
Abstract
The work has evaluated the possibility of the potential reinforcing of poly(oxymethylene) (POM) by basalt fibers (BFs) and influence of BFs addition on thermal properties. Two types of composites were produced by injection molding. There were 20 and 40 wt% long BFs content with an average length of 1 mm. The samples were made without using a compatibilizer. In the experimental part, the basic mechanical properties (tensile strength, modulus of elasticity, strain at break, flexural modulus, flexural strength, and deflection at 3.5% strain) of composites based on POM were determined. Tensile properties were also evaluated at three temperatures −20°C, 20°C, and 80°C. The density and Charpy impact of the produced composites were also examined. The influence of water absorption on mechanical properties was investigated. Thermal properties were conducted by the differential scanning calorimetry, thermal gravimetric analysis, and fourier transform infrared (FTIR)-attenuation total reflection (ATR) spectroscopy analysis. In order to make reference to the effects of reinforcement and determine the structure characteristics, scanning electron microscopy images were taken. The addition of 20 and 40 wt% by weight of fibers increases the strength and the stiffness of such composites by more than 30–70% in the range scale of temperature. Manufactured composites show higher thermal and dimensional stability in relation to neat POM.
Introduction
In recent years, the increased interest in environmental issues has contributed to the use of natural fibers as a reinforcement in polymeric materials which can be an alternative to artificial fibers. However, vegetal fibers are very sensitive to temperature and hygroscopic load and have limited mechanical properties. A possible solution that can be an alternative to vegetal fibers, considering environmental issues, is the use of natural mineral fibers such as basalt fibers (BFs) as a reinforcement of polymers.
Among the many species of thermoplastic polymers, only some of them are used as construction materials. These include polymers, such as polyamide (PA), polyethylene (PE), and poly(oxymethylene) (POM) and special polymers, such as polytetrafluoroethylene (PTFE), polyimide, polyether ether ketone, polyethylene terephthalate, and polybutylene terephthalate. However, these polymers in unmodified form have a limited scope of application. 1
POM is an engineering thermoplastic material. Because of its low friction and wear characteristics, excellent balance of mechanical properties and chemical resistance to most solvents, chemicals and fuels at room temperature, it is widely used in machine parts, household applications, sport equipment, or automotive industry. 2
Many researchers have examined POM composites reinforced with natural and artificial fibers. For example, a commercial bleached hardwood (eucalyptus) pulp (EBF) was used as a reinforcement of POM composites in amount of 20, 30, and 40 wt%. The tensile strength (σM ) increased at 14%, 27%, and 29% against the matrix strength. The value of Young’s modulus was over double for the composite containing 30 and 40 wt% of the fiber in comparison with neat POM. The maximum strain at break (εz ) decreased with increasing the content of reinforcement in the composite. For composition with 40 wt% content of eucalyptus fibers, maximum εz decreased by 50%. 3 The effects of aramid short fibers (ASF) and PTFE on tribological properties of POM were studied; 4 wt% content of ASFs and 13 wt% of PTFE were used. For composition with 4 wt% content of ASF, Young’s modulus, the yield strength, and the σM increased, respectively, at 13%, 9%, and 4%, and the εz decreased by 31% in comparison to the matrix. For composition with 13 wt% content of PTFE, Young’s modulus, the yield strength, the σM , and εz declined by 19%, 16%, 15%, and 5%, respectively. The friction coefficients and specific wear rates of POM composites were also reduced. 4
The influence of the different amount of glass fiber (10–30 wt%) on the mechanical properties and the participation of the crystalline phase of composites based on polyacetal were also investigated. For composition with 30 wt% content of glass fibers, the ultimate σM exhibited elevation by 96% but also deterioration in elongation at brake. The value of maximum εz declined from 57.6% to 8.4% for the composite containing 10 wt% of the fiber in comparison with neat POM. However, for composition with 30 wt% content of glass fibers, the impact strength and hardness increased nearly 100% and 40%, respectively. 5 Different (5–25 vol.%) contents of carbon fiber (CF) were employed as a reinforcement for the POM composite. The mechanical and tribological properties of the resulting composites were investigated. The σM and modulus raised with increasing volume fraction. For 5 vol.% content of CFs, tensile properties rose slightly but when the volume fraction of CF reached 15 vol.%, the tensile properties increased greatly. For the lowest amount of vol.% fiber in the composite, the σM and Young’s modulus increased 3% and 7%, respectively. When the CF content increased to 25 vol.%, the σM exhibited elevation by 28% and Young’s modulus increased by 33% compared with unmodified POM. It was also observed that the friction coefficients of POM reinforced with CF were lower than neat POM. 6 The examples shown above display the diversity of fibers used as a reinforcement in POM-based composites. However, an increase in interest in BFs is observed.
Basalt is a common term used for a variety of volcanic rocks, which are gray, dark in color, and formed from the molten lava after solidification. BFs are produced in a continuous process like glass fiber. Basalt rock is put into a furnace where it is molten at 1450–1500°C; after this, the molten material is forced through crucible bushings to create fibers. BF has excellent properties like high elasticity modulus, high strength, great heat resistance, and very good corrosion resistance. 7 –9
Due to all mentioned above, BFs are increasingly often considered as a reinforcement in construction composites. The mechanical and tribological properties of the short BF-reinforced POM composites, prepared by an injection molding technique, were investigated by an orthogonal experiment. BFs were treated by acetic acid and silane coupling agent (KH550; Hara Yoshi Tian Yang Chemical Co., China) to provide superior bonds between components. The best comprehensive properties were obtained for composition with 20 wt% content of 4-mm long fibers treated with a silane coupling agent. This composite configuration showed a 27.45% increase in σM , 18.11% higher flexural strength (σg ), and almost 10% higher impact strength than the pure POM. However, the tribological properties for this configuration decreased compared with pure matrix. Nonetheless, the addition of 10 wt% of PTFE into the composites improved the tribological properties with an insignificant decrease on their mechanical properties. 10 The POM/BF composites were prepared by the use of long fiber. The fiber content from 10 wt% to 50 wt% was used. The mechanical and tribological properties, morphology, and thermal stability of the resulting composites were investigated. The residual length of BF was found to be distributed in the range of 0.1–7.5 mm and the fiber had a filament diameter of 13 μm. The mechanical properties of POM composites were dependent on the fiber content. For composition with 10 wt% content of fibers, the ultimate σM exhibited elevation by 70%, and for 30 wt% content of fibers, the results showed an increase in σM by 220%; also the value of σM was over triple for the composite containing 40 wt% of the fiber in comparison with pure POM. The friction coefficients and specific wear rates of POM composites were also reduced. 11
