
Abstract
Architectural fabrics consist of woven base cloth protected by a coating on both sides. Corrosive liquids or vapours may diffuse through the matrix material and corrosion effects on fibres may lead to substantial reduction in mechanical properties. Tensile strength is of most importance for the safety of a structure and strain properties govern its serviceability. Wetting is one of the main environmental impacts. Due to rain, condensation or snow melting cycles, the membrane gets wet. If the fabric under the coating gets wet and to which amount depends on the condition of the covering coating over the lifetime of the architectural structure and on the wicking properties of the fabric material. Water penetration influences the fabric’s properties. How and to what extent is the field of investigations of this article. The influence of water on the tensile strength and the breaking strain of two common architectural fabrics, polyester (PES)/ polyvinylchloride (PVC) and glass/polytetrafluoroethylene (PTFE), are investigated. Virgin and aged materials are examined.
Keywords
Introduction
Architectural textile membranes are composites, mostly made of polymers but also glass is used in form of multifilament fibres, see Figure 1 as one example. In these composites, high strength fibre fabrics are coated by high-performance coating materials. The coating itself can consist of several layers: prime coat, top coat and surface treatment. One of the main functions of the prime coat is covering the fabric against rainwater and atmospheric moisture. Humidity might have a negative effect on woven fabrics. It influences the mechanical properties, among which especially changes in tensile strength during the service life of architectural fabric structures should be regarded in the design.

Membrane fecade and roof of Arena de Amazonia, Manaus, Brasilia.
Polyester (PES) fibre fabrics coated with polyvinylchloride (PVC) are commonly used as architectural tension–structural membranes. They have a service life of approximately 20 years. Exposure of coated fabrics to a hot, moist environment and to the natural environment results in surface damage (Ansell et al., 1983). Fibre and coating embrittlement occurs particularly in hot, moist environment (Ansell, 1985). The insignificant amount of moisture, which may be present in polyester textile materials, exists as a molecular film of water on the surface of the filaments (Moncrieff, 1975). Tetzlaff et al. (1993) report that due to immersing polyester fibres in water at room temperature, tensile strength decreases to 95%–100% while breaking strain results in 100%–105% of the virgin dry state. Ansell et al. (1983) assumed boiling water to be the major degrading influence on the polyester fibres, because polyester is affected by hydrolysis under these conditions. De Bordenave (1959) reported the effect on the tenacity of Dacron polyester fibres exposed to air and water at 121°C. Of course, this goes beyond service temperatures of architectural membrane structures, but it helps to understand the basic interrelations and also it simulates natural weathering in an accelerated form. Tenacity is only slightly influenced by air, but after 100 h exposure to boiling water, it reduced to 79% of its initial strength. Ansell (1985) worked on the degradation effect of boiling water on polyester fibres in PVC-coated fabrics. He assumed that boiling initially increases the crystallinity brittleness of the polyester fibres before hydrolysis/oxidation leads to disruption of the polyester molecules and a reduction in the crystallinity. Another question is whether the fibres get wet at all. Today, architectural polyester fabrics are supplied with a ‘low-wick’ system. This prevents the fibres from getting wet even at cut edges, for example, at weld seams. But the low-wick system can lose its protective ability under the influence of weathering impacts. In this case, the mechanisms of water seepage into the fabric are of interest. Chatterjee and Singh (2014) investigated ‘initial’ in-plane wicking properties of polyester fabric. Initial in this context means that they have monitored the wicking range for maximal 0.5 h after putting test specimens in a water bath. They found out that the maximum wicking range in weft was greater than in warp. They concluded that the difference in tension of warp and weft yarns during the weaving process may be responsible for the differences in size and disposition of capillaries in the two fabric directions. Warp is more stressed and thus has a more compact structure that will slow down the rate of capillary rise. In a given time, the wicking range will be less. On the other hand, they found that in-plane wicking increases with increase in tension. This appears to be contradictory. It illustrates the difficulties of the topic. Datta Roy and Kumar Sinha (2014) studied the impact of different cross-sections, namely hollow circular and trilobal, of polyester fibre on the moisture transportation in polyester yarn and fabric. They observed that fabrics made from circular hollow fibres with more inter fibre capillaries and inter fibre channels show a greater wicking effect.
Increasingly, polytetrafluoroethylene (PTFE)-coated woven glass fibre fabrics with an anticipated service life of greater than 20 years are being used (Effenberger, 1980). Ansell et al. (1983) studied architectural PTFE-coated glass fibre fabrics, their structures and limitations. They immersed fabric in distilled water for 7 days and observed a reduction in the tensile stiffness and strength. They also found out by drying samples that their stiffness completely restored but the strength is only partially recovered. They believed moisture plasticizes the PTFE and allows a greater degree of yarn uncramping in soaked samples, causing a lower modulus of elasticity.Toyoda et al. (1995) worked on degradation of PTFE-coated glass fibre fabrics under hot water treatment. They found that the retained tensile strength of uncoated glass fibre fabric immersed in water at 90°C for 14 days was 31% while the one for coated glass/PTFE was 62%. That confirms the effect of coating protection against hot water. Additionally, they observed during water treatments over 14 days at 20°C and 30°C that the tensile strength reduced to 95% and 88%, respectively. Wulfhorst et al. (1993) reported that the tensile strength of glass fibres reduced to 65% of its initial state after 100 days of immersing in 20°C water. They also reported that the tensile strength of this fibre reduced to 79% during the same time period under room condition (20°C and 65% of relative humidity). The results illustrate that the fibres react with water vapour from surrounding air. As a matter of fact, water as a liquid or vapour in glass fibres causes hydrolysis and water molecules break up the structure of glass fibres (New Hampshire Materials Laboratory, 2006). This reaction is markedly accelerated by elevated temperature.
In this work, the effect of wetting at room temperature on the short-term tensile strength of PES/PVC and glass/PTFE membranes is presented which has been investigated in the Essen Laboratory for Lightweight Structures (ELLF) belonging to the Institute for Metal and Lightweight Structures at the University of Duisburg-Essen.
Wicking
General
Wetting and wicking is important to explain how liquid goes through fibrous media. A spontaneous transport of a liquid driven into a porous system by capillary forces is termed wicking. Wetting is the condition resulting from a solid contact with a specific liquid under specific conditions; hence, wetting is a prerequisite for wicking. This means a liquid that does not wet fibres cannot wick into fabric (Patnaik et al., 2006). Capillary forces that come from pressure differences created by surface tension move liquid in to capillary spaces (Chatterjee and Singh, 2014).
The constitutive yarns are responsible for the main portion of the wicking action (Hollies et al., 1956). In a fabric, capillary rise can be happened either between yarns (macrocapillary) or between filaments of yarns (microcapillary) (Patnaik et al., 2006).
