
Abstract
The aim of this research is to determine the effect of curing temperatures (20°C, 40°C, and 60°C) and incorporation rates of reclaimed asphalt pavement (RAP) on the mechanical properties and shrinkage of concrete made with reclaimed asphalt pavement (RAP-C). Five mixes were produced for this study: one with natural coarse aggregate and four with four replacement ratios of coarse RAP (25%, 50%, 75%, and 100%). The results show that the use of RAP reduces the workability and adversely affects the mechanical performance of RAP-C. Moreover, this study found that the total shrinkage increases with coarse RAP content. However, the total shrinkage of RAP-C decreases as the curing temperature increases: for concrete made with 100% RAP, a 20% reduction in total shrinkage was observed at 60°C compared to conventional concrete at 180 days. In addition, to predict the total shrinkage of RAP-C, finite element analysis using ANSYS© software based on the maturity approach and the two-phase serial model is used. The numerical results are in close agreement with the experimental data.
Keywords
Around the world, there are 21 million kilometers of road infrastructure ( 1 ). A major upswing in traffic levels is leading to a significant increase in the flow of overloaded vehicles. This leads to increased damage to the infrastructure and a reduction in its service life ( 2 ). This, in turn, necessitates road maintenance or repair, resulting in a massive amount of solid pavement wastes ( 3 ), which are frequently disposed of in local landfills. Road maintenance has a critical environmental impact ( 4 ). It accounts for 28% of total energy consumption and 22% of total CO2 emissions ( 5 ).
In 2020, Europe and the U.S.A. generated well over 127 million tons of pavement waste ( 6 ). The ultimate fate of these pollutants is either dumping or poor storage and disposal, which has upset the balance of terrestrial and aquatic ecosystems. To use this waste, researchers and pavement engineers have developed new concepts for utilizing and recycling industrial pavement waste in the building of new pavements, restoration work, construction, trenching, backfilling, and other applications ( 7 ).
The use of recycled asphalt pavement (RAP) as an aggregate in concrete can reduce the cost and environmental impact of the most widely used building material. The main benefits are: reduced natural-resource exploitation because of the lessened need for aggregate extraction, energy savings on natural raw-material extraction and transportation, and lower CO2 emissions. Aggregate recycling can also reduce transportation and disposal issues by lowering the volume of waste ( 8 ). In recent years, many researchers have applied RAP as a replacement for natural aggregate ( 9 , 10 ). It has been found that the incorporation of RAP has a negative effect on the mechanical properties of hardened concrete, such as strength and elastic modulus.
Hossiney et al. ( 11 ) proved that the compressive strength diminishes as the percentage of RAP increases. Singh et al. ( 12 ) found a 25%–79% decrease in flexural strength with 100% RAP.
Debarma and Ransinchung ( 13 ) stated that the age of RAP has a significant impact on the compressive strength of concrete made with reclaimed asphalt pavement (RAP-C). The use of a younger RAP causes a greater reduction in compressive strength compared to an aged RAP. Age may also play a role in the properties of RAP aggregates. Singh et al. ( 14 ) observed that coarse RAP aggregates from new pavements resulted in a concrete that was less workable and had worse hardened properties than that made with an old RAP. The main cause of this behavior is thought to be the oxidation of the aged RAP. Indeed, through the oxidation process, some windows are created that allow better intermolecular interaction between the mortar and aggregate.
The inclusion of RAP leads to a decrease in the elastic modulus of concrete. Aurangzeb et al. ( 15 ) found a decrease in the elastic modulus of up to 53% when 50% RAP was used. The most important element affecting the strength and modulus of concrete including RAP may not be the thickness of the asphalt layer, but rather the decreased bonding potential between the RAP particles and the cement paste ( 16 ).
Several studies have been carried out on the effect of coarse RAP on the slump of RAP-C. Erdem and Blankson ( 17 ) found that using RAP reduced the workability of the mix; the slump was 150 mm in concrete containing natural aggregate, compared to 90 mm for RAP-C. Huang et al. ( 18 ) discovered that concrete containing only fine RAP had a smaller slump (75 mm) than concrete containing only coarse RAP (140 mm), while concrete containing both types of RAP had a larger slump (200 mm).
According to the literature, there is no consistent variance in the shrinking characteristics of RAP-C. Abraham and Ransinchung ( 9 ) studied the influence of fine RAP aggregate on the drying shrinkage of RAP mortar mixtures. A high shrinkage value was recorded when the RAP aggregate was used in cement mortar, because of the rise in porosity. Masi et al. ( 6 ) found that concrete prepared with 100% RAP as coarse aggregates exhibits higher drying shrinkage than conventional concrete. This could be because of the existence of a bitumen layer, which affects the internal curing conditions. Yao et al. ( 19 ) found that substituting natural sand with fine RAP reduced the drying shrinkage. This is because of the lesser hydration of cement, affected by the asphalt film, and an internal curing effect of RAP.
Almost all structural elements are exposed to curing temperature, either because of the hydration of cement or to external changes. Raising the curing temperature of concrete results in both accelerated cement hydration and non-uniform distribution of calcium silicate hydrate (C-S-H), which causes greater porosity and increased shrinkage ( 20 ). Turcry et al. ( 21 ) found that the curing temperature influences the shrinkage of concrete. Topcu and Isikdag ( 22 ) reported that the shrinkage of asphalt pavement mortars under curing conditions (20ºC and 50% relative humidity [RH]) was increased by 40% compared to the control mix because of their lower elastic modulus. It is noteworthy that the results for most studies were obtained from shrinkage experiments performed at a constant temperature. However, to the authors’ knowledge, no research has been reported on the prediction of shrinkage of RAP-C subjected to different curing temperatures.
In the long term, shrinkage tests are not easy to perform as a matter of routine for each concrete mix; engineers have to predict the deformations of the hardening concrete as a function of time to assess the possibility of damaging the concrete ( 23 ). Researchers have proposed methods for predicting shrinkage as a function of temperature variation over time ( 21 , 24 ); they have indicated that the maturity approach can be successfully used to assess the effect of curing temperature on shrinkage. Chu et al. ( 25 ) employed a model based on age and temperature that looks at the activation energy to assess the impact of temperature on autogenous shrinkage.
Mushtaq et al. ( 26 ) proposed a model based on ACI-209 to predict concrete shrinkage. Tazawa et al. ( 23 ) used five models (ACI 209R, EN 1992, GL2000, B3, and SAK) to predict the concrete shrinkage; the predicted results were subsequently compared to the experimental ones. Lahmar et al. ( 27 ) and Bouziadi et al. ( 28 ) used ANSYS© software to estimate the shrinkage of recycled aggregate concrete using a two-phase series model. However, a limited number of studies have been carried out to assess RAP-C shrinkage at different curing temperatures using numerical analysis. Modeling these aspects using computer software is significantly faster and less expensive as compared to experimental study.
The main goal of this study is to assess the effect of 25%, 50%, 75%, and 100% RAP replacement on the shrinkage and mechanical properties of RAP-C. The influence of curing temperatures (20°C, 40°C, and 60°C) on the shrinkage is also examined. In addition, the mathematical equation of the maturity and the transient thermal properties of concrete are used to evaluate the thermal stress, thermal strain, and shrinkage of RAP-C under thermal loading using ANSYS© in the numerical analysis.
Experimental Program
Materials
Cement
Portland cement CEM II/A-L 42.5 N was used, having a Blaine specific surface of 3298 cm2/g and a specific gravity of 3.1 g/cm3.
Coarse Aggregates
Two types of coarse aggregate were used: crushed limestone, as a natural coarse aggregate (NCA), with a size between 4 and 15 mm as shown in Figure 1a, and reclaimed asphalt pavement (RAP), as shown in Figure 1b.

