
Abstract
The performance of the active sportswear is mostly related to wetting, wicking, and permeability properties of the fabrics. Antibacterial efficacy of the garments has an important place on the wearer performance. The purpose of this study is to investigate the effects of wicking and antibacterial finishing treatments on water-related comfort properties of seamless garments made from silver-modified polyamide and conventional polyamide fibers. The results showed that silver-modified polyamide fiber performed better at longitudinal wicking height and transfer wicking ratios. Application of antibacterial and wicking finishing treatments reduced the drying rate and water vapor permeability whereas transfer wicking and wicking height values increased. By Lycra incorporation, height of water wicked was much higher while transfer wicking, drying rate, and water vapor permeability were affected negatively. Finally, SWT fabric was found the best, while PWN performed the worst according to the hybrid AHP-TOPSIS method.
Comfort is a state in which a person feels pleasant, and it has many aspects, one of which is directly associated with physiological harmony between the human body and the environment. Fabric preference for active sportswear plays an important role in achieving thermal comfort due to the fact that the efficiency of active sportswear has a significant influence on the wearer’s performance. Because fabric has two surfaces, one is in close contact with the skin and the other one with the atmosphere, enabling perspiration and body heat transfer from the skin to the atmosphere; in this way, the body’s temperature and the changes in skin’s temperature are controlled. The thermal comfort features of fabrics, which are water vapor permeability and the ability to absorb sweat, help to transfer moisture from the body to the atmosphere through diffusion, wicking, sorption, and evaporation. Therefore, fibers with the ability of moisture management are preferred for active sportswear, as they remove excessive wetness and transmit heat away from the body (Ozdil & Anand, 2014). Fibers such as Meryl Nexten® (polyamide hollow fiber), Thermolite® (polyester hollow fiber), Aerocool® (polyamide fiber with unique cross-section), Becool™ (hollow nylon and polyester fiber), Coolmax® (scallop oval-shaped polyester fiber), Akwatel, and Nike Sphere Cool are manufactured mostly for moisture management to achieve thermal comfort (Bartels, 2011; Bedek, Salaün, Martinkovska, Devaux, & Dupont, 2011; Hunter & Fan, 2015; Pavlidou & Paul, 2015; Ravandi & Valizadeh, 2011; Song, Cao, & Cloud, 2011; Yu, 2011). Furthermore, these characteristics can be acquired not only by the structure of the fibers but also by the application of some wicking finishing agents and surface modifications (Glampedaki, Jocic, & Warmoeskerken, 2011; Messiry, Ouffy, & Issa, 2015; New, Zope, Rahman, Yap, & Dasari, 2016; Rearick, Martin, & Wallace, 2004; Van Keulen, 2014; Wang, Zhao, Li, & Wang, 2015; Wu, Cai, Liu, Ge, & Wang, 2014; Yoo & Barker, 2004; Yoo & Barker, 2005; Zaman, Liua, Xiao, Chibante, & Nia, 2013).
Hygienic comfort is also important for active sportswear since sweat should be quickly carried away from the body to prevent the bacterial and fungal proliferation responsible for malodor, which is caused by the decomposition of body sweat and some infections, as well as the decomposition of textiles, which is caused by microbial corrosion. Inherently hydrophobic features of most of the synthetic fibers make them resistant to microbes. However, at suitable conditions (i.e., warm environment and humidity), textile materials become a convenient medium for the proliferation of microbes (Borsa, 2012; Buschmann, Dehabadi, & Wiegand, 2015; Butola, 2008; Paul, 2015; Rigby & Anand, 2000; Sun, 2011; Virk, Ramaswamy, Bourham, & Bures, 2004; Windler, Height, & Nowack, 2013; Yu, 2011). Therefore, antimicrobial agents that inhibit bacterial growth can be applied by antimicrobial finishing treatments to provide hygienic comfort (Bartels, 2011; Bedek et al., 2011; Hunter & Fan, 2015; Pavlidou & Paul, 2015; Ravandi & Valizadeh, 2011; Shishoo, 2005; Song et al., 2011; Yu, 2011).