Also another thermoplastic polymer was used as a matrix of composites reinforced by BFs. Polylactide poly(lactic acid) composites reinforced with modified BF were tested. Surface of BF was modified with a silane coupling agent. Fiber content was equal to 5, 10, 15, 20, 30, and 40 wt%. The results were compared with composites with unmodified BF (5, 10, and 15 wt%). The results displayed that the use of BF as a reinforcement for polymer composites determined the achievement of higher mechanical properties. A significant effect on the properties had an appropriate surface treatment of fiber, which provides better adhesion between the fiber and the matrix. 12
Mechanical, dynamic, and thermal properties of composites based on poly(butylene succinate) (PBS) with BFs were investigated. The samples were made by injection molding. Mechanical properties and impact strength increased significantly after the introduction of BF into the PBS material. The maximum values were obtained after the addition of 15 wt% BFs. Compared to neat PBS, the σg of the BF/PBS composite increased from 18 to 71 MPa (280%). The flexural modulus (Eg ) of the BF/PBS composite also increased from 551 MPa to 3.8 GPa (580%). 13 The influence of BFs on the morphology, mechanical properties, and structure of polyvinylidene fluoride/poly(methyl methacrylate) composites was investigated. Electromagnetic radiation (X-ray), differential scanning calorimetry (DSC), dynamic mechanical analysis, and scanning electron microscopy (SEM) tests were carried out. BFs showed to be well dispersed and created a compact fiber network, which causes an increase in tensile and bending strengths to 62 and 102 MPa, respectively. In addition, it was noticed that the mechanical properties drop after exceeding 20% of the content of BFs. 14
Composites based on PTFE reinforced with BF with a diameter of 9 μm and CF with a diameter of 7 μm were made and tested. The composites were prepared in a ratio of 4:1. Studies showed that the CF had a better adhesion than BF with PTFE matrix. In the composite PTFE/BF, many voids were observed which resulted in high water absorption and plasticization of the material. In addition, composites with BF had higher wear compared to pure PTFE and PTFE/CF composites. 15
PA reinforced with short BF was tested. A fiber content was equal to 5, 10, 15, 20, 30, and 40 wt%. BF was characterized by a length of 3–4 mm with a diameter of 13 μm. The addition of BF to PA improved the tribological properties. The best properties of coefficient of friction and wear were obtained for compositions with 10% BF content. The values of the coefficient of friction and wear rate were dependent on the test conditions. BF/PA composites achieved better results for higher loads and higher sliding speed. 16
Long BFs with short BFs were compared as a reinforcement for thermoplastic composites. The long fibers had a length of 1.8 mm, while the short fibers were characterized by a length of 0.48 mm. The tests showed that long fibers had a number of advantages and a significant influence on dynamic mechanical properties and shrinkage during production. Impact strength, preformation energy, and ductility index achieved higher values compared to composites with short BF. Mechanical dynamic properties for long fibers were over two times higher than for short fibers. 17
Low-density PE composites with 10%, 30%, and 50–70% content of basalt particles were tested. Friction coefficient and wear rate tests showed that increasing basalt content above 30% caused a decrease in friction coefficient from 0.51 to 0.13, while wear rate declined from 2.596·10−3 to 6.8·10−5. The tests were conducted at room temperature under a variable load (5, 10, and 20 N) and a sliding speed (0.5, 1.0, and 1.5 m s−1). The values of the determined parameters were dependent on the conditions of the test. 18
The aim of this work was to investigate the mechanical and thermal behavior of composites based on POM reinforced with long BF obtained by injection molding. The fibers of length over 1 mm in injected molded composites can be obtained by supplying high content of fibers with an initial length of 2–3 cm without prior mixing with the polymer. The fibers broke during processing in the plasticization zone by breaking many a time. Due to this, it will be possible to provide high strength, stiffness, and thermal stability composites.
Experimental part
Materials and experiment
In this work, the composite based on polyformaldehyde reinforced with BF was investigated. Tarnoform T-400 NAT PF 40029/14 POM (Azoty Group SA, Tarnow, Poland) was used as a matrix, while BFs (Basaltex BCS17-6.4-KV10, Sumperk, Czech Republic) were used as a fiber reinforcement. It was prepared using two types of composites with 20 wt% BF content (POM2B) and with 40 wt% BF content (POM4B). Composites were made without compounding and manufacturing granules. The standard dumbbell samples and bars were made at the Plastics Laboratory of Azoty Group SA in Tarnow, Poland, using the Engel ES 200/40 HSL injection molding machine at temperatures indicated by the manufacturer for Tarnoform T-400. The temperatures in the subsequent zones ranged from 180°C to 230°C, injection pressure 90–110 MPa, and the injection speed ranged from 70 to 90 mm s−1. The manufactured compositions were subjected to physical–mechanical–thermal investigations. Density was determined by a hydrostatic method using scale RADWAG WAS 220. Mechanical properties were estimated by a tensile and three-point flexural test using an MTS Criterion 043 (30 kN) strength machine with MTS extensometer.
Static tensile testing was carried out according to PN-EN ISO 527-1:2012 and the three-point flexural test was conducted according to PN-EN ISO 178:2011. The test speed was set to 10 mm min−1. The Charpy impact test (ISO 179-1:2010) was performed on unnotched specimens using a Zwick HIT5.5P. The impact of water absorption on the mechanical properties of the manufactured compositions was investigated by resubjecting the composites to a tensile test and Charpy impact test after 7 and 30 days of soaking the samples in water. All mechanics values were obtained from an average of at least five specimens. Microscopic observations were conducted using a SEM JEOL JSM 5510LV on the fractures of gold-plated scattering samples. Thermal analysis by DSC was performed using a Mettler Toledo apparatus. The specimens for the DSC test were prepared in the same way as the samples for mechanical characterization. All samples about 10 mg were heated from −80°C to 300°C with the heating rate of 10°C·min−1 under nitrogen (N2) atmosphere and kept at this temperature for 5 min to remove the thermal history. Thermal values were evaluated from the first (Tc 1, Tm 1) and the second run (Tc 2, Tm 2) of DSC measurements.
The crystallinity (Xc 1, Xc 2) of the sample was calculated using the following equation
where ΔHm is the melting enthalpy of the samples and ΔH 0 is the melting enthalpy of 100% crystalline polymer. ΔH 0 for POM is equal to 190 J g−1. 19
The thermal resistance was investigated with thermal gravimetric (TG) 209 F3 Tarsus thermogravimetric analyzer (NETZSCH-Geratebau GmbH, Germany); 10 mg samples were heated in aluminium oxide crucibles from 40°C to 900°C at a scan rate of 10°C min−1 under N2 atmosphere (purge of 10 ml min−1 of N2 protection gas and 20 ml min−1 of N2 sample gas). The initial decomposition temperature polymer composite was determined as a 5% weight loss temperature (T 5). The residual mass (R) was defined at about 600°C.
The surface chemistry of the raw polymer and composites containing BF was characterized using a Fourier transform infrared (FTIR) spectrometer (ATR; Nexus Nicolet model 5700 spectrometer, Thermo Fisher Scientific, Waltham, MA, USA) equipped with a Zinc selenide (ZnSe) crystal ATR accessory. Spectra were acquired at 4 cm−1 resolution as an average of 64 scans. The spectrum in the 3500–600 cm−1 range was recorded.