Coarse aggregates used: (a) natural coarse aggregate and (b) reclaimed asphalt pavement.
The coarse RAP aggregates used in this study were obtained from a flexible pavement of a road reconstruction site with a service life of over 20 years. These aggregates were obtained through a milling technique and have been stored in an open environment for over six months.
The coarse RAP was sieved using a 4 mm size to remove the fine particles and was used directly in the preparation of concrete mixes.
The coarse RAP aggregate was composed of NCA, an asphalt film, a rigid dust film present around the RAP, and free dust. Because of the presence of a low-density asphalt coating around the coarse RAP aggregates, RAP had a specific gravity lower than that of NCAs ( 13 , 14 ). The water absorption of the RAP is 1.56%, which is slightly higher than that of NCA, which is equal to 0.5%. This is most likely because of the presence of a dust layer around the aggregates, which absorbed more water. However, the presence of asphalt was found to be beneficial with respect to lower dynamic fragmentation and Los Angeles abrasion values.
In this study, the bitumen content of the RAP was found to be 4%, in accordance with ASTM D2172-17 ( 29 ).
Sand
In this study, natural sand was employed as fine aggregate. Figure 2 shows the grading curves of the aggregates employed, and Table 1 summarizes the physical and mechanical properties of the sand, NCA, and RAP aggregates. It should be noted that the gradations of the NCA and RAP aggregates were nearly identical.

Particle size distribution of aggregates.
Characteristics of Aggregates

Note: NCA = natural coarse aggregate; RAP = reclaimed asphalt pavement; na = not applicable.
Concrete Mixtures
In this study, five concrete mixes were manufactured. One was control concrete (NAC) made with 100% NCA, while for the other four mixtures, the NCA was replaced with coarse RAP aggregates at 25%, 50%, 75%, and 100% by volume. The water/cement ratio was fixed at 0.57 for all concretes. It is worth mentioning that concrete made with RAP aggregates could be mixed, cast, and compacted using the same equipment and method for conventional concrete.
Table 2 shows the mixture proportions of the concretes tested. Each mix was labeled by four letters followed by the percentage incorporation of RAP.
Mixture Proportions (kg/m3)

Note: NAC = natural aggregate concrete; RAP = reclaimed asphalt pavement; RAP-C = concrete made with reclaimed asphalt pavement.
Test Methodology
Fresh Properties
The slump test was used to evaluate the workability of the concretes in line with the EN 12350-2 standard ( 30 ).
Properties of Hardened Concrete
Cubic samples with 100 mm nominal size were used to measure the compressive strength of concrete, in accordance with EN 12390-3 ( 31 ). In addition, prismatic specimens of 70 mm × 70 mm × 280 mm were prepared for flexural strength testing, in line with EN 12390-5 ( 32 ). The compressive and flexural strengths for each mixture were measured at 7, 28, and 90 days. The elastic modulus was determined on a cylindrical specimen of 150 mm × 300 mm at 28 days, in line with ASTM C469-14 ( 33 ). Three samples were prepared for each test, taking their arithmetical mean as the result.
Following thorough mixing, the concrete was poured into molds in two layers and compacted for 30 s on a vibrating table. In the laboratory, all molds were covered with plastic sheets for 24 h at 20°C and a RH of 90%. The samples were then demolded and labeled with identification numbers. They were then soaked in fresh tap water at 20°C until the trial day.
Microstructure
A scanning electron microscope (SEM) was used in accordance with ASTM C 1723-16 ( 34 ) to analyze the interfacial transition zone (ITZ), assess the transition state between the aggregates and cement paste, and take note of any cracks or pores.
A cylindrical sample of 20 mm × 30 mm was employed in the experiment, as indicated in Figure 3. To achieve excellent clarity even at extreme magnification, the sample was first cleaned with acetone and then dried. It was then put on a slide and placed in a viewing chamber.

Scanning electron microscope test setup.
Total Shrinkage
For the total shrinkage test, prismatic samples of 100 mm × 100 mm × 400 mm were cast with two stainless steel discs placed 300 mm apart. To prevent water loss, the samples were covered with plastic sheets and left in the laboratory at a constant temperature of 20°C ± 2 and humidity of 90% ± 5. After 24 h, the specimens were demolded and covered with a thin coating of asphalt at both ends to eliminate edge effects and ensure there was no water contact with the outside environment. During shrinkage measurements, the specimens were kept vertically in steam ovens at various curing temperatures (20°C, 40°C, and 60°C) and a RH of 50%, as shown in Figure 4.

