
Abstract
The properties and light-heating function of a knit prepared by the composite spinning of carbon nanotubes (CNTs) and an inorganic ceramic were examined. The CNTs and ceramic were mixed and polymerized in a master batch (MB) and the MB chip was then melt spun to prepare the CNT/ceramic-composite yarn (LH-Yn) and single-jersey knits (LH-Knit). The properties of the LH-Yn and LH-Knit were compared with those of the regular polyester yarn (PET-Yn) and polyester knit (PET-Knit). The contents of carbon in the CNTs by energy dispersive X-ray spectrometer, scanning electron microscopy, tensile and tear performance, thermal insulation, air permeability (AP), water vapor permeability (WVP), and far-infrared (FIR) emissivity were analyzed. The result showed that the surface temperature of the LH-Knit was much higher than that of the PET-Knit. The measured WVP, AP, and FIR emissivity were also slightly higher in the LH-Knit, but the difference was not significant.
Recently, in the clothing industry, there has been increased demand for products that are highly functional beyond just design. As the distinction between active sportswear and daily casual wear is difficult to verify, the multifunctionality of clothing is becoming an important factor in purchasing products (You & Park, 2007). In order for consumers to accept with the least resistance new clothing technology that will make their lives more convenient, wearable clothing should be manufactured in connection with nanotechnology (NT), which is a high-precision technology.
Carbon nanotubes (CNTs) were discovered incidentally by Ijima of Japan in 1991, while he was analyzing a lump of carbon formed on a carbon cathode through an electric discharge process (Iijima, 1991). In the two decades since, CNTs have been studied extensively; one report on CNTs is published each day on average. On the other hand, the level of research about CNTs is still in the early stages, even in developed countries (Andrews & Weisenberger, 2004; Park, Lee, Goo, & Lee, 2011). CNTs are an allotrope of carbon with the structure of graphite surfaces, consisting of honeycomb-shaped carbon atoms rolled up in the cylindrical shape of a nanometer scale diameter. The diameter of CNTs ranges from 1.3 to 100 nm, depending on the CNT type. These include single-walled CNTs, where one layer of graphite is simply rolled up, and multiwalled CNTs, where multiple layers are rolled up as concentric circles. CNTs may be classified into “arm chair,” “zigzag,” and “chiral” types according to the rolling angle of the graphite plates, and each type may have semiconducting or metallic properties (Lee & Han, 2000). CNTs have a very low-density, high aspect ratio, high mechanical strength, excellent electrical conductivity (higher than diamond), and high thermal conductivity (Harris, 2011). These properties have encouraged active research on CNTs as an ultralight and high-strength composite material. Hence, CNTs are used as a composite raw material in NT-convergence materials with special functions in various fields, such as NANOCATONTM for electrostatic discharge prevention (Lee, 2009; Park & Lee, 2002), semiconductor packaging products, airplanes, transparent conductive films for displays (Ma, 2015), heating and thermal radiating material (Joh & Lee, 2014), and sports goods (Kim, 2009).
Textile manufacturing technologies for heat conservation by thermal heating include water vapor absorption-heating, body heat reflection, body activation, and light-heating methods (Lee & Kwon, 2010; Lee, Nam, Song, & No, 2012). Water vapor absorption-heating fibers utilize the absorption heat they generate, based on the principle that fibers absorbing sweat from the body radiate heat (Jin, Yoon, & Kim, 2012; Park, Park, Noh, & Yang, 2014). Body heat reflection fibers increase the temperature by reflecting the radiation heat from the body (accounting for approximately 40% of the entire heat from the body), while metallic materials, such as aluminum, are mixed in the spinning process or with the fabric (Tao, 2001). Body activation fibers help activate the blood circulation in the body and increase the oxygen content in the blood, revitalizing the body and increasing its temperature. The fiber technology is based on the vibrations caused by 30 kinds of atoms included in the fiber (Jin, Yoon, & Kim, 2012). Light heating refers to a method of increasing the temperature by receiving light from the sun or lighting and converting it to thermal energy. The heating occurs due to the vibration of molecules caused when light triggers them to collide (Noh & Park, 2014). In this method, a high concentration of conductive heat-emitting particles are placed into the core or the sheath of the yarn to convert the IR radiation to heat, so that the fiber may spontaneously radiate thermal energy (Lee & Kwon, 2010; Lee, Nam, Song, & No, 2012). The substances commonly placed into a fabric to accomplish the light-heating effect include zirconium carbide (Kim & Kim, 2015) and carbon black (Lee, 2006). These nano-sized materials are attracting attention as potential NT substances that enable control in an atomic or molecular unit and allow for high functionality. In addition, fiber products with a heating function are commercialized competitively in the current market, where the demand for highly functional sports clothing is continuously increasing (Lee & Kwon, 2010). The method of using a phase change material (PCM) to control body temperature by repeating the heat storage and release and inserting the encapsulated PCM into a yarn is currently available (Koo, Park, Choe, & Kim, 2009), but the method has low washing durability despite the high heat conservation function (Koo, Choe, Choi, Kim, & Park, 2007). Heating vests prepared by combining a cloth and built-in heating battery are also commercially available, but they are uncomfortable and heavy compared to everyday clothing.
The generally recommended method of adding a semipermanent heating function to a fiber is to mix functional microparticles with a yarn in the spinning process for a melting manufacturing with resin (Ko, 2005). However, the utilization of micro-sized functional particles is limited by the thickness of the yarn, and imparting function to fiber is also limited because the yarn may be cut by the functional particles during the spinning process.
Therefore, we conducted this research to explore whether the properties of CNTs, namely, their potential to create high thermal conductivity when embedded in yarn, would allow us to manufacture a yarn with a light-heating function. Additionally, single-jersey knits were prepared using the composite yarn created by the melt spinning of nano-sized ceramic particles, and the properties of the prepared yarn and knit, as well as the light-heating performance, were evaluated. The CNT/ceramic-composite spinning and light-heating performance of composite fibers have not been studied sufficiently.
