
Abstract
Knitted auxetic fabrics (AF) are in common practice but their stability and thickness are major problems in commercial applications. Therefore, a simple method of developing woven AF is proposed here. Differential shrinking property of different weaves is utilized to visualize auxetic honey comb geometry in fabric structure. Based on this fabric structure, auxeticity is induced in 2-D-woven fabric. AF is developed using conventional nonauxetic materials (i.e., cotton in warp and elastane [Lycra] yarn in the weft). Auxetic nature and auxetic structure in the fabric were characterized by microscope. Comfort properties (air permeability, thermal resistance, stiffness, and wicking) of AF were compared with conventional nonauxetic fabrics (NAF). Piezoresistive nature of conductive AF and NAF is also compared. AF showed superior comfort properties and higher sensitivity as compared to conventional NAF. Based on results, AF can be considered better replacement of conventional NAF in wearable and medical applications.
Keywords
Auxetic smart materials are known for their negative Poisson’s ratio (NPR). When such materials are stretched longitudinally, they expand in at least one lateral dimension, whereas conventional materials show inward lateral shrinking. Shrinking is due to the flow of material along the stress, whereas auxetic materials have a lateral flow of material, thus causing swelling. Swelling of auxetic materials is due to their chain orientation in auxetic geometries (Alderson & Alderson, 2007). Many such geometrical orientations have been proposed and their auxetic natures confirmed (Elipe & Lantada, 2012). Among all auxetic geometries, auxetic honey comb (AHC) geometry exhibits the best auxetic nature inherently, as demonstrated in Figure 1 (Elipe & Lantada, 2012).
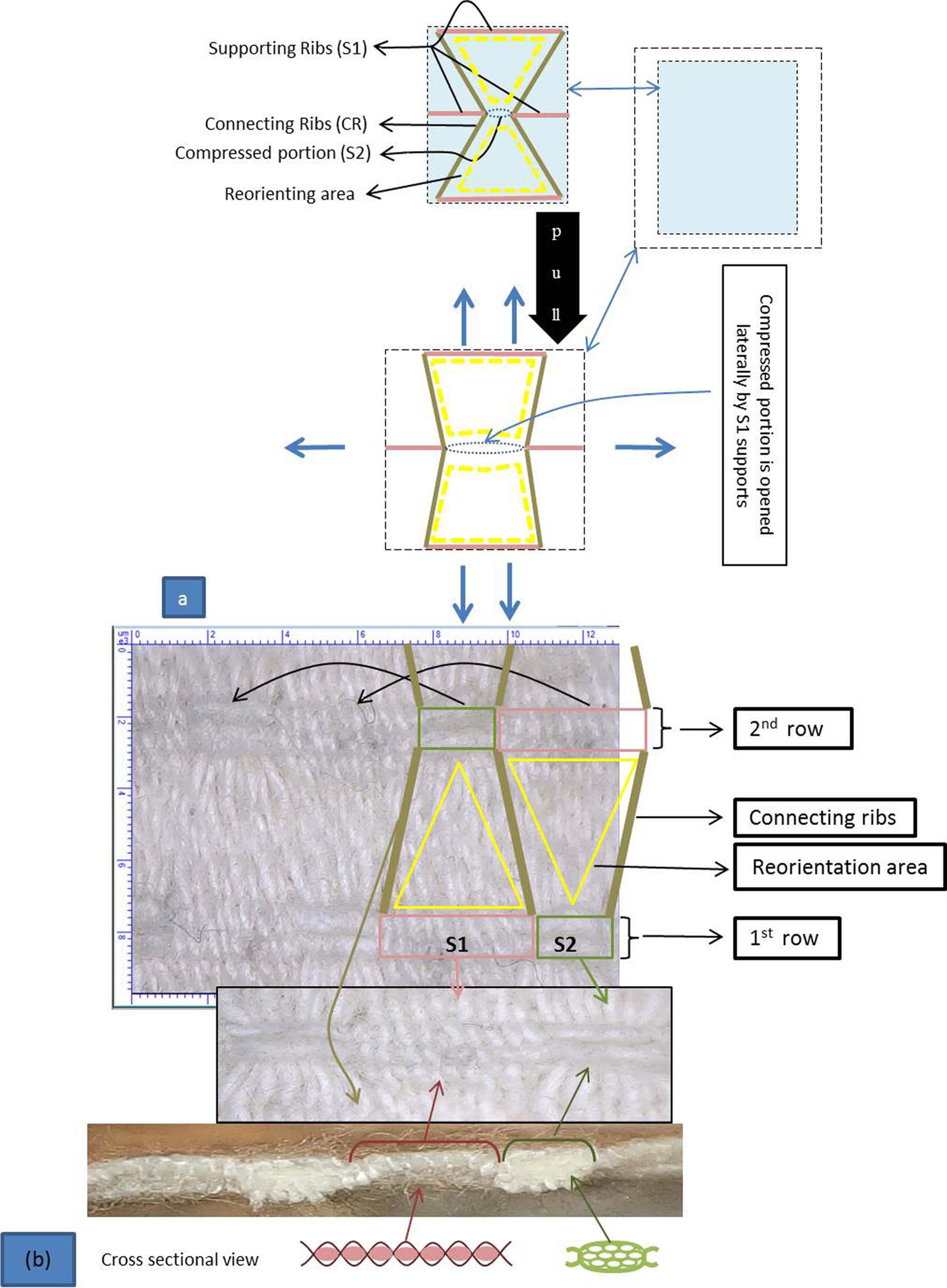
(a) Auxetic honey comb geometry and its components. (b) Face of auxetic fabric structure developed (top) cross-sectional view of S1 and S2 sections in microscope and schematically (bottom).
Human body parts (bone tissues, tendons, skin) are auxetic in nature (Gatt et al., 2015), and auxeticity is therefore mimicked in artificial biomedical devices to increase their compatibility with the body. Biomimetic auxetic foams are used as an artificial bone scaffold since they have similar structure to bone tissues (Friis, 1991). Auxetic foams also have higher load bearing capacities and moldability than conventional foams do (Bezazi & Scarpa, 2007). Due to these properties, auxetic foams have replaced conventional foam-based scaffolds for cartilage tissue engineering and in spinal implants (Baker, 2011). Similarly, stents of almost all kinds are now being replaced by auxetic stents because the anisotropic nature of both (body and auxetic stents) increases their mutual compatibility. For the same reason, the auxetic esophageal stent is developed using rotating squares geometry (Ali & Rehman, 2011), whereas arterial stents are mostly based on AHC geometry.
Monitoring health during life activities has increased the demand for highly sensitive wearable sensors. Auxetic substrates are the best candidate for such applications because they render higher resistance variation in the sensor. Higher resistance variation is attributed to the simultaneous increase in tunneling and contact resistance because of the bidimensional expansion of the auxetic substrate. Auxetic foam (with a Poisson’s ratio of −0.5) had 3 times higher sensitivity relative to the nonauxetic carbon nanotubes coated foam (Li, Luo, Yang, Liang, & Zeng, 2016). Similarly, in other research, a highly sensitive, hand-rehabilitation-assisting force sensor was developed using nonwoven auxetic fabric (AF). Nonwoven AFs were developed by laser cutting conventional fiber webs at rotating square geometries; gold nanoparticles were sputter coated to make them conductive. The force sensitivity of conductive AFs was tested to be 5 times higher than conventional nonauxetic fabrics (NAFs; Ko, Bhullar, Lee, & Jun, 2015).
