
Abstract
Airfield matting systems are commonly used for rapid repair of damaged runways to facilitate continuity of critical operations. Under normal service conditions, matting repair systems are subject not only to wheel loads exerted by airfield traffic but also to aerodynamic pressure loads resulting from high-speed, turbulent exhaust plumes produced by jets during taxi and take-off. Matting systems employed by the U.S. Air Force have been tested with respect to wheel loads, but probabilities of failure because of pressure loads produced by jet exhaust have not yet been established. This study presents a numerical approach for preliminary estimation of worst-case matting anchor forces resulting from exhaust-generated pressure loads. Using a two-dimensional computational fluid dynamics model, system behavior is evaluated by means of a parametric study of six system variables, of which the most significant are: (1) distance between engine and matting, (2) depth of cavity openings at matting edges, and (3) engine exhaust velocity. The results demonstrate that matting systems are likely to experience net uplift in typical service scenarios, driven by the combined effects of flow separation and cavity pressurization. Worst-case anchor pull-out forces, computed according to a tributary-area approach, are estimated to fall in the range of 130 lb (581 N) to 979 lb (4,350 N), depending on assumed load-sharing behavior among anchors and the size of the repair site. Field testing of instrumented matting systems during jet taxi and take-off sequences is recommended as the best next step toward understanding system behavior.
Airfields are a crucial part of military infrastructure. Interruption of airfield operations by a bomb strike or debris impacts that deform an airstrip may severely constrain the fleet it serves, rendering planes on the ground useless and leaving those in the air without a safe place to land. This recognized vulnerability has spurred the development of airfield damage repair (ADR) procedures to restore an even pavement surface and resume operations in a matter of minutes. One standard ADR method employed by the U.S. Air Force (USAF) involves first leveling the repair site by back-filling the crater with crushed stone and other aggregate material and mechanically compacting it ( 1 ). A foreign-object debris (FOD) cover, consisting of fiber composite matting, is then assembled and placed over the repair site and secured to the undamaged pavement by anchor bolts, recreating a smooth, durable surface suitable for landing and take-off traffic. The matting systems used for this purpose by the USAF have been tested with respect to wheel loads exerted by airfield traffic and were found to have adequate strength to meet these demands ( 1 ).
Another potential source of damage, which has not yet been specifically addressed in any study, is the aerodynamic loading produced by upstream jet engine exhaust plumes. If the uplift pressures developed on a matting system by a worst-case turbulent exhaust impact are severe enough to reach a reasonably high probability of system failure, pressure-reduction measures or redesigned connections may be warranted, but no test data or simulation results have been made available to this point to characterize the expected load intensity. This paper presents the findings of a numerical investigation of exhaust-generated pressure loads on airfield matting systems, specifically ADR systems used by the USAF. The objective of the study is to offer a first estimate of pressure load intensities and consequent worst-case anchor pull-out forces that can be expected under typical service conditions.
Airfield Matting Repair Systems
This study considers two classes of matting used by the USAF as FOD covers: folded fiberglass matting (FFM) and fiber-reinforced polymer (FRP) matting. FFM was the standard USAF matting solution for some decades; though these systems were serviceable for the heaviest craft operating in the USAF fleet before 1990, field testing performed in 2005 found FFM panels insufficiently resistant to C-17 wheel traffic loads ( 1 ). These same tests also evaluated a legacy FRP matting system and found it inadequate for expected traffic loads because of connector and anchor bushing failures. The current FRP matting system was developed out of the legacy system with redesigned connections. The ADR manual maintained by the Tri-Service Pavements Working Group, last updated in 2020, which guides airfield repair operations for the USAF as well as the U.S. Army and U.S. Navy, provides documentation and installation instructions for both FFM and FRP matting ( 2 ).
FFM units are composed of nine individual fiberglass panels measuring 6 ft by 30 ft (1.83 m by 9.14 m) in area and 0.5 in. (12.7 mm) in thickness. Panels are connected by elastomer hinges 3 in. (76.2 mm) in width that permit the panels to be folded for storage and transport. The approximate weight of a single nine-panel FFM unit is 3,000 lb (1,360 kg) ( 2 ). Anchor holes are spaced at 2 ft (0.609 m) along the perimeter of the FFM to facilitate anchorage. FFM installation is pictured in Figure 1. A single FFM unit, suitable for repair of craters up to 28 ft (8.53 m) in diameter, is depicted in plan view in Figure 2. For larger repairs, FFM units may be spliced together.

Folded fiberglass matting (FFM) systems installed during airfield damage repair (ADR) exercises at Osan Air Base, Republic of Korea.
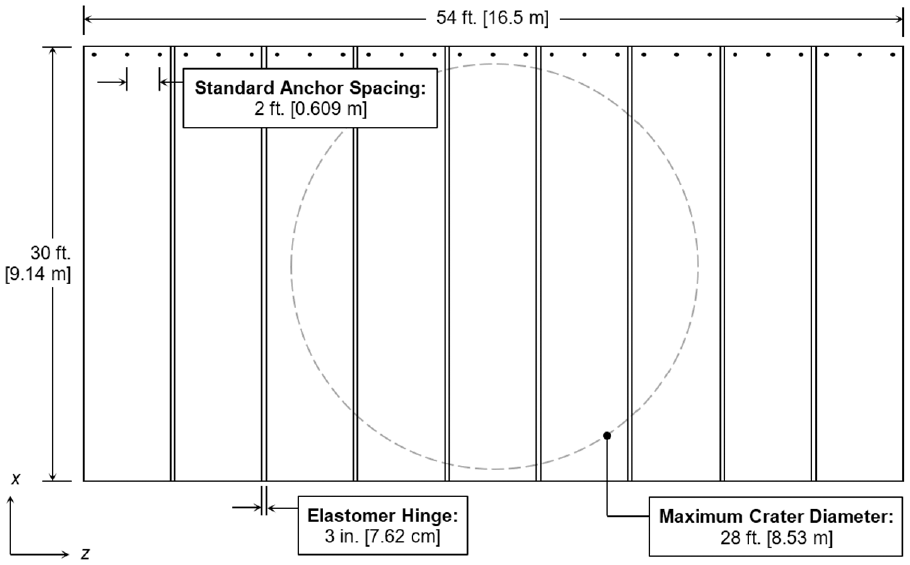
Typical folded fiberglass matting (FFM) system for a small- or medium-scale pavement repair. Anchors are shown on one edge only but are present along the entire perimeter. Airfield traffic travels in the x direction.
FRP matting systems are more modular in form than FFM units. FRP systems are assembled from full panels, measuring 6.67 ft (2.03 m) in width by 18 ft (5.49 m) in length, and half panels, equal in width to full panels but 9 ft (2.74 m) in length. FRP panels have a standard thickness of 0.5 in. (12.7 mm). The ADR manual published by the Pavements Working Group does not include a weight estimate for FRP matting as it does for FFM; if the polymer composite used in FRP matting is assumed to have a density comparable to that of the fiberglass used in FFM, the unit weight of FRP matting is approximately 1.85 lb/ft2 (9.03 kg/m2). Anchor holes are spaced at 2 ft (0.609 m) along the edges of each panel for anchorage to the pavement and for inter-panel connections. This spacing is typical for most of the perimeter of each panel, though holes are spaced more closely at panel corners and at the center of the long dimension of full panels. FRP matting installation is pictured in Figure 3. Example FRP matting assemblies for a small-scale repair, composed of one full panel and two half panels, and a medium-scale repair, consisting of two full panels and two half panels, are depicted in Figure 4. Matting assemblies for larger repair sites are constructed similarly, with panels arranged in staggered fashion.