Materials and Method
Materials and Apparatus
The polyester yarn (PET-Yn) was spun with PET resin (TK Chemicals, Korea). This PET-Yn was purchased by Laon Textiles Co., Ltd., Korea, while the copolymerized PET (TexPet) resin was provided by TK Chemical, Korea. The other chemicals such as the ZnO nano-ceramic powder, titanate alkoxide coupling agent, CNT powder, and epoxy resin were procured from CNT Solution Co., Ltd (Korea). In addition, the experimental equipment used in this research included a vacuum tray dryer (VTD, India), ultra-speed single-jersey knit machine (KM-3WV, KEUMYONG Machine, Korea), and thickness gauge (THC-4DN, Intec Co., Ltd., Japan).
Outline of Sample Preparation Procedure
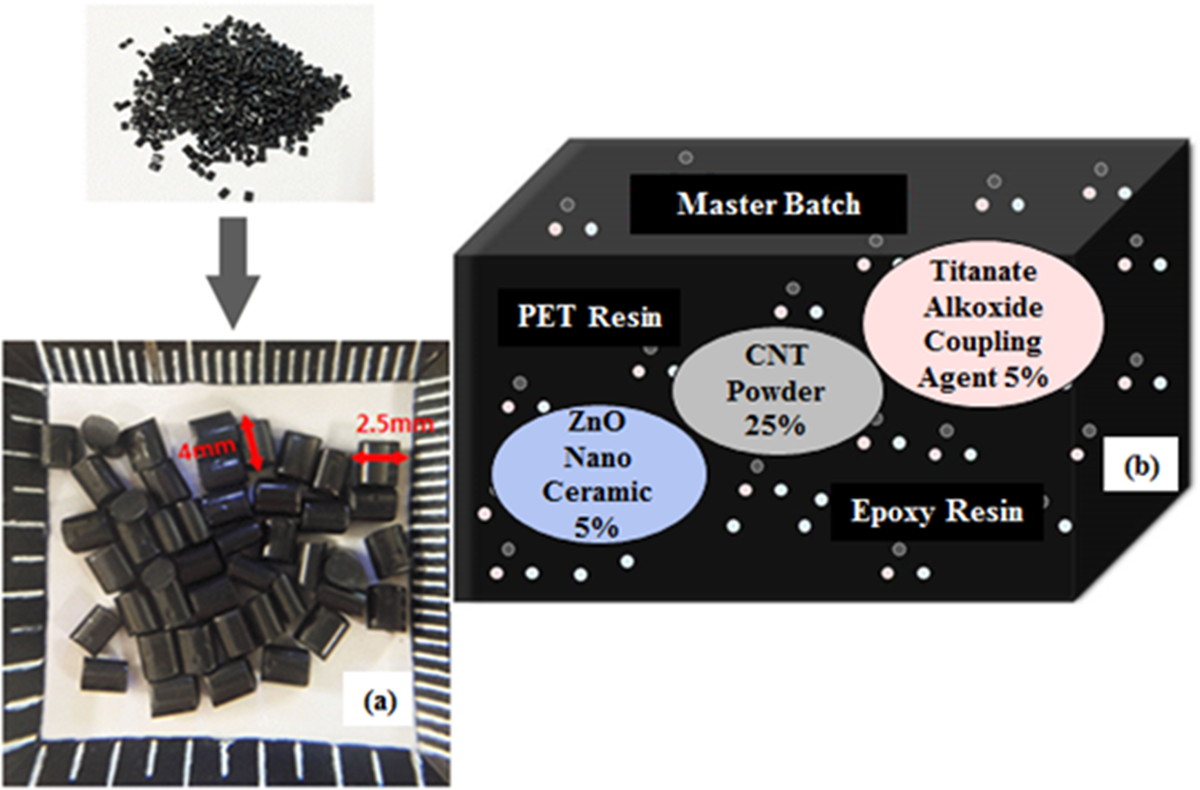
To examine the structural and physical properties of the heating yarn containing CNT and ceramic particles, the raw materials were polymerized for melt spinning. After yarn processing by drawing and false-twist, the yarn was knitted and processed as a final knit underwear product, as shown in Figure 1. In the knit preparation process shown in Figure 1, both the CNT particles with a size <100 nm and ZnO nano-ceramic powder were mixed as raw materials with a titanate alkoxide coupling agent, and a master batch (MB) was then prepared using a copolymerized PET resin. The MB chip and PET resin were polymerized in the spinning solution by melt spinning. Draw textured yarn (DTY) processing was then performed by drawing and texturing to impart bulkiness to the yarn. The single-jersey knits were prepared using a circular knitting machine.

Overall manufacturing process of the used product.
Preparation of MB Chip
In the process of preparing an MB chip by mixing organic and inorganic particles, CNT particles <100 nm in size and inorganic ceramic particles were mixed with PET resin for polymerization. A loupe image of MB, indicating that the size was small, as the length and width were <5 mm, is illustrated in Figure 2(a). As shown in Figure 2(b), a titanate alkoxide coupling agent was added for polymerization to prevent the CNT and ZnO nano-ceramic particles from separating from the fiber. The coupling agent increases the coherence between the functional particles and PET resin, so that the fastness and evenness may be increased. Polymerization of the materials with the coupling agent at a concentration higher than the original preparation concentration in MB may increase the dispersity, spinnability, and uniformity of the particle, dispersing the particles more uniformly (Park, Kim, Jin, & Park, 2010).
Microscopy image and contents of master batch chip.