Silver-modified polyamide fiber prevents bacterial proliferation on fabrics with silver microparticles in their structures, thereby eliminating malodor. For this reason, silver-modified polyamide is advantageous for use in active sportswear worn during exercise, when high perspiration and high body heat conditions create a convenient medium for bacterial growth. Moreover, this fiber has some particular characteristics that provide comfort during exercise (Permanent Antimicrobial Effect, 2015; Persico, 2005). Hence, in this study, the seamless activewear and active sportswear made of this fiber were examined with regard to their comfort performance and were compared with the ones made of conventional polyamide fiber. Furthermore, clothing with stretchability is very important for active sportswear due to the ease of movement it provides for the wearer. Thus, Lycra was used in the fabric structure to explore its effect on comfort performance. Since fabrics with the ability to prevent bacterial propagation and remove excessive sweat are preferred for use in activewear, antimicrobial finishing and fiber modification treatments are typically applied on active and sports clothing today. Therefore, antibacterial as well as wicking finishing agents were applied on the fabric samples to enhance antibacterial efficacy and improve thermal comfort of the fabrics.
Experimental Work
Fabric Production
For the study, plain knitted fabrics were produced by an E28 13” Merz Mbs seamless circular knitting machine at the same tightness values. Active sportswear is generally produced with seamless knitting technology, so the researcher selected this for the current study as well. Half of the fabrics were knitted from silver-modified polyamide and/or conventional polyamide yarns, which were composed of 68 filaments and had a count of 78 denier. The other half were produced with the incorporation of 33 dtex Lycra, with the aim of investigating its effects on the performance of active sportswear.
Finishing Process
All of the fabrics were dyed at the same commercial conditions. Then, half of each fabric group was treated with both wicking and antibacterial finishing applications, while nothing was applied to the other parts, in order to evaluate the finishing performances on the discussed parameters. The wicking finishing agent was applied at 40 °C for 20 min using “ultraphil pa,” while “ultra fresh silpüre fbr” was used as an antibacterial finish at 60 °C for 30 min.
In brief, the fiber type, process history, and Lycra effect were selected as the factors, each of which had two levels: polyamide and silver-modified polyamide, without Lycra and with Lycra, and nontreated and treated, respectively.
Testing Methods
The tests were carried out in accordance with the relevant test standards: stitch density, TS 250 EN 1049-2 (Turkish Standards Institution, 1994); weight of fabric (g/m2), TS 251 (Turkish Standards Institution, 1991); thickness of knitted samples, TS 7128 EN ISO 5084 (Turkish Standards Institution, 1998); longitudinal wicking, DIN 53924 (Deutsches Institut für Normung, 1997); and water vapor permeability, ASTM E96-00 (American Society for Testing and Materials, 2000). Measurements of transfer wicking were made based on the method used by Zhuang, Harlock, and Brook (2002), with the difference that the pressure applied was kept constant at 15.6 kg/m2. Coplan’s (1953) and Fourt, Sookne, Frishman, and Harris’s (1951) method was used to determine the drying rates of the fabrics. The overall porosity is defined as the ratio of open space to the total volume of the porous material, and it was calculated according to the literature (Mukhopadhyay, Ishtiaque, & Uttam, 2011).