Longitudinal or in-plane wicking
Transmission of liquid through the length of a fabric sheet is called longitudinal or in-plane wicking. During in-plane wicking in a vertical capillary system, that is, when the fabric is hanging, the flow of liquid is unsteady due to gravity effects. At the onset of absorption, the absorbed liquid is relatively close to the liquid surface and the effect of gravity can be neglected in this situation. At a longer period of time, gravity plays an increasingly important role (Patnaik et al., 2006). In a horizontal capillary system, that is, in a flat lying fabric, gravity plays no role. Architectural fabric structures are usually inclined double-curved surfaces. But nowadays they are also realized more and more as plane vertical or horizontal structures, for example, facades or roof structures.
Transplanar or transverse wicking
Transmission of liquid in through-thickness direction of a fabric, that is, perpendicular to the plane of a fabric, is called transplanar or transverse wicking (Kissa, 1996). Its measurement is more difficult than in-plane wicking as the distances involved are very small and the time taken by a liquid to move through the thickness of a fabric is short (Saville, 1999).
Wicking mechanisms in architectural fabrics
In architectural fabrics, the exterior surface is sealed and therefore, water (rain, melting snow or condensate) could not seep into fabric yarns by passing the coating surface as long as the coating keeps intact. With the passage of time, ageing cracks develop, delamination occurs and the protection is reduced. These ageing cracks create conditions where transverse wicking is likely to occur.
Via the seams and uncovered edges, in-plane wicking along the yarns, which are coated at ‘top’ and ‘bottom’ but not filled by PVC or any other materials, might take place. In many technical polyester fabrics, the wicking process is reduced by supplying a ‘low-wick’ system, but as not all materials are equipped and the effectiveness of the low-wick system itself might decrease under environmental influence, the impact of humidity or water on the material properties is of interest (Asadi et al., 2017).
PVC-coated polyester fabric
The cross section of a PVC-coated polyester fabric, showing the foamed, porous structure of the soft PVC coating which result from air trapped in the PVC paste before it is cured (Ansell et al., 1983). The PVC hardly infiltrates the PES-yarn. The top coat might be polyvinylidenfluorid (PVDF) or acrylic. PVDF-top coat has typically a thickness of 15–20 μm.
Plasticized PVC is unstable and despite the presence of stabilizers such as anti-oxidants, plasticizer is lost by diffusion leading to embrittlement, particularly in hot, moist environment (Ansell et al., 1983). That means, with the passage of time, the protective function of the PVC coating will decrease and finally disappear.
Polyester fibre is the condensation polymerization product of ethylene glycol and terephthalic acid. One of the distinguishingly characteristics of polyester results from the properties of benzene rings in the polymer chain. The aromatic character (containing a planar unsaturated ring of atoms that is stabilized by an interaction of the bonds forming the ring) leads to chain stiffness, preventing the deformation of disordered regions, which results in weak Van der Waals interaction forces between chains (Moncrieff, 1975). Hearle’s (1977) studies led to the conclusion that ‘polyester fibres in their initially crystallized form I, a dynamic crystalline gel, are converted on annealing to form II which has a greater molecular order with higher melting point than form I. Form II will break at a low extension with hardly any plastic deformation’.
PTFE-coated glass fibre fabric
The glass type typically used for the production of glass fibres consists of CaO, Al2O3, B2O3, MgO, Na2O, K2O and SiO2 (Bascom, 1974). It is called E-glass. Architectural glass fibre fabrics are usually coated with PTFE in a multi-pass dip-coating operation. The fabric is dipped in a liquid dispersion of PTFE. Afterwards, the PTFE is dried and sintered in a three-zone vertical oven. An uncoated plain woven fabric has a minimum thickness at points between crossing yarns. When dip-coated, these points require greatest thickness of coating. Pinholes might be seen in the coating at these locations, particularly in heavy weight fabrics (Ansell et al., 1983). Water can penetrate into the fabric through these pinholes. Beside this, water can worsen microscopic cracks and surface defects. On the other hand, practice proovs that glass/PTFE structures are able to withstand weathering for many years. For instance, the world’s largest membrane structure – the roof of the Hajj-Terminal in Saudi-Arabia – is made of glass/PTFE fabric has lasted for over 30 years. The material is frequently inspected and shows only small losses in the tensile strength.
Materials and methods
Materials
The study presented in this article was carried out on virgin PES/PVC fabrics types I, II, III and IV (all from one producer) and glass/PTFE fabrics types II and III (both from one producer) with type classifications according to Stranghöner et al. (2016) based on tensile strength. But it has to be noted that these classifications are done based on the strength values given in the data sheets of the producers. In fact, the glass/PTFE fabric type II was revealed to be a type III when tested in the laboratory. It also weighed more, which comes from a thicker coating. In order to distinguish them from each other, they are termed type ‘II’ and type ‘III’ in the following. Moreover, dismantled PES/PVC type I was investigated, which was removed from a 3-year-old inner layer of a biogas plant. The material producer was not the same as for the other PES/PVC fabrics investigated. The inner layer of biogas plant roofs is affected by aggressive chemical gases such as hydrogen sulphide. In Table 1, principle items of the virgin specimens are shown. For the dismantled fabric, no detailed data were available.
Principle items of materials tested.

PTFE: polytetrafluoroethylene; PVDF: polyvinylidenfluorid.
Type II according to data sheet, type III according to measured tensile strength.
Methods
Strip test specimens were placed in a bath of water and surfactant (0.1% of total liquid weight) during different time periods (24, 48, 72 and 144 h). The surfactant was used in order to lower the surface tension. After finishing the wetting cycle, samples were rinsed in water immediately and dried between two sheets of paper (Figure 2). Afterwards, they were tested in a uniaxial constant rate extension (CRE) machine according to EN ISO 1421 (2016).