Shrinkage measurement.
Shrinkage is measured with a digital comparator with an accuracy of 1 μm at four successive intervals ( 35 ):
- first interval: every hour for one week;
- second interval: twice a day for two weeks;
- third interval: once a day for one week;
- fourth interval: once a month for five months.
The experimental shrinkage values are the average of the results obtained on three test specimens for each combination of temperature and RAP percentage.
Results and Discussion
Fresh Concrete Properties
The slump test results are shown in Figure 5. It can be seen that the slump of the concrete manufactured with RAP was smaller than that of the control concrete (NAC). The largest slump measured was 180 mm for NAC, while the smallest slump measured was 120 mm for RAP-C-100 (i.e., a reduction of 33% compared to the NAC). The slump values of RAP-C-25, RAP-C-50, and RAP-C-75 mixtures were 170, 160, and 140 mm, respectively. These decreases in slump are consistent with those pointed out by Costa et al. ( 36 ), who found a reduction of 29% for the replacement of 100% coarse RAP. A reduction in workability was also observed by other authors ( 17 , 37 , 38 ).
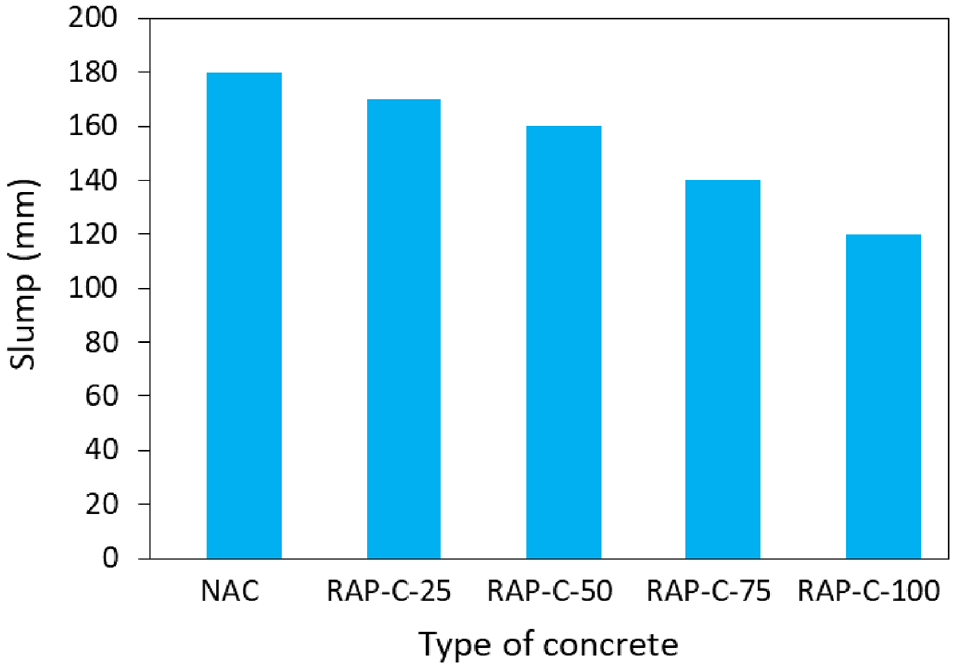
Slump results for fresh concretes.
The decrease in the slump of RAP-C mixtures is caused by the high viscosity of the bituminous binder layer surrounding the coarse RAP aggregates, which acts as the governing parameter in reducing slump. A further reason for slump aspect is also related to the presence of the dust layer around the periphery of the RAP aggregates and to the irregular shape of the coarse RAP aggregates ( 18 , 36 , 39 ).
Hardened Concrete Properties
Compressive Strength
Figure 6 displays the variation of compressive strength for the tested concretes with ages (7, 28, and 90 days). It can be shown that the compressive strength increases with age for all tested mixtures. Indeed, the strength gains were 8.5%, 9.4%, 14.3%, 8.0%, and 12.6% from 28 to 90 days for NAC, RAP-C-25, RAP-C-50, RAP-C-75, and RAP-C-100, respectively.
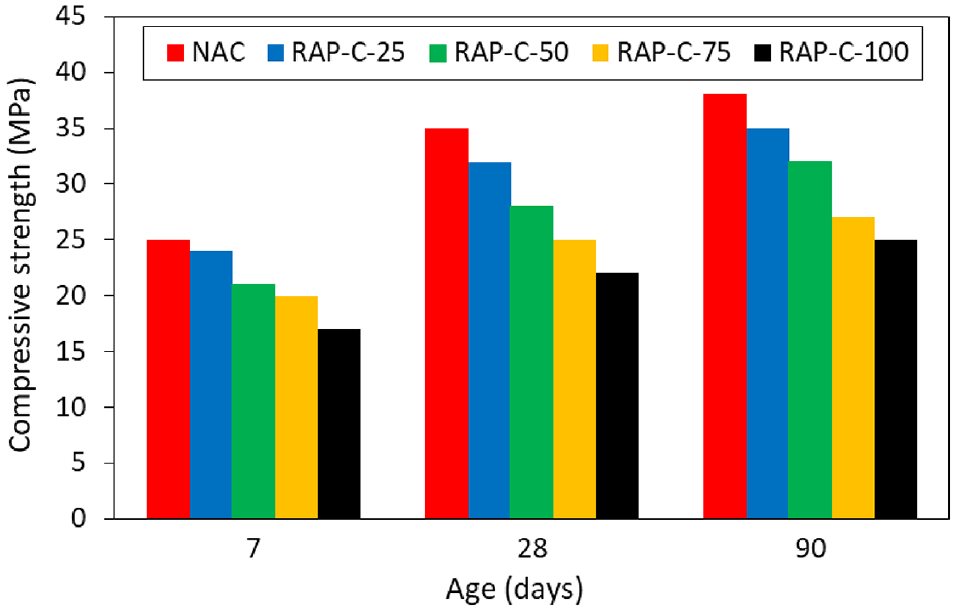
Compressive strength of tested concretes.
The results in Figure 6 show that the compressive strength decreases with increasing RAP content at different ages. The percentages of reduction at 28 days for the RAP-C mixtures compared to the control mix (NAC) are 8.5% for RAP-C-25, 20% for RAP-C-50, 28.5% for RAP-C-75, and 37.2% for RAP-C-100. It should be noted that a replacement ratio of up to 25% of RAP has only a marginal effect on the compressive strength.
Generally, RAP-C mixtures show a reduction in the compressive strength, which may be because of the problems caused by the clumping of RAP. The presence of an asphalt layer on the RAP creates a weaker and a larger ITZ between the RAP and the new cement paste with less calcium silicate hydrate and calcium hydroxide, and consequently reduces the compressive strength ( 16 ). In addition, the hydrophobic nature of asphalt means it repels the water around the aggregate in the fresh mixture, which increases the porosity, resulting in a weaker and porous ITZ in the RAP-C. These findings are consistent with those obtained in the literature (16, 40–43).
To mitigate the compressive strength loss caused by the inclusion of RAP, it is recommended to improve the asphalt's stiffness through aging or improve the bond between asphalt and aggregates by modifying the interface between them.
The target strength for the concrete was 30 MPa at 28 days. From these results, it is shown that with the incorporation of up to 50% RAP, the compressive strength was reduced to an acceptable level.
Flexural Strength
Figure 7 shows the flexural strength values for various types of concrete at curing ages (7, 28, and 90 days). The strength reduction pattern for the flexural strength was similar to that of the compressive strength.

Flexural strength of tested concretes.
It can be shown that the flexural strength increases with age for all tested mixtures. Indeed, the strength gains were 8.5%, 9.4%, 14.3%, 8.0%, and 12.6% from 28 to 90 days for NAC, RAP-C-25, RAP-C-50, RAP-C-75, and RAP-C-100, respectively.
It is observed that with increase in RAP aggregate content, the flexural strength decreases at all ages. The flexural strength of RAP-C-100 is 33% lower than that of NAC at 90 days. The reductions for RAP-C-25, RAP-C-50, and RAP-C-75 are 8%, 16%, and 26%, respectively. The reduction in flexural strength is in line with findings from previous studies ( 12 , 17 ). Singh et al. ( 12 ) reported a 26% reduction in flexural strength at 28 days when using 100% RAP compared to NAC. On the other hand, Erdem and Blankson ( 17 ) observed a 36% reduction.
The presence of an asphalt coating around the RAP leads to a poor interfacial connection between the cement mortar and the RAP, thereby reducing the flexural strength. The ITZ is considered to be the most brittle area of the RAP-C, which easily fails under external loading. In addition, cracks develop around rather than through the RAP then they break through the asphalt layer, thus reducing flexural strength. Moreover, the thicker the film, the higher the RAP content and, consequently, the greater the reductions in the flexural strength.
Modulus of Elasticity
Figure 8 shows the results of the 28-day elastic modulus test. The results indicate that the modulus of elasticity decreases as the RAP content increases. Indeed, the modulus of elasticity of RAP-C-25 was reduced by about 12% compared to NAC. For RAP-C-50, RAP-C-75, and RAP-C-100, the modulus of elasticity was reduced by 32%, 36%, and 48%, respectively. These results are similar to those found by other authors ( 43 – 46 ).

Elastic modulus of tested concretes at 28 days.
The elastic modulus is mainly related to a several factors, such as the aggregates, water/cement ratio, and compressive strength ( 47 ). In fact, the modulus of elasticity is strongly influenced by that of the aggregates and the aggregate content of the mix. RAP material has a lower elastic modulus than that of NAC, resulting in a lower modulus of elasticity for RAP concrete ( 44 , 45 ).
The presence of micro-fissures and voids in the ITZ between the asphalt and cement paste further reduces the elastic modulus of the concrete, as confirmed by Debbarma et al. ( 43 ).
Matrix Microstructure
Figure 9 depicts the microstructure of RAP-C-100 examined by the SEM. The presence of an asphalt layer around the RAP impedes the creation of good interfacial bonding, contributing to a weak ITZ that is larger and more porous than the one formed between the bitumen and the cement mortar, which reduces the quality of the concrete. Because of the presence of a viscoelastic asphalt layer surrounding the RAP, the crack moves around the surface of the RAP aggregate.