Like the above auxetic biomedical devices, the fabrics used for wearable or medical applications also need to be auxetic because AFs are considered to be more compatible with the body. The compatibility of AF is important in different situations, such as during knee/elbow bending: There is a longitudinal stretch on fabric, while at the same time, thigh/biceps muscles are swelling. If NAF is used under such situations, it exerts opposite pressure on the muscles since fabric (lateral shrinking on longitudinal stretch) behaves opposite to muscular activity (swelling). Due to this mismatch, a constant cyclic pressure is generated on muscles, thereby causing muscular fatigue (Wang & Hu, 2016). In addition to this mismatch, NAF presents a problem of higher pressure development at body joints (like knee or elbow) because of its stiffness. NAFs also lack in body shape adoption when employed for complex body shapes such as skulls, whereas the problems caused by pressure, stiffness, and poor drape can be minimized by inducing auxeticity in fabric; AFs have an anisotropic nature, lower stiffness, and higher formability. Other than such compatibility issues, the “smart” nature of AF (higher sensitivity, pores opening under stretch, etc.) is also highly demanding in medical textiles. A very common example of such applications is the bandage used for swelling wound care. When a NAF-based bandage is used for such applications, higher pressure develops on the wound along with a decrease in porosity, thus impeding the wound-healing process. This is also a critical problem in compression garments when used for burn care after plastic surgery (to avoid scar formation). The sensitivity of conventional fabrics is much less when compared to auxetic ones used for smart biomedical devices (e.g., health monitoring sensors; Ko et al., 2015). AFs can solve such issues in medical textiles by creating an automatic pore opening under the pressure of a swelling wound. This pore opening increases breathability and drug permeability, thus accelerating the wound-healing process. Due to NPR, AFs also show a higher change in the surface area, thus exhibiting a higher change in resistance or sensitivity by the same proportion.
In order to solve the above-stated problems of wearable textiles, researchers have tried to develop auxetic textiles. For this purpose, auxeticity is induced at fiber, yarn, and fabric structure levels by visualizing auxetic geometries in different textile structures. Auxetic fibers of polypropylene, nylon, and polyester have been manufactured through a novel melt-spinning technique (Alderson, Alderson, Smart, Simkins, & Davies, 2002). However, due to the high cost of auxetic fibers, a simple method for development of auxetic yarns was proposed by using a wrap-spinning technique. Wrap-spun auxetic yarn was developed by wrapping a highly stiff fine yarn on the coarse, low-modulus core yarn. Auxetic yarn–based AFs also were manufactured and characterized for smart composite applications (Bhattacharya, Zhang, Ghita, & Evans, 2014). But as auxetic yarns are based on elastane materials, their initial extension is very high. This high extension is a hurdle while processing them on high-speed machines; therefore, fabric-level auxeticity is of critical focus currently, due to its continuous production.
Inducing auxeticity at the fabric level is of interest as it offers low cost and a continuous manufacturing process. The limitation of using synthetic materials is also omitted when auxeticity is induced at the fabric structure level. Weft- and warp-knitted structures are generally utilized for the development of AFs due to their flexibility, versatility in design, and high-speed manufacturing. Knitted AFs had superior comfort properties with respect to pressure distribution and body shape adoption (Ge & Hu, 2016; Hu, Wang, & Liu, 2011). Weaving technology was combined with knitted AFs to increase their stability (Wang & Hu, 2013). Although the stability issue was solved by these 3-D coweave knit structures, mass production was still a concern because such structures could only be produced on specialized machines. Therefore, in our previous work, 3-D-woven AFs were developed on conventional weaving machines (Liaqat, Samad, Hamdani, & Nawab, 2016). Although 3-D-woven AFs solved the problems of stability and mass production, such fabrics cannot be used for wearable applications.
Conclusively, fiber- and yarn-based AFs have cost and mass production limits, knitted AFs have stability issues, and 3-D-woven AFs are not wearable. Currently, auxetic textiles require not only a low cost and continuous manufacturing process, but they also need to be stable and fine enough to be used in wearable applications. Therefore, we propose the development of 2-D-woven AFs by using a novel weave design on conventional weaving machines. To the best of our knowledge, 2-D-woven AFs developed by this method (using conventional materials) have not yet been reported. Such AFs can fulfill the current need, as these are developed by a simple technique and are expected to be more stable (for their woven structure) and comfortable (for auxeticity). Therefore, the objectives of this research are to develop 2-D-woven AF and to compare its comfort properties with conventional NAF. Comfort properties were compared to ensure its suitability for wearable and medical textile applications, while auxeticity was induced by orienting yarns in AHC geometry to utilize the differential shrinking property of various weaves.
Experimental Method
Materials and Characterizations
Cotton yarn of 20 Ne (English count) was used in the warp, and Lycra 11D (Denier) cotton core spun yarn of 40 Ne was used in the weft for samples development. Samples with 110 ends per inch and 50 picks per inch (medium density) were woven on a Picanol omni-plus air-jet loom. Woven auxetic structures were developed using a novel weave design (without any loom modification). The weave design, auxetic nature, and development method of AF are explained in the next section. Plain-woven fabric (non-auxetic) with the same specifications was taken as a controlled sample for comparison. The plain-woven structure was selected because it is the most commonly used structure due to its stability and comfort. Fabrics developed were desized using enzymatic (bectasole) desizing, and after drying and relaxation, fabrics were characterized. For the development of the sensor, carbon black ink provided by CABOT was printed on the samples.
Development of AF
The auxetic nature of AHC geometry is shown in Figure 1a. S1 (supporting stiff structure) on both the lateral and longitudinal sides of S2 acts as a support to open the compressed S2 portions. The lateral force required to open S2 is transmitted through the connecting ribs. The S2 portion can expand in a lateral dimension, causing corresponding lateral expansion. The auxetic effect is mainly due to the difference in widths and stiffness of the S1 and S2 portions. Connecting ribs act as a source to join the S1 and S2 structure and force transmission.
If an AHC pattern is visualized in the fabric structure, the fabric can also display a similar auxetic nature. Therefore, by combining differential shrinking and stiffness woven structures, yarns were displaced in the AHC pattern. For the supporting ribs (S1) structure, weft yarns were interlaced consecutively (plain weave). The warp threads in S1 exert a maximum push on each other. The portion made by this design becomes stiff and expands (flat), as shown at the bottom of Figure 1b. The compressed (S2) structure was developed by using a high float weave. Due to high float, this portion is highly shrunken and warp yarns are bundled up like a multifilament yarn. The orientation of yarns in both structures is schematically shown in the cross-sectional view in Figure 1b. S1 and S2 were placed consecutively side by side in one row, as shown in the microscopic view of fabric in Figure 1b. After weaving reorientation areas along the warp, the sequence of S1 and S2 was interchanged every row. Warp yarns making S1/S2 in the previous row make S2/S1 in every next row. Thus, warp yarns are compressed and expanded alternatively in the same pattern as AHC.
If the S1 structure is directly made (in warp-wise/longitudinal direction) next to S2 without any space, then reorientation is not possible. Therefore, in between two consecutive rows, two repeats of 5/1 satin weave were woven. Fewer interlacements of satin weave allows the easy reorientation of warp yarns, from S1/S2 to S2/S1. Furthermore, the edges of S1 are connected to the edges of the longitudinally next S1 by four plain-woven ends. These yarns act as connecting ribs. Due to their plain weave, the connecting ribs also occupy more space. This extra space is accommodated by moving out of the plane in groove formation, as shown in Figure 6. Connecting rib yarns stabilize the fabric structure and keep each AHC unit separate.
