
Abstract
Silk fabric was simultaneously modified with itaconic acid and Allium cepa and itaconic acid and Terminalia arjuna in presence of potassium sodium tartrate as esterification catalyst and potassium peroxodisulfate as free radical polymerization catalyst using a dip-dry-iron-cure technique. Treatment of silk with 6% itaconic acid, 6% potassium sodium tartrate, 0.5% K2S2O8 and any of the above mentioned dyes with subsequent spin drying at 70°C followed by ironing of dried fabric at 70°C and curing of ironed fabric at 140°C for 5 minutes produced most balanced improvements in respect of depth-of-shade, wrinkle recovery, colourfastness to light, wash and rubbing with retention of more than 88% of the original strength. IR analysis of dyed silk fabric indicated that treatment of silk with itaconic acid and either of the above dyes under dual influence of esterification catalyst and free radical polymerization catalyst led to some degree of cross-linking of chains polymers of silk.
Natural dyes have recently evoked immense interest for coloration of silk and other textiles (Sarkar & Seal, 2003) in view of their environmentally friendly character, identified medicinal value, and low energy consumption during their production and use (Chen & Burns, 2006; Das & Shah, 2011). They have enough potential to be included for sustainable development of materials related to textiles if harvesting of such dyes is done sensibly without posing threats to the environment (Fletcher, 2008). However, natural dyes presently are driven to the backseat by synthetic dyes chiefly due to their poor color fastness properties and poor color yield. Most natural dyes contain hydroxyl groups in their structures and are capable of being esterified with compounds containing a carboxylic acid group (Nema et al., 2012).
On the other hand, polycarboxylic acid compounds such as butane-tetra-carboxylic acid, cyclopentane-tetra-carboxylic acid, and citric acid offer an environmentally friendly, nontoxic, and safe alternative to the use of toxic formaldehyde condensate resin as a cross-linking agent (Lee & Sin, 1991; Yang & Li, 1992). However, the sodium salts of phosphorus-containing mineral acids that are used as esterification catalysts with such polycarboxylic acids are not environmentally friendly in view of their reported adverse effects on aquatic environment and soil (Brodmann, 1990; Cao, 2000). Also, finishes based on such nonpolymeric polycarboxylic acids cannot retain or improve the strength and moisture-regain characteristics of silk. Moreover, most polycarboxylic acids are too expensive for practical exploitation. It is also reported in the literature (Raymoulik, Das, & Bhattacharya, 2011) that most of the natural dyes have −OH groups in their structure and can be esterified with a nonpolymeric polycarboxylic acid such as citric acid. There is also a growing emphasis within fashion and related clothing industries for new coloration and finishing of garments, as these depend more on technologies that can be used for short production runs, encourage less inventory, and are better able to respond to the fast changes encountered by such industries (Das & Shah, 2011). However, reports of concurrent dyeing and finishing of silk garments employing natural dyes and a carboxyl-containing vinyl monomer obtained from a natural source, such as itaconic acid, under the dual influence of free radical polymerization catalysts and a phosphorus-free esterification catalyst following a dip-dry-iron-cure technique are not available. In view of that mentioned earlier, we thought it was of interest to investigate whether use of itaconic acid could prove to be efficient in bringing about esterification and graft copolymerization with both the hydroxyl groups of silk and the natural dyes in a manner that would lead to improvement in color yield, allround fastness properties, and improvement in the wrinkle recovery of silk fabric, specifically when the silk fabric is dyed with Allium cepa and Terminalia arjuna in the presence of itaconic acid, under the influence of potassium sodium tartrate as a phosphorus-free esterification catalyst, and potassium peroxodisulfate as a free radical polymerization catalyst following a dip-dry-iron-cure technique. A. cepa is the edible, papery skin of the onion obtained as a waste product during onion consumption (Maciej, Maria, Dorota, & Anna, 2001). It contains pelargonidin (tetrahydroxy anthocyanidin) as a coloring pigment with no carboxyl group in its structure. T. arjuna is obtained from the leaves and the bark of the Arjuna plant, the chief coloring component of which (Arjunic acid, or terpenoids saponins) contains hydroxyl groups and carboxyl groups in its structure (Nema et al., 2012). A. cepa and T. arjuna have been selected for our study as natural dyes in view of their abundant availability, chemical structures with phenolic OH groups typical of the majority of natural dyes, and the absence and presence of additional carboxyl groups, respectively.