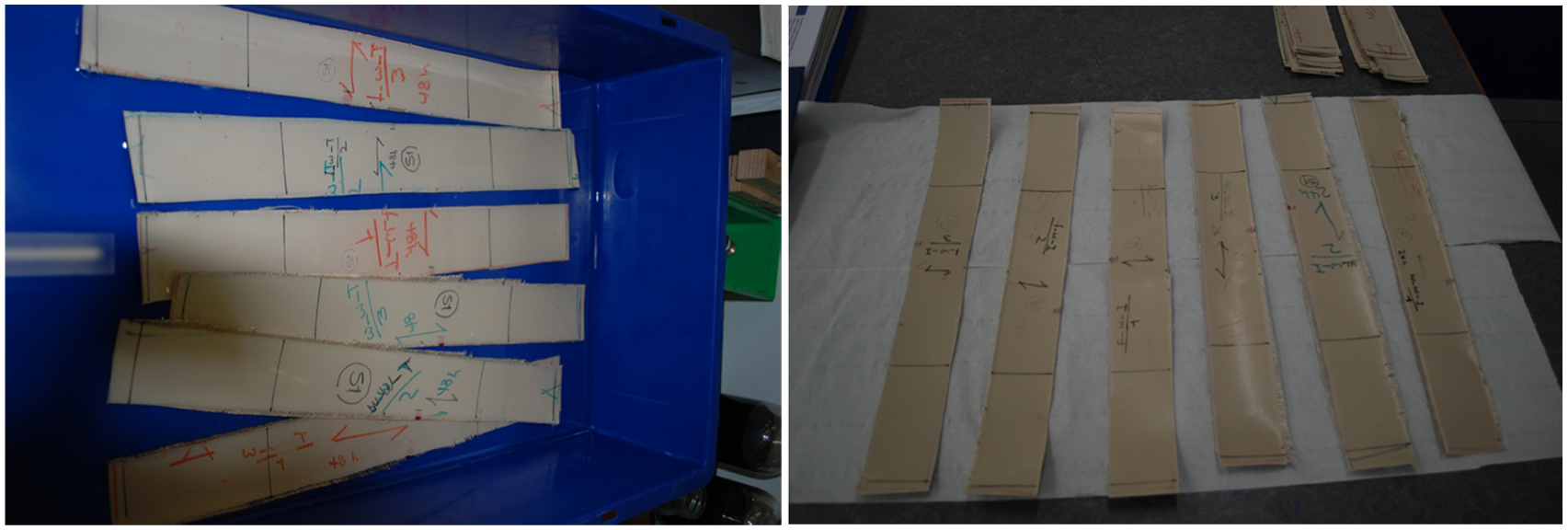
Immersing samples in water and drying process.
For tensile strength and breaking strain determination, two sets of test specimens were taken, one in warp and other in weft direction. A set of test specimens consisted of three to five test specimens, depending on the amount of material available. Threads were removed in approximately equal numbers from each of the long edges of the cut strips until the width of the test specimen was achieved. Each set should be 50 ± 1 mm in width and 420 mm in length. It should be mentioned that for the glass/PTFE type ‘II’ samples, wetting hours of 24, 48, 72 and 144 h were considered. This goes beyond the requirement of just 24 h of wetting according to EN ISO 1421.
The water absorption rate equals to

where Wa is the absorption rate and Wi and Wo are the initial weight and wet weight, respectively.
Results and discussion
It should be mentioned that the following results are only valid for the material products which were investigated at ELLF.
Weight changes
When fabric strips are dipped in water, first smaller capillaries (original voids or cracks in material) are filled with water molecules. This would increase the weight of specimens. In large capillaries, water advancement is slow because of less capillary pressure, but this retained water inside them acts as additional reservoir for smaller capillaries. Some other liquid reservoirs exist at intersection points of yarns (Chatterjee and Singh 2014). So for wicking to take place, liquid placed at the naked edge of samples is the main reservoir, the liquid retained in large capillaries and intersection points of yarns acts as mini reservoirs.
Figures 3 and 4 illustrate the wicking range in some investigated PES/PVC and glass/PTFE fabrics. The wicking range is marked by red ink. By comparing the wicking range in both fabrics, it is clear that water seepage in the glass/PTFE fabric is even less than in the PES/PVC fabric with low-wick system.
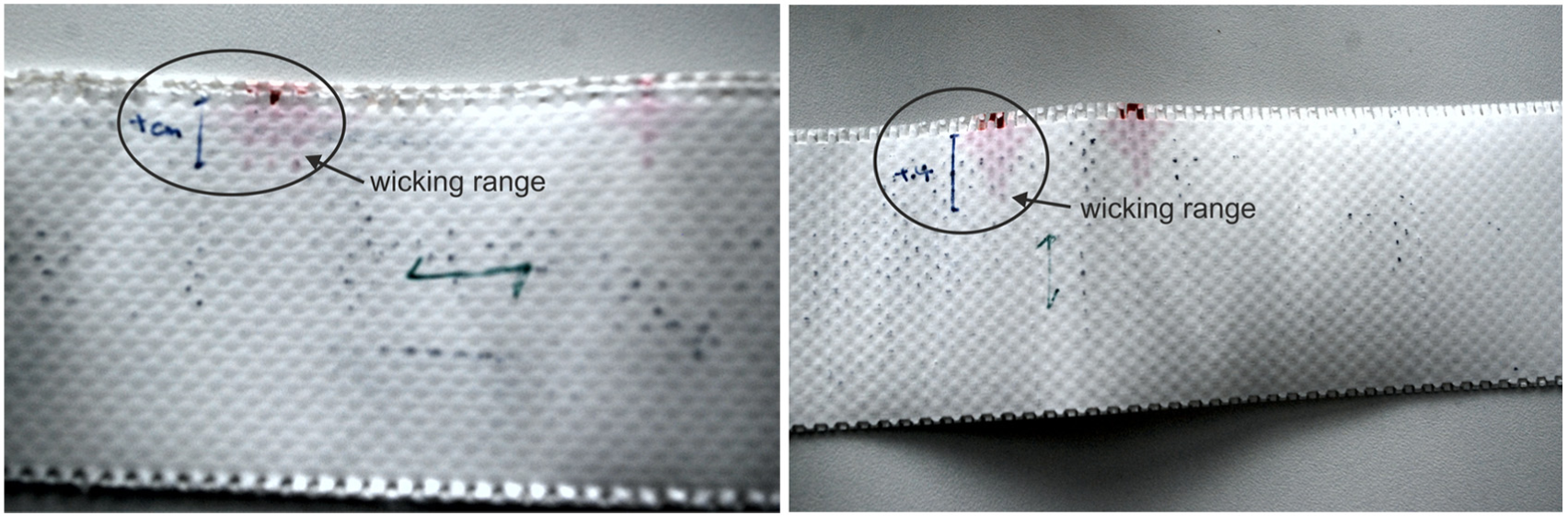
Wicking range in PES/PVC, left: wicking in weft direction, right: wicking in warp direction.

Wicking range in glass/PTFE, top: wicking in weft direction, bottom: wicking in warp direction.
In Figures 5 to 7, measured weight changes are illustrated. As mentioned before, each test series contained three to five test specimens. Mean values are shown in the diagrams by the markers, and additionally, the standard deviation is given by the whiskers above and below the mean. With reference to Figures 5 and 6, the highest water absorption rate in PES/PVC samples belongs to the dismantled biogas tank roof specimens: 9.1% in both warp and weft. This might be because of the cracks on the specimen surfaces which provide an additional way for water penetration through the yarns.