Fiber-reinforced polymer (FRP) matting system installed over a simulated large-scale repair site during field tests at Tyndall Air Force Base, Florida.
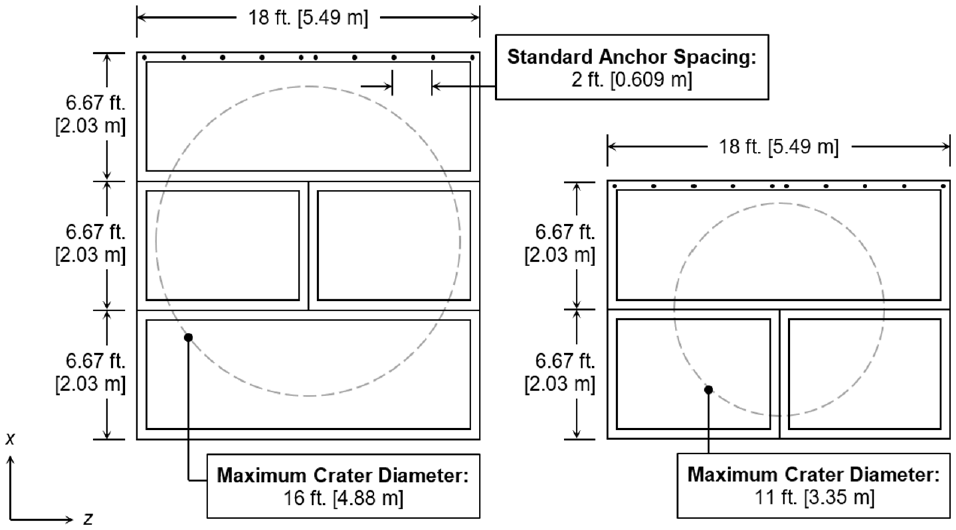
Typical fiber-reinforced polymer (FRP) matting assemblies for medium- and small-scale pavement repairs. Anchors are shown on one edge only but are present along the entire perimeter. Airfield traffic travels in the x direction.
Aerodynamic Loading Mechanisms
Engine exhaust plumes have been an important topic of research to the aerospace community for at least the past 50 years. Before the advent of gas turbine engines, the wake generated by propeller-driven planes during taxi and take-off—commonly called “prop-wash”—was never a substantial threat to life or property but, as commercial and military aviation transitioned to jet-engine-powered craft, the high-velocity, turbulent exhaust plumes produced by these jets quickly signaled a need to address safety issues and implement damage mitigation measures on airfields, in relation to structure frangibility and other non-fixed structures such as noise mitigation panels and specific pavement repairs ( 5 ). In the case of airfield matting systems, the probable controlling limit state because of exhaust plume interaction is that of anchor pull-out failure as a consequence of matting uplift. For pull-out failure to occur, the plume must generate a net uplift pressure load across the matting sufficient to overcome the vertical pull-out resistance of the critical anchor in the system. Three loading mechanisms conducive to the development of net uplift pressures are: flow separation, cavity pressurization, and the formation of spatio-temporal pressure gradients.
Boundary-layer flow refers to the local flow field that forms around an object immersed in a moving fluid ( 6 , 7 ). In the case of a blunt object, as fluid flow travels around the leading edge of the object, a region of flow separation forms as depicted in Figure 5a. In this illustration, exhaust-generated airflow approaches the leading edge of the matting system. Rapid acceleration of airflow around the edge of the matting produces a local region of recirculation as the flow separates from the matting surface before reattaching at some length downstream of the leading edge. The reattachment length is a function of the local Reynolds number, upstream turbulence intensity, and object geometry, among other variables ( 8 , 9 ). Within the flow separation region, the gauge static pressure on the top surface of the matting is negative—that is, the local static pressure is below atmospheric pressure. On the bottom surface, the gauge static pressure is closer to zero. The resulting pressure differential tends to lift the matting in this region.