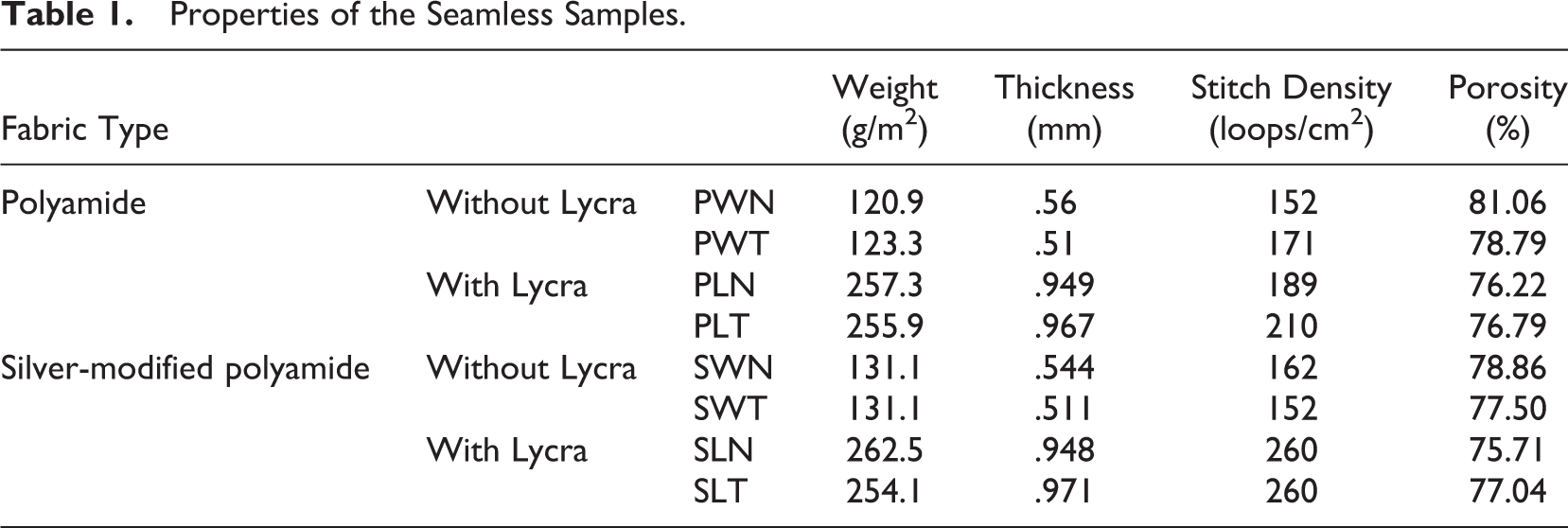
The properties of the seamless samples can be seen in Table 1. The fabric samples were coded such that the first letter shows the fiber type (P: polyamide, S: silver-modified polyamide); the second letter refers to the Lycra incorporation (W: without Lycra, L: with Lycra); and the last letter stands for the process history (N: none, T: treatment).
Properties of the Seamless Samples.
Statistical and Performance Analysis
SPSS 22 was used to statistically evaluate the data obtained from the experimental work. The factors were considered to be significant at a significance level of 95%. Additionally, a multicriteria decision approach was utilized for the selection of the best option from the existing alternatives examined in this study. Multicriteria decision-making is a branch of operations research, which deals with selection problems under the presence of a finite number of decision criteria and alternatives (Majumbar, Sarkar, & Majumbar, 2005). TOPSIS, a type of multicriteria method, is based on a simple and intuitive concept enabling consistent and systematic criteria based on the selection of the best alternative with the shortest distance from the ideal solution and the furthest distance from the negative ideal solution (Majumbar et al., 2005; Moghassem & Bahramzadeh, 2010; Shyjith, Ilangkumaran, & Kumanan, 2008). The ideal solution is regarded as the maximal benefits solution, which includes taking the best value of the alternative; however, the negative ideal solution is treated as the minimal benefits solution, which is composed of all worst values of the alternatives, which are ranked according to the relative closeness to the ideal solutions (Shyjith et al., 2008). The AHP is a powerful and flexible multicriteria decision-making tool that structures a complicated decision problem hierarchically at several different levels, where both qualitative and quantitative aspects need to be considered (Shyjith et al., 2008). The TOPSIS is a more efficient method for handling the tangible attributes and no limit exists in terms of number of criteria or alternatives (Majumbar et al., 2005). Therefore, the combination of AHP and TOPSIS can be used for the determination of the liquid transfer properties of garments. In the hybrid AHP-TOPSIS method, the pairwise comparison method of AHP is combined with the other steps of the TOPSIS. The procedure of the hybrid AHP-TOPSIS method is explained elsewhere (Majumbar et al., 2005; Moghassem & Bahramzadeh, 2010; Shyjith et al., 2008).
Results and Discussion
Wicking Capacity
In Figure 1, we see that the SLT fabric sample had the highest longitudinal wicking capacity value, while the PWN fabric sample performed the lowest. As shown in Figure 1, the longitudinal wicking capacity values of the fabric samples made of silver-modified polyamide fiber were higher than those of the polyamide ones. In Table 1, the polyamide fabrics show a slacker structure than the silver-modified polyamide ones. A proper channel is needed for water to pass through. The location and form of the channels (or capillaries) in the polyamide fabrics might be more random than the channels in the silver-modified polyamide fabrics; accordingly, this might be the reason for the lower wicking of these fabrics, which is also compatible with the literature findings (Cil, Nergis, & Candan, 2009; Hsieh, 1995).