Results and discussion
The results of research have been presented in tables and shown in graphs. Table 1 summarizes the selected mechanical properties determined in the static tensile test (Et —tensile modulus, σM , εz ) and flexural test (Eg , σg , deflection). Measurements of density displayed that density raises as the fiber content increases. A significant increase of almost five times in stiffness for 40 wt% of BF can be noticed. The increase in σM is nearly double, but the absolute higher strengths occur at bending. It is worth noticing the very slight decline in εz when the fiber content of the composite rises from 20 to 40 wt%.
Mechanical properties determined in the static tensile and flexural tests.
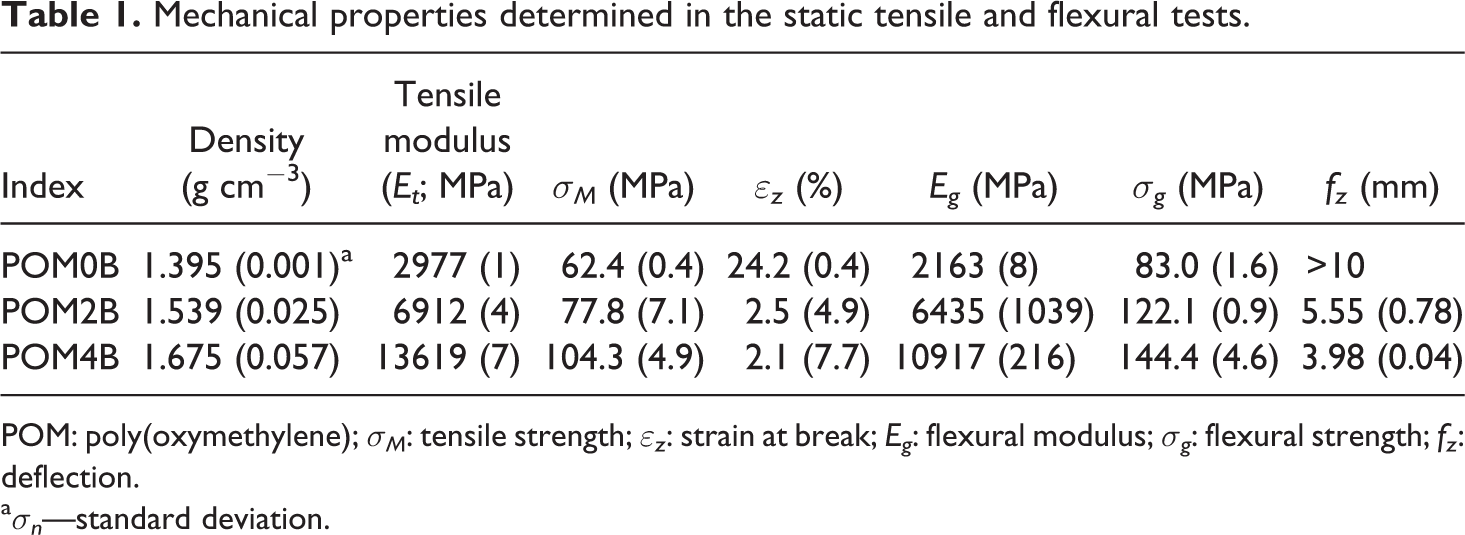
POM: poly(oxymethylene); σM : tensile strength; εz : strain at break; Eg : flexural modulus; σg : flexural strength; fz : deflection.
a σn —standard deviation.
Figure 1 shows the change in water absorption of the tested compositions. The observations showed an increase in absorbency with increasing fiber content. After 30 days of soaking the samples in water, the absorbency of the composition with 40 wt% fiber content was almost twice as great as neat POM. This points that water penetrates inside the material, which indicates moderate adhesion between the fiber and the polymer matrix.
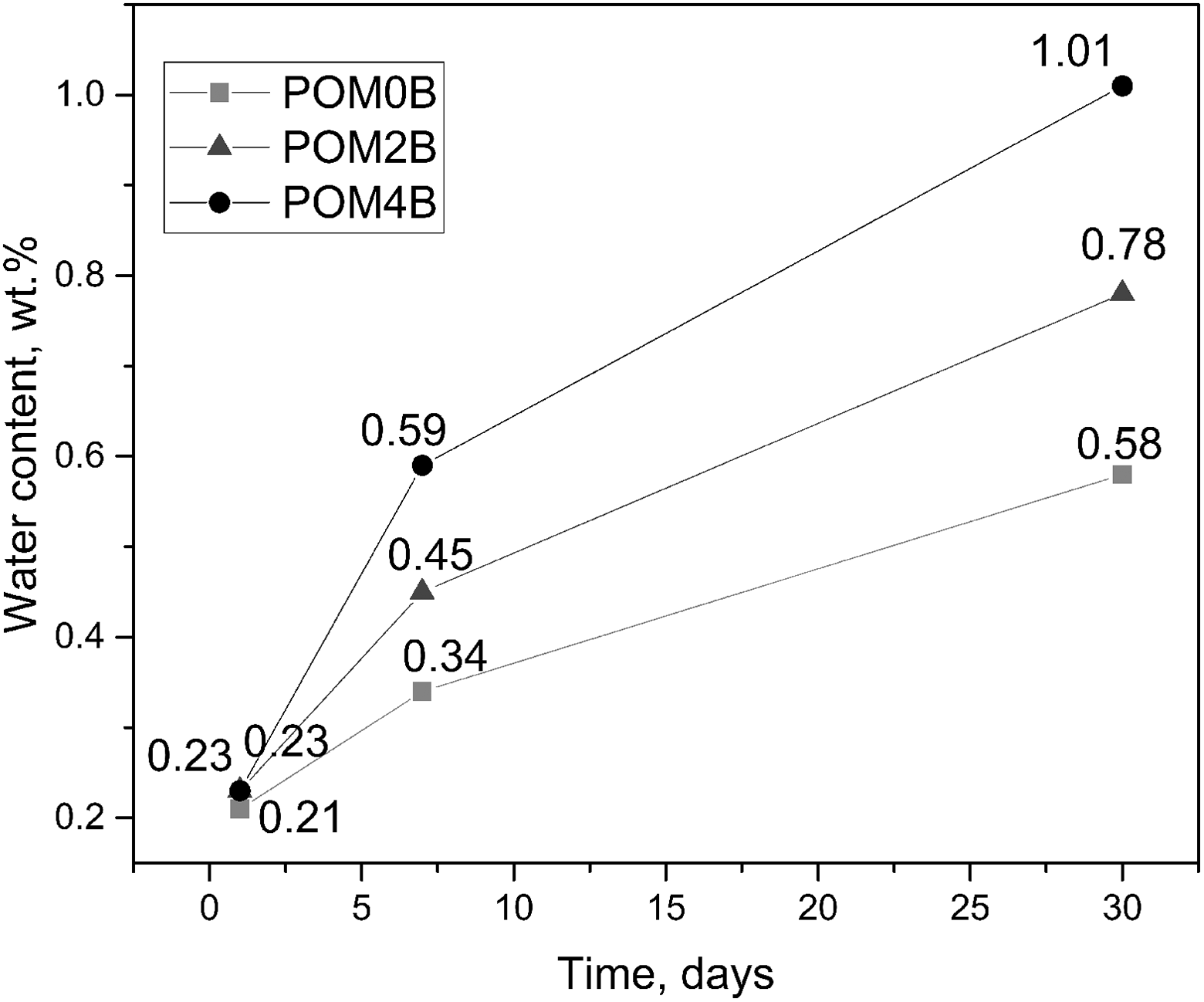
Water absorption of POM composites (the straight line is not a function but only an auxiliary line enabling the material to be distinguished). POM: poly(oxymethylene).