In this context, it would be useful to consider the mechanism of intended modification of silk by A. cepa and T. arjuna with itaconic acid following the dip-dry-iron-cure technique under the influence of potassium peroxodisulfate (K2S208) as the free radical polymerization catalyst and potassium sodium tartrate as the esterification catalyst. Serine and tyrosine are amino acids with primary hydroxyl and phenolic OH groups, respectively; phenolic OH groups commonly present in both natural dyes mentioned earlier are expected to bring about the intended modifications of silk and such dyes under the sequence of reactions shown in Figure 1. Such intended modifications of silk fiber and natural dyes ultimately would lead to notable gains in weight, color yield, and changes in the chemical nature and physical properties of silk during the overall process. Reactions 1(a) and 1(b), which produce itaconic acid esters of silk and natural dye, respectively, would be the direct consequences of using potassium sodium tartrate as an esterification catalyst. The stated esterification reaction would also expectedly lead to the cross-linking of dye and silk mentioned in the reaction scheme 1(c). However, itaconic acid esters of silk and dye shown by the structures (i), (ii), (iv), and (v) may then react further with hydroxyl groups of dye and silk, leading subsequently to the linking of silk and dye via an ester bridge formed by the itaconic acid moiety, as shown by reaction 1(C) during the drying and curing step. The direct consequence of esterification of silk under the influence of an esterification catalyst is therefore likely to enhance an ester group or carboxylic acid group and/or both such functional groups of silk, particularly in view of the reaction products as shown in reaction 1(a) of Figure 1.

Reaction scheme showing modification of silk with itaconic acid in the presence of natural dye under the catalytic influence of potassium sodium tartrate and potassium peroxodisulfate.
On the other hand, the influence of free radical catalyst K2S208 in the dip-dry-iron-cure technique would cause graft copolymerization of itaconic acid under the treatment condition, ultimately leading to the grafting of the poly (itaconic acid) chain on the chain molecule of silk and also on the dye molecules under the treatment condition with ultimate cross-linking of silk and dye; linking of dye and silk as grafted via poly (itaconic acid) chain molecules shown in Equation 2(e) (in addition to peroxodisulfate-induced free radical homo polymerization of itaconic acid; not shown in the scheme) is another distinct possibility. Such peroxodisulfate-induced graft copolymerization and cross-linking would enhance the carboxylic group content of the itaconic acid-modified silk as well as both the binding of natural dye with silk via itaconic acid and the improvement in wrinkle recovery of silk consequent to the expected cross-linking of polymeric chains of silk. Under the influence of two catalysts taken together for the itaconic acid curing of silk in the presence of A. cepa and T. arjuna dyes, all the reactions shown and discussed earlier are likely to take place simultaneously or successively, leading to weight gain for the fabric system. Moreover, additional reactions leading to further graft copolymerization and esterification with consequent eventual complex network formation may also take place under the treatment condition; such additional reactions would expectedly involve unreacted hydroxyl groups of silk and that of dye and also carboxyl groups and unsaturation of poly (itaconic acid) moieties duly grafted to either dye or silk. As a consequence, such reactions would finally lead to (1) binding of natural dye via itaconic acid and (2) improved wrinkle recovery of itaconic acid finished silk.
Keeping the above-mentioned scope in view, this work is aimed at establishing the optimum condition for the application of itaconic acid in the presence of natural dyes on silk fabric and evaluating attainable changes or improvements in the silk fabric properties and in the dyeing behavior of silk fabric with natural dyes. Changes in the silk fabric properties with respect to tensile strength, wrinkle recovery, flexibility, and moisture regain as well as changes in dyeing behavior with respect to color yield and color fastness properties on such treatments have been assessed. Also, changes in the chemical nature of silk fabric on such modifications have been studied by infrared (IR) spectroscopy and reported in the article.