Scanning electron microscope analysis of RAP-C-100.
The X-ray diffraction (XRD) plots of two mixes (NAC and RAP-C-100) are shown in Figure 10. The peaks observed correspond to the chemical elements (O, Si, C, and Ca), which are the main components of the adherent non-hydrated mortar paste and the cement paste. The Ca/Si ratio is 20.98 for RAP-C-100 and 4.74 for NAC. It is notable that the increase in the Ca/Si ratio is caused by the width and porosity of the ITZ.
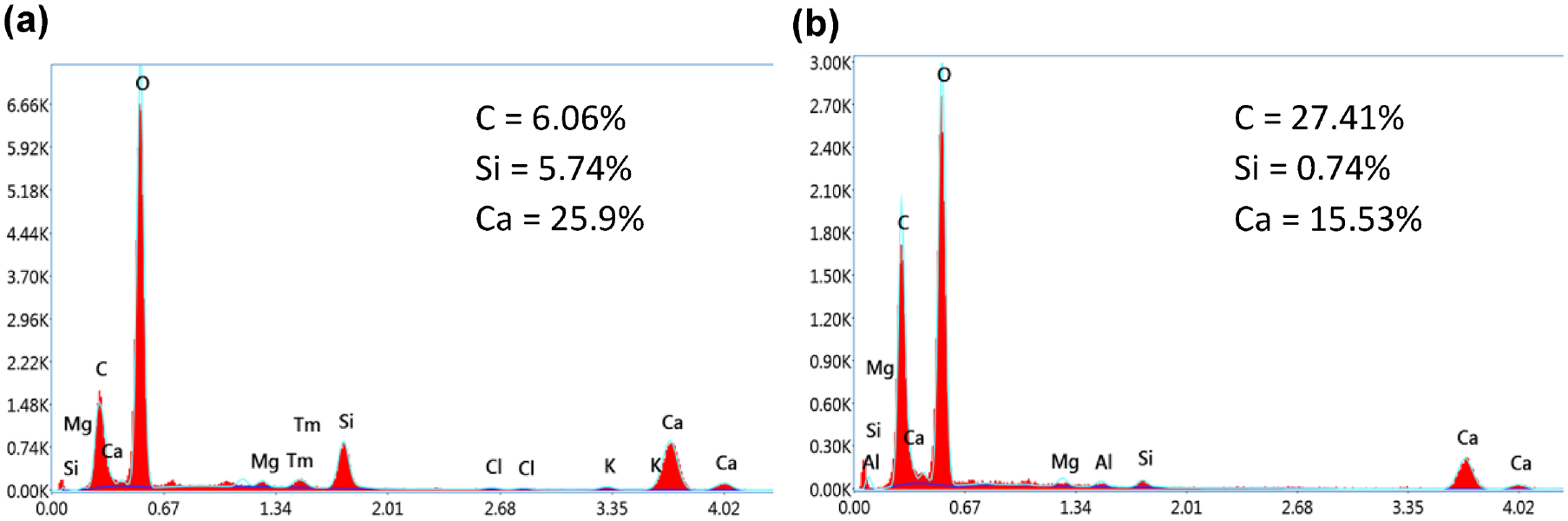
X-ray diffraction analysis: (a) natural aggregate concrete and (b) RAP-C-100.
In addition, it should be noted that the RAP-C-100 mix contained 27.41% C, whereas the NAC exhibited a lower C content of 6.06% (Figure 10). Indeed, the Ca/Si ratio and the percentage of C in the RAP-C-100 mixtures increased with an increase in the RAP substitution ratio, caused by the existence of an asphalt film around the aggregates, which affects the hydration process, resulting in a higher content of non-hydrated particles in the form of calcium hydroxide crystals and reducing the formation of the main hydration product (C-S-H).
Total Shrinkage
Effect of the RAP Content on the Shrinkage
Shrinkage is a decrease in the volume of concrete caused by hardening without the impact of external forces. This volume loss is primarily driven by changes in the moisture levels and physical and chemical characteristics of the concrete. The shrinkage is generally determined by the kind of coarse aggregate, size, volume, and elastic modulus. Indeed, the coarse aggregate type determines the volume of the concrete and can therefore influence shrinkage ( 48 ). It is worth mentioning that the measured total shrinkage is the sum of drying shrinkage, autogenous shrinkage, and thermal shrinkage.
Figure 11 shows the evolution of the total shrinkage for all tested concrete mixtures with different RAP contents as a function of time (from 1 to 180 days) for three curing temperatures. For a constant temperature, it is observed that using RAP increases the total shrinkage of all RAP-C mixtures.
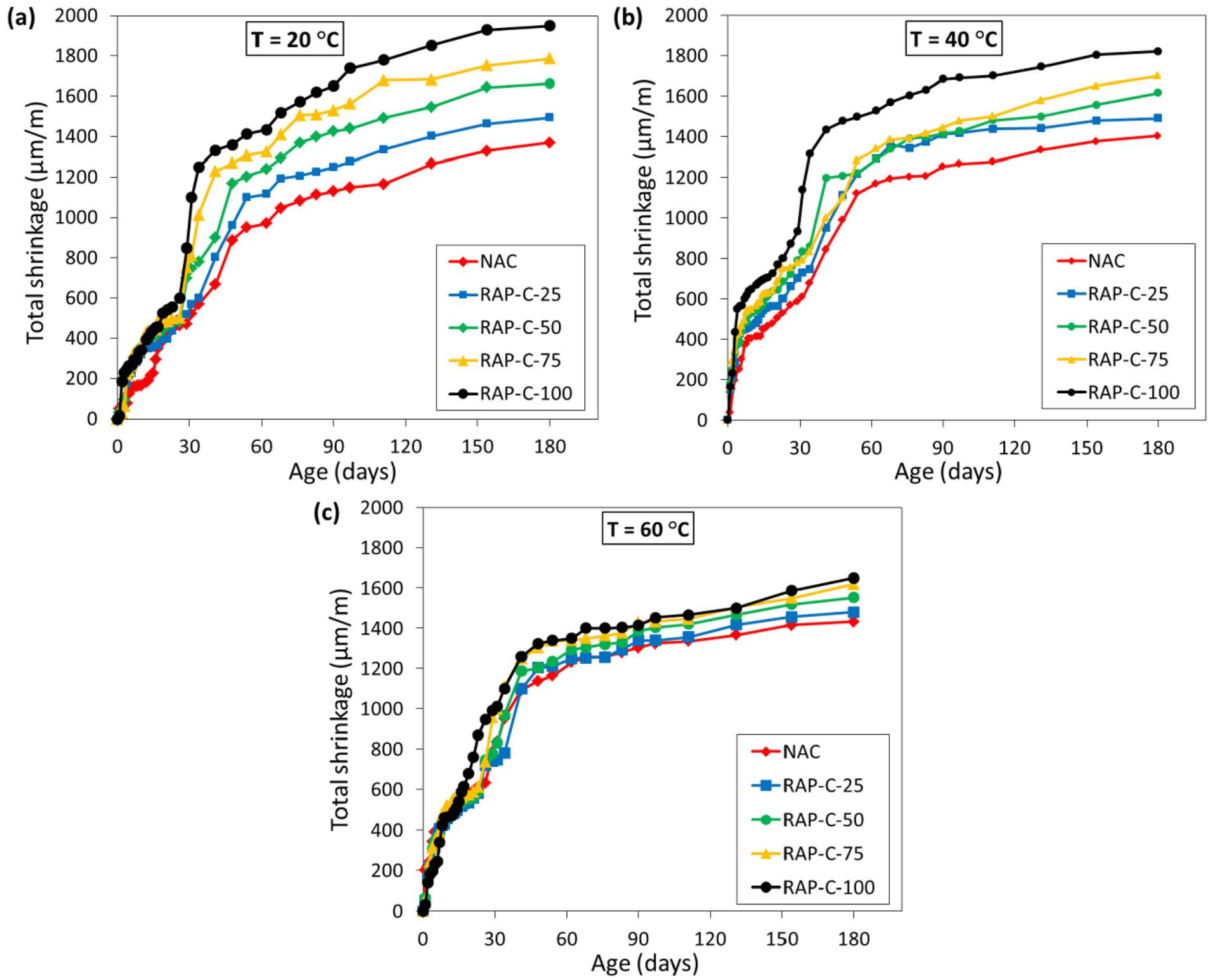
Effect of reclaimed asphalt pavement (RAP) on the total shrinkage: (a) T = 20°C, (b) T = 40°C, and (c) T = 60°C.
At 180 days, the total shrinkage of RAP-C-100 was approximately 42%, 30%, and 13% higher compared to the reference mixture NAC at curing temperatures of 20°C, 40°C, and 60°C, respectively. For RAP-C-75, the total shrinkage increased by 30%, 21%, and 11%, respectively. For RAP-C-50, the increase was 21%, 15%, and 6%, respectively. For RAP-C-25, the increase was 9%, 6%, and 1%, respectively.
The shrinkage of RAP-C is higher than that of NAC, which might be due its lower rigidity and to the high porosity and the RAP ( 49 ), resulting in lower internal deformation and increased elongation ( 22 ). This is because of the decrease in elasticity, which results in a reduction in the stress in the cement mixture for free shrinkage. The lower stiffness of the coarse RAP reduces the internal deformation and therefore increases the elongation in the free shrinkage test ( 22 ).
Effect of Curing Temperature on the Total Shrinkage
Figure 12 depicts the values of shrinkage of the mixtures at 180 days for different curing temperatures. Contrary to ordinary concrete, the total shrinkage of RAP-C-50, RAP-C-75, and RAP-C-100 is reduced with increasing curing temperature.
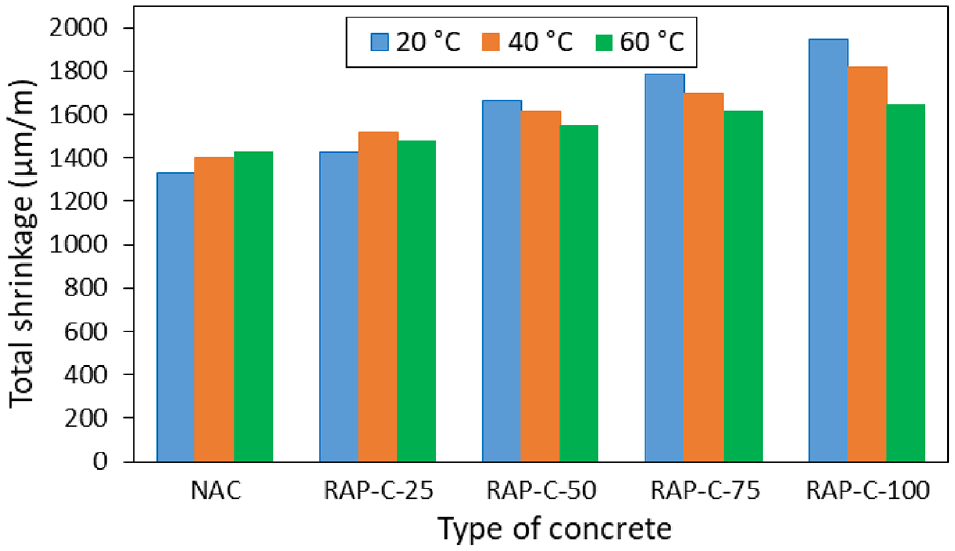
Total shrinkage versus curing temperature at 180 days.
At 180 days, the shrinkage values of RAP-C-100 were 1650, 1820, and 1950 μm/m at 60°C, 40°C, and 20°C, respectively. For RAP-C-50, the shrinkage values were 1554, 1615, and 1663 μm/m at 60°C, 40°C, and 20°C, respectively. For NAC, the shrinkage values were 1434, 1403, and 1370 μm/m at 60°C, 40°C, and 20°C, respectively.
As the RAP aggregate content increases, the porosity of RAP-C increases ( 9 ). The softening point of bitumen is between 40°C and 60°C, so the bitumen melts and seeps into the pores of RAP-C during oven drying ( 50 ). This changes the internal pore structures and leads to a restriction of the movement and loss of internal water, which causes a decrease in the porosity of the mixtures and leads to a reduction in the shrinkage of RAP-C ( 9 , 51 , 52 ).
Maturity Method
In this section, the total shrinkage of RAP-C using the finite element (FE) ANSYS software is analyzed. The calculation of the total shrinkage for the three curing temperatures (20°C, 40°C, and 60°C) requires the thermo-mechanical properties of RAP-C for each temperature value. These property values are obtained using a combined experimental approach, the maturity method and the two-phase serial model. The mechanical properties are derived through experimental investigation at 20°C, whereas for both temperatures 40°C and 60°C, the thermo-mechanical properties are estimated using the maturity method.
The maturity method was employed to assess the evolution of the mechanical properties of concrete at different curing temperatures ( 53 ). This approach was proposed by Knudsen (1982) ( 54 ) and utilized by the ASTM C 1074-17 standard ( 54 ):