Figure 2 presents a comparison of Charpy impact for manufactured composites. The results show a slight decline (over 1%) in impact strength with increasing fiber content in the composite. Water absorption has an influence on the impact strength decreasing the measured values while the incubation time increases. The impact strength declined over 40% after 7 days of water absorption test. 30 days of soaking samples in water caused little rose in impact values (drop over 26% in relation to values obtained after 1 day of water incubation) which indicates on some plasticization effects occurring.

The comparison of impact strengths for manufactured composites.
A significant influence of incubation in water on σM and Young’s modulus was found for compositions with basalt filler. Water absorption (after 30 days) in samples with the addition of 20 wt% of BF caused an increase in Young’s modulus by 10% and decreased σM by 10 wt%. The samples with 40 wt% of BF after 30 days of incubation in water exhibited a 17% drop in both σM and Young’s modulus. No effect of water on neat POM composition on the abovementioned properties was noted. However, when analyzing the influence of water absorption on the strain value, a few percent increase was observed for the POMB0 composition. The influence of water on the properties of composites can be characterized by means of several mechanisms. In the case of polymers, plasticization of the material related to the penetration of water inside the material can be seen. The reduction of the reinforcement effect relates to the occurring chemical reaction on the surface of the fiber, which causes the breaking of bonds between the matrix and the reinforcement. In addition, the migration of water to the inside of the material causes swelling of the material front, and therefore tensile stresses may cause microcracks. Figures 3 to 5 present the comparison of mechanical properties in relation to time of incubation samples in water.
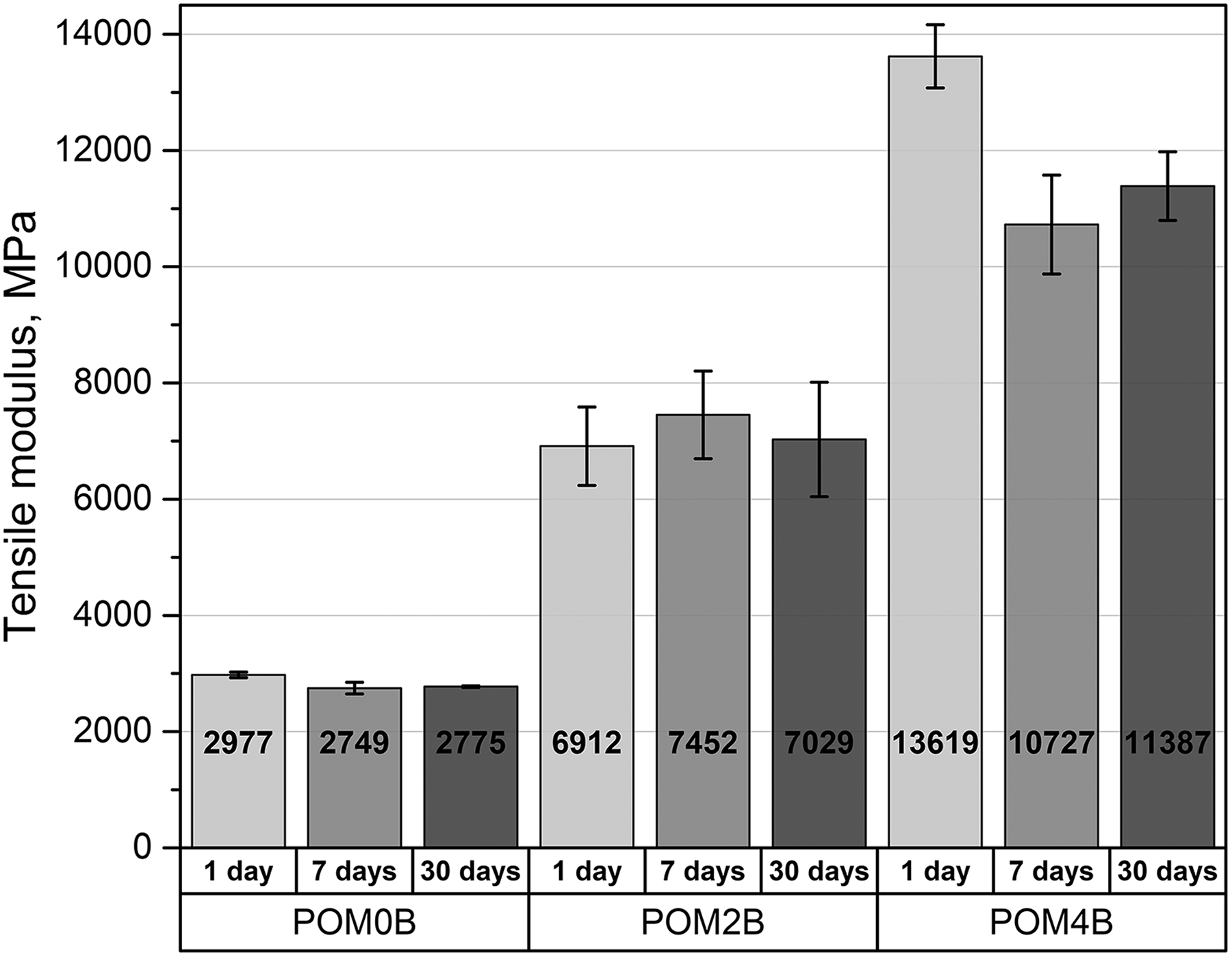
Comparison of tensile modulus after 7 and 30 days of soaking the samples in water.

Comparison of σM after 7 and 30 days of soaking the samples in water. σM: tensile strength.