The difference of material in warp and weft dimensions makes the auxeticity different along warp and weft directions. Elastane yarns in the weft make the fabric highly stretchable in respective dimensions. The auxeticity was comparatively very low in this dimension, but the strain was very high. The Poisson ratio in weft dimension was therefore found to be −0.1, for a strain up to 10%. Gradually, it decreases to zero Poisson’s ratio, at the strain of 40%. Weft-wise flexibility and stretchability (induced by Lycra) is the same for both types of fabrics. Major differences in comfort properties are due to the AF structure and warp flexibility; therefore, we focus here on the warp-wise auxetic nature and corresponding enhancement in comfort properties.
Structural and Auxeticity Testing
After drying and relaxing the fabric, the structure of AF was analyzed by a 1000X digital microscope equipped with Scoope image plus software (Version 9.0). The NPR of AF was characterized by measuring the strain (between points marked) under tensile loading, using the same microscope. Dividing negative lateral strain by longitudinal strain gives the Poisson’s ratio. A sample of dimensions 150 mm × 50 mm (length × width) was used in testing NPR on a universal testing machine (Lloyd LRX Plus AMETKE, USA). For a narrow sample strip of 50 mm, there was a clear increase in the width of the sample (width-wise NPR/in-plane NPR). But, when a sample with width 150 mm or more was tested, an increase in thickness was observed. This occurs because the flexible fabric structure gets folded in the form of wrinkles. For testing this increase in thickness, a digital fabric thickness tester was used. The negative ratio of increase in thickness and strain was considered as out-of-plane NPR (as calculated in our previous work; Liaqat et al., 2016).
Fabric Comfort Properties Testing
Comfort properties dependent on fabric structure were tested to check the suitability of AF for medical textiles/wearable applications. An SDL Atlas M021A air permeability tester was used for testing air permeability of fabric according to ASTM D-737. Air with a pressure of 100 Pascal was passed through a fabric area of 20 cm2 diameter for testing. An average of 10 values was taken to be the final value of the sample. A higher value of air permeability refers to higher comfort, as it allows more exchange of gases and drug when used for wearable/medical textile applications. The AATCC TM195-2011 standard test method was used to find the wetting time of fabric. A sample size of 8 cm diameter was placed in an SDL Atlas Moisture Management Tester (MMT), and the time required for sprayed water to completely wet the fabric surface was analyzed. Another similar method to evaluate the wicking behavior was performed by dipping equal-size strips in water for equal amounts of time. The water rise-up height was measured for both samples to compare their wicking performance. Lower wetting time and faster wicking structure is considered more comfortable, as these indicate the fabric can absorb and dissipate the sweat/wound exudate more quickly. ISO 11092:2014 was followed for comparing the thermal protection (insulation) behavior of both the structures, using an SDL Atlas M259B sweating guarded hot plate instrument. Thermal contact resistance (R ct) values of samples were compared to analyze the thermal insulation performance. An average of three values for one sample was taken as the final sample reading. A higher R ct value corresponds to more comfortable structure because a high R ct structure requires less material to provide the same thermal protection. This allows high R ct fabrics to be lightweight without compromising thermal protection. The circular bending stiffness of fabric was tested by a J.A.King stiffness tester, using the drop weight method (ASTM-D1388). Elongation in a circularly clamped sample under the application of the same force was used to approximate stiffness of fabric. Fabric with low stiffness is considered more comfortable, as it exerts lower pressure on the body due to its ease of shape adoption. To characterize the sensing behavior under stress, conductive ink-coated samples were stressed by the same universal testing machine, at a constant rate of loading (2 N/minute). Corresponding change in resistance of sample was recorded (for gauge length of 10 cm) by using a multimeter (as done by Ko et al., 2015). Sensitivity of samples was calculated by dividing the total change in response (resistance) by the total change in variable (force). Structure with high sensitivity is considered more useful, as it can detect the variation in stimuli more accurately.
Results and Discussion
Fabric Structure Analysis
From the microscopic analysis, the width of S1 and S2 was measured as 3,995 and 1,825 micrometers, respectively. The ends in the S1 portion lie side by side (not stacked), making a wider stiff structure, whereas the yarns of the S2 structure are stacked over each other in the form of a bundle, as shown at the bottom of Figure 1b. Such orientation produces a difference of widths in both structures, thus giving a clear visualization of AHC geometry, as can be seen in Figure 1b. Analyzing the cross-sectional structure of the fabric, it can be observed that the sample is not straight or plane. The S1 section is bubbled out in the fabric thickness dimension, as shown in cross-sectional view of AF in Figure 1b. This waviness or bubbling out occurs because the yarns at the sides/edges of S1 shrink due to the side yarns bending (to adopt AHC shape), whereas yarns at the center have extra length. This extra length is stored in out-of-plane waviness.
Negative Poisson’s Ratio Characterization
In AF, yarns shrink and expand alternately in such a way that there is a support of S1 to every S2 (warp direction). Under stress, the expanded stiff portion (S1) tends to expand the connected S2 portion up to its own width. The initially small-width portion (compressed S2 portion) expands laterally, thus resulting in an overall lateral expansion of the material. Changes in the dimension of the S2 portion under strain are highlighted in Figure 2a. In this way, the S2 portion keeps the material stored in a bundle form, which flattens under stress and consequently fabric width is increased. During this process, S1 provides the required support for the opening or reorienting of the yarns of S2. This bidimensional increase in fabric dimensions is demonstrated in Figure 2b and c.
