
Abstract
In recent years, consumers have begun showing an increased interest in environmentally friendly fibers along with growing concerns about environmental problems. This trend encourages the development and use of fibers from renewable sources as substitutes for petroleum-based synthetic fibers in the textile and apparel industry. Though renewable fibers have already been used for many purposes and will become an important element of the apparel industry, there lacks the objective performance evaluation of fabrics made with renewable sourced fibers. This study evaluated comfort and sensorial performance of knit fabrics for young children's clothing made with renewable fibers. In this research, organic cotton, bamboo viscose blended, and soybean blended fabrics with jersey, French terry and 1x1 rib knit structures were investigated. Effects from fabric thickness, fiber content, and knit structure on comfort and sensorial performance were assessed. Appropriate fabric choices for different apparel applications were also suggested.
Researchers have recently paid more attention to potential substitutes for synthetic fibers due to the shortage of petroleum-based materials and societal emphasis on recycling and environment-friendly practices (Perepelkin, 2005). Fibers from renewable sources, such as corn, bamboo, hemp, and soy, have been used in various textile products such as towels and linens (Mass, 2009), bags and accessories (Jarrett, 2009), and clothing (Gross, 2000; Mass, 2009). Utilizing renewable fibers can reduce material and energy consumption during production of polymeric materials and can help meet future fiber needs (Perepelkin, 2004).
Bamboo viscose fiber is regarded as environment-friendly because the bamboo plant is a very fast-growing resource that can be cut and regrown recurrently in 1 year (Fletcher, 2008). Bamboo does not need chemical pesticides or synthetic fertilizers; it is naturally pest-resistant and grows easily in many climates, though it is not grown in the United States as an agricultural crop (Baugh, 2008; Mass, 2009). Due to bamboo viscose fiber having similar characteristics with cotton, such as softness, strength, and absorbency, it has been used for terry-cloth towels and bed linens (Baugh, 2008). In addition, the bamboo viscose fiber dries faster and accepts dyes rapidly and thoroughly (Mass, 2009), so the processing and care of textiles requires less energy consumption. However, most of the environmental benefits of using bamboo viscose fibers are related to the growth of the bamboo plant, the raw material source of the fiber. As a regenerated cellulose fiber, the production of bamboo viscose fiber has a similar environmental impact as the production of viscose rayon. Unless bamboo fiber is produced in a less-polluting process, which requires labor-intensive efforts, the common bamboo fiber production process has no less environmental impact than viscose rayon (Scaturro, 2008). Furthermore, untreated bamboo viscose fibers do not have ultraviolet protection or antimicrobial properties, though many have claimed the fibers inherit these properties from the bamboo plant (Sarkar & Appidi, 2009).
Soybean fiber, a protein fiber despite its plant origin, was developed as a by-product of tofu production (Ciardiello, 2007). This fiber is regarded as a potential replacement for petrochemical and natural materials because it is abundant and cost effective (Vynias, 2011). It has soft tactile characteristics, making it a potential substitute for cotton, cashmere, or rayon. As with cotton fiber cultivation, there is concern related to the environmental impact of soybean cultivation. “Commercial large-scale soya bean farming is water, fertilizer and pesticide intensive, and is commonly reliant on GM technology and widespread herbicide use supported by biotechnology companies” (Fletcher, 2008, p. 34).
Among environment-friendly apparel fibers, organic cotton is the most well known by consumers. Producing cotton organically requires using methods and materials that have a lower impact on the environment such as farming without persistent pesticides and synthetic fertilizers (Organic Trade Association, 2010). To call cotton “organic,” it should meet the U.S. Department of Agriculture organic standard (Baugh, 2008). Currently, 22 countries worldwide grow organic cotton, which represents 0.76% of global cotton production (Organic Trade Association, 2010). While organic cotton production has numerous positive aspects, such as improving soil quality and reducing agronomic, environmental, and health risks, limitations include high manual labor input and production costs (Bachmann, 2012).