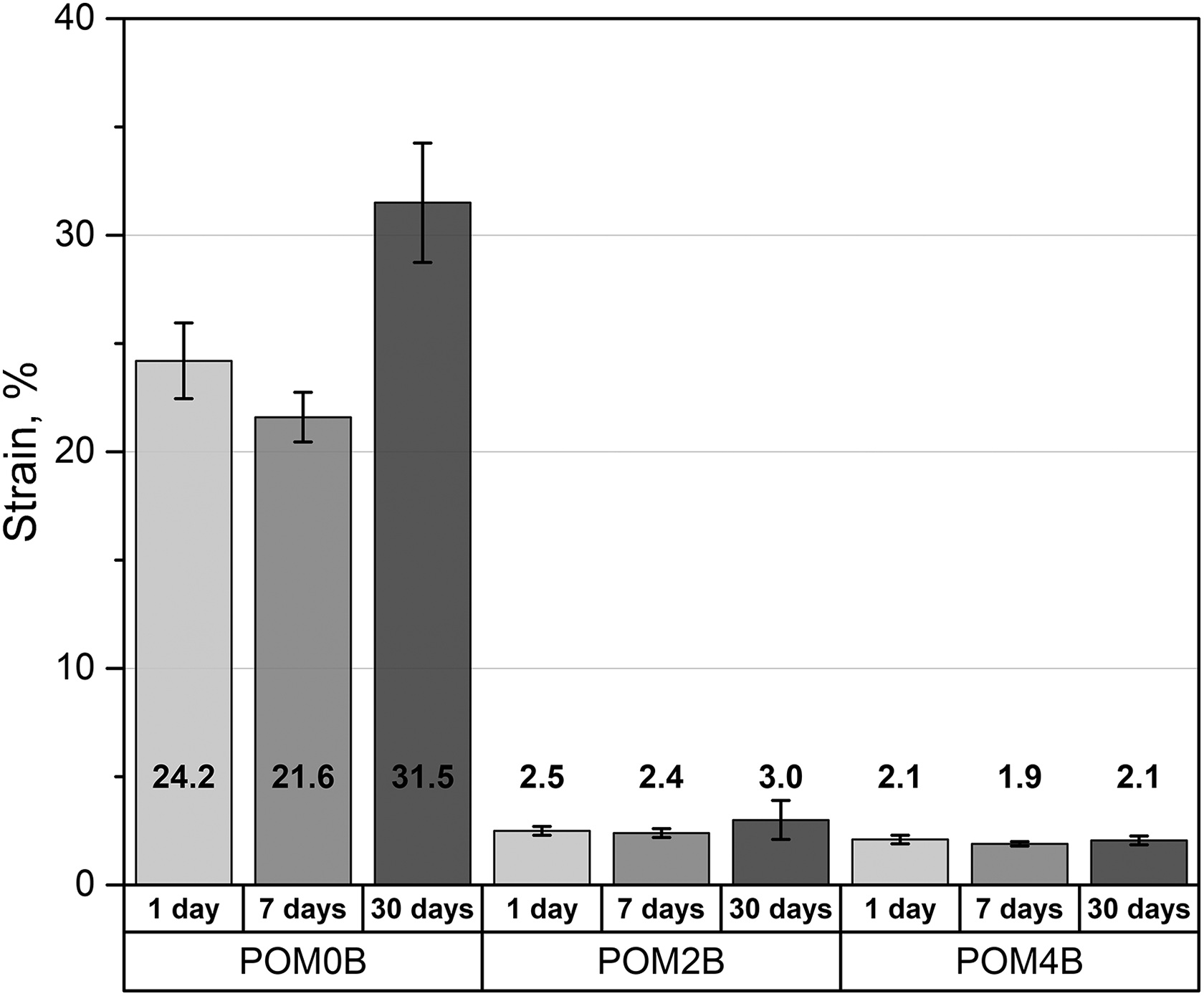
Comparison of εz after 7 and 30 days of soaking the samples in water. εz : strain at break.
The influence of temperature on the change of mechanical properties was also determined. Measurements were conducted at temperatures −20°C, 20°C, and 80°C. The test results are presented in Table 2. The obtained results of the modulus of elasticity and the σM showed a tendency to decrease with increasing temperature; properties at reduced temperature were slightly higher in relation to properties obtained at room temperature.
The influence of temperature on the change of mechanical properties.
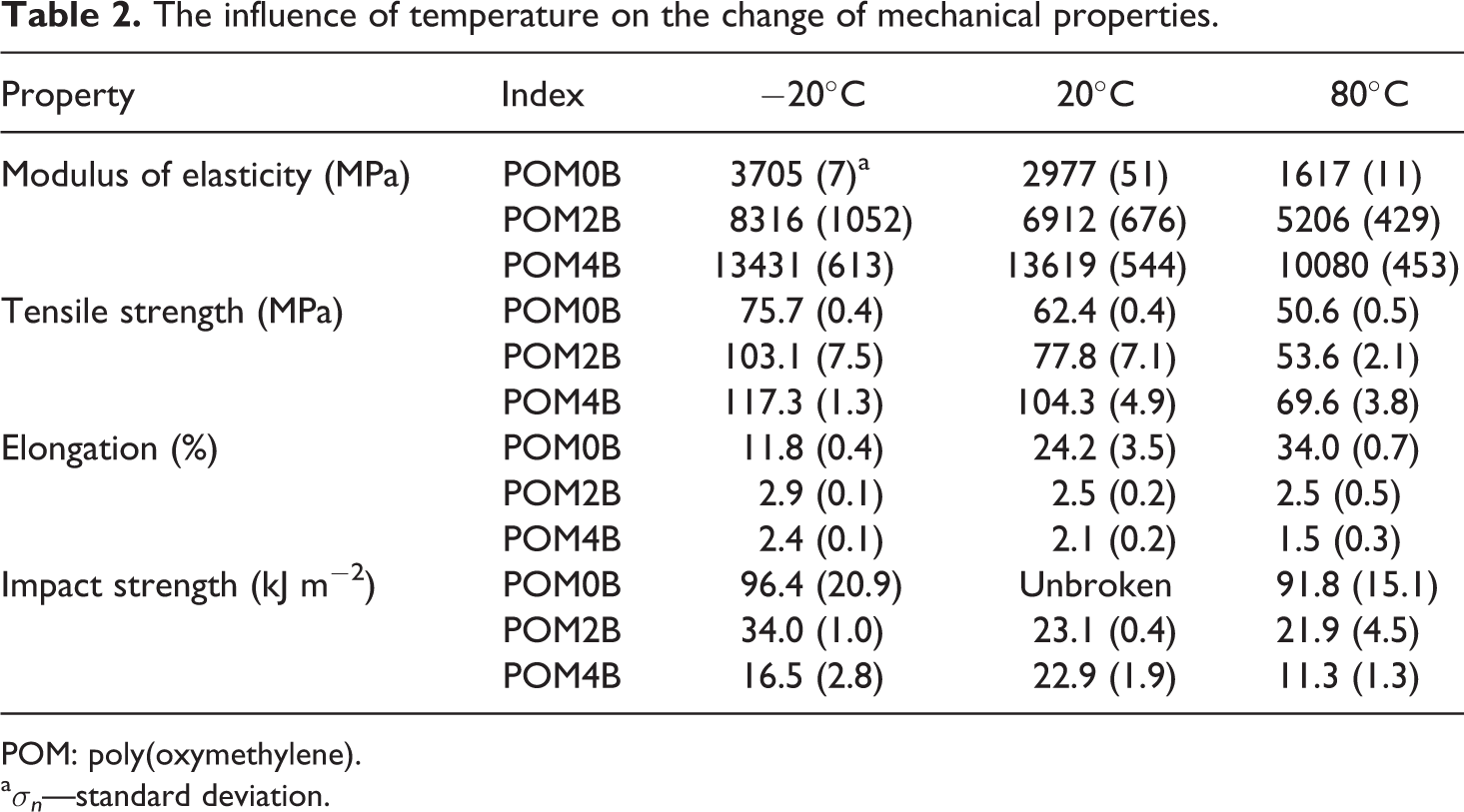
POM: poly(oxymethylene).
a σn —standard deviation.