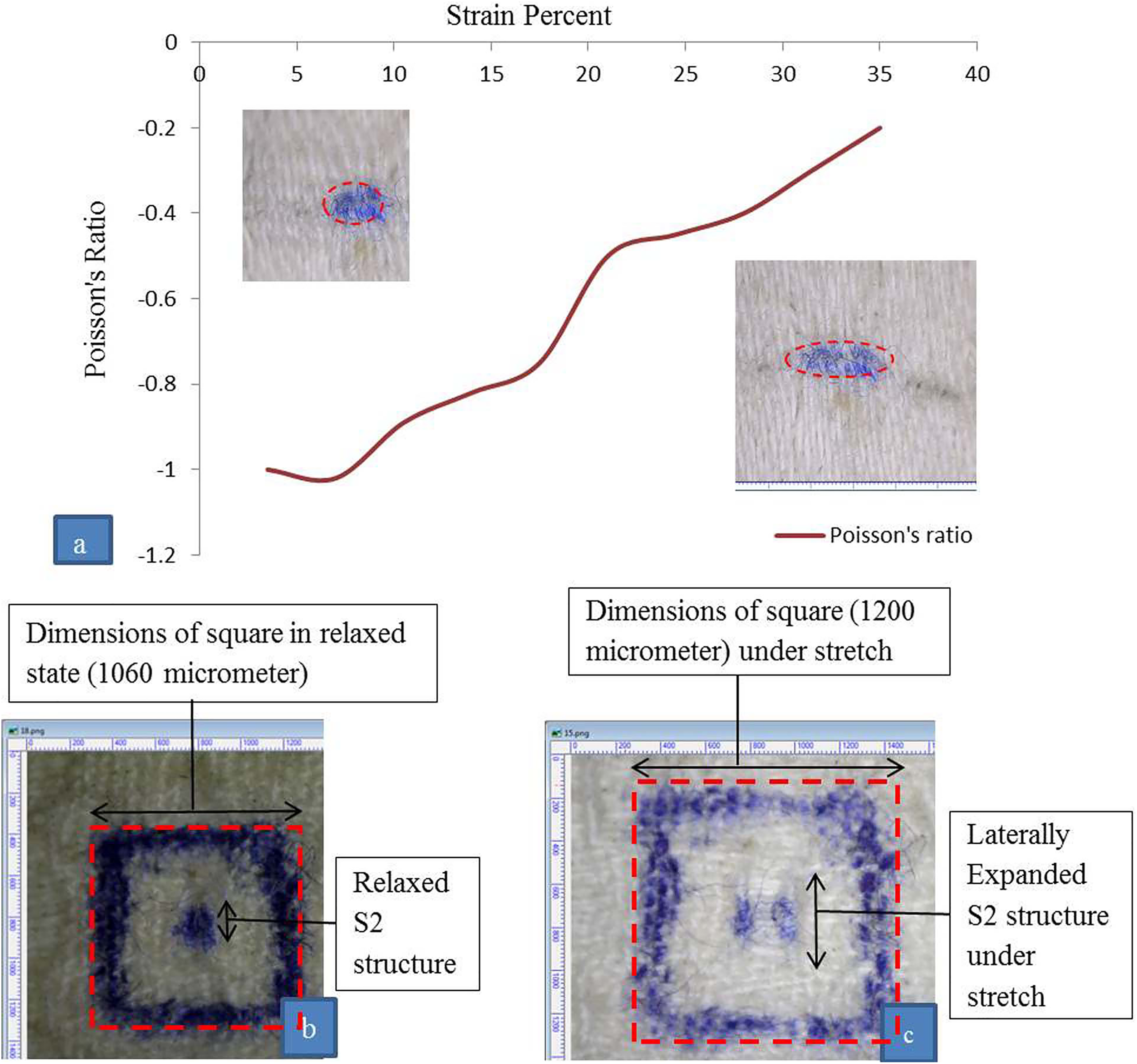
(a) Curve of lateral Poisson’s ratio of auxetic fabric with images added for variation in S2 strain. (b) Initial plot of square on auxetic fabric without any stretch. (c) Dimensions of square on auxetic fabric in full stretched form.
The width-wise NPR curve of the AF is plotted in Figure 2a. The fully relaxed weft of S2 could be stretched easily at the initial stage. But as lateral expansion increases in S2, it requires more strain to further open the structure, thus decreasing Poisson’s ratio at higher strains.
In-plane NPR (increase in width) is only observable for a small-width sample strip. For the wider width (100 mm) sample, extra width released could not be pushed aside by a flexible textile structure. Width released due to NPR is accumulated in the form of pleat/fold/wrinkle (as shown in Figure 3a), thus increasing the fabric thickness. Unlike other out-of-plane auxetic materials like foams (Li et al., 2016) and 3-D fabrics (Liaqat et al., 2016), this increase in thickness is due to the folding of nonaccommodated width-wise expansion.
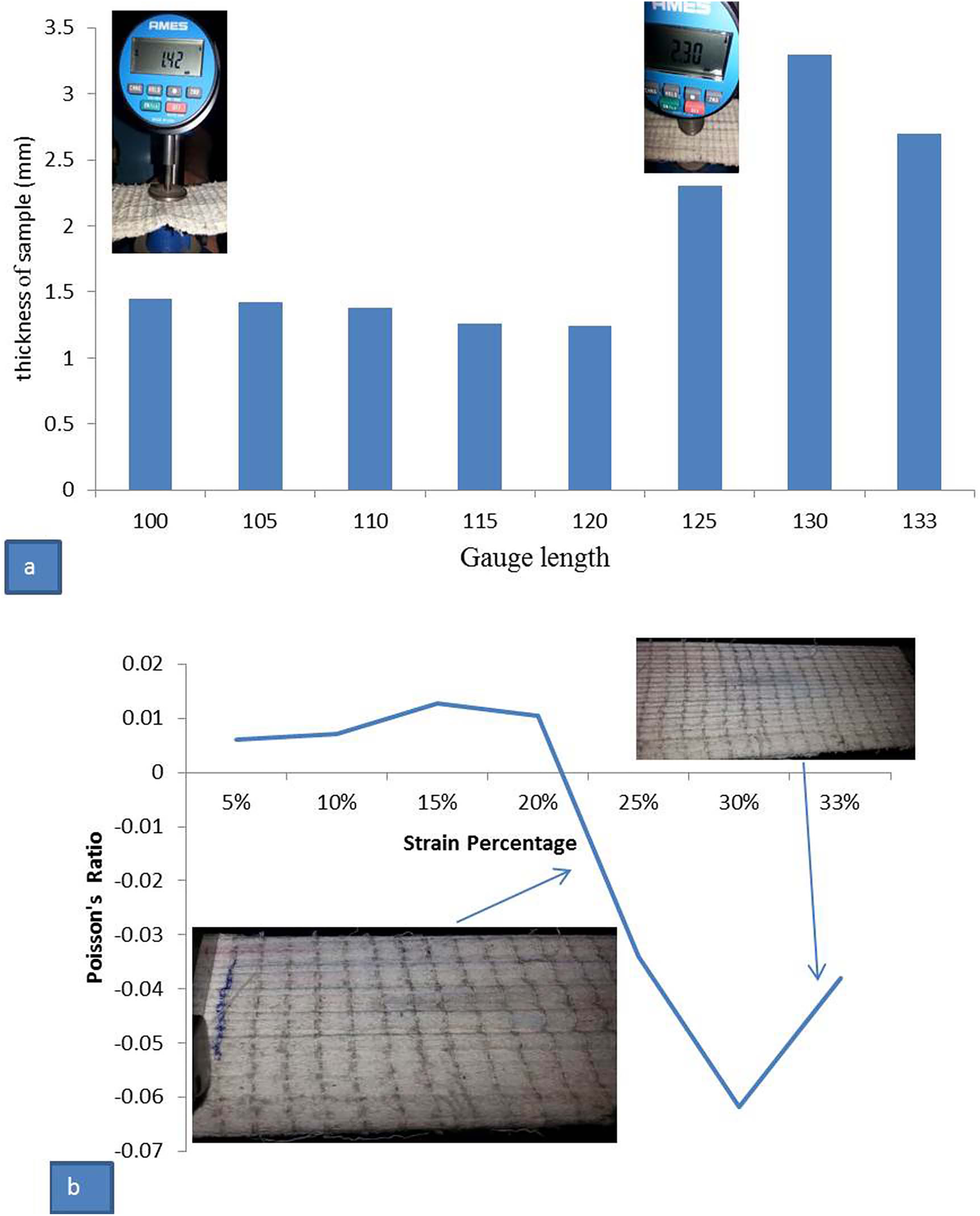
(a) Variation in thickness with respect to strain percent for auxetic fabric (b) Out of plane Poisson’s ratio curve.