More recently, interest in buying and selling apparel products made from renewable fibers has increased as many big retailers pursue green practices to satisfy their customers’ demand for environment-friendly products (Lewis, 2007). Soybean and bamboo fibers are used along with organic cotton to produce environment-friendly clothing (Ciardiello, 2007). Although there are some controversial unsustainable practices in bamboo and soybean fiber production, this study employed these two fibers because of their current reputation as renewable fiber materials. As consumer interest increases, understanding the performance of fabrics containing renewable fibers becomes essential. Gam, Cao, Farr, and Kang (2010) suggested that producing environment-friendly clothing with high quality and good performance is important for consumer acceptance of those products; they also found that quality and softness were reasons why consumers selected organic cotton over conventional cotton.
With this trend, the sales of environment-friendly young children’s clothing and diapers have also grown (Organic Trade Association, 2007), since mothers are choosing to make environment-friendly choices for their young children (Jeffries, 2008). Soybean and bamboo fibers are used along with organic cotton to produce environment-friendly young children’s clothing (Ciardiello, 2007). Due to availability of and interest in environment-friendly young children’s clothing, we evaluated fabrics that have been commercially used in young children’s clothing. Hand, absorbency, and adaptation for body movement are important requirements for textiles used in young children’s clothing. As a result, knit fabrics dominate these types of products. To further improve the performance of body movement adaptation, spandex fibers are sometimes blended with natural or regenerated fibers in fabrics used for young children’s clothing. Therefore, we focused on knit fabrics made from 100% or blended fabrics containing organic cotton, bamboo viscose, soybean, and spandex fibers.
Textile hand and clothing comfort, including thermophysiological comfort and sensorial comfort are important measurements for understanding the complexity of the human sensory response to clothing materials (Barker, 2002). Fabric hand is based on people’s subjective preferences (Pan, Yen, Zhao, & Yang, 1988) and is primarily assessed subjectively in a few minutes (Sülar & Okur, 2008). Since Peirce’s (1930) pioneering study to identify textile properties that can be objectively measured and can reflect handling sensations such as stiffness and hardness, many researchers have conducted research and developed instruments to objectively measure textile hand (Sülar & Okur, 2008). Barker’s (2002) research group developed simple linear regression models that use textile bulk mechanical properties (tensile, bending, or compression) and a fabric surface property (surface friction or roughness) to predict fabric hand. Kawabata Evaluation System (KES) can be used to measure these textile properties and assess fabric hand (Barker, 2002); however, KES is expensive and test methods are complex (Sülar & Okur, 2008). American Society for Testing and Materials (ASTM) D6828-02 (Standard Test Method for Stiffness of Fabric by the Blade/Slot Procedure, 2011) is a relatively simple method to measure the stiffness of a fabric using the Handle-O-Meter instrument.
During normal wear with insensible perspiration, steady state heat and moisture vapor transfer are key parameters of the textile that help the wearer maintain thermoregulation and thermal comfort (Barker, 2002). A sweating guarded hotplate can be used to measure a fabric’s steady state thermal resistance (R ct) and steady state evaporative resistance (R et) in accordance with International Organization for Standardization (ISO) 11092 and ASTM F1868 (Cao, Branson, Peksoz, Nam, & Farr, 2006) standards. When sensible sweating and liquid sweat occur because of strenuous activity or climate conditions, the moisture liquid must be rapidly managed by the clothing to maintain thermal regulation (Barker, 2002). In addition, a high level of moisture in the fabrics, and high vapor accumulation on the skin, will result in an uncomfortable feeling (Beskisiz, Ucar, & Demir, 2009). Therefore, liquid moisture management of a textile determines both thermophysiological comfort and sensorial comfort (Barker, 2002; Hu, Li, Yeung, Wong, & Xu, 2005). The moisture management tester (MMT) can be used to quantitatively measure 10 indexes that characterize a fabric’s liquid moisture management properties (Hu et al., 2005), including wetting time (top, WT t ; and bottom, WT b ), maximum absorption rates (top, AR t ; and bottom, AR b ), maximum wetting radii (top, WR t ; and bottom, WR b ), spreading speeds (top, SS t ; and bottom, SS b ), cumulative one-way transport capacity (OWTC), and overall moisture management capacity (OMMC).