Method
Material
Raw silk fabric with 360 ends dm−1 and 320 picks dm−1, 50 denier warp, and 50 denier weft, having an average area density of 38 g m−2 was used for the present study. Commercial grade itaconic acid obtained from M/s Macromols India Ltd. was used without any treatment or purification. A. cepa and T. arjuna natural dyes in the form of aqueous extract having 50% solid content were obtained from M/S Eco-N-Viron, Serampore, West Bengal, India. All other chemicals used were of laboratory reagent grade.
Degumming of Silk
To remove silk gum from the raw silk fabric, the latter was degummed at 90°C for 1.5 hours in an aqueous solution containing 6 g L−1 olive oil soap and 2 g L−1 sodium carbonate at a fabric to liquor ratio of 1:20. Degummed fabric was washed using water at 70°C for 10 min, cold washed, and finally dried in air.
Application of Natural Dyes on Silk
Dyeing of silk with aqueous solutions of A. cepa and T. arjuna dyes was done at a fabric to liquor ratio of 1:20. The dye bath temperature was kept at 900°C for 1 hour. The pH of the dye bath was adjusted to 4 by the addition of acetic acid and sodium acetate buffer. The silk fabrics were selectively presoaked with aqueous solutions of 5 g L−1 of aluminium sulfate and ferrous sulfate as mordants separately prior to dyeing. Soaping of all dyed fabric samples was done using 2 g L−1 of nonionic detergent at a temperature of 60°C for 10 min. Finally, the fabric samples were cold washed and dried.
Concurrent Dyeing and Finishing of Silk With Natural Dyes and Itaconic Acid
Silk fabrics were dyed and finished simultaneously following the exhaust-dry-iron-cure technique. Silk fabric was presoaked with a solution containing 5 g/L of potassium peroxodisulfate and subsequently dipped and worked in an aqueous bath containing different specified concentrations of natural dye, itaconic acid, and potassium sodium tartrate. Treatment was carried out at a maximum likelihood ratio of 1: 20 at 70°C for 30 min. The treated fabrics were then tumble dried at 70°C for 15 min. The dried fabrics were then ironed at 70°C and finally cured in a hot air oven at 140°C for 5 min. The cured fabrics were subsequently washed in cold water and dried in air. A. cepa and T. arjuna at the common concentrations of 20% on the weight of silk were used separately with itaconic acid. The finished silk fabrics obtained after curing were subjected to soaping following the method mentioned earlier.
Measurement of K/S
Dye receptivity of the silk fabrics as estimated in terms of K/S was determined employing a Macbeth 2020-plus reflectance spectrophotometer attached to a computer loaded with appropriate software.
Assessment of Color Fastness to Washing
Color fastness to washing of silk fabrics dyed with A. cepa and T. arjuna was assessed by washing the test fabrics in a Launder-O-Meter in accordance with the method prescribed in IS: 3361-1984 (ISO-II). Assessment of changes in shade and staining were done employing gray scales for change in shade and staining having numbers ISO105-AO2:1993 and ISO105-AO3:1993, respectively.
Assessment of Color Fastness to Light
Color fastness to light of silk fabrics dyed with A. cepa and T. arjuna was assessed on a Shirley Mercury Bulb Tungsten Filament light fastness tester, Bradford, United Kingdom, following a method prescribed in IS: 2454-1984 against standard blue wool references having numbers ISO:105 BOIC LFS1-LFS8.
Assessment of Color Fastness to Rubbing
This was determined using a Shirley Digital Crockmeter following a method prescribed in IS: 766-1984. Assessment was done in accordance with a gray scale for staining having number ISO105-AO3:1993.
Determination of Weight Gain
For the determination of weight gain of a fabric after modification, the dry weight of each sample was recorded before (W 2) and after (W 1) a specific treatment and the weight gain data was expressed as percentage of initial dry weight. The weight gain percentage was then calculated on the basis of initial dry weight of cotton fabric using the following relationship: weight gain (%) = (W 1 − W 2) / W2 × 100 (Das & Munshi, 2008).
Measurement of Tensile Strength
Tensile strength of selected unmodified/modified cotton fabric samples as specified was measured according to a method prescribed in IS: 1969-1968 using a Zwick/Roell Z010 CRT universal tensile testing machine. The test strip specimens were ravelled to a size of 50 × 20 mm between the jaws of the machine, and the tests were performed with a traverse speed of 300 mm min−1 at a pretension of 2 N.