During the initial 20% elongation of the sample, there is a small decrease in the thickness (as shown in Figure 3b), which is due to loss of waviness under stress. Moreover, in a relaxed condition, the yarns in the S2 portion are oriented in a circular form (cross-sectional orientation), thus having higher thickness. But as strain is applied, these yarns change their orientation from a circular shape to an elliptical shape, thus decreasing the thickness of fabric. An increase in fabric thickness is observed in the range of 20–30% strain, due to which the NPR curve falls to a negative value. In the last 3–5% strain portion, there is again a decrease in thickness because numbers of folds are increased with a decrease in their height (as clear in top views added in Figure 3b). This decrease in height of folds is because the flexible structure cannot maintain its height at higher stresses.
As higher width is consumed in fold height (ups and downs), width-wise NPR is higher than thickness-wise NPR. Also, the exact increase in width cannot be approximated by adding the individual fold-width consumption because of the complex distribution and shape of the fold. Folds produced at the center were at maximum height, whereas there is a gradual decrease in fold height toward edges; no fold was observed on edges (as shown in Figure 3b). The reason for such distribution is that the sample has space on edges to expand laterally, so edges show in-plane NPR (width expansion).
Air Permeability Testing
Air permeability refers to the porosity of the structure. Porosity is required for exchange of drug or gases between body and environment. The air permeability of the AF was 182% more than the plain (NAF), as shown in Figure 4. Additionally, the air permeability of AF under stretch was further increased 50%, relative to relaxed conditions. Conversely, under stretch conditions, there was a further 20% decrease in air permeability of NAF, relative to air permeability in a relaxed state.
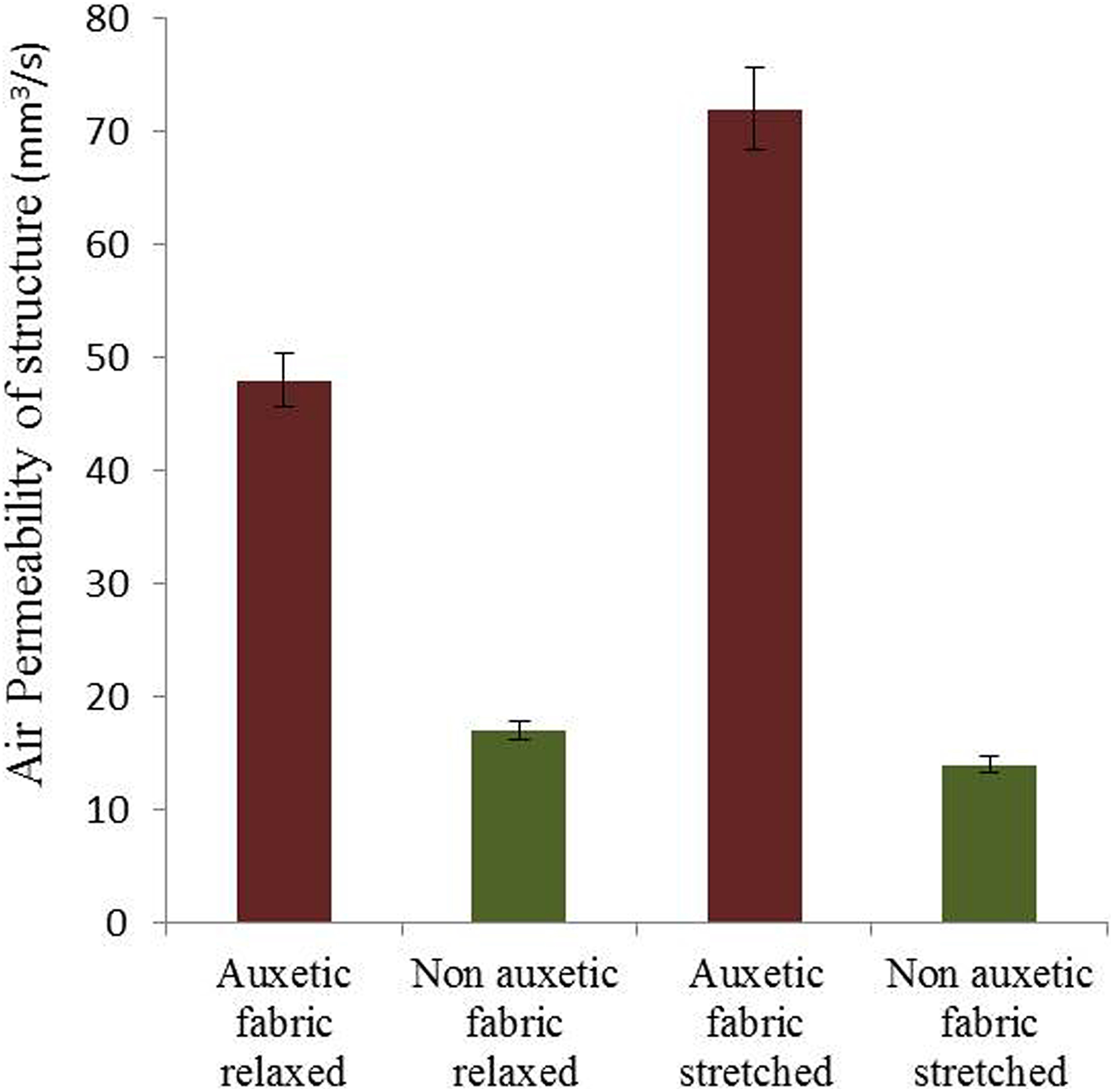
Comparison of air permeability of auxetic and nonauxetic fabric.
Low air permeability or breathability of NAF is due to its compact structure, but the AF structure has a combination of highly compact and loose structure. The loosely interlaced portion is majorly responsible for the higher air permeability of the AF. Further decrease in porosity because of stretch is due to the lateral shrinkage of NAF under stretch. On the other hand, a stretch in AF causes an increase in surface area and the opening of pores. Lateral expansion and associated pore opening under stretch further increase the air permeability of AF. Conclusively, the reorienting area (less interlaced) majorly contributes to the higher permeability of AF under relaxed conditions, and the lateral expansion in AF is the reason for the further increase in air permeability under stretched conditions. Due to this smart nature, AFs can be considered potential candidates for (varying porosity) smart filters and smart bandages.
Wicking and Moisture Absorption Rate Testing
The fabric used in medical or wearable applications has to interact with liquid drugs, body sweat, and nutrients (in scaffolds); therefore, fabric interaction with fluids was studied. As the structure of NAF was the same on both sides (top and bottom), its wetting time was also the same for both sides. However, for AF, the wetting time was different for both sides (top and bottom), as shown in Figure 5a. In-plane wicking (tested by comparing strip wetting height) was 1.5 times higher in AF than NAF. It can be seen in Figure 5b that the water covered an average height of 550 mm and 220 mm in AF and NAF, respectively. Moreover, the AF has uniform wicking, whereas in NAF some dry regions remained in the wicked portion (as highlighted in Figure 5b).