Expected flow behavior at the upstream edge of a typical matting system, including (a) flow separation and (b) cavity pressurization.
The presence of a cavity beneath an object immersed in a fluid provides another mechanism for uplift. Numerous studies have demonstrated that cavity flow is characteristically laminar, with a nearly uniform cavity pressure that is largely a function of cavity depth, the width of cavity openings, and the flow velocity at the cavity entrance ( 10 – 12 ). In cases where the local flow field develops a positive gauge static pressure in the cavity, the result is an uplift force on the bottom surface of the object. The loading mechanism of cavity pressurization is illustrated in Figure 5b, which depicts the portion of the cavity near the upstream edge of the matting system. Exhaust approaching the cavity opening rapidly slows down as it enters the cavity; the loss of dynamic pressure drives a rise in static pressure such that a nearly uniform positive static pressure, represented by the darkest contour in Figure 5b, is attained throughout the whole cavity length, except near the upstream and downstream edge regions.
Closely related to the mechanism of cavity pressurization is the formation of spatio-temporal pressure gradients. Turbulent, free-stream flow above the matting is attended by rapid pressure fluctuations along the top surface produced by separating and reattaching flow, in contrast to the laminar flow below the matting with its more stable, uniform pressure ( 13 – 15 ). As a consequence, sharp pressure gradients tend to develop that vary in space and time. The contribution of this loading mechanism to matting uplift is potentially very significant, especially in cases where the exhaust plume completely envelopes the matting, since this state combines intense turbulent flow on the top surface with positive cavity pressures on the bottom surface. Since time-averaged simulations, which are employed in this study, conceal the impact of spatio-temporal effects, neglecting the influence of this mechanism contributes to underestimation of net forces in the results presented hereafter.
Methods
Computational fluid dynamics (CFD) modeling has become an essential component of aerospace research and development ( 16 ). Past studies have applied CFD approaches to investigate aerodynamic and aeroacoustic effects in the near-downstream region of engine exhaust systems ( 17 , 18 ). Others have developed CFD models of engine exhaust wake to guide the design of components in jet engine test facilities and evaluate the performance of jet-blast deflector systems on airfields, though the aerodynamic loading of airfield matting systems by engine exhaust has not yet been addressed ( 19 , 20 ).
Fluid motion is governed by the Navier–Stokes equations, which consist of a set of coupled equations that enforce conservation of mass and momentum in a fluid domain ( 21 ). Because they cannot be solved analytically except in the simplest cases, CFD methods have been developed to solve the Navier–Stokes equations numerically. The three broad categories of Navier–Stokes analysis methods are: (1) direct numerical simulation (DNS), which solves the governing equations down to the smallest scale of interest without numerical approximation; (2) large-eddy simulation (LES), in which a filter is applied to the governing equations such that turbulent fluctuations above the cutoff scale are resolved and those below are treated with a model; and (3) Reynolds-averaged Navier–Stokes (RANS) methods, in which the flow variables in the governing equations are time-averaged and turbulence at all scales is described by a turbulence model ( 22 ). Of these categories of methods, DNS affords the highest solution accuracy, but the high computational demands of DNS approaches limit its use to problems involving low Reynolds number flows and idealized geometries ( 23 ). RANS methods are limited in their ability to capture turbulent effects and thus provide a lower order of accuracy than either DNS or LES, but the substantially higher computational efficiency offered by RANS accounts for its common use in turbulent flow studies, including jet engine performance studies ( 24 ). LES methods fall between DNS and RANS in accuracy and computational demand. While the superior accuracy of LES in studies of engine exhaust plumes has been established, it has nevertheless been suggested that RANS methods may yield approximate results that are adequate for the purposes of preliminary design or analysis ( 17 , 23 ). On this view, a RANS method is employed in this study to obtain a first estimate of exhaust-generated flow fields and the resulting forces acting on matting systems.
Governing Equations
For a two-dimensional domain, the Navier–Stokes equations for continuity and momentum may be expressed as in Equations 1–3:



where
u = fluid velocity component in the x direction,
v = fluid velocity component in the y direction,
ρ = fluid density,
μ = fluid dynamic viscosity, and
p = static pressure.
This form of the Navier–Stokes equations is time-averaged and assumes incompressible flow and negligible gravitational and thermal effects. Though this analysis considers exhaust velocities for which Ma > 0.30 in the near-downstream region of the engine exit nozzle, the incompressibility assumption is made since Ma < 0.30 everywhere in the local flow field around the affected matting system, which is the region of interest to this study.
In addition to the RANS equations of motion defined in Equations 1–3, a turbulence model is needed to provide a complete set of coupled equations. Recognizing that past turbulent jet studies have commonly used some form of the two-equation k-ε or k-ω turbulence model, the realizable k-ε model is selected for the present analysis ( 25 – 27 ). The model consists of two transport equations for variables k and ε, which represent the turbulent kinetic energy and the turbulent dissipation rate, respectively. The transport equations are given in Equations 4 and 5:

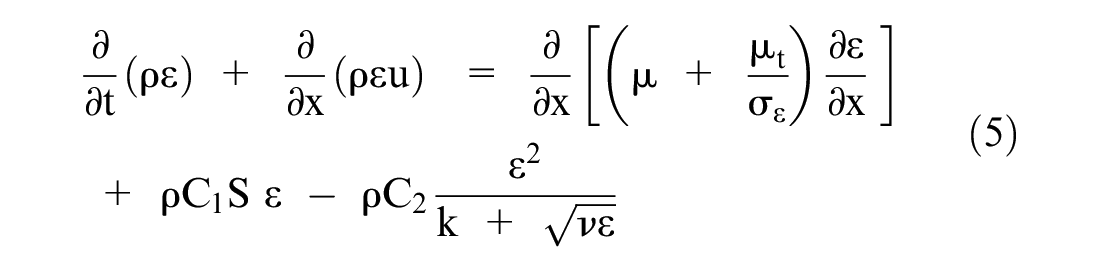
where
μt = turbulent dynamic viscosity,
S = modulus of the mean rate-of-strain tensor ( 27 ), and
ν = kinematic viscosity.
The model constants have accepted values of C2 = 1.9, σk = 1, and σε = 1.2, based on calibration to experimental data ( 26 ). Coefficient C1 is computed as a function of k and ε according to Equation 6:

Flow Domain
The spatial relationship between a jet engine exhaust plume and a typical airfield matting system is illustrated in pseudo-three-dimensional space in Figure 6. Turbulent flow within the plume is bounded by a conical envelope that grows at a constant spreading angle θs. Though this system is inherently three-dimensional, for the purpose of obtaining a first estimate of matting pressure loads, the system is here approximated by a two-dimensional flow domain based on Figure 6b, neglecting flow variation along the z axis. Understanding that the error associated with this modeling choice tends to overpredict pressure loads, a two-dimensional flow domain is adopted here for its substantial advantages in computational efficiency, making possible a parametric analysis that would be impractical in three-dimensional space.
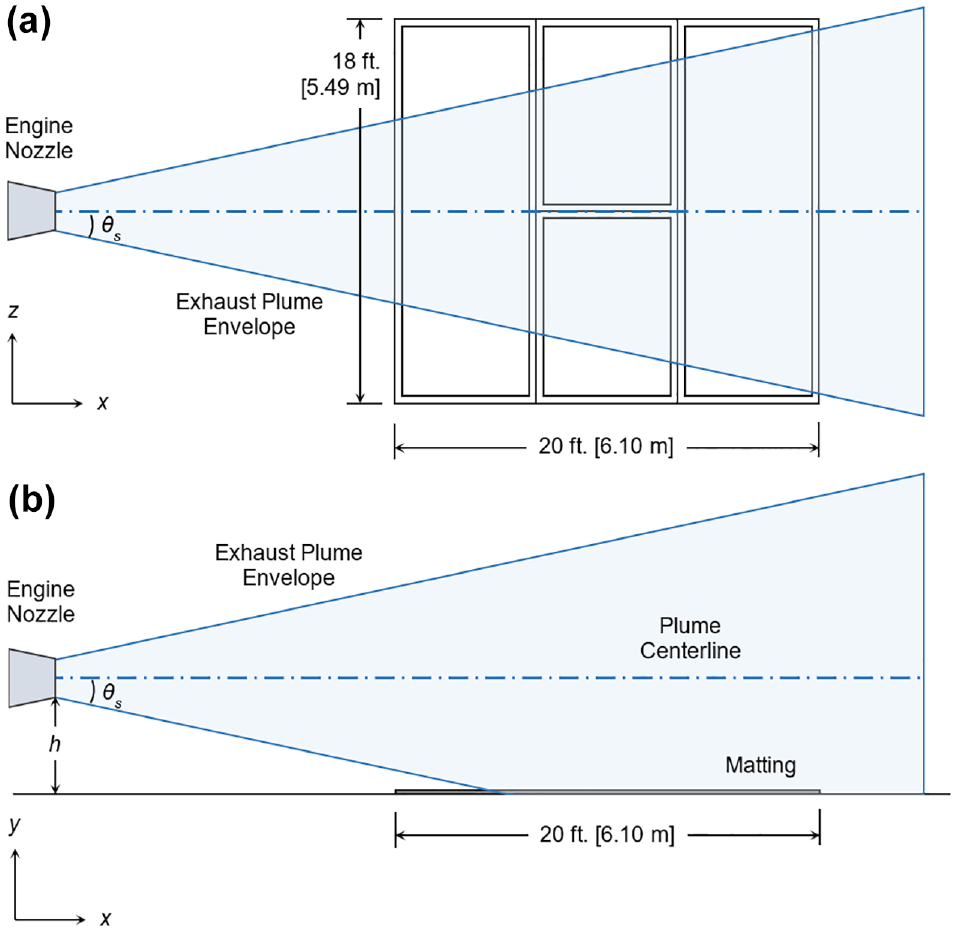
A jet exhaust plume impinging on an airfield matting system, shown in (a) plan and (b) elevation, illustrating the conical shape of the plume envelope that bounds turbulent flow. Matting measurements correspond to a medium-sized repair using fiber-reinforced polymer (FRP) panels.
The geometry of the flow domain is depicted in Figure 7, where the geometric parameters are assigned values as in Table 1. Boundary conditions are defined as follows:

Geometric model of the flow domain and assigned boundary conditions. The matting system is modeled as a rigid, impermeable element spanning a trapezoidal cavity.
Geometric Parameters

Computational Mesh and Model Settings
The flow domain is discretized using the meshing utility in ANSYS Workbench 18.1. Across all simulations, the multizone quadrilateral-triangle method is applied with two sizing constraints specified: a maximum cell face size of 1.50 in. (3.81 cm) across the domain and a target cell face size of 0.0156 in. (0.0397 cm) along the boundaries of the matting. To refine the mesh around the matting and in the cavity, the cell growth rate is set to 1.20 along the top edge of the matting and to 1.02 along the bottom and side edges of the matting. The resulting mesh is shown in Figure 8, which depicts the local mesh resolution around the upstream edge of the matting. The total number of cells in the mesh varies as the geometry changes but is always on the order of 1 million cells. Because the output of key interest to this analysis is the distribution of net pressure along the length of the matting system, mesh adequacy is evaluated with respect to this quantity. The distributions of net pressure, represented by ΔCp, obtained at four levels of mesh refinement are displayed in Figure 9. The mesh configuration used in this study corresponds to Curve A; the other curves are generated using increasingly coarse meshes, according to Table 2. At this level of mesh refinement, the error is judged to be negligible in light of the questions this analysis seeks to answer.
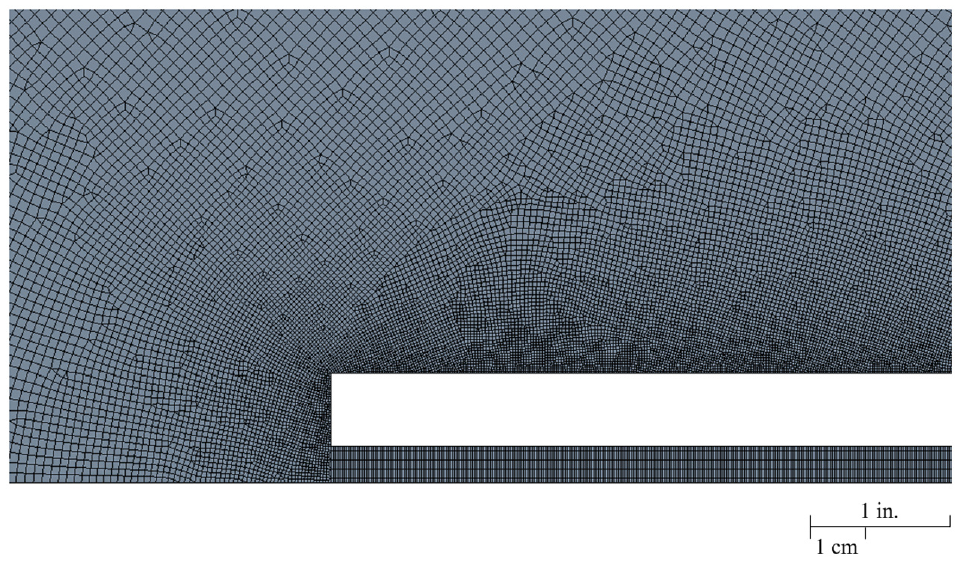
Detail view of computational mesh at the matting system upstream edge.
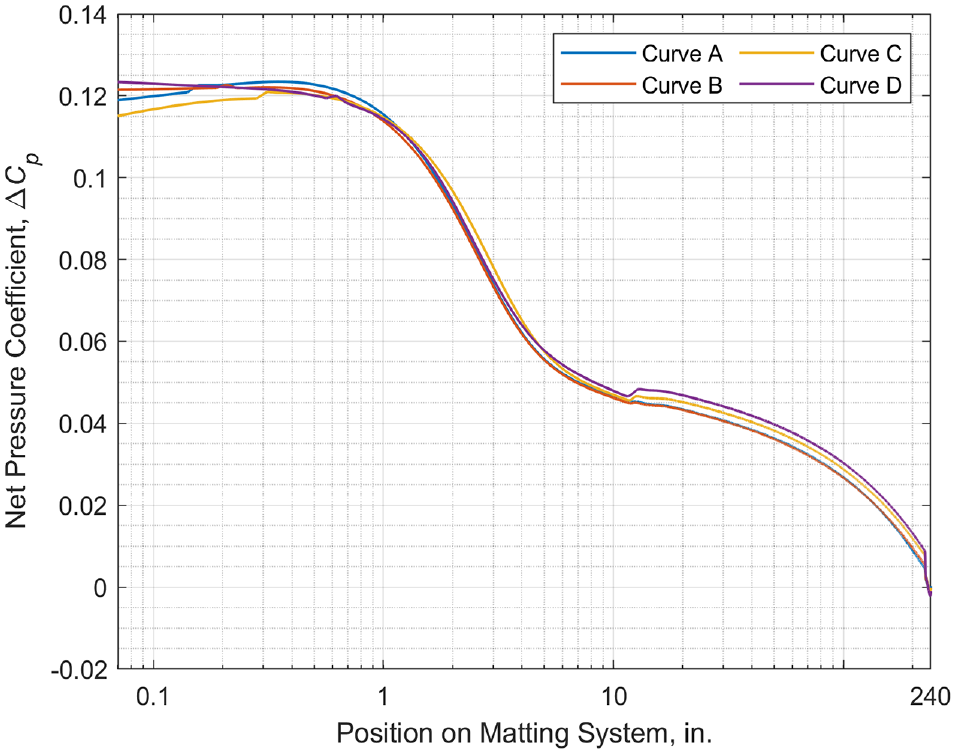
Results of the mesh convergence study presented in relation to the net pressure coefficient ΔCp. Curve A corresponds to the mesh used in this study; the remaining curves are for meshes defined in Table 2.
Meshes Used in Mesh Convergence Study