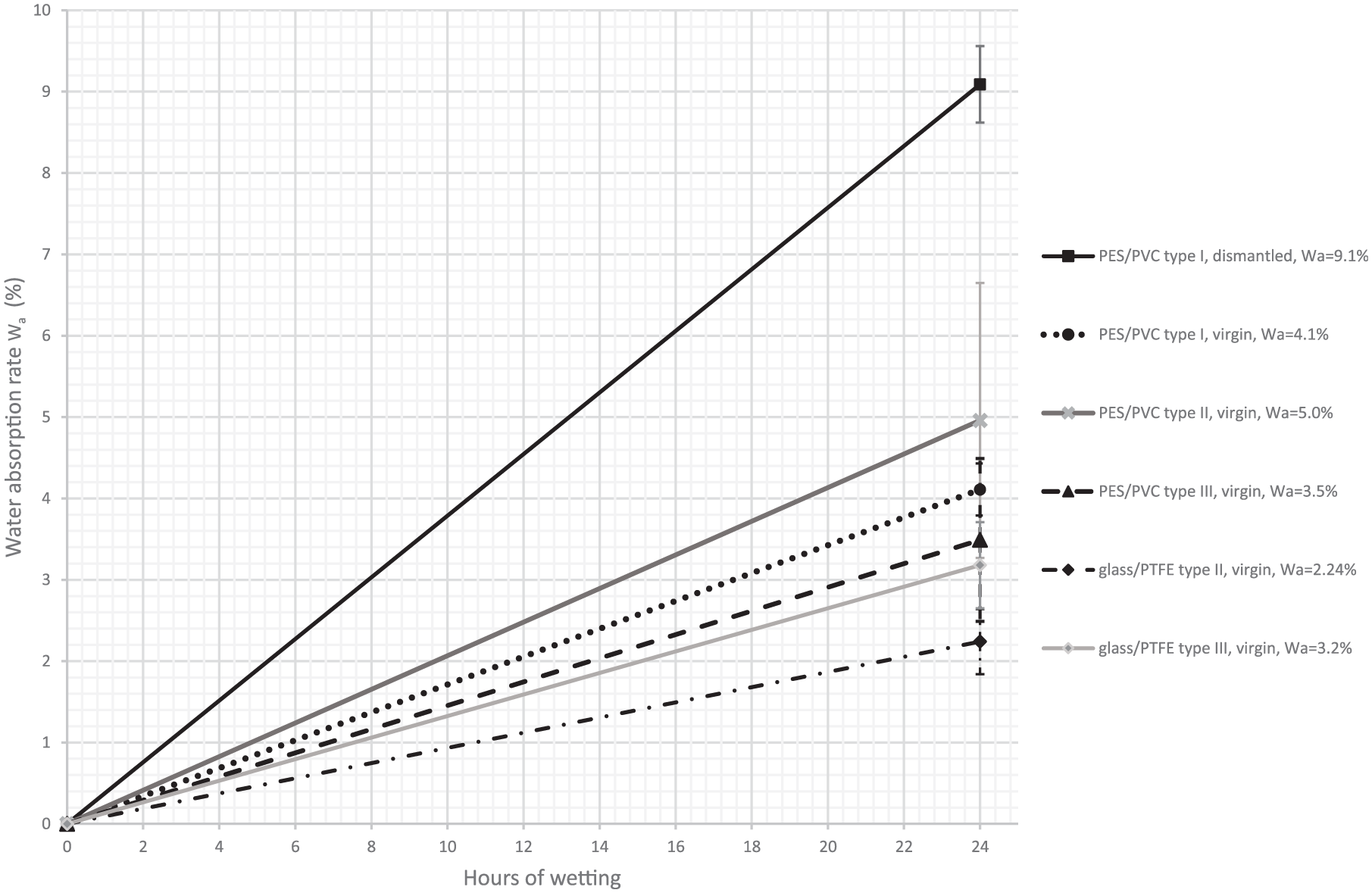
Water absorption rate of virgin and dismantled fabrics due to wetting, test specimens cut in warp direction.
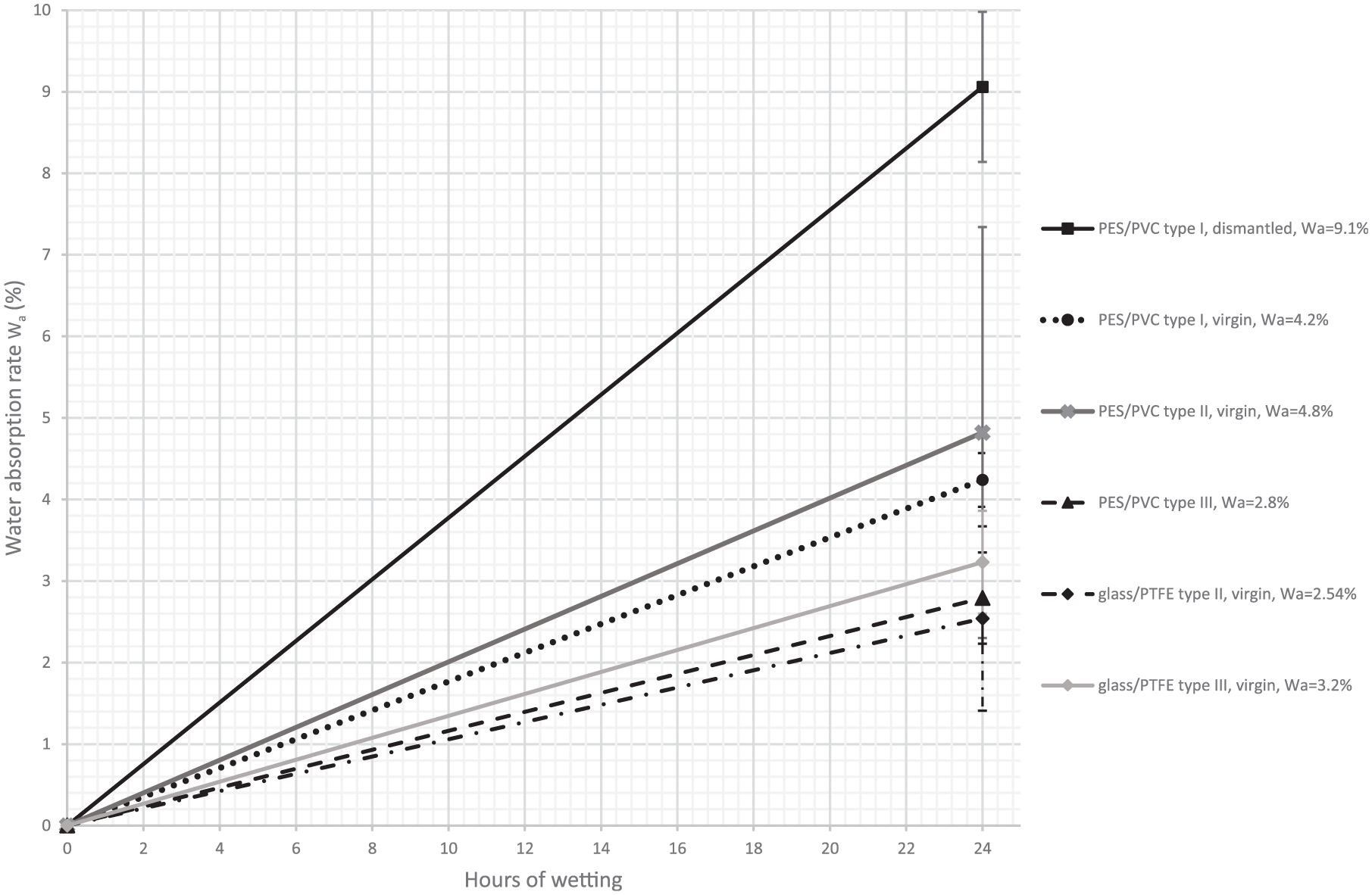
Water absorption rate of virgin and dismantled fabrics due to wetting, test specimens cut in weft direction.

