
Abstract
This paper investigates concerns related to product data and digital data flow when aiming to automate company processes. Accurate data is necessary to create value by enabling improved decision-making in product development, including sustainability capabilities. The case analyzed is an engineer-to-order (ETO) company operating in a low-volume marine manufacturing context. A participatory research approach is used to study two projects that are part of the company’s digital business transformation, aiming to digitalize information and autogenerate downstream processes. Building on the strengths promised by digitalization requires precise and extensive product and process information. An important facilitation capability is to create a digital thread from design to finished product, including product documentation. This is necessary to establish capabilities both to autogenerate appropriate compliance reporting as part of the product development process and to conduct virtual testing and validation before the physical equipment is acquired, resulting in a manufacturing process that is ‘right first time’. In addition, data capabilities guide and enable sound-decision making for improved sustainable practices in the early phase of product development. It is found that the data quality required to utilize tools within the context of Industry 4.0 demands changes to existing product design practices and focus on the three pillars harmonization, integration and automation of data and systems.
Keywords
Introduction
To stay competitive in the global manufacturing industry, environmental compliance and sustainability expectations are keys to meet stakeholders’ and regulatory requirements. New product designs must carefully take into account the systems perspectives during the design process, including the use of the right materials, the design for appropriate lifetime, the design for extended future use and the compliance with environmental rules and regulations. Hence, product sustainability is closely related to product development (PD) and choices made early in the design process.
Sustainable development was defined in the Brundtland report as ‘the ability to meet the current needs of society without compromising the basic living conditions of future generations’ (UnitedNations, 1987). To better direct global economies toward a state of sustainability, the United Nations proposed in 2015, the 2030 Agenda, which established 17 Sustainable Development Goals (United Nations Department of Economic and Social affairs, 2022). The European industry is currently undergoing a transformation towards a more sustainable, digitalized manufacturing sector, among others, by investing in cutting-edge technological practices, such as automation and robotics (EU Commission, 2019). Along with sustainability, Industry 4.0 is defined as a major trend in the current system of production. In fact, Industry 4.0 and the underlying digital transformation are also argued to play an important role in improving organizations social and environmental sustainability (Reis et al., 2021) (Ghobakloo et al., 2021) (Kagerman et al., 2013).
The development of 3D Computer Aided design (CAD) and Product Lifecycle Management (PLM) software, computer vision, sensor technology and new programming methods may increase the use of robots in the coming years, thus making automatic assembly economically feasible at much lower production volumes than in the past. However, taking advantage of such new technologies is challenging for companies in the marine manufacturing context, with less experience in the mass production domain of robotic and automated production. The database of production data is typically heterogeneous, and its quality is regularly insufficient for the realization of a digital twin (Uhlehmann et al, 2017). Moreover, the low degree of automation reveals a great requirement for alternative approaches for the realization of a Cyber-physical production system (Uhlehmann et al, 2017). The shift to automated production technologies will have impact on engineering design practices and the knowledge basis for making viable design choices and trade-offs.
The level of formal compliance and sustainability reporting is steadily increasing for many companies. Reporting must be based on accurate and easily available information. A company`s ability to report on these topics has impact on its reputation and opportunity to meet customer requirements. For example, companies operating in the marine business must understand the impact of the EU taxonomy and the European Green Deal and comply with new and existing regulations (EU Commision 2022,). The related complexity increases with expectations to minimize impact on, for example, marine life and emission of climate gasses. Compliance reporting requires collection and management of growing product and variant information complexity, which again requires close collaboration between engineering, process and product planning, and manufacturing. Companies need integrated and concurrent information flows and processes that are highly flexible and capable to adapt to product, market, and regulative changes. PLM, CAD and design for X-ability are popular technologies in Concurrent Engineering (CE). These tools help reduce the length of the product design and manufacutring cycle-time by allowing connected teams to develop solutions concurrently (Prasad, 2016).
In this research, we investigate an engineer-to-order (ETO) company operating in the marine low-volume business context, starting on its digital transformation journey. Challenges to be solved are relating to sustainable manufacturing (Moldavska and Welo, 2017), including compliance with environmental regulations. In this regard, Industry 4.0 technology strategies are considered useful to automate and improve working practices (Reis et al., 2021).
This paper seeks to answer the following research questions: - How can the combination of Industry 4.0 and precise product information (data accuracy) contribute to more sustainable choices and improved ways of working in product development? - What are the shortcomings in existing data acquisition and data quality in engineering to enable digital auto generation of downstream processes, such as compliance reporting and a production process that is ‘right first time’?
The remainder of this paper is structured as follows: Section 2 presents the theoretical background. Section 3 describes the methodology. Section 4 presents results, while Section 5 discusses the findings in relation to theory. Finally, Section 6 present the concluding remarks.
Theoretical background
Industry 4.0
Industry 4.0 is deemed service-centred and oriented towards digital and virtual technologies. Industry 4.0 is addressing the interconnection of machines, people and products. It is driven by real-time data interchange and flexible manufacturing, enabling customized production. Industry 4.0 can be understood through its fundamental components, cyber-physical systems (CPS), the internet of things (IoT), cloud manufacturing, and additive manufacturing (Santos and Martinho, 2020). CPS systems and IoT are higher-level technologies depending on sensors, networking processes, protocols, cloud-operations technologies, and even human components. The deployment of higher-level technologies of Industry 4.0 depends on a strategic roadmap supplemented with a degree of digital transformation maturity and readiness (Santos and Martinho, 2020). Industry 4.0 is also viewed as a strategy designed to build a communication system between production equipment and products through a connected Smart factory (Park, 2016). Such a connected smart factory is defined as a hyper-connected network-based, integrated manufacturing system that promotes the monitoring and autonomous control of all processes, replacing raw materials and preventing waste of supplies and energy and adding value and coordinating synergy of products and services, all underpinning low-cost, high-variety and flexible production (Park, 2016) (Nascimento et al., 2019). The way Industry 4.0 technologies can be integrated into existing production environments, and the processes that they can support, are still under investigation (Kolberg and Zühlke, 2015).