The governing equations are solved in ANSYS Fluent 18.1. A steady-state solution method, which solves the time-invariant form of the RANS equations, was found to achieve adequate convergence compared with convergence obtained with a time-dependent simulation. Residuals of continuity were consistently reducible to the order of 1·10−3, residuals of ε were reducible to the order of 1·10−4, and the remaining residuals were generally reducible to 1·10−6 or less. The material properties of the fluid present in the flow domain are set to values typical of air—namely, density ρ is set to 0.00238 slugs/ft3 (1.23 kg/m3) and dynamic viscosity μ is set to 0.374·10−6 lb·s/ft2 (0.179 mPa·s), and both quantities are assumed constant. Solutions are obtained with the pressure-based solver, using the SIMPLE pressure-velocity coupling algorithm ( 27 ). Gradients are computed using the least-squares cell-based method. Values of pressure at cell faces are calculated from cell center values using the second-order scheme to improve solution accuracy; similarly, the second-order upwind scheme is used for momentum, turbulent kinetic energy k, and turbulent dissipation rate ε.
Parameter Space
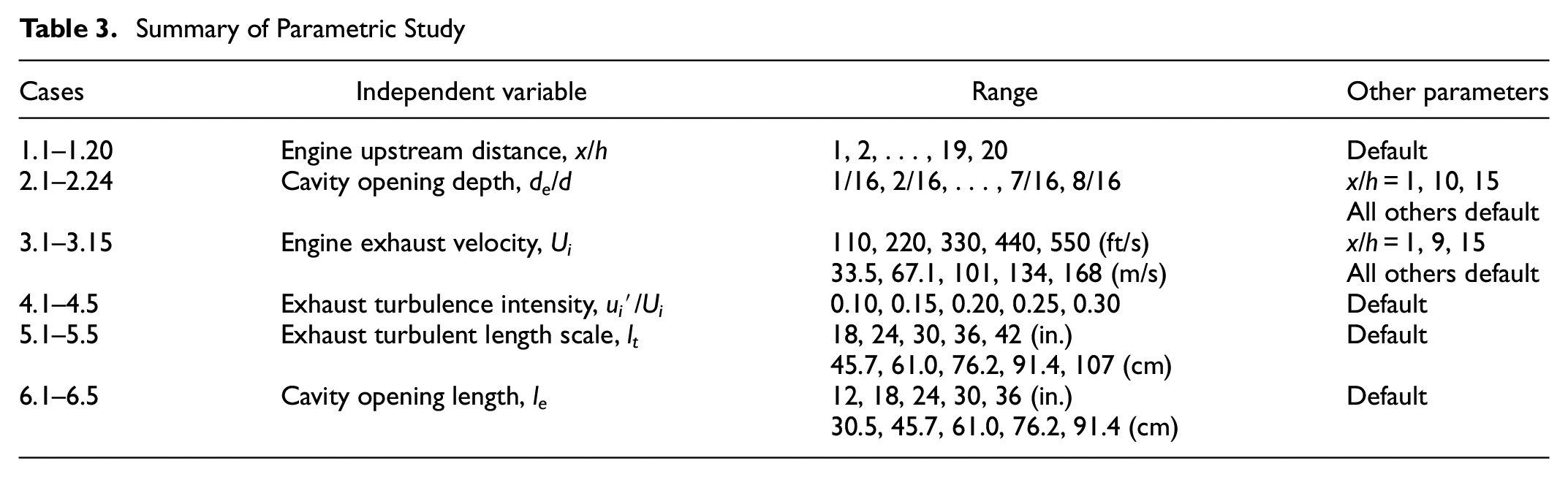
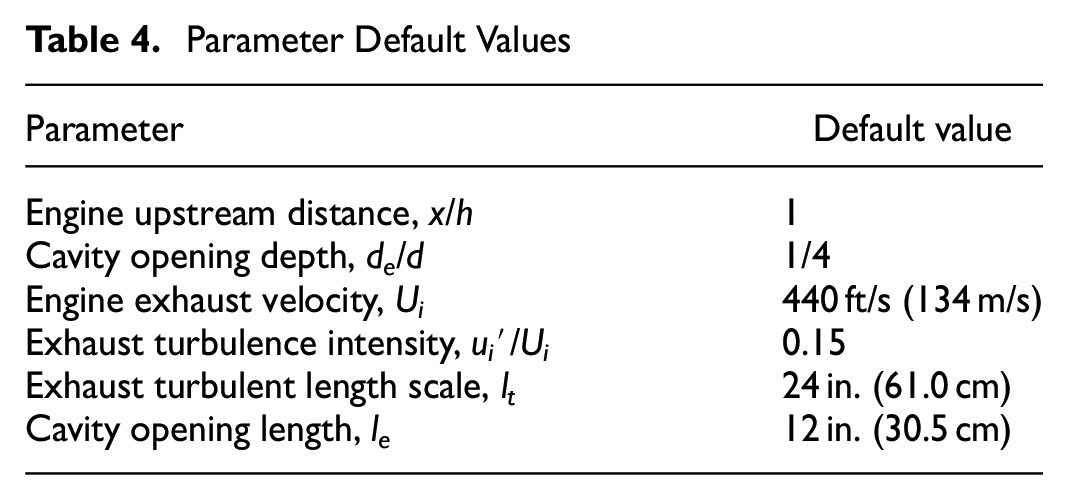
The study is organized into six case sets; in each set, one system parameter is swept over a range of values while the other parameters are held at default values. The structure of the parametric study is summarized in Table 3, which contains the contents of each case set, and in Table 4, which lists the default values assigned to the parameters. The first three case sets evaluate the sensitivity of the results to: (1) the upstream distance between the engine and the matting, represented by parameter x/h; (2) the depth of the cavity openings at the upstream and downstream edges of the matting, represented by parameter de/d; and (3) the engine exhaust velocity, represented by parameter Ui. Anticipating greater variability in the results because of changes in these parameters, these case sets are more exhaustive than the others. Case Sets 4–6 serve to characterize the influence of the engine exhaust turbulence intensity ui′/Ui and turbulent length scale lt and the cavity opening length le on matting pressure loads; because significantly less variability is expected to attend these parameters, only five values are considered in each of these sets. It is noted that cases are numbered in such a way that some cases are duplicates; for example, Cases 1.15, 2.20, and 3.14 are identical. Altogether, a set of 66 unique cases are evaluated in this study.
Summary of Parametric Study
Parameter Default Values
Post-Processing
Simulation results are readily visualized by generating surface plots of flow variables as functions of location within the computational domain. A representative set of surface plots, generated using CFD-Post 18.1, are shown in Figures 10 and 11, which present part of the solution obtained for Case 1.1. The u and v components of velocity are plotted in Figure 10 to visualize the speed and direction of airflow around the upstream matting edge. An arrow plot of velocity magnitude is plotted on contours of gauge static pressure in Figure 11, illustrating the pocket of negative pressure associated with flow separation.
Contours of horizontal velocity u (top) and vertical velocity v (bottom) for Case 1.1, visualizing flow behavior around the leading edge of the matting.
Contours of gauge static pressure underlying an arrow plot of velocity magnitude for Case 1.1. Arrow length and orientation represent the vector sum of velocity components u and v. Recirculation within the flow separation region is clearly seen.
While surface plots of pressure and velocity provide useful qualitative insights into system aerodynamic behavior, the quantity of primary interest in this study is the pressure coefficient Cp, defined according to Equation 7:

where
p = static pressure at a specific point,
pr = static pressure at an arbitrary reference point,
ρ r = reference fluid density, and
v r = reference fluid velocity.
Since the denominator in Equation 7 is a reference dynamic pressure, Cp expresses pressure in a non-dimensional form. Furthermore, for an element subject to aerodynamic loading, the net pressure acting across the element may be quantified according to Equation 8:

where
The coefficient of net pressure ΔCp is thus the difference in static pressure normalized by a reference dynamic pressure.
The key variables for quantifying matting pressure loads are the coefficients of pressure on the top surface and bottom surface of the matting system, denoted by Cpt and Cpb, and the resulting coefficient of net pressure ΔCp. More specifically, it is the distribution of these coefficients across the length of the matting system that is of interest. Accordingly, the static pressures computed at every discrete point along the top surface and bottom surface of the matting are exported from the simulation data file and converted to pressure coefficients Cpt and Cpb by means of Equation 7. Unless stated otherwise, in all Cp calculations, the reference density ρr is taken as 0.00237 slugs/ft3 (1.23 kg/m3), which is the density of air at standard temperature and pressure; the reference velocity vr is taken as the default uniform exhaust velocity of 440 ft/s (134 m/s); and the reference pressure pr is taken as zero. The coefficient of net pressure ΔCp is then computed according to Equation 8 as Cpb−Cpt. For Cpt and Cpb, a positive sign indicates positive pressure—that is, +Cpt corresponds to downward pressure on the matting, and +Cpb corresponds to upward pressure. The coefficient of net pressure ΔCp is computed such that a positive value indicates net upward pressure on the matting and a negative value indicates net downward pressure.
Results
Plotting Cpt, Cpb, and ΔCp together as functions of position on the matting system provides a means of visualizing the influence of system parameters on pressure distributions. One such plot, presenting the pressure profiles for Case 1.1, is given in Figure 12. To remove noise caused by convergence error, these pressure profiles and all other profiles of Cpt, Cpb, and ΔCp produced in this study have been smoothed using a rolling-average method. According to the established sign convention, the matting in Case 1.1 experiences a negative pressure on both its top and bottom surfaces, indicated by the negative Cpt and Cpb pressure curves, but the net effect is of upward pressure over most of the length of the matting, indicated by the positive ΔCp curve. Pressure profiles have been developed for all cases listed in Table 3 and are available in the supplemental data document as Figures S1–S16. Study results are presented here in relation to force coefficients ΔCf, Cft, and Cfb, which represent applied force per unit width of matting and are obtained by numerical integration of ΔCp, Cpt, and Cpb. Force coefficients are numerically equivalent to the average values of their respective pressure profiles and allow a clearer comparison of parameter influence.

Pressure coefficients Cpt and Cpb and net pressure coefficient ΔCp are plotted as functions of position for Case 1.1. Relative position along matting length is shown on the lower x axis; absolute position measured from engine nozzle is shown on the upper x axis. The sign convention dictates that positive ΔCp corresponds to net uplift pressure.
Case Set 1: Engine Upstream Distance
A paradigm for understanding the dependence of pressure load intensity on matting position, represented by engine upstream distance x/h, is depicted in Figure 13. Based on the relative position between the matting and exhaust plume, one of three interaction states is possible:
Force coefficients computed for Case Set 1 are plotted as functions of x/h in Figure 14. Following the interaction state paradigm, the net uplift force ΔCf declines from x/h = 1 to x/h = 9, driven by a consistent rise in Cft as the system moves from Interaction State I to Interaction State II, followed by a sharp increase in ΔCf as x/h increases from 10 to 15 on transition to Interaction State III before reaching a plateau from x/h = 16 to x/h = 20.
Elevation view of an airfield matting system subjected to jet exhaust plume impacts at three distances, representing three basic interaction states: impingement downstream of matting (top), direct impingement on matting (middle), and impingement upstream of matting (bottom).