Despite the increases in the use of organic cotton, bamboo viscose, and soybean fibers for apparel products, little research has been conducted to quantitatively evaluate human comfort performance of those fibers. The purpose of this study was to evaluate the thermal and sensorial comfort performances of fabrics made from these renewable fibers. Fabric stiffness measured by the Handle-O-Meter was used to assess fabric hand. Thermal and evaporative resistances (R ct and R et), as measured by a sweating guarded hotplate, were used to assess thermal comfort with insensible noticeable perspiration. Moisture management properties measured by an MMT were used to assess thermal comfort with sensible perspiration and sensorial comfort.
Method
Materials
Eight fabrics were used in this study and their fiber contents and fabric structures are listed in Table 1. To obtain fabrics, an online search with the key words, sustainable (or green, eco-friendly) young children’s clothing fabric, was utilized. After the list of fabric manufacturers was obtained, we contacted manufacturers and explained the study purpose and processes. Among them, three manufacturers responded and one manufacturer allowed the purchase of a small quantity for testing. Fabrics were selected based on availability from the manufacturer and whether the fabrics were in current commercial use. Because commercially available fabrics were used, the research results could be practical. However, it is acknowledged that these fabric choices cannot represent all kinds of fabrics containing organic cotton, bamboo viscose, and soybean fibers because these fabrics were produced by one manufacturer.
Fabrics Tested in This Study.

Because young children’s clothing was used as a key word for fabric acquisition, all fabrics obtained were knit fabrics. Fabrics 6, 7, and 8 contained 5% of spandex fiber, which is synthetic. As indicated before, spandex fibers are sometimes used in young children’s clothing for better adaptation of body movement. This study did not exclude these two fabric types to better reflect the current young children’s clothing market.
Fabric Thickness
The thickness of the fabrics was measured using a portable thickness gauge made by SDL Atlas Inc. (Rock Hill, SC, model: J100) in accordance with ASTM Test Method D1777-96 (Standard Test Method for Thickness of Textile Materials, 2007). Ten replicates were tested for each fabric with the fabric thickness means presented in Table 1.
Dry Thermal Resistance (R ct) and Water Vapor Resistance (R et)
Dry thermal resistance and water vapor resistance measurements were used to assess the thermal comfort of fabrics. Thermal resistance (R ct) and water vapor resistance (R et) were measured by a sweating guarded hotplate manufactured by Measurement Technology Northwest (Seattle, WA, model: SGHP-8.2). A sweating guarded hotplate was installed inside a humidity and temperature chamber manufactured by Thermotron Industries (Holland, MI, model: SM32 S) to provide the appropriate ambient environmental temperature and humidity according to the standard.
Both dry thermal resistance (R ct) and water vapor resistance (R et) experiments were conducted according to the ISO 11092 standard (1993). The dimensions for all of the fabric specimens were 30.5 cm (12 inches) in length and 30.5 cm (12 inches) in width. Three test specimens for each fabric were cut and prepared. All specimens were conditioned for a minimum of 12 hr at the temperature and humidity specified in the appropriate environmental condition in accordance with ISO 11092 standards.
Moisture Management Properties
To measure the moisture management properties of the fabrics, this study employed the MMT manufactured by SDL Atlas Inc. (Rock Hill, SC) in accordance with American Association of Textile Chemists and Colorists Test Method 195-2009 (Liquid Moisture Management Properties of Textile Fabrics). The specimen sizes were 8 cm × 8 cm, and five replicates were tested for each fabric. Moisture management properties accumulative one-way transport index (or OWTC) and OMMC were reported and analyzed in this study.