Preparation of Spinning Solution and Melt Spinning
The spinning solution for melt spinning contains polymerized MB and fiber-forming PET resin, where the spinning solution includes 5 wt. % CNT powder, 1 wt. % ZnO nano-ceramic powder, 1 wt. % titanate alkoxide coupling agent, and PET resin. If the content of each of the particles used in the preparation of the spinning solution is less than the above-mentioned levels, the function is barely expressed. If the content is higher than that noted above, the fiber may be cut during the spinning process. Therefore, determining the appropriate weight content is critical. The appropriate size of the CNT and inorganic ceramic particles is <100 nm, which should prevent cutting of the fiber during the spinning process. The relative ratio of the CNTs and the inorganic ceramic particles could be decreased if the weight ratio of the coupling agent is 1–2 wt. %. The durability could be decreased if the weight ratio of the coupling agent is lower. Therefore, the weight ratio of the coupling agent was determined to be <2% in the present study. The yarn used for this study was prepared by polymer melt spinning, where the raw materials are not degraded but melted by heat. In melt spinning, a polymer with spinnability prepared in a polymerization process is heated at a temperature higher than its melting point; the melted polymer is spun by extruding and quenching, and the resulting yarn is then coiled. The MB prepared in advance was dried in a VTD and mixed with the PET resin in the spinning liquid. As the spinning solution flowed into an extruder and was pressurized at 290°C for 6 or more hours, the mixture and melt spinning were started. As the extrusion and molding determined the cross section, fineness, and ends in the pack, the spinning solution was spun through the spinneret at approximately 290°C. The yarn undergoes cooling and quenching at an average wind temperature of 20°C.
Preparation of PET-Yn, LH-Yn, PET-Knit, and LH-Knit
The partially oriented yarn (POY) containing the CNT/ceramic particles obtained by the melt spinning was processed as DTY. Drawing and texturing were also performed to impart bulkiness to the PET. The POY was spin-textured, and heat and cold wind were then applied. The POY was rubbed by friction with a friction disk and reeled off using a spin to prepare the DTY, which is a textured yarn with bulkiness. As shown in Table 1, the specifications of yarns used in the present study are LH-Yn containing CNT/ceramic particles and PET-Yn with regular PET resin. The single-jersey knits were prepared using a circular knitting machine, where the yarn is hung up at both sides of the machine and a pendulum rotates in a circular mode. The properties of the yarns used to prepare the two types of knits are listed in Table 1. A polyester knit (PET-Knit) was prepared using 82% of general PET 75D/72F DTY and 18% of spandex polyurethane (PU) 30D covering yarn. An LH-Knit was prepared by a total of three yarns: 41% of PET 75D/72F DTY, which is a C-shaped hollow fiber, 41% of PET 75D/72F DTY prepared by composite spinning with 6 wt. % of CNT/ceramic particles, and 18% of PU 30D covering yarn. The circular knitting conditions were a rotational speed of 22 rpm, gauge 32, and diameter of 30 in., as shown in Table 2. The knitting conditions for the LH-Knit were equal to those for the PET/PU Knit; only the color of the LH-Knit was changed to deep navy.
Specifications of PET-Yn, LH-Yn, PET-Knit, and LH-Knit.
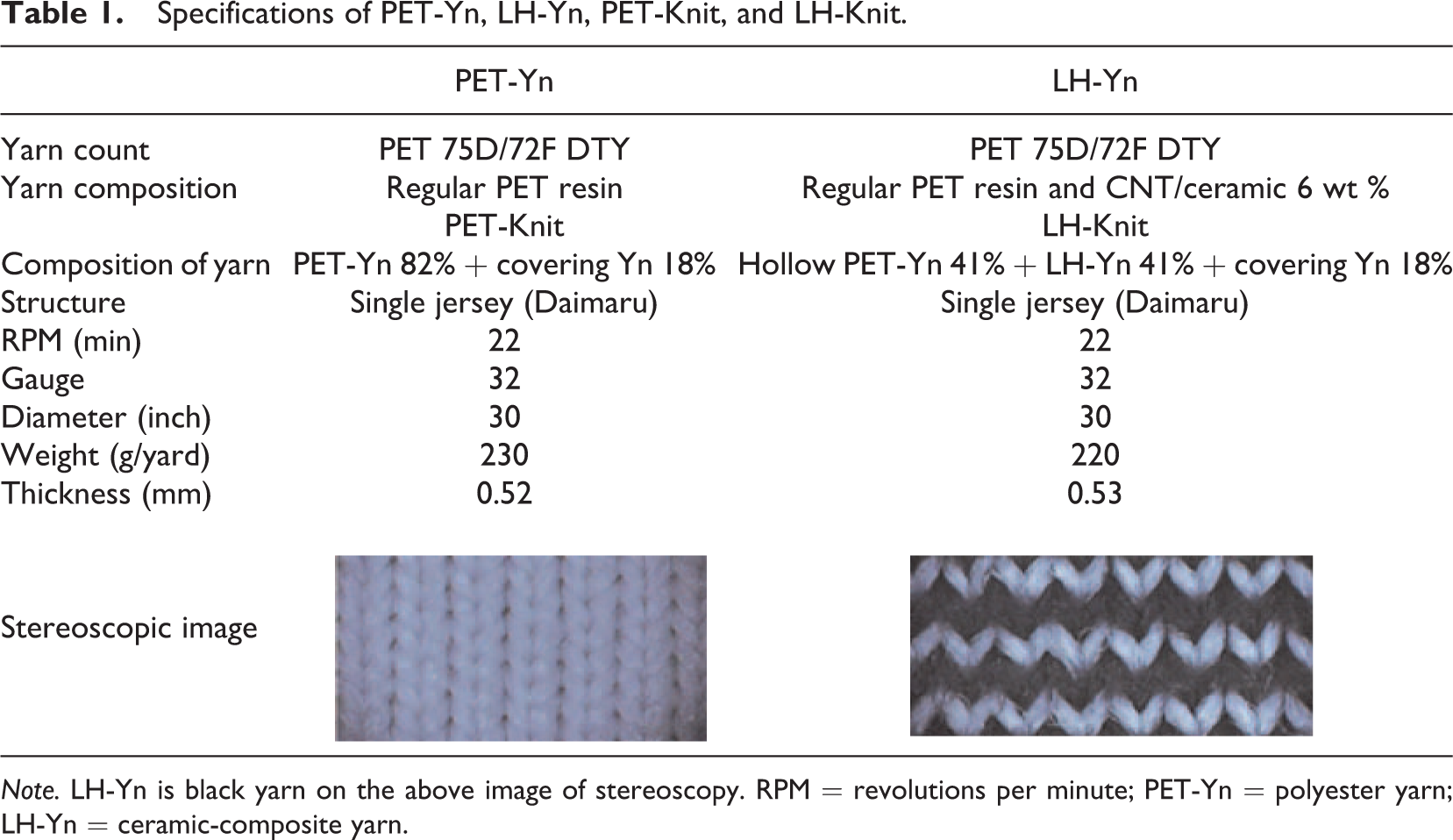
Note. LH-Yn is black yarn on the above image of stereoscopy. RPM = revolutions per minute; PET-Yn = polyester yarn; LH-Yn = ceramic-composite yarn.