Water absorption rate of virgin glass/PTFE fabric type II during 6 days of wetting.
According to Figures 5 and 6, during 24 h of wetting, glass/PTFE type III (weight increase is 3.2% in both warp and weft specimens) absorbs more water than type ‘II’ (weight increase is 2.2% in warp specimens and 2.5% in weft specimens). Besides, by extending the wetting period from 24 to 144 h (Figure 7), glass/PTFE type ‘II’ absorbs more water, from 2.2% to finally 5.6% of its original weight in warp specimens and from 2.5% to finally 5.7% of its original weight in weft specimens. Herewith, no significant differences could be observed in weight changes of warp and weft specimens.
Generally, using low-wick polyester yarn, it is expected to have lower water absorption. But indeed, PES/PVC type II with low-wick system absorbs slightly more water (5.0% and 4.8% in warp and weft, respectively) than type I without low-wick yarns (4.1% and 4.2% in warp and weft, respectively). However, this observation can probably also have its origin in differences in the weave of the base fabrics.
Tensile strength changes
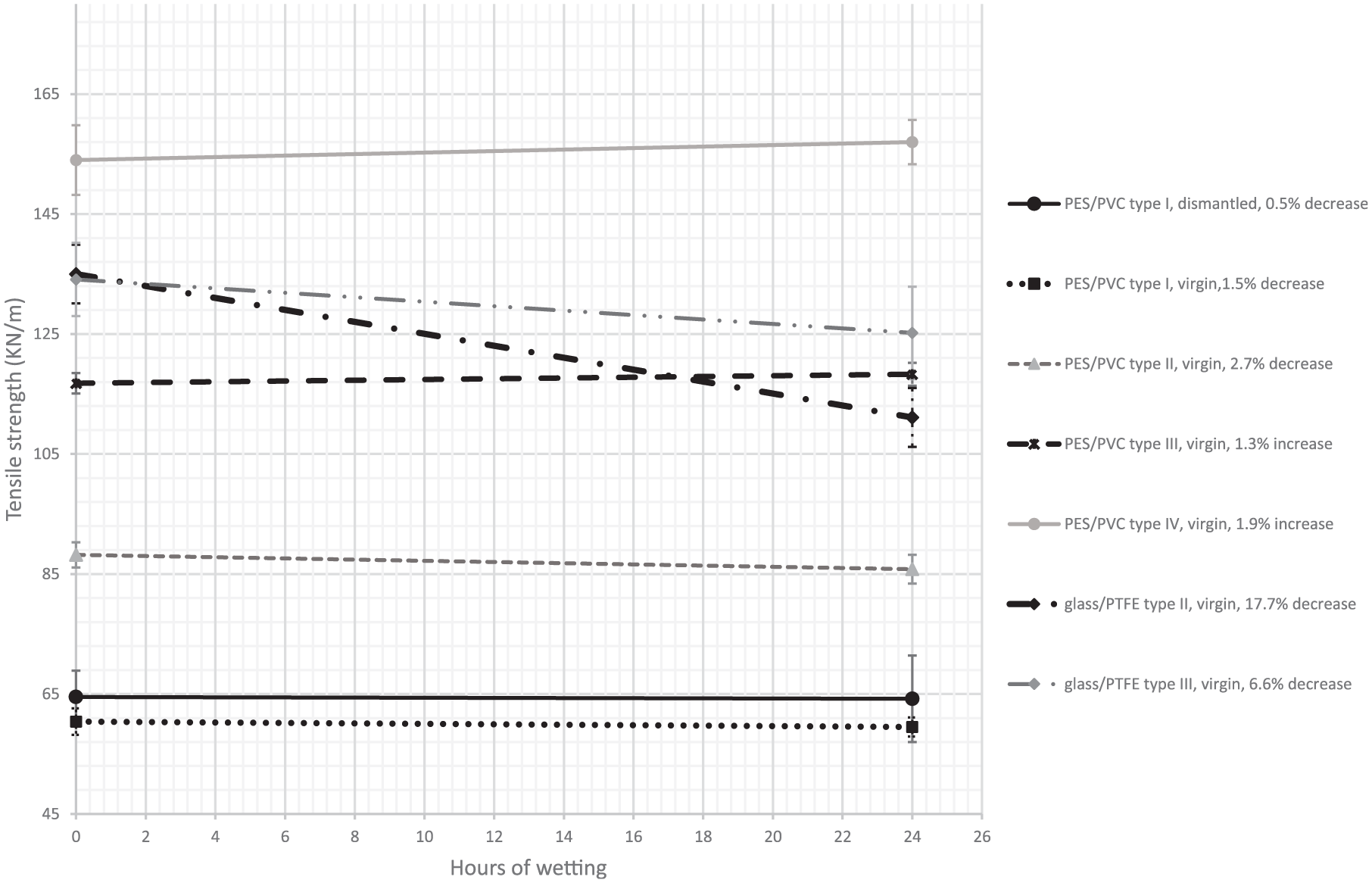
Figures 8 to 10 present the changes in the mean tensile strength of wetted PES/PVC and glass/PTFE materials related to dry ones. The amount of mean tensile strength of PES/PVC fabrics after wetting does not change dramatically. The highest decrease and increase yield to 2.7% (weft) and 4.6% (warp) compared to dry virgin state, respectively.

Tensile strength changes of virgin and dismantled fabrics due to wetting, test specimens cut in warp direction.
Tensile strength changes of virgin and dismantled fabrics due to wetting, test specimen cut in weft direction.