According to Prasad (Prasad, 2020), a future IoT ready product development process must be Leaner, Integrated, Fully connected, and Efficient (LIFE). For a better comprehension of possible and expected transformation towards Industry 4.0, it is important to understand the observable characteristics of technologies and product and process design principles. Design principles are the base for product and service development and can support the knowledge of technological benefits for industrial applications.
Along the product development process, there is the need for either virtual or physical prototypes. The physical or virtual realization of prototypes is necessary for early feedback loops and the integration of customers into the development process (Schuh et al., 2016). Companies can no longer afford the-build-it-and-tweak-it approach, which has characterized many design projects. Instead, they must take a more systems-design approach that has proven to be an essential part of the design process within the aerospace and automotive industry for many years (Goossens, 2017). Through formal requirements management and the development of high-fidelity dynamic models used in simulations of the system, manufactures can validate the design against the requirements in the early stages of the process. This so-called Virtual Engineering is claimed to enable intuitive interaction with the object; it is decision-oriented; and it works in real time. The digital twin is a virtual (and simultaneous) representation of physical components, systems and/or processes. The digital twin reproduces the state and behaviour of the systems and products with the purpose of optimizing performance by combining the real and the digital world (Akanmu et al., 2021). In early phase PD, data on the usage of the product reveals important information on the usefulness of different functions or design elements. Building a digital twin of every product in the field is a step towards data-driven product optimization. Collecting useful data, however, often requires usage of cost-effective active sensors (Schuh et al., 2016).
According to Akanmu et al. (Akanmu et al., 2021), for CPS and DTs to exist, there must be an interaction between the virtual model and the physical entity including both a cyber-to-physical bridge and a physical-to-cyber bridge, as presented in Figure 1. In the upper bridge, computational resources use the data to estimate and communicate the control to the physical system. In the lower bridge, data describing status and condition of the physical system are captured using sensing technologies and data acquisition technologies (Akanmu et al., 2021). Interaction between the virtual model and the physical entity as presented by (Akanmu et al., 2021).
Sustainability discipline holds high hopes for the contribution of Industry 4.0 to environmental preservation. This contribution mainly includes resource consumption, waste, and emission reduction. The alignment of sustainability with Industry 4.0 forms a recent line of knowledge called Sustainability 4.0, which can be understood as a strategy to support achieving a state of sustainability through intelligent technologies to meet a balanced development of economic, environmental, and social demands (Reis et al., 2021). The implementation of enabling technologies for Industry 4.0 provides ‘intelligence’ to production processes and can improve the conditions of sustainability in production by increasing energy efficiency, reducing production costs, promoting greater connectivity, and reducing environmental impacts (Reis et al., 2021). The use of real-time data from production systems and supply chain partners enables more sustainable manufacturing (design) decisions, including efficient allocation of resources such as materials, energy, water and products (Jabbour et al., 2018).
Design for X
Design for X-abilities (DfX) are an integral part of an interconnected product realization process (Prasad, 2016). The result for any ‘X’ starts with the product design. The effort to design products and processes for cost-effective, high-quality downstream operations from design and manufacture to disposal is a concurrent and integrated approach. According to Chiu & Kremer (Chiu and Kremer, 2011), DfX guidelines are intended as a set of recommended design practices that include broad design rules and specific implementation strategies, informing the design team of ways to optimize a design and/or minimize costs for the ‘X’ under consideration.
External drivers such as environmental sustainability and introduction of new materials and technologies influence the way products are designed and developed. The design is often constrained by the fabrication method, which often implies that a new manufacturing technology will create a so-called technology-push in design. Schuh et al. (Schuh et al., 2016) present a Design for Industrie 4.0 framework as existing DfX approaches are no longer completely relevant in this new context and need to be supplemented by different aspects and elements. Products in the context of Industry 4.0 must for example, be able to communicate and provide the capability to be maintained from a distance.
Up to 80% of a product's climate and environmental footprint is typically locked-in in the design phase; for example, environmental impact from a product's lifetime is largely caused by decisions made in the early design stage. Chiu and Kremer (Chiu and Kremer, 2011) group design for sustainability, design for environment and design for life cycle under green-design-related DfX concepts. The ultimate purpose of green design is to design a product with minimum negative environmental impact during its life cycle. Design for environment, or environmental-friendliness, refers to the inclusion of environmental factors and considerations—such as material elimination or substitution, process optimization, energy reduction and product reuse—in the design of the product or service so that it becomes easier to recover, reuse or recycle (Lozano, 2020). Ljungberg (Ljungberg, 2007) suggests a comprehensive yet generic set of sustainability strategies (guidelines), which can be used during all design phases. These include amongst others, design for environment, modular design and design for material substitution.