Wicking capacity of fabrics.
Moreover, the wicking capacity values of the fabrics appeared to increase by utilizing Lycra in the production. The results obtained in our study can be explained by the capillary principle. According to the capillary principle, the smaller pores, which are responsible for the liquid front movement, are filled first. As the smaller pores are completely filled, the liquid then moves to the larger pores. The distance of liquid advancement is greater in a smaller pore because of the higher capillary pressure (Kizildag, Ucar, & Gorgun, 2016; Wong, Tao, Yuen, & Yeung, 2001). Also, the paired test conducted showed that Lycra was an important parameter on the longitudinal wicking capacity values of the fabric samples (t = −7.954, sig. .000). Finally, the researcher discovered that the treated fabrics drove water from the source further regardless of fiber type. This means that the treatments helped the fabric transport water from the moisture source. In the finishing applications, not only the fabric surface but also the yarn and fiber surfaces were fully coated, which made the fabric smoother and also influenced the surface energy. Moreover, these coatings prevented the water molecules from penetrating and becoming trapped inside the yarn structure. As a result, the researcher found an increase in the wicking capacity of fabrics. This result was supported with the t test conducted (t = 3.628, sig. .000).
Transfer Wicking
The SWT fabric featured the highest transfer wicking ratio, whereas the SLN fabric had the lowest value for the same period, as seen in Figure 2. The transfer wicking ratios of the fabrics made from only silver-modified polyamide fiber were higher than those in fabrics made from conventional polyamide fibers. On the other hand, when Lycra was utilized in the production, the transfer wicking ratios of the fabrics decreased with the exception of polyamide fabrics, which were treated with finishing applications (PLT). According to the literature, fabric thickness is the most dominant parameter of transfer wicking, owing to the fact that as thickness increases the space to absorb and transfer water increases (Duru & Candan, 2013; Ramachandran & Kesavaraja, 2004; Zhuang et al., 2002). However, as seen in Table 1, thickness values of both types of fabric samples increased almost 2-fold after the incorporation of Lycra in the fabric structure; on the other hand, their porosity values were not changed considerably. The reason for different transfer wicking ratios may be a result of the new configuration forms of loops and their frequency after the addition of Lycra to the fabric structure, which may have also influenced pore tortuosity in the fabric samples. According to the paired t test statistical evaluation, the difference in the transfer wicking values of the fabric samples with and without Lycra was statistically significant (t = 0.626, sig. .038). As shown in Figure 2, with the treatment of wicking and antibacterial finishes, the transfer wicking values of all samples increased. When the fabrics were treated with these finishes, their surfaces were coated with them, which blocked the water from penetrating into the fabric whose fibers were also inherently hydrophobic. Thus, without any absorption, the water was transferred, which explains the increased transfer ratios. Also, the paired t test showed the transfer wicking ratios of fabrics treated with two finishing treatments performed differently than nontreated ones (t = 9.376, sig. .02).

Transfer wicking ratios of the samples versus time.
Drying Rate
It was found that the SWN fabrics had the highest drying rates in terms of g/m2/hr, while the SLT fabric was the lowest in terms of drying rate, as shown in Figure 3. We also see in the results that for each fiber type studied, the drying rates of the samples were related to the initial amount of liquid water in a fabric. In other words, the drying rates of the fabric samples that absorbed initially more water tended to have higher drying rates, which was in agreement with literature (Benltoufa, Fayala, & Nasrallah, 2008; Cimilli, Nergis, Candan, & Özdemir, 2010; Coplan, 1953; Crow & Osczevski, 1998; Fourt et al., 1951).

Drying properties of fabrics.