where S(t) is the shrinkage at time t, Su is the extreme shrinkage value, t50 is the time to accomplish 50% of the extreme value (days), and t0 is the setting time.
Degree of Hydration
The degree of hydration α(t) of the cement is expressed as the ratio of the shrinkage at a given age to the ultimate shrinkage. Equation 2 is deduced from Equation 1 to estimate the variation of α(t) with time t ( 54 ):

Half-Age of Shrinkage
The age at which shrinkage reaches half of its ultimate value is known as the “half-age.” It can be calculated using the relationship between the events and the linear bends
Half-Age of Shrinkage of Concrete Mixtures for Various Curing Temperatures
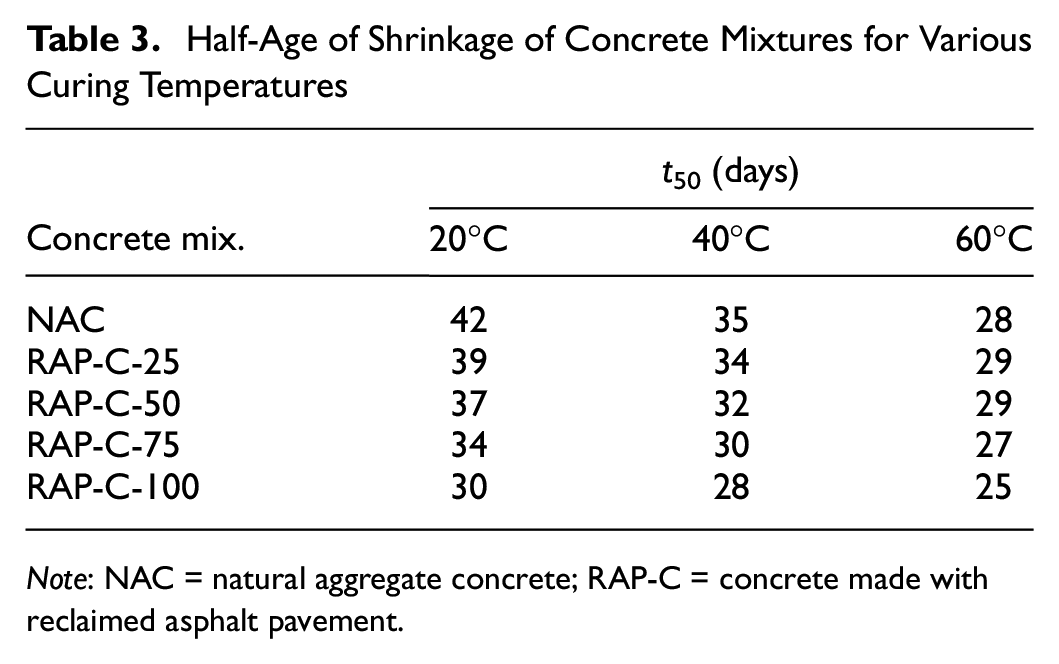
Note: NAC = natural aggregate concrete; RAP-C = concrete made with reclaimed asphalt pavement.
The shrinkage at 180 days is considered the extreme. Table 3 shows the results concerning the half-age of shrinkage for various curing temperatures and concrete mixes. As the RAP replacement rate and temperature increase, the half-age decreases.
Activation Energy
The activation energy of a mixture is a measure of its sensitivity to temperature. It is utilized in the age-equivalent curing approach to transform the properties of concrete defined at the standard temperature to any other curing temperature. It can be calculated by the Arrhenius equation ( 54 ):

The same degree of hydration evolution must be reached at times t1 and t2, evaluated as follows ( 54 , 55 ):

where K is the kinetic constant, A is the constant for two temperatures T1 and T2, Ea is the energy of activation (kJ/mol), R is the perfect gas constant (R = 8.314 J/mol.K), and T is the temperature in kelvin.
The activation energy obtained for the different concretes is presented in Table 4, which indicates a decrease in activation energy when the RAP replacement rate is increased.
Energy of Activation for Different Concrete Mixes