Determination of Fabric Stiffness
Fabric stiffness, as expressed by the bending length of the selected fabric samples, was measured per IS: 6490-1971 (Cantilever test) in a SASMIRA stiffness tester with a specimen size of 25 × 200 mm.
Measurement of Wrinkle Recovery Angle
The wrinkle recovery angle (WRA; warp + weft) of the selected fabric samples was measured using a SASMIRA wrinkle recovery tester in accordance with IS: 4681-1972. Results given for assessment of different properties mentioned earlier are the average of 10 tests.
IR Spectroscopy
IR spectra of degummed and selectively modified silk samples were obtained following a KBr pellet technique using a Perkin-Elmer fourier transform IR spectrometer. The dried fiber samples were crushed to a size finer than 20 mesh before pelletizing with KBr. About 0.003 g of each of the crushed fiber samples were considered for pelletization and test KBr pellets contained about 1% powdered fiber (Das, Mukherjee, & Bhattacharya, 2011).
Results and Discussion
Role of Dual Catalyst
In order to study the role of esterification catalysts and free radical polymerization catalysts for the dip-dry-iron-cure technique of silk fabric with itaconic acid in the presence of natural dye, the silk fabric was treated with itaconic acid in the absence of either of the two catalysts (see Table 1). In each experiment, itaconic acid and natural dye dose levels were maintained at 6% and 20% (w/w), respectively. Treatment of silk fabric in the presence of only peroxodisulfate as the free radical polymerization catalyst resulted in poor weight gain, WRA, and depth of shade assessed in terms of K/S value with retention of high order of tensile strength, commonly for use of both the dyes. Such effects appear to be the consequence of only graft copolymerization induced by potassium peroxodisulfate (as shown in reaction scheme 2 in Figure 1 in the introduction section) and limited self-catalyzed esterification reaction effected only at high temperature of drying and curing. Silk fabric finished with itaconic acid in the presence of only an esterification catalyst also resulted in poor weight gain, with only marginal improvement in depth of shade and WRA, with high retention of tensile strength consequent to establishment of ester linkages under the influence of an esterification catalyst (as shown in reaction scheme 2 in Figure 1) with limited thermally induced graft copolymerization of itaconic acid in the absence of a free radical polymerization catalyst. Under the influence of two catalysts together (potassium peroxodisulphate and potassium sodium tartrate) for the itaconic acid cure of silk, weight gain and WRA achieved are much enhanced with attainment of high order of K/S value commonly for application of both the natural dyes. Retention of tensile strength, however, suffers for itaconic acid cure of silk under the influence of the dual catalyst system in the presence of the two dyes used in our study. Peroxodisulfate-induced graft copolymerization of itaconic acid is likely to take place within a temperature range of 30–140°C (reaction 2 in Figure 1), while esterification reaction assumes prominence only at high temperature of drying (95°C) and curing (140°C) (shown in reaction 1 in Figure 1). Initial peroxodisulfate-induced graft copolymerization and homopolymerization of itaconic acid at ambient temperature and further polymerization of free poly(itaconic acid) or silk and/or dye-bound itaconic acid during the subsequent drying and curing period in the presence of potassium sodium tartrate. The esterification catalyst caused an overall change in environment and proximity of the hydroxyl groups of silk and dye and carboxyl groups of unbound or silk-bound poly(itaconic acid) in a manner that finally caused an enhanced degree of potassium sodium tartrate-catalyzed esterification. This partially lead to (i) cross-linking of chain polymers of silk as evident from high WRA of the treated sample and (ii) much enhanced effective linking of dye with silk as evident from high K/S value of the itaconic acid-treated fabrics under the dual catalytic influence of potassium sodium tartrate and potassium peroxodisulfate. Weight gain, K/S value, and wrinkle recovery as a consequence of the itaconic acid curing of silk fabric under this dual catalyst system are also found to be much superior to those of the silk samples cured in the absence of any one of the two catalysts, as evident in Table 1. Consequent esterification reaction affected employing potassium sodium tartrate as the esterification catalyst as shown in reactions 1(a) and 1(b) of Figure 1, and initial peroxodisulfate-induced free radical graft polymerization under the treatment condition shown in reaction 2(a) therefore appears to be dependent on each other, as results clearly show that retention or improvements in weight gain, dye uptake assessed in terms of K/S value, WRA, and tensile strength are optimal on the dip-dry-iron-cure of silk with itaconic acid under the influence of this dual catalyst system (Table 1).