Force coefficients computed by integration of the ΔCp, Cpt, and Cpb profiles for Cases 1.1–1.20, summarizing the results of Case Set 1.
Case Set 2: Cavity Opening Depth
Force coefficients computed for Case Set 2 are plotted in Figure 15. Eight cavity depth ratios de/d are considered at three distances x/h, corresponding to the interaction states of Figure 13. A linear fit of the net pressure coefficient ΔCf indicates that cavity opening depth is positively correlated with net uplift pressure at each value of x/h, especially at x/h = 15 (Interaction State III). This behavior is expected, since wider openings allow for freer airflow through the cavity, with an attendant increase in cavity pressure.

Force coefficients computed by integration of the ΔCp, Cpt, and Cpb profiles for Cases 2.1–2.8 (top), Cases 2.9-2.16 (middle), and Cases 2.17-2.24 (bottom). Linear fits of the data illustrate an increase in the net uplift force ΔCf with increasing de/d.
Case Set 3: Engine Exhaust Velocity
Force coefficients computed for Case Set 3 are plotted in Figure 16. As with Case Set 2, three distances x/h are considered guided by the interaction state paradigm. At x/h = 1 (State I), increasing exhaust velocity Ui magnifies the suction effect on the matting owing to proximity to the plume envelope; the increasingly negative top-surface pressure drives a rise in ΔCf as Ui increases. At x/h = 9 (State II), which is the point of most pronounced net downward force according to the results in Figure 14, increasing velocity builds negative static pressure on the bottom surface at a greater rate than on the top surface, leading to a slight reduction in ΔCf. Lastly at x/h = 15 (State III), ΔCf again increases with Ui, driven by a combination of: (1) increasing negative pressure across the top surface because of more severe flow separation as velocity increases and (2) positive pressure on the bottom surface, which increases as higher-velocity airflow more effectively pressurizes the cavity.

Force coefficients for Cases 3.1–3.5 (top), Cases 3.6-3.10 (middle), and Cases 3.11-3.15 (bottom).
Case Sets 4–6: Turbulence Characteristics and Cavity Opening Length
Force coefficients obtained for Case Sets 4–6 are plotted in Figure 17, illustrating the influence of exhaust turbulence intensity and turbulent length scale and the cavity opening length. In contrast to the previous three parameters, the net force ΔCf is relatively insensitive to changes in these parameters, reflected in the near-zero slope of the linear fit of ΔCf in all three case sets. The conclusion drawn from these data is that, within this modeling framework, the values selected for the engine exhaust turbulence characteristics and cavity opening length are of little consequence to the results.

Force coefficients for Case Set 4 (top), Case Set 5 (middle), and Case Set 6 (bottom).
Estimating Anchor Forces
Because the motivating question for this study is the estimation of the worst-case anchor uplift forces that can be expected under typical service conditions, results must be expressed in relation to equivalent uplift forces. This can be accomplished by means of a tributary-area approach in which the most vulnerable anchor in the system, which would be an anchor located near the center of the upstream edge of the matting, is assumed to resist the net uplift force acting over its tributary area. This concept is illustrated in Figure 18, which depicts the specific case of a medium-sized repair using an FRP matting system but is applicable in principle to both FFM and FRP systems of other sizes. The width of the tributary area is equal to the anchor spacing of 2 ft (0.610 m) that is typical of FFM and FRP systems. Two anchors are installed near some points along the perimeter of FRP systems, including at the center of the upstream edge, but a spacing of 2 ft (0.610 m) applies for most anchors. The length of the tributary area is equal to the length of the matting system. A length of 20 ft (6.10 m), corresponding a medium-sized FRP repair, has been used as a benchmark length throughout this analysis; depending on the size of the repair site and the matting system used, the system length can range from a minimum of 13.3 ft (4.07 m) for a small-crater FRP repair to a maximum of 60 ft (18.3 m) for a large-crater FFM repair.