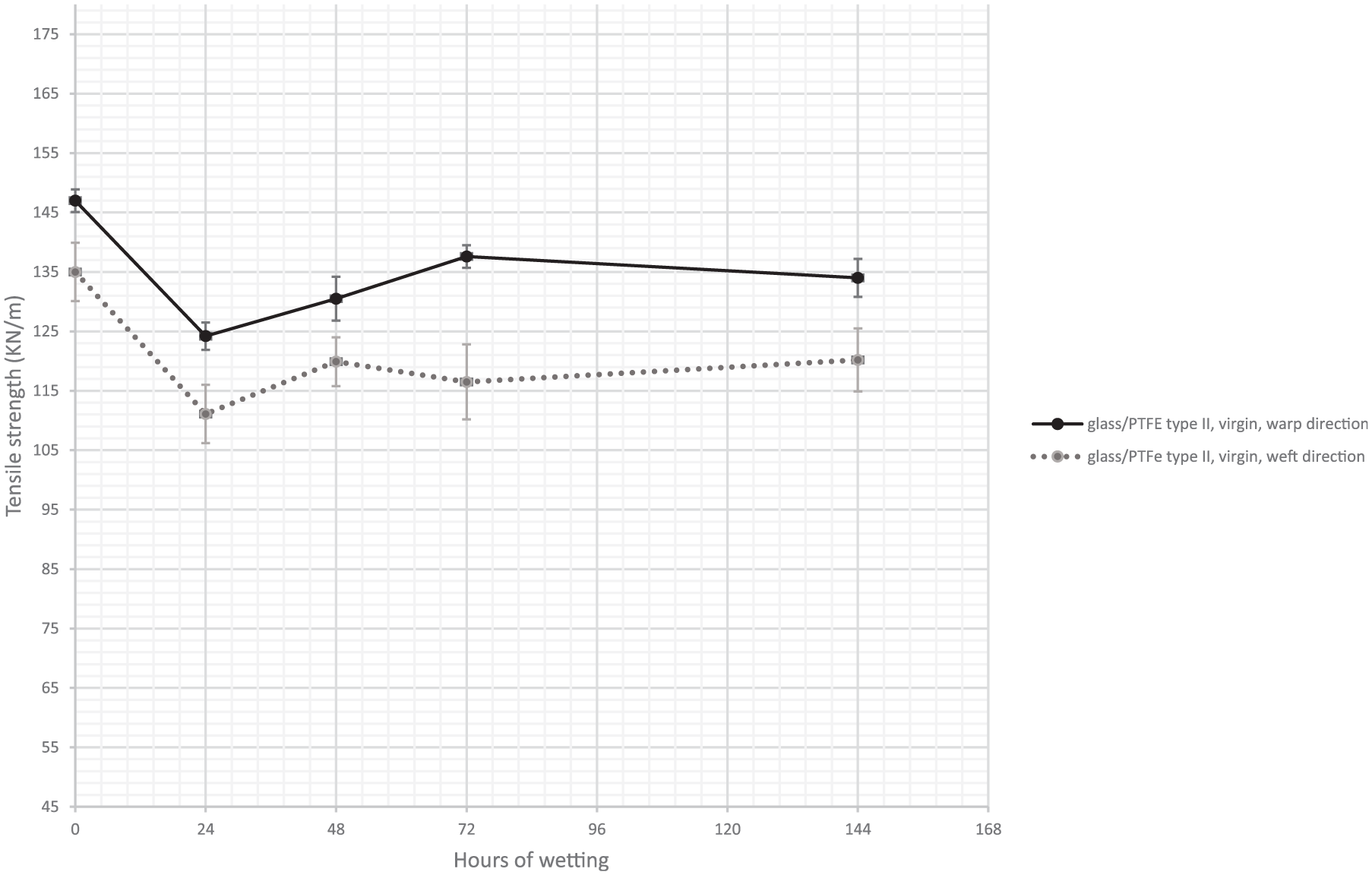
Tensile strength changes of virgin glass/PTFE fabric type II during 6 days of wetting.
In contrast, for the glass/PTFE type ‘II’ specimens of one producer which are investigated here, a considerable decrease in tensile strength is observed, see Figures 8 to 10. As it is mentioned before, glass fibre fabric is most sensitive to water influences, because of hydrolysis which leads to stress corrosion of glass fibres (Bobeth, 1952; Koch, 1952; Schutte, 1994). This is underlined by the fact that the glass/PTFE fabrics absorbed less water than the PES/PVC fabrics, see before, but the effect on mechanical properties is more significant. Because of the known sensitivity of glass fibres to water, it can be assumed that this behaviour can also be found in glass/PTFE fabrics of other strength classes and producers. It can be concluded that for weathering tests of glass/PTFE fabrics – natural or artificial – it is important to consider the negative influence of the water and to cover edges if only effects of transverse wicking are the objective of the research.
After 24 h watering, the tensile strength of type ‘II’ glass/PTFE specimens decreases more than for type III, see Figure 10, while type ‘II’ absorbs more water. In glass/PTFE type ‘II’, by stepwise increasing the soaking time from 24 to 144 h, the loss of tensile strength decreases: in warp samples, maximum loss is 15.5% after 24 h wetting but recovers to 8.8% loss after 144 h; in weft samples, it decreases to maximal 17.7% but the loss recovers to 11.0%. That means, surprisingly, the maximum amount of strength loss belongs to 24 h of wetting. By comparing warp and weft samples, it is recognized that the reduction in tensile strength for weft yarns is slightly higher than for warp yarns.
It should be noticed that the results described here might not directly be linked to practical applications of glass/PTFE fabrics – as long as the coating is intact. Tests with weld seams containing uncovered edges should be performed to study the possible strength deterioration at connections.
Changes in breaking strain
The strain changes from moisture absorption could cause tensioned membranes to relax and change predefined amount of their prestresses. According to Figures 11 to 13, breaking strain changes in PES/PVC after 24 h of watering are not significant. Only for the biogas roof PES/PVC samples, it increases by about 6.8% and 4.8% in warp and weft, respectively. Simultaneously, the greatest deviations of all test series were observed. As it was explained before, the highest amount of water seepage belongs to this dismantled fabric. It could be concluded that the more water seepage, the more growth in mean breaking strain can be observed. But, the data are not stringent. For instance, the type II virgin sample has a relative high water absorption but low increase in breaking strain.