Effect of Dual Catalyst System for Itaconic Acid Cure of Silk.
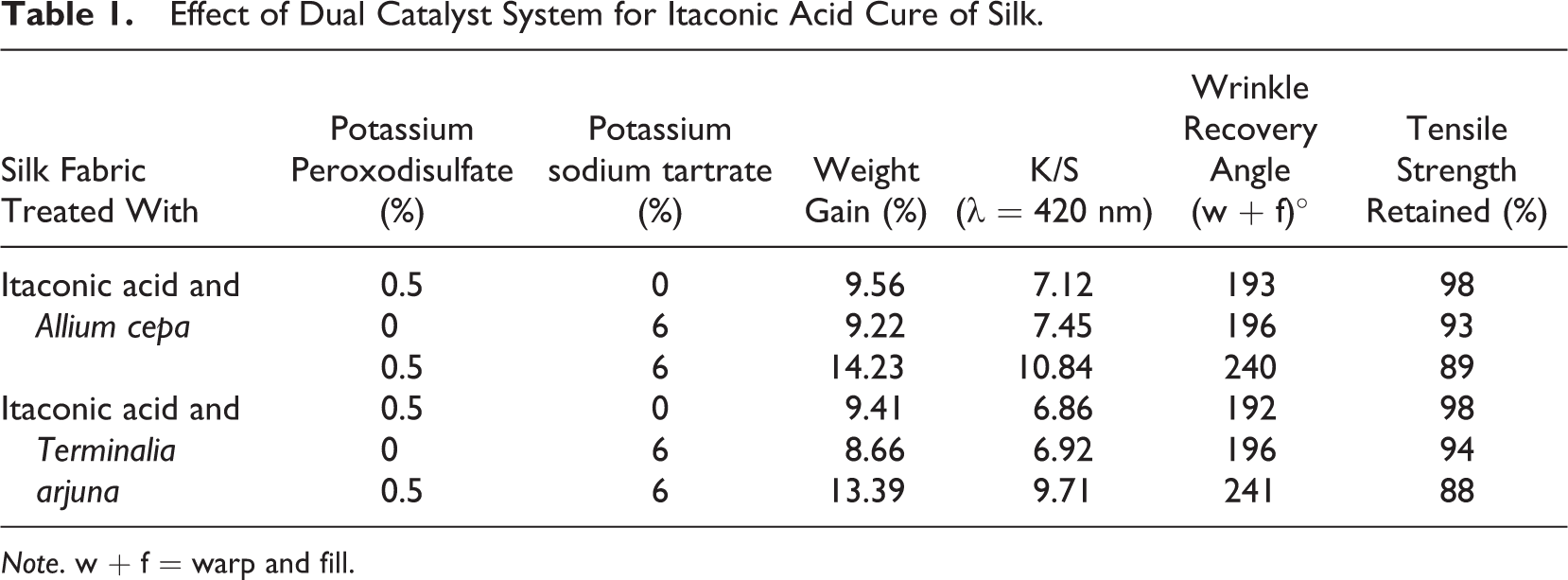
Note. w + f = warp and fill.
Effect of Itaconic Acid Application Level
Silk fabrics were separately dyed with A. cepa and T. arjuna dyes following the dip-dry-iron-cure technique in the presence of varying concentrations of itaconic acid as specified maintaining a dose ratio of itaconic acid to potassium sodium tartrate catalyst fixed at 1:1 weight by weight according to the procedure described in the experimental section (see Tables 2 and 3). Peroxodisulfate application dose level was maintained at 0.5% on weight of silk fabric for all such application levels of itaconic acid. For the application of A. cepa and T. arjuna dyes following the dip-dry-iron-cure technique, it appears that with increasing dose level of itaconic acid, shade depth (expressed in terms of K/S and WRA) of the silk fabric followed a common increasing trend with a final leveling-off effect commonly at an itaconic acid application level of 6% on weight of silk fabric. It is interesting to note that weight gain data followed a common increasing trend, with increase in the dose level of itaconic acid for applications of both the dyes; the values for weight gain in both the cases were observed to be substantially higher than the respective itaconic acid application levels (Table 2 and Table 3). Such high weight gains achieved at an itaconic acid application level of 6% are the consequence of improved uptake of both the dyes considered in our study; 6% is much higher than that achieved when silk was dyed in the absence of itaconic acid as is evident from the weight gain and K/S data of the corresponding dyed silk fabrics.