Note: NAC = natural aggregate concrete; RAP-C = concrete made with reclaimed asphalt pavement.
Equivalent Age
The equivalent-age method calculates the time at reference temperature Tr that the mixture will take to reach the same degree of hydration at any other temperature T ( 54 , 55 ). The ratio of the equivalent time (te) to time (t) is a function of two temperatures, and its law is derived from Arrhenius’ general law of chemical reaction acceleration:

This method can predict the shrinkage at different temperatures. Since the isothermal evolution of the hydration degree at 20°C and the activation energy are known, it is possible to deduce the shrinkage development for a concrete exposed to any temperature history. Figure 13 shows the equivalent age obtained for various temperatures and different concrete mixtures.
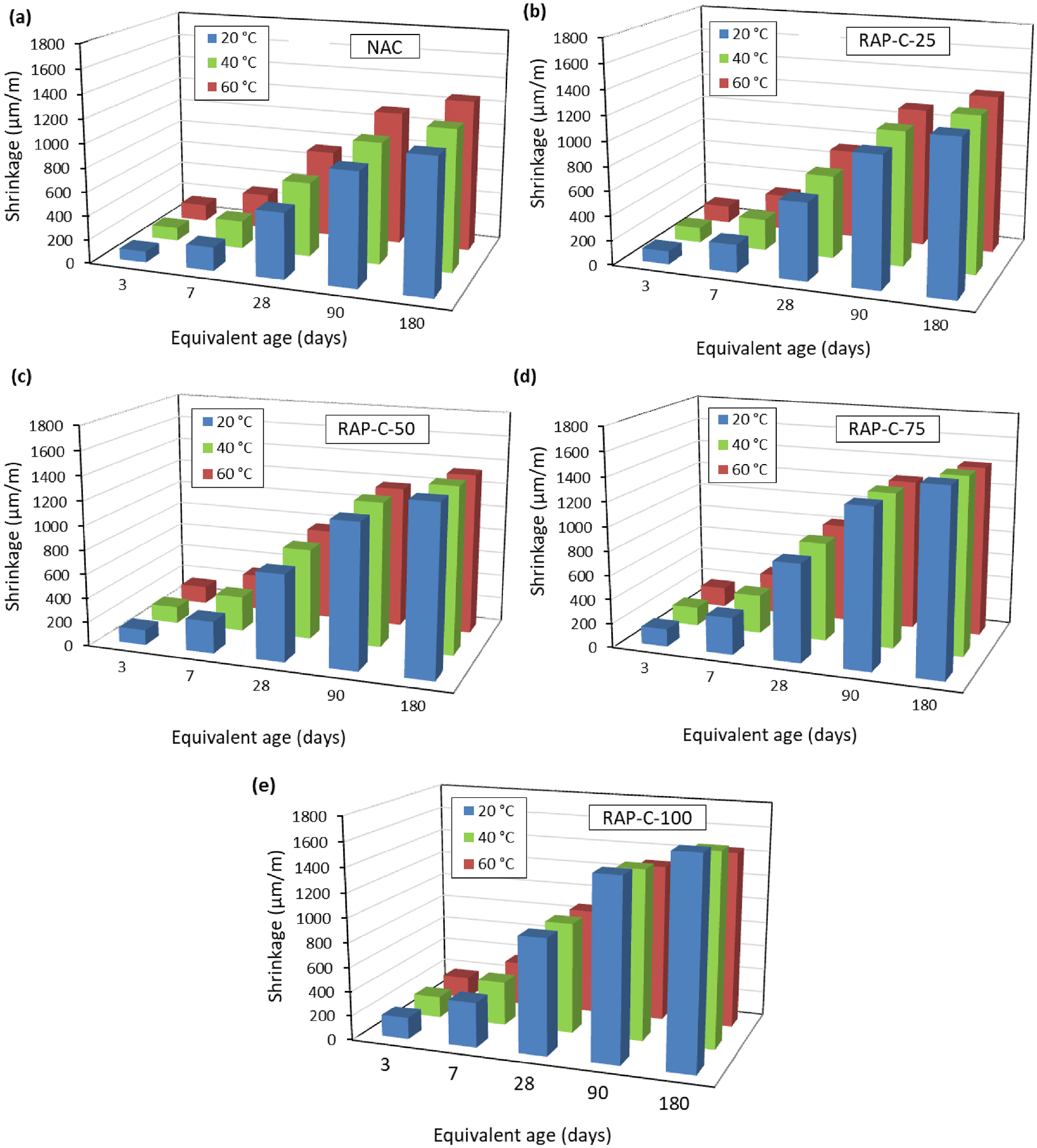
Equivalent age for different curing temperatures and different concrete mixtures: (a) NAC, (b) RAP-C-25, (c) RAP-C-50, (d) RAP-C-75, and (e) RAP-C-100.
Thermal Characteristics of Concrete
The specific heat capacity Cm and the thermal conductivity Km of mortar at degree of hydration α are evaluated as follows ( 20 ):


where C0 and K0 are the specific heat capacity and thermal conductivity of mortar at 28 days, respectively. In this study, C0 and K0 are taken to be equal to 900 J kg−1°C−1 and 2.7 W m−1°C−1, respectively.
The specific heat capacity Cc and thermal conductivity Kc of concrete are based on the two-phase serial model (Figure 14) ( 56 , 57 ):


where Cca, Kca, and Vca are the specific heat capacity, thermal conductivity, and volume of coarse aggregate, respectively, and Vm is the mortar volume.
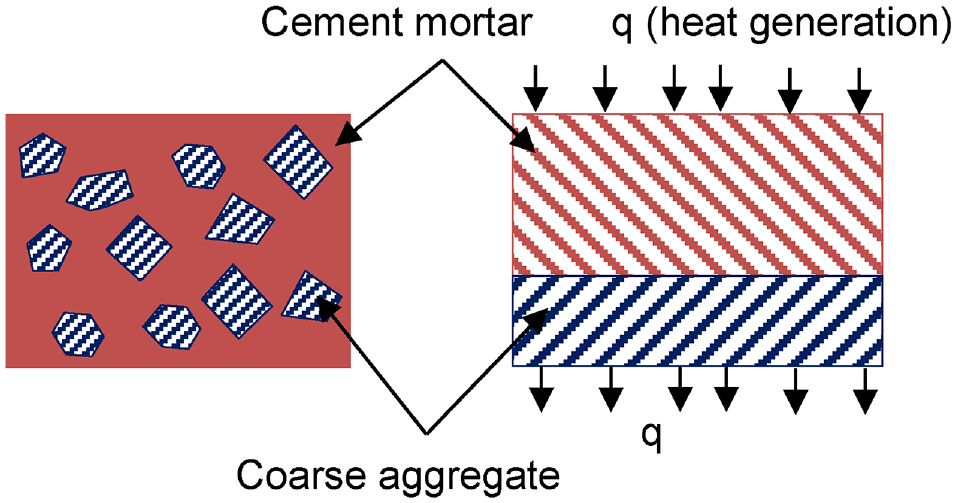
Two-phase serial model ( 56 ).
Here,

The thermal expansion coefficient of concrete αc(t) (°C−1) at time t is calculated as follows ( 59 ):

where αk is the thermal expansion coefficient of concrete at 28 days (°C−1), expressed as follows ( 60 ):

Mechanical Characteristics of Concrete
The mechanical properties of concretes at
- The tensile strength is determined using the MC2010 standard ( 61 ), as follows:

- The compressive strength fc(te) is calculated as follows ( 24 ):