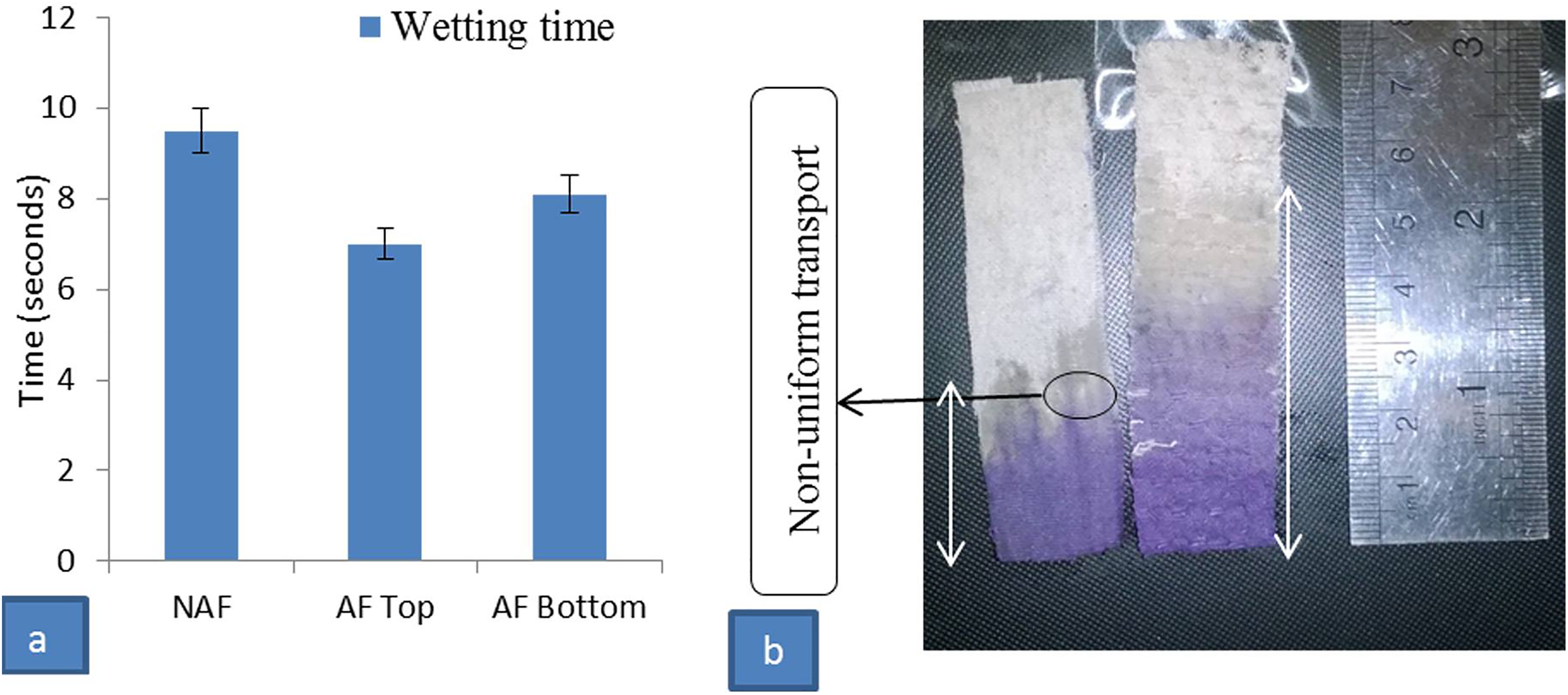
Comparison of wetting behavior (a), comparison of wetting time from top and bottom side of auxetic fabric (AF) and nonauxetic fabric (NAF). (b) Comparison of wicking behavior (left nonauxetic and right auxetic fabric).
The porous structure of the reorientation area facilitates the faster absorption of water droplets. Fewer interlacements in these portions make the AF less jammed, so water droplets are absorbed quickly, meaning a lower wetting time. Faster and more uniform wicking of AF is mainly due to the S2 portion, as all the yarns are connected with each other in this portion. The water droplet is hence wicked uniformly among all of the bundled yarns. Analyzing upward wicking in the AF structure revealed that grooves formed by the connecting ribs (Figure 6) portion have the strongest capillary action. Water or fluid is pulled up through this groove initially and then distributed all over the structure through S2. In NAFs, yarns are straight, and mutual interconnections of warp yarns are relatively less strong, which causes the nonuniform and slower wicking of water.
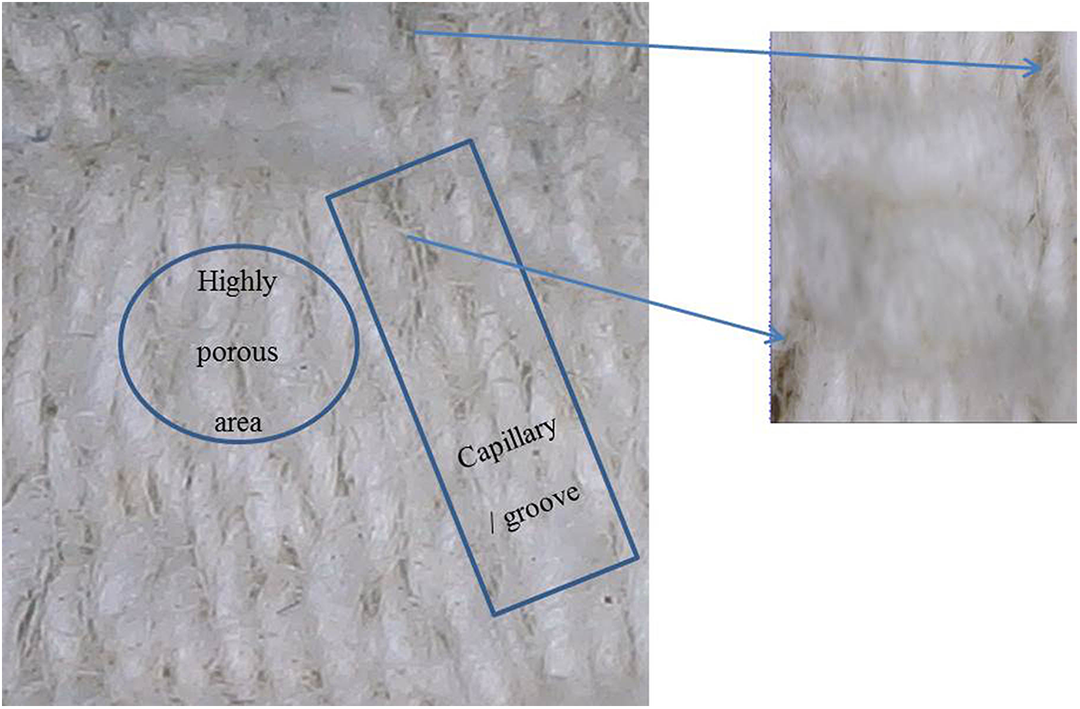
Pores and groove formed in auxetic fabric structure.
Thermal Protection Testing
Protection from intense weather conditions is also one of the major roles of textiles (e.g., crepe bandage). For such applications, a 20% higher R ct of the auxetic structure than normal plain-woven structure is highly useful. R ct values for AF and NAF were .01668 and .01339, respectively.
Air pockets are formed in AF, as explained above. Bubbles/pockets hence formed in the fabric (by S1) can trap air in it, as shown in Figure 7. Air, the best insulator, increases the thermal contact resistance of AF. Other than S1, the S2 portion also plays its role in thermal protection by increasing the thickness of fabric and stacking of warps. Due to such stacked structure, only S2 is in contact with the heating plate, as can be seen in Figure 7. Due to the lesser area of contact, the lesser path would be available for heat to flow/dissipate, thereby making AF more of a heat insulator. In NAF, all surfaces of the fabric are in contact with the heating plate, so more heat is dissipated out, meaning lower thermal resistance.