The glass transition temperature of POM is −30°C, 20 therefore the changes occurring between room temperature and temperature −20°C were small and reached about 20% and clearly decreased with increasing amount of fiber in the composite. The Et was reduced twice for neat POM at 80°C compared to the value determined at room temperature. The addition of fibers reduced the Et only about 25% at elevated temperature. This allows for the determination of significant improvement in strength properties at elevated temperature in POM matrix composites with the addition of BFs. The decrease in strength for neat POM was about 20% and for composites with BF was about 30%, which is related to the fact that the strength of the composites is determined by polymer matrix which softens with increasing temperature. The impact strength decreased with the addition of fibers, but their amount did not affect the values obtained at room or elevated temperatures. Only at −20°C, due to approaching the glass transition temperature −30°C, the impact strength dropped triple for composition with 20 wt% of BF in comparison to neat POM. The changes between composites with 20 and 40 wt% BF content were smaller but reached over 50% drop. The fall in impact strength indicates a change in the nature of fracture from ductile to brittle, which is related to the breakage of macromolecules in the plane of cracking. Such a tendency may be caused by poor adhesion to the polymer matrix, local depolymerization of POM, irregular structure, fractures between crystallites, or the formation of micronotches during, for example, processing and associated shrinkage of the material.
Figure 6 shows the breakthrough recorded after the stretch test. Lower magnification shows the distribution of the additive in the polymer matrix, and the higher magnification shows the interfacial region between two phases with more details. It can be observed that the BF is well dispersed in every case even at a very high content. There are some holes observed on the fracture surfaces because of the fiber pullout, which indicates both the fiber pullout and fiber breakage are predominant mechanisms for the reinforcement of POM with BF. Moreover, the surface of BF looks smooth, and the polymer matrix does not wrap around the fiber which points to a moderate interfacial adhesion between the matrix and fibers. Various cross sections of BFs were observed, confirming the manufacturer’s specifications with a fiber thickness of 7–18 μm and approximately a length of 1 mm (±200 μm). Figure 6(a) and (b) shows the microstructure of composites with 20 wt% BF content, while Figure 6(c) and (d) shows the microstructure of composites with 40 wt% BF content. SEM images display typical stress fractures with well-rooted BFs and traces of fibers perpendicular to the load plane.
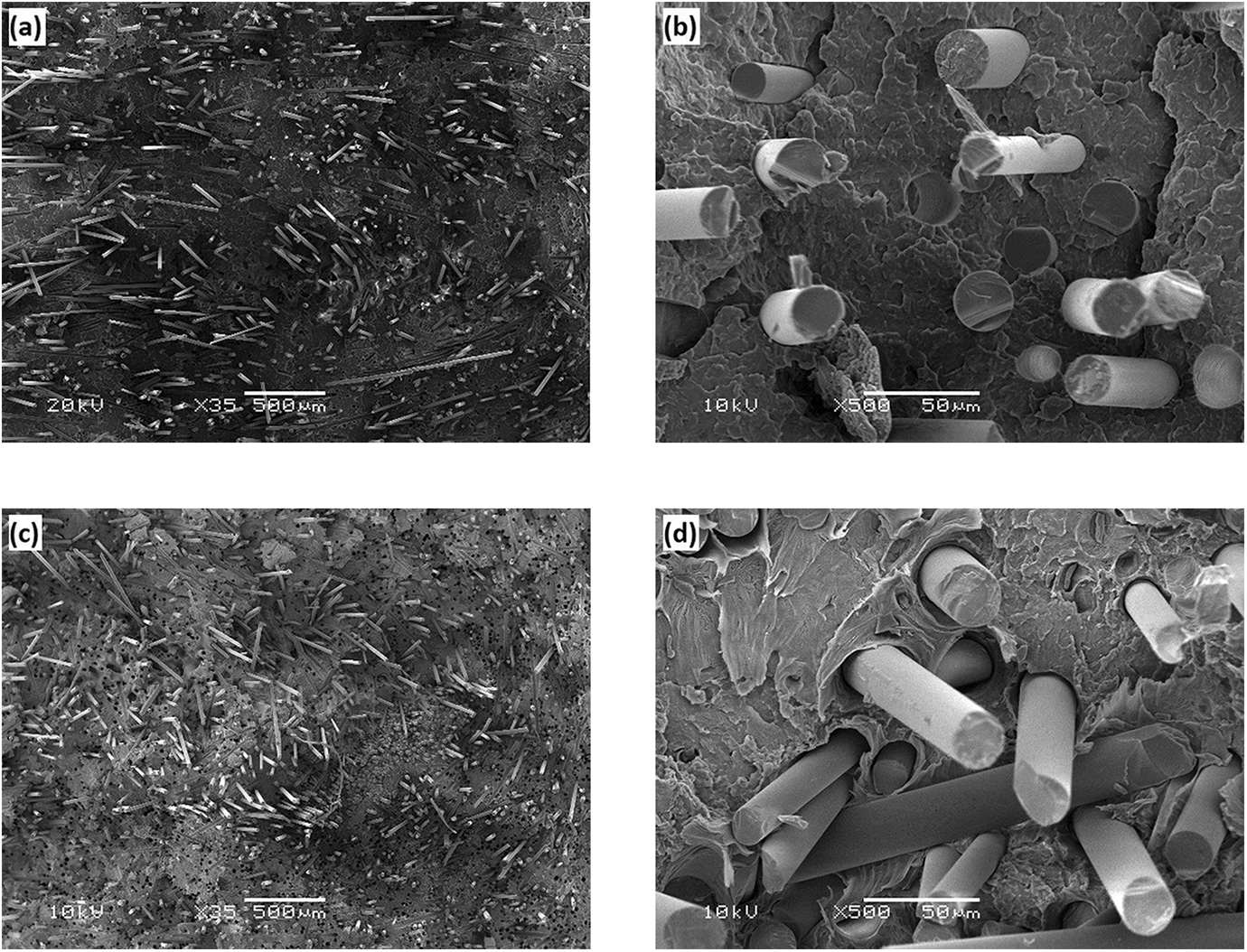
SEM images of the POM composites with BF: POM2B—(a) at ×35 magnification, (b) at ×500 magnification, POM4B—(c) at ×35 magnification, and (d) at ×500 magnification. SEM scanning electron microscopy; POM: poly(oxymethylene); BF: basalt fiber.
Results of DSC investigations of all POM and POM/BF composites are presented in Table 3 and Figure 7. Investigation was performed for a series of compositions containing 0, 20, and 40 wt% of the BF. The crystallization peak temperature (Tc 1, Tc 2), the melting temperature (Tm 1, Tm 2), and the crystallinity (Xc 1, Xc 2) can be obtained, as listed in Table 3. DSC results from the first heating run are strongly influenced by processing conditions that affect the structure and thermal properties of POM and its composites with BF. Figure 7 shows the calorimetric heating and cooling curves. These curves have been recorded for peaks resulting from endothermic and exothermic effects, which are the result of changes occurring in samples during temperature change.
Thermal characterization of polymer and polymer composite.