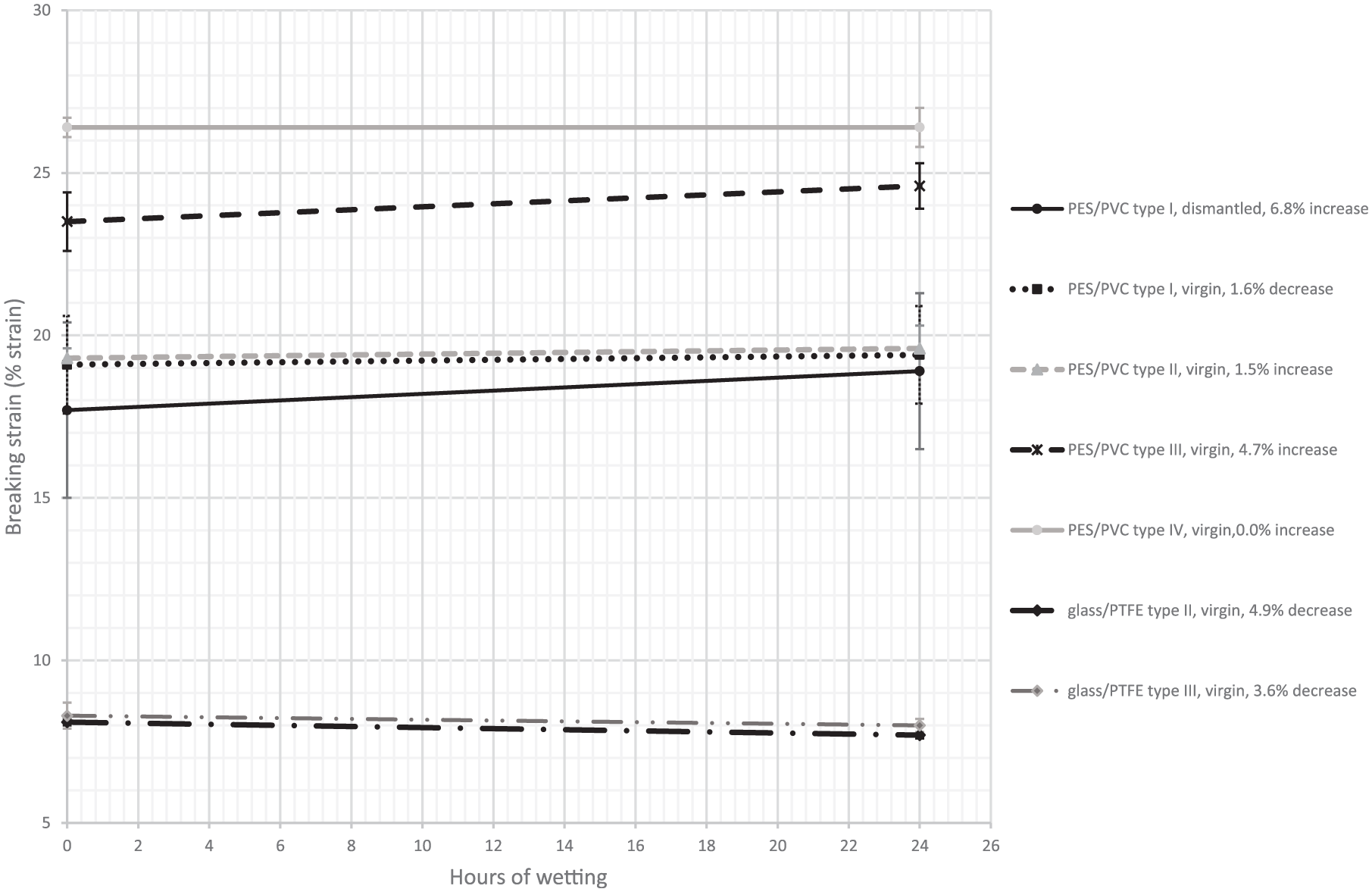
Breaking strain changes of virgin and dismantled fabrics due to wetting, warp direction.
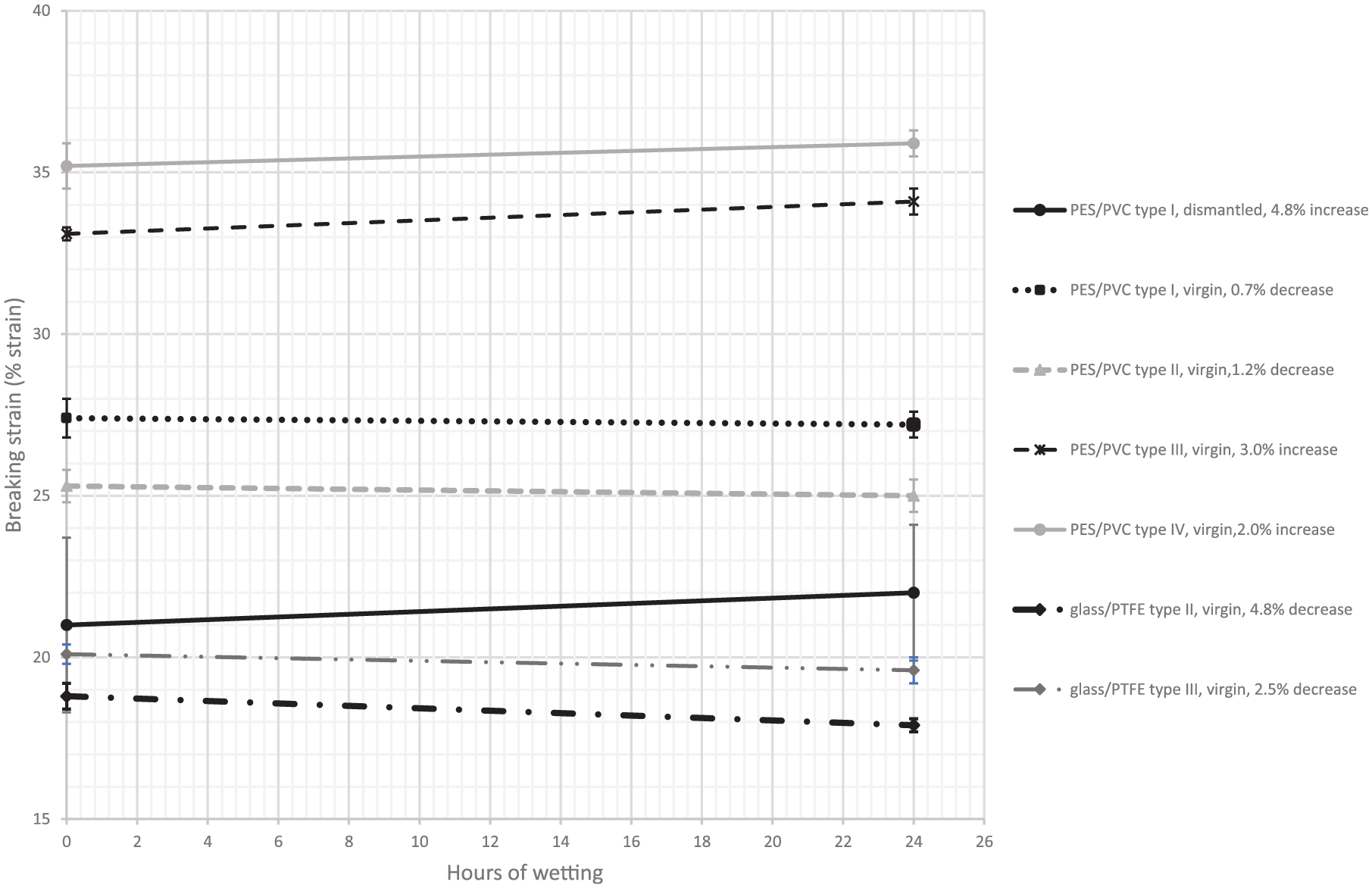
Breaking strain changes of virgin and dismantled fabrics due to wetting, weft direction.