Fabric Stiffness
The stiffness of the fabrics was measured using a Handle-O-Meter Tester manufactured by Thwing-Albert Instrument Co. (West Berlin, NJ). In accordance with ASTM D 6828-02 (Standard Test Method for Stiffness of Fabric by the Blade/Slot Procedure), the specimen sizes were 10 cm × 10 cm, the penetrator was a 100 g beam, and the slot width was 10 mm. Quadruped test mode was used, and the averages of warp direction face up, filling direction face up, warp direction face down, and filling direction face down stiffness were reported. Five replicates were tested for each fabric.
Results and Discussion
Testing Results of Hand and Comfort Performance of the Fabric Samples
The testing results (means and standard deviations) of R ct, R et, OWTC, OMMC, and fabric stiffness are presented in Table 2. As a preliminary analysis, a correlation test between steady state vapor resistance (R et) and OWTC (one of the water management properties) was conducted and found that there was no significant correlation (p = .627) between R et and OWTC. This indicated that steady state vapor transport and moisture liquid transport through textile fabric are two independent behaviors. This finding was consistent with a previous study (Cao et al., 2006).
Means and Standard Deviations of Evaluations.

Note. M = mean; OMMC = overall moisture management capacity; OWTC = one-way transport capacity; SD = standard deviation.
The Effect of Fabric Thicknesses on Hand and Comfort Performances
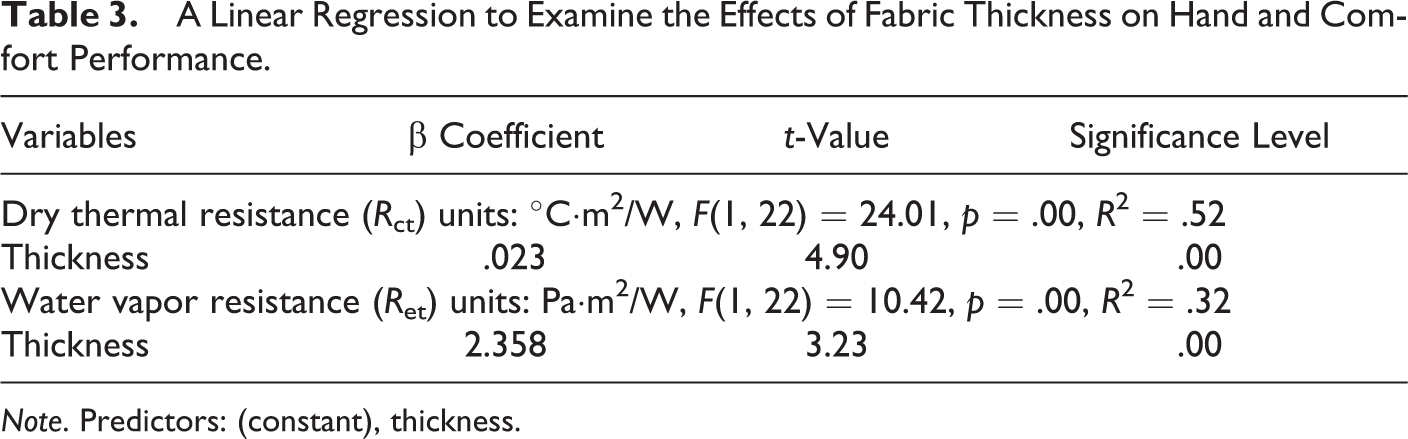
A series of linear regression analyses were used to evaluate the effectiveness of fabric thicknesses on fabric performance tests. The general linear model yi = β0 + β1xi + εi was used. The dependent variables, y, were dry resistance (R ct), water vapor resistance (R et), moisture management properties (OWTC and OMMC), and fabric stiffness, and x was the fabric thickness. The analysis found that fabric thickness has significant effects on dry resistance and water vapor resistance (Table 3), while fabric thickness does not have significant effects on OWTC, OMMC, and fabric stiffness. A positive β coefficient value indicated that R ct and R et values increased as fabric thickness increased. Thinner fabrics have lower steady state thermal and evaporative resistances. This finding was also consistent with a previous study (Cao et al., 2006). Thinner fabric provides better comfort (cooler) during normal wear with insensible sweating. For a homogeneous solid material, R ct = L/k (L is thickness and k is thermal conductivity), and increasing thickness will increase R ct. Knit fabric, which has solid fibers and air spaces between fibers, is not a homogeneous solid material. A thick fabric may contain more air, which has lower heat conductivity than solids. This explains that increasing thickness will also increase R ct of knit fabrics. Most of moisture evaporates through the air spaces between fibers. The air channels in a thick knit fabric are longer. As a result, thick fabric has higher R et.