Different DfX approaches consider specific recommendations for a specific virtue (environmental sustainability and quality) or different phases of the life cycle (manufacturing and assembly) (Schuh et al., 2016), see Figure 2. A holistic product design that considers all aspects of the product lifecycle, is highly complex. A selection of Design for X approaches.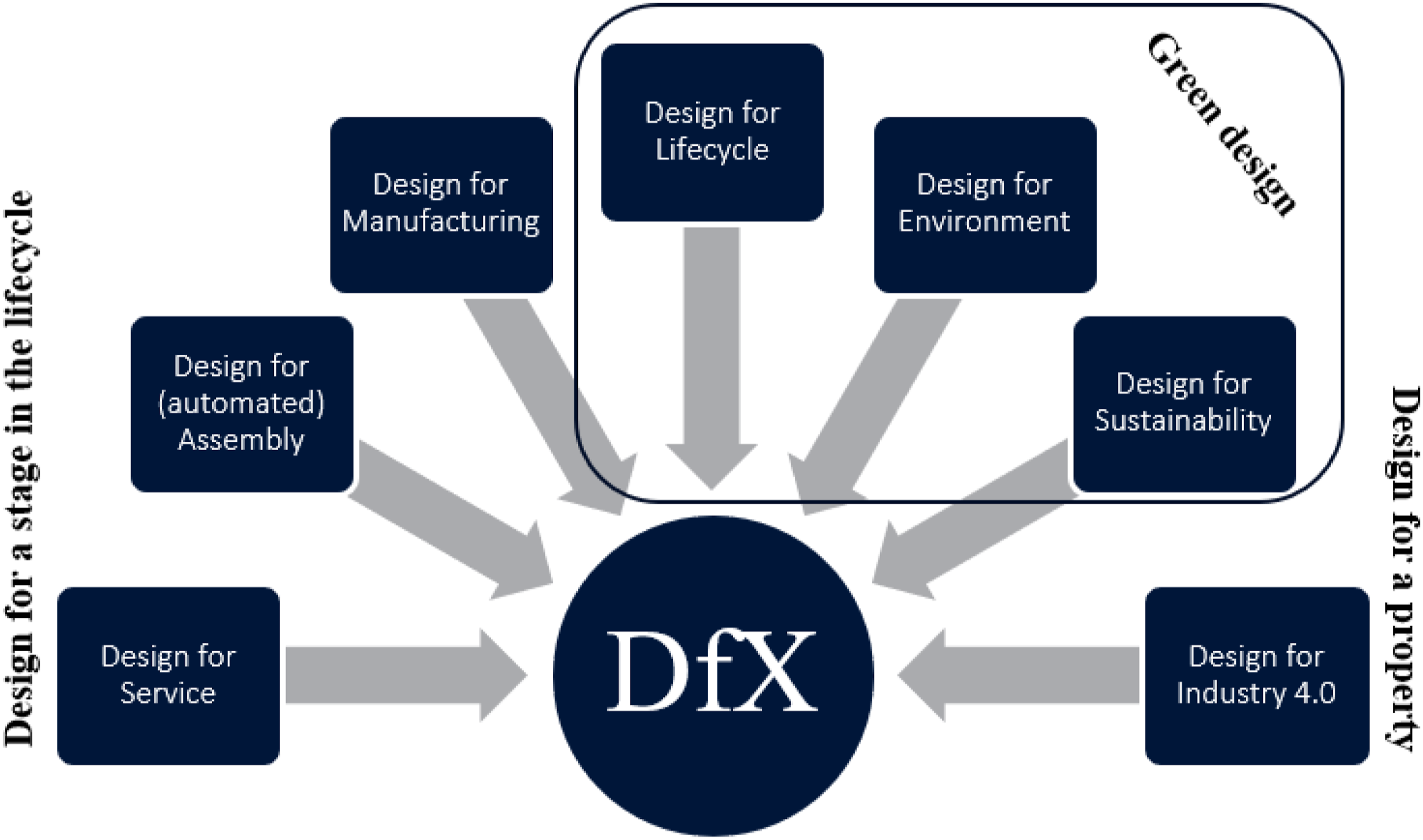
Manufacturing sustainability
In this study, we adapt the perspective of sustainability as a multidimensional concept. The Trippel Bottom Line (TBL) concept involves the traditional economic bottom line together with the society and the environment. This triad can simply be drawn as a triangle with the following corners: Ecology (environmental protection), equity (social equity) and economy (economic growth) (Elkington, 1997). Some authors define sustainable manufacturing as a strategy or approach, whereas other define it as paradigm or system. According to research by Moldavska and Welo (Moldavska and Welo, 2017) a unified understanding of sustainable manufacturing is not yet reached and less than 18% of their analysed articles mentioned TBL in their definition. According to Moldavska and Welo (Moldavska and Welo, 2015), a sustainability assessment tool – which identifies specific problems in the company based on reliable information with limited resources while addressing three pillars of sustainability with meaningful normalization, weighting, and aggregation procedure – is still lacking. Researchers attempt to create the ideal sustainability assessment tool, whereas manufactures do not know from where to start their journey toward sustainability, causing a gap between the two communities. Some of the existing frameworks for indicators are aimed at external reporting, rather than providing valuable information for internal decision makers (Moldavska and Welo, 2016) (Singh et al., 2014). According Moldavska & Welo (Moldavska and Welo, 2016), the purpose of a sustainability assessment is to guide decision-making and help to identify actions toward sustainability based on the specific information, see Figure 3. The focus on the sustainability assessment system as presented by (Moldavska and Welo, 2016).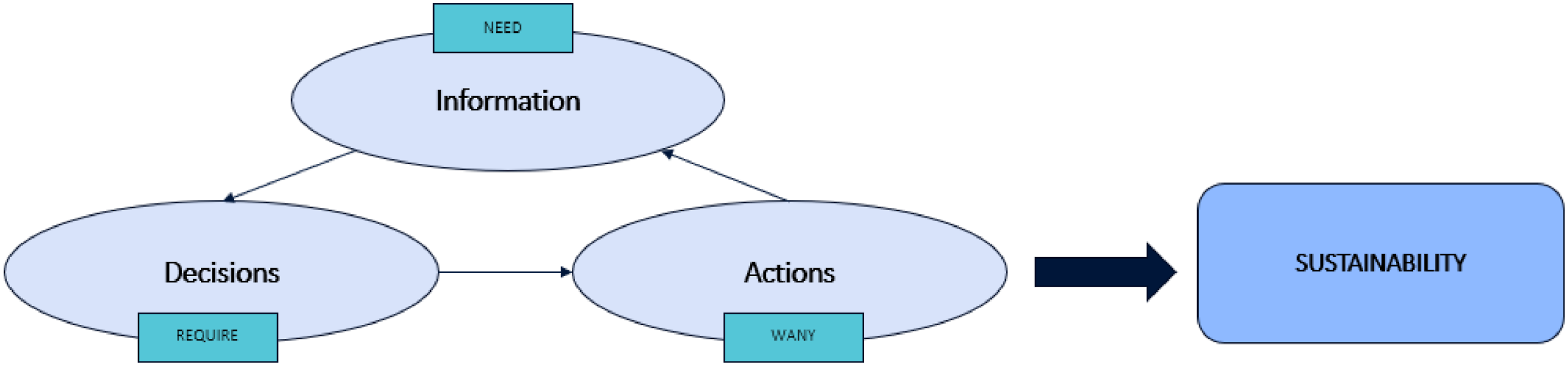
Application of life cycle perspective, time perspective, integrating perspective, addressment of TBL issues and focus of efforts for different domains can be seen as measures for achieving organizational sustainability performance. Schneider and Meins (Schneider and Meins, 2012) argue that it is important to differentiate between actual contribution of an organization to sustainability, and sustainability-oriented organizational structures and managerial instruments, which does not guarantee sustainability performance. The analysis by Moldavska and Welo (Moldavska and Welo, 2017) show that researchers include both matters when describing sustainable manufacturing.