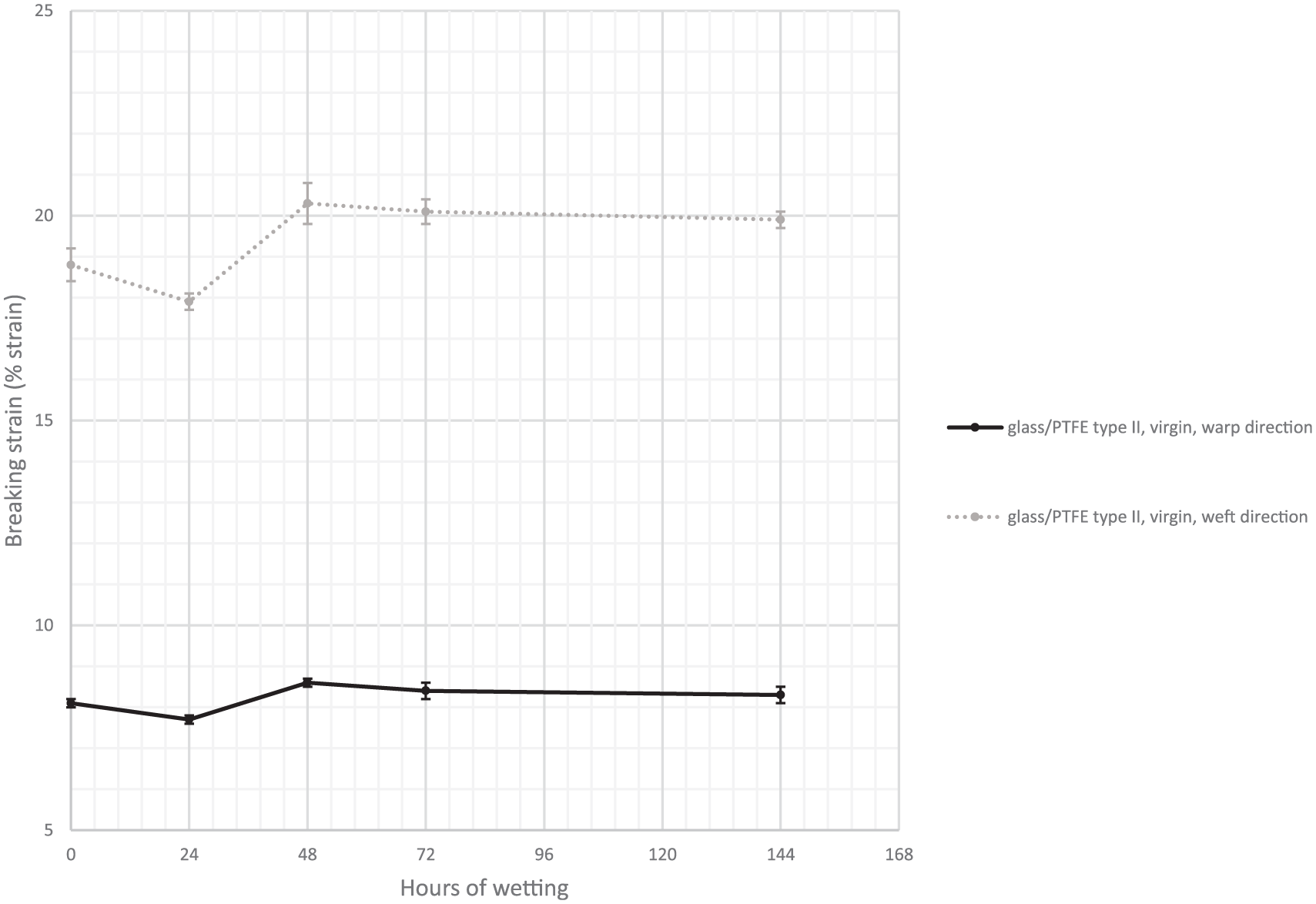
Breaking strain changes of virgin glass/PTFE type II fabric during 6 days of wetting.
The comparably low changes in strength and strain due to wetting found in PES/PVC fabrics illustrate that the main focus of the low-wick supplies used is not to directly maintain the virgin values. The benefit is rather to protect the fabric against microbiological attack (bacteria, fungus, algae) which is enabled by an appropriate level of humidity. The microbiological attack may lead to an unfavourable change of mechanical properties later on and thus, low-wick supply might contribute to preserve the mechanical properties on the long term.
For glass/PTFE samples after 24 h of watering, a decrease of breaking strain is recognized for both investigated types ‘II’ and III in both warp and weft directions. But an increasing trend is observed after the longer wetting periods of 48, 72 and 144 h, from 6.2% (48 h) to 2.5% (144 h) in warp and from 8.0% (48 h) to 5.9% (144 h) in weft direction. Here again, changes in weft are more than warp samples. In the end, it could be the case as described by Ansell et al. (1983) that moisture appears to plasticize PTFE, allowing a greater degree of yarn uncramping to occur in soaked samples.
Conclusion
In structural applications, the coated fabric composite membrane is subjected to changing environmental conditions. The edges of welded fabric panels and abraded surfaces will be exposed to rain, in tropical climates potentially combined with elevated temperature. Experimental tests presented in this contribution simulated water seepage in PES/PVC and glass/PTFE fabrics and investigated the development of the tensile strength and breaking strain for wetted test specimens. All PES/PVC specimens (taken from two producers) revealed no significant loss of tensile strength. Glass/PTFE fabric (all specimens were type “II” and “III” fabric from one producer) showed a substantial loss of strength after 24 h. However, type “II” samples were additionally tested after up to 144 hours of wetting. They exhibited some recovery during this time. This means permitting the ingress of moisture may lead to fibre failure in glass/PTFE fabric under normal room temperature. It is the function of the coating to avoid that. For artificial weathering procedures, it should be avoided by means of preventing in-plane wicking in case that only the weathering behaviour of the undisturbed membrane surface is aimed to be tested.
On the other hand, the strain increases from rain, condensate or snow melt could allow tensioned membranes to elongate, resulting in a reduction of prestress. For this reason, the breaking strain was investigated as an indicator. Again, changes found were not significant. Only the investigated dismantled polyester fabric showed a rather high increase in breaking strain.
It should be remarked that the conclusions should not be generalized. Further investigations with material from other producers are appreciated. In order to verify these results for connections like weld seams, where an uncovered but weathered cut edge is likely to appear, weathering tests with weld seam test specimens should be conducted in future investigations.
Footnotes
Acknowledgements
The authors gratefully acknowledge the fruitful discussions on the presented topic among experts in WG4 ‘Materials and Analysis’ of Cost Action TU1303.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.