When the effect of the fiber type was also investigated, the drying rates of the fabrics did not show a significant variation in accordance with fiber type. This result was also supported by the paired t test (t = 0.627, sig. .65). On the other hand, when Lycra was part of the fabric structure, the drying rates of all samples decreased, as shown in Figure 3. As mentioned above, the thickness values of the samples were almost twice those without Lycra (see Table 1), but their porosity values were almost the same. The amount of water absorbed may be affected by the incorporation of Lycra, which influenced the interyarn and interfiber pore sizes and volumes, as well as pore tortuosity of the samples, where water fills in. Also, the paired t test results implied that Lycra was a highly significant factor on the drying rates of the seamless samples (t = 8.852, sig. .00). Moreover, according to the results of the drying rates of the fabrics, with the application of finishing treatments, the rates were affected negatively. But this reduction was not significant, which was also supported by the paired t test conducted (t = −0.542, sig. .18). The reason for the slight decrease in drying rates may be the coating of yarns with the finishes, which created an interface between the water molecules and the fiber surface, hindering the interaction in between. Thus, the initial amount of water absorbed decreased with a decrease in the drying rates of fabrics.
Water Vapor Permeability
The results revealed that the PWT samples had the highest water vapor permeability values, while the SLN samples had the lowest, as shown in Figure 4. When the effect of fiber type was investigated, it can be said that the water vapor permeability values of fabrics made from polyamide fiber were slightly higher than silver-modified polyamide ones. In this study, the thickness and porosity values of the samples made from polyamide and silver-modified polyamide were almost the same, while, as can be seen from Table 1, the polyamide samples had a slacker structure, which may explain the slight differences in the samples. On the other hand, both fiber types had a similar trend, in that with the incorporation of Lycra, their water vapor permeability decreased (see Figure 4). The amount of water vapor passage through a