Method and material
Case study and participatory research
The nature of the problem definition, including the importance of the organizational context, makes the case study approach suitable (Yin, 2014). Reviewing literature will not provide sufficient knowledge into these challenges, as organizations’ way of working inherent operational knowledge of valuable insights. The research methodology follows the approach presented in Figure 4. The problem definition is based on the industrial company`s target to automate and digitalize processes to sustain competitiveness and ensure regulative compliance. The aims are to enable compliance reporting and reduce waste by making the manufacturing process right first time. Research framework inspired by (Yin, 2014).
The method used is participatory research of two case studies in the same company (Yin, 2014). The purpose is collaborative problem solving while having a research interest in mind. Participant observation is the mode of data collection whereby a case study researcher becomes involved in the activities of the case being studied. Participatory Action Research (PAR) is an umbrella term covering a variety of participatory approaches to action-oriented research. PAR is context bound and addresses real-life problems (Kindon et al., 2007). PAR involves researchers and participants working together to examine a problematic situation or action to change it for the better; for example, a collaborative process for generating knowledge.
The first author participated in both case studies, in which data collection are based on field observations (participatory and external), formal and unformal meetings, discussions with participants, architecture sketches of current and future state for virtual manufacturing and materials management, and documents and data made available to the authors. Although the cases are different in terms of project objectives and tasks to be conducted, they both involve the two main themes Industry 4.0 and sustainability and are considered to represent the industrial challenge and, accordingly, provide data to answer the research questions in this paper.
Case company description
The case considered is a global company`s commercial marine division, which is mainly located in the Nordics. The company develops, manufactures and commissions advanced products for the maritime industry. The product portfolio is extensive and includes assembly-intensive, large and heavy products, typically produced in volumes of less than 1000 units p.a. The company’s products are complex in terms of a multidisciplinary Bill of Material
Product development (PD) is typically covered by Product Lifecycle Management (PLM) systems, while manufacturing operations are controlled by Manufacturing Execution Systems (MES). Business planning and control are handled by Enterprise Resource planning (ERP) systems. The processes to connect, find and link information are mostly manual.
The main environmental impact from case company products—propulsion and deck machinery—are related to production process and raw material, as well as emissions from user stage. There is a need to, amongst others, benchmark the as-is state and reduce hazardous materials usage and waste in the PD process to achieve more sustainable products.
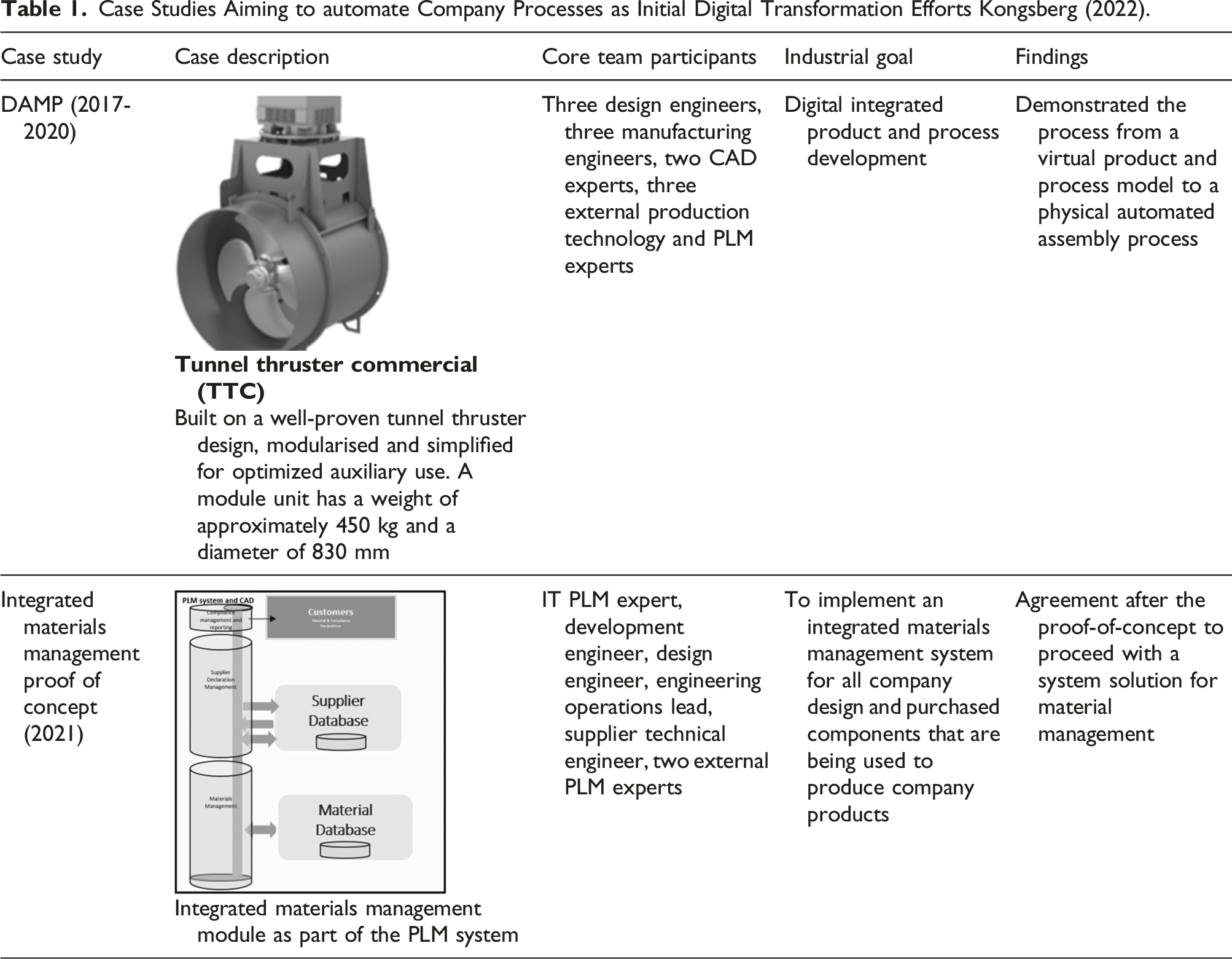
Case Studies Aiming to automate Company Processes as Initial Digital Transformation Efforts Kongsberg (2022).