Tensile Strength and Elongation of PET and LH-Yn, and Internal Tearing Strength of the PET and LH-Knit.
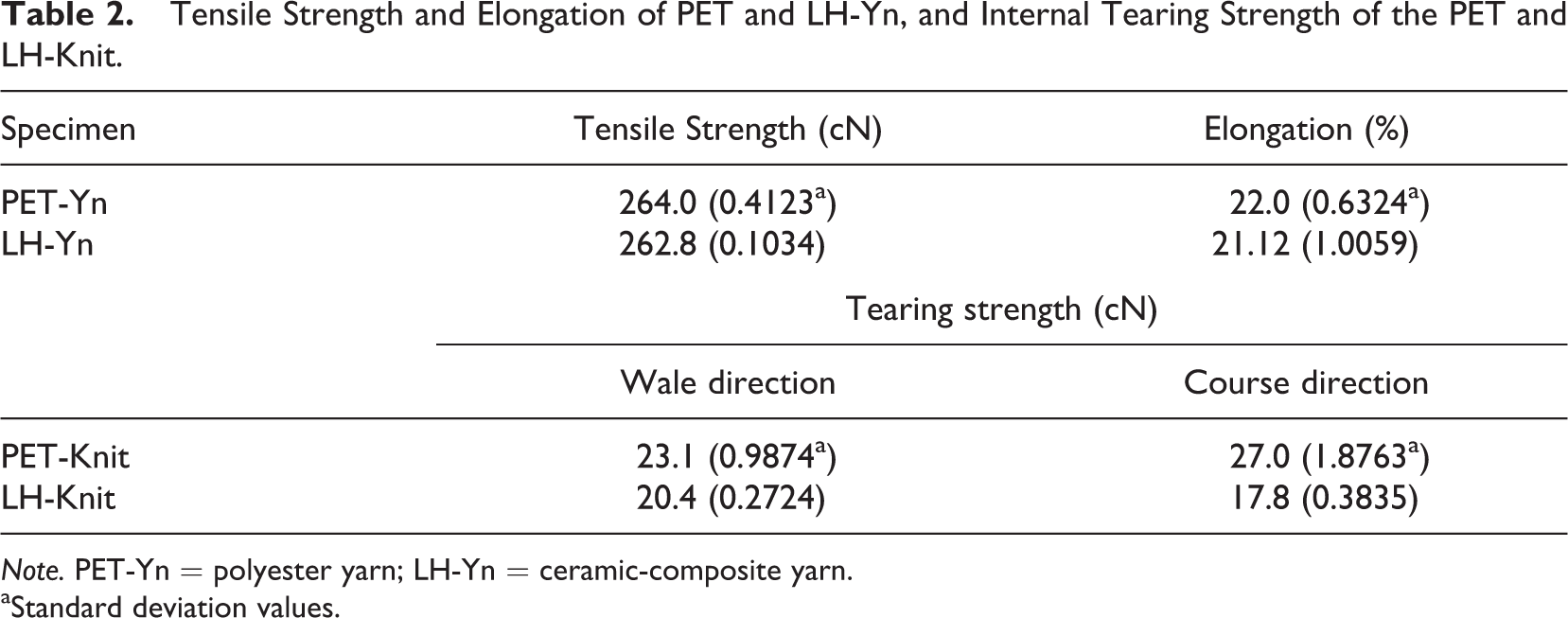
Note. PET-Yn = polyester yarn; LH-Yn = ceramic-composite yarn.
aStandard deviation values.
SEM Morphology of PET-Yn and LH-Yn and Their Knit Structures
The morphology of the cross section and the surface on all yarns and knits were visualized using a model HITACHI S-3200N scanning electron microscopy (SEM, Japan) with an acceleration voltage of 10–15 kV, after being cut in liquid N2 and ion sputter-coated with a layer of platinum. The cross-section and surface images of the LH-Yn and the PET-Yn were taken with a magnification of 2,500× and 2,000×, respectively.
Tensile and Tearing Strength
KS K 0412: 2010 (20 ± 2°C, 60 ± 2% R.H.) is the standard test method for tensile strength and elongation of filament yarn (Korean Standard Association, 2010). The tensile properties of the yarn were used to measure the yarn breaking strength and elongation through a strength tester (TENSORAPID 4, Uster Technologies AG, Switzerland). The testing speed was adjusted 50 ± 3 mm/min by applying initial load; the distance between clamps was 50 cm. The tear strength test of the knit performed according to ISO 13937–1: 2000 (ballistic pendulum method), using an FX-3700 tearing strength tester (TEXTEST Co., Ltd, Switzerland) at 20 ± 2°C and 60% ± 2% R.H. The machine was operated at a constant speed of 50 mm/min and load of 4,200 cN. The tensile and tearing strengths of each specimen were measured 5 times, and the average results are listed.
Energy Dispersive X-Ray (EDX) Spectrometer
An EDX spectrometer microanalyzer (EMAX EX-250, HORIBA Ltd., Japan) apparatus was used to examine the chemical composition of the yarns and knits.