material can be expressed as the relative water vapor permeability. With the Lycra samples, fabric thickness values increased almost 2-fold when the water vapor passed through with highly frictional forces. These increased values were the result of the lower water vapor permeability of the Lycra fabrics, which is also supported in the literature (Ozdil, Marmarali, & Kretzchmar, 2007). Additionally, a statistical assessment showed that the incorporation of Lycra to the fabric structure had a significant effect (t = −6.216, sig. .002). Moreover, compared to the fabric samples that were not treated with a finishing application, the treated samples were found to have higher water vapor permeability (see Figure 4). Finishing treatments coated not only the fabric but also the yarn surfaces, which makes a smoother and lower frictional surface. The paired t test evaluation revealed that this increase was significant (t = 9.358, sig. .000).

Water vapor permeabilities of fabrics.
Hybrid AHP-TOPSIS Approach
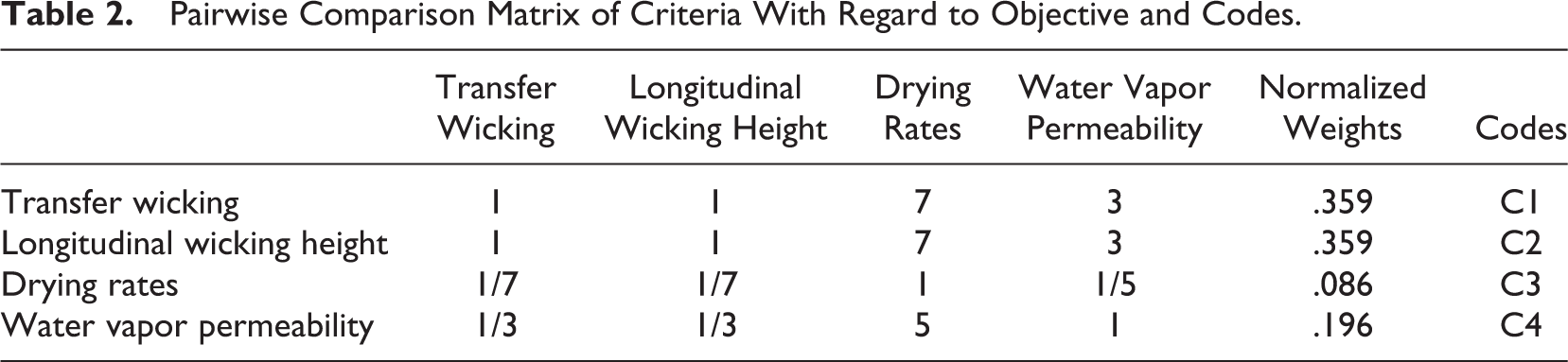
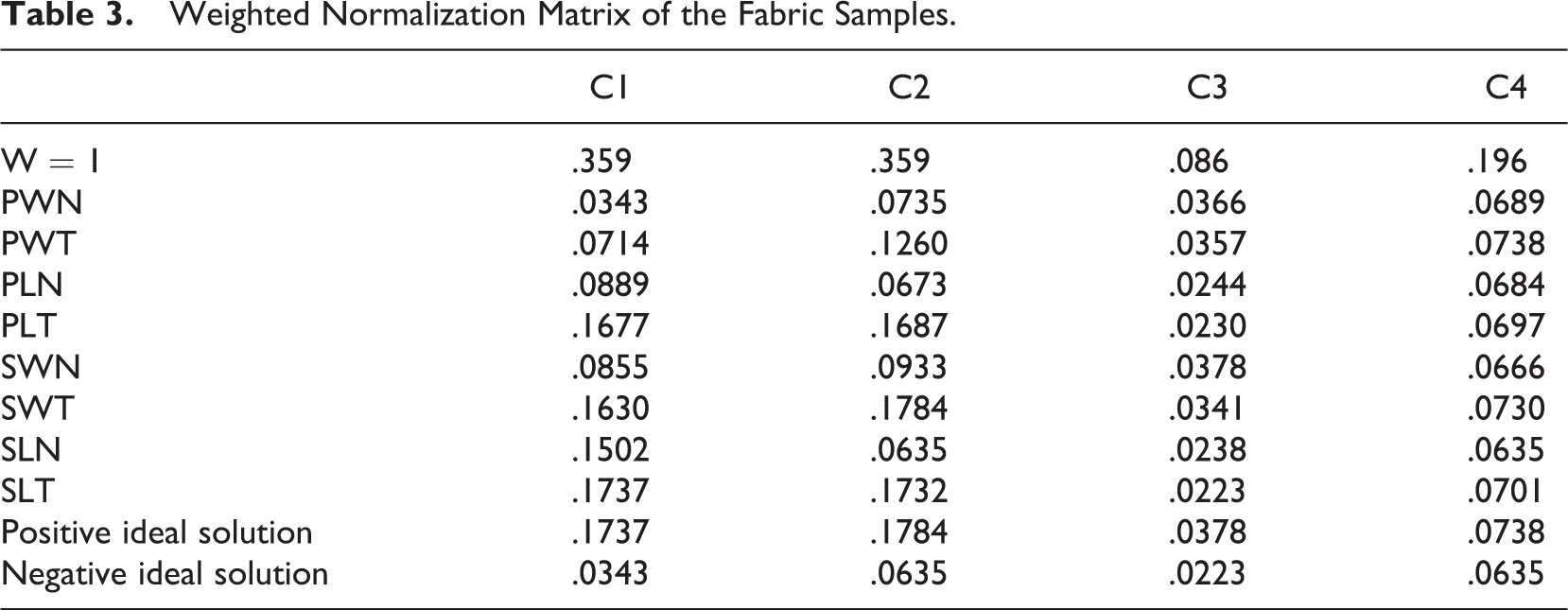
For the selection of the best alternative among the investigated fabrics for use in active sportswear, the relative weights of four decision criteria were determined. Due to the fact that drying rate, longitudinal wicking, transfer wicking, and water vapor permeability are important and influential parameters on the liquid transfer properties of active sportswear, these parameters were all taken as criteria. The pairwise comparison matrix of the four decision criteria with regard to their importance level can be observed in Table 2. Then, the normalized weights, weighted normalization matrix, and positive and negative ideal solutions were calculated in turn (see Table 3).
Pairwise Comparison Matrix of Criteria With Regard to Objective and Codes.
Weighted Normalization Matrix of the Fabric Samples.
In the next step, the separation of each alternative from the ideal solution was calculated. The relative closeness of the alternatives (Rj) to the ideal solution (Aj) was defined in terms of A+. Based on the closeness of the coefficient to the ideal solution (Rj value), the ranking of the preference order of all of the alternatives in descending order is exhibited in Table 4.
Preference Order for the Fabric Samples.