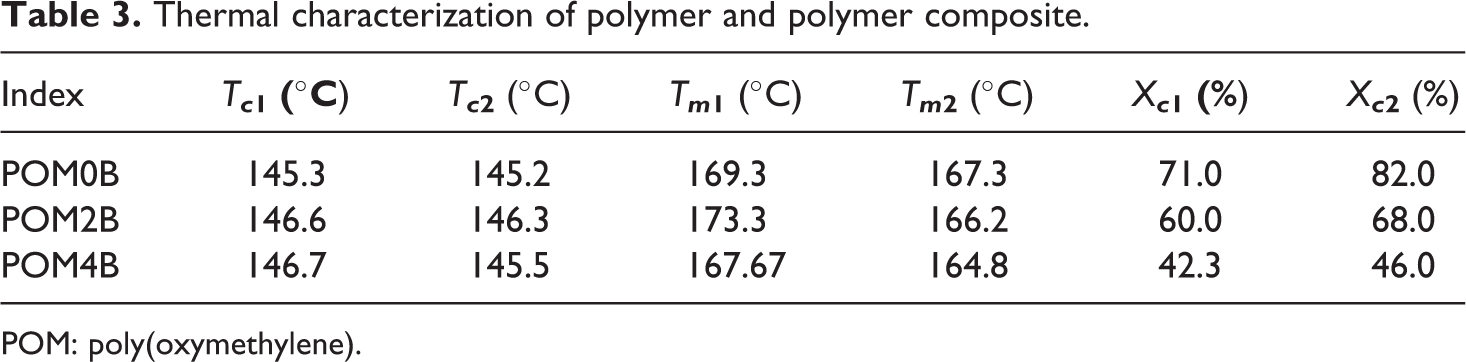
POM: poly(oxymethylene).
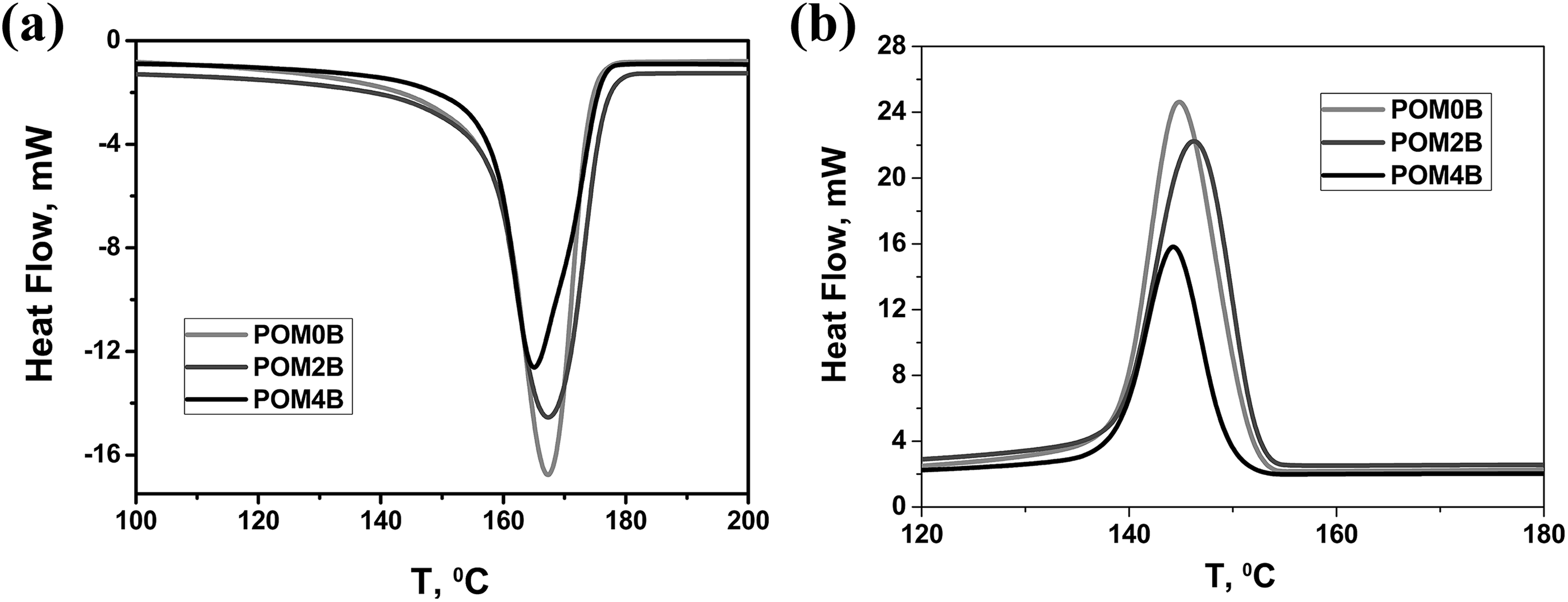
Compilation of calorimetric curves recorded during cooling and heating for produced composites with different BF contents. (a) The melting temperature and (b) crystallization peak temperature.
Endothermic peaks corresponding to the melting of the material were observed in the range of 130–180°C. The melting point for the composition with 40 wt% fiber content was 164.8°C and for the sample with 20 wt% filler content was 166.1°C, while the melting point for the sample without filler was 167.3°C. In the area of lower values of glass transition temperature, POM and its composites are in glassy state, and they are hard and brittle. In the glassy area, thermal energy is insufficient to overcome the potential barrier to movement and rotational movement of the particle segments. The system is in a state of thermodynamic imbalance.
Crystallization of the polymers, due to the high chain lengths that impede the movement of the macromolecular segments, begins under conditions of significant overcoating of the plasticized polymer ranging from 10°C to as much as 100°C in relation to the melting point of the polymer.
Crystallization itself is a two-step process, consisting of crystal nucleation and crystal growth (increase of the crystallite size). Nucleation describes the formation of crystallites of critical dimensions that are stable at given temperature and initiate the growth of crystal. 21 The BF cannot melt during the processing of polymers at high temperature and act as the solid state to be the nuclei for the crystallization of the matrix. In our case, BF caused the crystallization temperature (Tc 1, Tc 2) of POM to shift to a higher temperature, initial slope of crystallization increased. The addition of BF slightly changed the initial crystallization temperature of the polymer composites to 140°C, which may suggest that it minimizes the size of the crystallites while acting as a nucleating agent on which heterogeneous crystallization nuclei are formed. Although BF slightly disturbed with the crystallization process, introduced topological constraints to the movement of the polymer chains, in all cases, differences in Tc 1 and Tc 2 did not exceed 1.5°C. Similar results were obtained for other types of composites based on POM and silica. 22
Thermal stability of the polymer composite materials was examined by TG analysis (TGA). Figure 8(a) and (b) shows TG and differential TG (DTG) curves of the pure polymer matrix and those of composite materials containing 20 and 40 wt% of the fillers. The initial decomposition temperatures taken as T 5, temperature of the maximum decomposition rate (inflection point), and the residual mass R are given in Table 4.

(a) DTG and (b) TGA curves investigated under nitrogen atmosphere. DTG: differential thermal gravimetric; TGA: thermal gravimetric analysis.