Effect of Itaconic Acid Application Level on Dye Receptivity and Mechanical Properties of Silk Fabric Dyed With Allium Cepa.

Note. w + f = warp and fill.
Effect of Itaconic Acid Application Level on Dye Receptivity and Mechanical Properties of Silk Fabric Dyed With Terminalia Arjuna.

Note. w + f = warp and fill.
Retention of tensile strength of silk fabric, however, followed a decreasing trend with each increasing dose of itaconic acid up to the 6% application level after which the retention of tensile strength levels off or even increases marginally with further increase in itaconic acid application dose. Such a decreasing trend in tenacity with increasing dose level of itaconic acid is the consequence of the cross-linking of chain molecule of silk to some degree by poly (itaconic acid) under the treatment condition, as evident from the improvement in WRA of the fabric. This trend of decreasing tenacity appears to be more than compensated by the contribution of poly (itaconic acid) incorporated into the structure of silk for application dose level of itaconic acid beyond 6%. The fall in tensile strength of silk fabric for 6% application level of itaconic acid is considered to be low and of little practical significance for the application of dyed fabric in the area of apparel where wrinkle recovery property is of importance. The higher shade depth and wrinkle recovery attained for the fabric dyed with A. cepa and T. arjuna in the presence of itaconic acid than that dyed in the absence of such an acid is the consequence of graft copolymerization and esterification reactions that possibly took place between the itaconic acid, natural dyes, and silk fiber in a manner that ultimately led to the establishment of linkages between the dyes and the polymeric chains of silk as well as between dye and silk.
Effect of Variation of Potassium Sodium Tartrate Dose Level
Effect of variation in dose level of potassium sodium tartrate as the esterification catalyst for 6% application of itaconic acid against a constant common dose of 0.5% potassium peroxodisulfate as the free radical polymerization catalyst for dyeing of silk with A. cepa and T. arjuna was also studied (see Table 4). For the application of A. cepa and T. arjuna following a dip-dry-iron-cure technique, a higher dose of potassium sodium tartrate as catalyst produced higher K/S values and WRA in view of consequent higher degree of esterification. A higher dose of potassium sodium tartrate evidently caused a higher degree of linking between dye and the silk fiber by esterification via itaconic acid moieties in addition to cross-linking of the polymeric chain of silk that resulted in enhanced K/S value and WRA, with reduced tensile strength for the silk fabric.
Effect of Variation in Potassium Sodium Tartrate Dose Level on Dye Receptivity and Mechanical Properties of Silk Fabric Dyed With Allium Cepa and Terminalia Arjuna; Itaconic Acid: 6%; Potassium Peroxodisulfate: 0.5%.

Note. w + f = warp and fill.
Fabric stiffness expressed in terms of bending length of silk fabric dyed with the above-mentioned dyes in the presence of itaconic acid and potassium sodium tartrate catalyst remains unaltered, however, for almost all the dose levels of potassium sodium tartrate. An itaconic acid finish of silk caused the moisture regain of the silk to improve (Table 5), and it is such enhanced bound moisture of itaconic acid-treated silk that contributed significantly to retain the flexibility of the substrate (Das et al., 2011). Considering all data for dyed silk fabric (Table 4) including K/S value, WRA, weight gain, tensile properties, and fabric stiffness, it appears that the application of 6% itaconic acid with 6% potassium sodium tartrate as esterification catalyst and 0.5% potassium peroxodisulfate as the free radical, polymerization catalyst produced the optimum or most balanced improvements in the properties of the silk fabric, each on the basis of fabric weight.
Comparison of Properties of Silk Fabrics Dyed With Allium Cepa and Terminalia Arjuna in the Presence of Inorganic Salts and Itaconic Acid.

