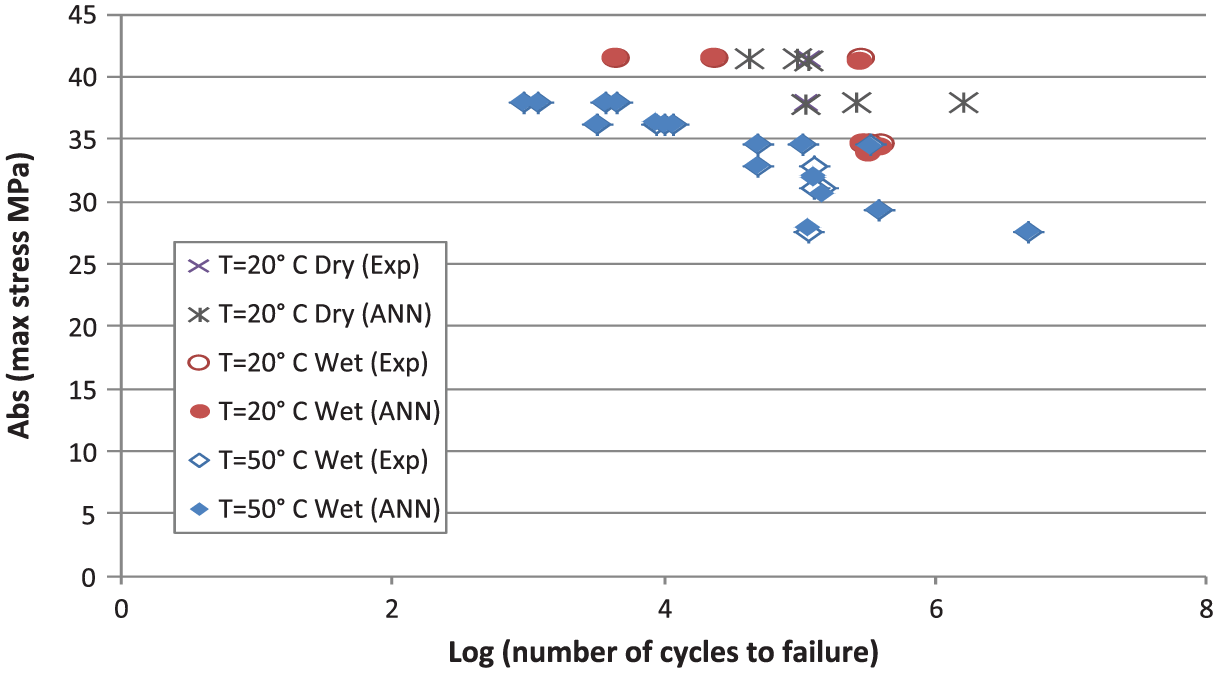
Fatigue strength prediction of iso-polyester resin (CoRezyn 75-AQ-010) for dry and moisture conditions (wet coupons in 0.55% distilled water).
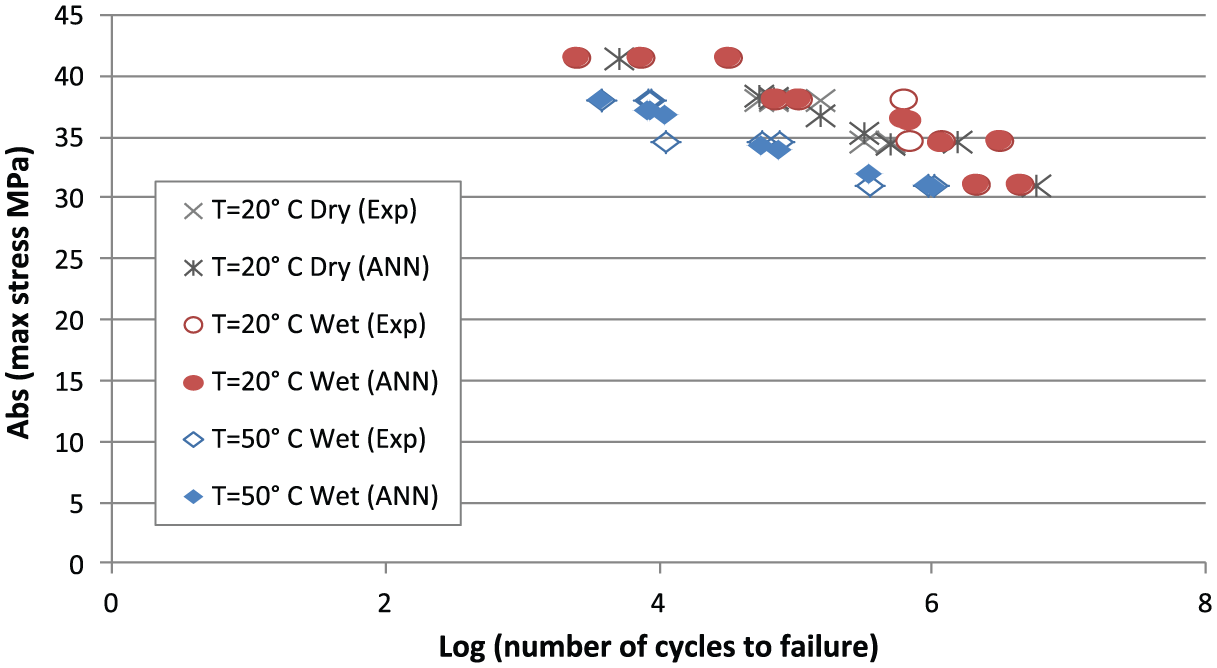
Fatigue strength prediction of vinyl ester (Derakane 411C-50) for dry and moisture conditions (wet coupons in 0.52% distilled water).
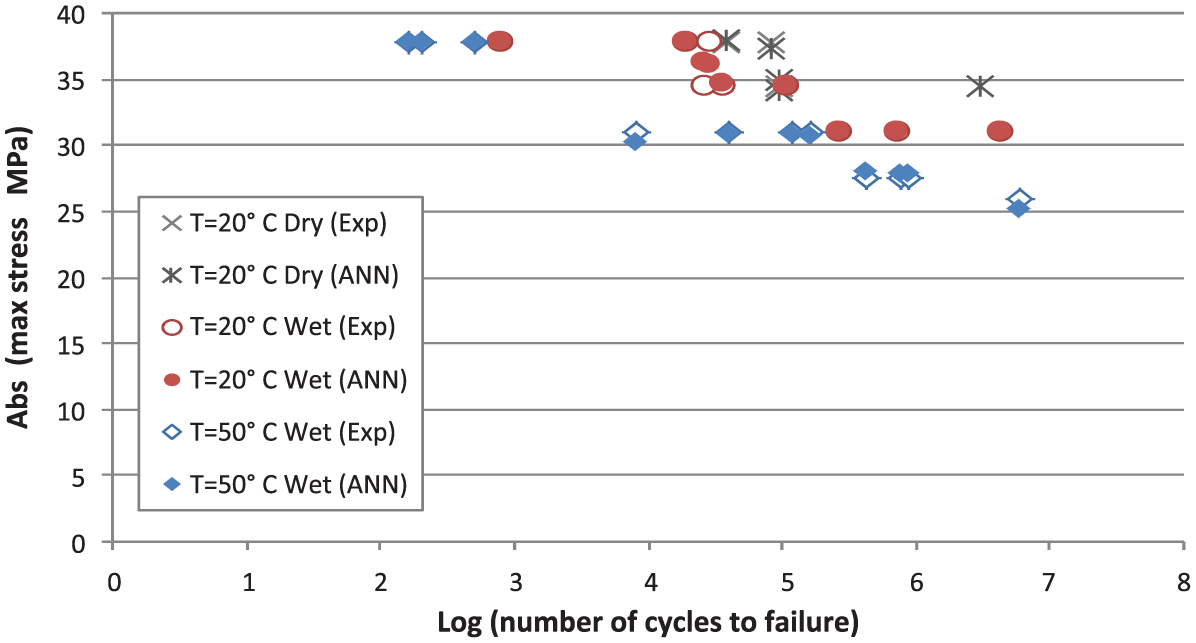
Fatigue strength prediction of vinyl ester (Derakane 8084) for dry and moisture conditions (wet coupons in 0.56% distilled water).
The experimental data and predictions using ANN can also be represented for the various temperatures such as dry or wet conditions as shown in Figures 8 to 10. All systems showed some decrease in compressive static and fatigue strengths at 50°C both dry and wet. The decrease in fatigue resistance was very significant for the ortho-polyester system but minor for the remaining matrix systems. Average moisture contents are given at the bottom of each figure. Only the polyester with the largest moisture gain and lowest heat distortion temperature (Table 2) showed a significant drop in static and fatigue strengths when tested at 20°C wet. Compressive properties are matrix dominated, and showed the expected level of sensitivity to dry–wet conditions, based on earlier data. The nonlinear modeling obtained by the neural network can be utilized to predict fatigue failure for these temperatures for any resin systems at the desired loading conditions.

Fatigue strength prediction of the four resin systems for T = 50°C wet.

Fatigue strength prediction of the four resin systems for T = 20°C dry.

Fatigue strength prediction of the four resin systems for T = 20°C wet.
Additional investigation is needed to determine the possibility of finding unique combinations that always result in the best fatigue strength predictions.
Conclusion
According to the results obtained, both temperature and moisture have very strong effects on the fatigue strength of resin matrices. Iso-polyester is least sensitive to the environment among the four resin systems; it is suggested as the minimum acceptable resin matrix for blade applications. Furthermore, the benefit of the approach (neural networks) used in this article is that it provided accurate relationship between the number of cycles to failure and the maximum compressive stress. Thus, ANN was found to consistently produce the suitable fatigue strength prediction irrespective of the type of material used.
Footnotes
Acknowledgements
This work is performed as a part of a PhD study. The authors would like to thank the Sandia National Laboratories (SNL) and Montana State University (MSU) for the dataset used in this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.