Case 1: new automated manufacturing processes through digital integration and testing
In the design and development of a new modular thruster concept (TTC), energy efficiency and weight are important for achieving a greener, more sustainable product. The modular design improves serviceability and ease of repair. In addition, modularity enables manufacturing technology, including tools and grippers, to be re-used to a larger extent across product variants. Also, automated assembly is considered from the start. Automated assembly may reduce the cost of operations in high-cost countries and enable increased number of processes in fewer locations, which will reduce global logistics and transportation cost.
The production pattern of the company is ETO, low-volume, and often project-based. Product and variant-specific operations may be performed only once or a few times, such that new and automated processes must be developed for minimum cost depending on the automation level. In other words, cost savings from a limited number of products cannot justify the investment in programming and development hours needed to prepare a fully automated process.
A research project named Fast Development of new automated manufacturing processes through digital integration and testing (DAMP) demonstrated automated programming solutions for the automated assembly of a TTC module. The underlying idea of the project was to achieve significantly faster development of new automated manufacturing processes through digital integration and testing. In this connection, the digital twins of the product and the assembly cell were important enablers. Accordingly, this served as the baseline for a physical automated assembly process demo with a TTC module as a case. The development of the TTC has contributed to an increased understanding of product premises, modular design and design for automated manufacturing and assembly. This work was a prolongation of automated manufacturing and assembly exploration of another case company product, a Rim-Driven tunnel thruster (RD-TT).
Case 2: compliance with new regulations and sustainability reporting
Regulation (EU) No. 1257/2013 of the European Parliament and of the Council of 20th November 2013 on Ship Recycling (EU SRR), and the Hong Kong International convention for the safe and environmentally sound recycling of ships (HKC) are governing the issue on the use of non-hazardous materials in ship design, building and operation. The EU SRR and the HKC, both statutory requirements, place responsibility on ship owners, ship builders, suppliers, recycling facilities and national authorities to ensure the safe and environmentally viable management of hazardous materials as well as the sustainable recycling of ships (Solakivi et al., 2021). A fundamental requirement of these regulations is the documentation of hazardous materials on board ships, the so-called Inventory of Hazardous Materials (IHM) and the authorization of ship recycling facilities (DNV, 2022). Regulation compliance requires a detailed understanding and documentation of material composition down to the substance level. Hence, regulation compliance requires product- and part specific information.
Today, preparing a declaration according to international standards and regulatory is done manually. Collection of information from suppliers is time consuming and project dependent. In addition, both regulations and standards may change over time and the documents need to be manually updated and revised as per international standards. Today, the large amount of manual work results in reactive reporting for the case company.
Material information and data are consumed and used for several purposes in different parts of the organization and accordingly materials data must be consistent between multiple systems. While the manufacturing engineer is concerned with machining parameters and alternate materials, the compliance officer is interested in chemical composition and sustainability parameters. Hence, a need exists to efficiently integrate materials data into the product lifecycle to eliminate data silo challenges and manage material processes consistently as well as to meet product innovation goals. In addition, an opportunity prevails for enhancing quality through traceability of material aspects throughout the product lifecycle.
A systems approach to materials management is needed to monitor, validate, and update declarations based on changes in standards and regulations, to minimize errors and rework cost and improve customer focus and responsiveness. A goal for the future is holistic material definitions and shareable material assignments for automated calculation of material data-driven strategic parameters, to guide the design decision and validate product designs.
Information required for Life cycle analysis (LCA) analysis is not a part of this research project. However, as many of the same data sources, such as part list, material and weight, are required, it is expected that system setup and working methods to collect data are building blocks for LCA analysis and reporting in the future.
Results
Integrated product and process development - case study 1
Digital tools required to create and program an automated assembly process are currently available in the company. However, these tools are not well connected; for example, it is not properly defined in which order they are used and how they are intended to make up a total system. The needs of Manufacturing Engineering for simulation and verification of new production processes have traditionally been aided by separate simulation modules or stand-alone software. Consequently, a vast amount of manual hours are required to go back and forth in the development process to determine if a solution works or not. Thus, the integration between product development software, production process simulation software, and robot/automated equipment control software has significant improvement potential in the case company. An important element of reducing product and process development lead time is to employ short and frequent feedback loops between the digital product model and the virtual production process model, such that the product design and the process can be jointly optimized.
Efficient automated assembly of low-volume marine products requires a digital manufacturing process end to end. Process Simulate (Siemens, 2023) and new software that automates robot programming, developed in the DAMP project named Robproc (see (Transeth et al., 2020)), are utilized to generate a demo of the main sequence from digital model to virtual robotic assembly process for a TTC gear module as illustrated in Figure 5. All products and assembly resources are digitalized in Computer-Aided Design (CAD) models for the TTC gear module. The purpose is a fast process from product foundation—a digital product twin—to a simulated assembly process and further to a digital process model that can be transferred directly to the physical cell and be run there. This transfer includes automatic programming, alignment, calibration and verification of the virtual production processes on physical manufacturing equipment. The company reported improved integrated and concurrent product and process development and collaboration between departments working together in PD utilizing digital simulation and virtual testing and verification. From digital product model to optimized and automated production process inspired by the DAMP research report 269,809 (SINTEF, 2020).