Tributary-area approach used to estimate worst-case anchor uplift forces. The width of the tributary area is equal to the standard anchor spacing of 2 ft (0.610 m), which applies to both fiber-reinforced polymer (FRP) and folded fiberglass matting (FFM) systems.
The force acting over the tributary area is, in reality, shared by two anchors as Figure 18 indicates. Since the net pressure is never evenly distributed across the length of the system, an indeterminate analysis method would be required to determine precisely what fraction of the net force is resisted by each anchor in each case. Alternatively, for the purposes of estimating the worst-case load estimation, the load-sharing ratio may be conservatively assumed. Lastly, it is assumed that the average net force over the tributary area is equal to ΔCf−wd, where ΔCf is numerically equivalent to the average value of ΔCp in each case, and wd is the matting dead load, approximated as 1.852 lb/ft2 (88.7 Pa) based on the unit weight of FFM systems ( 2 ). Applying this procedure to the simulation results obtained for Cases 1.1–1.20, the study of engine upstream distance, x/h, yields the estimated uplift forces plotted in Figure 19, where the established sign convention in relation to uplift continues to apply. The curves in this plot are based on the results obtained for the benchmark medium-sized FRP system 20 ft (6.10 m) in length; curves representative of the other possible FRP and FFM system configurations are developed by linear scaling according to the length of each system. Since numerical solutions were obtained only for a matting length of 20 ft (6.10 m), the scaling operation gives only approximate results for the other lengths but reflects the change in net force that would be expected were these other systems to be modeled directly.
Estimated net force on the tributary area as a function of engine upstream distance x/h, computed for a tributary area of 2 ft (0.610 m) by 20 ft (6.10 m) on the assumption that the average net pressure across the tributary area is equal to ΔCf. The computed net force accounts for an estimated dead load of 1.852 lb/ft2 (88.7 Pa). System lengths correspond to five possible folded fiberglass matting (FFM) or fiber-reinforced polymer (FRP) matting configurations.
It is clear in Figure 19 that the most severe uplift demands occur at distances x/h ≥ 15, in Interaction State III. Because of the artificial variability in this range, worst-case loads are computed from Figure 19 using the mean net force in the interval x/h = 15 to x/h = 20. These net forces, since they are based on results in Case Set 1, assume a cavity opening depth de/d = 0.25 and an engine exhaust velocity Ui = 440 ft/s (134 m/s). Lastly, the ratio of load-sharing between the upstream and downstream anchors must be specified. It is noted that, for x/h ≥ 15, the characteristic shape of the ΔCp profiles is weighted slightly more heavily toward the upstream edge than the downstream, because of the effect of flow separation at the upstream edge and the local negative net pressure in the downstream edge region. Thus, a load fraction of at least 0.60 for the upstream anchor seems appropriate. Worst-case anchor forces for each matting system are evaluated for load fractions from 0.60 to 1.00 in Figure 20. In summary, the methodology employed in this study finds the lower-bound worst-case anchor load to be 130 lb (581 N) in the case of a small-scale repair using FRP matting and the upper-bound anchor load to be 979 lb (4,350 N) in the case of a large-scale FFM repair.
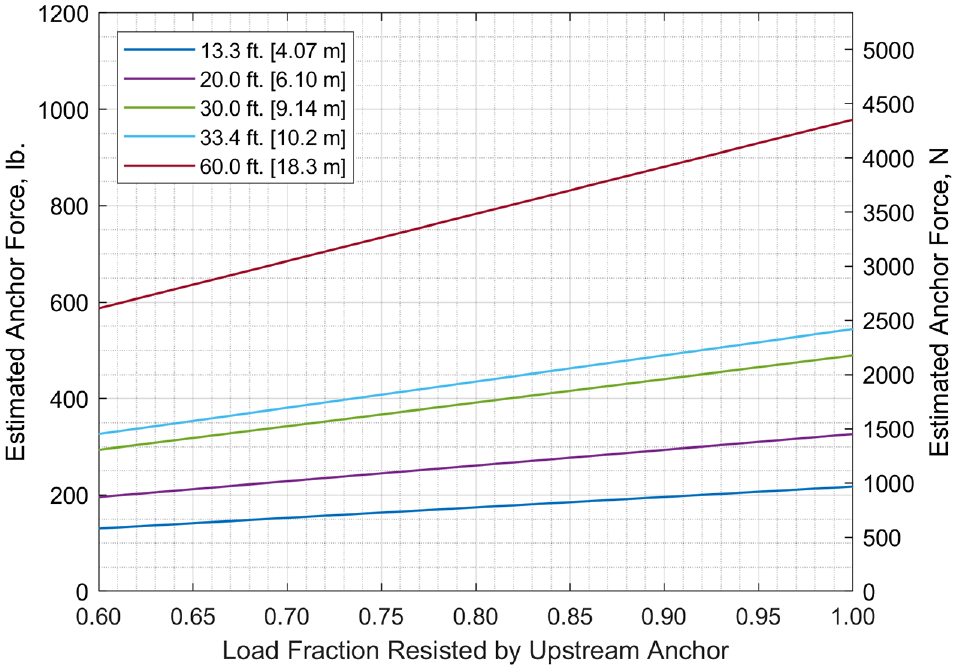
Estimated worst-case anchor uplift force as a function of load fraction resisted by the upstream anchor. The net force acting on the tributary area is drawn from Figure 19 as the mean net force in the range x/h = 15–20. System lengths correspond to five possible folded fiberglass matting (FFM) or fiber-reinforced polymer (FRP) matting configurations.
Conclusions
This study has applied a computationally efficient methodology to obtain a first estimate of exhaust-generated pressure loads on FFM and FRP airfield matting systems under typical service conditions. The key conclusions are:
Engine-to-matting distance x/h and engine exhaust velocity Ui are significant system parameters in relation to their influence on net pressure ΔCp. Of the seven parameters considered, ΔCp and the corresponding net force ΔCf are largely determined by these two parameters alone. The results suggest that the most severe uplift forces occur in the state in which the exhaust plume completely envelopes the matting, for x/h ≥ 15, where ΔCf is on average about three times the mean value of ΔCf over the interval x/h < 15.
Cavity opening depth, represented by de/d, is found to be a less significant system parameter, but not negligibly so. Allowing for wider cavity openings at matting edges facilitates cavity pressurization, intensifying uplift forces. This effect is observed in the parametric study results for de/d at three values of x/h, where net force coefficient ΔCf rises from 0.021 to 0.032 for x/h = 1, from 0.007 to 0.016 for x/h = 10, and from 0.036 to 0.048 for x/h = 15 as de/d increases from 1/16 to 1/2.
Engine exhaust turbulence characteristics ui′/Ui and lt and the cavity opening length le are found to have minimal influence on pressure loads.
Worst-case anchor uplift forces, computed according to a tributary-area approach, are estimated to have a lower bound value of 130 lb (581 N) and an upper bound value of 979 lb (4,350 N), depending on assumed load-sharing behavior among anchors and the size of the repair site.
Field testing of instrumented matting systems during jet taxi and take-off sequences is recommended as the ideal next step toward understanding system behavior and model validation.
The conclusions drawn in this work must be understood in light of the assumptions in the methodology. The nature of the assumptions is such that the error associated with them cannot be formally quantified without additional modeling using more computationally demanding approaches. Nevertheless, the assumptions can generally be grouped into two categories: those which tend to produce more conservative results, and those which, at least potentially, tend toward less conservative results. First, at least four qualities of the model may contribute to overestimation of the worst-case pressure loads, namely:
On the other hand, at least four aspects of the modeling approach may contribute to underestimation of pressure loads, namely:
Supplemental Material
sj-docx-1-trr-10.1177_03611981221145136 – Supplemental material for Modeling Exhaust-Generated Aerodynamic Pressure Loads on Airfield Matting Repair Systems
Supplemental material, sj-docx-1-trr-10.1177_03611981221145136 for Modeling Exhaust-Generated Aerodynamic Pressure Loads on Airfield Matting Repair Systems by Brandon M. Rittelmeyer, David B. Roueche, Alessandra Bianchini and James S. Davidson in Transportation Research Record
Footnotes
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: B. Rittelmeyer, D. Roueche, A. Bianchini, J. Davidson; data collection: B. Rittelmeyer; analysis and interpretation of results: B. Rittelmeyer, D. Roueche; draft manuscript preparation: B. Rittelmeyer. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported in part by an appointment to the Student Research Participation Program at the USAF Civil Engineer Center, administered by the Oak Ridge Institute for Science and Education through an interagency agreement between the U.S. Department of Energy and AFCEC.
Data Accessibility Statement
A portion of the datasets generated as part of this study is included in this published article and its supplementary file. Additional generated data are available from the corresponding author on reasonable request.
Distribution Statement
Approved for public release: distribution unlimited. AFCEC-20220028, 6 July 2022.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.