A Linear Regression to Examine the Effects of Fabric Thickness on Hand and Comfort Performance.
Note. Predictors: (constant), thickness.
The Effect of Fabric Characteristics on Hand and Comfort Performances
Table 4 shows the analysis of variance table for the comparisons of R ct, R et, OWTC, OMMC, and fabric stiffness among the eight fabric samples. There were significant differences (p < .01) in all of testing results for these eight fabrics. Fisher’s least significant difference (LSD) test was used to examine whether significant differences exist between each fabric; the results of the LSD analysis are shown in Table 5.
ANOVA Table Comparing Hand and Comfort Performances for the Eight Fabrics.

Note. ANOVA = analysis of variance; OMMC = overall moisture management capacity; OWTC = one-way transport capacity.
LSD Post Hoc Test Results.

Note. LSD = least significant difference; OMMC = overall moisture management capacity; OWTC = one-way transport capacity. Group means connected by a line were not significantly different.
Table 5 shows that for R ct, Fabric 1 forms its own group, while Fabrics 2 through 5 group together. Fabrics 6, 7, and 8 formulate the group with the highest R ct. LSD results for R et created four groups. Fabric 1 forms its own group, while Fabrics 2, 4, and 5 group together. The third group consists of Fabrics 3, 6, and 7, and Fabric 8 forms the highest R et group. The results of R ct and R et are similar in that Fabric 1 has the lowest data, and Fabric 8 has the highest data. Each group of R ct and R et LSD results included fabrics with different fiber contents and knit structures. Since fabric thickness significantly determines R ct and R et as discussed before, the researchers believe that fabric thickness is a more important factor than fiber content and knit structure in determining R ct and R et.
In moisture management (OWTC and OMMC) tests, Fabrics 1, 2, 5, 6, 7, and 8 group together whereas Fabrics 3 and 4 group together. The first group has higher OWTC and OMMC data, indicating that these fabrics can easily and quickly transfer liquid moisture (sensible sweating) from next-to-skin (inner side) to the outer surface than the second group (Fabrics 3 and 4). Fabric thickness does not have significant effects on OWTC and OMMC. Moisture management is mainly determined by fiber contents and knit structures. The eight fabrics contain four different fibers, of which three are hydrophilic (organic cotton, bamboo viscose, and soybean) and one is hydrophobic (spandex). The eight fabrics also contain three knit structures (i.e., jersey, 1 × 1 rib, and French terry). These three structures have similar technical face (outer side), but different technical back (inner or next-to-skin side) because jersey and French terry are single filling knits and 1 × 1 rib is a double filling knit. With the same fiber content, typically, the inner side of French terry has higher moisture absorbency than the other two structures due to the loop piles in technical back. Similarly, inner side of jersey has purl stitch in technical back, which typically has higher moisture absorbency than the knit stitch in technical back (inner side) of 1 × 1 rib.