In addition, a demonstrator of an automated assembly process of the tunnel thruster (RD-TT) was programmed and simulated based on CAD models to validate the process illustrated in Figure 5. It was experienced that the frequency of design iterations increases since an iteration can be performed in a fraction of time (and cost) compared to an iteration on a physical prototype. Iterations in the project were performed in hours. Historically, in the case company, one single iteration on a physical prototype has taken days or even weeks. For example, a virtual simulation of the assembly process was used to prevent physical collisions in the assembly process. By re-design for automated assembly, replacing M16 bolts with a larger number of M12 bolts, their smaller bolt head reduces space problems and requires only one common tool and one feeder. In addition, bolts are mounted at an angle to ensure easier access to all bolts in the assembly process. Hence, virtual simulation of the assembly process based on the CAD model enabled virtual testing before design was released and expensive physical equipment was acquired, thus reducing the need for expensive trial-and-error in the late product development process. This enabled design for (automated) assembly in a safe, efficient and cost-effective way.
A lesson learned from the case study is the large amount of up-front work required to prepare digital product and resource models with useful data to enable improved utilization of the simulation tool capability. Precise and updated product information must be available in the digital product model. A project stakeholder interviewed in this research project stated that ‘we have seen examples of 3D models with features with wrong measures. Lately, more 3D models have been verified as correct and can be used for programming’. Also, significant up-front work to prepare the virtual production process is required to enable the process illustrated in Figure 5. This includes describing the standard assembly operations to be performed; for example, to define all tasks and create a robot code for each operation. The TTC modular design contributes to more sustainable and flexible manufacturing concerning the reuse of (modular) product design and manufacturing processes. A multi-purpose gripper is used for several of the TTC assembly operations. Accordingly, it reduces the need for project-specific investments and up-front work.
Integrated materials management system – case study 2
Commonly observed shortcomings in existing data quality for autogenerated compliance reporting include manual information collected in Excel sheets and lack of a system to connect material data to product data and to visualize and store information. To integrate environmental data with product data in each phase of the PD process, materials and substances must be managed along with the product structure to facilitate compliance reporting of both individual parts and the complete product. For this purpose, the company is implementing a material management system employing a module in the existing PLM system to register and populate materials information. The proposed solution is tested as a proof of concept. The improvement per product compliance check is estimated to go from months to hours/on-demand. A material management system reduces the risk of non-compliance by tracking and reporting substances of concern that are used in a product. In addition, a system that enables precise material information in the PLM system can highlight potential legislation issues, allowing the elimination of non-sustainable and restricted substances and designing for new, alternative, lighter, greener and innovative materials to reduce and avoid the use of Substances of Very High Concern (SVHC) (SiemensDigital, 2022).
To utilize digital tools, fundamental data inputs at the product and part level must be in place to achieve the benefits promised by the selected material management system; for example, to create and update material declarations according to the latest rules and regulations. This includes input from internal systems and various third-party systems to populate different parts of the product structure with materials and substance information. In addition, there must be a common way of working, for example, a common way to define product data (harmonization). A large share of parts in company products are supplied parts, and accordingly, management of supplier’s material declarations is critical to creating company product declarations. Collecting supplier declaration data is often considered one of the major challenges to environmental compliance reporting, and there is currently an ongoing process in the case company to identify a viable solution for supplier data input. Supplier data was imitated for the proof of concept to verify the supplier data exchange solution. When material data and supplier data are collected from various systems into a single ‘source of truth’ in the material management module in the PLM system (integration), the system can provide its functionality and autogenerate declarations for parts and products (automation). Figure 6 illustrates the structure and the steps required for improved harmonization, integration and automation that need to be undertaken to enable automated compliance reporting for a complex product. Automating and supporting the process requires managing the data for compliance reporting, including the data's characteristics, source, and completeness. Harmonization - integration - automation.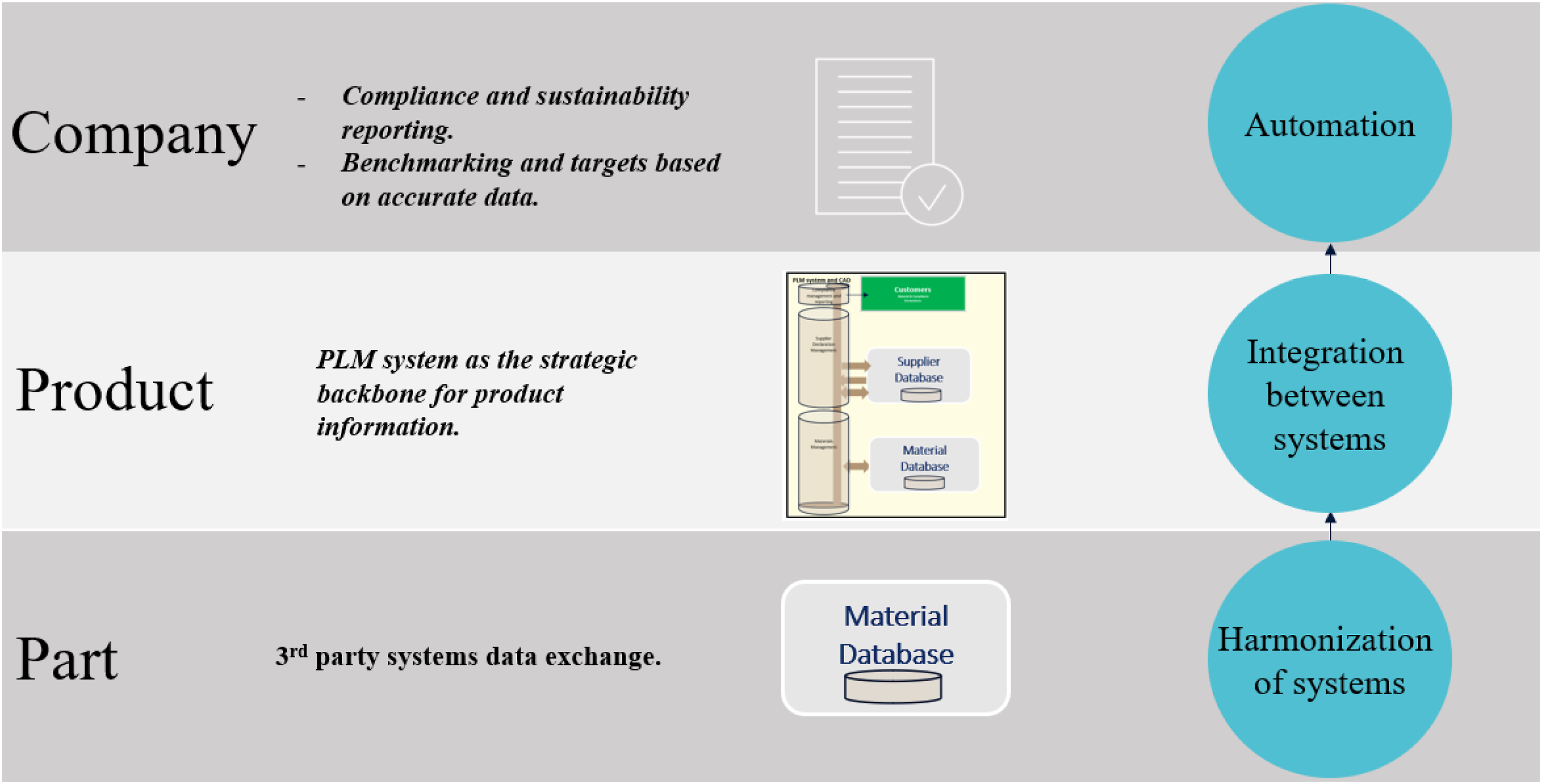
Discussion
How can industry 4.0 contribute towards more sustainable choices in PD?