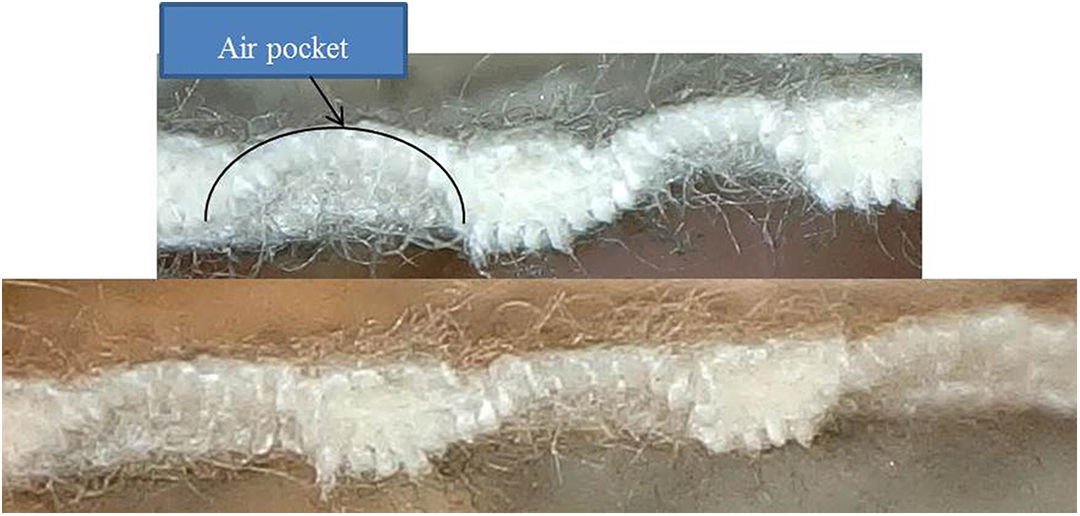
Cross-sectional view of auxetic fabric (a) tilted view, (b) STRAIGHT view.
Circular Bending Stiffness or Formability Testing
The stiffness of fabric is correlated with its shapeability or formability. Formability is essentially required when the fabric is used in wearable, plastering, and bandages for domed or complex-shaped body parts. It is also an important factor in fabric sensorial comfort when the fabric is used in common wearable garments. The stiffness of AF was 54 N/mm, whereas NAF showed 74 N/mm. NAF showed 42% higher stiffness relative to AF, as shown in Figure 8.
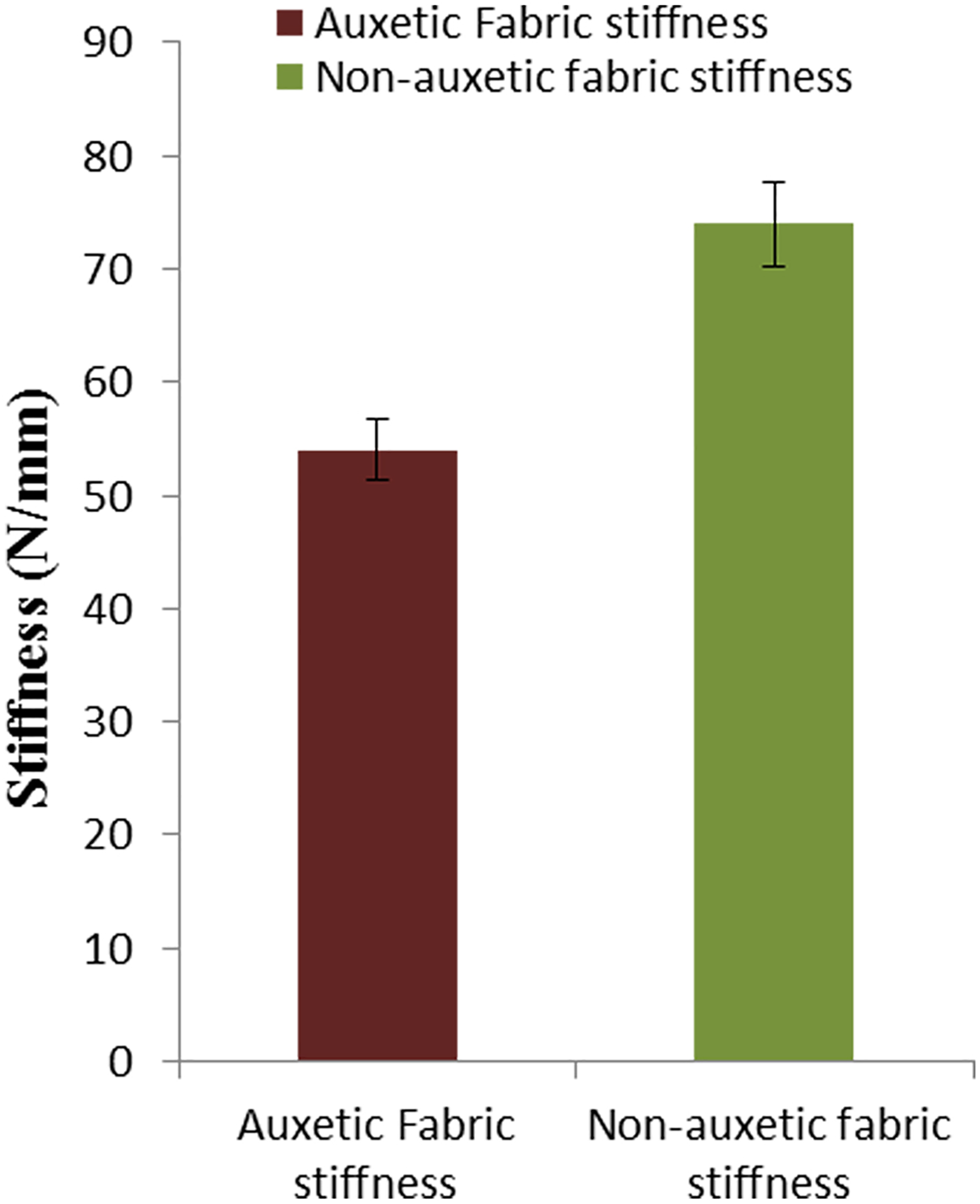
Stiffness of auxetic and nonauxetic fabric.
The yarns of AF have bent alternatively in a zigzag path for adopting AHC geometry. As more length is stored in such a zigzag bending of warp, the yarns of AF have greater elongation. But in NAF, warp yarns are already straight (not bent); thus, they require higher force for further extension. As higher force is required to circularly bend NAF, it has higher stiffness. Also, AF can expand bidimensionally because of NPR, so it can easily bend circularly. On the other hand, NAF cannot expand in both dimensions; thus, it requires higher force for circular bending, thereby showing higher stiffness. Based on this test, it can be assumed that an AF-based garment will exert 42% less pressure on the body during bending/body movements. Similarly, less pressure is developed on swelling wounds, thus promoting a faster healing process.
Force Sensitivity Testing
Health monitoring and wearable sensors need a structure with high sensitivity. Deformation under force and variation in resistance under force are plotted in Figure 9a, for both conductive ink-coated AF and NAF. Testing was carried out in the range of 20 N force, as the same range of force is applied in wearable applications. AF deforms 53% higher (on average) throughout the testing range. Because of this higher deformation, AF showed higher sensitivity. Unlike deformation variation, resistance variation is not uniform throughout the testing range. Initially, the difference in variation of resistance for AF and NAF was not much higher, but this difference increases at higher deformation/force. Percentages of higher variation in resistance and deformation are given in Figure 9b. Based on the results explained in Figure 9a, it can be concluded that AF and NAF have a sensitivity of 3.3 and 1.0, respectively.