Water Vapor Permeability (WVP) and Air Permeability (AP) Values
The WVP of the knits was measured using the CaCl2 method according to KS K 0594: 2015, under 40 ± 2°C and 90% ± 5% R.H. To establish the permeability of fabrics to air, air transmission of the knits was carried out using Frazier machine methods, which determine the best way to measure the AP of fabrics according to ISO 9237: 1995. After preconditioning, the air transmission of knit fabric was measured with the size of fabric area 20 cm2 and the pressure of air 100 Pa. The WVP and AP values were calculated by averaging 10 measurements.
Light Heating
A light bulb of 220 V/500 W/3,200 K (IWASAKKI Electronic Co., Ltd., Japan) with a total heat of 500 W and a thermal conductivity of 3,200 K was used to compare the PET and LH-Knit temperature variations depending on the light absorption. The measurement time was 120 min; light was shed on the sample surface for the first 60 min, and the bulb was turned off for the following 60 min to compare the surface temperature with that of the regular PET-Knit. The light radiation distance was 30 cm. After keeping the specimen under the 20 ± 2°C and 65% ± 2% R.H., the measurement was performed by installing the specimen with the surface facing the light absorbing-heating device.
Far-Infrared (FIR) Emissivity Measurement
A Fourier-transform infrared (FT-IR) spectrometer (MIDAC Corp., USA) within the specific wavelength of 5–20 μmwas used to detect the FIR emission energy and mean emissivity, using the KFIA-FI-1005 method compared to the black body (Park & Shin, 2011).
Subject-Wearing Trials and Thermal Insulation
To evaluate the thermal properties, a subject-wear trial test was carried out using an FIR camera. The experimental garments were innerwear with long sleeves and a round neck prepared from the PET-Knit and the LH-Knit. The conditioned room temperature (RT) and humidity were maintained at 20 ± 1°C and 65% ± 2% R.H., respectively. After each subject had put on the experimental garments, the subjects were preconditioned at RT for 10 min. The heat response of the subject with the LH-Knit and the PET-Knit was determined by the color change before and after the test. The subjects participating in this experiment were four males in their 20s, with average height and weight of 182 cm (SD = 1.2055) and 75 kg (SD = 1.5121), respectively. The procedures of the test and its purpose were explained sufficiently to all subjects after prior approval. The total time of the garment-wearing test was 15 min and was measured in 5-min steps. The thermal insulation of the PET-Knit and the LH-Knit was measured using KES-F7 (THERMO Labo II, KATO Tech Co., Ltd., Japan) according to the KS K 0560:2011 (Lee & Lee, 2010). The samples were prepared in 50 cm × 50 cm to cover the constant-temperature heat-emitting source completely. The measurement began when the surface temperature of the source was constant as the heat emitted from the specimen was constant. The heat loss penetrated or dissipated from the specimen was calculated 2 hr after starting the measurement. The test result was calculated by averaging the surface temperature from five measurements.
Results and Discussion
Yarn Morphology
The morphology of the LH-Yn and the PET-Yn was observed using SEM. Images of the cross sections and surfaces of the yarns indicate that the morphology was similar in the PET-Yn (a) without the CNT/ceramic particles and the LH-Yn (b) with the CNT/ceramic particles, as shown in Figure 3. Both yarns were PET 75D/72F DTY in the shape of a slightly distorted circle or a pentagon as compared with the circular shape of the original PET-Yn. The deformation might have been caused by DTY processing, including drawing and texturing. On the other hand, the tiny particles in the SEM image are certainly not as obvious as in Figure 3c) and d. In all of the yarn shown in Figure 3(d), tiny particles were found frequently. However, the particles are only expected for carbon and not inorganic particles because the weight ratio of carbon to ZnO was 5:1. Furthermore, the weight of ZnO was just 1 wt. %, so the particles that found in Figure 3d can be expected for carbon particles, not inorganic ZnO.

Scanning electron microscopy images of cross-section of (a) polyester yarn (PET-Yn), (b) ceramic-composite yarn (LH-Yn) and the surface of the (c) PET-Yn, and (d) LH-Yn.
Knit Morphology
The LH-Knit was prepared using a circular knitting machine, which is particularly economical for knitting the regular single jersey because its 24-or-higher-gauge knitting enables mass production in a short period of time (Park, 2012; Park et al., 2010). A circular knit, which has a structure where one strand of the thread forms a stitch, has a high shape-modification rate and high elasticity compared to woven fabrics. Among circular knits, a single-jersey structure is elastic in both wale and course directions and imparts flexibility and resilience hardly realized by other materials, eventually giving comfort while moving. Therefore, a circular knit is very useful for sportswear, tight underwear, or casual clothes (Kim, 2012). Generally, the front and back surfaces of a single jersey are different, as in the case of stockinet. The front surfaces are in the wale direction, while the back surface is in the course direction. An image of the LH-Knit where the back side of the course knit and the PU spandex covering yarn are shown in the middle (a), exhibiting the largest PU in the middle as well as the C-shaped hollow fiber (b), is presented in Figure 4.