Note. w + f = warp and fill; WF = Wash Fastness; LF = Light Fastness; RF = Rubbing Fastness; K/S = (1-R)2/2R, where R is the reflectance at any wavelength.
Comparison of Properties of Silk Fabric Dyed With A. cepa and T. arjuna in the Presence of Inorganic Salts and Itaconic Acid
A comparison of the properties of silk fabric dyed with A. cepa and T. arjuna following a commonly practiced exhaust dyeing technique in (1) the absence and (2) the presence of inorganic salts as mordants with those of the silk fabrics dyed with the above-mentioned dyes following the dip-dry-iron-cure technique in the absence and presence of itaconic acid was studied (see Table 5). It clearly indicates that dyeing of silk fabrics with both the dyes following a dip-dry-iron-cure technique in presence of itaconic acid produced much overall improvement in the fabric quality in each case; itaconic acid under the dual catalytic influence of K2S2O8 and potassium sodium tartrate specifically imparts higher K/S (color yield) value and higher wash and light fastness rating, with appreciably improved wrinkle recovery for the respective dyed silk fabrics. From the visual assessment of perceived color difference in different portions of all the dyed samples, it appears that the applied colors are uniform; instrumental assessment of the same gives a ▵E value of ≤0.2 for all the samples. Itaconic acid under the influence of a dual catalyst system introduces a linkage between the silk and the dye molecules via graft copolymerization and esterification in a manner described before, in addition to the establishment of cross-linkages between the polymeric chains of silk and between the dye molecules. Such dye molecules cross-linked and chemically linked to the silk fabrics offer high resistance to the action of washing, leading to improvements in fastness to washing of the dyed fabrics. Moisture regain of natural dyed silk fabric in the presence of itaconic acid also appears to increase when silk dyed with natural dyes is in the presence of itaconic acid. Such additional moisture, duly bound to the incorporated itaconic acid in silk, is responsible for retaining the flexibility as revealed by the bending length of the silk fabric (Das et al., 2011), shown in Table 3. The high level of light fastness exhibited by the silk fabric dyed in the presence of itaconic acid is explained by the fact that the diffusion of oxygen becomes difficult in the cross-linked structure of the silk that is reported to be responsible for initiation of the photofading mechanism (Allen, 1987) in polymer medium. Reduction in surface area per unit volume (specific surface) of the dye molecules consequent to the joining of two or more dye molecules by segments of poly (itaconic acids) is also responsible for such improved light fastness property of natural dyed silk in the presence of itaconic acid. Such chemical linkages of poly (itaconic acid) with dye molecules and silk leading eventually to the (1) cross-linking of silk fibroin, (2) joining of two dye molecules together, and (3) joining of silk and the dye molecule via poly (itaconic acid) make all the difference in the properties of the correspondingly dyed fabrics, including color yield/depth of shade, wrinkle recovery, moisture regain, and color fastness to wash and light.
IR Analysis
IR spectra of unmodified silk fiber and of the silk fibers modified with itaconic acid in the absence and presence of catalysts and natural dyes are given in Figure 2 (A–F). A broad absorption band over 3,400–3,000 cm−1 characteristic of hydrogen bonded N–H stretching vibration and an absorption band at 1,650 cm−1 characteristic of amide stretching are common to all the spectra. Two notable absorptions at 1,558 cm−1 and at 1,410 cm−1 appear in different intensities in the spectrum of unmodified silk; these are characteristics of carboxylate anion stretching and phenolic OH bending, respectively. Carboxylate anion stretching accounts for the presence of a free carboxylic acid group at the end of the polypeptide chains and phenolic OH accounts for the presence of tyrosine and serine fractions of amino acids in the unmodified silk.

Infrared (IR) spectra of (A) unmodified silk and silk modified with itaconic acid in presence of (B) potassium sodium tartrate (C) potassium peroxodisulfate, (D) potassium tartrate and potassium peroxodisulfate, (E) potassium sodium tartrate, potassium peroxodisulfate, and Allium cepa, and (F) potassium sodium tartrate, potassium peroxodisulfate, and Terminalia arjuna.