- The Young’s modulus Et(te) is given by ( 61 ) the following:

where ft28, fc28, and E28 represent the tensile strength (MPa), compressive strength, and Young’s modulus, respectively, of concrete at 28 days.
Total shrinkage is the sum of drying shrinkage, autogenous shrinkage, and thermal shrinkage. The total shrinkage strain Stotal is given by the following ( 24 , 28 , 59 ):

where Sthermal is the thermal shrinkage, Sdry is the drying shrinkage, and Sauto is the autogenous shrinkage.
The thermal shrinkage is obtained from the following equation:

where

where T(t) is the temperature of concrete (°C) at time t and Ttime-zero is its initial temperature.
The following function is applied to express the drying shrinkage ( 28 , 62 ):

where Su is the ultimate shrinkage (taken as equal to 4.8 µm/m).
Here, kvs, khs, kf, and ktd are calculated as follows:




where S (cm2) and V (cm3) are the area and the volume of the sample, respectively.
The autogenous shrinkage is expressed as follows ( 28 ):



where Sauto (t, TC) (µm/m) is the autogenous shrinkage corresponding to TC at time t (days), Sauto (t, 20) (µm/m) is the autogenous shrinkage corresponding to 20°C at time t (days), Sauto,28 (µm/m) is the autogenous shrinkage at 28 days, and β(t) is a function of autogenous shrinkage at 20ºC that depends on age.
Numerical Analysis
Non-Linear Finite Element Analysis
SOLID70 element is utilized in ANSYS© to evaluate the thermal strain ( 63 – 68 ). Then, the thermal elastic stress is switched by the SOLID70 element to SOLID65 element.
The properties of the concretes employed in the numerical work are given in Table 5.
Properties of Concretes Used for the Finite Element Model
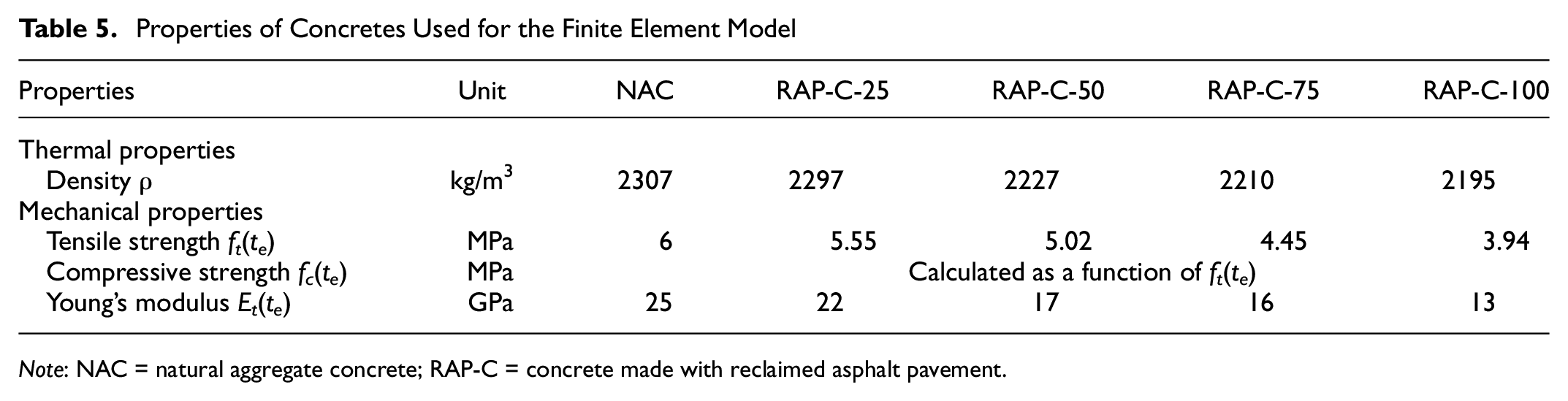
Note: NAC = natural aggregate concrete; RAP-C = concrete made with reclaimed asphalt pavement.
For the thermal study, the boundary conditions are represented by the film coefficient and convective heat transfer hfree (W m−2°C−1) ( 20 , 28 ):