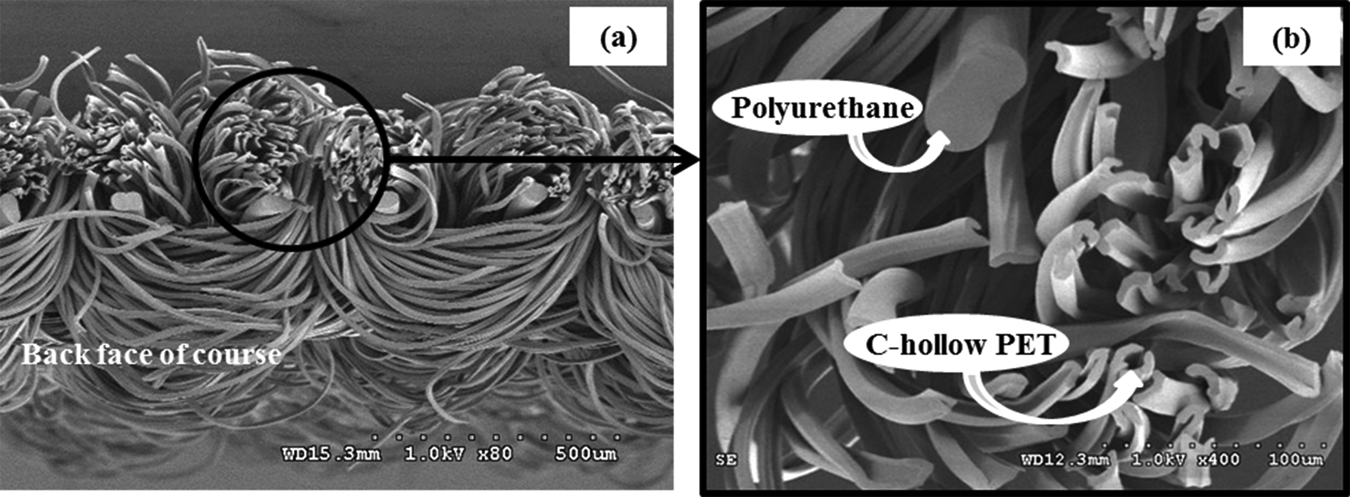
Scanning electron microscopy image of single-jersey knits: (a) cross section and (b) high magnification of a cross section.
Tensile Strength of PET and LH-Yn and Tearing Strength of PET and LH-Knit
The tensile strength and elongation of the PET-Yn and LH-Yn, and the internal tearing strength of the PET-Knit and the LH-Knit, are listed in Table 2. The tensile strength for breaking and the elongation of the LH-Yn were 262.8 cN and 21.12%, respectively, and those of the PET-Yn were 264.0 cN and 22.0%, respectively. The strength and the elongation of the specimens were similar, but those of the LH-Yn were slightly lower probably because of the addition of the organic and inorganic functional substances.
A momentary force was applied to the knits to measure when the knits were torn off and calculate the force required to propagate a predetermined length of tearing at the cutoff part of the knit (Hu, 2008). The measurement was performed with the two specimens in the wale and course directions, 5 times for each direction, and the calculated mean values are listed in Table 2. As shown in Table 2, the tearing strength in wale and course directions of the PET-Knit were 23.1 cN and 27.0 cN, respectively, while the LH-Knit measurements were 20.4 cN and 17.8 cN, respectively. The tearing strength of the LH-Knit was slightly lower in both the wale and course directions than that of the PET-Knit, which may be because the LH-Knit could be torn off more easily due to impurities (the CNT and inorganic ceramic particles mixed in the LH-Knit).
Elemental Analysis
EDX was performed to identify the components on the surface and analyze the composition. To verify the change of the element content on the yarn and knit surface due to the addition of CNT, four specimens were compared, including the PET-Yn, PET-Knit, LH-Yn, and LH-Knit. The results of the element content analysis of the yarn specimens, shown in Table 3, indicate that the carbon content was 2.84 wt. % higher in the LH-Yn than in the PET-Yn. This is because the spinning solution of the LH-Yn included CNT particles, and it shows that the oxygen content was lower in the LH-Yn than in the PET-Yn, possibly because the CNT contained in the LH-Yn was hydrophobic. An elemental analysis of the knit specimens also indicates that the carbon content was 1.77 wt. % higher in the LH-Knit than in the PET-Knit.
Carbon and Oxygen Weight and Atomic Content of PET-Yn and LH-Yn, and Its Knit.
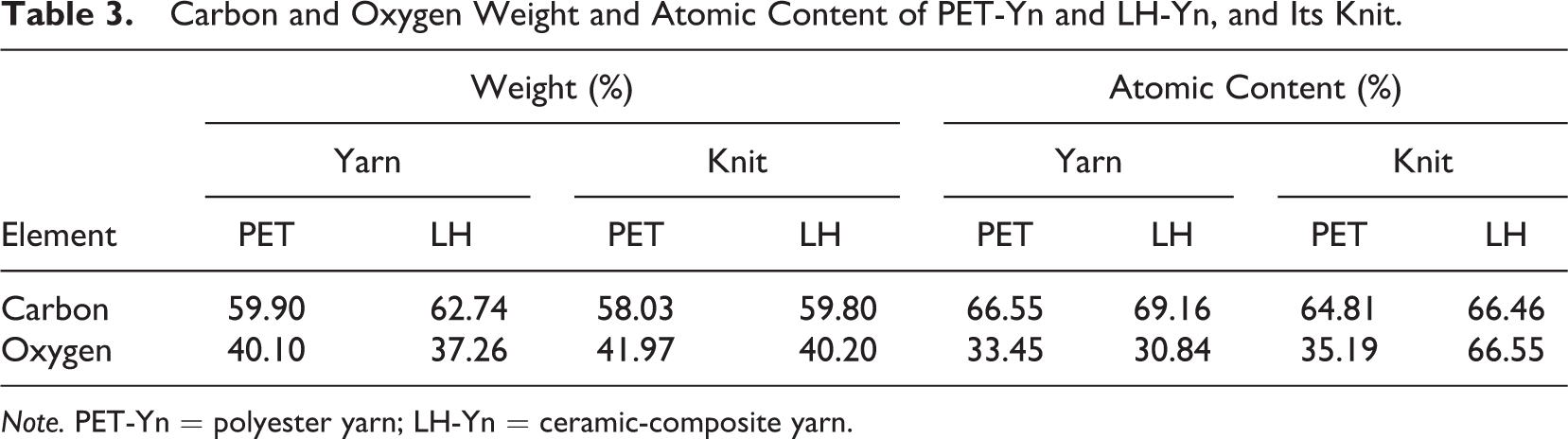
Note. PET-Yn = polyester yarn; LH-Yn = ceramic-composite yarn.