Product and manufacturing sustainability is closely related to the product lifecycle, especially the design choices made early in the product design process. A digital product and process twin is one of the first steps towards an improved data-driven product optimization (Schuh et al., 2016). To enable feedback loops and improvements based on data, there is a need to integrate and communize digital product twins across the lifetime for different applications. Figure 7 shows a conceptual model of such a digital thread from engineering to operation, leveraging understanding of system-wide impact of changes. Conceptual model of digital thread from design to operation.
The case company demonstrates the digital thread from engineering to production as a first step. Virtual assembly and testing improve quality and lead-time in PD, which are measured in terms of reduced risk of late changes in the design process and less re-design as a result of learning from physical production. According to Prasad (Prasad, 1996), Concurrent Engineering is when stages in the PD process overlap. Yang et al. (Yang et al., 2012) define overlapping as the process of starting a downstream activity before completing the upstream activity. The information builds up gradually and is constantly transferred between activities. Software that integrates product and process development does support and improve collaboration between departments that work on the same product, but often in separated and sequential phases. Simulation supports a multidisciplinary project team to have a good problem understanding and early detection of potential disagreements (Kušar et al., 2014). The opportunity to virtually validate manufacturing concepts up-front reduces, for example, unnecessary usage of test materials and wrong physical installation as well as reduced physical flow of products in the early development phase of new processes. Taking this a step further, the use of cost-effective sensors and advanced machine learning capabilities support feedback and adjustments in real time, thus strengthening the digital thread. In the context of Industry 4.0, where all objects are connected to IoT, an online access to all relevant product data is a driver for product optimization (Schuh et al., 2016).
The development and interpretation of both Industry 4.0 and sustainable manufacturing and products are different from company to company. Companies must begin the analysis of the current situation and its strategic goals, considering short and long-term horizons to define which technologies and systems are effectively implemented. According to Uhlemann et al. (Uhlehmann et al, 2017), an advantageous use of Industry 4.0 cannot be obtained until a vertical implementation of Industry 4.0 in the company itself is ensured. Similarly, as failed attempts to quickly focus on implementing advanced technologies in various industrial settings investing in Industry 4.0 manufacturing technology alone is insufficient to achieve significant sustainable benefits. A historical example is the failed attempts to implement robotics and flexible systems as part of the third industrial revolution in the American manufacturing industry in the late 1970s (Stoll, 1986). A major change in product design practices is needed. Design for Industry 4.0 practices must be integrated as early as possible in the product lifecycle for sound decision-making and viable design trade-offs. In this regard, both case studies emphasize the importance of accurate product and resource data to take advantage of benefits promised by tools for material management and assembly process simulation. Also, in terms of sustainable manufacturing, a systems view will help ensure that the organization is not pulled in different, sometimes conflicting, directions. Moldavska and Welo (Moldavska and Welo, 2017) argue that it is crucial to establish the core criteria of sustainable manufacturing to avoid misinterpretation of the concept depending on the preferences of the individual actors. Sustainability 4.0 is a strategy to achieve a state of sustainability through intelligent technologies to meet a balanced development of economic, environmental, and social demands (Reis et al., 2021). This work indicates that a promising start on a journey towards sustainability (4.0) would be to ensure precise and consistent data that provides a comparison baseline for future decisions. This includes valuable information for decision-makers in terms of material selection and optimizing production (Design for Sustainability), as emphasized by Moldavska and Welo (Moldavska and Welo, 2016). In addition, material (sustainability) data enables responsive environmental compliance reporting to relevant stakeholders.
Shortcomings in existing data acquisition and data quality: Harmonization, integration, and automation
Inconsistency due to data being stored in various systems is a shortcoming identified in both case studies. In addition, it is identified that different systems are performing the same task. There is a need to have a single ‘source of truth’; for example, product data in the PLM system that can be accessed by all other data-carrying systems (ERP and MES), to eliminate data silo challenges and limit data duplication.