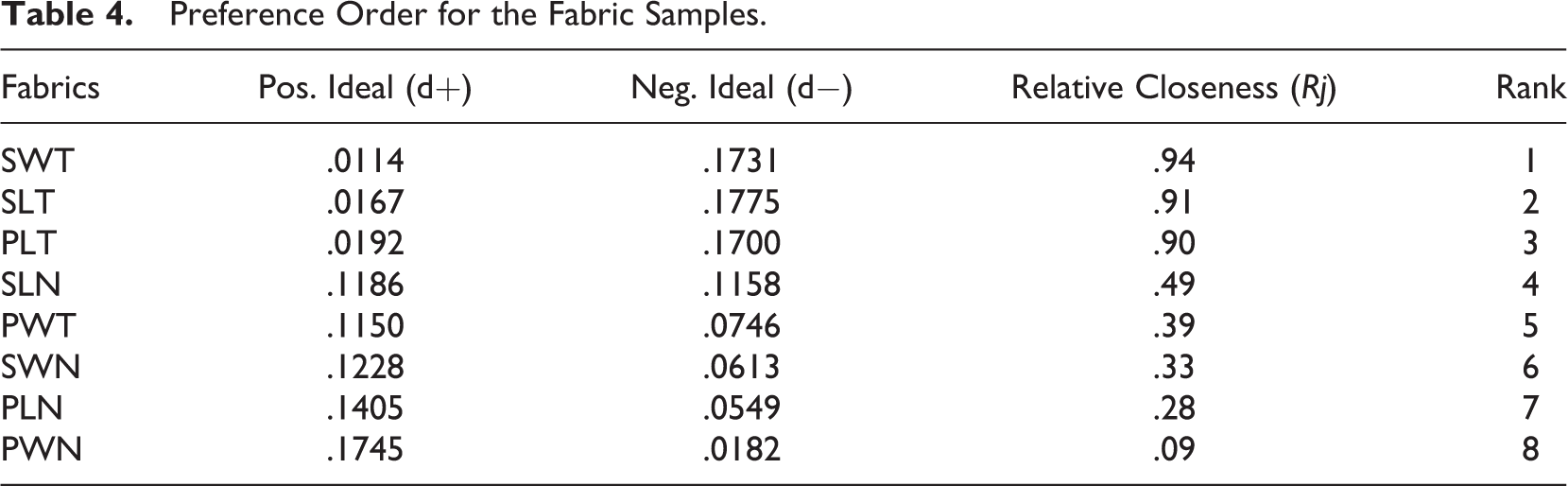
Considering the final rankings with the hybrid AHP-TOPSIS method, SWT was the most preferable fabric based on certain comfort properties for active sportswear. On the other hand, PWN was the worst alternative in the rankings. This method also emphasized that fabrics not only made from silver-modified polyamide fiber both also treated with antibacterial and wicking finishes are suitable for active sportswear.
Conclusion
In this study, the researcher investigated the performance of some water-related comfort features of silver-modified polyamide fiber. For comparison reasons, conventional polyamide fiber was also added to the study. In addition to that, the effects of Lycra incorporation as well as wicking and antibacterial finishing treatments on the discussed parameters were evaluated. Finally, the hybrid AHP-TOPSIS method was put into practice in order to select the best alternative for the active sportswear. According to the results: Fabrics made from silver-modified polyamide fiber had higher wicking capacity values, and the fabrics treated with the finishes showed better wicking rates. Also, Lycra affected the wicking capacity values of fabrics in a positive way. The difference in transfer wicking ratios of fabrics made from silver-modified polyamide and conventional polyamide fibers was higher compared to the difference in ratios of Lycra versus no Lycra. Also, it was observed that the finishing treatments increased the transfer wicking values of both of the fibers similarly. There was no significant difference between the drying rates of the fabrics made from conventional polyamide and silver-modified polyamide fibers. However, when Lycra was incorporated in the fabric structure, the drying rates of the fabrics made from both of the fiber types were found to decrease. Furthermore, this implies that the finishing treatments reduced the drying rates of both types of the fabric samples made up of the conventional polyamide and the silver-modified polyamide fibers. Silver-modified polyamide and conventional polyamide performed in the same manner in terms of water permeability but utilizing Lycra resulted in a decrease in the water vapor permeability of all fabrics. Finally, it can be concluded that finishing treatments greatly reduced the water vapor permeability properties of all fabrics. The SWT fabric was found to be the best, while PWN performed the worst according to the AHP-TOPSIS method.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.