WVP and AP
A product with a high WVP may enhance heating and heat-storing performance by rapidly discharging the moisture inside the cloth to maintain comfort. The WVP of the fiber may provide the heating reaction as well as the heat-storing reaction because it absorbs and diffuses water vapor to keep the skin of the body dry. Therefore, a good WVP may function as heat-storing device to keep the body warm under rapidly changing external conditions. Table 4 shows the WVP and AP of the PET-Knit and the LH-Knit. The measurements of the WVP of the PET-Knit and the LH-Knit show that the WVP of the LH-Knit was slightly higher, but the difference was too small to compare. These results can be explained as WVP being unaffected by the fabric structure or contents of CNT/ceramic. However, this also suggests that the slightly better WVP of the LH-Knit may enhance water vapor absorption, which increases the heat-storing and heating reactions.
Water Vapor Permeability (WVP) and Air Permeability (AP) of PET and LH-Knit.

Note. PET = polyester; LH = ceramic.
aStandard deviation values.
Considering the AP and heat-storing effect of clothes, a low AP may inhibit the permeation of external air to prevent heat transfer between the body and the cloth, increasing the heat-storing effect. As seen in Table 4, the AP was 31.6 cm3/s × cm2 in the PET-Knit and 41.5 cm3/s × cm2 in the LH-Knit, suggesting that the LH-Knit was approximately 10 cm3/s × cm2 higher. The AP is greatly affected by the structure of the yarn or fabric. The porosity of the LH-Knit may be higher because the yarn for the LH-Knit employed PET hollow fiber, and the weight of the LH-Knit was approximately 10 g/yard lower than that of the PET-Knit. As shown in Figure 3(d), the surface structure of the angular shape with CNT/ceramic particles of the LH-Knit may have contributed to AP. The high AP may give underwear the functions of sweat absorption and rapid drying and assist heat storing by increasing the air volume in the space between the outer garment and underwear.
Light Heating
The light-heating test result in Figure 5 showed that the elevated maximum temperature at 62 min was 58.83°C and 45.07°C in the LH-Knit and the PET-Knit, respectively, indicating that the maximum temperature difference was 13.13°C. The temperature of the LH-Knit was elevated continuously during the first 60 min of light radiation and maintained at a higher level, even in the following 60 min in the absence of the light source. In addition, the temperature of the LH-Knit was least 2°C higher until 110 min and kept at a higher level up to 120 min. The significant difference between the surface temperatures of the two knits depending on light radiation indicates that the light-heating effect of the LH-Knit was better.
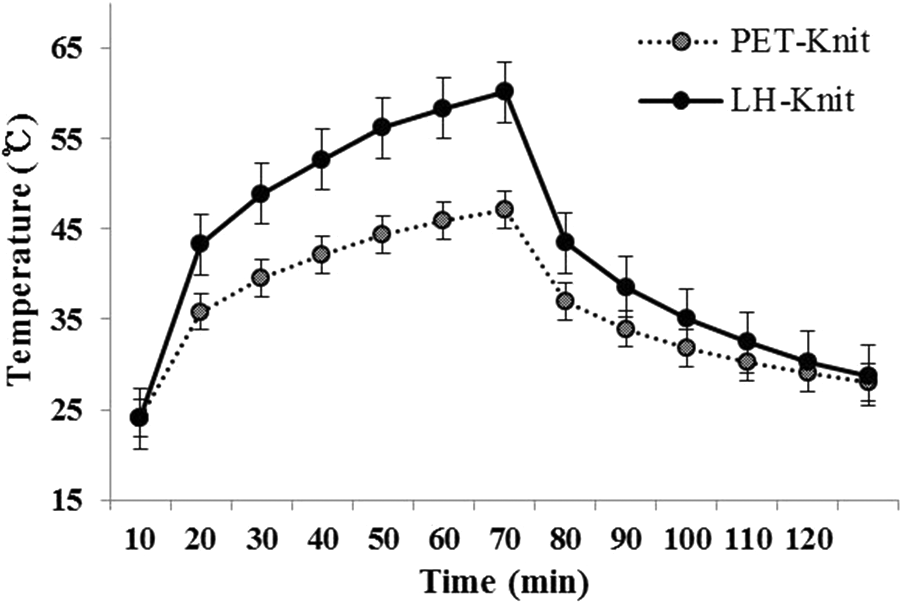
Light heating of polyester-knit and ceramic-knit.
FIR Emissivity and Emission Energy
The specific wavelength from 0.76 to 1,000 μm is in the FIR region, and the human body emits FIR at nearly 10 μm (Kim, 2015). Recently, inorganic minerals, such as illite and pegmatite, have been mixed into the dyeing process to increase FIR emissivity, but the FIR emissivity is approximately 85–89% (Shin, You, & Kwon, 2002). The FIR emissivity and emission energy of the PET-Knit and the LH-Knit are listed in Table 5. The knit prepared in the present study contained approximately 5 wt. % of CNT and 1 wt. % of ceramic particles in the spinning process, but the FIR emissivity was as high 88%, as shown in Table 5. This result may be due to the fact that the small amount of organic particles and inorganic ceramic particles were well mixed in the spinning process. The FIR emissivity and emission energy of the LH-Knit prepared in this study were good enough to achieve future marketability as underwear.
FIR Emissivity and Emission Energy of PET-Knit and LH-Knit.

Note. FIR = far-infrared; PET = polyester; LH = ceramic.
aStandard deviation values.