Among the three 100% organic cotton fabrics (Fabrics 1, 2, and 3), the French terry structure (Fabric 3) has the lowest OMMC (0.3080) and the negative OWTCs (−181.6280). It indicates that with 100% cotton, the French terry structure (Fabric 3) may absorb more moisture in the loops of the inner (next-to-skin) side and thus cannot easily diffuse the liquid (sweat) from the next-to-skin surface to the other side. Between the two bamboo viscose- and organic cotton-blended fabrics (Fabrics 4 and 5), fabric with jersey structure has the lower OMMC (103.9040) and the lower OWTCs (0.4380) than the fabric with 1 × 1 rib structure. This indicates that the inner (next-to-skin) side of the jersey fabric (the single knit) may absorb more moisture than the 1 × 1 rib structure (the double knit) and hinder the moisture from transporting to the other (surface) side. There is no significant difference in moisture management (OWTC and OMMC) among the three fabrics containing spandex (Fabrics 6, 7, and 8) even though these fabrics have different structures (1 × 1 rib, jersey, and French Terry). Spandex fiber is hydrophobic and has a high wicking performance. The existence of the high wicking spandex fiber may help transport moisture from inner (next-to-skin) side to the other side. Because of the spandex content, even Fabric 8 (French terry structure) had high moisture transport and management capability. The moisture management results indicate that fiber content (containing hydrophobic, high wicking fibers) and knit structure (low absorbency in inner, next-to-skin side) are important factors that determine one-way moisture transportation and management capability.
Throughout the fabric stiffness tests, each fabric forms its own group. Among different fiber contents, fabrics containing bamboo viscose fiber (Fabrics 4, 5, and 6) exhibited the better value in softness measurements. For the fabrics with the same fiber content (Fabric 1 vs. Fabric 2 vs. Fabric 3; Fabric 4 vs. Fabric 5; Fabric 7 vs. Fabric 8), thicker fabrics are stiffer than thinner ones. The stiffness results indicate that fiber content (containing soft rayon fibers) and fabric thickness are important factors that determine fabric stiffness.
Conclusion
As demand and interest in sustainable and renewable sources in textile and apparel production increases, identifying comfort properties of fabrics made with renewable sourced fibers is beneficial. This study investigated thermal and sensorial comfort of organic cotton, bamboo viscose-blended, and soybean-blended knit fabrics that are frequently used in children’s clothing. Performances were also examined with different knit structures and fabric thickness. It was found that fabric thickness was a major determinant for R ct and R et. Thinner fabric has lower R ct and R et and is more comfortable in warm climates and when the user has insensible sweating. With the same fiber content, thinner fabric is also softer. Fiber content and knit structure were major determinants for moisture transportation and management. Hydrophobic fiber, such as spandex, may help transport liquid moisture from inner (next-to-skin) side to outer side. While the inner (next-to-skin) side of French terry and jersey structures absorbs more water, it may also hinder the transportation of moisture from inner side to outer side and makes the wearer uncomfortable when the person generates a large quantity of sweating. Fabric containing bamboo viscose fiber makes the fabric softer, while fabric containing soybean fibers makes no improvement in thermal and sensorial comfort.
Researchers have suggested that while a garment helps maintain optimal body temperature, selection of textile materials is a key factor in maximizing the performance of clothing (Ruckman, Hayes, & Cho, 2002). Using the results of our study, manufacturers can develop better performance fabrics to optimize thermal and sensorial comfort for different applications. Thin, jersey, or French terry fabrics containing bamboo viscose fibers provide better thermal and sensorial comfort for young children’s sleepwear or casual wear for warm weather. Rib knit fabric containing spandex fiber provides better thermal and sensorial comfort in children’s sportswear. Findings from this study will add to the body of literature in developing suitable fabrics. As renewable sourced fabrics should provide clothing comfort and quality, future studies could explore other renewable sourced fabrics or other fabrication methods, such as woven or different knitting structures to evaluate thermal and sensorial performances.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.