The results of thermal decomposition of polymer matrices and composite materials.
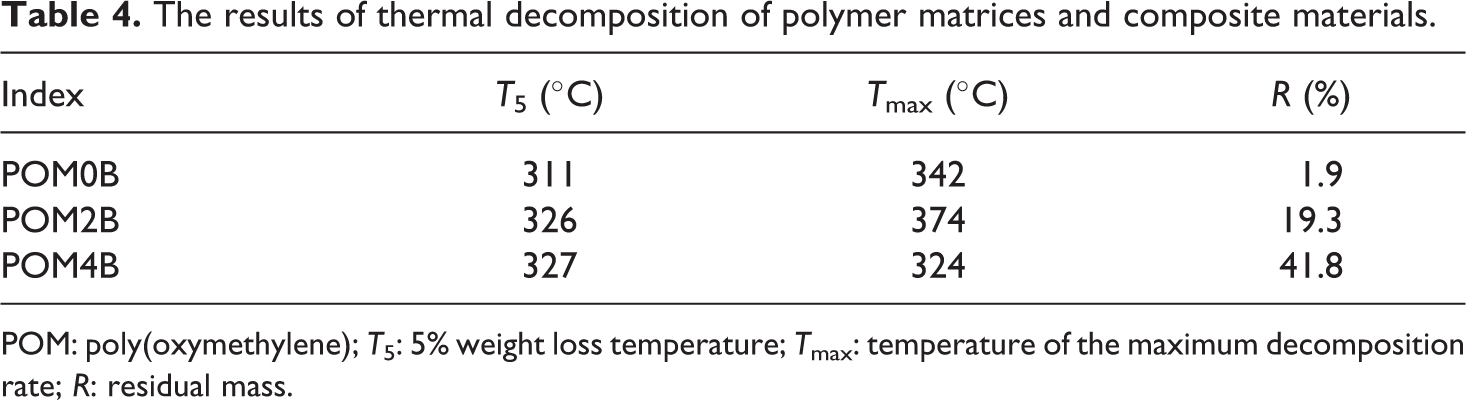
POM: poly(oxymethylene); T 5: 5% weight loss temperature; T max: temperature of the maximum decomposition rate; R: residual mass.
Measurements were carried out for samples without prior annealing at higher temperatures. The DTG peak corresponds to the initiation of material decomposition which is useful in engineering applications when determining work temperature range. The DTG peak averages at 342°C. The results obtained indicate that the filler addition affects the thermal stability of the polymer matrix; therefore, rapid mass loss was observed in the TGA curves (Figure 8(a)). The increased residual char content in the composites strictly corresponds to the filler content. The highest thermal stability can be observed for the POM4B sample. It should be underlined that the basalt presence led to a decrease in DTG peak temperature values.
POM is one of the most important engineering thermoplastics: it is commonly used to replace metals and alloys because of its high σM , impact resistance, stiffness, good dimensional stability, and corrosion resistance. Figure 9 shows the FTIR-ATR spectra of the raw polymer and polymer composites containing 20 and 40 wt% of BF. The spectra of the polymer are typical for POM with characteristic strong absorption peaks at approximately 1720 cm−1 derived from C=O stretching vibrations and at approximately 1100 cm−1 derived from stretching bond C–O–C.

FTIR spectra of neat polymer and composite containing BF. FTIR: Fourier transform infrared; BF: basalt fiber.
Comparison of FTIR-ATR spectra of the raw polymer and the polymer composites showed that there are no shifts of the positions of the absorption peaks which suggests that possible interactions of fiber with the polymer matrix are rather low. The results are presented in Table 5.
Assignment of POM FTIR features.
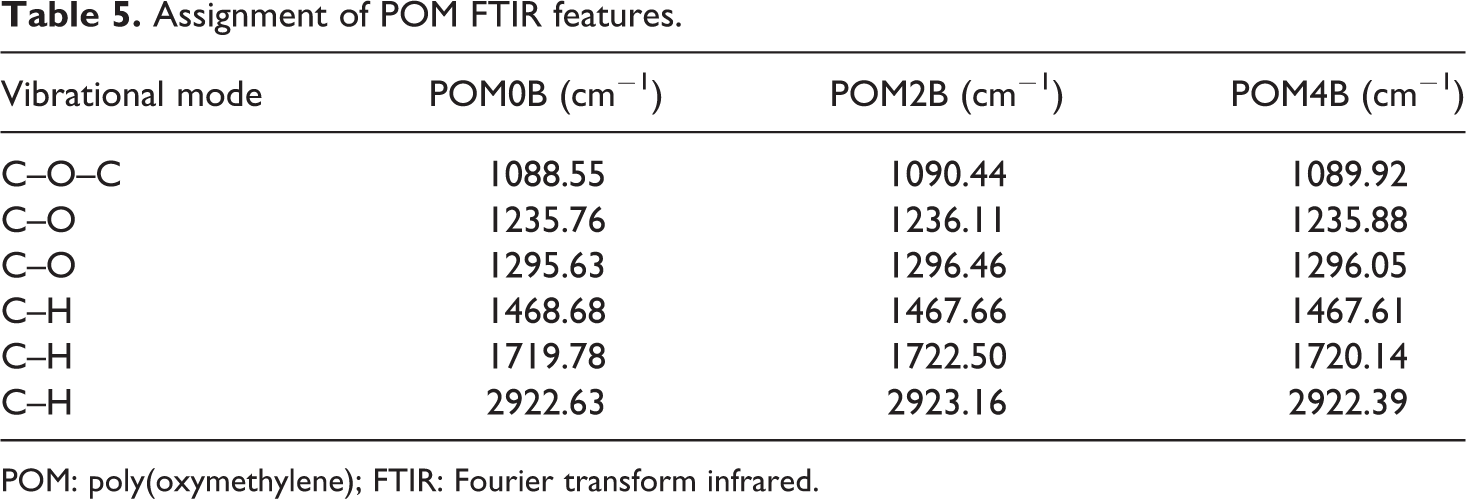
POM: poly(oxymethylene); FTIR: Fourier transform infrared.
The absorption band in the range of about 3000 cm−1 corresponds to vibrations of –CH groups. The presence of the filler in the composite is manifested mainly by the decrease of the absorbance of bands in the range of 900–1100 cm−1. No shifts of the positions of the absorption peaks are observed, which confirms that possible interactions of fiber with the polymer matrix are rather low.
Conclusion
The presented results indicate the high possibility of using BFs for reinforcing the composite on POM matrix—especially in terms of their stiffness and temperature resistance. Of particular importance is the fact that slight decreases in deformation at break or impact at fiber growth from 20 to 40 wt% are desirable. This predestines the BF composites for applications of heavily loaded and vibrating elements—due to the preserved ability to disperse mechanical energy. Such composites can be used to replace polypropylene or even PA fiberglass composites. They show higher thermal and dimensional stability with very good strength and excellent stiffness. It is also noteworthy that the results obtained were achieved without pre-compiling the BF with POM, which reduces the cost of their use on structural components in various technical fields.