Thermal Analysis by Subject-Wearing Trials and Thermal Insulation
The underwear prepared using the PET-Knit and the LH-Knit was worn in a room with stable temperature and humidity, and the temperature variations were measured using an FIR camera for 15 min. The change of body temperature and the thermal insulation of the PET-Knit and the LH-Knit is shown in Table 6. As illustrated in Table 6, the temperature was measured in the right shoulder and arm (right), the left shoulder and arm (left), and the chest and heart (middle). The body temperature measured immediately after wearing the respective knits differed according to the body parts because the temperature was close to the body temperature of the subject who wore the knit. On the other hand, the temperature measured 15 min after wearing the LH-Knit underwear was increased by more than that of the PET-Knit underwear at both sides of the shoulders, arms, and neck. That is, the surface temperature of the treated LH-Knit at the right and left regions increased, but the growth was less than the increase in the light-heating test, where light was emitted directly. This shows that simply wearing the knit may have a heating effect, even though the temperature increase was lower in comparison to that from light radiation. On the other hand, the temperature in the middle was increased in the PET-Knit, while it was decreased in the LH-Knit. The difference in temperature between the middle part and other parts may be because the temperature at the chest was particularly dependent on other factors, including the heart rate and personal body state. This suggests that the heating effect of the knit prepared in the present study would be more significant if the knit absorbed light or heat directly. The thermal insulations of the PET-Knit and LH-Knit were 22.9% and 22.8%, respectively, indicating that the difference was insignificant. This may be because the 75D/72F samples of the single jersey were too thin to allow measurements of the thermal insulation using the KES-F7 Labo II instrument employed in the present study. The PET-Knit and the LH-Knit are not significantly affected by body temperature directly, but it helps to develop the light heating.
Body Temperature Change and Thermal Insulation of PET and LH-Knit.
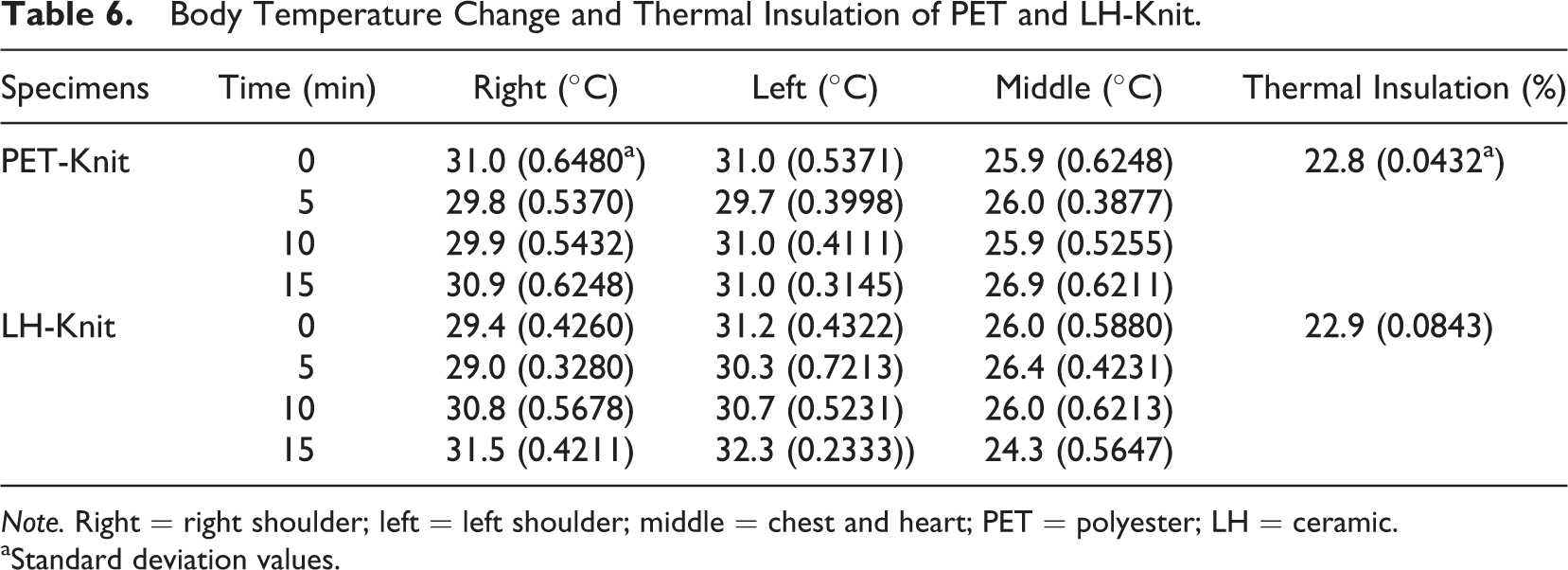
Note. Right = right shoulder; left = left shoulder; middle = chest and heart; PET = polyester; LH = ceramic.
aStandard deviation values.
Conclusions
In the present study, the LH-Yn was prepared by mixing the organic CNT and inorganic ceramic particles and performing composite spinning, and the LH-Knit was prepared using the yarn. Various properties, including light-heating performance, were evaluated and compared between the LH-Knit containing the organic and inorganic substance, and the PET-Knit, which was prepared using regular PET.
The size of the inorganic ceramic particles used to prepare the MB was <100 nm in order to enhance the dispersity of the CNT/ceramic particles and prevent fiber cutting in the spinning process. The morphology observed by SEM showed that the LH-Yn was not significantly different than the PET-Yn. The shape of each yarn was verified by observing the cross section. EDX results showed that the carbon content was higher in the LH-Yn and LH-Knit than in the PET-Yn and PET-Knit. The AP and WVP were also high in the LH-Knit. Light-heating analysis showed that the surface temperature of the LH-Knit was higher than that of the PET-Knit by a maximum of 13°C, and the temperature difference was maintained by at least 2°C even after the light source was turned off, keeping the heating effect. The temperature variation was measured using an FIR camera for 15 min while underwear prepared using each of the knits was worn. The results showed that the temperature increase was more at shoulders, arms, and neck in the case of the LH-Knit underwear than in the case of the PET-Knit underwear. The measurements of FIR emissivity and emission energy showed that the FIR emissivity of the LH-Knit was as high as 0.885, even though a relatively small amount of organic and inorganic substances were added. The yarns and knits prepared in the present study are expected to be utilized as a material with an excellent light-heating effect.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by Yeungnam University research grant in 2016 [grant number 216A380106].