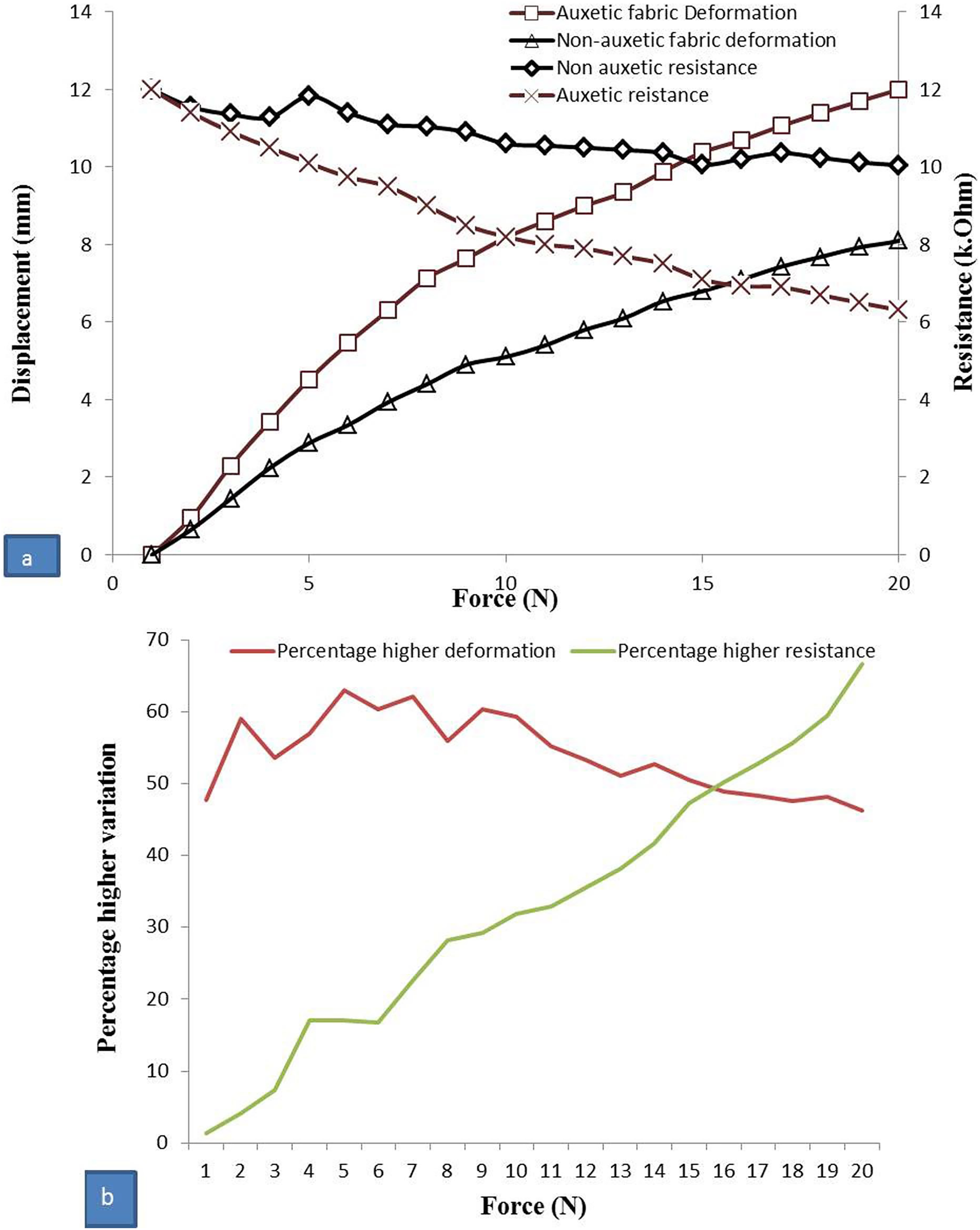
Force sensitivity results (a) strain and resistance variation in auxetic and nonauxetic fabrics under force. (b) Percentage higher variation in strain and resistance under force for auxetic fabric.
Yarns have high elongation when they are oriented in auxetic structure, as explained earlier. This higher strain of AF under equal force is a major reason for its higher variation in resistance. Normally, due to elongation, resistance in structures is increased; but for the fiber-level coated fabrics, there is a decrease in the resistance. This is because of the increase in interfibers connections under strain. In AFs, there is a lateral push on yarns (due to NPR), so higher interfiber connections are developed. Higher contact between fibers/yarns thus produces a higher decrease in resistance. The change in the resistance of NAF was negligible at higher stress because the NAF structure gets jammed earlier.
A very high variation in resistance is not achieved here (unlike other works) because conductive coating was applied at the fabric level. This could be due to the fact that the network is not broken in a fabric-level coated nanoconductive network; hence, resistance is also not decreased, although there was bidimensional expansion. If the conductive coating is applied over a highly flexible polymer-coated AF, then a similar effect (like previous studies) can be achieved. In that case, it is expected that the resistance of the conductive network will show a higher variation due to bidimensional expansion under stress. By that process, further higher sensitivity can be achieved. The development of such kind of sensors is currently in progress in our lab. Furthermore, AFs developed by this technique have elastane yarns in the weft, so such fabrics can only be used for wearable and elastomeric composite applications. Further work can be done in future on the development of AFs without using elastane yarns, so that such AFs could be equally likely to be used in both wearable and structural composite applications.
Applications of AFs
Most interestingly, AFs have potential applications in medical textiles (e.g., in controlled drug delivery bandages, health monitoring sensors, compression garments, and grafts.) due to their smart nature. Similarly, the higher energy absorption of AFs makes them attractive for designing athleisure garments for games like racing, riding, and skating to ensure higher protection levels. Similarly, this protection factor is also important in designing workwear garments for workers who handle glass or other sharp objects. Performance of the AFs used for blastproof curtains can be enhanced by further increasing auxeticity at the weaving level using our proposed weave design. Other than such high-tech applications, AFs can have great potential for wearable applications. The easy domability of AFs (due to their synclastic nature) can help in making complex-shaped body parts with fewer seams, thereby increasing the garment’s comfort (as seams often decrease comfort). The ability of AFs to better fit bodies is another important aspect in their use for fashion garments and complex-shaped body parts (bra cups, caps, etc.). NPR makes it possible for AF-based garments to fit in different sizes. This variable fitness makes AFs very attractive candidates for maternity dresses and garments for growing children, as the fabric will remain fit for a longer time (it will expand in both dimensions along with the growth of belly and body size).
Conclusion
2-D woven AF (single layer) was successfully developed and its auxetic nature is confirmed. Auxeticity is induced in fabric due to the orientation of yarns in AHC geometry by utilizing differential shrinking properties of different weaves. AF showed an NPR of −1 at initial strain, which decreases at higher strains. The AF structure showed superior comfort properties as compared to a conventional NAF structure. AF was 182% more air permeable with the additional benefit of variable porosity (porosity increases under stretch). A 20% increase in thermal protection, wicking/nutrients transport with uniformity, and higher speed were also observed in AF. AF has 42% less circular bending stiffness and higher piezoresistive sensitivity against equal stress or force. This novel fabric structure is comparatively more suitable than existing textile-based medical devices for its flexible and comfortable nature, along with its smart nature (e.g., high sensitivity and variable porosity, ease of doming along with swelling wounds). Woven AFs developed by this technique can broaden the application areas of auxetic structures, thanks to their stability and ease of manufacturing.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.