where ϖ is the wind velocity (m s−1), assumed to be 1 m s−1 (samples preserved in a steam oven). As a result, for this study
To ensure that the FE model is in static equilibrium, the boundary conditions for structural analysis are set by blocking the bottom edge as a stable support with no translations and rotations.
Validation of FE Analysis
A comparison between the experimental and numerical results on the total shrinkage of concretes is shown in Figure 15. Furthermore, the high determination coefficient R2 values prove that the shrinkage follows a linear relationship with variation in the percentage of RAP in the concrete, at different curing temperatures. As can be seen in Figure 15, the numerical values do not differ much from the experimentally obtained values of shrinkage. The high R2 value shows that the two-phase serial model using ANSYS© and the maturity method can very accurately predict the total shrinkage of RAP-C.
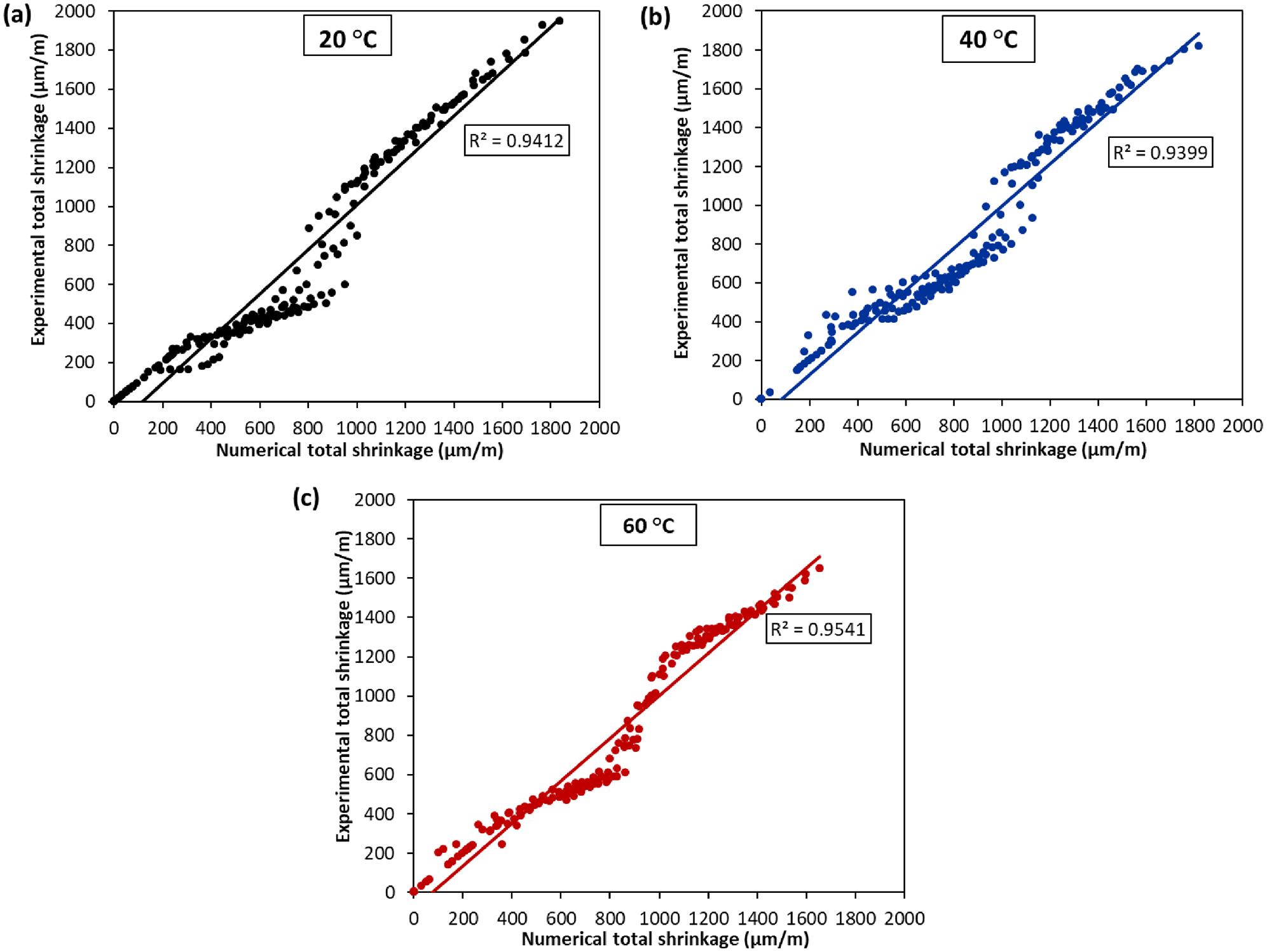
Experimental total shrinkage versus numerical total shrinkage for all data points at different curing temperatures: (a) T = 20°C, (b) T = 40°C, and (c) T = 60°C.
The accuracy of the numerical approach using the two-phase serial model and the maturity approach together can also be established by percentage residual error analysis. Table 6 shows the percentage residual errors for different mixes. Generally, the residual error percentage found is acceptable. Ultimately, the use of the two-phase serial model and maturity method for RAP between 0 and 100% and curing temperatures between 20°C and 60°C gives results in close agreement with the experimental data.
Residual Error of Numerical Total Shrinkage Values
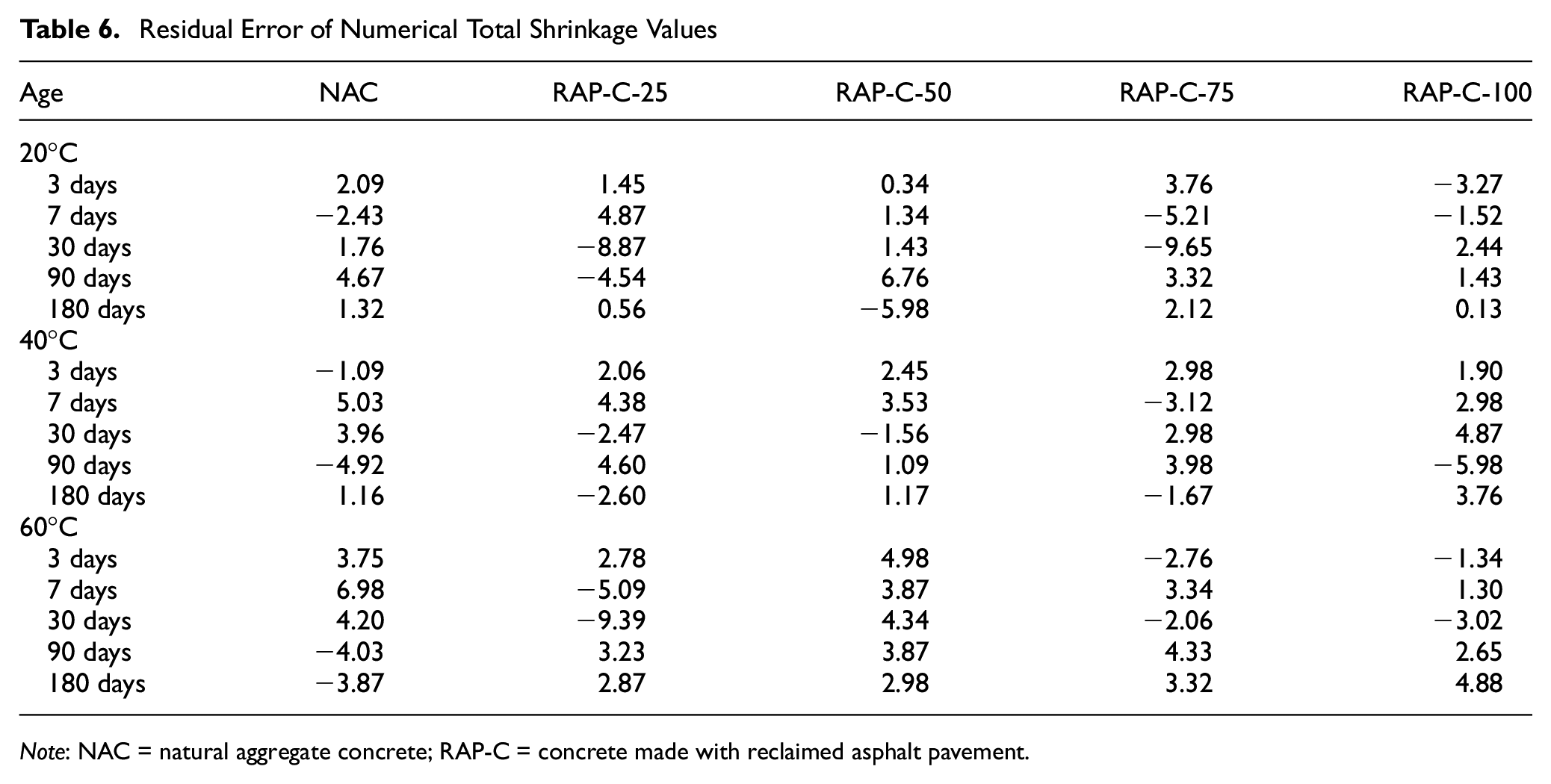
Note: NAC = natural aggregate concrete; RAP-C = concrete made with reclaimed asphalt pavement.
Furthermore, Table 7 presents a comparison between experimental and numerical results of the total shrinkage of concrete samples at different ages. Based on the listed values, the experimental shrinkages (εexp) are in a good agreement with the numerical ones (εnum), with an average εexp/εnum ratio ranging from 0.92 to 1.10. The standard deviation varies between 0 and 0.09 and the coefficient of variation ranges from 0 to 9.11%.
Comparison Between Numerical and Experimental Total Shrinkage Values.

Note: NAC = natural aggregate concrete; RAP-C = concrete made with reclaimed asphalt pavement.
As a result, the numerical total shrinkage of concrete samples subjected to different temperature levels show a good agreement with the obtained experimental values. Therefore, the numerical simulation of the total shrinkage can be accurately assessed using the finite element analysis (FEA) ANSYS© software.
Conclusions
To study the possibility of using RAP as aggregate in concrete, five different types of mixtures were investigated. The main results are as follows.
The slump of concretes is most affected by the percentage of RAP content.
The mechanical strengths of concrete are affected by the interaction between cement and aggregates; RAP-C exhibits lower compressive and tensile strengths compared to NAC.
The concrete produced with RAP displays a systematic decrease in the modulus of elasticity. For RAP-C-25, RAP-C-50, RAP-C-75, and RAP-C-100, the elastic modulus was reduced by 12%, 32%, 36%, and 48%, respectively, compared to NAC.
The total shrinkage increases with an increasing ratio of RAP at the same temperature. The total shrinkage of RAP-C-100 was approximately 42%, 30%, and 13% higher compared to the reference mixture NAC at curing temperatures of 20°C, 40°C, and 60°C, respectively, whereas for RAP-C-25, the increase was marginal.
The total shrinkage of RAP-C decreases as the curing temperature increases from 20°C to 60°C. In the case of RAP-C-100, reductions of 18% and 10% were observed at 60°C and 40°C, respectively, compared to 20°C.
The numerical shrinkage results showed similarity to the experimental ones, which implies that the numerical approach using the two-phase serial model and the maturity approach, combined, can accurately predict the shrinkage deformation of concrete.
It is recommended to use up to 50% RAP for manufacturing cement concrete, which seems to be an appropriate solution. It solves the problems related to the huge quantity of RAP and consequently reduces the consumption of NAC.
Footnotes
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: S. Bensahnoune, F. Bouziadi, B. Boulekbache, M. Hamrat, A. Haddi, S. Amziane; data collection: S. Bensahnoune, F. Bouziadi; analysis and interpretation of results: S. Bensahnoune, F. Bouziadi, B. Boulekbache, M. Hamrat, A. Haddi, S. Amziane; draft manuscript preparation: S. Bensahnoune, F. Bouziadi, B. Boulekbache. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.