Itaconic acid finishing of silk in the absence of natural dye under the influence of only the esterification catalyst potassium sodium tartrate (Spectrum B in Figure 2) results in the appearance of a strong absorption band (1,738 cm−1), characteristic of ester stretching with retention/marginal intensification of band (1,558 cm−1), characteristic of carboxyl anion. Also, such itaconic acid finishing of silk in the presence of potassium sodium tartrate results in the appearance of a strong band at 1,410 cm−1, characteristic of phenolic OH with the appearance of a strong absorption band at 994 cm−1, characteristics of vinyl unsaturation present in the itaconic acid. This trend of change in functional group pattern appears to be in line with the reaction mechanism proposed in reaction 1(a). Itaconic acid finish of silk in the presence of potassium peroxodisulfate catalyst only (Spectrum C in Figure 2) results in sharp intensification of absorption band at 1,558 cm−1 for carboxylate anion and appearance of weak absorption band at 1,738 cm−1, characteristic of ester stretching vibration with substantial weakening of the band at 994 cm−1, characteristic of unsaturation due to polymerization of itaconic acid under the treatment condition. Itaconic acid finish of silk under the influence of the dual catalyst system mentioned earlier results in intensification of absorption band at 1558 cm−1 for carboxylate anion and appearance of absorption band at 1738cm−1, characteristic of ester stretching with almost disappearance/substantial weakening of the absorption band at 1410 cm−1 characteristic of phenolic OH; absorption band at 994 cm−1 characteristic of vinyl unsaturation in the said spectrum appears to be practically nonexistent (Spectrum D). This trend of change in function group pattern is in accordance with the set of reactions given in reactions 1(a), 2 (iii), part of 2 (v) of the reaction scheme of Figure 1. Itaconic acid finish of silk in the presence of A. cepa under the influence of a dual catalyst system, however, results in further intensification of bands at 1,738 cm−1, characteristics of ester stretching and weakening of band at 1,558 cm−1, characteristic of carboxylate anion with appearance of new weak absorption bands at 1,130 cm−1 and 1,164 cm−1, characteristic of phenolic OH vibrations of flavone and quercetin (Maciej et al., 2001) in accordance with the set of reactions shown in 1(b), 2b (iv) and 2b (v) of Figure 1. Intensification of ester stretching vibration in the said spectrum as expected is due to the additional esterification reaction that took place between unreacted carboxylic acid groups of silk-bound and/or unbound itaconic acid and phenolic OH groups of A. cepa. Also, phenolic OH vibrations in the spectrum of silk modified with itaconic acid in the presence of A. cepa accounts for unreacted phenolic OH groups of A. cepa that are duly incorporated into silk under the treatment conditions employed. Itaconic acid finish of silk in presence of T. arjuna results in similar intensification of band at 1,738 cm−1, characteristic of ester stretching, and weakening of band at 1,558 cm−1, characteristic of carboxylate anion. Itaconic acid finish of silk in the presence of T. arjuna also results in the appearance of new bands at 1,113 cm−1, characteristic of phenolic OH stretching of for terpenoids, and at 750 cm−1, characteristic of substitute benzene present in Terminalia arjuna (Nema et al., 2012). The results of IR analysis are in tune with the mechanism proposed.
Conclusion
The appropriate itaconic acid finish of silk following a dip-dry-iron-cure technique in the presence of natural dye establishes a cleaner formaldehyde- and phosphorus-free route for achieving simultaneous dyeing and finishing of silk with high scope for incorporation of much improved physical and physiochemical properties of silk. The major property advantages that can be derived from such itaconic acid finish in the presence of natural dyes under the dual influences of esterification catalyst and free radical polymerization catalyst are substantial improvements in (1) wrinkle recovery, (2) depth of shade/dye uptake, and (3) colorfastness properties to light wash and rubbing of natural-dyed silk and moisture-regain property with retention of flexibility of the silk fabric. Mechanistic consideration and IR spectroscopy indicate that changes and improvements in the properties of the natural dyed and finished silk are the direct consequences of esterification of silk and dye with poly (itaconic acid) and notable cross-linking of chain molecules of silk via poly (itaconic acid), with associated linking of natural dye and silk through segments of poly (itaconic acid) during such a dip-dry-iron-cure process.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.