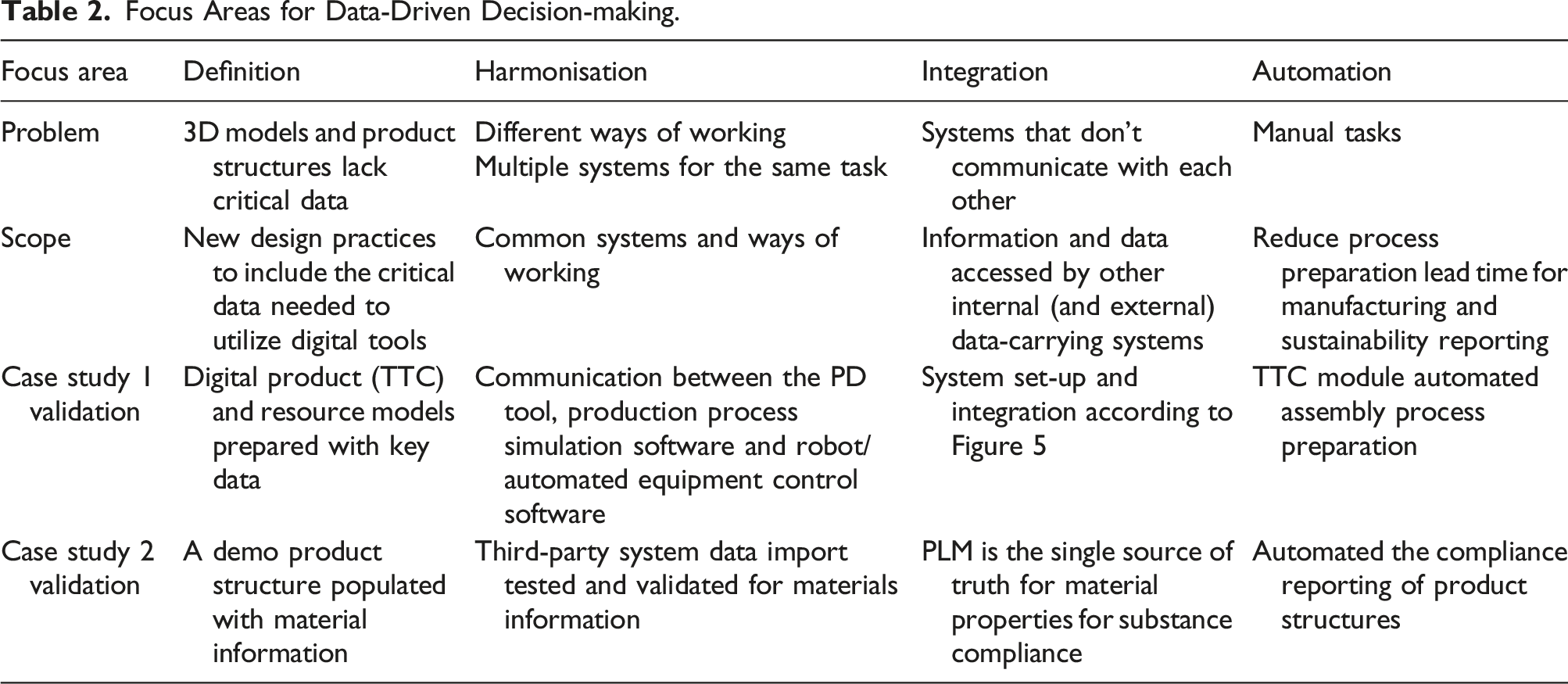
An interconnected PLM system offers several unified 3D Concurrent Engineering and knowledge management capabilities to evaluate product designs as it goes through many facets of its life cycle constructs, like assembly and manufacturing (Prasad, 2016). Regarding the automated creation of the production process, software is currently available for all or most of the relevant tasks. However, the linkages between the different software and system modules are often weak and sometimes non-existent, requiring a vast amount of manual re-programming. The first case, DAMP, demonstrates a faster process from product design to physical production, automating assembly process preparation. Similarly, the second case, IMM, demonstrates automated compliance reporting, emphasizing collecting data from various systems into a single ‘source of truth’ in the PLM system that relevant stakeholders can access and consistently manage.
Focus Areas for Data-Driven Decision-making.
Conclusion
This paper reports findings from two case studies within the same company, intending to identify factors enabling data-driven product and process optimization. Both case studies demonstrate how accurate product information is vital to utilize digital tools effectively and efficiently for auto-generating manufacturing programs and environmental declarations. In addition, accessible and accurate product information combined with digital tools seems promising to enable more accurate and sustainable design trade-offs in PD.
Precise 3D data of products and resources facilitates virtual validation, optimization, and commissioning of complex manufacturing processes. Thus, a design for automated assembly practice is to prepare 3D models with accurate data to take advantage of the benefits promised by digital tools for assembly process simulation. A system for materials management is promising for regulative compliance reporting at both product and component levels. Case study 2 demonstrated the collection of necessary data from internal and external third-party systems to tackle the shortcomings of lacking product data and available data being collected and stored manually in different systems.
Both cases are a promising start on the digital transformation journey toward more data-driven and sustainable decision-making in the case company. Investing in Industry 4.0 manufacturing technology alone is insufficient to achieve significant sustainable benefits. Based on the findings, defined product data must be made available early in the PD process. Accordingly, data must be strongly connected throughout the product lifecycle through harmonization, integration, and automation. The main finding is how these pillars must be in place to enable both automated process preparation and compliance reporting to work as intended and provide the benefits promised by digital tools. The two case studies have emphasized the digital thread in engineering and manufacturing as a first step. Additional focus and knowledge development include the operational and use phases of the product lifecycle. In addition, further research is to provide more data regarding the sustainability benefits that are expected from these (Industry 4.0) tools and systems. Although the study is limited to one company only, it is believed that the evidence is sufficiently strong for the results to have a wider range of validity than in this specific company.
Footnotes
Acknowledgements
Kongsberg Maritime AS and the Research Council Norway`s Industrial PhD program project 241103, which are both gratefully acknowledged, funded this work. We express our special thanks to the participants involved in both case studies including the DAMP research project 269809.
Author’s note
The corresponding author is part of the Norwegian Industrial Ph.D. program project 241103 and is employed in the case company.
Declaration of conflicting interests
The author(s) declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: The authors declare the following financial interests/personal relationships which may be considered as potential competing interests: The corresponding author is part of the Norwegian Industrial Ph.D. programme project 241103 and is employed in the case company.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Norges Forskningsråd; (241103).